12
Laser Beam Welding Prepared By:- Patel Shrikunj C. Enrollment No. :- 126540319070
| Date post: | 13-Aug-2015 |
| Category: |
Engineering |
| Upload: | shrikunj-patel |
| View: | 276 times |
| Download: | 6 times |

Laser Beam Welding Prepared By:- Patel Shrikunj C.
Enrollment No. :- 126540319070

About Laser Beam Welding Laser Beam Welding (LBW) is advance welding
method which used heat generated by laser to join fabricated two component. Laser beam is a beam of light, coherent and strictly monochromatic intense power of the beam (with a small cross-sectional area) enables welding to be performed over small area. Laser is the acronym for Light Amplificated by Stimulated Emission of Radiation.

Working Principle Of Laser Beam Welding
Laser welding of polymers uses almost exclusively overlap geometries. That means the laser beam penetrates the upper material and is absorbed by the lower material thus heating up the lower layer directly.
This layer transports the heat indirectly via heat expansion and conduction to the upper layer so that both materials are simultaneously heated up and melted. Applying external pressure leads to a strength of the welded material which almost equals that of the base material.
The benefit of transmission is that the weld is inside the component and thus the surface is not harmed and no micro particles are generated.

Working Principle Figure

Detail Procedure / Operation Detail A pumping unit is providing the energy to the laser medium in
this process, which energized its atoms so that they can enter into high potential zones. To acquire stability these atoms return back by emitting light. Their absorbed energy is converted into light and they return back into low energy zones. Such radiation is called stimulated emission. These light ways strikes with other excited atoms causing continuous amplification of light. The medium is so surrounded by reflective surfaces hence increase in this resulting.
The total energy so produced is then passed through a small hole of the glass and in the form of laser beam. This narrow ray is focused by a optical focusing lens and allowed to fall on the component as a laser point. Hence heat is generated and welding of components is done.
Pressure is applied to increase strength of joint and to also increase adhesiveness between two component.

Figure of LBW (Working)

Technical Drawings of LBW
Sapphire Pressure Ball Optical Head Showing an Extrusion Based Spring Design and Cutaway Type 2 Body Block
Sapphire Pressure Ball Optical Head Showing an Extrusion Based Spring Design
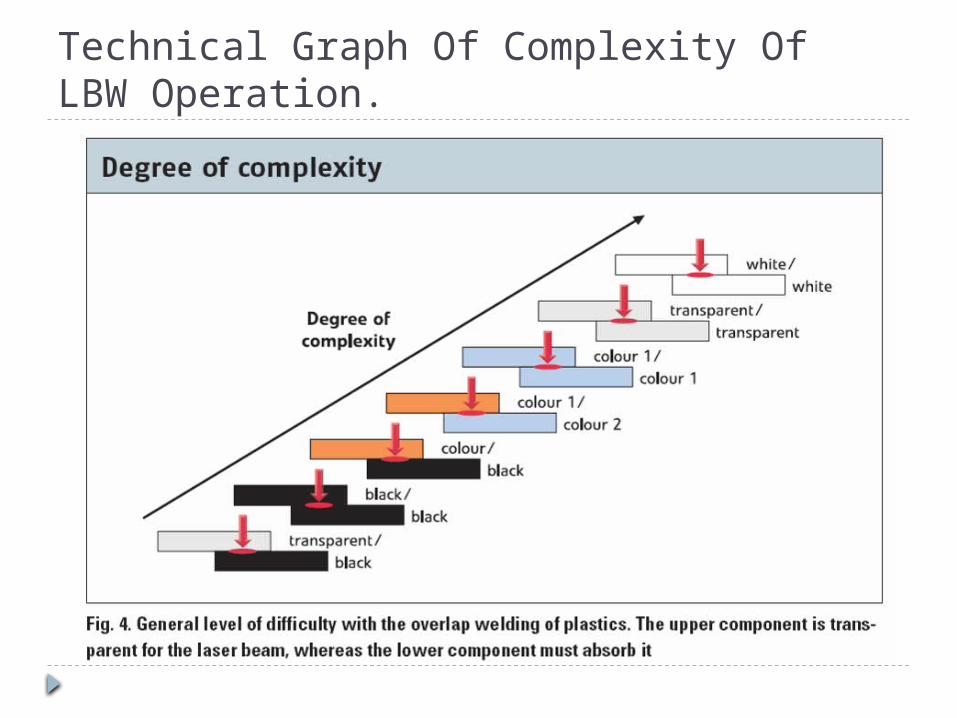
Technical Graph Of Complexity Of LBW Operation.

Advantages of LBW Welding can be done on metals and non-
metals. Almost all metals can be welded. Electrode is not used hence the effects of high
current and defects caused by electrode are not observed.
The area which are not easily approachable can also be welded by LBW.
Welding can be done in micron by this process and small parts can also be welded.
The heat is produced for short duration and on small area gives good quality weld without much altering the structure of the metal

Disadvantages Of LBW Initial cost is high. It take time to heat electrode. It has limited use up to 1.5mm thickness. Vaporization and porosity is developed in
welding metals having properties similar to magnesium.
Process is comparatively slow to other welding processes.

Application of LBW To join metals having high melting point and
hard. For welding copper, nickel, aluminum,
stainless steel, tungsten, zirconium, tantalum etc.
To join tiny electronic parts and to produce integrated circuit (IC).
To weld parts used in space and aircraft industries.
To join parts of dissimilar metals. Laser beam equipments can also be used in
cutting.

THANK YOU

















