51
Unlock Your Career in Manufacturing LeveL One The best guide to your engineering career. A must have in Human Resources function. AnAnth PALAniAPPAn
| Date post: | 17-Feb-2017 |
| Category: |
Leadership & Management |
| Upload: | ananth-palaniappan |
| View: | 277 times |
| Download: | 17 times |
Unlock Your Career in Manufacturing
LeveLOneThe best guide to your engineering career.
A must have in Human Resources function.
AnAnth PALAniAPPAn

Notion Press
Old No. 38, New No. 6McNichols Road, Chetpet
Chennai - 600 031
First Published by Notion Press 2016Copyright © Ananth Palaniappan 2016
All Rights Reserved.
ISBN 978-1-946048-81-3
This book has been published with all efforts taken to make the material error-free after the consent of the author. However, the author and the publisher do not assume and hereby disclaim any liability to any party for any loss, damage, or disruption caused by errors or omissions, whether such errors or omissions result from negligence, accident, or any other cause.
No part of this book may be used, reproduced in any manner whatsoever without written permission from the author, except in the case of brief quotations embodied in critical articles and reviews.
Contents
Meet the Author ix
Disclaimer xi
Foreword xiii
Acknowledgements xv
Introduction xvii
Why this book? xix
What do we cover in this book? xxi
Structure of the contents xxiii
Chapter 1 Introduction 1
Chapter 2 Production 7
Chapter 3 Purchase 45
Chapter 4 Stores 77
Chapter 5 Maintenance 107
Chapter 6 Production Planning 129
Chapter7 Quality 153
Abbreviations 179
Meet the Author
Ananth is the CEO and Founder of Hash Management Services LLP. Ananth has over 11 years of experience in the areas of Implementation of Lean Manufacturing concepts, Quality Management, and Supply Chain Management initiatives. Some of the industries he works/worked with are Textiles, Leather and Footwear, Castings and Forgings, Electronic Equipment, Pump Manufacturing, Fabrication, White goods, Heavy Engineering and Light Engineering sectors. He works with Industry bodies like CII, FICCI and currently working with International Labour Organization (ILO) for implementing their SCORE Program in a few auto ancillaries in Chennai. He is also an empaneled Lean Manufacturing Consultant (LMC) with National Productivity Council (NPC) and working on Implementing Lean Manufacturing principles for Small and Medium Enterprises.
Prior to Hash Management Services LLP, he was a consultant with Deloitte`s consulting practice in India. Earlier, Ananth worked with Titan Industries Ltd, as a Senior Engineer responsible for productivity improvements and various quality initiatives. He holds PGDM from the IFMR, Chennai and a Bachelors degree in Mechanical Engineering from the Government College of Engineering, Tirunelveli.
DisClAiMer
The advice contained in this material is for a specific audience and not for general public. The author designed the information to present his opinion about the subject matter. The reader must carefully investigate all aspects of any business decision before committing him or herself. The author obtained the information contained herein from sources he believes to be reliable and from his own personal experience, but he neither implies nor intends any guarantee of accuracy. The author particularly disclaims any liability, loss or risk taken by individuals who directly or indirectly act on the information herein. The author believes the advice presented here is sound, but the readers cannot hold him responsible for either the take or the result of those actions.
We have used a few pictures in this book, which were taken from public sources. These are only for educational purposes. We do not own these images. The Author and Hash Management Services LLP will not take ownership for these images and any liability arising out of these images
ForeworD
For a fresh graduate or an apprentice, his first day in his first job and the next few weeks in an industrial or business establishment can be very exciting. That is but half the story. The idea of having landed a good job and the new life they have just begun can be clouded by the strange environment about which the candidate knows very little, especially when he might be asked to start working and performing, can be disturbing.
New employees find themselves in a situation that is at once interesting and demanding. Many enterprises put the new joiners in a formal induction program which are effective ice breakers in a way, but acclimatising to the new professional environment is an involved task, daunting to many including the employers.
Ananth Palaniappan from Hash Management Services LLP has just about made the lives of thousands of graduates and apprentices (and enterprises) easy by coming out with a very interesting booklet titled “Level One” aimed to help students and apprentices joining any manufacturing and associated business establishments.
In this book, every essential function or department, viz: Planning, Production, Purchase, Stores, Quality, Maintenance etc. you will encounter in the work-place have been introduced and their basic responsibilities, why they exist, what they do and how they work and what results they produce are explained in a simple but precise manner that anybody can understand.
Lots of charts and images have been used succinctly to make the reading effective, simple explanations, staying close to basics and essential / need-to-know information make
xiv Foreword
this book very lively and informative and non-organization specific.
This book would be very useful for small enterprises that have a floating population of labour and/or high attrition and labour turn-over where inducting new employees can be an involved and expensive exercise. This book can easily substitute a very rigorous induction program and expedite the absorption of the new candidate into the ways of the organization, helping in early acclimatisation and early gains in productivity from the new joiner.
I strongly recommend this book being introduced as essential part of induction in Small Medium scale enterprises as well as large corporates who have a need to minimize induction efforts and maximise efficiencies from new employees who are fresh to business and industrial practices.
I congratulate Ananth Palaniappan for taking up this task and doing this so well in this niche area with compassion towards a class of people who are young, and looking forward to build a great professional future for themselves.
K. Ganesh
Formerly, Joint Director, Bureau of Indian Standards, Formerly, General Manager, Quality and IT – Alstom, Formerly Director, IBM India Pvt Ltd
Currently Consultant, ILO SCORE
ACknowleDgeMents
This book would not have become a reality without the contribution from V N Shiju who worked with me on creating the contents, L S Kannan contributed Quality section, Veerabaghu, my mentor and guide, my wife Jeyalakshmi who helped me in documentation, A S Senthil Kumar, my first boss who helped me understand the basics of manufacturing industry, my colleagues at Deloitte and all my friends who stood by me during some of the toughest times in my life.
introDuCtion
Not quite sure if this book would be useful for you?
If you belong to any of the category of people mentioned below, then this book is for you.
why this book?
� In India, several studies conducted on the employability skills state that only 5% to 10% of the Engineers graduating from the Institutions are Job-Ready / Employable
� Industries require workforce which are readily employable, so that they do not have to spend a lot of money and effort on providing basic skills and on-the-Job training
� While large organisations have Induction training for their employees, many medium and small scale companies do not have proper structure to provide this training
� Their employees work with very little awareness of the best practices of the industry, making them frustrated, fire-fighting for day-to-day activities and results in a lot of stress
� This also makes the companies uncompetitive, leading to poor business performance, resulting in poor motivation of the people, and this becomes a vicious cycle
� This publication is aimed at providing the fundamentals of manufacturing management which are not offered by any of our institutions/curriculum to Engineers and Diploma Holders who are joining Manufacturing Industry
� This is our initiative to empower the professionals in performing more efficiently and effectively helping the organization and the nation
� In addition, this gives us immense satisfaction that we are giving something back to the ecosystem we are working in and are able to challenge the traditional way of thinking and practices
whAt Do we Cover in this book?
A typical manufacturing company has Production, Production Planning, Quality, Stores, Purchase, Maintenance, Finance & Accounts, Marketing, Human Resources, Admin , Information Technology and Sales functions.
However, we would cover
1. Production2. Production Planning3. Purchase4. Stores5. Quality6. Maintenance
functions in this book, since these are the major areas, an Engineer or a Diploma/Degree Holder joins after his/her degree.

struCture oF the Contents
Each department / function is explained in the following structure:
� General Introduction to the Function / Department � Organization Structure of the function � Roles and Responsibilities of the key incharges � Process Flow in the function � Tools and Techniques required in the function � Pictures and tables to demonstrate the activities
(wherever applicable) � MIS Reports and the Analysis to be done � Key Result Areas (KRAs) and Key Performance
Indicators (KPIs) for each function

Chapter
1introDuCtion
introDuCtion to MAnuFACturing CoMpAny
A manufacturing company produces goods (or materials) using tools, machines, chemical processing, biologic processing or formulation and with the use of people. Manufacturing ranges from small hand-made products (Handicrafts industry) to large / Hitech products (Aircraft / Bullet Trains).
A typical manufacturing company procures many parts/raw materials from various suppliers (or Vendors), process them (discrete manufacturing or flow manufacturing) and sell to its customers. These customers may be the end users of the product or may use the products to make other products. For e.g. A glass manufacturing company procures silica and other raw materials for making glass. This can either be sold as end product to consumers (for home use) or to an Automotive factory to use these glass for cars (of course, the grades would be different).
In this book, we consider a typical manufacturing company consisting of a few discrete manufacturing processes (e.g., Turning, Milling, Polishing, etc.).
There are various functions (or departments) in organisations, each focusing on a few major activities.
1. Production Function - Focuses on the manufacturing of the product
2. Purchase Function - Focuses on purchasing / buying the raw materials and consumables required for the production
3. Stores Function - Focuses on the receiving the incoming raw materials, holding them properly and issuing them to the user department when there is a need for the materials
4. Maintenance - To keep all the machines ready for production and to prevent break-downs of machines
4 Day One
Each function consists of a group of persons (or a single person) performing their tasks.
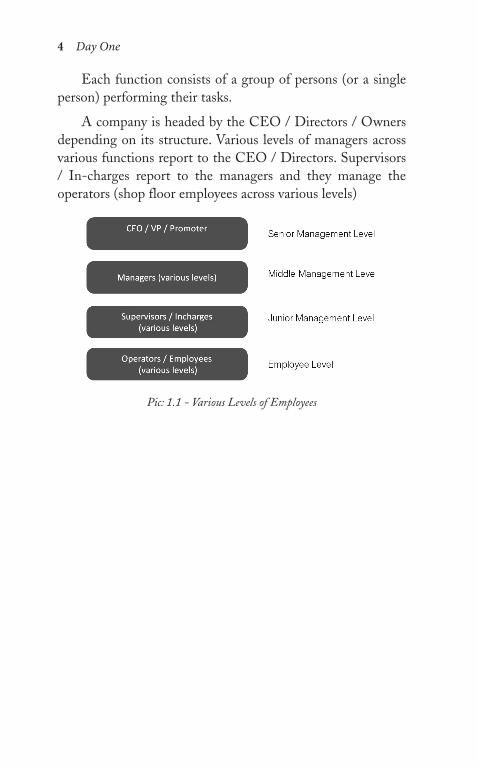
A company is headed by the CEO / Directors / Owners depending on its structure. Various levels of managers across various functions report to the CEO / Directors. Supervisors / In-charges report to the managers and they manage the operators (shop floor employees across various levels)
Pic: 1.1 - Various Levels of Employees
Ananth Palaniappan 5
internAl AnD externAl CustoMer
External Customer: A customer who buys the product / services of a company. All the functions in an organization exist to fulfil the needs of these end customers. This customer is not a part of your organization but pays your organization for the products / services.
Internal Customer: A member of the organization providing goods / services to other members inside the organization. For e.g. Stores issues raw materials to production. So Production function is a customer for Stores. Inside Production function, each operation sends the product to the next operation, thus becomes a supplier to the next operation. These are called Internal Customers and Internal Suppliers.
Pic: 1.2 - Internal Suppliers and Customers
6 Day One
goAls oF eACh DepArtMent
Each department works with a set of goals which are aimed at satisfying / exceeding their Internal / External customer’s needs. These goals are called Key Result Areas (KRA’s) or Department Objectives / Targets.
Generally there are 6 major categories of objectives / KRAs:
1. Productivity2. Quality3. Cost4. Delivery5. Safety6. Morale
These KRA’s needed to be measured through various Indicators. They are called Key Performance Indicators (KPIs). For e.g. Productivity can be measured by indicators like “output per person per day”, “Planned production vs. achieved production”, “Utilisation of the machine”, etc. Similarly, Quality can be measured by “Reduction in defectives”, “% of yield”, etc.
All the departments will have KRAs and KPIs to measure their performance. Generally there would be a Monthly Review Meeting (MRM) to discuss the performance and take corrective and preventive actions.
Chapter
2proDuCtion
introDuCtion to proDuCtion FunCtion
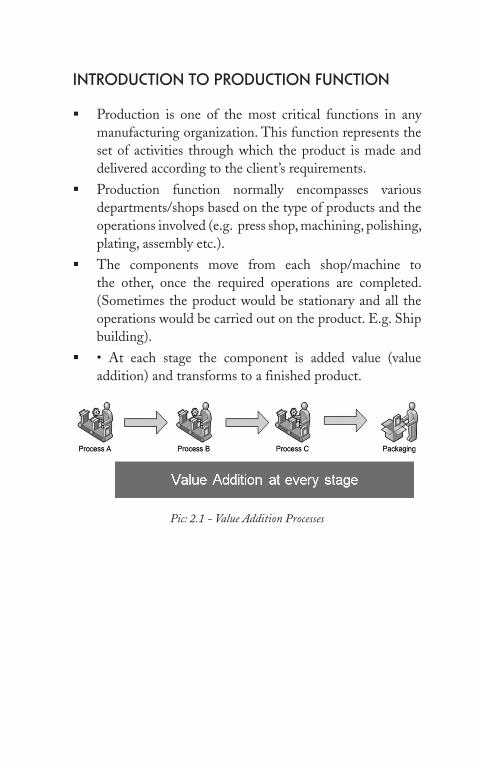
� Production is one of the most critical functions in any manufacturing organization. This function represents the set of activities through which the product is made and delivered according to the client’s requirements.
� Production function normally encompasses various departments/shops based on the type of products and the operations involved (e.g. press shop, machining, polishing, plating, assembly etc.).
� The components move from each shop/machine to the other, once the required operations are completed. (Sometimes the product would be stationary and all the operations would be carried out on the product. E.g. Ship building).
�addition) and transforms to a finished product.
Pic: 2.1 - Value Addition Processes
10 Day One
proDuCtion FunCtion
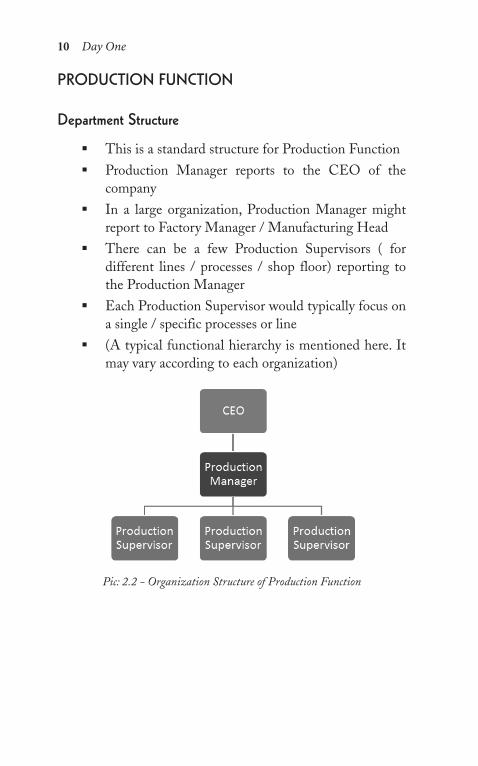
Department structure
� This is a standard structure for Production Function � Production Manager reports to the CEO of the
company � In a large organization, Production Manager might
report to Factory Manager / Manufacturing Head � There can be a few Production Supervisors ( for
different lines / processes / shop floor) reporting to the Production Manager
� Each Production Supervisor would typically focus on a single / specific processes or line
� (A typical functional hierarchy is mentioned here. It may vary according to each organization)
Pic: 2.2 - Organization Structure of Production Function
Ananth Palaniappan 11
proDuCtion FunCtion
responsibilities of production Manager
� Productivity - Achieving the production targets set by the management / orders given by the customers through optimum usage of the resources (men/materials/machine). In some companies Production Planning would be done by the Production Manager.
� Quality - Meeting the Quality requirements set by the customer and taking steps to exceed the quality requirements
� Cost – Minimizing cost ( reducing defects , process modifications/improvements )
� Delivery - Overall responsibility of delivering finished goods as per the customer’s requirements – Ensuring 100% on-time delivery
� Safety & Morale – Ensuring Safety of personnel and improving Morale of the employees - by implementing rewards and recognition for Attendance, Suggestion Schemes, Performance, etc.
12 Day One
proDuCtion FunCtion
responsibilities of production supervisors
� Planning for Production– Allocation of resources (Men/Machine/Materials) properly so as to ensure smooth production flow and delivery
� Productivity – Ensuring a smooth production flow / dynamically monitoring the production process and make necessary changes to achieve production based on the requirements
� Quality – Measuring and analyzing the current quality levels and taking necessary steps to improve and achieve the quality levels set by the management
� Cost – Taking necessary steps to reduce costs – reducing defects / improving processes
� Delivery – Ensuring 100% on-time delivery. Analysis of delays in deliveries and improvement from the current situations
� Safety & Morale – Achieve 0% Accidents and Incidents(Near-miss). Improving Morale of the personnel
Ananth Palaniappan 13
how proDuCtion DepArtMent works?
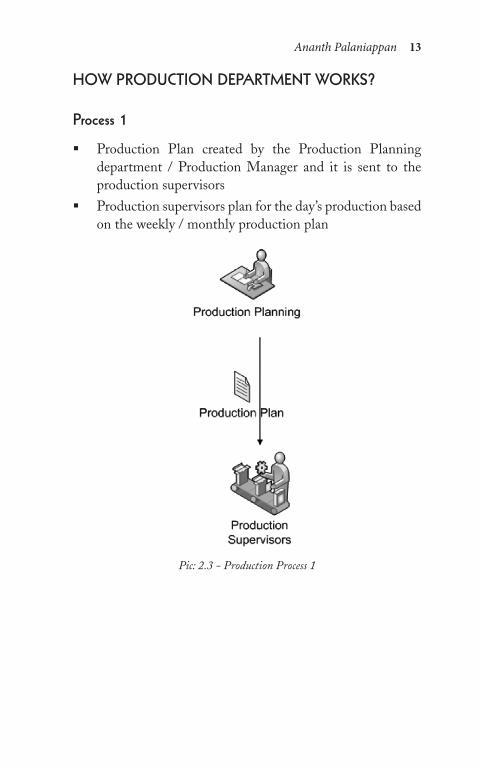
process 1
� Production Plan created by the Production Planning department / Production Manager and it is sent to the production supervisors
� Production supervisors plan for the day’s production based on the weekly / monthly production plan
Pic: 2.3 - Production Process 1
14 Day One
how proDuCtion DepArtMent works?
process 2
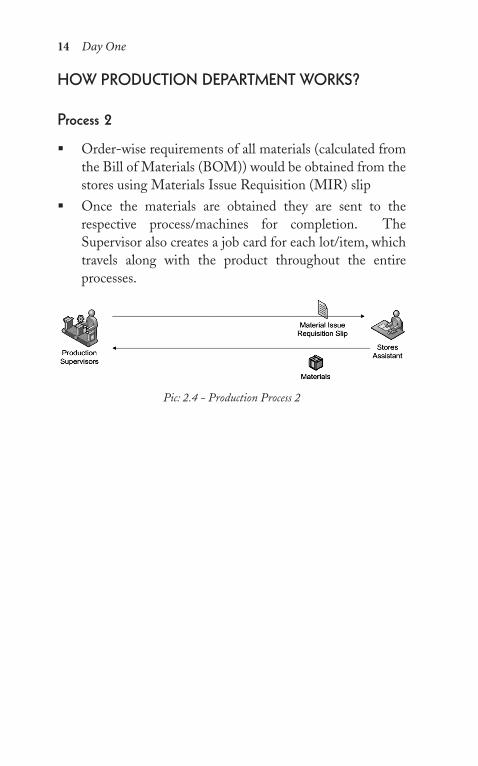
� Order-wise requirements of all materials (calculated from the Bill of Materials (BOM)) would be obtained from the stores using Materials Issue Requisition (MIR) slip
� Once the materials are obtained they are sent to the respective process/machines for completion. The Supervisor also creates a job card for each lot/item, which travels along with the product throughout the entire processes.
Pic: 2.4 - Production Process 2
Ananth Palaniappan 15
how proDuCtion DepArtMent works?
process 3
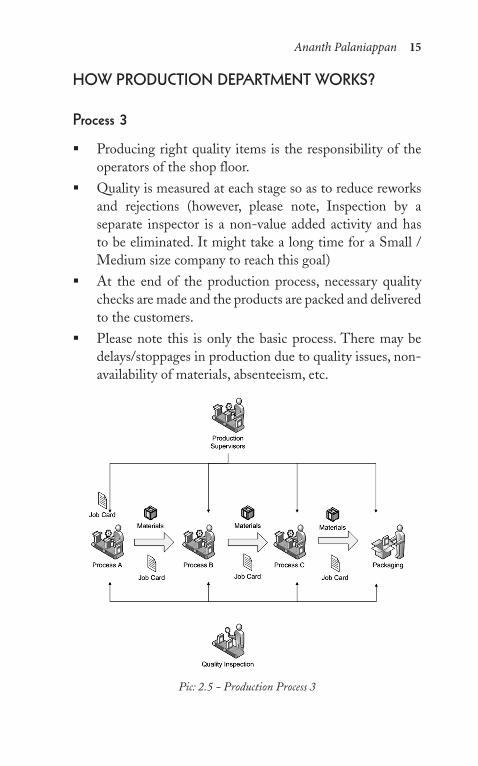
� Producing right quality items is the responsibility of the operators of the shop floor.
� Quality is measured at each stage so as to reduce reworks and rejections (however, please note, Inspection by a separate inspector is a non-value added activity and has to be eliminated. It might take a long time for a Small / Medium size company to reach this goal)
� At the end of the production process, necessary quality checks are made and the products are packed and delivered to the customers.
� Please note this is only the basic process. There may be delays/stoppages in production due to quality issues, non-availability of materials, absenteeism, etc.
Pic: 2.5 - Production Process 3
16 Day One
shop Floor MAnAgeMent
Daily production plan
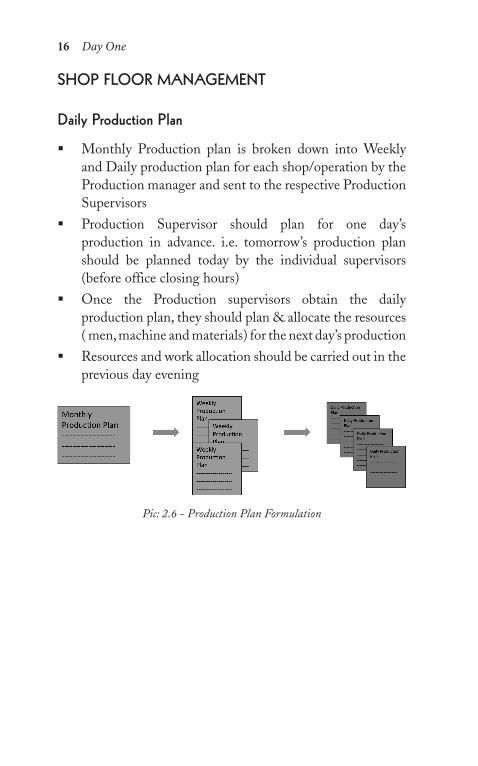
� Monthly Production plan is broken down into Weekly and Daily production plan for each shop/operation by the Production manager and sent to the respective Production Supervisors
� Production Supervisor should plan for one day’s production in advance. i.e. tomorrow’s production plan should be planned today by the individual supervisors (before office closing hours)
� Once the Production supervisors obtain the daily production plan, they should plan & allocate the resources ( men, machine and materials) for the next day’s production
� Resources and work allocation should be carried out in the previous day evening
Pic: 2.6 - Production Plan Formulation
Ananth Palaniappan 17
shop Floor MAnAgeMent
Daily production plan
� Once the employees enter the shop floor, they should be able to pick up the materials and start working. (If the production plan happens in the morning, the company loses around 20 minutes before employees are allocated some job and start working).
� Supervisor allocates the job to the right personnel and follows it so that the production target for the day is achieved.
� In case of any changes in the plan, he/she consults with the Production manager immediately and makes necessary changes in the shop floor
� He/she informs the employees and arranges materials accordingly
� At the end of the day, Production status is reported to the Production Manager and the plan for the next day is done
18 Day One
best prACtiCes in MAnuFACturing
Communication: Supervisors can use Whiteboards to update the daily production requirement. Operators can see the whiteboards and start the production (without asking the supervisors)
Team Work: Supervisors can create various teams in the companies (across levels) for solving quality, productivity and delivery issues. These can be cross-functional teams (from various functions)
Daily Production Meeting: Supervisors should conduct a daily / shift-wise production meeting at the start of the shift (for 10 minutes). This meeting is between the supervisor and the operators. In this meeting, supervisor explains the planned production for the day, previous quality issues faced and how to avoid them, any other updates from the company, etc.
Lean Manufacturing Principles: Supervisors should learn and implement Lean manufacturing principles in the company such as Single Piece Flow, 5S, SMED and many other tools. Lean Manufacturing helps in improving the Productivity, Quality and On-Time Delivery thus increasing Customer Satisfaction. Some of the tools of lean manufacturing are explained in the coming section.
Ananth Palaniappan 19
leAn MAnuFACturing
What is Lean Manufacturing?
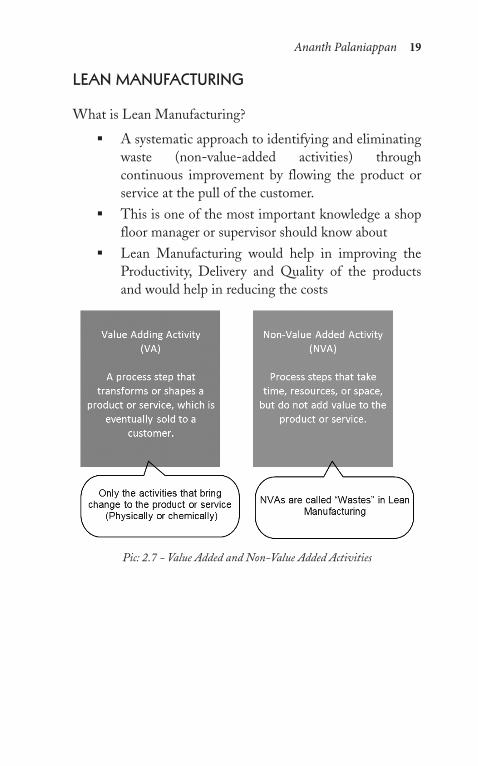
� A systematic approach to identifying and eliminating waste (non-value-added activities) through continuous improvement by flowing the product or service at the pull of the customer.
� This is one of the most important knowledge a shop floor manager or supervisor should know about
� Lean Manufacturing would help in improving the Productivity, Delivery and Quality of the products and would help in reducing the costs
Pic: 2.7 - Value Added and Non-Value Added Activities
20 Day One
7 wAstes in leAn MAnuFACturing
Lean Classifies wastes into 7 major categories. They are listed below:
1. Transportation2. Inventory3. Motion4. Waiting5. Over Production6. Over Processing7. Defects

Ananth Palaniappan 21
1. trAnsportAtion
Definition
� Any unnecessary material movement from one place to another
� Please note, whenever a material is transported from one place to another, there is no physical or chemical change happening in the material. So it should be considered as a waste
how to spot this waste in the shop floor?
� Presence of multiple storage locations � Multiple handling of materials � Conveyors, Extra carts, forklifts, dollies, material racks � Machines and processes not created for “Flow of the
Products” � Return of materials not used in production � Batch processing and WIP present in the shop floor
22 Day One
2. inventory
Definition
� Any unnecessary supplies or materials that do not support the ‘Just In Time Production System’
� Note that whenever a material is stored as an inventory, there is no physical or chemical change in the product. So it is a waste
� It is important to manage the inventory of a company as it helps in better working capital management (more details in Purchase Section)
� However, the company may store higher inventory of some critical materials (imported items / seasonal items)
how to spot this waste in the shop floor?
� Multiple stores in the unit � Extra space on receiving docks � Build up of material between processes (WIP) � Not using FIFO (first-in-first-out) � Extensive rework when problems surface � Additional material handling
Ananth Palaniappan 23
3. Motion / MoveMent oF people
Definition
� Any movement of people which does not add value to the product
� Note that whenever a person is moving to take a material or a tool, there is no change in the material. So it is a waste
� Work stations should be designed in such a way that all the required tools and materials should be available to the operator (hands-reach) without bending, climbing or twisting his / her back
how to spot this waste in the shop floor?
� Searching for tools and parts � Excessive reaching or bending � Material too far apart (walk time) � Extra equipment for moving parts � Picking up things only to set them back down � Large batch sizes � Poor plant layout
24 Day One
4. wAiting
Definition
� Idle time in which no value added activities take place � Person waiting for materials and machines � Machine waiting for materials and persons � Material waiting for machines
how to spot this waste in the shop floor?
� People watching machines run � Lack of concern for equipment breakdowns or downtime � Long setup times requiring WIP build-up � Due to unbalanced operations (difference in cycle times) � Inconsistent work methods � WIP between processes
Ananth Palaniappan 25
5. over-proDuCtion
Definition
� Producing more than required � ‘Work ahead’ than the “Internal customer” � Producing at a faster pace than needed, resulting in piling
up of materials as WIP
how to spot this waste in the shop floor?
� Inventory stockpiles � Extra or Over-capacity equipment � Unbalanced material flow and confusion about priority � Extra parts storage racks and manpower � Building stocks ahead of demand � Large lot sizes or batch processing
26 Day One
6. over proCessing
Definition
� Effort which adds no value to a product or service � Work that can be combined with other processes � Enhancements that are transparent to the customer (not
valued by the customer)
how to spot this waste in the shop floor?
� Lack of clear customer expectations � Lack of customer input concerning requirements � Redundant approvals � Extra copies and excessive information � Inefficient policies and procedures � Multiple Tests � Multiple Inspections � Multiple Counting of materials at various stages
Ananth Palaniappan 27
7. DeFeCts
Definition
� Repairing a product to fulfil customer requirements � Reworking on the service, a customer asked for.
how to spot this waste in the shop floor?
� Extra floor space, tools and equipment - for reworking � Extra manpower to inspect, rework and repair � Additional inventory � Inconsistent quality � Large number of scrap / defectives in the shop floor � Incapable processes with excessive variation � Inadequate tools or equipment for measuring
These are the seven wastes present in any organization according to lean principles. Many of these wastes can be eliminated or reduced.
28 Day One
leAn MAnuFACturing
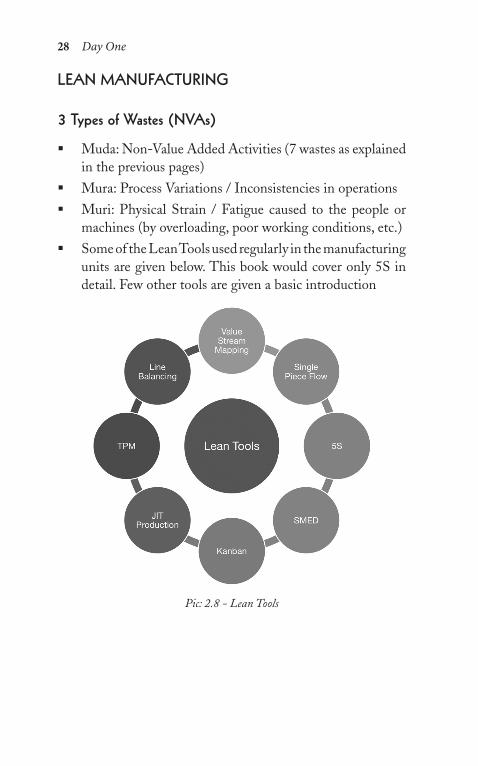
3 types of wastes (nvAs)
� Muda: Non-Value Added Activities (7 wastes as explained in the previous pages)
� Mura: Process Variations / Inconsistencies in operations � Muri: Physical Strain / Fatigue caused to the people or
machines (by overloading, poor working conditions, etc.) � Some of the Lean Tools used regularly in the manufacturing
units are given below. This book would cover only 5S in detail. Few other tools are given a basic introduction
Pic: 2.8 - Lean Tools
Ananth Palaniappan 29
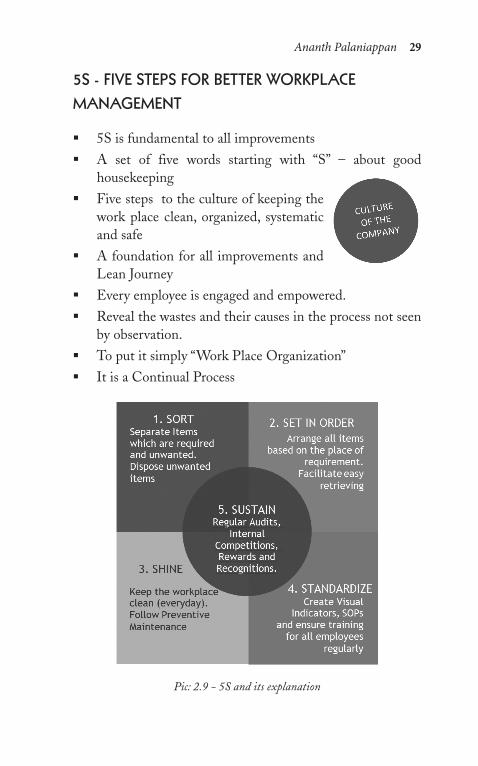
5s - Five steps For better workplACe MAnAgeMent
� 5S is fundamental to all improvements � A set of five words starting with “S” – about good
housekeeping � Five steps to the culture of keeping the
work place clean, organized, systematic and safe
� A foundation for all improvements and Lean Journey
� Every employee is engaged and empowered. � Reveal the wastes and their causes in the process not seen
by observation. � To put it simply “Work Place Organization” � It is a Continual Process
Pic: 2.9 - 5S and its explanation
30 Day One
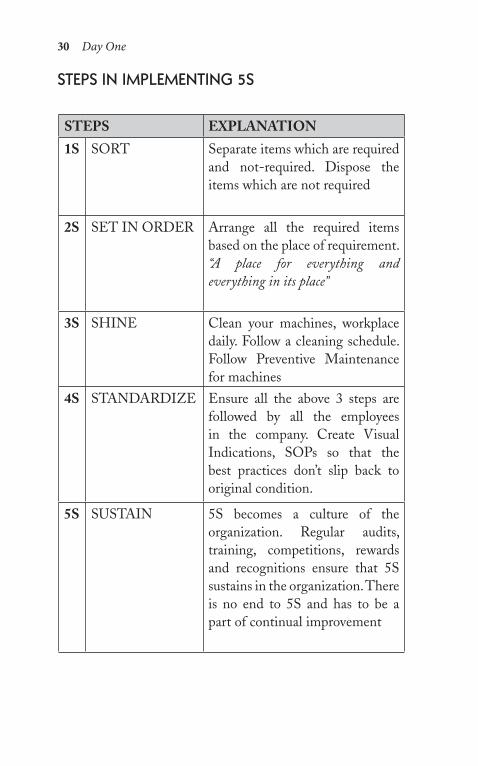
steps in iMpleMenting 5s
STEPS EXPLANATION
1S SORT Separate items which are required and not-required. Dispose the items which are not required
2S SET IN ORDER Arrange all the required items based on the place of requirement. “A place for everything and everything in its place”
3S SHINE Clean your machines, workplace daily. Follow a cleaning schedule. Follow Preventive Maintenance for machines
4S STANDARDIZE Ensure all the above 3 steps are followed by all the employees in the company. Create Visual Indications, SOPs so that the best practices don’t slip back to original condition.
5S SUSTAIN 5S becomes a culture of the organization. Regular audits, training, competitions, rewards and recognitions ensure that 5S sustains in the organization. There is no end to 5S and has to be a part of continual improvement
Ananth Palaniappan 31
1. sort
Removing unwanted items from the Workplace
� Take Pictures of the area and display in a notice board � Include all the members in the area for segregating
required and not-required items in their workplace � All the unwanted items to be sent to a Red Tag Area
with a red tag mentioning the date, item name and why it is not required
� Senior Management to focus on disposing the items in the Red Tag area
� Items that are required only would go to the subsequent steps
how to sort?
� Determine red tagging criteria for all non-moving items � Designate red tag holding area in the stores separately � Identify person responsible for holding area � Obtain red tags � Talk to area workers � Perform red tagging and record tagged items in log book
32 Day One
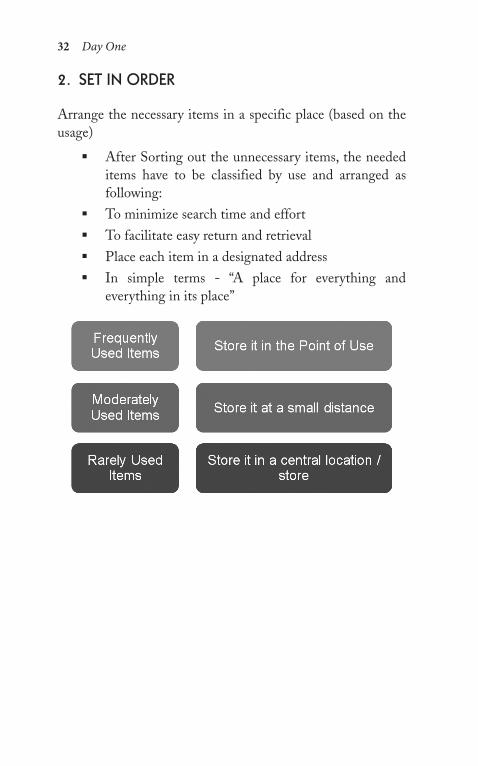
2. set in orDer
Arrange the necessary items in a specific place (based on the usage)
� After Sorting out the unnecessary items, the needed items have to be classified by use and arranged as following:
� To minimize search time and effort � To facilitate easy return and retrieval � Place each item in a designated address � In simple terms - “A place for everything and
everything in its place”
Ananth Palaniappan 33
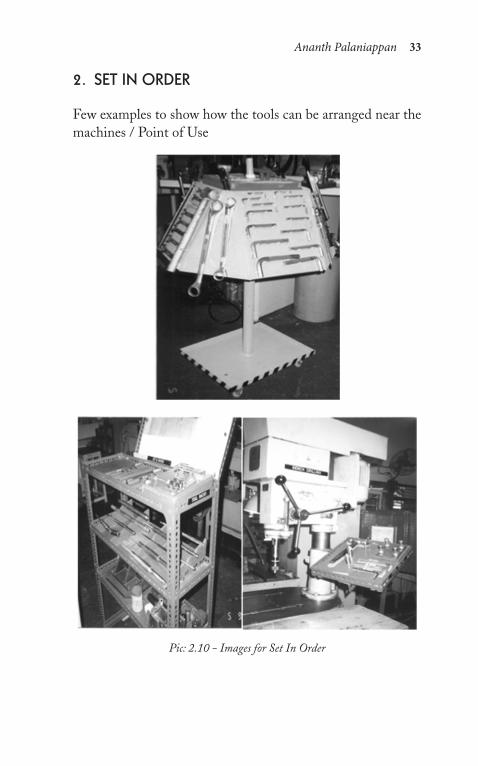
2. set in orDer
Few examples to show how the tools can be arranged near the machines / Point of Use
Pic: 2.10 - Images for Set In Order

34 Day One
3. shine
Clean the machines, Shop floor and Inspection - Everyday
� This involves cleaning the work place including machines, tools, floor, walls and other areas
� On cleaning, a lot of abnormalities like cracks, loose nuts, bolts, oil leakage, loose wires, etc. can be detected and rectified
� Follow Preventive Maintenance Check list provided by the Machine Manufacturer - as per the schedule
� Cleaning is inspection and a health check � Clean your workplace everyday - for 10 minutes � Maintain a cleaning schedule at your workplace
how to shine?
� Give 10 minutes every day (start and end of the shift) to all the operators for cleaning the machines and the shop floor
� It is the responsibility of the shop floor employees to keep the factory clean
� Managers and Supervisors should also be present and perform the cleaning in their respective areas
Ananth Palaniappan 35
4. stAnDArDize
Follow the first 3 steps every day. Ensure all the employees can easily follow the 3 steps by providing visual indications, pictures, colour codes, etc.
� Maintain all the above “3S” regularly by providing Visual Controls, SOPs, Training and use of colours for identification
� This stage is when 5S become systematic and starting to become the culture of the organization
how to standardize?
� Each area would have a person responsible for 5S � Provide Visual Indicators in the shop floor � Give Colour coding for the tools / raw materials and WIP
items � “Before” and “After” pictures can be displayed � Standard Operating Procedures (SOP) to be created in
local languages and all operators have to be trained on the same
� Use whiteboards to display order status
36 Day One
5. sustAin
Follow the 4 steps every day. Conduct regular audits, internal competition between different zones. Encourage participation of the employees
� 5S becomes a part of the every day work and becomes a culture of the company
� The greatest benefits of 5S are to help people to focus and acquire Self-Discipline. People’s behaviour is a reflection of the environment
� Conduct regular 5S audits and recognise the teams and give them rewards. Conduct 5S Slogan Contests, Internal competitions, regular training to employees (by employees)
� Everybody should feel proud to take part in 5S
how to sustain?
� Senior Management participation is very essential for the sustenance of 5S
� Regular discussions with the employees on improving 5S in the factory
� Displaying the 5S Audit results � Providing a healthy and safe work place
Ananth Palaniappan 37
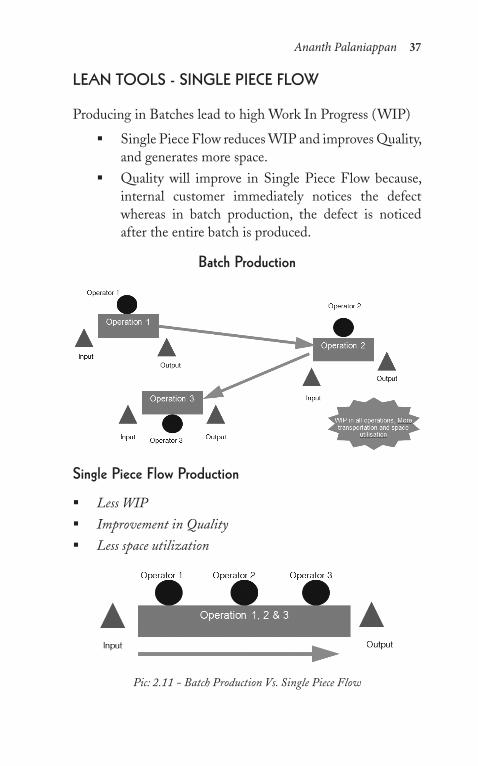
leAn tools - single pieCe Flow
Producing in Batches lead to high Work In Progress (WIP)
� Single Piece Flow reduces WIP and improves Quality, and generates more space.
� Quality will improve in Single Piece Flow because, internal customer immediately notices the defect whereas in batch production, the defect is noticed after the entire batch is produced.
batch production
single piece Flow production
� Less WIP � Improvement in Quality � Less space utilization
Pic: 2.11 - Batch Production Vs. Single Piece Flow
38 Day One
leAn tools - single Minute exChAnge oF Dies (sMeD)
� In a single piece flow production, there is a need to quickly change from one SKU/article production to another (delay in changing over, reduces the overall output)
� So the question is, how quickly can a change-over be done, so that the line does not stop for long time?
� Single Minute Exchange of Dies (SMED) is a tool helps in reducing the change-over time between articles
� Change-Over / Set-up time is the time taken between the last good piece (of the previous article) to the first good piece (of the new article). This includes the time taken for checking the quality
how to do sMeD?
� Take a video shoot of the current change-over process � Analyse the video (with the persons in involved in the
changeover) � Separate Internal and External activities. Internal
activities are done inside the machine (e.g. Tool change) and External activities can be done outside the machine (e.g. Arranging the tools required near the machine)
� Reduce the internal activities and eliminate the external activities
� Practice and record the “Before” and “After” changeover times and gradually reduce them to less than 1 minute
Ananth Palaniappan 39
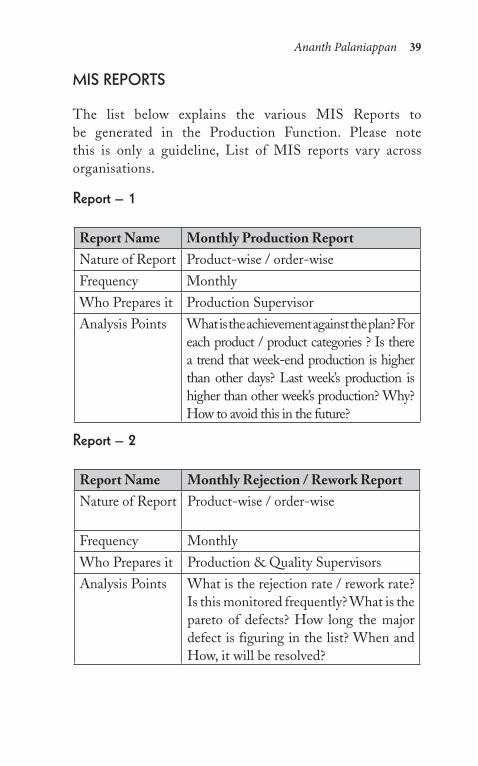
Mis reports
The list below explains the various MIS Reports to be generated in the Production Function. Please note this is only a guideline, List of MIS reports vary across organisations.
report – 1
Report Name Monthly Production ReportNature of Report Product-wise / order-wiseFrequency Monthly Who Prepares it Production SupervisorAnalysis Points What is the achievement against the plan? For
each product / product categories ? Is there a trend that week-end production is higher than other days? Last week’s production is higher than other week’s production? Why? How to avoid this in the future?
report – 2
Report Name Monthly Rejection / Rework ReportNature of Report Product-wise / order-wise
Frequency MonthlyWho Prepares it Production & Quality SupervisorsAnalysis Points What is the rejection rate / rework rate?
Is this monitored frequently? What is the pareto of defects? How long the major defect is figuring in the list? When and How, it will be resolved?
40 Day One
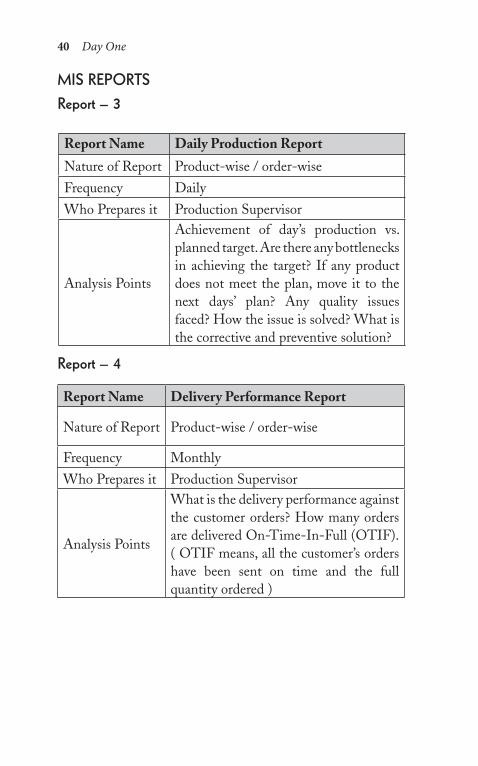
Mis reportsreport – 3
Report Name Daily Production Report
Nature of Report Product-wise / order-wiseFrequency DailyWho Prepares it Production Supervisor
Analysis Points
Achievement of day’s production vs. planned target. Are there any bottlenecks in achieving the target? If any product does not meet the plan, move it to the next days’ plan? Any quality issues faced? How the issue is solved? What is the corrective and preventive solution?
report – 4
Report Name Delivery Performance Report
Nature of Report Product-wise / order-wise
Frequency MonthlyWho Prepares it Production Supervisor
Analysis Points
What is the delivery performance against the customer orders? How many orders are delivered On-Time-In-Full (OTIF).( OTIF means, all the customer’s orders have been sent on time and the full quantity ordered )

Ananth Palaniappan 41
Mis reportsreport – 5
Report Name Accident / Near Miss ReportNature of Report zone-wise / operation-wiseFrequency MonthlyWho Prepares it Production Supervisor
Analysis Points
How many accidents occurred in the month? How many near-miss happens in a month? Are they being recorded? How to eliminate the accidents in the future? Corrective and Preventive Action?
report – 6
Report Name 5S Audit ReportNature of Report 5S scores of various zonesFrequency MonthlyWho Prepares it Production Supervisor
Analysis Points
Are the shop floors looking tidy and clean? Is it visibly managed? Is the area free of dust? Are the machines cleaned daily?
















