Page 1
© 2014 Cairn India Limited
Leveraging Technology For Maintenance ExcellenceLeveraging Technology For Maintenance ExcellenceLeveraging Technology For Maintenance ExcellenceLeveraging Technology For Maintenance ExcellenceCase study at Mangala Processing Terminal Rajasthan Operation
Cairn India Ltd
Page 2
© 2014 Cairn India Limited 2
Maintenance Strategy : a genuine Maintenance Strategy : a genuine Maintenance Strategy : a genuine Maintenance Strategy : a genuine mix of orchestration mix of orchestration mix of orchestration mix of orchestration and prioritizationand prioritizationand prioritizationand prioritization
Page 3
© 2014 Cairn India Limited 3
What does these pics convey?What does these pics convey?What does these pics convey?What does these pics convey?•Time bound
repair/maintenance
• Defined role for excellent performance of
each pit staff
• Excellent skills
• Super co-ordination required.
• Timely refueling so as to win the RACE against
time.
It’s just an intro. . . at the end, we will be able to comprehend how these are linked to us. . .
Page 4
© 2014 Cairn India Limited 4
Maintenance Excellence:
Technology and Planning
Maintenance Excellence
Effort in Maintenance
Activities
a
b
(Maintenance Excellence) X a = (Effort in Maintenance Activities) X b
Hence, (Maintenance Excellence) = (Effort in Maintenance Activities) X (b/a)
For achieving Maintenance Excellence, (b/a) > 1
i.e. Technology and Planning are stimulating agent which enhances Maintenance Excellence when it is close to it.
Technology and Planning promoted in PPT :
• Vibration and Temperature Monitoring – SYSTEM 1
• Process Flow/Pressure/Temperature trends – BABEL FISH
• Internal inspection – Boroscope Inspection
• Basic tool of quality control - Fish bone diagram
• Activity schedule charting technique - Gantt Chart
• Basic motion element study - Therbligs
• Oil analysis –Tribology
Page 5
© 2014 Cairn India Limited 5
POWER FLUI
D PUMP
Power fluid pumps P 417A/B/C/D/E
Page 6
© 2014 Cairn India Limited 6
P 417 C Turbine Driven-Power Fluid Pump :
Page 7
© 2014 Cairn India Limited 7
Parameters Monitoring/Augmenting Reliability
FLOW/PR./TEMP.
TRENDS
VIBRATION/TEMP.
TRENDS
Page 8
© 2014 Cairn India Limited 8
Underperformance :
155
160
165
170
175
Discharge pressure (bar)Discharge pressure (bar)Discharge pressure (bar)Discharge pressure (bar)
Discharge pressure(bar)
3800
3900
2ndJune
23rdJune
20thJuly
12thAugust
RPM
Pump performance comparison for turbine driven power fluid pumps.
Decrease in discharge pressure observed at same RPM
Page 9
© 2014 Cairn India Limited 9
Comparing Trends in Babel fish :
Normal Trend
Before Inspection
Trend showing abnormality
Normal trend after corrective maintenance
Corrective repair job being carried out
Page 10
© 2014 Cairn India Limited 10
Data Analysis through System 1:
Normal Trend Before InspectionIncreasing trend showing abnormality
Normal trend after Maiaintenance
PANEL OBS. : Decrease in throughput and discharge pressure
Page 11
© 2014 Cairn India Limited 11
Culprit fixation through Orbit plot :
Distortion in orbit indicating restriction in shaft movement due to improper fluid dynamics( bearing oil or process flu id)
Normal plot
Turbine Plot Before Turbine Plot After
Pump Plot Before Pump Plot After
Page 12
© 2014 Cairn India Limited 12
Problem Eradication Confirmation Through Waterfall plot :
Sub-harmonics observed before inspection showing abnormalities Plot showing pump in healthy condition
Page 13
© 2014 Cairn India Limited 13
Fish Bone Diagram ApproachFish Bone Diagram ApproachFish Bone Diagram ApproachFish Bone Diagram Approach
Page 14
© 2014 Cairn India Limited 14
Gantt Chart/Multiple Activity Chart :
Page 15
© 2014 Cairn India Limited 15
Optimizing the PLAN:
Ineffective therbligs
Effective therbligs
Day-wise activity planning along with responsible department.
INEFFECTIVEEFFECTIVE
Page 16
© 2014 Cairn India Limited 16
Implementing the work study (dismantling):
Spacer Removed
Bearing top housing removed
Barrel cover removedSplit Casing taken out of barrel
Page 17
© 2014 Cairn India Limited 17
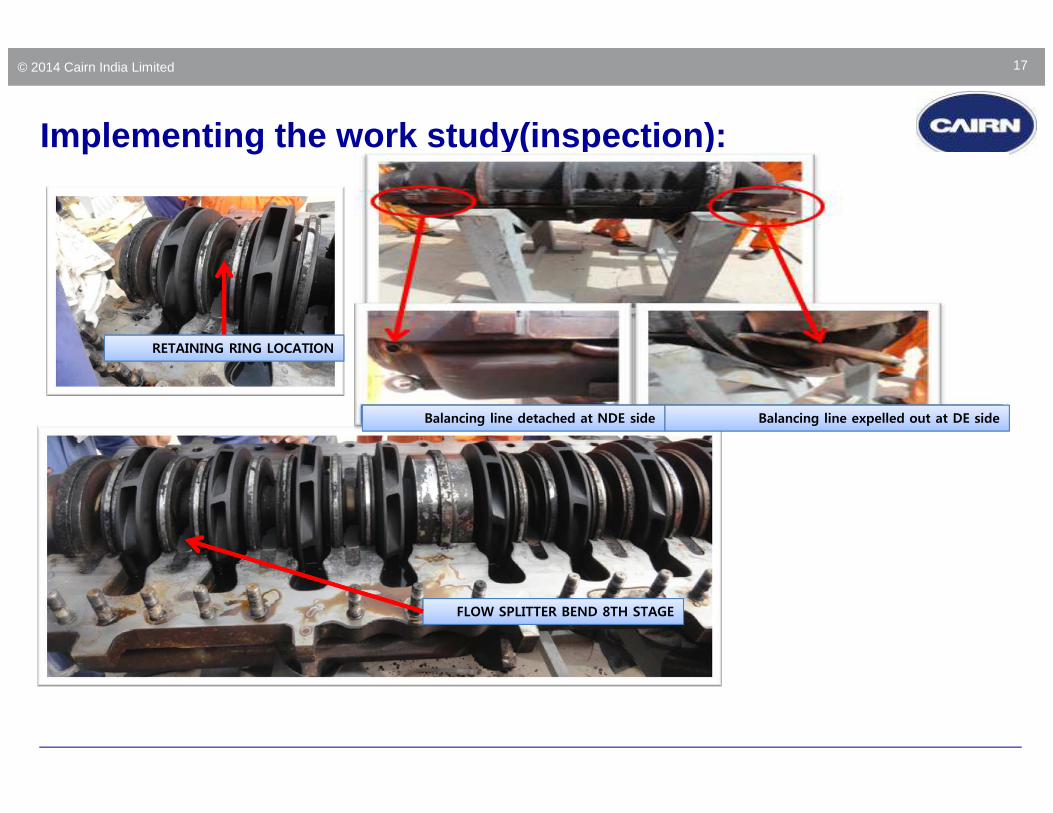
Implementing the work study(inspection):
RETAINING RING LOCATION
FLOW SPLITTER BEND 8TH STAGE
Balancing line detached at NDE side Balancing line expelled out at DE side
Page 18
© 2014 Cairn India Limited 18
Implementing the work study(assembling):
Welding done with additional sleeve of duplex S31803 material.
Pump impeller shaft placed back into bottom casing
Casing box up job
Casing inserted back into the barrel
Page 19
© 2014 Cairn India Limited 19
TAGTAGTAGTAG NO. NO. NO. NO. STG ZSTG ZSTG ZSTG Z----950/960/970/980950/960/970/980950/960/970/980950/960/970/980
NAME Steam Turbine Generator
MAKE Triveni Turbines Limited
TYPE Multi stage condensing turbine
NO. OF STAGES 9
MODEL SCG-3
LOAD 12 MW
INLET PRESSURE 4035 KPa
INLET TEMPERATURE 370 ̊ C
LUBE OIL Turbinol 46
DRIVENDRIVENDRIVENDRIVEN EQUIPMENT : ALTERNATOREQUIPMENT : ALTERNATOREQUIPMENT : ALTERNATOREQUIPMENT : ALTERNATOR
MAKE Weg
POWER RATING 12 MVA
VOLTAGE 11 KV
STEAM TURBINE GENERATORSTEAM TURBINE GENERATORSTEAM TURBINE GENERATORSTEAM TURBINE GENERATOR
STG Z-950/960/970/980/
990
Page 20
© 2014 Cairn India Limited 20
Sectional arrangement of Turbine
TURBINE
GEAR
BOX
Problematic area :Thrust bearing
Active thrust padNon Active thrust pad
Page 21
© 2014 Cairn India Limited 21
Thrust Bearing ArrangementThrust Bearing ArrangementThrust Bearing ArrangementThrust Bearing Arrangement
Page 22
© 2014 Cairn India Limited 22
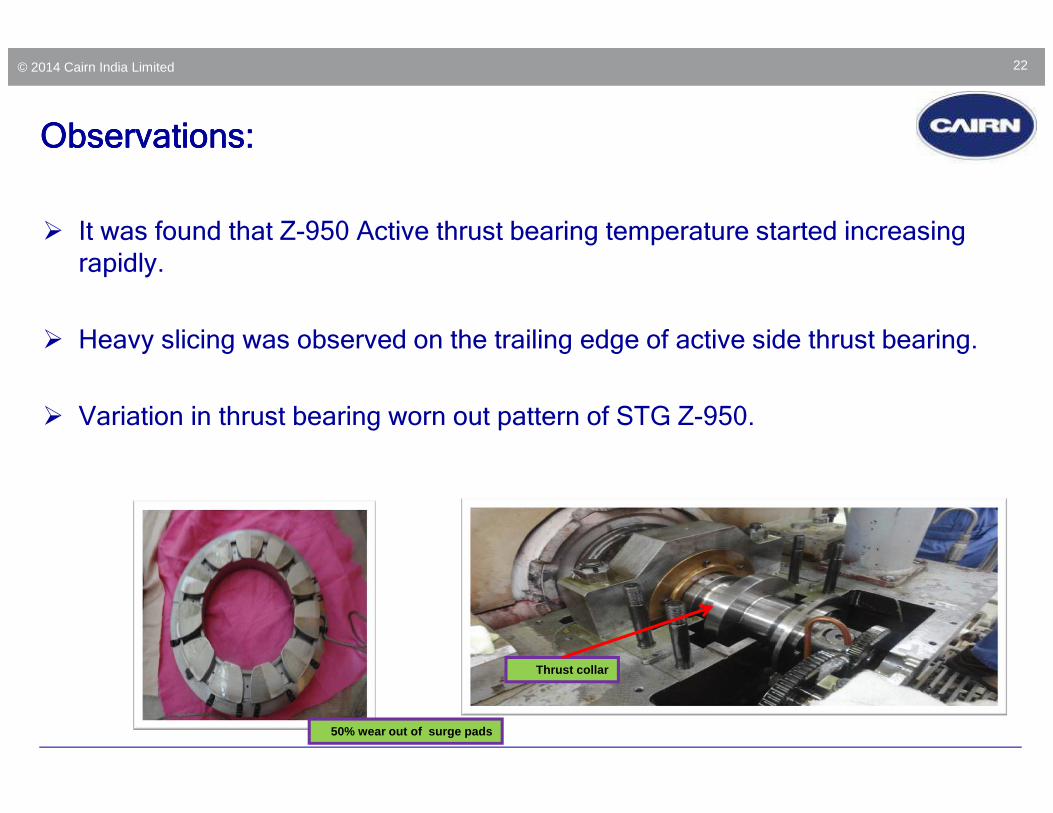
Observations:Observations:Observations:Observations:
� It was found that Z-950 Active thrust bearing temperature started increasing rapidly.
� Heavy slicing was observed on the trailing edge of active side thrust bearing.
� Variation in thrust bearing worn out pattern of STG Z-950.
Thrust collar
50% wear out of surge pads
Page 23
© 2014 Cairn India Limited 23
History of thrust pad failure
STG No. of failure in thrust bearing Remarks
Z-980 01 50% erosion of pad.
Z-970 01 50% erosion of pad.
Z-960 0 NA
Z-950 05 Varying erosion of pad.
S.No. Equip.Tag Failure description Date of failure ST G put back to operation on
1 Z-980 Main Rotor Thrust Bearing since commissioning 21-10-2011
2 Z-970 Main Thrust Bearing failed 18.07.2012 19.07.2012
3 Z-950 Main Rotor Thrust Bearing 11.05.2012 12.05.2012
4 Z-950 Main Thrust bearing failed. 29.08.2012 30.08.2012
5 Z-950 Main Thrust bearing failed. 06.09.2012 8.09.2012
6 Z-950 Main Thrust bearing failed. 02.06.2013 04.06.2013
7 Z-950 Main Thrust bearing failed. 08.07.2013 09.07.2013
Note : The frequency of thrust pad failure increased in Z-950
Page 24
© 2014 Cairn India Limited 24
Fish Bone Diagram :Fish Bone Diagram :Fish Bone Diagram :Fish Bone Diagram :
OUTCOME:
1. Lube oil flow was ensured at 5 locations so as to ensure that there is no oil starvation.
2. Lube oil pressure was appended by increasing the inlet oil hole diameter on each tilting pad.
3. Boroscopy was done and found no choking on blades due to any scaling.
4. Non uniform contact of thrust pads with thrust collar was ruled out by checking thrust collar run out and blue matching.
5. Concerns about manufacturing defect were communicated with M/s Michelle Bearing, found no abnormality.
6. Inadequate float setting.
Page 25
© 2014 Cairn India Limited 25
Probable Causes of failure:� Localized heating of pads due to oil starvation/oil flow restriction.� Wrong Bearing fitment� Non-uniform contact and wear pattern due to thrust collar run-out. � Choking of blades due to scaling� Difference in DBSE and coupling length� Poor quality of oil� Bearing housing centering/alignment condition causing the lube oil flow restriction at lower operating
clearance areas.
Thrust collar run-out checked
Ensuring lube oil flow at 5 locations
Page 26
© 2014 Cairn India Limited 26
Remedial Actions taken #1� Bearing oil inlet hole diameter increased from 2.2mm to 3.0mm.� The thrust pad failure problem solved in STG Z-970/980 after increasing the bearing oil
inlet hole diameter. Problem still persisted STG Z-950. � Increasing bearing oil inlet hole diameter idea didn’t work� Blue match of the tilting pads with thrust collar confirmed to ensure proper bearing fitment.� Lube oil analysis was verified with 2 different labs and properties of oil were found within
acceptable range.� Boroscope inspection did not revealed any abnormality.
Oil inlet hole diameter in each pad increased from 2.2 mm to 3 mm
Boroscopy for internal inspection
Page 27
© 2014 Cairn India Limited 27
Remedial action taken #2
� Increase in oil inlet diameter didn’t solve the problem in STG-950.Hence we tried to reduce the axial thrust on active thrust pads by–
� Inserting shim of 1.5mm between High Speed coupling and coupling hub, thus increasing the coupling length.
� It was done to counter act/eliminate the undue axial force acting on active thrust pads.
Page 28
© 2014 Cairn India Limited 28
Trend in ZTrend in ZTrend in ZTrend in Z----950950950950
0
20
40
60
80
100
120
ROTOR THRUSTNONACT
ROTOR THRUSTACTIVE
Max. temp on Active side : 51° C
BEFORE AFTER
Page 29
© 2014 Cairn India Limited 29
Summary :Summary :Summary :Summary :
� Hence, the technological advancement for maintenance excellence :
• Should continuously innovate to suit to the demands operational requirement.
• Offer a reasonable and sound value proposition for its customer.
• Aim to be smart always from discovery to deliver by associating, questioning, observing , networking and experimenting.
• Provides increased component operational life and availability.
• Allows for preemptive corrective actions.
• Results in decrease in equipment and/or process downtime
• Lowers costs for parts and labor
• Provides better product quality
• Improves worker and environmental safety
• Raises worker morale
• Increases energy savings
Page 30
© 2014 Cairn India Limited 30
THANK YOU
Reducing downtime through Maintenance & reliability excellence, the game of true Operational excellence can be materialized by learning the game, gaining the game and reinventing the game.