15
FUNDACIÓN UNIVERSIDAD DEL NORTE DIVISIÓN DE INGENIERÍA DEPARTAMENTO DE INGENIERÍA MECÁNICA PROCESO DE FABRICACIÓN METROLOGÍA ANDREA DITTA ARIEL GARCÍA BARRANQUILLA 25 DE AGOSTO DE 2011
| Date post: | 03-Jan-2016 |
| Category: |
Documents |
| Upload: | andreditta |
| View: | 17 times |
| Download: | 0 times |

FUNDACIÓN UNIVERSIDAD DEL NORTE
DIVISIÓN DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA MECÁNICA
PROCESO DE FABRICACIÓN
METROLOGÍA
ANDREA DITTA
ARIEL GARCÍA
BARRANQUILLA
25 DE AGOSTO DE 2011

1. OBJETIVOS
1.1 OBJETIVO GENERAL
Aprender a utilizar elementos de medición importantes en procesos de
fabricación (Vernier, Micrómetro) y aplicarlos en la construcción e
interpretación de planos en ingeniería.
1.2 OBJETIVOS ESPECIFICOS
Conocer las diferentes partes de los elementos de medición
importantes en procesos de fabricación (Vernier, Micrómetro).
Conocer la diferencia entre exactitud y precisión de un elemento de
medición.
Emplear herramientas estadísticas en la medición y análisis de
resultados.
Construir vistas fundamentales, dibujos isométricos e interpretar
planos en ingeniería.

2. CONTENIDO
1. OBJETIVOS .............................................................................................................................. 2
1.1 OBJETIVO GENERAL ............................................................................................................ 2
1.2 OBJETIVOS ESPECIFICOS .................................................................................................. 2
2. CONTENIDO ............................................................................................................................. 3
3. LISTADO DE TABLA .............................................................................................................. 4
4. LISTADO DE SÍMBOLOS, SIGLAS Y ABREVIATURAS ................................................. 5
5. INTRODUCCION ...................................................................................................................... 6
6. MARCO TEÓRICO .................................................................................................................. 6
7. MATERIALES Y EQUIPOS UTILIZADOS ........................................................................... 7
8. PROCEDIMIENTO ................................................................................................................... 7
9. FUNDAMENTOS TEÓRICOS ................................................................................................ 8
9.1 CALIBRE PIE DE REY ............................................................................................................. 8
9.2 MICRÓMETRO .......................................................................................................................... 8
10. RESULTADOS ......................................................................................................................... 8
11. DISCUSIÓN DE RESULTADOS ........................................................................................... 9
12. INVESTIGACIÓN COMPLEMENTARIA ............................................................................ 10
12.1 VERNIER, MICRÓMETRO Y SUS APLICACIONES. ..................................................... 10
12.2 MATERIALES DE FABRICACIÓN DE MICRÓMETROS Y PIE DE REY ................... 10
12.3 CRITERIO DE FUNCIONALIDAD DE LOS CALIBRADORES DIGITALES .............. 11
13. CONCLUSIONES ................................................................................................................... 12
14. BIBLIOGRAFIA ....................................................................................................................... 13
15. ANEXOS ................................................................................................................................... 14

3. LISTADO DE TABLA
Tabla 1: Unidades en milímetros .............................................................................................. 8
Tabla 2: Unidades en pulgadas ................................................................................................. 9
4. LISTADO DE SÍMBOLOS, SIGLAS Y ABREVIATURAS
Cv: Coeficiente de variación

5. INTRODUCCION
Con el fin de adquirir destreza en el manejo de instrumentos de medidas
como el pie de rey y el micrómetro, se realiza la práctica de ajustes y
tolerancias, motivo por el cual se presenta este informe, donde hallaremos
los resultados obtenidos al realizarle las mediciones a dos pieza del
laboratorio. Dichos resultados se presentan en tablas, donde se encontraran
comparaciones estadísticas como la media, la varianza y el coeficiente de
variación. De estos resultados se presenta un análisis conciso de los factores
que pudieron ocasionar errores. Al final se presenta un anexo de la pieza
recreada en Solidwork con las dimensiones pertinentes. De esta forma, la
sustentación de la práctica, se debe tener claro los conceptos tales como las
partes de los instrumentos de medición, su clasificación, manejar las
herramientas estadísticas para medición y saber construir vistas
fundamentales.
6. MARCO TEÓRICO
La metrología dimensional se encarga de estudiar las técnicas de medición
que determinan correctamente las magnitudes lineales y angulares. La
medida es la evaluación de una magnitud hecha según su relación con otra
magnitud de la misma especie adoptada como unidad. Tomar la medida de
una magnitud es compararla con la unidad de su misma especie para
determinar cuántas veces está se halla contenida en aquella.
La medición se puede se puede dividir en directa e indirecta o por
comparación. Los instrumentos de medición directa se colocan directamente
sobre la pieza a medir, como es el caso de un calibrador pie de rey o un
micrómetro. La medición directa utiliza métodos ópticos, electrónicos,
neumáticos para obtener la dimensión final de la pieza.
Es importante tener en cuenta que las mediciones deben poseer una
variación admisible de su valor. Si una dimensión en particular tiene que
ajustar dentro o fuera de otra, como un perno o pasador en un agujero, es
importante esta variación admisible o tolerancia.

Por lo generar, los fabricantes de determinadas piezas deciden adoptar sus
propias normas para caracterizar las dimensiones de éstas, a esto se le
conoce como ajustes.
7. MATERIALES Y EQUIPOS UTILIZADOS
Calibrador vernier
Micrómetro
Calculadora
Computador
Notas de la experiencia, tomadas en clase.
Piezas a estudiar
Bibliografía e información adicional sobre el tema.
8. PROCEDIMIENTO
8.1. Medir todas las dimensiones necesarias para interpretar las piezas asignadas, para ello realizar 3 mediciones de cada una de ellas y determinar:
Media
Desviación estándar
Coeficiente de Variación
8.2. Elaborar un dibujo de la pieza a medir, sus vistas y su respectivo isométrico.
8.3. Tomar las correspondientes medidas en pulgadas y en milímetros. Colocar las medidas en la parte del dibujo que corresponda.
8.4. Identificar la pieza y entregarla junto con la hoja de resultados. En la hoja de resultados deben aparecer las vistas fundamentales con sus respectivas cotas (solo cotas necesarias para la completa interpretación del plano.)

9. FUNDAMENTOS TEÓRICOS
9.1 CALIBRE PIE DE REY
Sirven para la medición directa de medidas interiores, exteriores, y de
profundidades. En el instrumento se pueden leer milímetros enteros y
fracciones de milímetros, y también en algunos casos, pulgadas y fracciones
de pulgada. Sus piezas principales son: la regla
9.2 MICRÓMETRO
Dispositivo ampliamente usado en ingeniería mecánica, para medir con
precisión grosor de bloques medidas internas y externas de ejes y
profundidades de ranuras. Los micrómetros tienen varias ventajas respecto a
otros instrumentos de medida como el vernier y el calibrador: son fáciles de
usar y sus lecturas son consistentes
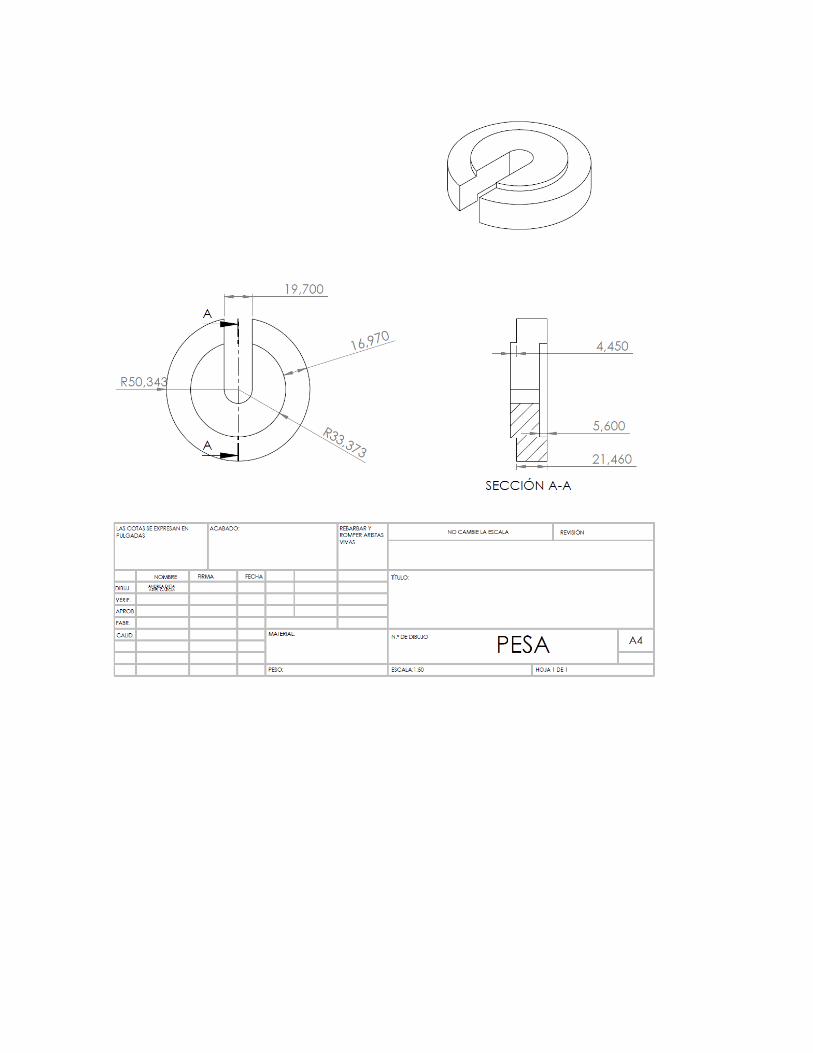
10. RESULTADOS
En las figuras del anexos se pueden observas las medidas correspondientes
de las siguientes tablas.
Tabla 1: Unidades en milímetros
Medida1 Medida2 Medida3 Cv
1,592 1,59 1,591 1,591 0,00082 0,001
1,43 1,43 1,42 1,427 0,00471 0,003
2,52 2,51 2,52 2,517 0,00471 0,002
0,4 0,405 0,41 0,405 0,00408 0,010
11 10,98 10,9 10,960 0,04320 0,004
3,102 3,1 3 3,067 0,04762 0,016
2,5 2,51 2,505 2,505 0,00408 0,002
6,31 6,3102 6,303 6,308 0,00335 0,001
5,2092 5,21 5,2 5,206 0,00454 0,001
5 5,05 5,05 5,033 0,02357 0,005
1,6086 1,61 1,609 1,609 0,00059 0,000
1,7052 1,706 1,704 1,705 0,00082 0,000
0,638 0,64 0,63 0,636 0,00432 0,007
0,756 0,76 0,75 0,755 0,00411 0,005

Tabla 2: Unidades en pulgadas
Medida1 Medida2 Medida3 Cv
4.450 4.451 4.45 13,3233563 2566,92821 0,00519039
5.59 5.60 5.60 8,38829915 3227,04448 0,00259938
21.460 21.45 21.45 32,158928 12377,5526 0,00259817
50.343 50.34 50.35 75,4797579 29036,4779 0,00259948
33.373 33.37 33.372 99,9101946 19248,3557 0,00519058
19.700 18.95 18.95 28,4113352 11362,8595 0,00250037
16.970 16.965 16.965 16966,6663 2,88675135 5877,42563
11. DISCUSIÓN DE RESULTADOS
En las tablas 1 y 2 se presentan los datos obtenidos en la experiencia; en
ellas también se enlistan cálculos como las medias, varianzas y los
coeficientes de variación correspondientes. No obstante, cabe señalar que
no se cuenta con un valor teórico para tener una comparación relativa como
tal. Es por eso que si observamos los cálculos como la variación estándar
podemos observar que tanto se alejan cada medición realizada por cada
estudiante de la medición promedio, un ejemplo al azar podría ser la medida
5.2092, donde la varianza es 0.00454 mm, ósea que las medidas hechas por
cada participante en esa sección tiene poca tendencia a generar errores ya
que no están tan dispersos unos del otro. De esta manera, se puede
considerar también como método para determinar que tan disperso se
encuentra cada medida realizada, con el coeficiente de variación; es por ello
que el coeficiente de variación es más habitual para comparar varios tipos de
medidas en las mismas unidades.
Debido a la complejidad de algunas partes de las piezas, los datos obtenidos
de lugares donde se requería conocer la profundidad fueron establecidos por
inspección geométrica a la hora de fijar el vernier para una lectura correcta.
Mas sin embargo, existen diferentes clases de micrómetro, entre los cuales
se encuentra el micrómetro de profundidades, que se utiliza para medir la
profundidad de agujeros, acanaladuras, entre otras. Cabe resaltar que dado
a la resolución que tiene el vernier se pudo ampliar la precisión y exactitud de
la medida que tomamos.

Probablemente, sea necesario establecer criterios para decidir que
instrumento de medición usar entre un micrómetro y un calibrador vernier,
para realizar la medición de una pieza en su proceso de manufactura.
La exactitud y precisión. El calibrador es inferior en precisión frente al
micrómetro, esto se debe a que
“La máxima exactitud puede obtenerse únicamente cuando el eje del
instrumento está alineado con el eje de la pieza que está siendo medida”
(Abbe, 1890)
Facilidad, tamaño, peso.
Rapidez de lectura.
12. INVESTIGACIÓN COMPLEMENTARIA
12.1 VERNIER, MICRÓMETRO Y SUS APLICACIONES.
Según el tipo de medida, los calibradores pueden ser: de exteriores, de interiores,
de profundidad y de peldaño.
Coloquialmente se clasifican en: calibrador tipo C, el cual es utilizado en donde se
requiere rapidez y hay constantes mediciones, solo consta de los palpadores para
exteriores, de la regleta y el nonio; calibrador tipo M, que se aplica para saber
diámetros de tuberías y profundidades en huecos de instalaciones eléctricas,
neumáticas e hidráulicas; y el calibrador tipo CM, utilizados en laboratorios
de calibración simples, y en trabajos en la industria metal-mecánica.
Según la tecnología de fabricación los micrómetros pueden ser mecánicos o
electrónicos. Según la normalización pueden ser, estándar en cuanto a la
apreciación y la amplitud de las medidas; o especiales, destinados a
mediciones especificas en procesos de fabricación o verificación de
concretos. Según las medidas a realizar pueden ser de interiores, exteriores
o de profundidad.
12.2 MATERIALES DE FABRICACIÓN DE MICRÓMETROS Y PIE DE
REY
Los calibradores vernier por lo general los fabrican con acero inoxidable
templado y cromados en mate, lo cual le da una calidad especial, también

son fabricados en plásticos y otros materiales, pero estos son de menor
calidad y precisión.
Los micrómetros se fabrican con acero cromado en mate y esmaltado para
darle una calidad especial y en algunas ocasiones los fabrican con plástico.
12.3 CRITERIO DE FUNCIONALIDAD DE LOS CALIBRADORES
DIGITALES
El calibrador digital consta de una regleta óptica con las divisiones de
acuerdo a la resolución que tenga, existe un sensor óptico que cuenta estas
divisiones y un sistema de microprocesador que las decodifica a una medida
lineal.

13. CONCLUSIONES
Los datos obtenidos y las justificaciones pertinentes dan validez de la
importancia a la hora de tener en cuenta una medición que esté focalizada a
una buena precisión y exactitud. Situaciones como estas pueden ser
presentadas para elaborar planos, piezas y diseños que se encuentren
enmarcados en varios números de ensayos a los cuales deba determinársele
una media para tener un punto de partida a la hora de saber determinar que
dato es el que más nos convendría implementar la media y un coeficiente de
variación para saber que tan dispersos se encuentra. Es por ello que las
medidas de dispersión, y de centralización como el coeficiente de variación y
la media son importantes a la hora de realizar un proceso de medición, como
estos en los que son inevitables errores humanos. Cabe señalar que las
tolerancias y los ajustes pueden variar para una situación particular, en este
informe no fueron necesarias puesto que no se pretendía reproducir la pieza,
ni ensamblarla; pero si es pertinente destacar su importancias.
14. BIBLIOGRAFIA
Abbe, E. (1890).
Gerling, H. (s.f.). Medición de longitudes: Libro de consulta acerca de los procedimientos de
medición en fabricación. .
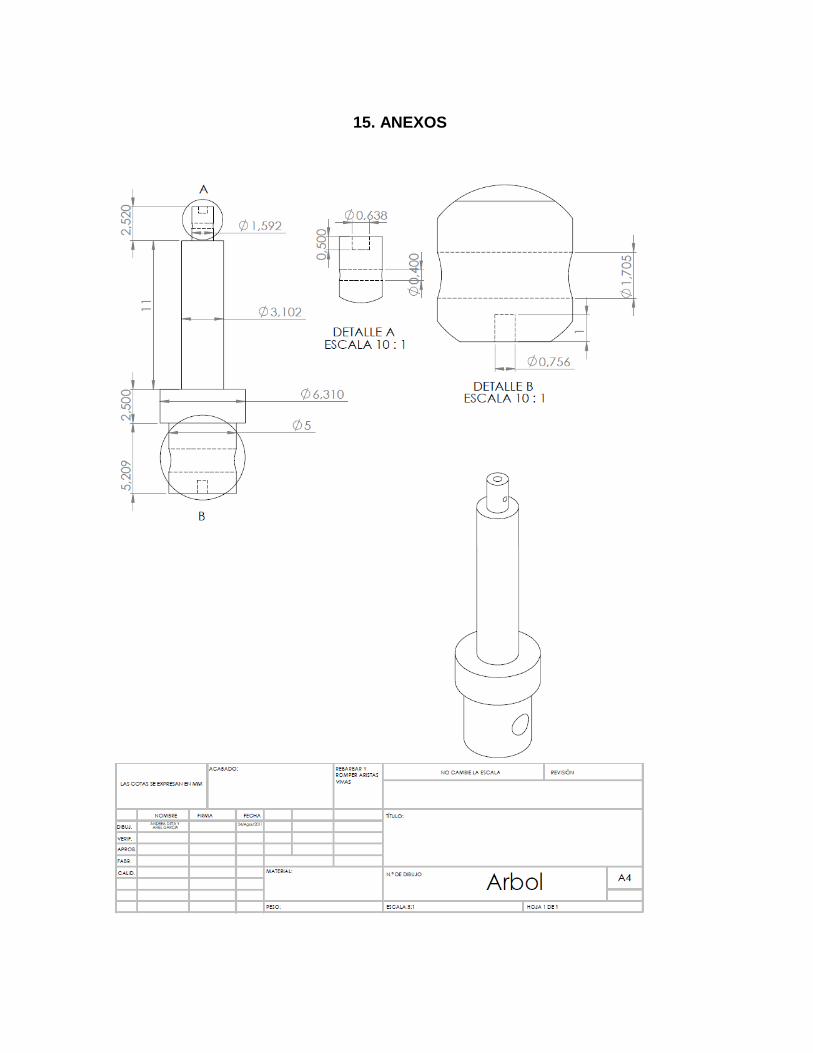
15. ANEXOS