45


Leading producer & marketer of fertiliserin India
No. of plant locations : 5
Installed Annual Production Capacity
• Urea : 4.24 Million MT
• NPK/DAP : 4.34 Million MT
IFFCO in Brief

IFFCO Aonla-II Unit
IFFCO Aonla Unit, located in northern part of India, operates
Two streams of Ammonia (1740 MTPD each) & 4 streams of Urea
(1515 MTPD each) and is based on Natural Gas as feed & fuel.

Title of Energy Saving project
implemented
Year of
Impleme
ntation
Total
Annual
Savings
(Rs
Lakhs)
Invest.
Made
(Rs
Lakhs)
Pay
back
(Years)
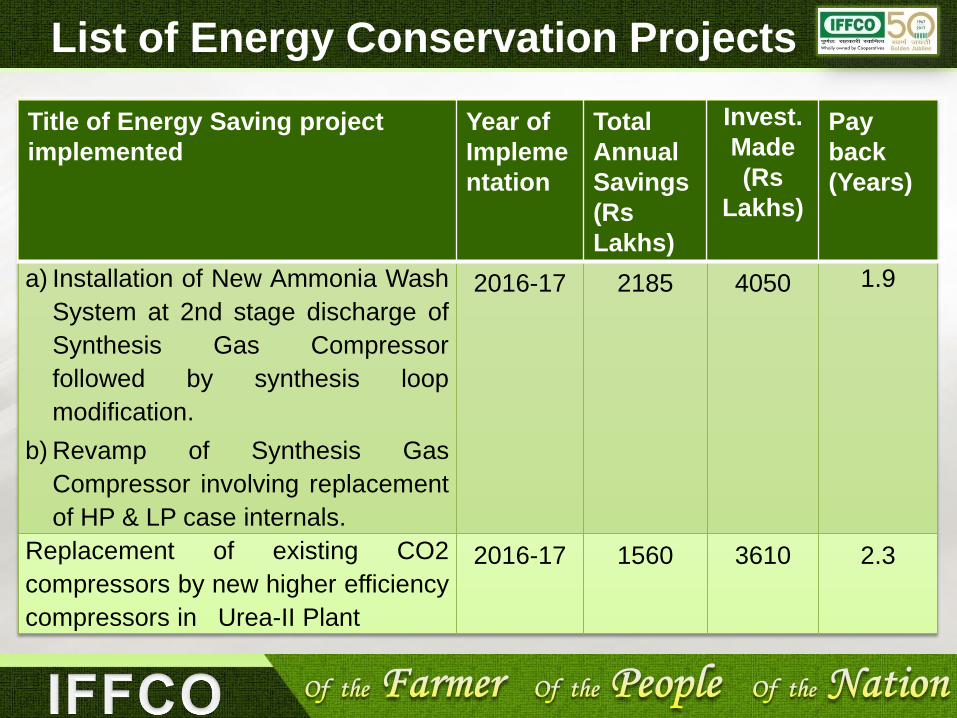
a) Installation of New Ammonia Wash
System at 2nd stage discharge of
Synthesis Gas Compressor
followed by synthesis loop
modification.
b) Revamp of Synthesis Gas
Compressor involving replacement
of HP & LP case internals.
2016-17 2185 4050 1.9
Replacement of existing CO2
compressors by new higher efficiency
compressors in Urea-II Plant
2016-17 1560 3610 2.3
List of Energy Conservation Projects

Title of Energy Saving project
implemented
Year of
Impleme
ntation
Total
Annual
Savings
(Rs
Lakhs)
Invest.
Made
(Rs
Lakhs)
Pay
back
(Years)
Utilisation of Flash Steam generated
in Steam Condensate Tank as motive
fluid in booster ejector (EJ-2) in Urea-
II Plant.
2016-17 200 3 < 1
Month
Replacement of conventional lighting
fixtures with energy efficient lighting
fixtures
2016-17 4.9 15.0 3.1
List of Energy Conservation Projects

Title of Energy Saving project
implemented
Year of
Impleme
ntation
Total
Annual
Savings
(Rs
Lakhs)
Invest.
Made
(Rs
Lakhs)
Pay
back
(Years)
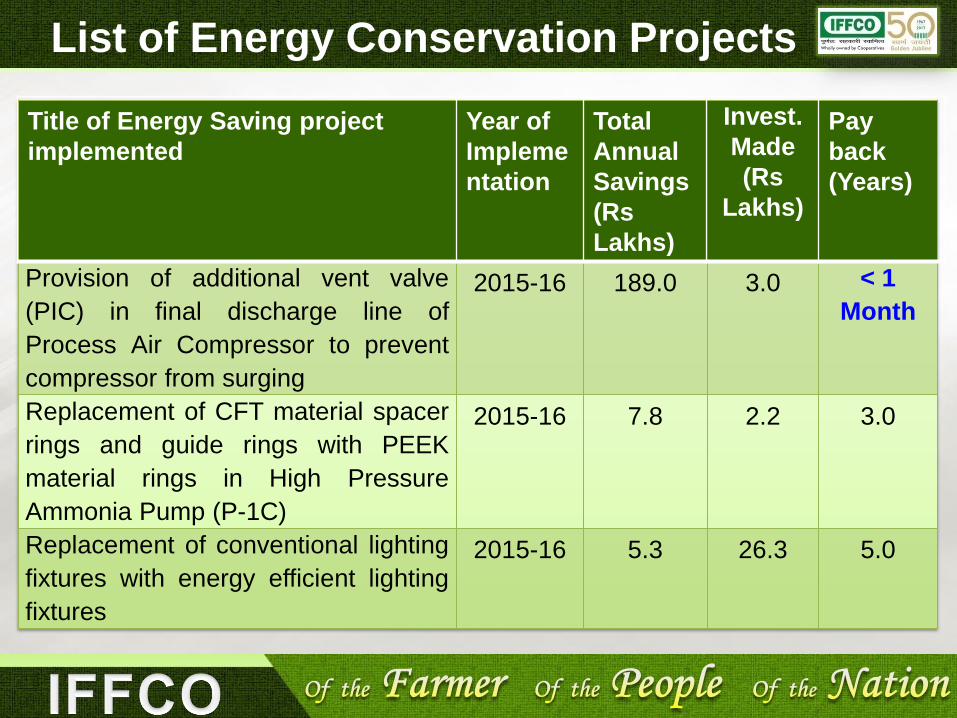
Provision of additional vent valve
(PIC) in final discharge line of
Process Air Compressor to prevent
compressor from surging
2015-16 189.0 3.0 < 1
Month
Replacement of CFT material spacer
rings and guide rings with PEEK
material rings in High Pressure
Ammonia Pump (P-1C)
2015-16 7.8 2.2 3.0
Replacement of conventional lighting
fixtures with energy efficient lighting
fixtures
2015-16 5.3 26.3 5.0
List of Energy Conservation Projects

Title of Energy Saving project
implemented
Year of
Impleme
ntation
Total
Annual
Savings
(Rs
Lakhs)
Invest.
Made
(Rs
Lakhs)
Pay
back
(Years)
Change in operational philosophy,
i.e. running of FD fan motor drive
instead of FD fan steam driven
turbine
2014-15 115 NIL NIL
Installation of Activated Carbon Filter
in Ammonia-II Plant to avoid
treatment of turbine condensate in
Polisher Unit at DM plant
2014-15 26 31 1.2
Replacement of conventional lighting
fixtures with energy efficient lighting
fixtures
2014-15 47 22 <1 (6
months)
List of Energy Conservation Projects

Title of Energy Saving project
implemented
Year of
Impleme
ntation
Total
Annual
Savings
(Rs
Lakhs)
Invest.
Made
(Rs
Lakhs)
Pay
back
(Years)
Modification in ID fan inlet & discharge
duct at strategic locations in Ammonia-
II
2013-14 126 125 1
To use waste water for flushing purpose
in 1st Condensers for 1st & 2nd
Vacuum System (31/41E-41/42) in
Urea-II Plant instead of low pressure
steam condensate.
2013-14 17 15 <1 (11
months)
Replacement of conventional lighting
fixtures with energy efficient lighting
fixtures
2013-14 4 13 3
List of Energy Conservation Projects


Energy Saving Project is under implementation with estimated
cost of Rs. 758 Cr, energy saving target of around 0.4 Gcal/MT
Urea and payback period of around 4 years. For Aonla-II, Rs. 365
Cr is estimated. Schemes of Energy Saving Project are:
Conversion of CO2 removal section from existing GV system
to aMDEA system resulting in reduction of S/C ratio in
reforming section from 3.3 to 3.0
Revamp of Syn Gas Compressor for better efficiency
(Implemented)
Encon Efforts Planned for next 3 years

Encon Efforts Planned for next 3 years
Installation of Ammonia wash system in compressor inter-
stage (Implemented)
Installation of Vapour Absorption Machine (VAM) on
Process Air Compressor suction to reduce the air
temperature to 15 deg C
Replacement of existing CO2 Compressors with
higher efficiency compressors (Implemented)
Installation of new Ammonia Pre-Heaters in order to
preheat the ammonia entering the reactor in Urea
Plant
To use Renewable Energy Sources, installation of
Roof Top Solar Photovoltaic Panel of 3.0 MW capacity
is under progress for Aonla Complex.
Solar photovoltaic panels have been received at site.
Marking of locations for solar panel (Capacity 1.2 MW)
has been completed in plant.
Civil work has been started and is under progress.
Encon Efforts Planned for next 3 years

Last 4 Years Specific Energy Consumption
Year Specific energy consumption
(Gcal/MT Urea)
2013-14 5.499
2014-15 5.359
2015-16 5.308
2016-17 5.360
Specific energy consumption for F.Y. 2016-17 includes
energy losses occurred during implementation of Energy
Saving Schemes.
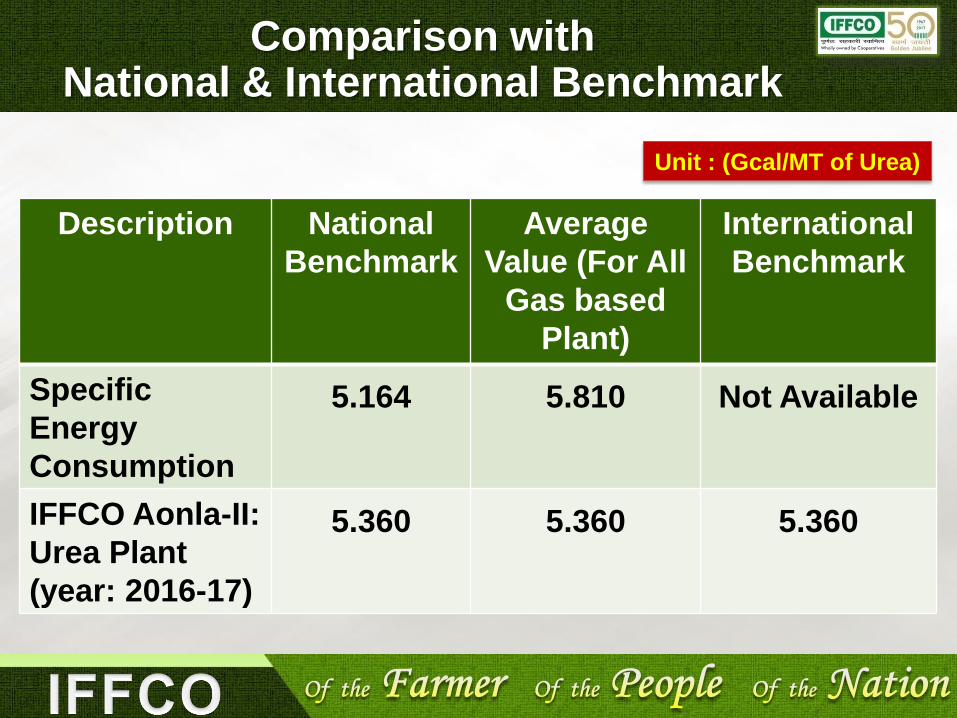
Description National
Benchmark
Average
Value (For All
Gas based
Plant)
International
Benchmark
Specific
Energy
Consumption
5.164 5.810 Not Available
IFFCO Aonla-II:
Urea Plant
(year: 2016-17)
5.360 5.360 5.360
Unit : (Gcal/MT of Urea)
Comparison with National & International Benchmark

Advanced Process Design
Complex Integration
Improve Operating Practices
Minor Modifications
Major Modifications
Roadmap to achieve National & International Benchmark


Following modifications have been
implemented for Synthesis Gas Compressor
and synthesis loop in Ammonia-II Plant:-
A. Installation of New Ammonia Wash System
at 2nd stage discharge of Synthesis Gas
Compressor and synthesis loop
modification.
B. Revamp of Synthesis Gas Compressor
involving replacement of HP & LP case
internals.

Makeup gas
from 3rd
stage
discharge of
Synthesis
Gas
Compressor
is mixed with
synthesis
converter
outlet gas to
remove
oxides from
makeup gas.
Original System (A)
Makeup
Gas
3rd
stage

Oxides of carbon or water vapour present in the converter
inlet gas shall poison the Ammonia synthesis catalyst.
Mixture of Synthesis Converter outlet gas and makeup gas
is then cooled / chilled.
With this, oxides of carbon and water vapour present in the
makeup gas gets dissolved in the ammonia and gets
separated from vapour stream.
In existing system, chilling of complete make up gas
resulting in higher flow at re-circulator stage for which
relatively higher power is consumed.
Original System (A) (Contd…)
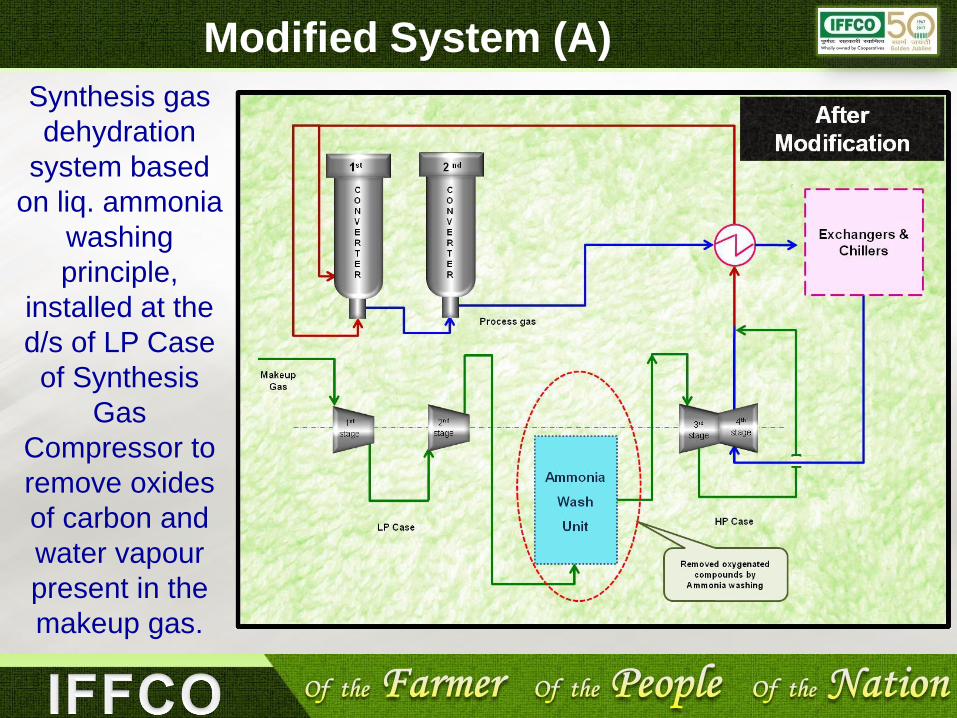
Modified System (A)
Synthesis gas
dehydration
system based
on liq. ammonia
washing
principle,
installed at the
d/s of LP Case
of Synthesis
Gas
Compressor to
remove oxides
of carbon and
water vapour
present in the
makeup gas.

Makes gas free from oxygenated compounds
Makeup gas from 3rd stage discharge of Synthesis Gas
Compressor is mixed directly (without passing through
makeup gas chiller) with re-circulator stage discharge flow
Resulted in reduction in power consumption in Synthesis
Compressor
Subsequently leads to reduction in steam consumption of
Synthesis Compressor Turbine Drive.
Modified System (A) (Contd…)

Modified System (B)
Synthesis Gas Compressor of Ammonia-II plant was
Commissioned in year-1996.
Operating smoothly with routine periodical maintenance.
As an energy conservation measure, existing LP & HP case
barrels of Synthesis Gas Compressor replaced with new LP
& HP barrels having high efficiency internals.
The number of stages reduced from:
10 to 9 in LP Case
9 to 7 in HP case

Modified System (B) (Contd…)
With the
above
modification,
efficiency of
Synthesis
Gas
Compressor
has
increased
resulting in
reduction of
HP steam
consumption

Benefits (A+B)
Both the modifications are incorporated in Synthesis
Compressor including synthesis loop. Saving and Payback
for these modifications are as follows:-
Energy Saving achieved: 97990 Gcal/annum
Monetary saving : Rs 2185 Lakhs/annum
Investments : Rs. 4050 Lakhs
Payback Period : 1.9 Years
Existing CO2
compressors replaced by
new higher efficiency
compressors
in Urea-II Plant

Original System
Existing CO2 Compressors have been supplied by
M/s Bharat Heavy Electricals Ltd., India, and were
Both
compressors
are in
operation with
routine
periodical
maintenance.
commissioned in year 1996.
Modified System
As an energy saving measure, existing CO2 Compressors
have been replaced with new CO2 Compressor with higher
efficiency.
(Supplier: M/s Hitachi, Japan)
Following are the design features of new CO2 Compressor:-
Increase in efficiency and performance
Wide operating range by custom-made design
Higher reliability
Compact design

31- Unit
41-Unit
Modified System (Contd…)

Benefits
With the above modification / replacement, efficiency of
compressor has increased resulting in lower steam
consumption in CO2 Compressor Turbine Drive.
Saving & Payback
Energy Saving achieved: 69990 Gcal/annum
Monetary saving : Rs. 1560 Lakhs/annum
Investments : Rs. 3610 Lakhs
Payback Period : 2.3 Years

Utilisation of Flash Steam
generated in Steam
Condensate Tank
as motive fluid in booster
ejector
in Urea-II Plant

Original System
Steam Condensate tank receives condensate from various
steam consumer points.
Flash steam (2.0 kg/cm2a) is generated in condensate tank,
due to difference in temperature and pressure of
condensate receives from various consumer points and
steam condensate tank.
This flash steam is condensed in a condenser which is an
integral part of this condensate tank.
Cooling water is used as cooling media to extract the heat of
flashed steam in condenser and condensate formed returns
to condensate tank for further use.

Modified System
Urea solution is being concentrated from 85 to 99.5% in
Evaporation & Vacuum section.
Vacuum in Evaporation & Vacuum section is created by set
of ejectors in which low pressure steam (4.5 kg/cm2a) is
used as motive fluid.
Booster ejector is located at the downstream of 2nd Stage
Separator in which flash steam is now used as motive fluid
in place of low pressure steam (4.5 kg/cm2a).
With the above modification, low pressure steam (4.5
kg/cm2a) has been saved.

Modified System (Contd…)
After Modification
Steam Condensate
Tank
Condenser
Urea- 31 Unit
Urea- 41 Unit
1st condenser for
2nd Separator
Booster
Ejector Low Pressure Steam
Drain
Steam Condensate Pump
CW2nd
vacuum
separator
CW
Urea Melt
Pump
PSV
Urea – II Plant

Benefits
With the above modification, heat from condensation of
flash steam which was earlier being dumped in cooling
water is now utilised in Booster Ejector of Evaporation
section to maintain vacuum.
Saving & Payback
Energy Saving achieved: 9190 Gcal/annum
Monetary saving : Rs. 200 Lakhs/annum
Investments : Rs. 3.0 Lakhs
Payback Period : Less than a week

Energy Monitoring & Extent of Team Work in Encon
Energy Conservation Cell
Energy monitoring cells for Ammonia, Urea, Product
handling, Offsites and Power plant.
Each cell consists of persons from Technical, respective
Production, Maintenance and Instrumentation sections.
Management Representative – reporting to top
manangement
Energy Manager
Preparation of plant performance and energy reports on
daily, monthly and yearly basis and accordingly corrective
actions are taken.

Energy Monitoring & Extent of Team Work in Encon
Steps taken based on the recommendations of energy cell
Monitoring and achieving the most optimum vacuum in
surface condensers.
Based on the performance evaluation, compressors/turbines
are recommended for overhauling.
Trimmed operation of cooling towers to achieve most
optimum cooling water temperature.
Steam lines insulation survey helped in reducing the loss of
heat to atmosphere.

Energy Monitoring & Extent of Team Work in Encon
Involvement of plant personnel through Plant Suggestion
Schemes
Employees are motivated through “Innovation &
Creativity Meet” organized at Corporate level.
IFFCO Aonla won Champion – Maximum Participation
Award from INSAAN-NIC for employee involvement in
Suggestion scheme.
Plant personnel are encouraged to give their valuable ideas
on last Friday of each month through „Idea Friday‟.

Certifications
% investment for energy
conservation projects on turnover
6%
(Rs. 1016.7 Million)

Methodology :
1. Estimation of saving in
terms of steam, power,
gas etc.
2. Calculation of saving in
terms of Raw Material,
i.e. natural gas
3. Derive Total energy
Saving based on energy
value of raw material.
4. Total yearly production is
used for calculating
specific energy
consumption.
Energy Monitoring & Methodology

Solar Water Heating System
Roof Top Solar Power Plant atvarious building.
Carbon Dioxide Recovery Unit
Use of treated effluent water for the irrigation of green belt
Renewable Energy Sources
Waste Utilisation
Renewable energy sources, Utilisation of waste and Practices on energy front

PGR Unit Solar Water Heater Lagoons Vermi CompostGreen Belt
Rain Harvesting System
Deer Park Plantation Office on foot CDR Unit
Environment Management

Environment Objectives, Targets &
Achievement for year 2016-17
S.NO Objective Target Achievement
1 To control Urea spillage. <223
MT/month
221
MT/month
2 To control water consumption. <5.00 M3 / MT of
urea production
5.069* M3/MT of
urea production
3 To plant trees in plant and township. Min. 5,400 trees 7582 nos.
4 To bring awareness among
employees, contractor‟s staff and
related agencies on environment
issues
Min.
630 participants
650 nos.
5 To produce vermi- compost from the
garbage.
Min. 31,800 Kg 31,810 Kg
6 To recover CO2 from flue gas via CDR
unit
Min.1,20,000 MT 1,55,856 MT


















