Page 1
List of Abstracts for 2015 Granulation Workshop Updated on: 2015-06-10 at 15:58 GMT
Number Abstract Title Names of Author (s) Authors' details Presentation Type
[Click the link to
see the Abstract]
1. QUANTIFYING TABLET PUNCH ADHESION RISK USING A COMPACTION SIMULATOR
Monwara Hoque1, Elaine Harrop Stone1, Darren Wilkes2 & Vicki
Wilkes2
1 Merlin Powder Characterisation Ltd, UK
2 Phoenix Calibration and Services Ltd, UK
POSTER
2. DISCRETE ELEMENT MODELLING OF PARTICLE COLLLISIONS IN GRANULAR FLOWS WITH
SPECIAL REFERENCE TO SPHERONIfSATION
A. Alharbi, H. Elmsahli and I.C. Sinka University of Leicester, UK ORAL
3. CONTINUOUS PHARMACEUTICAL MELT GRANULATION: RHEOLOGY AS A PREDICTIVE
TOOL TO DETERMINE FORMULATION PROCESSABILITY
Tinne Monteyne1, Chris Vervaet2, Jean-Paul Remon2 & Thomas De
Beer1
1 Ghent University, Belgium
2 Ghent University, Belgium
ORAL
4. A NEW CONTACT LIQUID DISPERSION MODEL FOR DISCRETE PARTICLE SIMULATION
Kimiaki Washino, Koki Miyazaki, Takuya Tsuji & Toshitsugu Tanaka
Osaka University, Japan ORAL
5. MONITORING CALCIUM CARBONATE PRECIPITATION AND AGGLOMERATION: A
COMPARISON OF INLINE AND OFFLINE TECHNIQUES
W.N. Al Nasser1, K. Pitt2, M. J. Hounslow2 & A. D. Salman2
1 Saudi Aramco Company, Saudi Arabia
2 University of Sheffield, UK
POSTER
6. FORMULATION DEVELOPMENT, CHARACTERIZATION AND EVALUATION OF
LIQUISOLID TABLET CONTAINING ORLISTAT
Sanjana Gaikwad, Madhukar Tajne & Naresh Gaikwad
RTM Nagpur University, India POSTER
7. INFLUENCE OF THE PELLETIZING PROCESS
PARAMETERS ON THE MECHANICAL PROPERTIES OF THE RECEIVED ALUMINA OXIDE PELLETS
Z. Radeva, P. Müller & J.Tomas Otto von Guericke University, Germany POSTER
8. MEASUREMENT & QUANTIFICATION OF CAKING
IN POWDERS
Tim Freeman, Jamie Clayton, Katrina
Brockbank & Doug Millington Smith
Freeman Technology, UK. POSTER
9. EFFECT OF NANOPARTICLES TO CONTROL CALCIUM CARBONATE SCALING USING INLINE
TECHNIQUE
W. AL Nasser1, U. Shah2, K. Nikiforou2, P. Petrou2 & J. Heng2
1 Saudi Aramco Company, Saudi Arabia
2 Imperial College London, UK
ORAL
10. MICROMERITIC, GRANULATING AND DISSOLUTION PROPERTIES OF RICE STARCH IN
METRONIDAZOLE BASED FORMULATIONS
O.N.C Umeh, K.C Ezeagwu & S.I Ofoefule
University of Nigeria, Nigeria POSTER
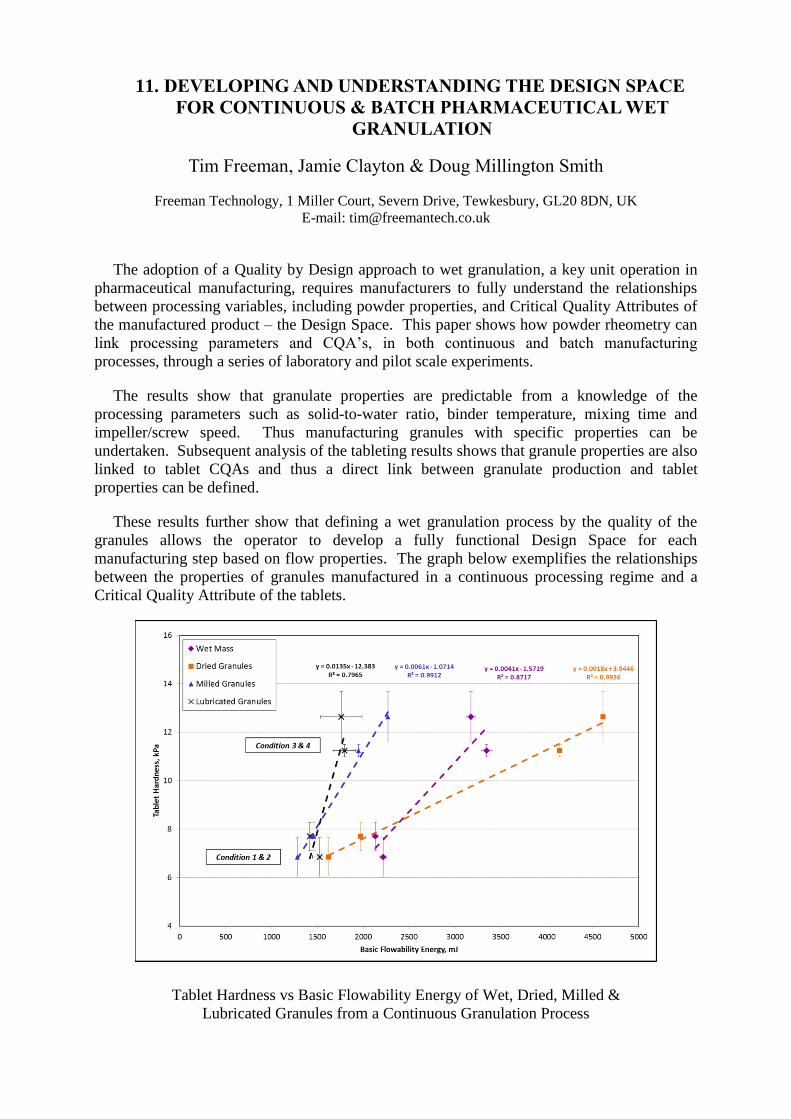
11. DEVELOPING AND UNDERSTANDING THE DESIGN
SPACE FOR CONTINUOUS & BATCH PHARMACEUTICAL WET GRANULATION
Tim Freeman, Jamie Clayton, Doug
Millington Smith
Freeman Technology, UK ORAL
12. EXPERIMENTAL ANALYSIS OF THE MICROSTRUCTURE OF SINGLE PARTICLES
Franziska Sondej, Andreas Bück & Evangelos Tsotsas
Otto-von-Guericke University, Germany ORAL
13. SPECIFIC ENERGY CONSUMPTION AND QUALITY OF WOOD PELLETS PRODUCED USING HIGH
MOISTURE LODGEPOLE PINE
Jaya Shankar Tumuluru & Craig. C. Conner
Idaho National Laboratory, Idaho ORAL
14. PREDICTING LOCAL SHEAR IN POWDER FLOW USING DEM: EFFECT OF SIMULAITON
PARAMETERS
Nathan J. Davis1, Rachel M. Smith2 & James D. Litster1
1 Purdue University, USA
2 University of Sheffield, UK
ORAL
15. INFLUENCE OF PROCESS PARAMETERS AND MECHANICAL PROPERTIES OF PHARMACEUTICAL
Andreja Mirtic & Gavin Reynolds AstraZeneca, UK POSTER
Page 2
List of Abstracts for 2015 Granulation Workshop Updated on: 2015-06-10 at 15:58 GMT
MATERIALS ON MILLING OF ROLLER COMPACTED
RIBBONS
16. IMPACT OF MILLING PROCESS CONDITIONS ON
THE GRANULE'S PROPERTIES: EFFECT OF MILLING SPEED AND ROTATION
Lucia Perez-Gandarillas1, Ana Perez-
Gago2, Alon Mazor1, Peter Kleinebudde2, Abderrahim Michrafy1
& Olivier Lecoq1
1 Université de Toulouse, France
2 Heinrich-Heine-University, Germany
ORAL
17. CAKING OF COMPLEX SUCROSE MIXTURES Sophie Samain, Mohammed Benali, Mikel Leturia, Elisabeth Van Hecke,
Isabelle Pezron & Khashayar Saleh
Equipe d’Accueil "Transformations Intégrées de la Matière Renouvelable" (EA 4297), France POSTER
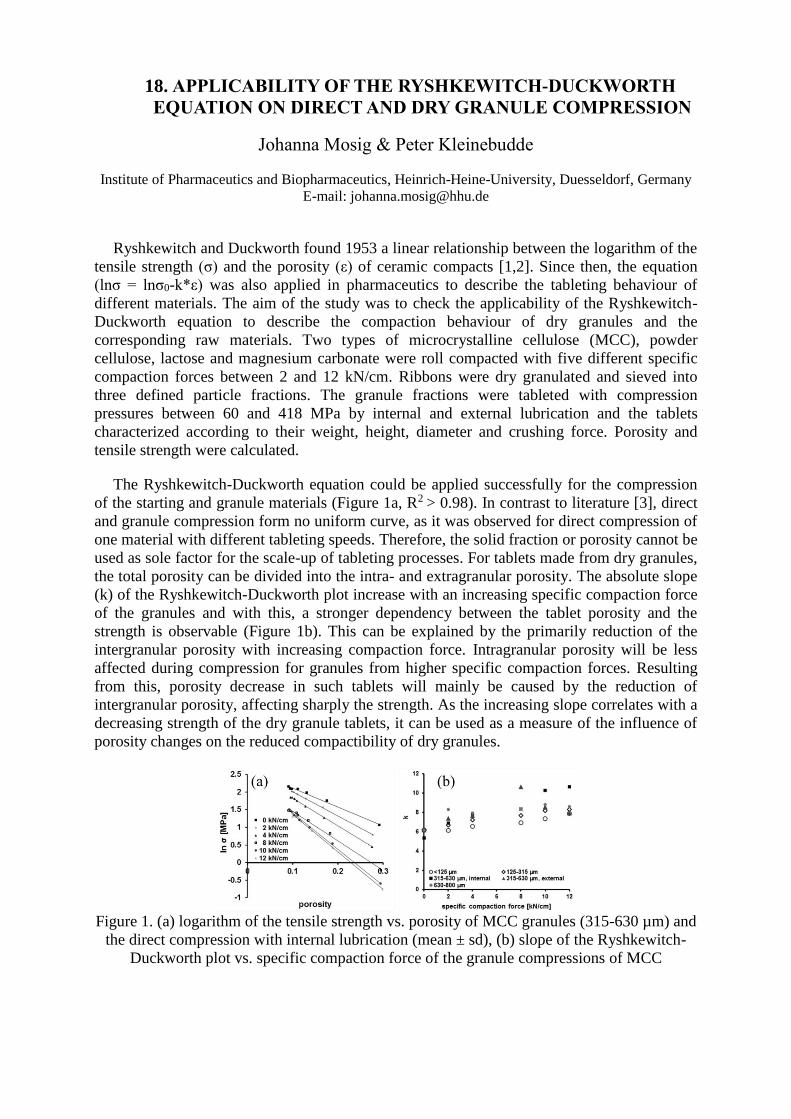
18. APPLICABILITY OF THE RYSHKEWITCH-DUCKWORTH EQUATION ON DIRECT AND DRY
GRANULE COMPRESSION
Johanna Mosig & Peter Kleinebudde Heinrich-Heine-University, Germany POSTER
19. EFFECT OF FOOD/MICROORGANISM (F/M) RATIO
ON GRANULAR SLUDGE CHARACTERISTICS IN SBR
SYSTEM
Muhammad Sajjad1,2 & Kwang S.
Kim1,2
1 Korea University of Science and Technology, Republic of Korea
2 Korea Institute of Civil Engineering and Building Technology, Republic of Korea
POSTER
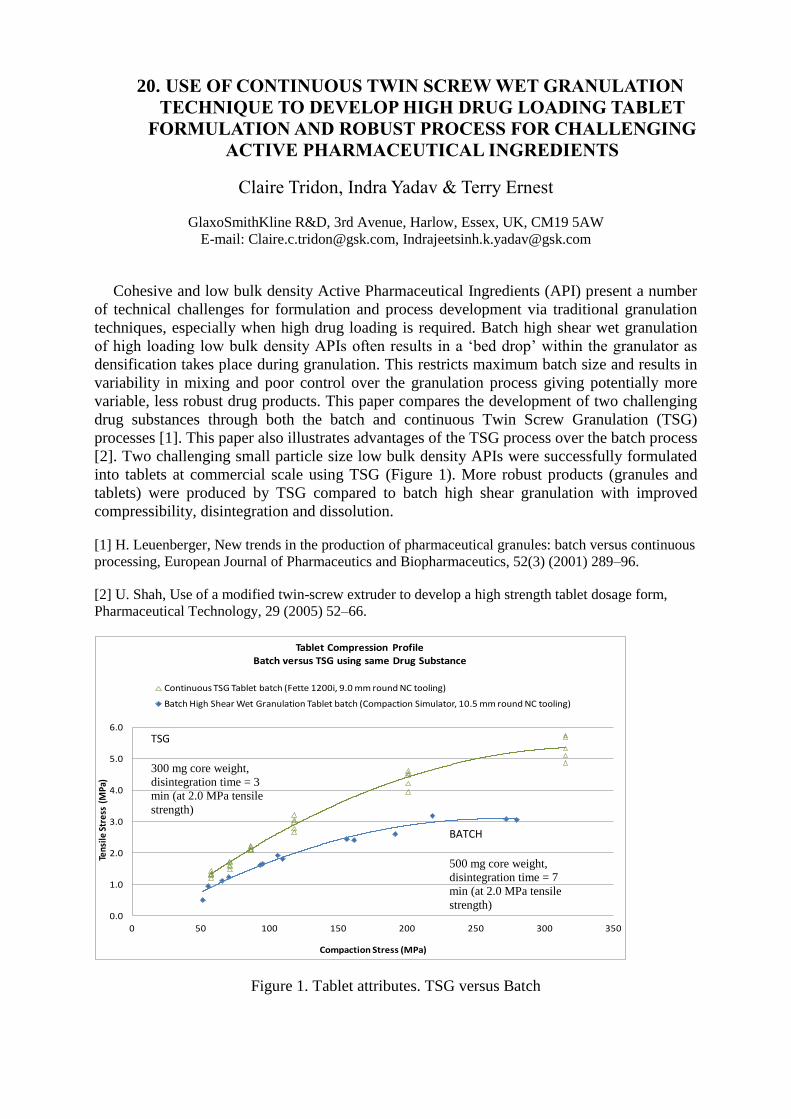
20. USE OF CONTINUOUS TWIN SCREW WET GRANULATION TECHNIQUE TO DEVELOP HIGH
DRUG LOADING TABLET FORMULATION AND
ROBUST PROCESS FOR CHALLENGING ACTIVE PHARMACEUTICAL INGREDIENTS
Claire Tridon, Indra Yadav & Terry Ernest
GlaxoSmithKline R&D, UK ORAL
21. POPULATION BALANCE MODELING OF TWIN SCREW WET GRANULATION THROUGH
MECHANISTIC UNDERSTANDING
Ridade Sayin1,2, Dana Barrasso3, Juan G Osorio1,2, Rohit
Ramachandran3, James D Litster1,2,4
1 Purdue University, USA
2 Purdue University, USA
3 The State University of New Jersey, USA
4 Purdue University, USA
ORAL
22. FABRICATING OF HIERARCHICALLY ASSEMBLED CERAMIC-POLYMER COMPOSITES USING A
SPOUTED BED SPRAY GRANULATION PROCESS
Eduard Eichner1, Stefan Heinrich1, Michael F. H. Wolff1, Gerold A.
Schneider2 & Sergiy Antonyuk3
1 Institute of Solids Process Engineering and Particle Technology, Hamburg University of Technology, Denickestrasse 15, 21073 Hamburg, D
2 Institute of Advanced Ceramics, Hamburg University of Technology, Denickestrasse 15, 21073 Hamburg, D
3 Chair of Particle Process Engineering, Department of Mechanical and Process Engineering, University of Kaiserslautern, Gottlieb-Daimler-Strasse, 67663 Kaiserslautern, D
POSTER
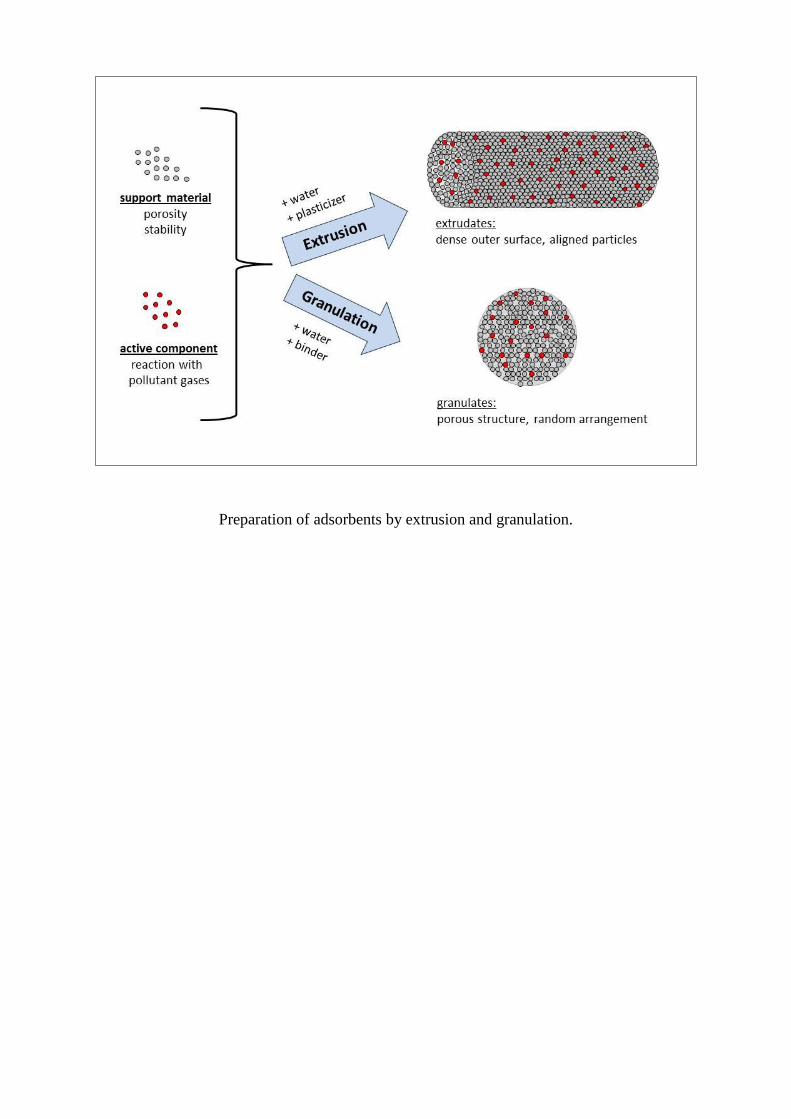
23. PREPARATION AND CHARACTERIZATION OF ADSORBENTS BY GRANULATION AND EXTRUSION
Edith Goldnik, Yanira Lopéz, Ranja Plätzer, Björn Lamprecht, Christian
Eichler, Tharsha Thiripuvanam & Thomas Turek
Institute of Chemical and Electrochemical Process Engineering, Clausthal University of Technology, Leibnizstrasse 17, Clausthal-Zellerfeld, Germany
POSTER
24. MULTI-SCALE MODELLING OF FLUID BED GRANULATION PROCESSES THROUGH A COUPLED
PBM-DEM-CFD FRAMEWORK TO FACILITATE QBD
IN PHARMACEUTICAL DRUG PRODUCT MANUFACTURING
Ashutosh Tamrakar1, Dana Barrasso1, Celia N. Cruz2 & Rohit
Ramachandran1
1 Department of Chemical and Biochemical Engineering, Rutgers, the State University of New Jersey, Piscataway, NJ, USA
2 Center for Drug Evaluation and Research, U.S. Food and Drug Administration, Silver Spring, MD, USA
ORAL
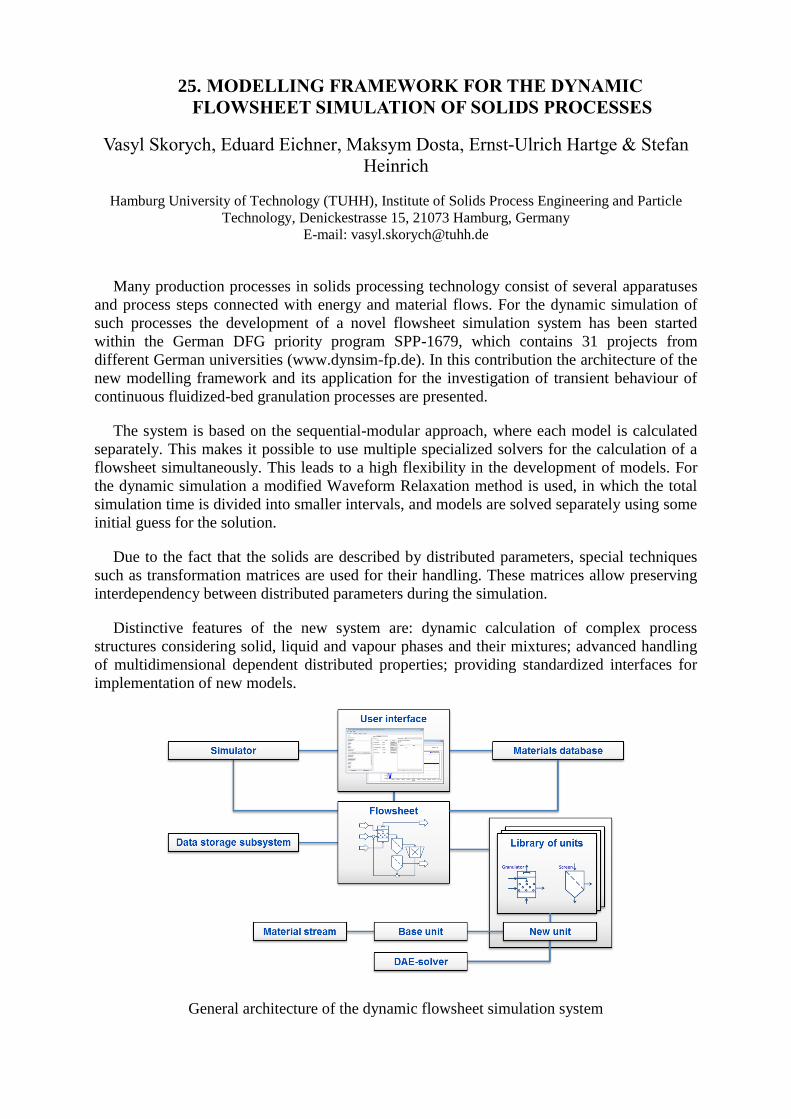
25. MODELLING FRAMEWORK FOR THE DYNAMIC FLOWSHEET SIMULATION OF SOLIDS PROCESSES
Vasyl Skorych, Eduard Eichner, Maksym Dosta, Ernst-Ulrich Hartge &
Stefan Heinrich
Hamburg University of Technology (TUHH), Institute of Solids Process Engineering and Particle Technology, Denickestrasse 15, 21073 Hamburg, Germany
POSTER
26. PILOT SCALE OPTIMIZATION OF ROLLER
COMPACTION PROCESS USING NEAR-IR CHEMICAL IMAGING
Milad Khorasani1, José M. Amigo2,
Poul Bertelsen3, Changquan C. Sun4 & Jukka Rantanen1
1 Department of Pharmacy, Faculty of Health and Medical Sciences, University of Copenhagen,
Universitetsparken 2, 2100, Copenhagen, Denmark
2 Department of Food Science, Faculty of Science, University of Copenhagen, Denmark
3 Takeda Pharmaceutical GmbH, Robert Bosch Strasse 8, Germany
ORAL
Page 3
List of Abstracts for 2015 Granulation Workshop Updated on: 2015-06-10 at 15:58 GMT
4 Department of Pharmaceutics, College of Pharmacy, University of Minnesota, USA
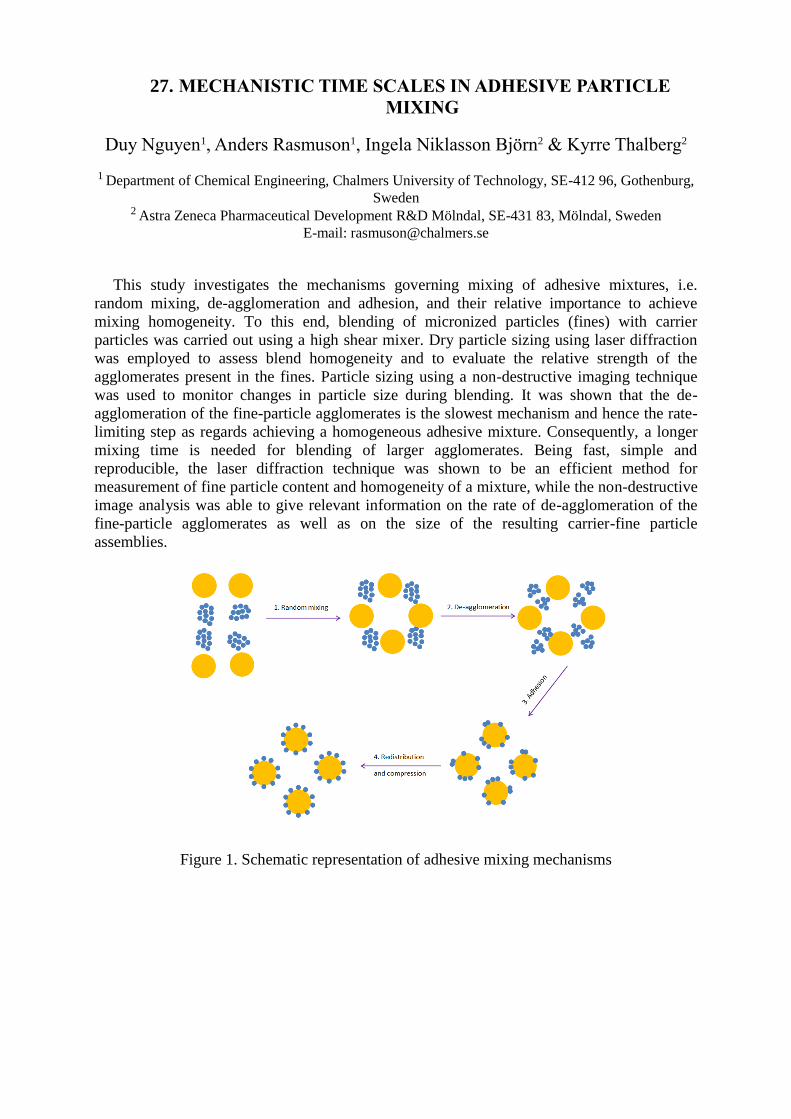
27. MECHANISTIC TIME SCALES IN ADHESIVE PARTICLE MIXING
Duy Nguyen1, Anders Rasmuson1, Ingela Niklasson Björn2 & Kyrre
Thalberg2
1 Department of Chemical Engineering, Chalmers University of Technology, Sweden
2 Astra Zeneca Pharmaceutical Development R&D Mölndal, Sweden
POSTER
28. INFLUENCE OF NOZZLE CONFIGURATION ON PROCESS STABILITY OF CONTINUOUS FLUIDIZED BED LAYERING WITH EXTERNAL CLASSIFICATION
A. Bück1, K. Meyer1, S. Palis2, C. Neugebauer3, A. Kienle2,3, S. Heinrich4 & E. Tsotsas1
1 Chair of Thermal Process Engineering, Otto von Guericke University Magdeburg, Germany
2 Chair of Automation and Modelling, Otto von Guericke University Magdeburg, Germany
3 Max Planck Institute for Dynamics of Complex Technical Systems, Germany
4 Solids Process Engineering, Hamburg University of Technology, Germany
POSTER
29. OBLIQUE IMPACT OF PARTICLES ON WET
SURFACES
Britta Crüger1, Stefan Heinrich1,
Sergiy Antonyuk2, Niels G. Deen3 &
Johannes A.M. Kuipers3
1 Institute of Solids Process Engineering and Particle Technology, Hamburg University of Technology,
Hamburg, D
2 Chair of Particle Process Engineering, Department of Mechanical and Process Engineering,
University of Kaiserslautern, Kaiserslautern, D
3 Multiphase Reactors Group, Department of Chemical Engineering and Chemistry, Eindhoven
University of Technology, NL
ORAL
30. INFLUENCE OF THE SOLID BOND MODEL ON AN
IRREGULAR SHAPED AGGLOMERATE BEHAVIOUR IN DEM SIMULATIONS
Sergii Kozhar1, Maksym Dosta1,
Vitalij Salikov1, Sergiy Antonyuk2 & Stefan Heinrich1
1 Institute of Solids Process Engineering and Particle Technology, Hamburg University of Technology,
Hamburg, Germany
2 Chair of Particle Process Engineering, University of Kaiserslautern, Kaiserslautern, Germany
POSTER
31. CHARACTERISATION OF THE WORK OF ADHESION OF FOOD GRADE COATING MATERIALS ON A
MALTODEXTRIN MODEL SURFACE
Adrian Kape, Bärbel Ruick & Stephan Drusch
Technical University of Berlin, Department of Food Technology and Food Material Science, Berlin ORAL
32. PREDICTING THE SURFACE COMPOSITION OF A
SPRAY DRIED PARTICLE BY MODELLING
COMPONENT REORGANIZATION IN A DRYING
DROP
Anna Porowska1, Maksym Dosta1
Alessandro Gianfrancesco2, Lennart
Fries3 Stefan Palzer4 & Stefan
Heinrich1
1 Hamburg University of Technology, Germany
2 Nestlé Product Technology Center Konolfingen, Switzerland
3 Nestlé Research Center Lausanne, Switzerland
4 Nestlé Beverages Business Unit, Switzerland
POSTER
33. A MECHANISTIC UNDERSTANDING OF GRANULE
BREAKAGE IN CONTINUOUS TWIN SCEW GRANULATION
Juan G. Osorio1, Ridade Sayin1 &
James D. Litster1,2
1 Department of Chemical Engineering, Purdue University, USA
2 Department of Industrial and Physical Pharmacy, Purdue University, USA
POSTER
34. COMPARATIVE STUDY OF MATRIX TABLETS -
EFFECT OF THE GRANULATION METHOD
Andreas Sauer1, Miyuki Fukusawa2 & Taka Hoshino2
1 Shin-Etsu Pharma & Food Materials Distribution GmbH, Germany
2 Shin-Etsu Chemical Co., Ltd. Cellulose Technical Support Center, YBP Technical center, Japan
POSTER
35. GAINING PROCESS KNOWLEDGE BY USING
MECHANISTIC MODELS FOR FLUIDIZED BED DRYING IN A CONTINUOUS MANUFACTURING
ENVIRONMENT
Séverine T.F.C. Mortier1, Krist V.
Gernaey2, Thomas De Beer2 & Ingmar Nopens3
1 BIOMATH, Department of Mathematical Modelling, Statistics and Bioinformatics, Faculty of
Bioscience Engineering, Ghent University, Belgium
2 Laboratory of Pharmaceutical Process Analytical Technology, Department of Pharmaceutical Analysis, Faculty of Pharmaceutical Sciences, Ghent University, Ghent, Belgium
3 CAPEC-PROCESS, Department of Chemical and Biochemical Engineering, Technical University of Denmark, Denmark
POSTER
36. VISCOSITY INFLUENCE ON THE ATOMIZATION BEHAVIOUR IN A ROTARY DISC SPRAY DRYER
Lucas Bernardo Monteiro, Igor Paiva Sansão, Kauana Martins Iglesias, Aldo
Ramos Santos & Deovaldo de Moraes
Júnior
Santa Cecília University, Brazil
ORAL
37. IMPLEMENTATION OF ROLLER COMPACTION INTO A CONTINUOUS MANUFACTURING ENVIRONMENT
Kirk A. Overhoff, Varsha Dhamankar & Catherine Metzler
Vertex Pharmaceuticals Incorporated, 50 Northern Avenue, Boston, USA POSTER
Page 4
List of Abstracts for 2015 Granulation Workshop Updated on: 2015-06-10 at 15:58 GMT
38. DEVELOPMENT AND CHARACTERIZATION OF
TERNARY SOLID DISPERSION GRANULES: PREDICTION OF GLASS TRANSITIONS
Ahmad B. Albadarin1,2, John A.
Collins1, Mark Davis1, David Egan1, Chirangano Mangwandi2, Mark
Southern & Gavin Walker1,2
1 Department of Chemical and Environmental Sciences, Synthesis and Solid State Pharmaceutical
Cluster and Pharmaceutical Technology Manufacturing Centre, University of Limerick, Ireland
2 School of Chemistry & Chemical Eng., Queens University Belfast, UK.
POSTER
39. ANALYSIS OF MESO-SCALE EFFECTS IN HIGH
SHEAR GRANULATION THROUGH A CFD-PBM COUPLED COMPARTMENT MODEL
Per J. Abrahamsson1, Patric Kvist1,
Xi Yu2, Gavin Reynolds3, Ingela Björn Niklasson4 & Anders
Rasmuson1
1 Department of Chemical and Biological Engineering, Chalmers University of Technology, Sweden
2 European Bioenergy Research Institute, Aston University, UK
3 Pharmaceutical and Analytical Research and Development, AstraZeneca, Macclesfield, UK
4 Astra Zeneca Pharmaceutical Development R&D Mölndal, Sweden
POSTER
40. INLINE PARTICLE SIZE MEASUREMENT IN ROLL COMPACTION/DRY GRANULATION
Haress A. Mangal & Peter Kleinebudde
Institute of Pharmaceutics and Biopharmaceutics, Heinrich-Heine-University, Germany POSTER
41. SOLID CRYSTAL SUSPENSIONS - AN ADVANCED
FORMULATION STRATEGY FOR POORLY WATER SOLUBLE DRUGS
Elena Reitz1, Chris Vervaet2, Stefanie
Weidtkamp-Peters3 & Markus Thommes1
1 Institute of Pharmaceutics and Biopharmaceutics, Heinrich-Heine-University, Germany
2 Laboratory of Pharmaceutical Technology, Ghent University, Ghent, Belgium
3 Center for Advanced Imaging, Heinrich-Heine-University, Duesseldorf, Germany
ORAL
42. EVALUATION OF THE ABILITY OF POWDERED
MILK TO PRODUCE MINI-TABLETS DELIVERY OF PARACETAMOL IN PEDIATRICS
Joana T. Pinto1, Mariya Brachkova1,
Ana I. Fernandes1 & João F. Pinto2
1 CiiEM, Instituto Superior de Ciências da Saúde Egas Moniz, Portugal
2 iMed – Research Institute for Medicines and Pharmaceutical Sciences, Faculdade de Farmácia, Univ.
de Lisboa, Av. Prof. Gama Pinto, Portugal
ORAL
43. A THEORETICAL STUDY OF THE HYDRODYNAMIC
BEHAVIOUR OF FLUIDIZED BEDS OPERATED UNDER REDUCED PRESSURE
Sayali Zarekar1, Franziska Sondej1,
Andreas Bück1, Evangelos Tsotsas1 & Michael Jacob2
1 Thermal Process Engineering, Otto-von-Guericke University, Germany
2 Glatt Ingenieurtechnik GmbH, Germany
POSTER
44. JAMMING AND THE ONSET OF GRANULATION IN A MODEL PARTICLE SYSTEM
Daniel J. M. Hodgson & Wilson C. K. Poon
School of Physics and Astronomy, James Clerk Maxwell Building, The University of Edinburgh, UK ORAL
45. FUZZY COMPREHENSIVE EVALUATION OF POWDERS IN ULTRAFINE GRINDING
Zhenfu Luo1, Zaisheng Zhu2, Yuemin Zhao1 & Yunfei Qin1
1 School of Chemical Engineering and Technology, China University of Mining & Technology, China
2 Huainan Mining Industry Group Coal Preparation Branch, Anhui, China
ORAL
46. AMORPHOUS SOLID DISPERSIONS OF BCS CLASS II
DRUGS: A RATIONAL APPROACH TO SOLVENT
AND POLYMER SELECTION
Mark T. Davis1,3, David P. Egan2,3,
Manuel Kuhs1,3, Ahmad B.
Albadarin1,3, Ciara S. Griffin1,3, John
A. Collins2,3 & Gavin M. Walker1,2,3
1 Solid State Pharmaceutical Centre, SSPC, University of Limerick, Limerick, Ireland
2 Pharmaceutical Manufacturing Technology Centre, PMTC, University of Limerick, Limerick, Ireland
3 Materials and Surface Science Institute, MSSI, University of Limerick, Limerick, Ireland
ORAL
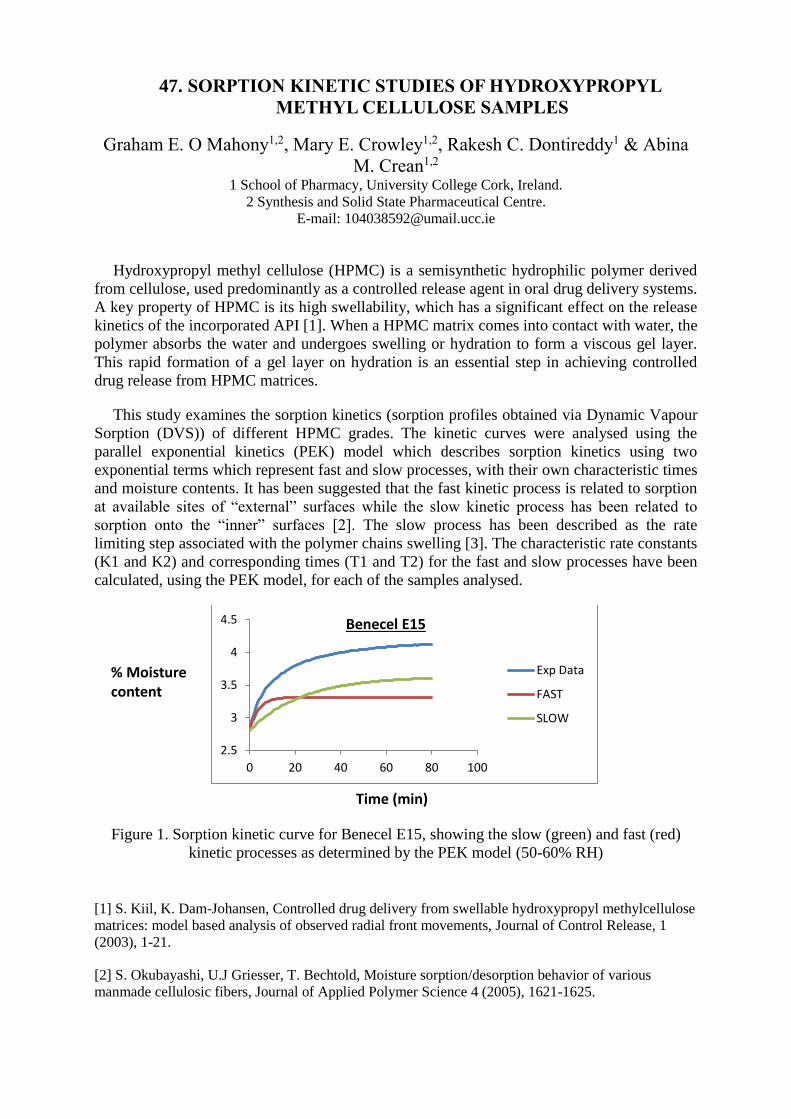
47. SORPTION KINETIC STUDIES OF HYDROXYPROPYL
METHYL CELLULOSE SAMPLES
Graham E. O Mahony1,2, Mary E.
Crowley1,2, Rakesh C. Dontireddy1 & Abina M. Crean1,2
1 School of Pharmacy, University College Cork, Ireland
2 Synthesis and Solid State Pharmaceutical Centre
ORAL
48. COMPRESSION ANALYSIS FOR ASSESSMENT OF PELLET PLASTICITY
Ann-Sofie Persson, Josefina Nordström, Göran Frenning & Göran
Alderborn
Department of Pharmacy, Uppsala University, Sweden ORAL
49. CFD-PBE SIMULATION TO PREDICT PARTICLE
GROWTH IN A FLUIDIZED BED MELT GRANULATION BATCH PROCESS
Philipp Lau & Matthias Kind Karlsruhe Institute of Technology, Department of Thermal Process Engineering, Germany ORAL
50. MONO-MODAL PARTICLE SIZE DISTRIBUTIONS IN
TWIN-SCREW GRANULATION - DO NOT FORGET
THE FEEDING SYSTEMS
Robin Meier1, Markus Thommes1,
Markus Krumme2, Norbert
Rasenack2, Klaus-Peter Moll2 & Peter Kleinebudde1
1 Institute of Pharmaceutics and Biopharmaceutics, Heinrich-Heine-University, Germany
2 Novartis AG, Basel, Switzerland
ORAL
51. STRUCTURE AND PROPERTIES OF ACTIVE ENZYME MICROCAPSULES FORMED BY SPRAY DRYING
WITH 3-FLUID NOZZLE
Martin Jakubec, Monika Majerská, Vojtěch Klimša, Ondřej Kašpar &
František Štěpánek
Laboratory of Chemical Robotics, Institute of Chemical Technology Prague, Czech Republic ORAL
52. CONTINUUM MODELING OF DENSE AND DILUTE
PARTICLE FLOWS IN HIGH SHEAR GRANULATION
Mohammad Khalilitehrani, Eva María
Gómez Fino, Per J. Abrahamsson &
Department of Chemical Engineering, Chalmers University of Technology, Sweden POSTER
Page 5
List of Abstracts for 2015 Granulation Workshop Updated on: 2015-06-10 at 15:58 GMT
Anders Rasmuson
53. FEM STUDY OF DIFFERENT ROLL COMPACTOR SEALING SYSTEM DESIGN
Alon Mazor, Lucia Perez-Gandarillas, Abderrahim Michrafy & Alain deRyck
Universitè de Toulouse, Mines Albi, CNRS, Centre RAPSODEE, Campus Jarlad, France POSTER
54. ON THE ROLE OF POROSITY FOR THE COMPRESSIBILITY AND TABLET TENSILE
STRENGTH OF GRANULES PREPARED BY DRY AND WET GRANUALTION
Josefina Nordström & Göran Alderborn
Department of Pharmacy, Uppsala University, Sweden POSTER
55. EFFECTS OF WATER QUANTITY ON TABLETS PROPERTIES MADE BY HIGH SHEAR
GRANULATION WITH L-HPC
Andreas Sauer1, Miyuki Fukasawa2 & Naosuke Maruyama3
1 SE-PFMD, Germany
2 Shin Etsu Chemical Co., Ltd, Cellulose Technical Support Center, Yokohama, Japan
3 Shin Etsu Chemicals Co., Specialty Research Center, Niigata, Japan
POSTER
56. NEW INSIGHTS IN SCALE UP OF SPHERONIZATION PROCESS
Dennis Thaete, Elena Reitz & Markus Thommes
Institute of Pharmaceutics and Biopharmaceutics, Heinrich-Heine-University, Germany, POSTER
57. MICROSCOPIC MEASUREMENT OF LAYER
THICKNESS OF COATED PELLETS
Mario Scharmer1, Stefanie Bartsch1,
Jürgen Kodura1, Dimitri Wiegel2,
Bertram Wolf2 & Ingo Schellenberg1
1 Center of Life Sciences, Institute of Bioanalytical Sciences Anhalt University of Applied Science,
Germany
2 Department of Applied Biosciences and Process Engineering, Anhalt University of Applied Sciences,
Germany
ORAL
58. FLUID-BED MELT GRANULATION: GROWTH REGIME PREDICTION
M. Villa, I. Cotabarren, D. Bertín, J. Piña & V. Bucalá
Department of Chemical Engineering, PLAPIQUI, Universidad Nacional del Sur, CONICET, Argentina.
POSTER
59. ROLL COMPACTION AS AN ALTERNATIVE TO SPRAY-DRYING FOR THE PROCESSING OF Α-
LACTOSE MONOHYDRATE IN DIRECT COMPRESSION APPLICATIONS
Deeb Abu-Fara1, Iyad Rashid2, khouloud Alkhamis3, Mohammed
Shubair4, Mahmoud Al-Omari2, Adnan Badwan2
1 Chemical Engineering Department, University of Jordan, Jordan
2 The Jordanian Pharmaceutical Manufacturing Company, Jordan
3 Faculty of Pharmacy, Jordan University of Science and Technology, Jordan
4 Department of Pharmaceutics and Pharmaceutical Technology, Petra University, Amman, Jordan
ORAL
60. COMPUTATIONAL FLUID DYNAMIC SIMULATION OF A PERFORATED ROTATING BUCKET: AN
INDUSTRIAL CASE STUDY
Samuel Verdier1, Erwan Jarry1, Peter Olley2 & Nejat Rahmanian2
1 CESI Saint-Nazaire (Engineering School), France
2 School of Engineering and Informatics, University of Bradford, Bradford, UK
POSTER
61. ESTIMATION OF DESIGN SPACE FOR AN
EXTRUSION-SPHERONIZATION PROCESS USING RESPONSE SURFACE METHODOLOGY AND
ARTIFICIAL NEURAL NETWORK MODELING
Tamás Sovány1, Zsófia Tislér1,
Katalin Kristó1, András Kelemen2,
& Géza Regdon jr. 1
1 Department of Pharmaceutical Technology, University of Szeged, Hungary
2 Department of Computer Sciences, University of Szeged, Hungary
ORAL
62. EXPERIMENTAL INVESTIGATIONS TOWARDS
UNDERSTANDING IMPORTANT PARAMETERS IN WET DRUM GRANULATION OF BIOMASS
Klein E. Ileleji1, Rose P. Ambrose2,
Yi Li1 & Perry H. Doane3
1 Purdue University, USA
2 Kansas State University, USA
3 ADM Research, USA
ORAL
63. PRODUCTION OF SELF-EMULSIFYING GRANULES
BY HIGH SHEAR GRANULATION PROCESS
Erica Franceschinis1, Andrea C.
Santomaso2, Laura Benda1, Beatrice Perissutti3, Dario Voinovich3 &
Nicola Realdon1
1 University of Padua, Italy
2 University of Padova, Italy
3 University of Trieste, Italy
ORAL
64. CHARACTERIZATION OF INDOMETHACIN
MICROPARTICLES FOR INHALATORY ADMINISTRATION
Nazareth E. Ceschan, Loreana C.
Gallo, Verónica Bucalá & María V. Ramírez-Rigo
Universidad Nacional del Sur (UNS), Argentina POSTER
65. INFLUENCE OF SPRAY DRYING PARAMETERS ON INTERNAL STRUCTURE AND MECHANICAL
PROPERTIES OF GRANULES
Susanna Eckhard & Manfred Fries Fraunhofer Institute for Ceramic Technologies and Systems IKTS, Germany ORAL
66. THE COMPRESSION BEHAVIOR OF BINARY AND
TERNARY EXCIPIENT BLENDS OF DIFFERENT MECHANICAL PROPERTIES
Faysal Al-akayleh1, Iyad Rashid2,
Mahmoud Al-Omari2, Mohammed shubair1, Adnan Badwan2
1 Petra University, Jordan
2 The Jordanian Pharmaceutical Manufacturing Company, Jordan
POSTER
Page 6
List of Abstracts for 2015 Granulation Workshop Updated on: 2015-06-10 at 15:58 GMT
67. HIGH SHEAR GRANULATION PROCESS USING
CRYSTALLINE SUGARS
Erica Franceschinis1, Chiara Pialorsi1,
Andrea C. Santomaso2, Federico Zorzi3, Gabriella Salviulo3 & Nicola
Realdon1
1 University of Padua, Italy
2 University of Padova, Italy
3 University of Padova, Italy
ORAL
68. FLUIDIZED-BED MELT GRANULATION:
POPULATION BALANCE MODELLING TO IDENTIFY THE AGGREGATION KERNEL
M. Villa, D. Bertín, I. Cotabarren, J.
Piña & V. Bucalá
Universidad Nacional del Sur, CONICET, Argentina POSTER
69. THE IMPORTANCE OF MIXING VESSEL CONFIGURATIONS ON THE DISPERSION OF FOOD
POWDERS IN WATER
W. Robert Mitchell1, 2, Laurent Forny3, Tim O. Althaus4, Gerhard
Niederreiter2, Stefan Palzer1, 5,
Michael J. Hounslow1 & Agba D. Salman5
1 University of Sheffield, UK
2 Nestlé Product Technology Center, Switzerland
3 Nestlé Research & Development, Singapore
4 Nestlé Product Technology Center, UK
5 Nestlé Corporate Headquarters, Switzerland
POSTER
70. ANALYSIS OF A TWIN-SCREW GRANULATION
PROCESS USING A COMBINED EXPERIMENTAL AND COMPUTATIONAL APPROACH
Ashish Kumar1,2, Jurgen
Vercruysse3, Krist V. Gernaey 4, Thomas De Beer 2,* & Ingmar
Nopens1
1 Ghent University, Belgium
2 Ghent University, Belgium
3 Ghent University, Ghent, Belgium
4 Technical University of Denmark, Denmark
POSTER
71. FINITE VOLUME APPROXIMATIONS OF POPULATION BALANCE EQUATIONS
Jitraj Saha1, Jitendra Kumar1, Andreas Bück2 & Evangelos Tsotsas2
1 Indian Institute of Technology, India
2 Otto-von-Guericke University, Germany
ORAL
72. EFFECT OF POLYMERS ON THE STABILITY OF
ANHYDROUS OLANZAPINE DURING PROCESSING
Maria Paisana1, Martin Wahl 2 & João
F. Pinto3
1 Universidade de Lisboa, Portugal
2 Universität Tübingen, Germany
POSTER
73. KINETICS OF IMBIBITION OF A COLLOIDAL AGGREGATE
Alban Debacker1,2, Stanislav Makarchuk1, Didier Lootens2 &
Pascal Hébraud1
1 IPCMS/CNRS, France
2 SIKA, Switzerland
ORAL
74. DEVELOPMENT OF REGIME MAP FOR STEADY-
STATE HIGH SHEAR WET TWIN-SCREW GRANULATION
Ashish Kumar1,2, Jens Dhondt2,
Jurgen Vercruysse3, Fien De Leersnyder2, Valérie Vanhoorne3,
Krist V. Gernaey 4, Thomas De Beer
2,* & Ingmar Nopens1
1 BIOMATH, Ghent University, Belgium
2 Ghent University, Belgium
3 Ghent University, Ghent, Belgium
4 Technical University of Denmark, Denmark
ORAL
75. COMPARISON OF EXCIPIENT ONLY & DRUG
FORMULATIONS FOR TWIN-SCREW CONTINUOUS GRANULATOR
Ian P. Gabbott, Adam Khan & Gavin
K. Reynolds
Pharmaceutical Development, AstraZeneca, Macclesfield, UK POSTER
76. THE APPLICATION OF TERAHERTZ PULSED IMAGING IN CHARACTERISING DENSITY
DISTRIBUTION OF ROLL-COMPACTED RIBBONS
Chuan-Yu Wu1, Jianyi Zhang1, Chunlei Pei1, Serena Schiano1 &
David Heaps2
1 Department of Chemical and Process Engineering, University of Surrey, UK
2 Advantest Inc., Princeton, USA
ORAL
77. DE-MIXING CHARACTERISTICS OF FINE COAL IN
AN AIR DENSE MEDIUM FLUIDIZED BED
Pengfei Zhao1, Yuemin Zhao2,
Zhenfu Luo2 & Ran Zhu1
1 China University of Mining and Technology, China
2 China University of Mining and Technology, China
POSTER
78. THE COMBINED EFFECT OF WET GRANULATION PROCESS PARAMETERS AND GRANULE MOISTURE
CONTENT ON TABLET QUALITY ATTRIBUTES
Farhan Al Husban & Ian P. Gabbott AstraZeneca, UK ORAL
79. INFLUENCE OF LIQUID FORMULATION AND IMPACT CONDITIONS ON THE WETTING OF
HYDROPHOBIC SURFACES BY AQUEOUS
POLYMERIC SOLUTIONS
Amal Khoufech, Mohammed Benali, Jérémie Castello & Khashayar Saleh
Laboratoire de Transformations Intégrées de la Matière Renouvelable, France ORAL
Page 7
List of Abstracts for 2015 Granulation Workshop Updated on: 2015-06-10 at 15:58 GMT
80. A ROBUSTNESS STUDY OF AN EXTENDED-
RELEASE TABLET FORMULATION USING A SAMPLE KIT OF HYPROMELLOSE FOR QBD
CONCEPT
Shilpa Mistry1, Takafumi Hoshino2 &
Hiroyasu Kokubo2
1 Shin-Etsu Pharma & Food Materials Distribution GmbH, Germany
2 Shin-Etsu Chemical Co., Ltd., Japan
POSTER
81. EVALUATION OF A NEW CO-PROCESSED
EXCIPIENT FOR ORALLY-DISINTEGRATING TABLETS
S. Mistry1, Y. Hirama2, S. Obara2 &
N. Maruyama2
1 Shin-Etsu Pharma & Food Materials Distribution GmbH, Germany
2 Shin-Etsu Chemical Co., Ltd., Japan
POSTER
82. THE INTERDEPENDENCY OF MATERIAL, PROCESS AND EQUIPMENT PARAMETERS FOR EXTRUSION-
SPHERONISATION FORMULATIONS
John A. Collins1, Ahmad B. Albadarin2, Mark T. Davis2, David
Egan3, Ciara S. Griffin2 & Gavin M.
Walker1,2,4
1 University of Limerick, Ireland
2 University of Limerick, Ireland
3 University of Limerick, Ireland
4 Queens University Belfast, UK
POSTER
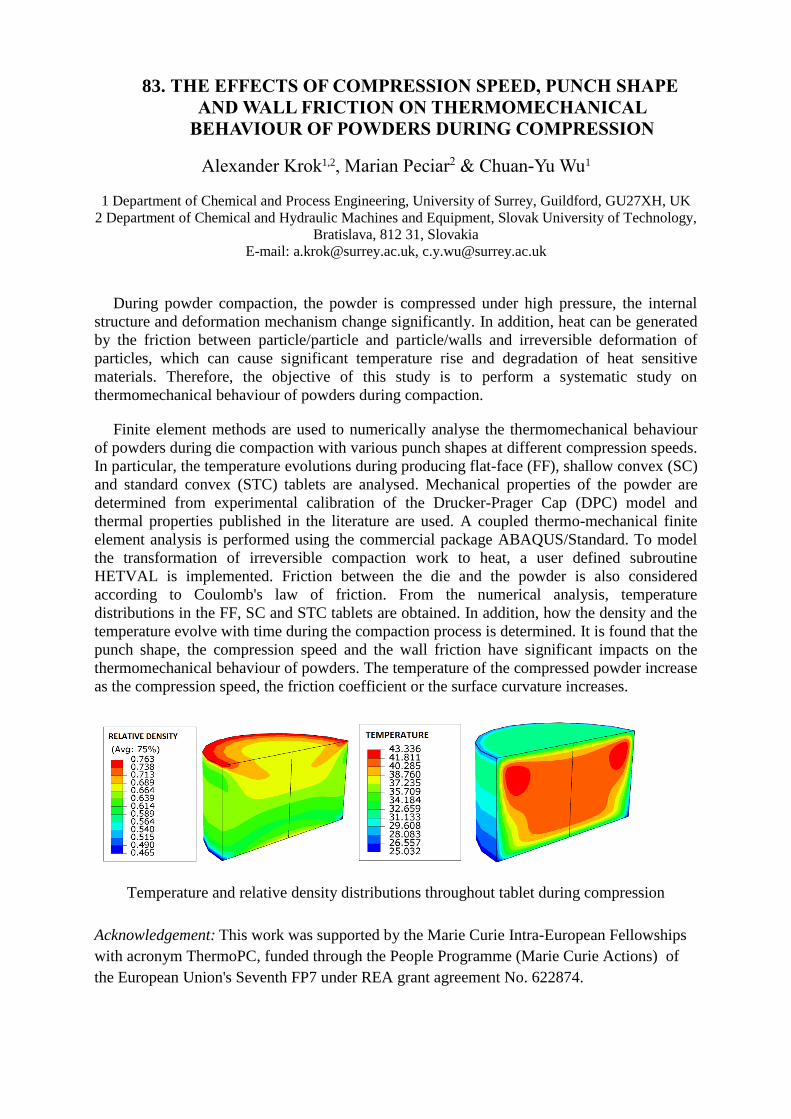
83. THE EFFECTS OF COMPRESSION SPEED, PUNCH SHAPE AND WALL FRICTION ON
THERMOMECHANICAL BEHAVIOUR OF POWDERS
DURING COMPRESSION
Alexander Krok1,2, Marian Peciar2 & Chuan-Yu Wu1
1 University of Surrey, UK
2 Slovak University of Technology, Slovakia
POSTER
84. EFFECTS OF POLYMER TYPE, PARTICLE SIZE AND
ADDITIVE ON THE MICROMERITIC AND DISSOLUTION PROPERTIES OF THEOPHYLLINE
GRANULES AND TABLETS
E.I Akpabio1, O.N.C. Umeh2, M.O.
Emeje3 & S.I. Ofoefule2
1 University of Uyo, Nigeria
2 University of Nigeria, Nsukka
3 National Institute for Pharmaceutical Research and Development, Nigeria
ORAL
85. MICRO-STRUCTURE OF MALTODEXTRIN
AGGLOMERATES PRODUCED IN FLUIDIZED BED
Reihaneh Pashminehazar, Abdolreza
Kharaghani & Evangelos Tsotsas
Otto von Guericke University Magdeburg, Germany ORAL
86. INVESTIGATING THE EXTRUSION-SPHERONISATION OF PHARMACEUTICAL PASTES
Matthew P. Bryan, Sarah L. Rough & D. Ian Wilson
New Museums Site, UK ORAL
87. REDUCTION OF ENERGY CONSUMPTION IN
FLUIDIZED BED GRANULATION PROCESSES
Lisa Mielke1, Torsten Hoffmann1,
Mirko Peglow2, Markus Henneberg3,
Andreas Bück1 & Evangelos Tsotsas1
1 Otto-von-Guericke University, Germany
2 IPT Pergande GmbH, Germany
3 Anhaltinische Verfahrens- und Anlagentechnik GmbH, Germany
POSTER
88. DROP IMPACT BEHAVIOUR ON ALTERNATELY HYDROPHOBIC AND HYDROPHILIC LAYERED
BEAD PACKS
Shaun Atherton1, Christopher A. E. Hamlett1, Neil J. Shirtcliffe2, Glen
McHale3, Sujung Ahn4, Stefan H.
Doerr4, Robert Bryant4 & Michael I. Newton1
1 Nottingham Trent University, UK
2 Department of Technology and Bionics, Germany
3 Northumbria University, UK
4 Swansea University, UK
ORAL
89. STOCHASTIC MODELING OF LAYERING GROWTH PROCESSES IN FLUIDIZED BEDS
Christian Rieck, Andreas Bück & Evangelos Tsotsas
Otto-von-Guericke-University, Germany POSTER
90. IMPACT OF SCREW CONFIGURATION ON THE PARTICLE SIZE DISTRIBUTION OF GRANULES
PRODUCED BY TWIN SCREW GRANULATION
J. Vercruysse1, A. Burggraeve2, M. Fonteyne3, P. Cappuyns4, U. Delaet5,
I. Van Assche5, T. De Beer3, J.P.
Remon1 & C. Vervaet1
1 Ghent University, Belgium
2 Janssen Pharmaceutica, Beerse
3 Ghent University, Belgium
4 Janssen Pharmaceutica, Beerse
5 Janssen Pharmaceutica, Beerse
POSTER
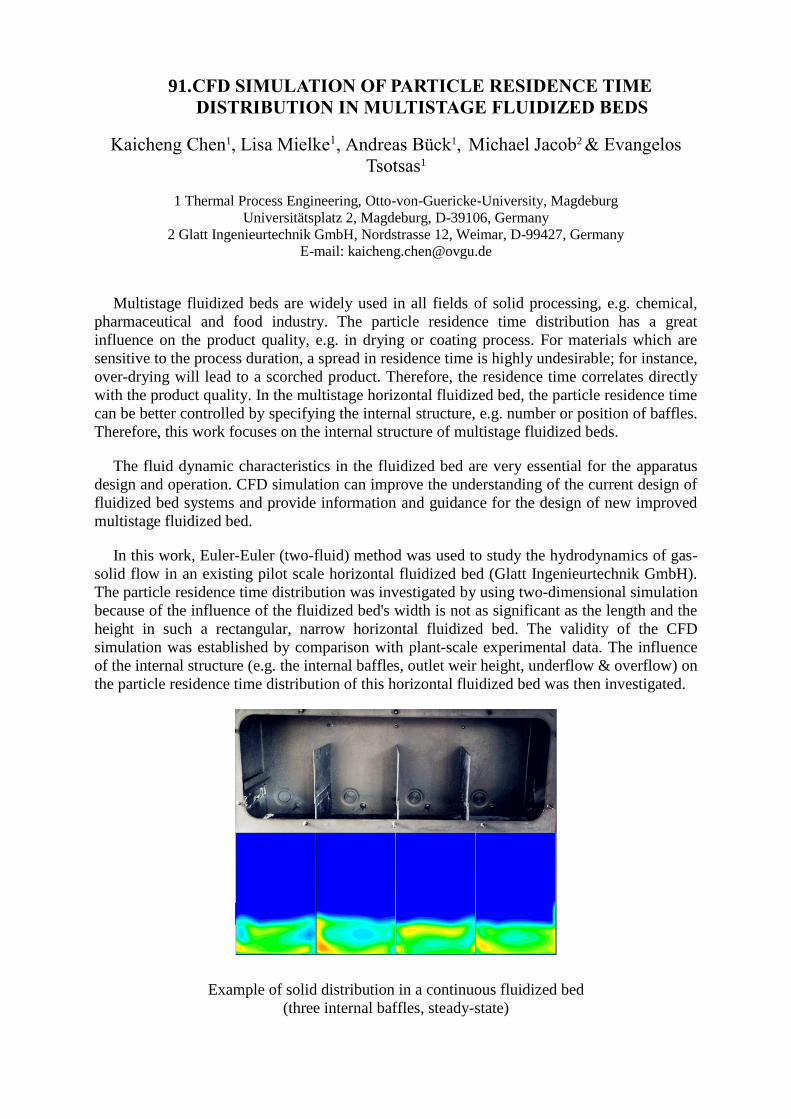
91. CFD SIMULATION OF PARTICLE RESIDENCE TIME DISTRIBUTION IN MULTISTAGE FLUIDIZED BEDS
Kaicheng Chen1, Lisa Mielke1, Andreas Bück1, Michael Jacob2 &
Evangelos Tsotsas1
1 Otto-von-Guericke-University, Germany
2 Glatt Ingenieurtechnik GmbH, Germany
POSTER
92. POPULATION BALANCE MODELING OF SPRAY GRANULATION
IN HORIZONTAL FLUIDIZED BEDS
Katja Meyer, Reihaneh Pashminehazar, Andreas Bück &
Evangelos Tsotsas
Otto-von-Guericke University, Germany POSTER
Page 8
List of Abstracts for 2015 Granulation Workshop Updated on: 2015-06-10 at 15:58 GMT
93. EXPERIMENTAL INVESTIGATION OF PROCESS
STABILITY OF CONTINUOUS SPRAY FLUIDIZED BED LAYERING PROCESSES
Martin Schmidt, Christian Rieck,
Andreas Bück & Evangelos Tsotsas
Otto-von-Guericke University, Germany POSTER
94. ELIMINATING BI-MODAL PSD’S IN A CONTINUOUS TWIN SCREW WET GRANULATION PROCESS
Jim Holman1 & Tessa Van Hoek2 1 GEA Pharma Systems Ltd, UK
2 GEA Pharma System nv, Belgium
POSTER
95. MANUFACTURING AND MECHANICAL TESTING OF
BRIQUETTES FROM INERTINITE-RICH HIGH ASH COAL FINES USING VARIOUS BINDERS
Nthabiseng T. Modiri1, John R.
Bunt1, 2, Hein W.J.P. Neomagus1 & Frans B. Waanders1
1 North-West University, South Africa
2 Sasol Technology (PTY) Ltd., South Africa
POSTER
96. EFFECT OF HIGH-SHEAR WET GRANULATION PROCESS SCALE-UP ON THE DISSOLUTION
KINETICS OF HIGH-ACTIVE PHARMACEUTICAL GRANULES
David Smrčka1, Jiří Dohnal2 & František Štěpánek1
1 Institute of Chemical Technology Prague, Czech Repblic
2 Zentiva, k.s., Czech Republic
ORAL
97. DISCRETE ANALYSIS OF PARTICLE COLLISION
BEHAVIOR IN FLUIDIZED BEDS
Thomas Hagemeier, Zhaochen Jiang,
Andreas Bück & Evangelos Tsotsas
University of Magdeburg, Germany ORAL
98. MESOSCALE MODEL AND EXPERIMENTAL ANALYSIS OF COLLOIDS AGGREGATION FOR
COATING AND BINDER FORMULATION
Jarray Ahmed, Gerbaud Vincent & Hémati Mehrdji
Université de Toulouse, France ORAL
99. EXPERIMENTAL AND CFD SIMULATION FOR A LAB-SCALE FLUDIZED BED GRANULATION
PROCESS WITH WURSTER TUBE
Haigang Wang1, Guzhi Qiu1, Jiamin Ye1 & Wuqiang Yang2
1 Chinese Academy of Sciences, UK
2 University of Manchester, UK
ORAL
100. DEVELOPMENT OF A CONTROLLED RELEASE FORMULATION BY CONTINUOUS TWIN SCREW
GRANULATION
Valérie Vanhoorne1, Jurgen Vercruysse1, Fien De Leersnyder2,
Thomas De Beer2 Jean-Paul Remon1 & Chris Vervaet1
1 Laboratory of Pharmaceutical Technology, Ghent University, Belgium
2 Laboratory of Pharmaceutical Process Analytical Technology, Ghent University, Belgium
POSTER
101. ASYMMETRIC DISTRIBUTION IN TWIN SCREW
GRANULATION
Tim Chan Seem1, Neil A. Rowson1,
Ian Gabbot2, Marcel de Matas2, Gavin
K. Reynolds2 & Andy Ingram1
1 School of Chemical Engineering, University of Birmingham, Edgbaston, Birmingham, UK
2 Pharmaceutical Development, AstraZeneca, Macclesfield, UK
ORAL
102. ROLL COMPACTION OF SPRAY-DRIED MANNITOL
USING DIFFERENT COMPACTION DESIGNS AND PROCESS PARAMETERS
Kitti Csordas & Peter Kleinebudde Institute of Pharmaceutics and Biopharmaceutics, Heinrich-Heine-University, Dusseldorf, Germany POSTER
103. PRACTICAL APPLICATION OF UNIFIED COMPACTION CURVE TO ROLLER COMPACTION
FORMULATION DESIGN AND EQUIPMENT TRANSFER
Gavin K. Reynolds, Ron J. Roberts, S. Claxton, Andreja Mirtic & Jeff Parry
Pharmaceutical Development, AstraZeneca, Macclesfield, UK POSTER
104. CONTROL STRATEGIES FOR ALTERNATIVE CONFIGURATIONS IN CONTINUOUS INDUSTRIAL
GRANULATION PROCESSES
Ivana M. Cotabarren, Diego E. Bertín, Verónica Bucalá & Juliana Piña
Department of Chemical Engineering, PLAPIQUI, Universidad Nacional del Sur, CONICET, Argentina
ORAL
105. IMPROVED MICROENCAPSULATION PROCESS FOR
PROBIOTICS BY BOTTOM SPRAY FLUIDIZED BED GRANULATION AND WURSTER COATING WITH
MALTODEXTRIN AND SHELLAC
Ádám Gy. Nagy1,2, Christopher
Beermann2 & Günter J. Esper2
1 Erdősor Street 4. X./60. H-1046, Budapest, Hungary
2 Faculty of Food Technology, University of Applied Sciences of Fulda, Germany
ORAL
106. UNDERSTANDING CONTENT NON-HOMOGENEITY IN HIGH SHEAR WET GRANULATION: EFFECTS OF POWDER SEGREGATION, PREFERENTIAL WETTING
AND SOLUBILITY
Sarang S. Oka 1, Heather N. Emady1, Ondřej Kašpar2, Viola Tokárová2, František Štěpánek2, Rohit
Ramachandran1 & Fernando J.
Muzzio1
1 Department of Chemical & Biochemical Engineering, Rutgers, The State University of New Jersey, USA
2 Department of Chemical Engineering, Institute of Chemical Technology Prague, Czech Republic
POSTER
Page 9
List of Abstracts for 2015 Granulation Workshop Updated on: 2015-06-10 at 15:58 GMT
107. EVALUATION OF THE TABLET SURFACE FLOW
VELOCITIES WITHIN PAN COATERS WITH IMPLICATION TO PROCESS UNDERSTANDING
Rok Dreu1, Gregor Toschkoff2,
Adrian Funke3, Andreas Altmeyer4, Klaus Knop5, Johannes Khinast2 &
Peter Kleinebudde5
1 Department of Pharmaceutical Technology, University of Ljubljana, Slovenia
2 Research Center Pharmaceutical Engineering GmbH, Austria
3 Global Chemical and Pharmaceutical Development, Bayer Pharma AG, Germany
4 L.B. Bohle Maschinen Verfahren GmbH, Germany
5 Institute of Pharmaceutics and Biopharmaceutics, Heinrich Heine University, Germany
ORAL
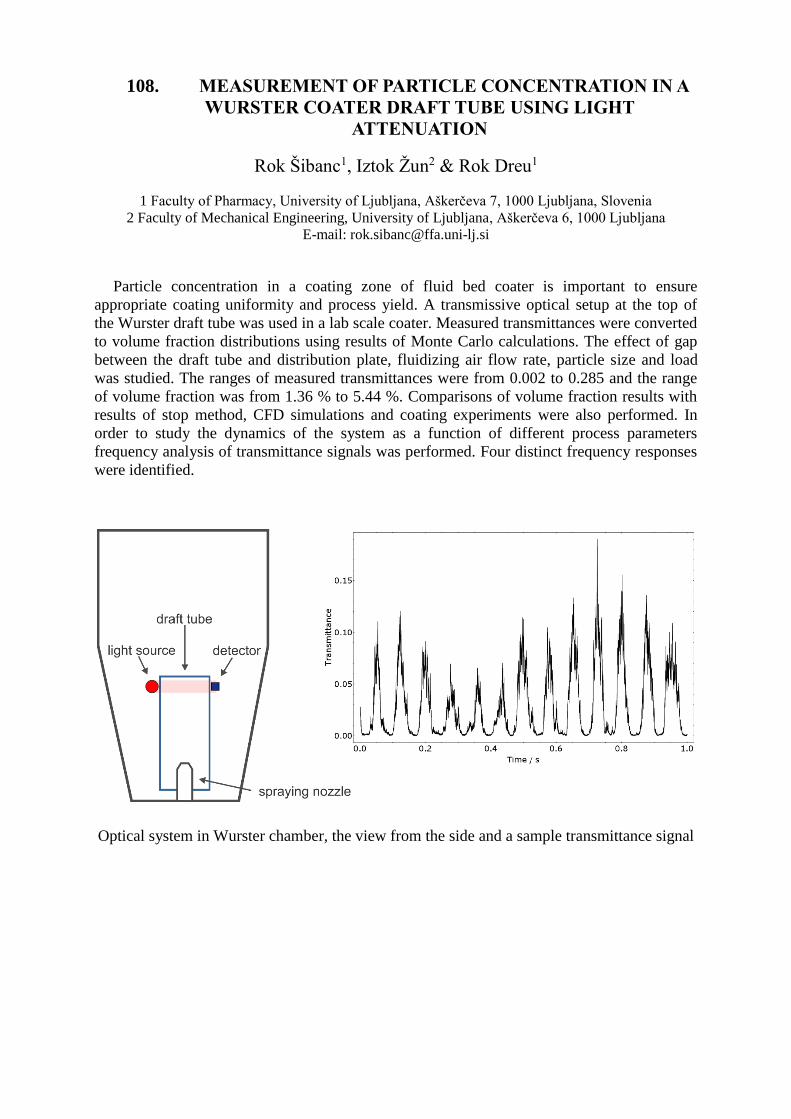
108. MEASUREMENT OF PARTICLE CONCENTRATION IN A WURSTER COATER DRAFT TUBE USING LIGHT
ATTENUATION
Rok Šibanc1, Iztok Žun2 & Rok Dreu1
1 Faculty of Pharmacy, University of Ljubljana, Slovenia
2 Faculty of Mechanical Engineering, University of Ljubljana, Slovenia
ORAL
109. INFLUENCE OF MODIFIED WURSTER DRAFT TUBE
ON COATING UNIFORMITY OF PELLETS
Matevž Luštrik & Rok Dreu Department of Pharmaceutical Technology, Faculty of pharmacy, University of Ljubljana, Slovenia POSTER
110. EFFECTS OF TYPE OF BATCH GRANULATOR ON FORMATION OF SEEDED GRANULES
Mbako Jonas & Nejat Rahmanian School of Engineering and Informatics, University of Bradford, Bradford, UK ORAL
111. INFLUENCE OF EXCIPIENT MATERIAL PROPERTIES ON A DRY GRANULATION PROCESS
Mary E. Crowley1,2, Graham E. O Mahony1,2 Micheal A.P. McAuliffe3,
Rakesh C. Dontireddy1 & Abina M.
Crean1,2
1 School of Pharmacy, University College Cork, Ireland
2 Synthesis and Solid State Pharmaceutical Centre
3 Centre for Advanced Photonics and Process Analysis, Applied Physics and Instrumentation
Department, Cork Institute of Technology, Cork
POSTER
112. THE DEVELOPMENT OF AN NIR INTERFACING
DEVICE FOR THE IN-LINE MONITORING OF A CONTINUOUS TWIN-SCREW GRANULATION
PROCESS
Fien De Leersnyder1, Elisabeth
Peeters2, Chris Vervaet2, Jean Paul Remon2 & Thomas De Beer1
1 Laboratory of Pharmaceutical Process Analytical Technology, Belgium
2 Laboratory of Pharmaceutical Technology, Belgium
POSTER
113. EVALUATION OF OPERATING MODE AND SEED
PARTICLE SIZE ON TOP SPRAY FLUIDIZED BED ENCAPSULATION OF HERBAL EXTRACT BY
PRESSURE FLUCTUATION ANALYSIS
Lucimara Benelli & Wanderley P.
Oliveira
Laboratory of R&D on Pharmaceutical Process, LAPROFAR, University of São Paulo, Faculty of
Pharmaceutical Sciences of Ribeirão Preto, Brazil
ORAL
114. COMPARTMENTAL APPROACH TO WET
GRANULATION MODELS WITHIN A
FLOWSHEETING FRAMEWORK
Daniel A. Pohlman1, David Slade3,
Sean Bermingham3, Mark Bollinger4,
Poul Bach4, & James D. Litster1,2
1 Department of Chemical Engineering, Purdue University, USA
2 Department of Industrial and Physical Pharmacy, Purdue University, USA
3 Process Systems Enterprise Limited, United Kingdom
4 Novozymes A/S, Denmark
POSTER
115. THE INFLUENCE OF MANUFACTURING METHOD ON PHYSICAL PROPERTIES AND DRUG RELEASE
FROM PUSH PULL OSMOTIC PUMP (PPOP) PRODUCTS
Gus LaBella1, Manish Ghimire2, Manish Rane1 & Piyush Patel1
Colorcon, Inc., USA
Colorcon Ltd., Flagship House Victory Way Dartford Kent DA2 6Q, UK
POSTER
116. EFFECT OF VARYING PROCESS PARAMETERS ON GRANULE SIZE DISTRIBUTION OF ROLL
COMPACTED MCC, MANNITOL AND THEIR
MIXTURES
Ana Pérez Gago & Peter Kleinebudde Institute of Pharmaceutics and Biopharmaceutics, Heinrich-Heine-University, Germany POSTER
117. COMPRESSIVE STRENGTH OF PHARMACEUTICAL
PELLETS SPRAY COATED IN A WURSTER
FLUIDIZED BED
Alexander Russell1, Rok Šibanc2,
Peter Müller1, Rok Dreu2 & Jürgen
Tomas1
1 Chair for Mechanical Process Engineering, Otto von Guericke University of Magdeburg, Germany
2 Chair for Pharmaceutical Technology, Faculty of Pharmacy, University of Ljubljana, Slovenia
POSTER
118. IMPROVING THE FUNCTIONAL PERFORMANCE OF EXCIPIENTS: EMPLOYING THE KNOWLEDGE OF
INTERACTIVE MIXING
Sharad Mangal, Felix Meiser, David AV. Morton & Ian Larson
Drug Delivery, Disposition and Dynamics, Monash Institute of Pharmaceutical Science, Australia ORAL
119. ADVANCED CHARACTERISATION AND MODELLING TO PREDICT IRON ORES
Rafael J. Contreras1, Frédéric Van Loo1, Maxime Evrard2, Marek
1 Centre for Research in Metallurgy, Avenue du bois St. Jean/21 Liège, Belgium
2 Department of Chemical Engineering, Institute of Chemical Technology Prague, Czech Republic
POSTER
Page 10
List of Abstracts for 2015 Granulation Workshop Updated on: 2015-06-10 at 15:58 GMT
GRANULATION BEHAVIOUR Schöngut3, Eric Pirard2 & František
Štěpánek3
3 Department Génie Minéral, Matériaux et Environnement, University of Liège, Belgium
120. DEVELOPMENT OF DRY GRANULATES: FROM CA.
25 GRAMS PER FORMULATION TOWARDS LARGE SCALE ROLLER COMPACTION (WITH A GERTEIS
MACRO OR MINI-PACTOR)
Barbara Fretter 1, Katharina Freischlad
1 & Robert F. Lammens 2
1 Solids Development Consult GmbH, Germany
2 Gerteis Maschinen + Processengineering AG, Switzerland
ORAL
121. GRANULATION OF BIOWASTE INTO GREEN FERTILIZER: OPTIMISATION OF THE ENERGY
CONSUMPTION OF A GRANULATION PLANT USING ASPEN PLUS
Emma Stuart, Yoann F. Glocheux, Matheus R. Mendes de Araújo, Ahmad
B. Albadarin & Chirangano Mangwandi
Queen's University Belfast, School of Chemistry and Chemical Engineering, UK
POSTER
122. INVESTIGATION OF NUCLEATION IN TWIN SCREW GRANULATOR USING COMPACT POWDER BEDS
Qing Ai, Ranjit M. Dhenge, Michael J. Hounslow & Agba D. Salman
Department of Chemical and Biological Engineering, University of Sheffield, UK POSTER
123. SPOUTING IN A PRISMATIC BED: A NUMERICAL
AND EXPERIMENTAL EVALUATION
Vitalij Salikov1, Stefan Heinrich1,
Sergiy Antonyuk2, Vinayak S.
Sutkar3, Niels G. Deen3 & J.A.M. Kuipers3
1 Institute of Solids Process Engineering and Particle Technology, Hamburg University of Technology,
Germany
2 Particle Process Engineering, Department of Mechanical and Process Engineering, University of
Kaiserslautern, Germany
3 Multiphase Reactors Group, Department of Chemical Engineering and Chemistry, NL
ORAL
124. TWIN SCREW GRANULATION: EFFECT OF FILL LEVEL
Sushma V. Lute, Ranjit M. Dhenge, Michael J. Hounslow & Agba D.
Salman
Department of Chemical and Biological Engineering, University of Sheffield, UK POSTER
125. MAGNETIC PARTICLE TRACKING: ANALYSIS OF THE PARTICLE MOTION IN ROTOR BASED
GRANULATION EQUIPMENT
Johannes Neuwirth & Stefan Heinrich Institute of Solids Process Engineering and Particle Technology, Hamburg University of Technology, Germany
POSTER
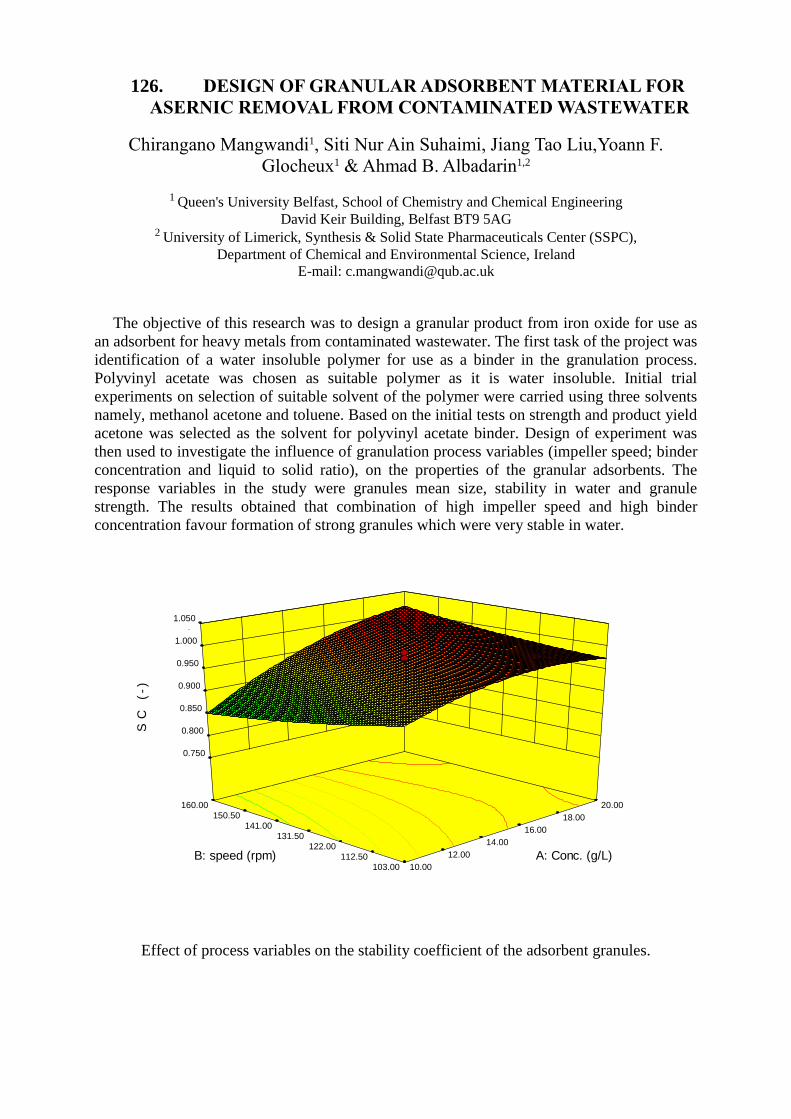
126. DESIGN OF GRANULAR ADSORBENT MATERIAL FOR ASERNIC REMOVAL FROM CONTAMINATED
WASTEWATER
Chirangano Mangwandi1, Siti Nur Ain Suhaimi, Jiang Tao Liu,Yoann F.
Glocheux1 & Ahmad B. Albadarin1,2
1 Queen's University Belfast, UK
2 University of Limerick, Ireland
ORAL
127. INVESTIGATION OF THE GRANULAR DISPERSION BEHAVIOUR IN A FLUID BED ROTOR PROCESSOR
Johannes Neuwirth & Stefan Heinrich Institute of Solids Process Engineering and Particle Technology, Hamburg University of Technology, Germany
POSTER
128. UNDERSTANDING THE INFLUENCE OF GRANULE MICROSTRUCTURE ON GRANULE COMPRESSION
BREAKAGE
Steven A. Dale1, Maksym Dosta2, Sergiy Antonyuk3, Carl Wassgren1,
Stefan Heinrich2 & James D. Litster1
1 Purdue University, USA
2 Hamburg University of Technology, Germany
3 University of Kaiserslautern, Germany
POSTER
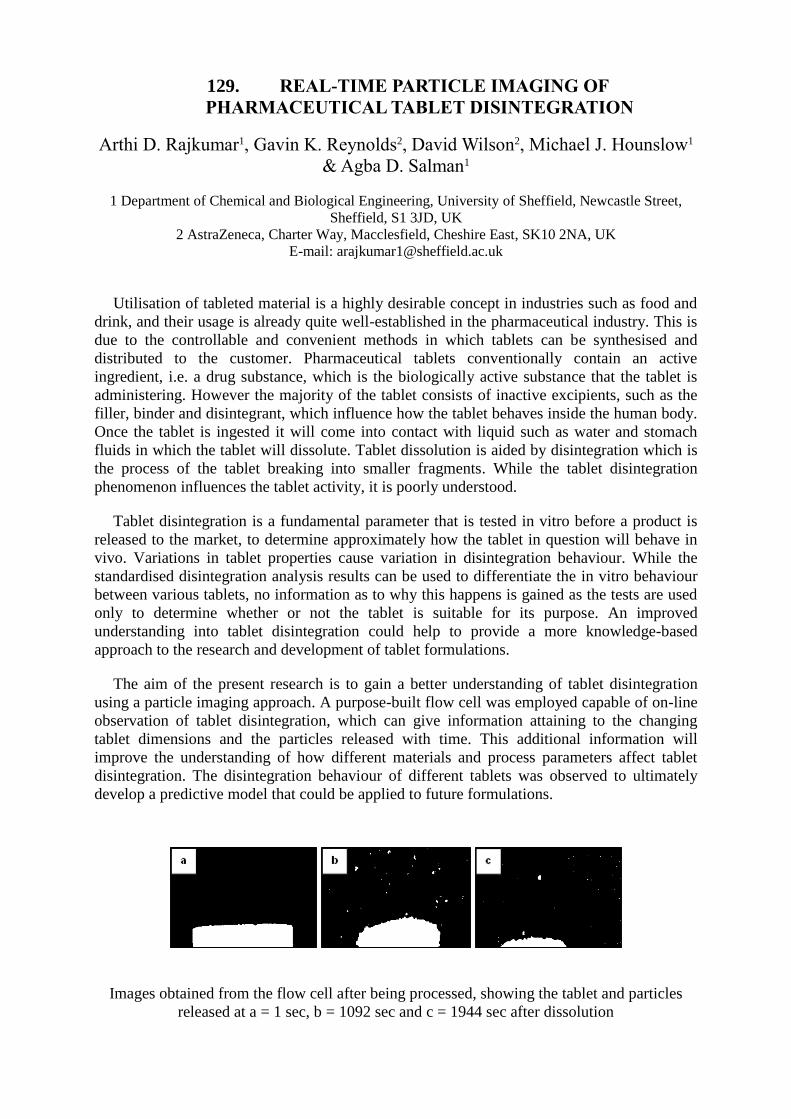
129. REAL-TIME PARTICLE IMAGING OF PHARMACEUTICAL TABLET DISINTEGRATION
Arthi D. Rajkumar1, Gavin K. Reynolds2, David Wilson2, Michael J.
Hounslow1 & Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, UK
2 AstraZeneca, Charter Way, UK
POSTER
130. AN EXPERIMENTAL STUDY OF DROPLET-PARTICLE COLLISIONS
Sandip K. Pawar1, Filip Henrikson1, Giulia Finotello1, Johan T. Padding1,
Niels G. Deen1, Alfred Jongsma2,
Fredrik Innings2 & J.A.M. Kuipers1
1 Multiphase Reactors Group, Department of Chemical Engineering and Chemistry,
Eindhoven University of Technology, P.O. Box 513, 5600 MB Eindhoven, NL
2 Tetra Pak CPS, Heerenveen, NL
ORAL
131. KINETICS OF IMMERSION NUCLEATION DRIVEN
BY SURFACE TENSION
Kate Pitt1, Rachel Smith1, Michael J
Houslow1, James D. Litster2
1 University of Sheffield, Sheffield, UK
2 Purdue University, USA
POSTER
132. MOVEMENT OF SECONDARY IMMISCIBLE LIQUID WITHIN A SUSPENSION USING X-RAY CT
Syed F. Islam1, Steve Whitehouse2, Ramana V. Sundara2, Tim O.
Althaus2, Stefan Palzer3, Michael J. Hounslow1 & Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, UK
2 Nestlé PTC York, York, UK
3 Nestlé Headquarters, Vevey, Switzerland
ORAL
Page 11
List of Abstracts for 2015 Granulation Workshop Updated on: 2015-06-10 at 15:58 GMT
133. TWIN SCREW WET GRANULATION: EFFECT OF
TYPES OF POWDERS
Ranjit M. Dhenge1, Sushma V. Lute1,
Chalak S. Omar1, Mohammed F. Saleh1, James J. Cartwright2, Michael
J. Hounslow1 & Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, UK
2 GSK, Third Avenue, Harlow, Essex, CM19 5AW, UK
POSTER
134. ENGINEERING PLASTICITY MODEL OF ROLL COMPACTION
J. W. Andrews1, M.J Adams1, C-Y Wu2 & G. Reynolds3
1 School of Chemical Engineering, University of Birmingham, Edgbaston, Birmingham, UK
2 Department of Chemical and Process Engineering, University of Surrey, Guildford, UK
3 Pharmaceutical Development, AstraZeneca, Macclesfield, Cheshire, UK
ORAL
135. MAKING INDIVIDUAL PARTICLE INTERACTIONS IN PRESSURE AGGLOMERATION OF AMORPHOUS
FOOD POWDERS ACCESSIBLE
Christine I. Haider1 , Tim Althaus2, Gerhard Niederreiter3, Stefan Palzer4,
Michael J. Hounslow1, Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, UK
2 Nestlé PTC York, York, UK
3 Nestlé PTC Orbe, Switzerland
4 Nestlé Headquarters, Vevey, Switzerland
POSTER
136. FLUIDIZED BED COATING CONTROL BY IN-LINE PARTICLE SIZE MEASUREMENT
Dimitri Wiegel1, Guenther Eckardt2, Michael Jacob3, Mario Scharmer4,
Ingo Schellenberg4 & Bertram Wolf1
1 Department of Applied Biosciences and Process Engineering, Anhalt University of Applied Sciences, Germany
2 Parsum GmbH, Germany
3 Glatt Ingenieurtechnik GmbH, Germany
4 Institute of Bioanalytical Sciences, Anhalt , University of Applied Sciences, Germany
POSTER
137. A PROPOSAL FOR A DRUG PRODUCT MANUFACTURING CLASSIFICATION SYSTEM
(MCS) FOR ORAL SOLID DOSAGE FORMS
Michael Leane1, Kendal Pitt2 & Gavin Reynolds3
1 Bristol-Myers Squibb, Moreton, UK
2 GlaxoSmithKline, Ware, UK
3 AstraZeneca, Macclesfield, UK
POSTER
138. UNDERSTANDING AND PREVENTING AGGLOMERATION IN FILTER DRYING PROCESS
Hong Lee Lim1, Karen P. Hapgood1 & Brian Haig2
1 Monash Advanced Particle Engineering Laboratory, Department of Chemical Engineering, Australia
2 GlaxoSmithKline, Australia
ORAL
139. CREATING TUNEABLE AGGLOMERATES VIA 3D
PRINTING
Ruihuan Ge1, Mojtaba Ghadiri2 &
Karen Hapgood1
1 Monash Advanced Particle Engineering Laboratory, Department of Chemical Engineering, Australia
2 Institute of Particle Science and Engineering, University of Leeds, UK
POSTER
140. USE OF FOAM IN TOP-SPRAY FLUIDIZED BED GRNULATION: EFFECT OF VARIABLES ON
GRANULES QUALITY ATTRIBUTES
Vinita Kale, Kalyan Wagh & Abhay Ittadwar
Department of Pharmaceutics, Gurunanak College of Pharmacy, Nagpur, India ORAL
141. EFFECT OF COLLOIDAL SILICA DIOXIDE ON RHEOLOGICAL PROPERTIES OF COMMON
PHARMACEUTICAL EXCIPIENTS
Diana Majerová1, Lukáš Kulaviak2, Marek Růžička2 & František
Štepanek3
1 Department of Organic Technology, Institute of Chemical Technology, Prague, Czech Republic
2 Institute of Chemical Process Fundamentals of the ASCR, Prague, Czech Republic
3 Department of Chemical Engineering, Institute of Chemical Technology, Prague, Czech Republic
POSTER
142. EFFECT OF VARYING VOLUME OF A SECONDARY IMMISCIBLE LIQUID ON THE MOVEMENT WITHIN
A SUSPENSION
Syed F. Islam1, Steve Whitehouse2, Ramana V. Sundara2, Tim O.
Althaus2, Stefan Palzer3, Michael J.
Hounslow1 & Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, UK
2 Nestlé PTC York, York, UK
3 Nestlé Headquarters, Vevey, Switzerland
POSTER
143. UNDERSTANDING PHARMACEUTICAL POWDER
BLENDING - IRON OXIDE TRACER BEHAVIOUR
AND DIFFERENT EXCIPIENT POWDERS
Kahlil Desai1, Karen Hapgood1,
David Barling2, Peter Stewart2, David
Morton2
1 Monash Advanced Particle Engineering Lab, Department of Chemical Engineering, Monash
University, Australia
2 Monash Institute of Pharmaceutical Science, Monash University, Australia
POSTER
144. NOVEL ELECTROSTATIC IONIZER FOR CHARGED
POLYPROPYLENE GRANULES
Kwangseok Choi 1, Tomofumi
Mogami 2, Teruo Suzuki 2 & Mizuki Yamaguma 1
1 Japan National Institute of Occupation Safety and Health, Tokyo, Japan
2 Kasuga Denki, 2-4 Shinkawasaki, Saiwai, Kanagawa, Japan
POSTER
145. DEVELOPMENT AND CHARACTERISATION OF SLAKED LIME GRANULES FOR CHEMISORPTION IN
DESULPHURATION REACTORS
Erik Nordenswan1, Annica Lindfors1, Nenne Nordström1 & Abhay Bulsari2
1 Nordkalk Oy Ab, Pargas, Finland
2 Abhay Bulsari, Ab Nonlinear Solutions Oy, Turku, Finland
ORAL
Page 12
List of Abstracts for 2015 Granulation Workshop Updated on: 2015-06-10 at 15:58 GMT
146. INNOVATIVE GRANULATED MATERIALS FROM
INDUSTRIAL AND ORGANIC WASTES AS SORBENTS FOR WASTEWATER TREATMENT
Evgenia Iakovleva1, 2, Mika
Sillanpää1, Philipp Maydannik1, Stephen Allen2, Ahmad B.
Albadarin2,3 & Chirangano
Mangwandi2
1 Chemtech, Laboratory of Green Chemistry, Lappeenranta University of Technology, Finland
2 Innovative Molecular Materials (IMM) Group, School of Chemistry and Chemical Engineering,
Queen's University Belfast, UK
3 University of Limerick, Department of Chemical and Environmental Science, Ireland
POSTER
147. AGGLOMERATION OF FINE COAL USING A HIGH VISCOSITY WATER-IN-OIL EMULSION
Kim van Netten, Roberto Moreno-Atanasio & Kevin P. Galvin
Centre for Advanced Particle Processing and Transport, Newcastle Institute for Energy and Resources, University of Newcastle, Callaghan, Australia
ORAL
148. EFFECTS OF BINDER ADDITION POLITICS ON THE WET AGGLOMERATION PROCESS
Silvia Nalesso1, Erica Franceschinis2, Nicola Realdon2 & Andrea C.
Santomaso1
1 APTLab-Advanced Particle Technology Laboratory Department of Industrial Engineering University of Padova, Italy
2 PharmaTeG-Pharmaceutical Technology Group- Department of Pharmaceutical and Pharmacological Science, University of Padua, Italy
POSTER
149. VOLCANIC ASH AGGREGATION IN THE LAB – CAN WE MIMIC NATURAL PROCESSES?
Sebastian B. Mueller1, Ulrich Kueppers1, Michael Jacob2, Paul
Ayris1, Donald B. Dingwell1, Melanie Guttzeit2, Ulrich Walter2
1 Ludwig-Maximilians-Universität München (LMU), Department of Earth and Environmental Sciences, Theresienstrasse 41, 80333 München, Germany
2 Glatt Ingenieurtechnik GmbH, Weimar, Germany
POSTER
150. WET GRANULATION IN A MINI TWIN SCREW EXTRUDER: EFFECT OF PROCESS AND
FORMULATION VARIABLES ON RESIDENCE TIME DISTRIBUTION AND GRANULE CHARACTERISTICS
Manuel Kuhs1, Ahmad B. Albadarin1,2, David Egan1, Shaikh
Rahamatullah1, Mark Southern1, Denise Croker1, Gavin Walker1
1Chemial & Environmental Sciences, University of Limerick, Plassey, Co. Limerick, Ireland
2School of Chemical Engineering, Queen’s University Belfast, Belfast, United Kingdom
POSTER
151. MODELLING OF PARTICLE-AIR INTERACTIONS DURING FLOW INTO CLOSED CAVITIES
H. Elmsahli, A. Alharbi, R. Baserinia and I.C. Sinka
Department of Engineering, University of Leicester, UK POSTER
152. FORMULATION AND EVALUATION OF METHACRYLIC AND POLY (ACRYLIC) ACID
MATRIX TABLETS OF MEBENDAZOLE FOR COLON TARGETED DELIVERY
J.E Okorie, F.N Uba, O.N.C Umeh & S.I Ofoefule
Drug Delivery and Nanotechnology Research Unit (RUNDD)
Department of Pharmaceutical Technology and Industrial Pharmacy, University of Nigeria, Nigeria
POSTER
153. APPLICATION OF THE EYECON, AN IN-LINE NON
PRODUCT CONTACT PROCESS ANALYTICAL
TECHNOLOGY TO PERFORM PARTICLE
CHARACTERISATION DURING FLUIDISED BED PROCESSES
Paul Cruise1, Emmet Hogan1, Ian
Jones1, Stephen Banahan1, Claudio
Cortazzo2, Joachim Fröhlich2, Lilia
Sprich2, Raoul Pila2
1 Innopharmalabs 405 Q House, Furze Road, Sandyford Industrial Estate, Dublin 18, Ireland
2 Glatt GmbH, Process Technology, Binzen, Germany
POSTER
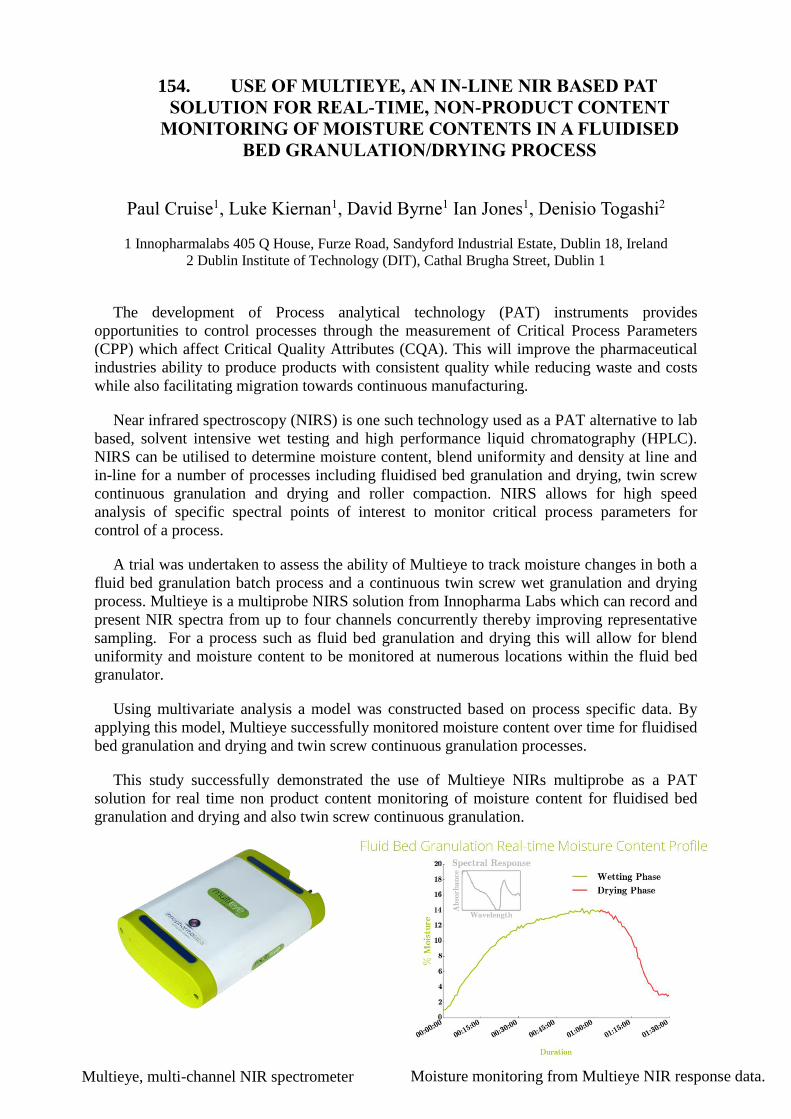
154. USE OF MULTIEYE, AN IN-LINE NIR BASED PAT SOLUTION FOR REAL-TIME, NON-PRODUCT
CONTENT MONITORING OF MOISTURE CONTENTS IN A FLUIDISED BED GRANULATION/DRYING
PROCESS
Paul Cruise1, Luke Kiernan1, David Byrne1 Ian Jones1, Denisio Togashi2
1 Innopharmalabs 405 Q House, Furze Road, Sandyford Industrial Estate, Dublin 18, Ireland
2 Dublin Institute of Technology (DIT), Cathal Brugha Street, Dublin 1
POSTER
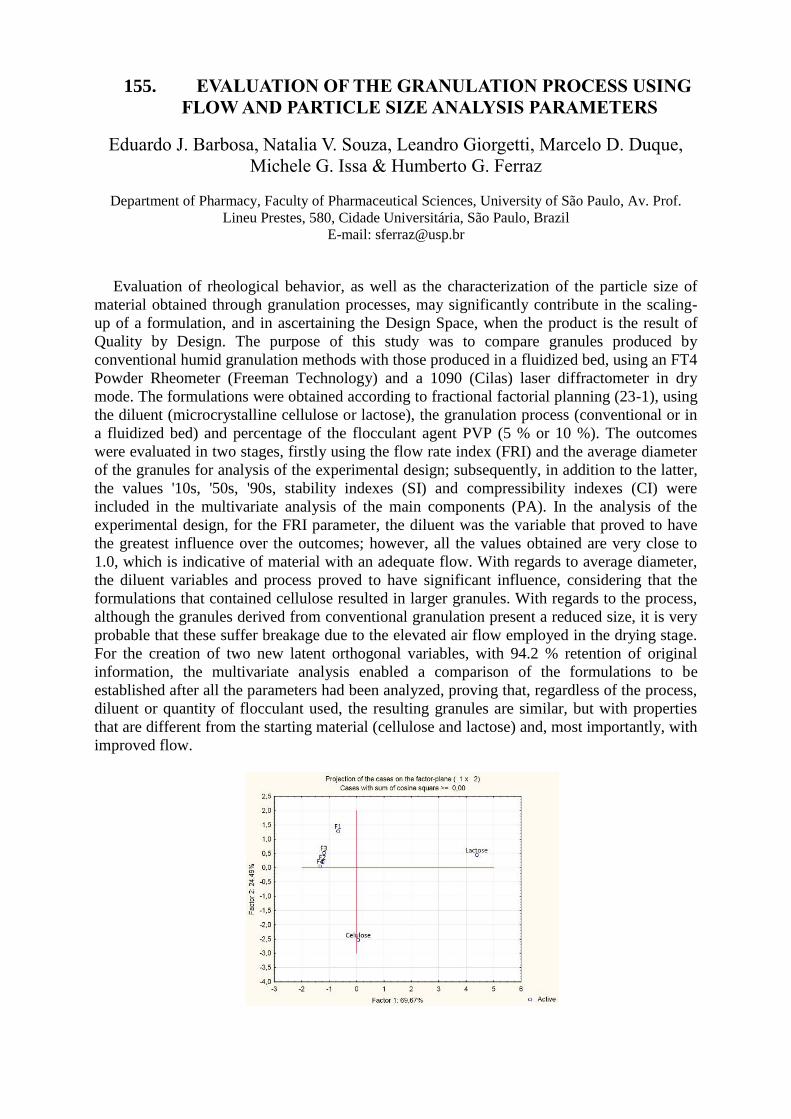
155. EVALUATION OF THE GRANULATION PROCESS USING FLOW AND PARTICLE SIZE ANALYSIS
PARAMETERS
Eduardo J. Barbosa, Natalia V. Souza, Leandro Giorgetti, Marcelo D. Duque,
Michele G. Issa & Humberto G. Ferraz
Department of Pharmacy, Faculty of Pharmaceutical Sciences, University of São Paulo, Av. Prof. Lineu Prestes, 580, Cidade Universitária, São Paulo, Brazil
POSTER
156. HIGH SHEAR GRANULATION PROCESSING
PARAMETERS ON THE MECHANICAL PROPERTIES
OF DIATOMITE BASED POROUS GRANULATES (FOR
THE MACRO SCALE I: PROCESSING FOR GRANULATION)
Yujing Liu, Dagobert Scharf, Thomas
Graule & Frank Clemens
EMPA, Swiss Federal Laboratories for Materials Science and Technology, Laboratory for High
Performance Ceramics, Duebendorf, Switzerland
POSTER
157. A PRACTICAL APPROACH FOR THE SCALE UP OF ROLLER COMPACTION PROCESS
Weixian Shi & Omar Sprockel Drug Product Science and Technology, Bristol-Myers Squibb, 1 Squibb Drive ORAL
158. RESPONSIVE POLYMER COATED PARTICLES FOR CONSUMER PRODUCTS
Lisa E. Scullion, Paul. H Findlay & David A. Pears
Revolymer (U.K.) Limited, 1 Newtech Square, Zone 2, Deeside Industrial Park, Flintshire, UK POSTER
Page 13
List of Abstracts for 2015 Granulation Workshop Updated on: 2015-06-10 at 15:58 GMT
159. ASSESSMENT OF WETTING AND DISPERSING
MEASUREMENTS OF DAIRY POWDERS AND THE AGGLOMERATES
Junfu Ji1, 2, John Fitzpatrick2, Kevin
Cronin2, Abina Crean3 & Song Miao1
1 Teagasc Food Research Centre, Moorepark, Fermoy, Co. Cork, Ireland
2 School of Engineering, University College Cork, College Road, Cork, Ireland
3 School of Pharmacy, University College Cork, College Road, Cork, Ireland
POSTER
160. THE SPECIFICATIONS FOR THE SUSTAINABLE-DESIGN OF THERMO-HYDRO-MECHANICAL
PROCESSES OR THE ELABORATION OF
AGGLOMERATED PRODUCTS
Bettina Bellocq, Agnès Duri, Bernard Cuq & Thierry Ruiz
UMR IATE 1208 CIRAD/INRA/Montpellier SupAgro/Université Montpellier – 2 Place Pierre Viala,
Montpellier cedex 5, France
POSTER
161. DETERMINATION OF COMPARTMENT RESIDENCE
TIMES WITHIN BATCH GRANULATORS USING COLORIMETRIC ANALYSIS
Andrew D. McGuire, Sebastian
Mosbach, Kok Foong Lee & Markus Kraft
Department of Chemical Engineering and Biotechnology, University of Cambridge, Cambridge, UK POSTER
162. DEVELOPMENT OF EXTENDED RELEASE coated PELLETS FOR HYPERTENSION AND ANGINA
TREATMENT
Luciane F. G. Souza1 , Marcello Nitz1 & Osvaldir P. Taranto2
1 School of Chemical Engineering, Mauá Institute of Technology (IMT), São Caetano do Sul, SP, BR
2 School of Chemical Engineering, University of Campinas (UNICAMP), Campinas, SP, BR
ORAL
163. STUDY ON TWO-WAY COUPLING OF GAS-SOLID TWO-PHASE FLOW OF CYLINDRICAL PARTICLES
Cai Jie1,2, Zhong Wen Qi1 & Yuan Zhu Lin2
1 Thermal-Energy Institute, Southeast University, 78 Bancang street, Nanjing, P. R. C.
2 School of Energy and Mechanical Engineering, Nanjing Normal University, 2 Sipailou, Nanjing, P. R. C.
ORAL
164. MODEL PREDICTIVE CONTROL OF CONTINUOUS MECHANOCHEMICAL SYNTHYSIS BASED ON SELF-
SUSTAINING REACTIONS
Ahmad B. Albadarin1,2, Ciara Griffin, Mark Davis, David Egan1, and Gavin
Walker1,2
1 Chemial & Environmental Sciences, University of Limerick, Plassey, Co. Limerick, Ireland
2 School of Chemical Engineering, Queen’s University Belfast, University Road, Belfast, United Kingdom
POSTER
165. MECHANOCHEMICAL SYNTHYSIS OF HYDROXYAPATITE EMPLOYING HIGH AND LOW
SHEAR MILLING PROCESSES
Ahmad B. Albadarin1,2, Ciara Griffin, Mark David, David Egan1, and
Gavin Walker1,2
1 Chemial & Environmental Sciences, University of Limerick, Plassey, Co. Limerick, Ireland
2 School of Chemical Engineering, Queen’s University Belfast, University Road, Belfast, United Kingdom
POSTER
166. LIQUISOLID TECHNOLOGY APPLIED TO PELLETS
Bianca R. Pezzini1, 2, André O. Beringhs3, Humberto G. Ferraz1,
Marcos A. Segatto Silva3, Hellen K.
Stulzer3 & Diva Sonaglio3
1 Faculty of Pharmaceutical Sciences, University of São Paulo, São Paulo, Brazil
2 Department of Pharmacy, University of Joinville Region, Joinville, Brazil
3 Department of Pharmaceutical Sciences, Federal University of Santa Catarina, Florianópolis, Brazil
POSTER
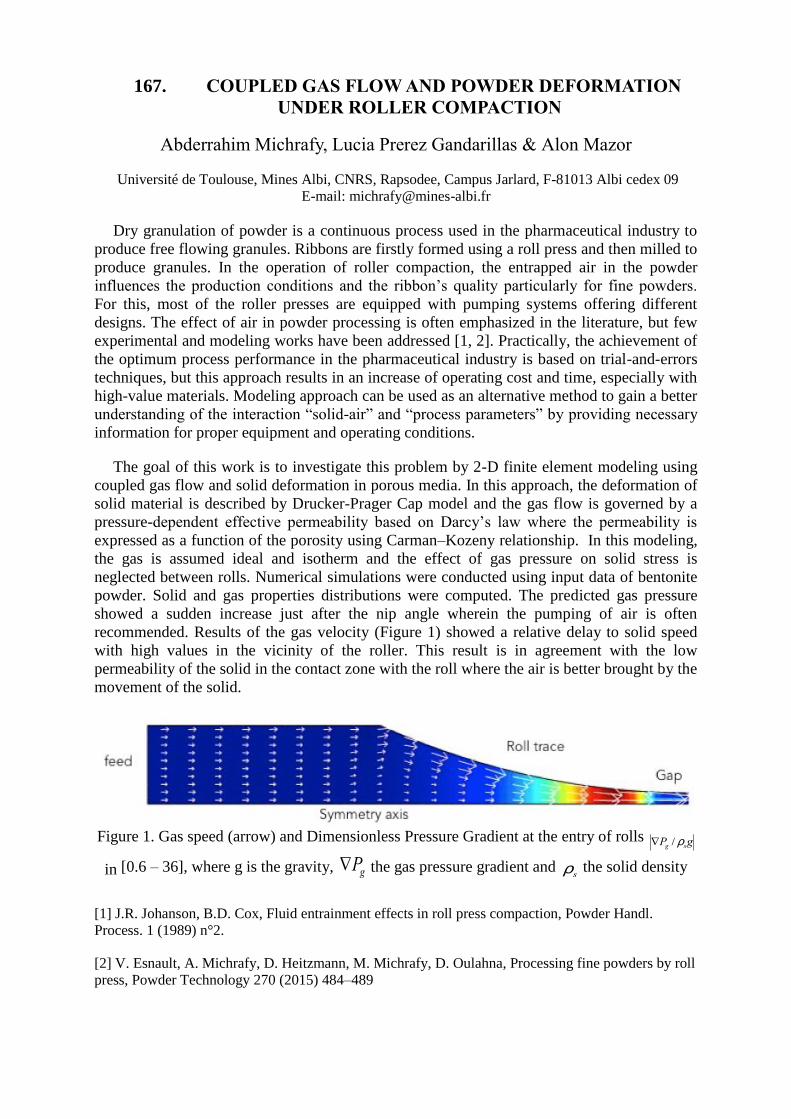
167. COUPLED GAS FLOW AND POWDER DEFORMATION UNDER ROLLER COMPACTION
Abderrahim Michrafy, Lucia Prerez Gandarillas, Alon Mazor
Université de Toulouse, Mines Albi, CNRS, Rapsodee, Campus Jarlard, Albi cedex 09, France POSTER
168. PROTECTIVE EFFECT OF SUGARS ON THE VIABILITY OF LACTOBACILLUS RHAMNOSUS GG
AFTER SPRAY-DRYING
Géraldine AM. Broeckx & Filip Kiekens
Department of Pharmaceutical Technology and Biopharmacy, University of Antwerp, Wilrijk, Belgium POSTER
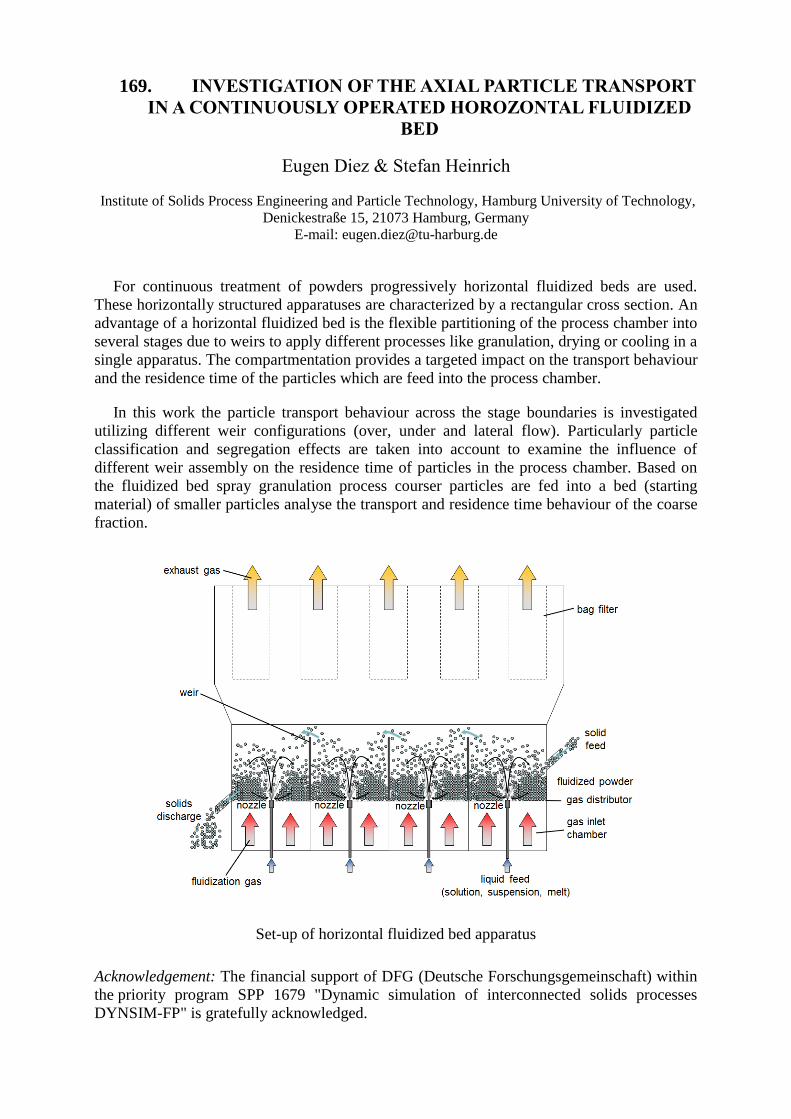
169. INVESTIGATION OF THE AXIAL PARTICLE
TRANSPORT IN A CONTINUOUSLY OPERATED HOROZONTAL FLUIDIZED BED
Eugen Diez & Stefan Heinrich Institute of Solids Process Engineering and Particle Technology, Hamburg University of Technology,
Denickestraße 15, 21073 Hamburg, Germany POSTER
170. THE EFFECT OF PROCESSING ROUTE ON MATERIAL SURFACE PROPERTIES
Majid Naderi1, Nektaria Servi1, Anett Kondor1, Manaswini
Acharya1, Jurgen Dienstmaier1 and
Dan J. Burnett2
1 Surface Measurement Systems, Alperton, Middlesex, HA0 4PE, UK
2 Surface Measurement Systems, Allentown, PA 18103, USA
POSTER
171. STUDY OF THE INFLUENCE OF THE DIAMETER OF
A CONICAL HOPPER ORIFICE ON THE PARAMETERS OF THE FLOW EQUATION FOR SIZE
FRACTIONS OF SORBITOL GRANULES
Hana Hurychová, Malek Azar,
Zdeňka Šklubalová & Jan Stoniš
Department of Pharmaceutical Technology, Charles University in Prague, Faculty of Pharmacy,
Hradec Králové, Czech Republic POSTER
172. IMPACT OF SURFACE PROPERTIES ON WETTING
BEHAVIOR OF THIN FILMS AND POWDERS
Alessandro Gianfrancesco &
Constantijn Sanders
Nestec Ltd., Nestlé Product Technology Centre, Konolfingen, Switzerland ORAL
Page 14
List of Abstracts for 2015 Granulation Workshop Updated on: 2015-06-10 at 15:58 GMT
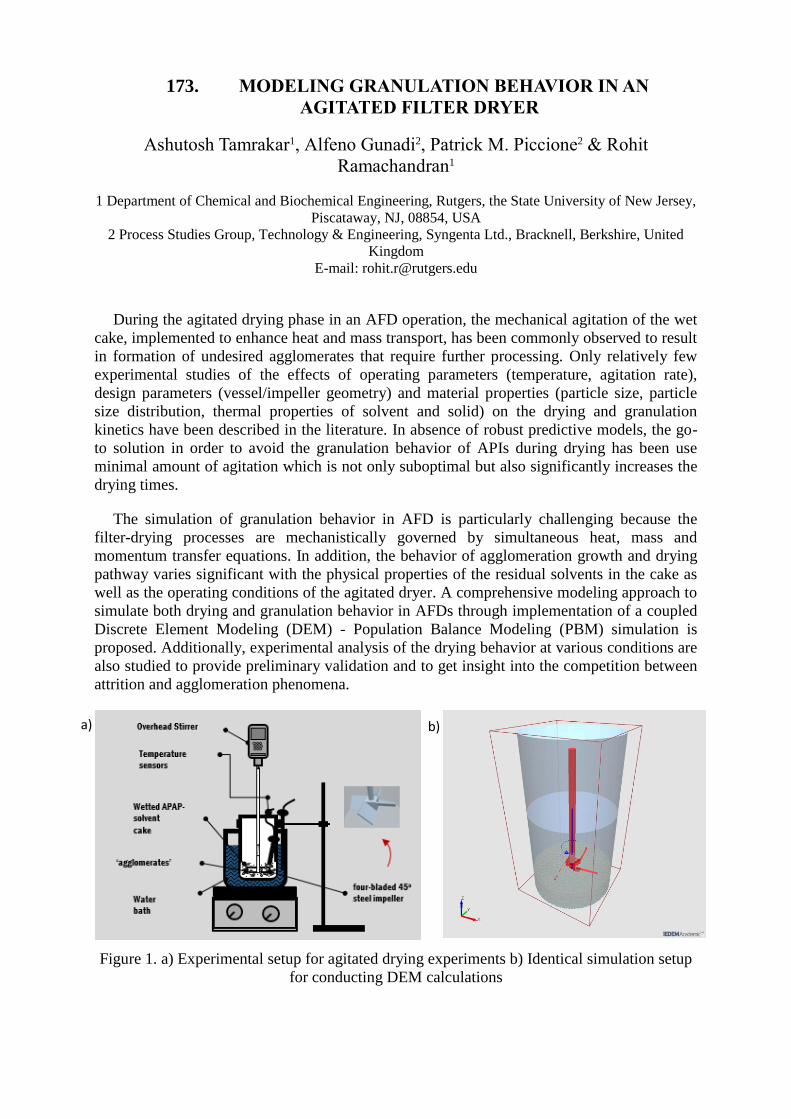
173. MODELING GRANULATION BEHAVIOR IN AN
AGITATED FILTER DRYER
Ashutosh Tamrakar1, Alfeno
Gunadi2, Patrick M. Piccione2 & Rohit Ramachandran1
1 Department of Chemical and Biochemical Engineering, Rutgers, the State University of New Jersey,
USA
2 Process Studies Group, Technology & Engineering, Syngenta Ltd., United Kingdom
POSTER
174. ROLLER COMPACTOR: THE EFFECT OF NANO-INDNTATION HARDNESS OF PRIMARY PARTICLE
Riyadh B. Al Asady, Michael J. Hounslow & Agba D. Salman
Department of Chemical and Biological Engineering, University of Sheffield, UK POSTER
175. TWIN SCREW WET GRANULATION: EFFECT OF VARIABLES ON CAKING
M. F. Saleh1, R. M. Dhenge1, J. J. Cartwright2, M. J. Hounslow1, A. D.
Salman1
1 University of Sheffield, UK; 2 GSK, UK
ORAL
176. ROLLER COMPACTOR: MECHANICAL PROPERTY OF PRE-COMPACTED BODY
R. B. Al Asady, R. M. Dhenge, M. J. Hounslow & A. D. Salman
University of Sheffield, UK POSTER
177. ROLLER COMPACTION: EFFECT OF RELATIVE HUMIDITY
C. S. Omar1, R. M. Dhenge1, S. Palzer2, M. J. Hounslow1 & A. D.
Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, UK
2 Nestlé SA Headquarters, Switzerland. POSTER
178. ROLLER COMPACTOR: POWDER STICKINESS Osama Mahmah, Michael J.
Hounslow & Agba D. Salman
Department of Chemical and Biological Engineering, University of Sheffield, Newcastle Street,
Sheffield, S1 3JD, UK POSTER
179. ‘RIGHT-FIRST TIME’ PRODUCTION OF GRANULES’
PROPERTIES MODELLING AND OPTIMIZATION APPROACHES
Wafa’ Alalaween1, Mahdi Mahfouf1
& Agba Salman2
1 Department of Automatic Control and Systems Engineering, University of Sheffield, S1 3JD, UK
2 Department of Chemical and Biological Engineering, University of Sheffield, Sheffield, S1 3JD, UK POSTER
180. TWIN SCREW GRANULATION: UNDERSTANDING THE GRANULATION MECHANISM OF MIXING
HYDROPHOBIC AND HYDROPHILIC POWDERS
Aquinoscise L. Mundozah1, James J. Cartwright2, Claire C. Tridon2,
Michael J. Hounslow1 & Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, Mapping Street Sheffield, UK, S1 3JD 2 GSK, Third Avenue, New Frontiers Science Park, Harlow, Essex, UK, CM19
5AW
POSTER
181. ROLLER COMPACTION: EFFECT OF MORPHOLOGY AND AMORPHOUS CONTENT OF LACTOSE ON
PRODUCT QUALITY
Chalak S. Omar1, Ranjit M. Dhenge1, James D. Osborne2, Tim
Althaus2, Stefan Palzer3, Michael J. Hounslow1 & Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, Mappin Street, Sheffield S1 3JD, UK
2 Nestle´ Product Technology Centre York, Haxby Road, York YO9 11XY, UK
3 Nestlé SA Headquarters, Avenue Nestlé 55, CH-1800 Vevey, Switzerland
POSTER
182. TWIN SCREW WET GRANULATION: BINDER DELIVERY
Mohammed F. Saleh1, Ranjit M. Dhenge1, James J. Cartwright2,
Michael J. Hounslow1 & Agba D.
Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, Mappin Street,
Sheffield, S1 3JD, UK 2 GSK, Third Avenue, Harlow, Essex, UK, CM19 5AW
POSTER
183. TWIN SCREW GRANULATION: A STEP TOWARDS GRANULE DESINGING
Sushma V. Lute, Ranjit M. Dhenge, Michael J. Hounslow & Agba D.
Salman
Department of Chemical and Biological Engineering, University of Sheffield, Newcastle Street,
Sheffield, S1 3JD, UK POSTER
184. GRANULE AND TABLET PROPERTIES IN A HIGH SHEAR MIXER AND A FLUIDIZED BED
GRANULATOR
Zhiyu Wang, Michael J. Hounslow & Agba D. Salman
Department of Chemical and Biological Engineering, University of Sheffield, Newcastle Street, Sheffield, S1 3JD, UK
POSTER
185. GRANULAR FLOW IN HIGH SHEAR MIXER Ali Al Hassn1, Kimiaki Washino2, Ei L. Chan2, Michael J. Hounslow1 &
Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, Newcastle Street,
Sheffield, S1 3JD, UK
2 Mechanical Engineering Department, Osaka University, Suita, Osaka, 565-0871, Japan
POSTER
Page 15
1. QUANTIFYING TABLET PUNCH ADHESION RISK USING A
COMPACTION SIMULATOR
Monwara Hoque1, Elaine Harrop Stone1, Darren Wilkes2 & Vicki Wilkes2
1 Merlin Powder Characterisation Ltd, Unit 1A, Pavilion Way, Jubilee Drive, Loughborough,
Leicestershire, LE11 5GW, UK
2 Phoenix Calibration and Services Ltd, Unit 8, The Wallows Industrial Estate, Fens Pool Avenue,
Brierley Hill, DY5 1QA, UK
E-mail: [email protected]
Sticking and picking is a common tableting problem, occurring when particles of the tablet
formulation adhere to the punch face and disrupt the integrity of the tablet surface. The
sticking tendency of a new formulation has traditionally been difficult to predict during
development due to short production runs and limited press data.
The aim was to develop a simple method to quantify sticking risk using a minimal amount
of material, which could be used early in development. A Phoenix hydraulic Compaction
Simulator and a novel instrumented adhesion punch were used to characterise the sticking
behaviour of 5 formulations, some of which were known to adhere to tablet punches during
compression. The upper punch was replaced with an instrumented adhesion punch. The
punch has a removable 10 mm diameter tip which is fixed to a transducer held in the punch
body and records a signal when adhesion occurs, relative to the strength of the adhesion
between tip and compact.
Picking index vs compact tensile strength for the five formulations
Compacts were made at two different punch displacements. Compact diameter, thickness
and crushing strengths were measured to calculate the compact tensile strength. The adhesion
force was used to calculate the adhesion strength of the compact to the upper punch face. If
attraction to the punch faces is low or compact bonding is strong, then the Picking Index is
high and the risk of picking is low. If the ratio between compact tensile strength and adhesion
strength is low, weaker areas of the tablet may detach and adhere to the punch face causing
visible disruption to the tablet surface. For example, Picking Index:
The Picking Index gives the possibility of screening for picking risk and setting limits for
new formulations.
Page 16
2. DISCRETE ELEMENT MODELLING OF PARTICLE
COLLISIONS IN GRANULAR FLOWS WITH SPECIAL
REFERENCE TO SPHERONISATION
A. Alharbi, H. Elmsahli and I.C. Sinka
Department of Engineering, University of Leicester, UK
E-mail: [email protected]
Spheroids (or pellets) are used in pharmaceutical industry to create controlled release drug
delivery systems which are manufactured by a process called extrusion-spheronisation. The
process includes mixing of powders and liquids to create a wet mass, extrusion of the material
through a die or mesh to create spaghetti-like extrudates, and spheronisation. The spheroniser
is a cylindrical vessel with a rotating base which breaks the extrudates into small rods which
are transformed into spheroids as a result of a large number of impacts.
Modelling the evolution of the shape of a particle is straightforward in principle: a body
deforms a small amount following each impact it experiences. This can be achieved explicitly
using the finite element method [1] or an alternative method [2] which includes three main
ingredients: 1) a geometric transformation which determines a sphere with a radius equivalent
to the radius of curvature of the initial spheroid at the location of the impact; 2) a contact law,
which determines the plastic deformation of the equivalent sphere after impact and 3) a
rounding law that uses the plastic deformation to update the semi-axes of the new spheroid.
In this paper we develop a discrete element based method to obtain information regarding
impact velocity and location on a particle which is required for modelling spheronisation. The
method can readily be implemented into popular open source or commercial DEM codes and
be applied to any other particulate flow situation where detailed contact information is
required.
[1] I.C. Sinka, A first order numerical study of the spheronisation process, Powder Technology, 206
(2010) 195–200.
[2] I.C. Sinka, A model for the deformation of an ellipsoid subject to a large number of successive
impacts with special reference to spheronisation, Powder Technology, (2014) In Press, Accepted
Manuscript, Available online 11 July.
Page 17
3. CONTINUOUS PHARMACEUTICAL MELT GRANULATION:
RHEOLOGY AS A PREDICTIVE TOOL TO DETERMINE
FORMULATION PROCESSABILITY
Tinne Monteyne1, Chris Vervaet2, Jean-Paul Remon2 & Thomas De Beer1
1 Laboratory of Pharmaceutical Process Analytical Technology, Ghent University,
Ottergemstesteenweg 460, Ghent, Belgium
2 Laboratory of Pharmaceutical Technology, Ghent University, Ottergemsesteenweg 460, Ghent,
Belgium
E-mail: [email protected]
Within the scope of increased pharmaceutical process efficiency, there is a growing
interest in continuous manufacturing. Twin-screw hot melt granulation (HMG) is a valuable,
still unexplored alternative to granulate temperature and moisture sensitive drugs. The
understanding of the material behavior during processing is necessary to reduce the amount of
preliminary experiments and to optimize the process and product quality attributes.
The aim of this study was to evaluate rheology combined with microscopy and FTIR-
spectroscopy as predictive tools for the elucidation of the melt agglomeration mechanism, and
to examine how rheological information can be used to optimize the process.
Soluplus® was used as a binder to agglomerate two model drugs: anhydrous caffein and
metoprolol tartrate (MPT), which are respectively soluble and insoluble in the molten binder.
The Soluplus®/drug ratio was varied from 5/95 to 70/30 (w/w %). Continuous HMG was
performed using a co-rotating twin screw granulator. Rheological measurements were
executed in parallel using three rheometers: 1. the Haake Mars III, 2. the Haake Mars III
Rheoscope (microscope), and 3. The Haake Mars III Rheonaut (FTIR).
The rheological parameter tan(δ) was used as index for mixture deformability, which is a
determining factor for the granulation mechanism. Rheoscope measurements revealed that the
samples Soluplus®/caffein with a binder concentration ≥ 25% (w/w) showed phase separation
at temperatures (T) above 120°C. Furthermore, these mixtures were not suitable for HMG
since big lumps were formed. In contrast, the samples Soluplus®/MPT did not show any
motion during the rheoscope temperature ramp as they behaved as one phase due to
binder/drug hydrogen-interactions which could be identified after rheonaut analysis. These
interactions caused an increased deformability as these samples showed a tan(δ) which was 2
times higher compared to the ones containing caffein. Granulation experiments confirmed that
max. 12,5% of Soluplus® can be used with MPT, which is half of the amount of binder when
caffeine is used. Furthermore, granulation experiments pointed out that the T resulting in the
maximum tan(δ) value correlated with the T leading to the maximum mean granule size.
Additionally, after heating till 120°C, a varying cooling curve was observed compared to a
max. heating T of 100°C, which reveals material reorganization between 100°C and 120°C.
This could help to understand the particle flow behavior during heating and hence helps to
elucidate the melt granulation mechanism.
The combination of rheological parameters, FTIR spectra and microscopic images is useful
to reach in-depth understanding of the material behavior during HMG and a promising
predictive tool to optimize binder concentration and process T. Furthermore, it provides an
insight on granule particle size in function of T, making it possible to optimize the yield
fraction.
Page 18
4. A NEW CONTACT LIQUID DISPERSION MODEL FOR
DISCRETE PARTICLE SIMULATION
Kimiaki Washino, Koki Miyazaki, Takuya Tsuji & Toshitsugu Tanaka
Mechanical Engineering Department, Osaka University, Suita, Osaka, 565-0871, Japan
E-mail: [email protected]
In wet granulation, liquid dispersion among powder plays an important role since poor
liquid dispersion can significantly degrade the quality of the final products. The liquid
dispersion during wet granulation can largely fall into two categories: (a) convective
dispersion and (b) contact dispersion. In convective dispersion, liquid is transferred with the
movement of wet powder mass, whilst in contact dispersion, liquid is redistributed from one
particle to another by particle-particle contact. Generally speaking, convective dispersion is
dominant at the early stage of the wetting process, and contact dispersion becomes more
prominent with time. However, it is particularly difficult to observe the contact dispersion by
experiment.
Recently, a few contact dispersion models [1,2] were proposed in literature and
implemented in the framework of the Discrete Element Method (DEM). However, one big
assumption in these models is that the particle surface is uniformly coated with a thin liquid
layer. In other words, the liquid redistributed by the contact instantaneously spreads over the
entire particle surface. This assumption may only be valid for extremely hydrophilic particle
surface with low viscous liquid (for instance, clean glass surface with distilled water).
However, in many industrial applications, the particle surface can be less hydrophilic and/or
liquid can be highly viscous. Hence, the currently existing models can overestimate the liquid
dispersion.
In order to properly capture the contact dispersion, it is of paramount importance to take
into account the partial wetting of the particle surface. In the new model proposed in this
work, the particle surface is uniformly divided into a number of sub-surfaces and liquid is
locally stored in these sub-surfaces. During the collision event, the liquid is redistributed
between the sub-surfaces of the adjacent particles. The proposed model showed a potential to
provide more accurate results compared to the currently available dispersion models, and it
requires much smaller computational effort compared to the DEM – CFD coupling model [3].
[1] D. Shi and J.J. McCarthy, Numerical Simulation of Liquid Transfer between Particles, Powder
Technology, 184 (2008), 64-75.
[2] B. Mohan, C. Kloss, J. Khinasta, S. Radl., Regimes of Liquid Transport through Sheared Beds of
Inertial Smooth Particles, Powder Technology, 264 (2014), 377-395.
[3 K. Washino, H.S. Tan, M.J. Hounslow, A.D. Salman, A New Capillary Force Model Implemented
in Micro-scale CFD-DEM Coupling for Wet Granulation, Chemical Engineering Science, 93 (2013),
197-205.
Page 19
5. MONITORING CALCIUM CARBONATE PRECIPITATION AND
AGGLOMERATION: A COMPARISON OF INLINE AND
OFFLINE TECHNIQUES
W.N. Al Nasser1, K. Pitt2, M. J. Hounslow2 & A. D. Salman2
1 Saudi Aramco Company, Dhahran 31311, Saudi Arabia.
2 Department of Chemical and Biological Engineering, University of Sheffield, Mappin Street,
Sheffield, S1 3JD, UK
E-mail: [email protected]
Calcium carbonate (CaCO3) scale is one of the most common types of inorganic deposits
occurring in industrial water systems, oil and gas production as well as processing operations
such as boilers, cooling towers and surface facilities. It may form at different locations due to
changes in the water composition or physical conditions such as pressure and temperature.
Calcium carbonate agglomeration occurs when Ca++ and CO3- - ions in water react to form an
insoluble solid. In order to prevent potential scaling problems, it is important to understand
the mechanism of calcium carbonate deposition. The impacts of CaCO3 scale range from
reduced process efficiency and increased maintenance cost due to unscheduled system
shutdowns.
This paper reports an extended study on the understanding of calcium carbonate crystal
formation, agglomeration and deposition, and a comparison between inline and offline
techniques to determine the precipitation of calcium carbonate is presented. The inline
technique is based on focused beam reflectance measurement, Mettler Toledo (FBRM). The
effect of calcium ion concentrations on the scale rate is determined. The inline results were
validated using an offline scale measurement technique using turbidity measurements.
The present techniques not only determine the precipitation and scaling mechanisms under
different conditions, but can also be used to evaluate calcium carbonate agglomeration and
scaling in the presence of inhibitors or when employing other scale prevention methods.
Page 20
6. FORMULATION DEVELOPMENT, CHARACTERIZATION AND
EVALUATION OF LIQUISOLID TABLET CONTAINING
ORLISTAT
Sanjana Gaikwad, Madhukar Tajne & Naresh Gaikwad
University Department of Pharmaceutical Sciences, RTM Nagpur University, Nagpur (M.S.) India
E-mail: [email protected]
The aim of present study was to improve the solubility of Orlistat, a practically insoluble
antiobesity drug by using Liquisolid technique. Orlistat is class II molecule according to BCS
(Biopharmaceutical Classification System), having low solubility and low permeability. The
rate and extent of absorption of class II compounds is highly dependent on the performance of
the formulated product. These drugs can be successfully formulated for oral administration,
but care needs to be taken with formulation design to ensure consistent bioavailability.
Solubility of Orlistat was evaluated in various nonaqueous carriers. Different Liquisolid
tablets were prepared using a mathematical model to calculate the required quantities of
powder and liquid ingredients to produce acceptably flowable and compressible admixture.
Avicel PH 102, Aerosil 200 and Sodium starch glycolate were employed as carrier, coating
material and disintegrant respectively. The drug release rates of Liquisolid tablets were
distinctly higher as compared to directly compressed tablets, which show significant benefit
of Liquisolid tablets in increasing wetting properties and surface area of drug available for
dissolution. The optimized formulation showed the higher drug release during ex-vivo and in-
vivo study against conventional and marketed tablet preparation. From this study it concludes
that the Liquisolid technique is a promising alternative and best suitable method for
enhancing solubility of Orlistat.
Apparatus for the Ex -vivo study using Rat Ileum
Ileum with formulation
Dissolution medium
Stirring bead
Page 21
7. INFLUENCE OF THE PELLETIZING PROCESS PARAMETERS
ON THE MECHANICAL PROPERTIES OF THE RECEIVED
ALUMINA OXIDE PELLETS
Z. Radeva, P. Müller & J.Tomas
Institute of Process Engineering, Mechanical Process Engineering, Otto von Guericke University,
Magdeburg, Germany
E-mail: [email protected]
Pelletizing is a common procedure for optimizing the mechanical properties of different
powder materials. The improvement of the flow behaviour, the dosage and the decrease of the
bulk density are only few of possibilities that this size enlargement concede.
Industrial produced alumina oxide (γ-Al2O3) granules are used as primary particles for the
pelletizing process, carried out in a laboratory rotating pan pelletizer. Solution of viscoelastic
polymer - hydroxypropyl methylcellulose (HPMC) is used as binder. The rotational velocity
of the pelletizer pan was varied in order to find the speed, which provides the highest amount
of pellets. Experiments with six different process durations were accomplished. By changing
the time duration in the process chamber it was found that there is an optimum processing
time for the investigated material. When the duration is too short, the primary particles and
the added binder do not have enough time to mix each other in requisite rate and to form
pellets. During the pelletizing the γ-Al2O3 granules are exposed on impact of centrifugal and
friction forces, which could break or destroy them. When the particles are wetted by the
binder this impact is reduced. However in progress of the process the binder is consolidated
between the particles and could not protect the granules and the pellets from the friction and
the centrifugal forces. This is way the longer processing time causes a reduction in the pellets
amount. The influence of the process duration on the received pellet’s properties like density
and porosity, size distribution mechanical strength, and stiffness were also tested and
analysed. The solid bonds between the single particles were observed and analysed using
SEM. The conclusions from the experimental work help us to understand the basics of
agglomeration process and tend to develop and facilitate the operating with particle
collectives in science and industry.
a) b)
a) 3D structure analyse of the pellet surface b) Light microscope image of a single pellet
Page 22
8. MEASUREMENT & QUANTIFICATION OF CAKING IN
POWDERS
Tim Freeman, Jamie Clayton, Katrina Brockbank & Doug Millington Smith
Freeman Technology, 1 Miller Court, Severn Drive, Tewkesbury, GL20 8DN, UK
E-mail: [email protected]
In most powder processing systems materials are often stored for extended periods and
some will gain strength due to local humidity induced particle/particle interaction resulting in
unwanted/uncontrolled agglomeration. This is generally referred to as ‘caking’ and can
significantly limit the ability of a powder to pass uninterrupted through the process and can
detrimentally impact product quality. Thus, accurately quantifying unacceptable
characteristics and how quickly a powder develops such properties is vital to the process
designers and operators. This poster presents a way of evaluating the extent and strength of
powder caking using powder rheometry.
Four powders were chosen to evaluate the effect of environmental moisture and time on
caking. Samples were placed into a cylindrical vessel and initially conditioned, using a
powder rheometer, by passing a specially shaped blade through the powder in a prescribed
manner. Excess material was removed to generate a 25ml test sample which was then stored
in a controlled humidity environment for pre-determined time periods. The humidity levels
were created by the saturated solution method at equilibrium moisture levels of 53% and
75%RH. The caked samples were then tested using the same specially shaped blade (but
moving in a different, more aggressive path) and measuring the resistance to its motion from
the caked sample.
Analysis of the energy data, with respect to position of the blade, provides strong evidence
of localized caking within some of the samples at both relative humidities which is initiated at
the powder/air interface (crusting). It is also possible to easily evaluate both the strength and
the depth of such a crust and thus mechanistic and kinetic information relating to the water
migration processes can be established.
These results show that caking is a complex phenomenon and that powder rheometry
provides a process relevant way of measuring powder properties that indicate the progression
of caking as a function of time and relative humidity.
Page 23
Homogeneous caking (top graph - Sorbitol @ 75% RH) and non-homogeneous caking
(bottom graph - Skimmed Milk Powder @ 53%RH) between 0 and 6 days exposure
Page 24
9. EFFECT OF NANOPARTICLES TO CONTROL CALCIUM
CARBONATE SCALING USING INLINE TECHNIQUE
W. AL Nasser1, U. Shah2, K. Nikiforou2, P. Petrou2 & J. Heng2
1 Saudi Aramco, Research and Development Centre, Dhahran 31311, P.O. Box 961,
2 Department of Chemical Engineering, Imperial College London, London SW7 2AZ
E-mail: [email protected]
Scale minerals in oil and gas industry are a major concern to reservoir and operation
engineering. The main types of oilfield scales found are carbonate and sulfate scales.
Calcium carbonate (CaCO3) is a major component of fouling in heat transfer surfaces across
different sectors of industry, resulting in additional capital, maintenance and operating costs.
Various techniques, including the use of chemical inhibitors, have been used to prevent the
formation of scale, the uses of chemical is one of the effective methods. In the last decade,
there have been considerable advances in the development of chemicals, effective in small
concentrations for the control of scale deposits. The only challenge to be solved, being the
choice of the most suitable inhibitor, the amount of concentration, the design of the system for
application and injection into the industrial applications and facility of the communities. In
addition, the difficulty in choosing an inhibitor for a particular application is due to the
fundamentals of inhibition mechanisms.
The purpose of this study was to investigate the possibilities of utilising nanoparticles as
sacrificial surface for enhancement and control of nucleation crystallisation of CaCO3, as a
method for fouling mitigation by studying the turbidity profile of the solution, using a light
reflection technique. Silica nanoparticles of different size and surface functional groups were
added to the solution. The results showed a reduction in the induction period, consequently
indicating improved control over crystallisation. Modified silica nanotemplates with –NH2
functional group exhibited the highest reduction in induction time. It might be due to the
attraction of the charged surface with the aqueous ions. This conclusion is very important to
be studied further in detail to understand the mechanisms of reactions between the
nanoparticles and scaling ions.
Page 25
10. MICROMERITIC, GRANULATING AND DISSOLUTION
PROPERTIES OF RICE STARCH IN METRONIDAZOLE BASED
FORMULATIONS
O.N.C Umeh, K.C Ezeagwu & S.I Ofoefule
Department of Pharmaceutical Technology and Industrial Pharmacy, University of Nigeria, Nsukka
410001, Nigeria
Starches play a vital role in solid dosage forms where they can be used as granulating,
bulking and as disintegrating agents. Industrially, maize / corn and potato starches are widely
employed as granulating, disintegrating and bulking agents in oral tablet formulations. In this
study, we investigated the compactibility and cohesiveness of starch extracted from a local
rice (Oryza sativa L) farm. The starch was employed as a granulating agent at concentration
levels of 5.0, 7.5 and 10.0 %w/w in the formulation of metronidazole granules and tablets
prepared by the wet granulation technique. The micromeritic properties of the granules
evaluated as a function of the starch concentration include: Particle/granule density, bulk and
tapped densities, flow rate and angle of repose, Carr’s compressibility index and Hausner’s
quotient. The effect of the concentration of the starch on the mechanical properties (hardness
and friability) and on the dissolution properties (disintegration and dissolution) of the
metronidazole tablets was also assessed. Commercial maize starch at the same concentration
served as a standard for comparison. There was an increase from the bulk densities to the
tapped densities of the granules as a result of densification. Granules containing rice starch
had significantly higher bulk and tapped densities than those containing maize starch at a
concentration of 7.5% w/w. A similar effect was observed in the Hausner’s quotient, Carr’s
compressibility index and granule porosity. The flow rates of the granules generally decreased
with an increase in the starch concentrations with maximum flow rate obtained at starch
concentration of 5.0% w/w. At all the three concentrations of the starch, granules containing
rice starch had higher flow rates than those containing maize starch. Similarly, tablets
containing rice starch also had higher crushing strength than those containing maize starch. In
both starches, maximum crushing strength occurred at concentration of 7.5% w/w. All the
tablet batches exhibited friability of less than 1% and are considered non friable. Release of
metronidazole from the tablet formulations increased with increase in rice starch
concentration, while release from tablets containing maize starch decreased with increase in
the starch concentrations.
Page 26
11. DEVELOPING AND UNDERSTANDING THE DESIGN SPACE
FOR CONTINUOUS & BATCH PHARMACEUTICAL WET
GRANULATION
Tim Freeman, Jamie Clayton & Doug Millington Smith
Freeman Technology, 1 Miller Court, Severn Drive, Tewkesbury, GL20 8DN, UK
E-mail: [email protected]
The adoption of a Quality by Design approach to wet granulation, a key unit operation in
pharmaceutical manufacturing, requires manufacturers to fully understand the relationships
between processing variables, including powder properties, and Critical Quality Attributes of
the manufactured product – the Design Space. This paper shows how powder rheometry can
link processing parameters and CQA’s, in both continuous and batch manufacturing
processes, through a series of laboratory and pilot scale experiments.
The results show that granulate properties are predictable from a knowledge of the
processing parameters such as solid-to-water ratio, binder temperature, mixing time and
impeller/screw speed. Thus manufacturing granules with specific properties can be
undertaken. Subsequent analysis of the tableting results shows that granule properties are also
linked to tablet CQAs and thus a direct link between granulate production and tablet
properties can be defined.
These results further show that defining a wet granulation process by the quality of the
granules allows the operator to develop a fully functional Design Space for each
manufacturing step based on flow properties. The graph below exemplifies the relationships
between the properties of granules manufactured in a continuous processing regime and a
Critical Quality Attribute of the tablets.
Tablet Hardness vs Basic Flowability Energy of Wet, Dried, Milled &
Lubricated Granules from a Continuous Granulation Process
Page 27
12. EXPERIMENTAL ANALYSIS OF THE MICROSTRUCTURE OF
SINGLE PARTICLES
Franziska Sondej, Andreas Bück & Evangelos Tsotsas
NaWiTec, Thermal Process Engineering, Otto-von-Guericke University Magdeburg, Germany
E-mail: [email protected]
In food, chemical and pharmaceutical industries, processes such as layering or
agglomeration play a significant role. In order to create specific product and layer properties,
e.g. in fluidized bed coating, an analysis of the micro-processes, which lead to layer formation
during the drying on the single particle, is required. A detailed investigation of the surface and
the interior of coating layer is possible using Confocal Laser Scanning Microscopes (CLSM).
The CLSM offers several advantages in comparison to conventional microscopes and
tomographic methods, e.g. a representation of the sample surface and layer structure in detail
in a short time, using small amounts of dyes and fluorescent materials.
In the framework of this study, the investigation of coated particles with the addition of
fluorescent dyes will be compared with existing data from literature; [1,2]. Primarily porous
gamma-alumina particles, which are coated with sodium benzoate under various process
conditions in a top-spray fluidized bed, are analyzed. Evaluations of expected coating
thicknesses are compared with theoretical thicknesses and geometrical equations, which
correlate measured chord lengths to coating thicknesses. Furthermore the coating layer
uniformity and the local porosity inside the shell will be evaluated in detail by analysis of
single sections of the measured particles.
[1] M. Dadkhah, M. Peglow and E. Tsotsas, Characterization of the internal morphology of
agglomerates produced in a spray fluidized bed by X-ray tomography, Powder Technology, 228
(2012) 349-358.
[2] F. Sondej, A. Bück, K. Koslowsky, P. Bachmann, M. Jacob, E. Tsotsas, Investigation of coating
layer morphology by micro-computed X-ray tomography, Powder Technology (in review).
Page 28
13. SPECIFIC ENERGY CONSUMPTION AND QUALITY OF
WOOD PELLETS PRODUCED USING HIGH MOISTURE
LODGEPOLE PINE
Jaya Shankar Tumuluru & Craig. C. Conner
750 University Blvd, Biofuels and Renewable Energy Technology, Idaho National Laboratory, Idaho
Falls, Idaho-83415
Wood pellets are commonly used in energy application. Yancey et al. [1] indicated that in
a commercial wood pellet production process rotary dryer takes of about 70% of energy
whereas pellet mill takes about 7% of the total energy. Tumuluru [2] in his studies made corn
stover pellets at high feedstock moisture content of >28% (w.b.). His results indicated that the
process heat developed in the die and further cooling helps to reduce the feedstock moisture
content by 5-8% and makes partially dried pellets. He has suggested that the partially dried
pellets can be dried further to safe storage moistures using low cost and energy efficient
dryers like grain or belt dryer. Techno-economic analysis on conventional and high moisture
pelleting indicated that high moisture pelleting offer significant energy saving (>50%), mainly
due to switching to a grain dryer from rotary dryer [3]. Current study is to evaluate the
technical feasibility of pelleting high moisture ground lodgepole pine samples using a flat die
pellet mill. A Box-Behnken experimental design was used to test the effect of feedstock
moisture (33-39%, w.b.), die speed (40-60Hz) and preheating temperature (30-90°C) on the
pellet quality attributes (pellet moisture content, unit, bulk, tapped density, and durability) and
specific energy consumption. The power data for each pelletization run was recorded to
calculate the specific energy consumption. Pellet moisture content was recorded immediately
after pelleting and cooling. As the pellets produced had high moisture contents in the range of
20-30% (w.b.), they were further dried to <9% (w.b.) at 70°C for 3 hours in a mechanical
oven to increase the storage stability. These pellets were further evaluated for physical
properties. Experimental data was used to develop response surface models (RSM) and plots.
Surface plots drawn indicated higher unit, bulk and tapped density (1050, 520, 560 kg/m3)
were observed at feedstock moisture content of 33-34% (w.b.), die speed of 60Hz and
preheating temperature of 30-60°C. Increasing the feedstock moisture content to 39% (w.b)
reduced significantly the unit, bulk and tapped density to <912, 396 and 452 kg/m3. The
highest durability values of >95% were obtained at 33-35% (w.b.) at lower preheating
temperatures of 30-40°C and higher die speed of 60Hz. Higher preheating temperature of
90°C, higher die speed of 60Hz and feedstock moisture of 33% (w.b.) resulted in lowering the
specific energy consumption to <116 kWhr/ton. The RSM models developed are further
optimized to find the process variables which can maximize density and durability and
minimize pellet moisture content and specific energy consumption.
[1] N.A. Yancey, J.S Tumuluru, C.T Wright, Grinding and Densification Studies on Raw and
Formulated Woody and Herbaceous Biomass Feedstocks, Journal of Biobased Materials and
Bioenergy, 7(5) (2013) 549-558.
[2] J. S. Tumuluru, Effect of process variables on the density and durability of pellets made form high
moisture corn stover, Biosystems Engineering, 199 (2014) 44-57.
[3] J. S. Tumuluru, K. G. Cafferty, K. L. Kenney, Techno-economic analysis of conventional, high
moisture pelletization and briquetting process, ASABE Proceedings, Paper number 141911360, 2014
Montreal, Quebec Canada July 13 – July 16, 2014.
Page 29
14. PREDICTING LOCAL SHEAR IN POWDER FLOW USING
DEM: EFFECT OF SIMULAITON PARAMETERS
Nathan J. Davis1, Rachel M. Smith2 & James D. Litster1
1 Purdue University, School of Chemical Engineering, Forney Hall of Chemical Engineering, 480
Stadium Drive, West Lafayette, IN 47907-2100
2 Department of Chemical and Biological Engineering, University of Sheffield, Newcastle Street,
Sheffield, S1 3JD, UK
E-mail: [email protected]
Discrete Element Method (DEM) models have become an important tool for modelling
granular flow. This DEM information is important for determining the parameters of the rate
process kernels in the population balance models. Unfortunately current computational
limitations limit the size and number of particles that can be feasibly modelled. While the
most advanced DEM models can accommodated 1*109 particles, real systems in granulation
contain more than 1*1012 particles. The large particle simulations can be useful for studying
bulk granule flow, but are not reliable for particle scale information [1].
In this study a "unit cell" DEM simulation is used to determine how the bulk properties of
granule flow translate to particle level forces. As seen in figure 1, a single large particle is
placed in a bed of smaller particles and a shear field is induced. The resulting forces and shear
on the large particle are then characterized to determine how the bulk properties of the shear
field are affecting the local shear of the particle. Sensitivity studies are also discussed
including coefficient of restitution, Young's modulus, and particle size ratio. Shear rates
between 0.01 and 10 s-1 are evaluated. Using this method a better understating of the
limitations of DEM models is achieved. Additionally, the translation of granulator scale DEM
to more realistic systems is bridged using the unit cell approach.
[1] B. Freireich, J.D. Litster, C. Wassgren, Using the discrete element method to predict collision-
scale behaviour: A sensitivity analysis, Chemical Engineering Science, 64 15 (2009) 3407-3416.
Unit Cell DEM simulation depicting induced shear field and single large particle.
Page 30
15. INFLUENCE OF PROCESS PARAMETERS AND MECHANICAL
PROPERTIES OF PHARMACEUTICAL MATERIALS ON
MILLING OF ROLLER COMPACTED RIBBONS
Andreja Mirtic & Gavin Reynolds
Pharmaceutical Development, AstraZeneca, Macclesfield SK10 2NA, UK
E-mail: [email protected]
Milling in roller compaction consists of the breakage of a dry compacted 'ribbon' into a
granulated product consisting of particles with a desired size distribution. In general,
understanding the milling parameters relating to size reduction is extremely important in
achieving a desired particle size distribution, allowing for better product uniformity, tablet
strength and optimizing formulation dissolution properties. Despite extensive literature on
particle size reduction, mechanistic insight into milling processes still remains poorly
understood. The aim of this study was to determine the influence of process parameters and
material properties of roll compacted ribbons on the the underlying breakage mechanisms and
subsequent granule size.
Population balance modelling (PBM) can be used to fit experimental data in a particle size
reduction process [1]. One particular aspect of PBM is that the breakage behaviour of each
particle of a given size class can be described by a selection function, giving the rate
dependence, and a breakage function, giving the fragment distribution. Parameter estimation
of these functions can give insight to the underlying breakage mechanisms and can also be
related to milling process parameters and material properties. The size of the milled granules
is controlled by the mill screen size and the milling speed as well as by the ribbon porosity,
hardness and fracture toughness [2]. Methodologies have been developed to measure tensile
and shear fracture properties as a function of ribbon porosity. The process characteristics and
material properties of the ribbons have been correlated with the milling kinetics to build a
mechanistic understanding of the milling process and to predict the subsequent granule size
distribution.
[1] G.K. Reynolds, Modelling of pharmaceutical granule size reduction in a conical screen mill,
Chemical Engineering Journal, 164 (2010) 383 – 392.
[2] R.C. Rowe, R.J. Roberts, The mechanical properties of powders, Advances in Pharmaceutical
Sciences, 7 (1995) 1 – 66.
Acknowledgements: This work was supported by the IPROCOM Marie Curie initial training
network, funded through the People Programme (Marie Curie Actions) of the European
Union’s Seventh Framework Programme FP7/2007-2013/ under REA grant agreement No.
316555.
Page 31
16. IMPACT OF MILLING PROCESS CONDITIONS ON THE
GRANULE'S PROPERTIES: EFFECT OF MILLING SPEED AND
ROTATION
Lucia Perez-Gandarillas1, Ana Perez-Gago2, Alon Mazor1, Peter Kleinebudde2,
Abderrahim Michrafy1 & Olivier Lecoq1
1 Université de Toulouse, Mines Albi, CNRS, Centre RAPOSDEE, Albi, France
2 Institute of Pharmaceutics and Biopharmaceutics, Heinrich-Heine-University, Duesseldorf, Germany
E-mail: [email protected]
Powders are often granulated in order to improve their manufacturing properties such as
flowability. For this goal, dry granulation by roll compaction has been widely used in the
pharmaceutical industry. After roll compaction, the produced ribbons are milled and granules
of different sizes are obtained together with a percentage of fines. The generation of fines
should be avoided especially when active ingredients are involved. On the other hand, large
sized granules improve the flow but the tablet tensile strength is reduced. Therefore, in order
to optimise the roll compaction process, it is required to find a controlled particle size
distribution, which keeps the balance between loss of reworkability and good flow. A direct
way of controlling the particle size distribution is through the control of the milling
parameters.
Some authors have reported research work on the effect of the milling on granules
properties for wet granulation but less attention has been given for dry granulation [1]. The
aim of this study is to analyse the influence of the milling system and the applied conditions
(speed and angle of rotation) on the microstructural properties of roll compacted granules.
Two common excipients with different mechanical behaviour were used: microcrystalline
cellulose (Avicel® PH-101, FMC Biopolymer) and mannitol (Pearlitol® 200SD, Roquette)
and a binary mixture of both with a proportion of 50% of each component. The production of
ribbons was performed using a roll compactor (MiniPactor, Gerteis) equipped with knurled
rolls. Resulting ribbons were milled using two different milling systems (star rotor and pocket
mould-grooved granulator). The ribbons were milled at speeds of 30 and 120 rpm and the
angles of rotation were varied from 360° clockwise to 150° clockwise/counter-clockwise.
In order to better understand the effect of the milling conditions on the granule’s
properties, measurements of particle size distribution, shape and surface area (BET and
inverse chromatography) are done for all the batches. This information together with the
characterization of work hardening of die compaction of granules allow us to determine the
optimal conditions for these systems and to design granules with a good quality for tableting.
[1] A.K. Samanta, K.Y. Ng, P.W.S. Heng, Cone milling of compacted flakes: process parameter
selection by adopting the minimal fines approach. International Journal of Pharmaceutics, 422 (2012)
17–23.
Acknowledgemet: This work was supported by the IPROCOM Marie Curie initial training
network, funded through the People Programme (Marie Curie Actions) of the European
Union's Seventh Framework Programme FP7/2007-2013/ under REA grant agreement No.
316555.
Page 32
17. CAKING OF COMPLEX SUCROSE MIXTURES
Sophie Samain, Mohammed Benali, Mikel Leturia, Elisabeth Van Hecke,
Isabelle Pezron & Khashayar Saleh
UTC/ESCOM, Equipe d’Accueil "Transformations Intégrées de la Matière Renouvelable" (EA 4297),
Rond-Point Guy Deniélou, 60200 Compiègne, France
E-mail: [email protected]
Maintaining powder flowability and preventing powder caking are of utmost importance
for pharmaceutical, chemical and food industries. Regarding crystalline sucrose, moisture is
often identified as the cause of caking. The presence of water induces the formation of liquid
bridges; at lower humidity, these bridges undergo efflorescence, leading to solid bridges
which strongly link the particles with each other. Efflorescence is a key phenomenon for the
characterization of sucrose caking. Moreover, sucrose in foods is usually mixed with other
components like NaCl and/or other sugars (glucose, fructose, polymers…) which may
strongly affect sucrose crystallization. The presence of fructose, glucose and corn syrup
induces a delay in crystallization [1], and the sucrose:NaCl mixture is likely to stay in an
amorphous state depending on the proportions [2].
The aim of this work is to better understand the mechanism of sucrose crystallization, in
pure state or in mixtures. Experiments on a Dynamic Vapour Sorption (DVS) equipment
allow studying the drying conditions and their influence on the final state of the product
(amorphous and/or crystalline) and on the Efflorescence Relative Humidity of the crystals; the
glass transition temperature of amorphous components is determined by Differential Scanning
Calorimetry (DSC). These experiments will be related to the characterization of the cake
strength to see the impact of caking at a macroscopic level.
[1] A.K. Laos, B.E. Kirs, C.A. Kikkas, D.T. Paalme, Crystallization of the supersaturated sucrose
solutions in the presence of fructose, glucose and corn syrup, Proceedings of European Congress of
Chemical Engineering, Copenhagen, (2007).
[2] M. Dupas-Langlet, M. Benali, I. Pezron, K. Saleh, L. Metlas-Komunjer, The impact of
deliquescence lowering on the caking of powder mixtures, Powder Technology (n.d.).
doi:10.1016/j.powtec.2014.05.011.
ESEM micrographs - drying of NaCl and sucrose particles in contact with each other
Page 33
18. APPLICABILITY OF THE RYSHKEWITCH-DUCKWORTH
EQUATION ON DIRECT AND DRY GRANULE COMPRESSION
Johanna Mosig & Peter Kleinebudde
Institute of Pharmaceutics and Biopharmaceutics, Heinrich-Heine-University, Duesseldorf, Germany
E-mail: [email protected]
Ryshkewitch and Duckworth found 1953 a linear relationship between the logarithm of the
tensile strength (σ) and the porosity (ε) of ceramic compacts [1,2]. Since then, the equation
(lnσ = lnσ0-k*ε) was also applied in pharmaceutics to describe the tableting behaviour of
different materials. The aim of the study was to check the applicability of the Ryshkewitch-
Duckworth equation to describe the compaction behaviour of dry granules and the
corresponding raw materials. Two types of microcrystalline cellulose (MCC), powder
cellulose, lactose and magnesium carbonate were roll compacted with five different specific
compaction forces between 2 and 12 kN/cm. Ribbons were dry granulated and sieved into
three defined particle fractions. The granule fractions were tableted with compression
pressures between 60 and 418 MPa by internal and external lubrication and the tablets
characterized according to their weight, height, diameter and crushing force. Porosity and
tensile strength were calculated.
The Ryshkewitch-Duckworth equation could be applied successfully for the compression
of the starting and granule materials (Figure 1a, R2 > 0.98). In contrast to literature [3], direct
and granule compression form no uniform curve, as it was observed for direct compression of
one material with different tableting speeds. Therefore, the solid fraction or porosity cannot be
used as sole factor for the scale-up of tableting processes. For tablets made from dry granules,
the total porosity can be divided into the intra- and extragranular porosity. The absolute slope
(k) of the Ryshkewitch-Duckworth plot increase with an increasing specific compaction force
of the granules and with this, a stronger dependency between the tablet porosity and the
strength is observable (Figure 1b). This can be explained by the primarily reduction of the
intergranular porosity with increasing compaction force. Intragranular porosity will be less
affected during compression for granules from higher specific compaction forces. Resulting
from this, porosity decrease in such tablets will mainly be caused by the reduction of
intergranular porosity, affecting sharply the strength. As the increasing slope correlates with a
decreasing strength of the dry granule tablets, it can be used as a measure of the influence of
porosity changes on the reduced compactibility of dry granules.
Figure 1. (a) logarithm of the tensile strength vs. porosity of MCC granules (315-630 µm) and
the direct compression with internal lubrication (mean ± sd), (b) slope of the Ryshkewitch-
Duckworth plot vs. specific compaction force of the granule compressions of MCC
Page 34
[1] E. Ryshkewitch, Compression strength of porous sintered alumina and zirconia, Journal of the
American Ceramic Society, 36 (1953) 65-68.
[2] W. Duckworth, Discussion of Ryshkewitch paper by Winston Duckworth, Journal of the American
Ceramic Society, 36 (1953) 68.
[3] C.K Tye, C. Sun, G.E. Amidon, Evaluation of the effects of tableting speed on the relationships
between compaction pressure, tablet tensile strength, and tablet solid fraction, Journal of
Pharmaceutical Sciences, 94 (2005) 465-472.
Page 35
19. EFFECT OF FOOD/MICROORGANISM (F/M) RATIO ON
GRANULAR SLUDGE CHARACTERISTICS IN SBR SYSTEM
Muhammad Sajjad1,2 & Kwang S. Kim1,2
1 Korea University of Science and Technology, 217 Gajeong-ro, Yuseong-gu, Daejeon, 305-350,
Republic of Korea
2 Environmental Engineering Research Division, Korea Institute of Civil Engineering and Building
Technology, 283 Goyangdae-ro, Ilsanseo-gu, Goyang-Si, Gyeonggi-Do, 411-712, Republic of Korea
E-mail: [email protected]
In the current studies, two reactors (R-1 and R-2) were operated for 45 days to highlight
the effects of food/microorganism (F/M) ratio on the granular sludge characteristics in the
sequencing batch reactor (SBR) system. R-1 and R-2 were run on 3 and 6 cycles/day basis by
maintaining an F/M ratio of 0.15 and 0.30 kg COD/kg MLSSˑd, respectively, using glucose.
Mixed liquor suspended solids (MLSS) concentration was 3000 mg/L in both the reactors and
extra MLSS discharged from the reactors to ensure a constant F/M ratio throughout the
investigative period. The workable volume of each SBR was 3.0 L and effluent was
discharged from the center of the reactors. All the unit operations like feeding, aeration,
settling and effluent drainage were automatically controlled through the installation of timers
with them. MLSS, SVI30, NH4-N and PO4-P and COD were measured by using the standard
methods [1]. Extracellular polymeric substances (EPS) were extracted and measured by
following the methods mentioned in [2].
The SVI30 values were found to be 65 and 42 ml/g in R-1 and R-2 (Figure 1A),
respectively, at the close of experiment which were very lower than the seed sludge (SVI30 =
230 ml/g). The particle size of majority of R-2 granules was higher than R-1 and found
around 700 µm, while that of R-1 was less than 500 µm. The SVI30 and particle size
distribution results showed that the high F/M ratio in R-2 accelerated the granulation process
in that reactor, while the process was much slower in R-1, which was run about half of the
F/M ratio of R-2. It was witnessed by the difference in EPS contents of two SBRs. The total
EPS contents measured in terms of proteins and polysaccharides were high in R-2 than R-1
(Figure 1B). EPS are the organic polymers which attracted the negatively charged
microorganism in the wastewater, and eventually helped in the increase of granulation rate by
increasing the sludge particle size.
Figure 1. Variation in (A) SVI30 and (B) EPS contents in R-1 and R-2 in SBR system.
0
25
50
75
100
125
150
175
200
225
250
0 5 10 15 20 25 30 35 40 45 50
SV
I 30
(ml/
g)
Time (d)
R-1 R-2
0
20
40
60
80
100
120
140
0 5 10 15 20 25 30 35 40 45 50
EP
S c
on
ten
ts (
mg
/g V
SS
)
Time (d)
R-1 R-2(A) (B)
Page 36
[1] APHA, Standard methods for the examination of water and wastewater, Washington DC. USA,
American Public Health Association (1998).
[2] B. FrØlund, R. Palmgren, P.H. Nielsen, K. Keiding, Extraction of extracellular polymers from
activated sludge using a cation exchange resin, Water Research, 30 (1996) 1749–1758.
Page 37
20. USE OF CONTINUOUS TWIN SCREW WET GRANULATION
TECHNIQUE TO DEVELOP HIGH DRUG LOADING TABLET
FORMULATION AND ROBUST PROCESS FOR CHALLENGING
ACTIVE PHARMACEUTICAL INGREDIENTS
Claire Tridon, Indra Yadav & Terry Ernest
GlaxoSmithKline R&D, 3rd Avenue, Harlow, Essex, UK, CM19 5AW
E-mail: [email protected] , [email protected]
Cohesive and low bulk density Active Pharmaceutical Ingredients (API) present a number
of technical challenges for formulation and process development via traditional granulation
techniques, especially when high drug loading is required. Batch high shear wet granulation
of high loading low bulk density APIs often results in a ‘bed drop’ within the granulator as
densification takes place during granulation. This restricts maximum batch size and results in
variability in mixing and poor control over the granulation process giving potentially more
variable, less robust drug products. This paper compares the development of two challenging
drug substances through both the batch and continuous Twin Screw Granulation (TSG)
processes [1]. This paper also illustrates advantages of the TSG process over the batch process
[2]. Two challenging small particle size low bulk density APIs were successfully formulated
into tablets at commercial scale using TSG (Figure 1). More robust products (granules and
tablets) were produced by TSG compared to batch high shear granulation with improved
compressibility, disintegration and dissolution.
[1] H. Leuenberger, New trends in the production of pharmaceutical granules: batch versus continuous
processing, European Journal of Pharmaceutics and Biopharmaceutics, 52(3) (2001) 289–96.
[2] U. Shah, Use of a modified twin-screw extruder to develop a high strength tablet dosage form,
Pharmaceutical Technology, 29 (2005) 52–66.
Figure 1. Tablet attributes. TSG versus Batch
0.0
1.0
2.0
3.0
4.0
5.0
6.0
0 50 100 150 200 250 300 350
Tens
ile S
tres
s (M
Pa)
Compaction Stress (MPa)
Tablet Compression ProfileBatch versus TSG using same Drug Substance
Continuous TSG Tablet batch (Fette 1200i, 9.0 mm round NC tooling)
Batch High Shear Wet Granulation Tablet batch (Compaction Simulator, 10.5 mm round NC tooling)
TSG
300 mg core weight,
disintegration time = 3
min (at 2.0 MPa tensile
strength)
BATCH
500 mg core weight,
disintegration time = 7
min (at 2.0 MPa tensile
strength)
Page 38
21. POPULATION BALANCE MODELING OF TWIN SCREW WET
GRANULATION THROUGH MECHANISTIC UNDERSTANDING
Ridade Sayin1,2, Dana Barrasso3, Juan G Osorio1,2, Rohit Ramachandran3, James
D Litster1,2,4 1 Center for Particulate Processes and Products, Purdue University, West Lafayette, Indiana, USA
2 School of Chemical Engineering, Purdue University, West Lafayette, Indiana, USA 3 Department of Chemical and Biochemical Engineering, Rutgers, The State University of New Jersey,
Piscataway, USA 4 Industrial and Physical Pharmacy, Purdue University, West Lafayette, Indiana, USA
E-mail: [email protected]
There is an increasing interest in twin screw granulation (TSG) in the pharmaceutical
industry due to its design flexibility, wide range of throughputs and short residence times. In
the pharmaceutical industry, innovators are encouraged by the regulatory agencies to develop
advanced understanding of underlying physical phenomenon and build quality into their
products. In previous studies, experiments were performed on a Thermo-Fisher 16 mm
granulator to elucidate the granule growth mechanisms for different configurations with
kneading elements (KEs) [1] and distributive mixing elements (DMEs) [2]. Measured granule
properties were granule size distribution (GSD), shape, porosity, and liquid distribution (LD).
To model these phenomena, Barrasso et al. developed a multi-dimensional multi-component
model of a TSG process to predict granule attributes, which demonstrated similar trends to
those observed experimentally [3]. This study aims to combine the two approaches and
presents a population balance model of a TSG process using the framework developed by
Barrasso et al. and experimental data and mechanistic understanding studied at Purdue
University. The population balance model presented utilizes the regime-separated nature of
TSG. Based on this mechanistic approach, the TSG is modeled as a series of compartments,
where each element type represents one compartment in which the mechanisms are clearly
established. In the liquid addition zone, drop controlled granules are formed, and are partially
broken up in the screw. Each downstream element involves breakage (only of larger lumps
and granules), fine layering, and, at high liquid to solid ratio, possibly additional coalescence.
The element characterization data allows the fitting of the breakage rate constants and other
rate parameters on an element by element basis. The combined model for the whole screw
length can then be used to track the evolution of granule properties from any combination of
elements. The model is validated against experiment for a variety of screw configurations.
Schematic of mechanistic approach proposed for population balance modelling of twin screw
wet granulation.
Page 39
[1] D. Barrasso, S. Walia, R. Ramachandran, Multidimensional population balance modeling of
continuous granulation processes: a parametric study, Powder Technology, 241 (2013) 85-97.
[2] A. S. El Hagrasy, J. D. Litster, Granulation rate processes in the kneading elements of a twin screw
granulator, AIChE Journal, 59.11 (2013) 4100-4115.
[3] R. Sayin, A. S. El Hagrasy, J. D. Litster, Distributive mixing elements: Towards improved granule
attributes from a twin screw granulation process, Chemical Engineering Science (2014) DOI:
10.1016/j.ces.2014.06.040.
Page 40
22. FABRICATING OF HIERARCHICALLY ASSEMBLED
CERAMIC-POLYMER COMPOSITES USING A SPOUTED BED
SPRAY GRANULATION PROCESS
Eduard Eichner1, Stefan Heinrich1, Michael F. H. Wolff1, Gerold A. Schneider2
& Sergiy Antonyuk3
1 Institute of Solids Process Engineering and Particle Technology, Hamburg University of
Technology, Denickestrasse 15, 21073 Hamburg, D
2 Institute of Advanced Ceramics, Hamburg University of Technology, Denickestrasse 15, 21073
Hamburg, D
3 Chair of Particle Process Engineering, Department of Mechanical and Process Engineering,
University of Kaiserslautern, Gottlieb-Daimler-Strasse, 67663 Kaiserslautern, D
E-mail: [email protected]
The properties of the spray granulation in spouted beds offers many advantages in terms of
the process design for the fabrication of novel ceramic-polymer-composites. Particles in the
µm-range can be structured with this technique, and optimal properties for further processing
to materials can be obtained. For this, prestructured particles can be used, which then lead to a
hierarchical assembly, which is similar to natural materials, such as nacre and teeth.
Naturally occuring load-bearing materials are always ceramic-polymer composites with
several hierarchical levels, which are optimized for the specific surroundings and
requirements. Even though the structure of biological materials and its interconnection with
their outstanding mechanical properites has been studied in detail in recent years, it has so far
not been possible to mimick this structural design. We present a process route for the
fabrication of hierarchical materials which involves the spouted bed spray granulation process
of prestructured particles. With this approach a genuine hierarchically structured ceramic-
polymer composite material with brick-and-mortar-structure was fabricated. Agglomerates
which were prestructured were used as bed particles for the spouted bed spray granulation.
The granules were then compressed to form a solid material with brick-and-mortar structure.
The experimental approach as well as experimental results (4-point bending, nanoindentation)
and simulative results of the manufactured samples are shown and discussed.
Light micoscopic (left) and scanning electron microscopic images of the manufactured
hierarchical material
Page 41
23. PREPARATION AND CHARACTERIZATION OF ADSORBENTS
BY GRANULATION AND EXTRUSION
Edith Goldnik, Yanira Lopéz, Ranja Plätzer, Björn Lamprecht, Christian Eichler,
Tharsha Thiripuvanam & Thomas Turek
Institute of Chemical and Electrochemical Process Engineering, Clausthal University of Technology,
Leibnizstrasse 17, Clausthal-Zellerfeld, Germany
E-mail: [email protected]
In many environments undesirable gas compounds occur causing unpleasant odours and
respiratory irritations. The removal of such undesired gases from ambient air is usually
realized by absorption with a suitable solvent. As an alternative way it is possible to perform a
dry separation trough a packed bed of pellets. These pellets are developed and analyzed in this
work.
The adsorbents consist of support material, additives and active components. The support
provides a high surface and porosity to obtain a good distribution of the active component.
Additives can increase the mechanical strength, produce pores and enhance the capacity. For
extrusion the addition of a plasticizer is required.
The adsorbents are prepared by different forming processes including extrusion in a single-
screw extruder and granulation on a pelletizing plate. The main challenge in preparation is to
improve the mechanical stability without reducing the porosity of the material. The addition
of most binders results in a blocking of pores. A high input of mechanical energy during the
shaping leads to strong and dense pellets, but also to a low porosity. In extrusion the amount
of plasticizer and the extrusion rate seem to be the most important parameters. In Granulation
the spraying position, the amount of moisture added during spraying and the rotational speed
are key parameters.
Efficient adsorbents are characterized by a high capacity for the challenge gas, small
pressure drop and sufficient properties concerning stability and abrasion. These properties
depend on the chemical composition and on the shaping process. First experiments show that
particularly the porosity and the distribution of active component play an important role in
obtaining a high capacity and efficiency in the removal of undesired gases. It was found that
granulates show advantageous adsorption properties due to a high porosity. Extrudates,
however, have a higher mechanical stability but a low capacity in breakthrough experiments.
Page 42
Preparation of adsorbents by extrusion and granulation.
Page 43
24. MULTI-SCALE MODELLING OF FLUID BED GRANULATION
PROCESSES THROUGH A COUPLED PBM-DEM-CFD
FRAMEWORK TO FACILITATE QBD IN PHARMACEUTICAL
DRUG PRODUCT MANUFACTURING
Ashutosh Tamrakar1, Dana Barrasso1, Celia N. Cruz2 & Rohit Ramachandran1
1 Department of Chemical and Biochemical Engineering, Rutgers, the State University of New Jersey,
Piscataway, NJ, 08854, USA
2 Center for Drug Evaluation and Research, U.S. Food and Drug Administration, Silver Spring, MD,
20993, USA
E-mail: [email protected]
Aligned with the FDA and pharmaceutical industry's efforts to implement the Quality by
Design (QbD) paradigm and incorporate design-based principles to both new and existing
manufacturing processes, this work aims to move towards a predictive model-based analysis
to establish a process design space linking critical process parameters (CPPs) and formulation
properties to critical quality attributes (CQAs). A fluid bed granulation (FBG) process is used
to demonstrate a comprehensive process model development by efficiently coupling multi-
scale simulation techniques for effective process design, development and scale-up.
A novel framework is presented that couples population balance modelling (PBM),
discrete element methods (DEM) and computational fluid dynamics (CFD), and incorporates
CPPs (e.g. liquid spray rate, airflow rate, and vessel temperature) and formulation properties
of both liquid and particles (e.g. liquid viscosity and liquid-particle contact angle). The
framework relies on the PBM to simulate the changes in the particle size distribution (PSD)
due to rate processes including aggregation, breakage, liquid addition and consolidation, and
on DEM-CFD simulations to provide dynamic mechanistic information such as flux data,
collision frequencies and drag forces needed to evaluate the rate kernels involved. The
heterogeneity of liquid distribution and particle collisions as the system is fluidized and
sprayed with binder is captured and embedded into PBM calculations via associated rate
kernels which are functions of PSD and liquid content changes (see Figure 1).
Figure1. Snapshots of liquid content (a, b) and particle diameter (c, d) at time = 1s and 2s
respectively.
Page 44
25. MODELLING FRAMEWORK FOR THE DYNAMIC
FLOWSHEET SIMULATION OF SOLIDS PROCESSES
Vasyl Skorych, Eduard Eichner, Maksym Dosta, Ernst-Ulrich Hartge & Stefan
Heinrich
Hamburg University of Technology (TUHH), Institute of Solids Process Engineering and Particle
Technology, Denickestrasse 15, 21073 Hamburg, Germany
E-mail: [email protected]
Many production processes in solids processing technology consist of several apparatuses
and process steps connected with energy and material flows. For the dynamic simulation of
such processes the development of a novel flowsheet simulation system has been started
within the German DFG priority program SPP-1679, which contains 31 projects from
different German universities (www.dynsim-fp.de). In this contribution the architecture of the
new modelling framework and its application for the investigation of transient behaviour of
continuous fluidized-bed granulation processes are presented.
The system is based on the sequential-modular approach, where each model is calculated
separately. This makes it possible to use multiple specialized solvers for the calculation of a
flowsheet simultaneously. This leads to a high flexibility in the development of models. For
the dynamic simulation a modified Waveform Relaxation method is used, in which the total
simulation time is divided into smaller intervals, and models are solved separately using some
initial guess for the solution.
Due to the fact that the solids are described by distributed parameters, special techniques
such as transformation matrices are used for their handling. These matrices allow preserving
interdependency between distributed parameters during the simulation.
Distinctive features of the new system are: dynamic calculation of complex process
structures considering solid, liquid and vapour phases and their mixtures; advanced handling
of multidimensional dependent distributed properties; providing standardized interfaces for
implementation of new models.
General architecture of the dynamic flowsheet simulation system
Page 45
26. PILOT SCALE OPTIMIZATION OF ROLLER COMPACTION
PROCESS USING NEAR-IR CHEMICAL IMAGING
Milad Khorasani1, José M. Amigo2, Poul Bertelsen3, Changquan C. Sun4 &
Jukka Rantanen1
1 Department of Pharmacy, Faculty of Health and Medical Sciences, University of Copenhagen,
Universitetsparken 2, 2100, Copenhagen, Denmark
2 Department of Food Science, Faculty of Science, University of Copenhagen, Rolighedsvej 30, 1957,
Frederiksberg C, Denmark
3 Takeda Pharmaceutical GmbH, Robert Bosch Strasse 8, D-75224, Singen, Germany
4 Department of Pharmaceutics, College of Pharmacy, University of Minnesota, Harvard St. SE, 308,
MN 55455, Minneapolis, USA
E-mail: [email protected]
Dry granulation using roller compaction is an important unit operation for the
pharmaceutical industry. In contrast to many wet granulation techniques, dry granulation is a
continuous process and it is a suitable process for moisture and heat-sensitive compounds.
This results in various economic advantages. During dry granulation, the powder is
compacted between two rolls to form compacts (ribbons). These ribbons are subsequently
milled into granules and the porosity of the ribbons influences the granule properties and final
product quality.
In this work, model ribbons with varying porosity were prepared at different roll pressures
and roll speeds. The ribbons were further milled to granules and these granules were
compacted into tablets. Using Near-Infrared Chemical Imaging (NIR-CI) and chemometric
method, we visualized the porosity distribution in the ribbons. In order to investigate the
relation between ribbon porosity and granule particle size distribution (GPSD), the 10, 50 and
90% fractions of the ribbon porosity distributions and GPSDs, were correlated by linear
regression. Promising correlation coefficient for the 50% and 90% fractions were achieved.
Ribbons with higher strengths resulted in granules with larger size. The corresponding tablets
from these granules had lower tensile strength. Using NIR-CI it was also possible to visualize
the chemical variation, e.g. composition distribution. Our study confirms the potential of NIR-
CI for process monitoring and control of continuously operating roller compaction line.
Porosity distribution of roller compacted ribbons
Page 46
27. MECHANISTIC TIME SCALES IN ADHESIVE PARTICLE
MIXING
Duy Nguyen1, Anders Rasmuson1, Ingela Niklasson Björn2 & Kyrre Thalberg2
1 Department of Chemical Engineering, Chalmers University of Technology, SE-412 96, Gothenburg,
Sweden 2 Astra Zeneca Pharmaceutical Development R&D Mölndal, SE-431 83, Mölndal, Sweden
E-mail: [email protected]
This study investigates the mechanisms governing mixing of adhesive mixtures, i.e.
random mixing, de-agglomeration and adhesion, and their relative importance to achieve
mixing homogeneity. To this end, blending of micronized particles (fines) with carrier
particles was carried out using a high shear mixer. Dry particle sizing using laser diffraction
was employed to assess blend homogeneity and to evaluate the relative strength of the
agglomerates present in the fines. Particle sizing using a non-destructive imaging technique
was used to monitor changes in particle size during blending. It was shown that the de-
agglomeration of the fine-particle agglomerates is the slowest mechanism and hence the rate-
limiting step as regards achieving a homogeneous adhesive mixture. Consequently, a longer
mixing time is needed for blending of larger agglomerates. Being fast, simple and
reproducible, the laser diffraction technique was shown to be an efficient method for
measurement of fine particle content and homogeneity of a mixture, while the non-destructive
image analysis was able to give relevant information on the rate of de-agglomeration of the
fine-particle agglomerates as well as on the size of the resulting carrier-fine particle
assemblies.
Figure 1. Schematic representation of adhesive mixing mechanisms
Page 47
28. INFLUENCE OF NOZZLE CONFIGURATION ON PROCESS
STABILITY OF CONTINUOUS FLUIDIZED BED LAYERING
WITH EXTERNAL CLASSIFICATION
A. Bück1, K. Meyer1, S. Palis2, C. Neugebauer3, A. Kienle2,3,
S. Heinrich4 & E. Tsotsas1
1 Chair of Thermal Process Engineering, Otto von Guericke University Magdeburg, Universitätsplatz
2, 39106 Magdeburg, Germany
2 Chair of Automation and Modelling, Otto von Guericke University Magdeburg, Universitätsplatz 2,
39106 Magdeburg, Germany
3 Max Planck Institute for Dynamics of Complex Technical Systems, Sandtorstraße 1,
39106 Magdeburg, Germany
4 Solids Process Engineering, Hamburg University of Technology, Denickestr. 15,
21073 Hamburg, Germany
E-mail: [email protected]
Fluidised bed layering is an important process in many industries, for example foods, and
fertilisers. The aim often is the production of a solid, free-flowing powder from solutions or
suspensions by spraying and subsequent evaporation of the solvent, thus changing the
properties of the particles in the powder, for example size, moisture content, or temperature.
The process is often run continuously with external classification where particles are removed
from the bed and are classified by screening and milling. The portion that does not comply
with required specifications is milled and re-fed to the apparatus. In general, each particle has
its own values for the characteristic properties, i.e. the particles possess a property
distribution.
Macroscopically, the temporal evolution of the particle property distribution can be
described in the population balance framework. For modelling this process, the granulation
chamber is divided into two compartments: the spraying zone, where the particles are covered
with the solution, and the drying zone where the liquid evaporates. Due to fluidisation, the
particles are able to flow from the spraying to the drying zone and vice versa. Depending on
the process parameters, e.g. spray zone size, residence time in the two zones, and milling
diameter, the process can either be open-loop stable or open-loop unstable. The unstable
process is characterised by usually undesired self-sustained oscillations in the particle size
distribution and in product mass flow.
In this work, a bifurcation stability analysis of the process with respect to the spray zone
size which depends on the nozzle characteristics, e.g. nozzle pressure and spray angle, as well
as the amount of sprayed solution and bed height, is presented. The size of the spray zone α is
correlated to the nozzle operating parameters, allowing the derivation of stability charts and
operating regimes.
Page 48
Stability chart for spray zone size α and size of milled and re-fed particles Lmill for different
mean residence times in the drying zone.
Page 49
29. OBLIQUE IMPACT OF PARTICLES ON WET SURFACES
Britta Crüger1, Stefan Heinrich1, Sergiy Antonyuk2, Niels G. Deen3 & Johannes
A.M. Kuipers3
1 Institute of Solids Process Engineering and Particle Technology, Hamburg University of
Technology, Denickestrasse 15, 21073 Hamburg, D
2 Chair of Particle Process Engineering, Department of Mechanical and Process Engineering,
University of Kaiserslautern, Gottlieb-Daimler-Strasse, 67663 Kaiserslautern, D
3 Multiphase Reactors Group, Department of Chemical Engineering and Chemistry, Eindhoven
University of Technology, P.O. Box 513
5600 MB Eindhoven, NL
E-mail: [email protected]
Granulation processes are characterized by intense particle-particle and particle-wall
contacts. Furthermore, these collisions often happen in the presence of liquid layers due to
liquid injection. Therefore the knowledge of micromechanics during such wet collisions is
fundamental for the exact description of a granulation process.
In this work the collision behaviour of dry particles obliquely impacting a target plate
covered by liquid layers is investigated by means of restitution coefficients. The coefficient of
restitution characterizes the energy dissipation during an impact and is defined as the ratio of
the velocities after and before impact. It is an important parameter for DEM simulations and
depends strongly on the collision parameters (such as collision velocity and angle), particle
behaviour (i.e. elastic or plastic) as well as on the properties of the injected liquid (viscosity,
layer thickness). To investigate the influence of these parameters on the wet collision
behaviour particle-wall impacts were recorded by two synchronized high-speed cameras
allowing a three-dimensional analysis (figure).
In dependence of the collision angle the normal component of the coefficient of restitution
has a maximum and the tangential component a minimum at approximately 20 °. The impact
velocity, liquid viscosity and liquid layer thickness also feature a strong influence on the
coefficient of restitution, but no effect on the overall dependence of the coefficient of
restitution on the impact angle.
Schematic representation of the experimental setup and example of the particle movement and
liquid bridge formation during the collision of a dry glass particle with a glass target plate
covered with a water film of 300 µm thickness (recorded by camera 1)
Page 50
30. INFLUENCE OF THE SOLID BOND MODEL ON AN
IRREGULAR SHAPED AGGLOMERATE BEHAVIOUR IN DEM
SIMULATIONS
Sergii Kozhar1, Maksym Dosta1, Vitalij Salikov1, Sergiy Antonyuk2 & Stefan
Heinrich1
1 Institute of Solids Process Engineering and Particle Technology, Hamburg University of
Technology, Hamburg, Germany
2 Chair of Particle Process Engineering, University of Kaiserslautern, Kaiserslautern, Germany
E-mail: [email protected]
In order to simulate numerically the particle behaviour within particle collectives, the
discrete element method (DEM) is often employed. The contact interactions and dynamic
behaviour of particles on the microscale are mainly characterised by contact models used in
DEM simulations. An imprecise implementation of the particle shapes and material properties
affect the accuracy of simulations with a bulk. Often in DEM simulations bulk is represented
by ideal spherical particles. Contrary to this, the particles used in industries have usually
irregular shapes. Such shape simplification is undesirable since a complex shaped body
behaves differently from a spherical one.
To consider the real shape of particles, the bonded-particle model has been used in this
contribution. Particles have been represented as agglomerates consisting of non-overlapping
primary spherical particles connected with solid binder bonds. The process of the structure
creation and DEM calculation of the agglomerates under static and dynamic loading were
performed by means of the in-house developed component-based simulation system MUSEN
[1].
To describe elastic-plastic behaviour of material the different contact models and the
models for the description of the solid bonds have been tested and their influence on contact
interactions has been analysed.
[1] M. Dosta, S. Antonyuk, S. Heinrich, Multiscale simulation of agglomerate breakage in fluidized
beds, Industrial & Engineering Chemistry Research, 52 (2013) 11275-11281.
Page 51
31. CHARACTERISATION OF THE WORK OF ADHESION OF
FOOD GRADE COATING MATERIALS ON A MALTODEXTRIN
MODEL SURFACE
Adrian Kape, Bärbel Ruick & Stephan Drusch
Technical University of Berlin, Department of Food Technology and Food Material Science,
Königin-Luise-Str. 22, 14195 Berlin
E-mail: [email protected]
For the application of a proper functional coating the interactions of the particle and the
coating solution needs to be taken in concern. With respect to material science, relevant
parameters in this particle-liquid-interaction (PLI) are wettability and adhesion. Aim of the
present study was to validate the applicability of two different methods for the determination
of the work of adhesion with respect to food-related applications.
To fulfil the aim of estimating the adhesion of food grade coating solutions on food grade
primary particle, there are two different models. The first one is the Owens-Wendt-Rabel &
Kaelble-model (OWRK), where in the first place, the free surface energy (SE) with its polar
and disperse parts of the particles material needs to be examined. After characterising the
surface tension (SFT) with polar and disperse parts of the coating solution, the work of
adhesion (WA) can be calculated. The second model is the Young-Dupré- model (Y-D), where
only the directly measured contact angle and the SFT of the coating solutions are required.
Experiments show, that the WA as derived from the two different models may vary to a
significant degree. When using the OWRK method, the determination of the SE is based on
linear regression, for which at least two different reference liquids are required. For two
points in a linear regression did not lead to a realistic SE, the contact angle of at least three
reference liquids covering a wide range of polar and disperse fraction in surface tension
should be measured. When a reference liquid with high polar fraction in SFT is missing, an
underestimation of the SE occurred. Lack of a reference liquid with high disperse fraction led
to an underestimation of the polar fraction of the SE of food grade model surfaces. For
determination of the SE of maltodextrin-based food grade model surfaces, as used in this
study, a combination of water, diiodomethane and at least a third reference liquid e.g.
ethylene glycol or formamide proved to be suitable. When it comes to the estimation of the
wetting properties of coating solutions on maltodextrin model surfaces, by calculating a
theoretical contact angle, the OWRK model shows 0° for two of the samples, examined in this
study (MC and Nutrateric). In contrast to the calculated contact angle, the direct measurement
of the contact angle of both coating solutions showed higher values of the contact angle.
Compared to the OWRK-model, the Y-D-model showed lower values of WA for two of the
examined coating solutions (carboxymethylcellulose and hydroxymethylpropylcellulose) and
higher WA for the other two examined coating solutions (methylcellulose and Nutrateric®). It
is hypothesized that the difference results from physical interactions of the reference liquids
and the coating solution on the maltodextrin model surface, e.g. porosity affects the contact
angle.
Using the OWRK model is convenient, when the wetting and adhesion properties of
coating solutions on model surfaces are characterised, because once the SE is estimated, only
the SFT of the coating solutions needs to be determined. The two models lead to different
values of WA and therefore to differences in the evaluation of the coating properties.
Page 52
32. PREDICTING THE SURFACE COMPOSITION OF A SPRAY
DRIED PARTICLE BY MODELLING COMPONENT
REORGANIZATION IN A DRYING DROP
Anna Porowska1, Maksym Dosta1 Alessandro Gianfrancesco2, Lennart Fries3
Stefan Palzer4 & Stefan Heinrich1
1 Hamburg University of Technology, Denickestr. 15, 21073 Hamburg, Germany
2 Nestlé Product Technology Center Konolfingen, Nestlestrasse 3, 3510 Konolfingen, Switzerland
3 Nestlé Research Center Lausanne, PO Box 44, 1000 Lausanne 26, Switzerland
4 Nestlé Beverages Business Unit, Av. Nestlé 55, 1800 Vevey, Switzerland
E-mail: [email protected]
Properties of powder, such as flowability, reconstitution behaviour or particle adhesion
depend on the surface properties, which are related to the surface composition. In spray
drying of a multicomponent system, redistribution of the feed components along a droplet
radius can take place. This redistribution can be driven by the difference in the diffusivity of
the components, component solubility, density, surface activity and hydrophobicity of
components. The final composition on the surface of a dried particle is a resultant of these
forces.
Modelling of the drying of a single drop in a hot air stream including two and three
components in the feed was applied to predict the radial distribution of the components in the
particle. In the model the mass transfer is described as diffusion. It is assumed that an
amorphous solid is formed, thus no kinetics of the solid formation was introduced. The
influence of the initial solid content, drying air temperature and component ratio on the time
for skin formation and the solid content gradient along the droplet radius during drying were
studied. The results obtained from the simulations are compared with the properties of
powders obtained by spray drying.
Figure 1. Left: Schematic presentation of the ternary model of a single drop drying with two
solutes (A1 and A2) having different diffusion coefficients (rc - radius of the liquid core, rL -
radius of the drop, R0 - initial drops radius, Di - diffusion coefficient, mvap - vapour mass
stream). Right: Influence of the initial total solid content and solutes ratio on the final
concentration profile in a dried particle
Page 53
33. A MECHANISTIC UNDERSTANDING OF GRANULE
BREAKAGE IN CONTINUOUS TWIN SCEW GRANULATION
Juan G. Osorio1, Ridade Sayin1 & James D. Litster1,2
1 Department of Chemical Engineering, Purdue University, West Lafayette, IN, 47906, USA
2 Department of Industrial and Physical Pharmacy, Purdue University, West Lafayette, IN, 47906,
USA
E-mail: [email protected]
Continuous pharmaceutical manufacturing has gained popularity and deeper understanding
in recent years. Within this scope, a novel continuous wet granulation technique - twin screw
granulation (TSG) - has been characterized. TSG has shown the capability of producing
granules with a range of properties depending on the parameters used (e.g. screw
configuration) used [1, 2]. From these studies, it was concluded that the TSG design yields
"well-defined regions for the different granulation rate processes" to occur [1]. Although this
is true, a mechanistic and physical understanding of how these rate processes occur is lacking.
Due to the poor initial liquid distribution, breakage is an essential mechanism to give
reasonable granule size and liquid distributions. This work focuses in understanding the
breakage mechanisms in TSG using different techniques. These techniques include the use of
model materials with known particle size (e.g. play dough and polystyrene beads) to
determine the breakage critical particle size and the daughter particle distribution, the use of
visualization experiments using high speed imaging to determine where breakage is
happening, and the use of discrete element method (DEM) modelling to determine the applied
stresses in the TSG and their impact on breakage. The effect of screw element design, screw
speed and screw diameter will be presented. The implementation of these results into
mechanistically based breakage kernels for population balances and the implications for
optimizing screw deign will be discussed.
[1] A. Al Hagrasy, J.D. Litster, Granulation rate proccesses in the kneading elements of a twin screw
granulator, AIChE Journal, 59 (2013) 4100-4115.
[2] R. Sayin, A. El-Hagrassy and J.D. Litster, Distributive mixing elements: Towards impoved granule
attributes from a twin screw granulation process, Chemical Engineering Science, Accepted, 2014.
Conveying and kneading elements (top) with sample DEM images (bottom) of a continuous
twin screw granulator
Page 54
34. COMPARATIVE STUDY OF MATRIX TABLETS -
EFFECT OF THE GRANULATION METHOD
Andreas Sauer1, Miyuki Fukusawa2 & Taka Hoshino2
1 Shin-Etsu Pharma & Food Materials Distribution GmbH, Rheingaustraße 190-196, H391, 65203
Wiesbaden, Germany
2 Shin-Etsu Chemical Co., Ltd. Cellulose Technical Support Center, YBP Technical center, 134,
Godo-cho, Hodogaya-ku, Yokohama, 240-0005, Japan
E-mail: [email protected]
Sustained release matrix tablets are widely used in the pharmaceutical industry to provide a
therapeutically effective drug level in the body over several hours. By administration of
sustained release tablets, the number of doses can be reduced to the benefit of the patient.
Highly viscous cellulose derivatives are binders for hydrophilic sustained release matrix
tablets [1]. To produce tablets with uniform weight and drug content, mixtures with good
flowability and homogenous distribution of the drug are required. Flowability and the
homogeneity of drug distribution can be increased by granulation of the drug and the
excipients [2,3].
We present different granulation techniques for the production of theophylline sustained
release matrix tablets with 10%, and 20% Shin-Etsu METOLOSE® SR (Hypromellose 2208,
HPMC). The effect of wet (fluid bed and high shear mixer granulation) and dry granulation
(roller compaction) on the tablet's dissolution profile is evaluated and compared with direct
compression of the ingredients.
Matrix tablet production by using granulated powder or direct compression
[1] H. Patel, D. R. Panchal, U. Patel, T. Brahmbhatt, M. Suthar, Matrix Type Drug Delivery System:
A Review, JPSBR, 1 (3) (2011), 143-151.
[2] Y. Qiu, Y. Chen, G. G. Z. Zhang, L. Liu, W. R. Porter, Developing Solid Oral Dosage Forms
(2009), Elsevier, 469-517.
[3] N. Shinde, N. Aloorkar, Ajit K., Bhaskar B., S. Sulake, P. Kumbhar, Recent Advances in
Granulation Techniques, Asian Journal of Pharmaceutical Sciences, 4 (1) (2014), 38-47.
Page 55
35. GAINING PROCESS KNOWLEDGE BY USING MECHANISTIC
MODELS FOR FLUIDIZED BED DRYING IN A CONTINUOUS
MANUFACTURING ENVIRONMENT
Séverine T.F.C. Mortier1, Krist V. Gernaey2, Thomas De Beer2 & Ingmar
Nopens3
1 BIOMATH, Department of Mathematical Modelling, Statistics and Bioinformatics, Faculty of
Bioscience Engineering, Ghent University, Coupure Links 653, 9000 Ghent, Belgium
2 Laboratory of Pharmaceutical Process Analytical Technology, Department of Pharmaceutical
Analysis, Faculty of Pharmaceutical Sciences, Ghent University, Ottergemsesteenweg 460, 9000
Ghent, Belgium
3 CAPEC-PROCESS, Department of Chemical and Biochemical Engineering, Technical University of
Denmark, Building 229, 2800 Kgs. Lyngby, Denmark
E-mail: [email protected]
Nowadays, the pharmaceutical industry is taking the step towards continuous
manufacturing. Traditionally, batch processes are used where product quality evaluation
mainly relies on off-line, time-consuming and, hence, less efficient laboratory testing. The
continuous approach has some advantages as the processing efficiency can be improved by
relying on in-line measurements and real-time adjustment of sensitive process variables.
However, an approved Design Space is required by the Food & Drug Administration (FDA)
before the process can be applied. The development of the Design Space requires process
knowledge, which can be obtained through validated mechanistic models. The ConsiGmaTM
(ColletteTM, GEA Pharma Systems, Wommelgem, Belgium) is a fully continuous from-
powder-to-tablet manufacturing line intended for tablet production. It consists of a high shear
twin-screw wet granulation unit, followed by a six-segmented fluid bed drier in which the wet
granules are dried. The focus of this study is the mechanistic modelling of this drying system.
The mechanistic modelling has been performed in a step-wise approach. The drying
behaviour on single particle level has been modelled and validated using experimental data. A
Global Sensitivity Analysis (GSA) identified the gas temperature as the main influential
factor. Subsequently, a model reduction strategy was developed to enable the implementation
of the single particle model into a Population Balance Model (PBM), allowing the modelling
of the drying behaviour of a population of granules. The PBM-model, analysed using a GSA
and a scenario analysis, revealed that the gas temperature and the filling time are the key
parameters impacting the moisture content distribution of the dried granules. The width and
the mean of this distribution should be controlled to enable appropriate further downstream
processing of the granules. A Computational Fluid Dynamics (CFD) model was used to study
the flow pattern of the wet granules inside the six-segmented fluid bed dryer, which is an
interesting tool to detect dead zones and to propose suggestions for improvements in the
design of the drying unit. In a next phase the CFD-model can be coupled with the PBM-
model. However, the validation of the coupled CFD-PBM-model is a challenging task.
In conclusion, modelling was performed to gain more detailed process knowledge on the
drying process. This knowledge can now be used to develop control strategies and defining
the Design Space for the ConsiGmaTM.
Page 56
36. VISCOSITY INFLUENCE ON THE ATOMIZATION
BEHAVIOUR IN A ROTARY DISC SPRAY DRYER
Lucas Bernardo Monteiro, Igor Paiva Sansão, Kauana Martins Iglesias, Aldo
Ramos Santos & Deovaldo de Moraes Júnior
Santa Cecília University, Rua Oswaldo Cruz, 277, Boqueirão, Santos, São Paulo, Brazil.
Drying consists of a heat and mass transfer where the moisture moves itself from a
saturated solid to an insaturaded gas. During this process, the solid temperature is the same
from the fluid's wet bulb. In permanent flow, with liquid covering the surface from the solid,
the drying rate is constant. When the first dry region is formed on the surface, the drying rate
falls, and the solid aproximates it's temperature to the fluid's dry bulb. Inside the solid
material, at the evaporation surface, it's temperature remains at the fluid's wet bulb. One of the
equipments used to do this procedure is the spray dryer, which consists of an atomization
system, where micro droplets from the solution are formed inside a hollow chamber. After the
contact of the droplets with the dry and hot gas, a quick evaporation of the water present in
the atomization cloud occurs, allowing to obtain a dried and granulated material. One of the
biggest problems from this equipment is the lack of data to do a precise design for this kind of
equipment. The present work has as objective study the infuence from the liquid viscosity on
the atomization range and distribution of the post atomized material in a rotary disc spray
dryer.
The experiments were realized on the spray dryer unit, located on the Unit Operation
Laboratory, on Santa Cecília University, Santos, São Paulo, Brazil; 81 collectors with
adsorbent material, an 30,10 mm diameter atomizer disc with 16 round orifices with 3,5 mm
of diameter each. The solutions used were water and green banana biomass with average
viscosity of 4350 cP. The green banana is a functional aliment without gluten, rich in fiber,
minerals, vitamins and resistant starch which acts as a natural impurities collector from the
human intestine. The results allowed to observe that with the viscosity increase, the
atomization range also has increased and the product distribution were more homogeny if
compared with water.
Page 57
37. IMPLEMENTATION OF ROLLER COMPACTION INTO A
CONTINUOUS MANUFACTURING ENVIRONMENT
Kirk A. Overhoff, Varsha Dhamankar & Catherine Metzler
Vertex Pharmaceuticals Incorporated, 50 Northern Avenue, Boston, MA 02210
E-mail: [email protected]
Pharmaceutical product development and manufacturing has traditionally followed a
batch-wise process primarily due to simplified lot tracking capabilities to ensure rigorous
product quality and safety standards are met. Developing a continuous process for
manufacturing pharmaceutical products may offer benefits over traditional batch-wise
processes through reduction in development cycle times and scale up activities while offering
equivalent product quality and safety as batch manufacturing through implementation of
science-based approaches (e.g. Quality by Design) [1].
The objective of this study was to provide greater fundamental and operational
understanding of roller compaction in a variable process state (i.e. a continuous state) when
subjected to potential upstream perturbations and process changes contributing to non-steady
operation and through programed variable line rate conditions. Two separate experiments
were performed using a commercial roller compactor and placebo blend. In the first, the
effect of a sudden roll speed change on ribbon thickness and product quality was evaluated as
a function of equipment process feedback controls. Gap correction to roll speed changes
corresponded to traditional P/I/D control understanding making it possible to predict impact
of perturbation to product key quality. In the second experiment, a resolution V half-factorial
experimental design was executed to evaluate key parameters affecting line rate in and out of
the roller compactor. Roll speed, gap, and pressure affected granule throughput as well as
accumulation of ribbons in the mill. Higher ribbon throughput settings led to backlog of
ribbons in the mill and compaction region, thus having an impact on an ability to operate at
steady-state.
[1] M. Warman, Continuous processing in secondary production, in: D.J. am Ende (Ed.) Chemical
Engineering in the Pharmaceutical Industry: R&D to Manufacturing, Wiley, Hoboken, 2010, 837-851.
Page 58
38. DEVELOPMENT AND CHARACTERIZATION OF TERNARY
SOLID DISPERSION GRANULES: PREDICTION OF GLASS
TRANSITIONS
Ahmad B. Albadarin1,2, John A. Collins1, Mark Davis1, David Egan1, Chirangano
Mangwandi2, Mark Southern & Gavin Walker1,2
1 Department of Chemical and Environmental Sciences, Synthesis and Solid State Pharmaceutical
Cluster and Pharmaceutical Technology Manufacturing Centre, University of Limerick, Ireland
2 School of Chemistry & Chemical Eng., Queens University Belfast, N. Ireland, BT9 5AG, UK.
E-mail: [email protected]
Amorphous drugs are classically formulated as solid dispersions for which the addition of
excipients is utilized to improve the properties of the formulation i.e. apparent solubility of
poorly soluble APIs and dissolution rate [1]. It has been demonstrated that ternary solid
dispersion compositions can be more efficient than binary compositions in terms of their
excellent physical stability and ability to inhabit the recrystallization of API's in bio-relevant
media [2].
The resulting ternary solid dispersions are essentially more complex than formulations
containing the crystalline API, and the advanced characterization of such systems is presently
an increasingly active area of research. Determining the glass transition(s) of solid dispersions
provides useful information regarding the physical properties of these systems. This
information includes: the miscibility of the drug with the excipient, the physical state of the
drug and excipient, possible interactions through hydrogen bonding and proper storage
conditions post production to ensure the maintained physical stability of the solid dispersion.
When evaluating Tg of a dispersion system, it is very important to compare experimental
values with values predicted for perfectly mixed systems so as to gain an understanding of the
physical state of the system.
In this study, various drug-polymer combinations containing fine particle HPMCAS and
Kollidon 30 and Felodipine as the model drug were prepared by extrusion-spheronization.
The ternary solid dispersion composition comprising: 10%‒40% wt. Felodipine; 30%‒90%
wt. of a water-soluble polymer, Kollidon 30; and 30%‒90% HPMCAS (Hypromellose
Acetate-Succinate, a water-insoluble polymer). After a general screening of the variables
which highly affected the results, an optimal (custom) design was employed to study the
effect of formulation combinations on the properties of the granules to produce and develop a
model to estimate the glass transition of ternary mixtures as a function of composition.
Detailed characterization using powder X-ray diffractometry, differential scanning
calorimetry, scanning electron microscopy and infrared spectroscopic measurements for
specific polymer-polymer and drug-polymer interactions were performed.
[1] D.D. Sun, P.I. Lee, Crosslinked hydrogels—a promising class of insoluble solid molecular
dispersion carriers for enhancing the delivery of poorly soluble drugs, Acta Pharmaceutica Sinica B 4
(2014) 26-36.
[2] H.M. Yan, Z.H. Zhang, Y.R. Jiang, D.M. Ding, E. Sun, X.B. Jia, An attempt to stabilize
tanshinone IIA solid dispersion by the use of ternary systems with nano-CaCO 3 and poloxamer 188,
Pharmacognosy Magazine 10 (2014) 311-317.
Page 59
39. ANALYSIS OF MESO-SCALE EFFECTS IN HIGH SHEAR
GRANULATION THROUGH A CFD-PBM COUPLED
COMPARTMENT MODEL
Per J. Abrahamsson1, Patric Kvist1, Xi Yu2, Gavin Reynolds3, Ingela Björn
Niklasson4 & Anders Rasmuson1
1 Department of Chemical and Biological Engineering, Chalmers University of Technology, SE-412
96, Göteborg, Sweden
2 European Bioenergy Research Institute, Aston University, Aston Triangle, Birmingham, B4 7ET,
UK
3 Pharmaceutical and Analytical Research and Development, AstraZeneca, Macclesfield, SK10 2NA
UK
4 Astra Zeneca Pharmaceutical Development R&D Mölndal, SE-431 83, Mölndal, Sweden
In high shear granulation it has been pointed out that there is a need for meso-scale
resolution and coupling between flow field information and the evolution of particle
properties. A tool that could solve flow properties in vessels of all types and sizes and relate it
to the evolution of particle properties would be of great value for scale up and process control.
In this article we develop a modelling framework that discretizes the high shear
granulation process based on process relevant parameters both in time and space. It is built up
by a coupled flow field and population balance solver and is used to resolve and analyse the
effects of meso-scales on the evolution of particle properties. The flow solver is based on a
continuum approach allowing for large scale units to be modelled. The population balance
contains aggregation, layering and breakage and is solved with a Monte Carlo algorithm. The
solvers are iteratively connected, and the flow field is determined with constant particle
properties and used to determine compartment sizes and properties in the Monte Carlo solver.
An analysis is made to determine the frequency of updating the flow information as the
particle properties change. A Diosna high shear mixer is modelled with calcium carbonate
powder as the granulation material. The results show that for the EKE aggregation kernel the
spatial compartmentalization has no visible effect but the temporal discretization is of
importance. In the case of breakage or regime based collision kernels with thresh hold values
between different regimes, the spatial compartments become of significant importance and
different regimes can be found in different regions of the vessel.
Page 60
40. INLINE PARTICLE SIZE MEASUREMENT IN ROLL
COMPACTION/DRY GRANULATION
Haress A. Mangal & Peter Kleinebudde
Institute of Pharmaceutics and Biopharmaceutics, Heinrich-Heine-University, Universitaetsstraße 1,
40225 Duesseldorf, Germany
E-mail: [email protected]
Continuous manufacturing is attracting more interest in pharmaceutical industry, recently.
Therefore, roll compaction/dry granulation, as a continuous process, is shifting into focus as
granulation technique. To profit from the advantages that continuous manufacturing offers, it
is necessary that processes are well understood, monitored and controlled. For that reason
process analytical technology tools are needed to monitor critical quality attributes throughout
the process.
This study focusses on inline particle size monitoring during roll compaction/dry
granulation using a fibre-optical spatial filtering probe (Parsum IPP70-S, Parsum GmbH,
Chemnitz, Germany). The particle size was chosen as quality attribute, since it greatly
influences the granule properties. Therefore it should be controlled over process time. As
illustrated in Figure 1 the probe was installed centred in a tube below the granulator. At this
position granules have to pass the measuring zone after granulation. Compressed air was used
to clean the measurement zone, periodically.
Co-processed Mannitol-Povidone (Mannitol TAG, Wei Ming Pharmaceutical, Taiwan)
was used as model substance. Roll speed and granulator settings were kept constant. The gap
was maintained constant by use of an automatic gap control, which adjusts feeding and
tamper auger speeds. The specific compaction force was changed approximately every 20
minutes between 2 kN/cm and 8 kN/cm. The star granulator was set to 50 rpm and a sieve
with a mesh width of 1.5 mm was employed. The probe settings were also modified, e.g. the
size of the ring buffer, from which the particle size distribution is calculated as a moving
average.
The x50-values changed from 540 µm at 2 kN/cm to approximately 890 µm by increasing
the specific compaction force to 4 kN/cm (Fig. 2). Even more, x50-value of 1044 µm was
obtained by increasing specific compaction force to 8 kN/cm. A broad particle size
distribution during roll compaction/dry granulation typically was generated, the particle size
data of the probe varied using a buffer size of 50.000, even when the same conditions were
used. Larger buffer sizes minimized these variations, even so it lead to a delay in observing
changes. This study showed that it is basically possible to monitor the particle size during roll
compaction/dry granulation using fibre-optical spatial filtering technique.
Page 61
Figure 1. Installed Parsum IPP70-S
Figure 2. x50 values calculated of different buffer sizes dependent on specific compaction
force
Page 62
41. SOLID CRYSTAL SUSPENSIONS - AN ADVANCED
FORMULATION STRATEGY FOR POORLY WATER SOLUBLE
DRUGS
Elena Reitz1, Chris Vervaet2, Stefanie Weidtkamp-Peters3 & Markus Thommes1
1 Institute of Pharmaceutics and Biopharmaceutics, Heinrich-Heine-University, University Street 1,
40225 Duesseldorf, Germany
2 Laboratory of Pharmaceutical Technology, Ghent University, Ghent, Belgium
3 Center for Advanced Imaging, Heinrich-Heine-University, Duesseldorf, Germany
E-mail: [email protected]
Solid crystal suspensions (SCS) are physically stable solid dispersions and capable to
enhance the bioavailability of poorly soluble drugs. The aim of this study was to optimize the
formulation in order to simplify the manufacturing while maximizing the bioavailability. The
preparation of the SCS was done using a lab scale extruder (Mikro 27, Leistritz). The product
was characterized by in vitro dissolution, confocal laser scanning microscopy (CLSM) and
bioavailability testing in beagle dogs.
The combination of a low and a high melting sugar alcohol (Xylitol and Mannitol) was
favourable for manufacturing when running the extrusion process at temperatures between the
melting points of both components. In this way the viscosity of the melt could be adjusted
improving the processability especially with respect to the down-stream-processing. The
addition of small quantities of sodium lauryl sulphate increased the dissolution rate from the
product, which was attributed by a higher dispersity determined by CLSM.
The in vivo study in beagle dogs was done in comparison to two commercially available
griseofulvin products. Therefore tablets containing the solid crystal suspension formulations
were administrated to dogs and the plasma profiles were measured. The solid crystal
suspension formulation had a 1.32 times higher bioavailability as a formulation containing
micronized griseofulvin (Griseo-CT). However, the bioavailability was 1.54 times less
compared to a nanonized drug formulation (Gis-PEG).
In conclusion, a new formulation for solid crystal suspensions was developed. A
combination of two sugar alcohols was advantageous with respect to an increase of the
viscosity of the melt during processing. The addition of wetting agent increased the dispersity
of the drug particles in the carrier.
CLSM images from SCS formulations standard (left) and with sodium lauryl sufate (right)
(Red = Carrier, Green = Griesofulvin)
Page 63
42. EVALUATION OF THE ABILITY OF POWDERED MILK TO
PRODUCE MINI-TABLETS DELIVERY OF PARACETAMOL IN
PEDIATRICS
Joana T. Pinto1, Mariya Brachkova1, Ana I. Fernandes1 & João F. Pinto2
1 CiiEM, Instituto Superior de Ciências da Saúde Egas Moniz, Monte de Caparica,
2829- 511 Caparica, Portugal
2 iMed – Research Institute for Medicines and Pharmaceutical Sciences, Faculdade de Farmácia,
Univ. de Lisboa, Av. Prof. Gama Pinto, 1649-003, Lisboa, Portugal
E-mail: [email protected]
This work aims to evaluate the usefulness of powdered milk as an excipient for direct
compression into mini-tablets specifically designed for the pediatric population.
A 23 full factorial design was carried out to identify the effect of selected variables and
their interactions (paracetamol to milk ratio, fraction of disintegrant and compression force),
on selected responses (weight variation, thickness, tensile strength and dissolution time) of the
mini-tablets manufactured. Tablets were manufactured according to a matrix design resulting
in eight combinations of four different tableting formulations compacted at two distinct
forces. Each tablet batch was evaluated for thickness (n=6), uniformity of weight (n=20),
diametric crushing strength and tensile strength (σ) (n=6) and dissolution testing (n=12), were
carried out according to Eur. Pharm. A stepwise multiple linear regression was used to
identify and quantify the relationships between each response and the variables studied and
their interactions. Results were analyzed by ANOVA in order to identify the significant
variables and variable interactions responsible for the effects observed; the criterion
considered to accept or reject a variable was based on its significance, reflected by the F-value
(p< 0.05).
The increase on milk fraction in the formulation improved the compressibility of
paracetamol with a decrease on weight variation. Thinner and harder compacts with slower
paracetamol releases were obtained. These observations were not surprising if powdered milk
composition is taken into consideration: milk proteins, lactose (widely used as diluent) and
lipids (often used as binders and taste masking agents), which individually or in combination
contribute to easier the production of tablets. A marked decrease on the dissolution time was
observed as sodium croscarmellose was added to the milk rich formulations. These findings
are in good agreement with the expected use of sodium croscarmellose. The increase of the
compaction force was reflected by the production of thinner compacts with slightly higher
tensile strengths but random effect on the dissolution median time. At high pressures it is
often observed the level off crushing strength and an increase of the importance of particle
deformation in disintegration time. The former may explain why no significant effect was
detected when analyzing tensile strength and dissolution profile.
The experimental design and statistical analysis enabled the identification of the most
significant variables and their interactions affecting the properties of the mini-tablets,
particularly the milk/paracetamol ratio which proved to be critical for the proprieties of the
final product.
Page 64
43. A THEORETICAL STUDY OF THE HYDRODYNAMIC
BEHAVIOUR OF FLUIDIZED BEDS OPERATED UNDER
REDUCED PRESSURE
Sayali Zarekar1, Franziska Sondej1, Andreas Bück1, Evangelos Tsotsas1 &
Michael Jacob2
1 Thermal Process Engineering, Otto-von-Guericke University, Universitätsplatz 2, 39106
Magdeburg, Germany
2 Glatt Ingenieurtechnik GmbH, Nordstrasse 12, 99427, Weimar, Germany
E-mail: [email protected]
Fluidized bed granulation is widely used in the formulation of bioactive materials such as
foodstuff, dairy products, and drugs. Such materials are often temperature sensitive, and it is
important to minimize their deactivation during the course of the drying process. While the
deactivation can be lowered by reducing the drying temperature, it can also lead to a low
process throughput due to the reduced drying capacity of the gas medium. Other low
temperature methods such as freeze-drying can be used, but they are costly and time
consuming for bulk production as compared to high temperature drying processes. An
alternate approach is to operate the fluidized bed at moderate vacuum conditions which can
result in considerable reduction in the product temperature. This also allows the gas to be used
as a heat carrier and equipment cost can be lowered.
Fluidized beds operating under reduced pressure have not been extensively investigated.
Some authors have reported correlations for the minimum fluidization velocity of fluidized
beds under vacuum [1,2]. They argue that as the pressure is decreased, the slip flow of gas in
the fluidized bed becomes the major factor influencing the hydrodynamic behaviour. The
decrease in pressure however, also influences the gas properties such as density. There is no
clear distinction between the influences due to change in gas properties and those due to the
slip flow. This distinction is essential, because if the slip flow term is the only major factor
governing the flow regime then the modelling of the fluidized bed process would have to be
changed completely with respect to elutriation, expansion, and heat and mass transfer. In this
contribution, the individual effects of gas properties and slip flow on the hydrodynamic
behaviour of vacuum fluidized beds have been quantified. This has been achieved by
expanding the classical minimum fluidization velocity correlation, applied for atmospheric
conditions [3], to include the slip flow term. The results obtained describe the critical
Knudsen number which indicates when the slip term begins to dictate the flow behaviour. The
derived correlation has been compared with the correlations reported in literature as well as
validated with experimental data.
[1] M.F. Llop, F. Madrid, J. Arnaldos, J. Casal, Fluidization at vacuum conditions. A generalized
equation for the prediction of minimum velocity, Chemical Engineering Science, 51 (1996) 5149-
5157.
[2] Y. Tatemoto, S. Yano, Y. Mawatari, K. Noda, N. Komatsu. Drying characteristics of porous
material immersed in a bed of glass beads fluidized by superheated steam under reduced pressure,
Chemical Engineering Science, 62 (2007) 471-480.
[3] D. Kunii, O. Levenspiel, Fluidization Engineering, 2nd ed., Butterworth-Heinemann, Boston,
1991.
Page 65
44. JAMMING AND THE ONSET OF GRANULATION IN A MODEL
PARTICLE SYSTEM
Daniel J. M. Hodgson & Wilson C. K. Poon
School of Physics and Astronomy, James Clerk Maxwell Building, The University of Edinburgh,
Peter Guthrie Tait Road, Edinburgh, EH9 3FD, UK
Experiments using a model system consisting of glass microspheres and a mixture of water
and glycerol show that the onset of granulation is intimately connected to a recently
established understanding of shear thickening in suspension rheology [1,2]. The system
exhibits a stress induced transition from a suspension to granules above a critical solid volume
fraction (φm). Using rheological data we find two divergent viscosity branches (see Figure 1)
that correspond to frictional and frictionless flow. Above a critical stress (σ*) particles
overcome a repulsive barrier and are pushed into frictional contact. Below φm the sample
remains a flowing suspension at all applied stresses. Above φm the frictionless branch has no
flowing state to jump to and the system jams. The system fractures and granulates as further
stress is applied and the liquid surface tension is no longer sufficient to withstand the outward
pressure. Above particle random close packing (φrcp) there is no longer sufficient liquid to
form a suspension leading to fracture at all applied stresses. This work provides experimental
evidence supporting the understanding of the onset of granulation in the context of jamming
in shear thickening suspensions. It allows the lower volume fraction limits of granulation to
be predicted from simply measuring φm and φrcp for a given solid composition.
[1] M. Wyart, M. E. Cates, Discontinuous shear thickening without inertia in dense non-Brownian
suspensions, Physical Review Letters 112 (2014), 098302
[2] R. Mari, R. Seto, J. F. Morris, M. M. Denn, Shear thickening, frictionless and frictional rheologies,
arXiv 1403.6793
Figure 1. Schematic showing viscosity as a function of solid volume fraction, φ. Two
diverging branches are observed at φm and φrcp corresponding to frictional and frictionless
contacts respectively
Page 66
45. FUZZY COMPREHENSIVE EVALUATION OF POWDERS IN
ULTRAFINE GRINDING
Zhenfu Luo1, Zaisheng Zhu2, Yuemin Zhao1 & Yunfei Qin1
1 School of Chemical Engineering and Technology, China University of Mining & Technology,
Jiangsu, Xuzhou, 221116
2 Huainan Mining Industry Group Coal Preparation Branch, Anhui, Huainan, 232000
E-mail: [email protected]
Fuzzy mathematical theory based on the analytic hierarchy process was innovatively used
for fuzzy comprehensive evaluation of ultrafine powders in ultrafine grinding. The weight set
was confirmed by analytic hierarchy process and the evaluation set was calculated using
relevant fuzzy mathematical knowledge. Afterwards, fuzzy comprehensive evaluating value
was elicited, which provided the comprehensive index for the evaluation of product quality.
During ultrafine grinding potassium shale mineral powders by ball mill for 3h, the mass of
product of -10μm was 1.313Kg, the fractal dimension of particle size distribution was 2.348,
d97=14.27μm. Weight set of the indexes W= (0.69, 0.149, 0.161)T and fuzzy evaluating set P=
(0.737, 0.106, 0.847), the fuzzy comprehensive evaluating value was 0.661.
Page 67
46. AMORPHOUS SOLID DISPERSIONS OF BCS CLASS II DRUGS:
A RATIONAL APPROACH TO SOLVENT AND POLYMER
SELECTION
Mark T. Davis1,3, David P. Egan2,3, Manuel Kuhs1,3, Ahmad B. Albadarin1,3,
Ciara S. Griffin1,3, John A. Collins2,3 & Gavin M. Walker1,2,3
1 Solid State Pharmaceutical Centre, SSPC, University of Limerick, Limerick, Ireland
2 Pharmaceutical Manufacturing Technology Centre, PMTC, University of Limerick, Limerick,
Ireland
3 Materials and Surface Science Institute, MSSI, University of Limerick, Limerick, Ireland
E-mail: [email protected]
A method has been developed to rationally select (i) polymer and (ii) solvent system when
generating amorphous solid dispersions (ASD) from poorly soluble drugs. The technique was
rapid, straightforward and could be used in pre-formulation to reduce the risk of drug product
crystallisation on storage. Felodipine, fenofibrate, indomethacin and acetaminophen were the
model active pharmaceutical ingredients (API) employed. The polymers used were
Poly(vinylpyrrolidone) grades PVP10, K25 and K30, Soluplus, Kollidon VA 64, Kollidon
SR, HPMC, HPMC-AS and HPMC-P. The ASD were analysed over a 4 week period by
XRD, PLM and ssNMR. The ease of forming a stable ASD by drug was Felodipine >
Indomethacin > Acetaminophen >> Fenofibrate. The ease of forming a stable ASD by
polymer was Soluplus = PVP = Kollidon VA 64 > Kollidon SR = HPMC-P > HPMC-AS.
Acetone, methanol, acetonitrile, ethanol and water were used as solvents. It was found that
alcoholic solvents were more likely to produce a stable ASD. The importance of hydrogen
bonding was discussed.
Page 68
47. SORPTION KINETIC STUDIES OF HYDROXYPROPYL
METHYL CELLULOSE SAMPLES
Graham E. O Mahony1,2, Mary E. Crowley1,2, Rakesh C. Dontireddy1 & Abina
M. Crean1,2 1 School of Pharmacy, University College Cork, Ireland.
2 Synthesis and Solid State Pharmaceutical Centre.
E-mail: [email protected]
Hydroxypropyl methyl cellulose (HPMC) is a semisynthetic hydrophilic polymer derived
from cellulose, used predominantly as a controlled release agent in oral drug delivery systems.
A key property of HPMC is its high swellability, which has a significant effect on the release
kinetics of the incorporated API [1]. When a HPMC matrix comes into contact with water, the
polymer absorbs the water and undergoes swelling or hydration to form a viscous gel layer.
This rapid formation of a gel layer on hydration is an essential step in achieving controlled
drug release from HPMC matrices.
This study examines the sorption kinetics (sorption profiles obtained via Dynamic Vapour
Sorption (DVS)) of different HPMC grades. The kinetic curves were analysed using the
parallel exponential kinetics (PEK) model which describes sorption kinetics using two
exponential terms which represent fast and slow processes, with their own characteristic times
and moisture contents. It has been suggested that the fast kinetic process is related to sorption
at available sites of “external” surfaces while the slow kinetic process has been related to
sorption onto the “inner” surfaces [2]. The slow process has been described as the rate
limiting step associated with the polymer chains swelling [3]. The characteristic rate constants
(K1 and K2) and corresponding times (T1 and T2) for the fast and slow processes have been
calculated, using the PEK model, for each of the samples analysed.
Figure 1. Sorption kinetic curve for Benecel E15, showing the slow (green) and fast (red)
kinetic processes as determined by the PEK model (50-60% RH)
[1] S. Kiil, K. Dam-Johansen, Controlled drug delivery from swellable hydroxypropyl methylcellulose
matrices: model based analysis of observed radial front movements, Journal of Control Release, 1
(2003), 1-21.
[2] S. Okubayashi, U.J Griesser, T. Bechtold, Moisture sorption/desorption behavior of various
manmade cellulosic fibers, Journal of Applied Polymer Science 4 (2005), 1621-1625.
2.5
3
3.5
4
4.5
0 20 40 60 80 100
Exp Data
FAST
SLOW
% Moisture content
Time (min)
Benecel E15
Page 69
[3] C.A.S. Hill, A. Norton, G. Newman, The water vapour sorption behaviour of natural fibers, Journal
of Applied Polymer Science, 3 (2009), 1524-1537.
Page 70
48. COMPRESSION ANALYSIS FOR ASSESSMENT OF PELLET
PLASTICITY
Ann-Sofie Persson, Josefina Nordström, Göran Frenning & Göran Alderborn
Department of Pharmacy, Uppsala University, P.O. Box 580, SE-751 23 Uppsala, Sweden
E-mail: [email protected]
Although sometimes criticized, e.g. [1], the Heckel relationship is commonly used for
deriving an indication of the plasticity of particles from powder compression data. An aspect
often overseen when using the expression is however the calculation of the effective powder
bed porosity for agglomerates. We have earlier shown that the tensile strength of tablets was
related to the diameter of the inter-granular voids and not to the average diameter of all pores
(including voids and intra-granular pores). It was concluded that void size reflects the plastic
deformation of agglomerates during compression. A consequence is that the voidage rather
than the global porosity of the column of agglomerates in the die reflects the relevant reactant
pore system if an indication of agglomerate plasticity should be derived. In this work, Heckel
profiles were derived using two types of spherical agglomerates of microcrystalline cellulose
(pellets) of high (HP) and low (LP) porosity. The porosity of the pellets and tablets have
previously been thoroughly characterized by mercury porosimetry and the pores divided into
intra-granular pores and inter-granular voids [2]. Thus, these tablets represent a model system
with differently distributed air within the tablets. Heckel parameters were calculated from
global porosity and from voidage data and compared with single pellet deformation properties
as well as compression parameters derived by the Adams and Kawakita equations.
The pellets were compressed in a materials testing instrument (Zwick Z100, Zwick/Roell
GmbH & Co. KG, Ulm, Germany) with a stationary lower punch. Single pellet compressions
were made with a Texture analyser (TA.HDi Texture Analyser, Stable Micro Systems, UK).
The single pellet plasticity was calculated from the linear force-displacement profiles.
Two approaches to derive the global Heckel profiles were used; in-die and out-of-die. The
difference in plasticity for the HP and LP pellets was differentiated to a small extent from the
in-die profiles, whereas no differentiation was evident from the out-of-die profiles (Table 1).
Thereby, the Heckel relationship was considered as non-applicable for describing pellet
plasticity. However, a clear differentiation was found using the inter-granular voidage Heckel
parameter. A differentiation was also found from the Kawakita 𝑏−1 and Adams parameters
(Table 1).
[1] J.M. Sonnergaard, A critical evaluation of the Heckel equation, International Journal of
Pharmaceutics, 193 (1999) 63-71.
Page 71
[2] J. Nordström, A.-S. Persson, L. Lazorova, G. Frenning, G. Alderborn, The degree of compression
of spherical granular solids controls the evolution of microstructure and bond probability during
compaction, International Journal of Pharmaceutics, 442 (2013) 3-12.
Page 72
49. CFD-PBE SIMULATION TO PREDICT PARTICLE GROWTH IN
A FLUIDIZED BED MELT GRANULATION BATCH PROCESS
Philipp Lau & Matthias Kind
Karlsruhe Institute of Technology, Department of Thermal Process Engineering, Kaiserstraße 12,
76131 Karlsruhe, Germany
E-mail: [email protected]
The process of fluidized bed spray granulation unites the steps of solid formation and
product formulation in one apparatus and is used for the continuous industrial production of
granules. Thereby, a hot suspension or melt is atomized with nozzles and sprayed into the
fluidized bed which contains granulate particles. The droplets deposit on the particles near the
spray zone and form a film which solidifies to a crystalline layer in the cold fluidization air.
Step-by-step, an onion-like product is formed. Besides drop deposition, abrasion due to
particle-particle collisions is another important mechanism which influences the particle
growth. The tailored product size distribution can be obtained by a downstream screening-
crushing process. Granules larger than the product size desired are crushed in a mill and
recycled to the granulator together with the too small particles.
The aim of our work is to minimize this recirculation. For this, it is necessary to know
growth and attrition rates of the granules. Due to the large number of nozzles in a chamber
and the large dimension of such a device, a granulator cannot be described completely using a
numerical simulation. Hence, a 2D rotationally-symmetric model with one nozzle is
developed to extract internal process variables which are not available in experimental
research, e.g. particle size-dependent growth rates. With this data it is possible to solve the
population balance equation and to predict the development of the particle size distribution
during the process.
Considering fluid dynamics, granulation mechanisms and energy equations (implemented
with user-defined functions) a six-fluid model is solved. The interactions between particles
and air can be described with the model of Gidaspow [1]. The particle-particle momentum
exchanges are modelled with the equations of Syamlal and O’Brien [2]. Extracting particle
size-dependent growth rates from CFD, the population balance can finally be solved to predict
the particles size distribution of the product. The numerical results are validated with
experimental data of a melt granulation in batch mode.
In this research, a 2D-multiphase model with one nozzle is developed to generate space
and time averaged growth and attrition rates of the granules which are needed to predict the
particle size distribution of the product. With this information it is possible to optimize
process parameters and minimize recirculation. This investigation is still in progress, so that
first approaches and results are provided here.
[1] D. Gidaspow, Multiphase Flow and Fluidization: Continuum and Kinetic Theory Description,
Academic Press, New York, 1994
[2] M. Syamlal, The Particle-Particle Drag Term in a Multiparticle Model of Fluidization, National
Technical Information Service, Springfield, VA, DOE/MC/21353-2373, 1987
Page 73
50. MONO-MODAL PARTICLE SIZE DISTRIBUTIONS IN TWIN-
SCREW GRANULATION - DO NOT FORGET THE FEEDING
SYSTEMS
Robin Meier1, Markus Thommes1, Markus Krumme2, Norbert Rasenack2, Klaus-
Peter Moll2 & Peter Kleinebudde1
1 Institute of Pharmaceutics and Biopharmaceutics, Heinrich-Heine-University,
Universitätsstraße 1, 40225 Düsseldorf, Germany, [email protected]
2 Novartis AG, 4002 Basel, Switzerland
Mono-modal particle size distributions (PSD) in a twin-screw granulation process are
desirable to enable process robustness of downstream operations like tableting or capsule
filling. Approaches as varying the viscosity of the binder liquid [1] or applying different types
of screw elements [2] in some cases led to mono-modal PSD - this study examines feeding
systems in detail as uniform feeding is assumed to be a main factor in achieving mono-
modality.
Due to poor flowability and differences in the bulk density, powder feeders show huge
deviations from the set value, which is permanently adjusted by inbuilt controllers during the
process. However, depending on the controller settings powder feeders display gliding
averages over longer time periods and sham not existing accuracy.
At first the feeder performance (KT 20, Coperion K-Tron) was examined offline by
feeding powder (placebo and high drug load mixtures) on an analytical balance and evaluating
the performance by an innovative method, developed by Meier, Mühlenfeld and Thommes
[3]. Afterwards different controller settings that were assumed as good, acceptable and poor,
were applied to a twin screw granulation process, using three different screw setups. A micro
annular gear pump (HNP-Mikrosysteme) was used as liquid feeder, which pumps the liquid
by pressures up to several bars into the barrel, resulting in a pulsation free flow.
By using distributive feeding elements after the second kneading zone, all controller
settings resulted in mono modal and narrow PSD. One kneading zone without distributive
feeding elements, combined with the poor settings resulted in a distinctive bimodal PSD,
whereas, the good settings again resulted in mono modal distributions. Even by a pure
conveying screw homogeneous granules could be produced, if maintaining good controller
settings. These results underline the importance of evaluating feeding systems with respect to
accuracy and uniformity by applying rational methods.
[1] R. M. Dhenge, K. Washino, J. J. Cartwright, M. J. Hounslow, A. D. Salman, Twin screw
granulation using conveying screws: Effects of viscosity of granulation liquids and flow of powders,
Powder Technology, 238, (2013) 77-90
[2] R. Sayin, A. S. El Hagrasy, J. D. Litster, Distributive mixing elements: Towards improved granule
attributes from a twin screw granulation process, Chem. Eng. Sci. (2014),
doi: 10.1016/j.ces.2014.06.040
[3] R. Meier, C. Mühlenfeld, M. Thommes, Evaluation of continuous powder feeding, Poster, 9th
world meeting on Pharmaceutics, Biopharmaceutics and Pharmaceutical Technology, Lisbon, (2014)
Page 74
51. STRUCTURE AND PROPERTIES OF ACTIVE ENZYME
MICROCAPSULES FORMED BY SPRAY DRYING WITH 3-
FLUID NOZZLE
Martin Jakubec, Monika Majerská, Vojtěch Klimša, Ondřej Kašpar & František
Štěpánek
Laboratory of Chemical Robotics, Institute of Chemical Technology Prague, Technická 5, 166 28,
Czech Republic
E-mail: [email protected]
This contribution deals with polymeric particles prepared by spray drying in combination
with a novel 3-fluid nozzle, which were used for in situ production of unstable active
substances directly in the targeted area. The 3-fluid nozzle offers the possibility of in situ
cross-linking within individual droplets, because both phases are fed into the nozzle
separately and come in contact only for a short time during atomization. This allows to
produce stable particles in a wide cross-linking ratio [1]. In the present work, a laboratory
spray dryer Buchi mini B290 and a 3-fluid nozzle were used to prepare two kinds of
microparticles: chitosan microparticles cross-linked by TPP anions with immobilized enzyme
laccase [2], and alginate microparticles cross-linked by Ca2+ that can contain a substrate. The
chitosan particles had a mean diameter of 5 μm and a TPP/chitosan cross-linking ratio of
0.094 for optimum swelling/stability behaviour (Figure 1a). Based on electrostatic
interactions, these particles were used for controlled agglomeration with alginate particles
with immobilized substrate to form structured particle-reactors that allowed in situ production
of an unstable oxygen radical (Figure 1b). The functionality of such aggregates was
demonstrated in vitro by investigating the viability of cancer cells in the presence of these free
radical producing particles.
a) b)
Figure 1. a) SEM image of spray-dried chitosan-TPP microparticles with immobilised
laccase. b) Scheme of agglomerated microcapsules for in situ production of oxygen radical.
[1] O. Kašpar, M. Jakubec, F. Štěpánek, Characterization of spray dried chitosan–TPP microparticles
formed by two- and three-fluid nozzles, Powder Technol., 240 (2013) 31-40.
[2] O. Kašpar, V. Tokárová, G.S. Nyanhongo, G. Gübitz, F. Štěpánek, Effect of cross-linking method
on the activity of spray-dried chitosan microparticles with immobilized laccase, Food Bioprod. Proces,
91 (2013) 525-533.
Page 75
52. CONTINUUM MODELING OF DENSE AND DILUTE PARTICLE
FLOWS IN HIGH SHEAR GRANULATION
Mohammad Khalilitehrani, Eva María Gómez Fino, Per J. Abrahamsson &
Anders Rasmuson
Department of Chemical Engineering, Chalmers University of Technology, SE-412 96, Göteborg,
Sweden
E-mail: [email protected]
High shear granulation (HSG) is a common process in pharmaceutical industry. In a typical
HSG equipment there is a coexistence of relatively dilute (solid volume fractions ranging
from 0.3 to 0.5) and dense regions (ranging from a volume fraction of 0.5 to the maximum
packing of the material). A better understanding of the flow conditions of powders and
granulates in large scale HSG equipment is crucial for constructing predictive models. The
staggering amount of particles in the process makes the use of continuum flow models highly
attractive. The traditional models like KTGF with added friction provide an unrealistic stress
field and typically high error. Consequently, a more precise formulation of transport
coefficients is demanded.
This article compares and evaluates different approaches for continuum modelling in HSG
systems covering the full range of solid volume fraction. The study is focused on, and
compared with experimental data for, a MiPro granulator. The dilute regions are modelled
with the standard KTGF model. The dense regions are either modelled using a framework
developed by Jop et al. [1], treating the dense flows with pseudo-plastic rheology; or using
modifications to the transport coefficients describing the solid phase stresses proposed by
Bocquet et al. [2]. The intermediate range of volume fraction which shows a transitional
behavior from dilute to dense is specifically discussed.
Results show significant improvement compared to similar studies in the past. A very good
agreement between simulation and experiments is achieved. It should be noted that the
proposed modelling frameworks are formulated for the full range of volume fractions and
could be applied to various particulate flows. To sum up, this research provides a better
understanding of the multi-regime granular flows, in particular the transitional behavior at
intermediate range of volume fractions.
[1] P. Jop, Y. Forterre, O. Pouliquen, A constitutive law for dense granular flows, Nature, 441 (2006)
727–30, doi:10.1038/nature04801.
[2] L. Bocquet, W. Losert, D. Schalk, T. Lubensky, J. Gollub, Granular shear flow dynamics and
forces: Experiment and continuum theory, Physical Review E, 65 (2001) 011307,
doi:10.1103/PhysRevE.65.011307.
Page 76
53. FEM STUDY OF DIFFERENT ROLL COMPACTOR SEALING
SYSTEM DESIGN
Alon Mazor, Lucia Perez-Gandarillas, Abderrahim Michrafy & Alain deRyck
Universitè de Toulouse, Mines Albi, CNRS, Centre RAPSODEE, Campus Jarlad,
F-81013 Albi cedex 9, France
E-mail: [email protected]
Roll compaction is a continuous process for densifing powder by passing between two
counter-rotating rollers, which applies mechanical pressure on the powder. The friction
between the feed material and roller surface pushes the powder to a narrow gap, where the
powder is subjected to high stresses leading to the formation of compacted ribbons.
Understanding the roll compaction process is essential in optimizing manufacturing
efficiency and product quality. The ribbons produced in the roll compaction process are then
milled to produce granules. Different size distribution and strength of the ribbon, i.e., the
density distribution, have a direct affect on the milled granules properties. This gives the
motivation for a better understanding and predicting the density distribution of the ribbons, in
order to improve the roller compaction process effectiveness and quality of granules.
Different studies showed that, due to the friction between the powder and the side sealing
plates, a higher density is obtained in the middle of the ribbon’s width compared to the edges.
Most roll compactors have a stationary side seal plates while some compactors integrate the
side seals together with the roll, i.e., rim-roll. Integrating the seals with the roll has an effect
of the stress distribution, thus affecting the density distribution of the ribbon.
In this paper, 3D finite element method (FEM) modelling is used to predict the ribbon
density distribution in roll compaction of microcrystalline cellulose using different sealing
systems. The analysis is conducted assuming the powder as a single-phase porous media. The
Drucker-Prager cap model with density dependency is calibrated and used to represent the
powder behaviour [1]. Depending on the seal system design, FEM results show the
compacted material flow between rolls and the roll pressure distribution, which affects the
resulting density distribution in the ribbon. As expected, different density distribution across
the ribbon’s width can distinguish between the two cases of side plates and rim-roll. The
results are compared with experimental work for validation the predictive quality of the FEM
modelling.
Roll compaction FEM model with rim-roll (seals integrated with rolls)
[1] V. Bonnefoy, P. Doremus, Guidelines for modeling cold compaction behaviour of various
powders, Powder Metallurgy 47 (2004) 285–290 (N°3).
Acknowledgements: This work was supported by the IPROCOM Marie Curie initial training network, funded through the People Programme (Marie Curie Actions) of the European Union's Seventh Framework Programme FP7/2007-2013/ under REA grants agreement No. 316555.
Page 77
54. ON THE ROLE OF POROSITY FOR THE COMPRESSIBILITY
AND TABLET TENSILE STRENGTH OF GRANULES
PREPARED BY DRY AND WET GRANUALTION
Josefina Nordström & Göran Alderborn
Department of Pharmacy, Uppsala University Box 580, SE-751 23 Uppsala, Sweden
E-mail: [email protected]
Granulation of powders is usually required to increase the manufacturability of the
particles when producing solid dosage forms. Granules are often created by adding a liquid
binder into the powder bed. Dry granulation techniques have however emerged as interesting
approaches partly because of the applicability in a continuous manufacturing process.
The aim of this study was to investigate the role of porosity on the compression behaviour
and tablet tensile strength for granules prepared by dry granulation (DG) with varying
structure in terms of porosity. Microcrystalline cellulose (MCC) was used as a typical
pharmaceutical excipient and a comparison was made with the effect of granule porosity on
the compression behaviour and tablet tensile strength of wet processed granules (WG) of the
same composition.
Both wet and dry granulated powders showed lower compactibility than the ungranulated
starting MCC powder up to a critical point of granule porosity. At this point, the granulated
powders showed similar compactibility as the MCC powder. It was concluded that high
porosity granules nearly collapsed completely into primary particles during compression and
the micro-structure and tensile strength of the formed tablets resembled that of tablets formed
from the original ungranulated powder. However, with reduced porosity the compactibility of
the granules decreased (Fig. b) as well as the maximal degree of compression (Fig. a). It is
proposed that for both DG and WG granules, their compressibility over the main part of the
porosity range was controlled by granule deformation. In this range, the DG granules showed
higher compactibility than the WG granules.
Maximal straining of the powder bed (Cmax) (a) and tablet tensile strength (b) as a function
of granule porosity for granules prepared from wet and dry granulation (MCC_WG and
MCC_DG respectively).
a) b)
Page 78
55. EFFECTS OF WATER QUANTITY ON TABLETS PROPERTIES
MADE BY HIGH SHEAR GRANULATION WITH L-HPC
Andreas Sauer1, Miyuki Fukasawa2 & Naosuke Maruyama3
1 SE-PFMD, Rheingaustrasse 190-196, 65203 Wiesbaden, Germany
2 Shin Etsu Chemical Co., Ltd, Cellulose Technical Support Center, Yokohama, Japan
3 Shin Etsu Chemicals Co., Specialty Research Center, Niigata, Japan
E-mail: [email protected]
L-HPC is a low substituted hydroxypropylcellulose developed by Shin-Etsu that can be
used as disintegrant and binder in solid dosage forms formulations. L-HPC is a non-ionic
excipient. Thus it is less reactive to active ingredients compared with ionic excipients [1].
The wet granulation is commonly used for improving the flow and compactibility of
tableting masses. During the process, the water capability of the excipients is important in
order to control the robustness of the formulation.
L-HPC, compared to standard formulation with MCC and super disintegrant, gives a buffer
effect stabilizing the wet massing process for a wide range of water content [1]. All over the 9
different L-HPC grades, LH-21 and NBD 020 are recommended for high shear granulation
process. In this study, we will in a first step evaluate the effect of the added water quantity to
the granules and tablet properties at high shear granulation process with formulations based
on L-HPC and NBD. In a second step compare both formulation with regard to tablet
hardness and disintegration. The model drug used is Ethenzamide (hydrophobic API) with
high dosage amount. Following parameters were checked related to water amount:
-Appropriate water quantity
-Average particle D50
-Bulk density (loose and taped), Carr Index
-Tablet hardness and disintegration
[1] Shin-Etsu brochure L-HPC, 2011.9/400
Page 79
56. NEW INSIGHTS IN SCALE UP OF SPHERONIZATION
PROCESS
Dennis Thaete, Elena Reitz & Markus Thommes
Institute of Pharmaceutics and Biopharmaceutics, Heinrich-Heine-University,
Universitaetsstraße 1, 40225 Duesseldorf, Germany,
E-mail: [email protected]
Spheronization is widely used to produce spherical agglomerates with high density and
narrow size distribution (Figure 1). The aim of this study was to investigate the pellet
formation kinetics considering two different scales of 120 mm and 300 mm friction plate.
A powder mixture of 20 % microcrystalline cellulose and 80 % α-lactose monohydrate was
extruded (Leistritz Mikro 27 GL-28D, Germany) using an adequate amount of deionized
water. Spheronization was executed either in a Caleva Model 120 (Caleva, United Kingdom)
or in a Schlueter RM300 (Schlueter, Germany) using cross-hatched friction plates. The filling
degree was fitted to the diameter of the plates. The particle shape (aspect ratio) and size
(equivalent diameter) were determined via image analysis (CamsizerXT, Retsch, Germany),
where at least 300 particles were characterized.
The scale up in spheronization is commonly done according to Newton et al. [1]. Thereby
the peripheral speed is kept constant when using different friction plate diameters. According
to this, different loads and rotation speeds were tested and the particle shape and size were
measured with respect to time.
The equivalent diameter and the aspect ratio decreased in a similar manner in both
spheronizers (Figure 2). However the larger spheronizer (Schlueter RM300) led to lower
values of size and shape after the same time. This is related to a different flow regime: due to
the lower amount of particles in the Caleva less weight force to the particles on the friction
plate occured. That leads to less interaction of these particles with the friction plate and
accordingly to a slower pellet formation. This study showed that the peripheral speed is not
the only parameter to keep in mind regarding the scale up of a spheronization process.
[1] J.M. Newton, S.R. Chapman, R.C. Rowe, The assessment of the scale-up performance of the
extrusion/spheronisation process, International Journal of Pharmaceutics, 120 (1995) 95-99.
Figure 1. Changes in pellet size and shape during spheronization
Page 80
Figure 2. Median equivalent diameter and median aspect ratio calculated for mean load and
mean rotation speed
Page 81
57. MICROSCOPIC MEASUREMENT OF LAYER THICKNESS OF
COATED PELLETS
Mario Scharmer1, Stefanie Bartsch1, Jürgen Kodura1, Dimitri Wiegel2,
Bertram Wolf2 & Ingo Schellenberg1
1 Center of Life Sciences, Institute of Bioanalytical Sciences Anhalt University of Applied Science,
Strenzfelder Allee 28, 06406 Bernburg, Germany
2 Department of Applied Biosciences and Process Engineering, Anhalt University of Applied
Sciences, Strenzfelder Allee 28, 06406 Bernburg, Germany
E-mail: [email protected]
There are various methods for measuring the particle size of pellets, e.g. sieve analysis,
light scattering and diffraction methods and calculation based on the true density of the
components. But there is a lack of direct measurement of the thickness of coating layers. For
the implementation of a microscopical method pellets of microcrystalline cellulose were
coated in a laboratory fluidized bed coater GPCG 1.1 (Glatt Ingenieurtechnik GmbH,
Weimar, Germany) by using a model drug substance and a polymer. The coated pellets were
embedded in light- curing resin and sanded with the grinding machine Smart Lam 2.0
(Heraeus Kulzer GmbH, Wehrheim, Germany) to a thin section. The radii of the cores and the
coated pellets were measured with a transmitted- light microscope AxioPlan Imaging 2 (Carl
Zeiss Microscopy GmbH, Jena, Germany) with three different tools (circle- point, circle-
radius and straightedge tool) and evaluated using the software bundle AxioVision. The
difference between the radius of the core and the radius of the coated pellet is the coating
layer thickness.
Pellet size of more than 1000 µm was too large for the microscopic image section.
Therefore the panorama function of the software was used. To improve low depth focus an
extended depth focus based on a z- stack was calculated for each sample. These data and the
microscopic data ware compared statisticallys All measuring tools show a linear correlation
with the calculated layer thickness. The circle- point- measuring tool is easy to handle, in
good correlation to the calculated coating thickness and also independent of subjective
influence of the operator. The described microscopic method is a useful tool for the
calibration of in- line measurement systems like NIR (Near-infrared) or HIS (Hyper Spectral
Imaging).
Microphotograph of coated pellets, polarization microscope with panorama function, lens
10x/0.3
Page 82
58. FLUIDIZED BED MELT GRANULATION: GROWTH REGIME
PREDICTION
M. Villa, I. Cotabarren, D. Bertín, J. Piña & V. Bucalá
Department of Chemical Engineering, PLAPIQUI, Universidad Nacional del Sur, CONICET.
Camino La Carrindanga Km. 7, (8000), Bahía Blanca, Argentina.
E-mail: [email protected]
Among the processes that handle particulate systems, granulation is a widely used unit
operation that allows producing granules with well-defined particle size distributions and
shapes for many industries (e.g., pharmaceutical, agrochemical, detergent, food, etc).
Granulation processes are usually classified according to the binder nature as wet, dry or melt.
Nowadays, melt granulation has gained interest for many applications since it is an attractive
strategy over wet granulation for materials incompatible with water.
Depending on granules requirements, either agglomeration or coating may be preferred.
Even though the amount of articles related to wet granulation processes is vast (e.g., Smith
and Nienow [1], Pont et al. [2] and Hemati et al. [3], among others, studied the influence of
process variables and seeds/binders physicochemical properties on the particles growth
kinetics when aqueous solutions were sprayed in beds of solids fluidized by hot air), the
theories developed for wet granulation are not fully appropriate in describing fluidized bed
melt granulation (FBMG). Consequently, many authors have been focused on revealing the
influence of some of the most important experimental variables on the product quality. To
name a few, Abberger et al. [4], Seo et al. [5], Boerefijn and Hounslow [6] and Tan et al. [7]
studied the effects of binder spray rate and droplet size, seeds size, bed temperature,
atomization air pressure and fluidization air velocity on the performance of FBMG. Mainly,
the studies comprised in situ or top spray-on melt granulation based on model systems
(polyethylene glycol or Poloxamer as binder and glass ballotini or lactose as seeds). In
addition, all these processes involved seeds of very small size, similar to or even smaller than
the sprayed binder droplets. Therefore, the particles preferentially grew by agglomeration,
being insignificant the growth by pure coating. Even though the conclusions of these studies
provide valuable insights into the melt granulation field, they cannot be applied
straightforward to the production of relative big granules via coating. Regarding the
production of this type of granules by FBMG, Cotabarren et al. [8] and Veliz et al. [9], [10]
explored the effect of the operating variables on the process performance and particle
properties for urea granulation, identifying the operating regions that led to pure coating or
combined growth by agglomeration and coating. Based on experimental data, (which are
representative of relatively big seeds particles with respect to droplets size, high binder/seeds
mass ratios, bottom spray configuration, and binder and seeds of the same chemical nature), in
this work the transition of growth regimes was studied. A parameter adapted from the
Akkermans theory [11] allowed to predict the growth mechanisms satisfactorily. This
parameter involves the most relevant process variables: binder flowrate, fluidization air
velocity, bed temperature, atomization air flowrate and seeds sizes.
[1] P.G. Smith, A.W. Nienow, Particle Growth Mechanisms in Fluidised Bed Granulation - I,
Chemical Engineering Science, 38 (1983) 1223–1231.
[2] V. Pont, K. Saleh, D. Steinmetz, M. Hemati, Influence of the physicochemical properties on the
growth of solid particles by granulation in fluidized bed, Powder Technology, 120 (2001) 97–104.
Page 83
[3] M. Hemati, R. Cherif, K. Saleh, V. Pont, Fluidized bed coating and granulation: influence of
process-related variables and physicochemical properties on the growth kinetics, Powder Technology,
130 (2003) 18–34.
[4] T. Abberger, A. Seo, T. Schaefer, The effect of droplet size and powder particle size on the
mechanisms of nucleation and growth in fluid bed melt agglomeration., International Journal of
Pharmaceutics, 249 (2002) 185–197.
[5] A. Seo, P. Holm, T. Schæfer, Effects of droplet size and type of binder on the agglomerate growth
mechanisms by melt agglomeration in a fluidised bed., European Journal of Pharmaceutical Sciences,
16 (2002) 95–105.
[6] R. Boerefijn, M.J. Hounslow, Studies of fluid bed granulation in an industrial R&D context,
Chemical Engineering Science, 60 (2005) 3879–3890.
[7] H.S. Tan, A.D. Salman, M.J. Hounslow, Kinetics of fluidised bed melt granulation I: The effect of
process variables, Chemical Engineering Science, 61 (2006) 1585–1601.
[8] I.M. Cotabarren, D. Bertín, S. Veliz, L. Mirazú, J. Piña, V. Bucalá, Production of Granular Urea as
Nitrogenous Fertilizer, in: C.M. Muñoz, A.M. Fernández (Eds.), Urea: Synthesis, Properties and Uses,
NOVA Publishers, (2012) 1–63.
[9] S. Veliz, L. Mirazú, J. Piña, M. Pedernera, V. Bucalá, Efecto del Caudal de Aire de Fluidización
sobre la Calidad de Urea Granulada Obtenida en un Granulador de Lecho Fluidizado Escala Piloto, in:
VI Congreso Argentino de Ingeniería Química, Mar del Plata, Argentina, (2010).
[10] S.V. Moraga, M.P. Villa, D.E. Bertín, I.M. Cotabarren, J. Piña, M. Pedernera, et al., Fluidized-
bed melt granulation: The effect of operating variables on process performance and granules
properties, Chemical Engineering Science, Submitted (2014).
[11] J. H. Akkermans, M. F. Edwards, A. T. Groot, C. P. Montanus, R. W. Pomeren and K. A.
Yuregir, Production of detergent granulates, (1998) WO 1998058048 A1.
Page 84
59. ROLL COMPACTION AS AN ALTERNATIVE TO SPRAY-
DRYING FOR THE PROCESSING OF Α-LACTOSE
MONOHYDRATE IN DIRECT COMPRESSION APPLICATIONS
Deeb Abu-Fara1, Iyad Rashid2, khouloud Alkhamis3, Mohammed Shubair4,
Mahmoud Al-Omari2, Adnan Badwan2
1 Chemical Engineering Department, University of Jordan, Jordan
2 The Jordanian Pharmaceutical Manufacturing Company, Jordan
3 Faculty of Pharmacy, Jordan University of Science and Technology, Jordan
4 Department of Pharmaceutics and Pharmaceutical Technology, Faculty of Pharmacy and Medical
Sciences, Petra University, Amman, Jordan
Processing of α-lactose monohydrate into a directly compressible excipient has been dealt
with a diverging approach in the current work from conventional techniques. Although labor,
cost, and time intensive, spray-drying has long been the only industrial effective way of α-
lactose monohydrate processing. This work exploits, for the first time, the application of roll
compaction technique as an alternative to spray drying. After crystallographic characterization
of the granules, roll compaction was found to convert lactose into a different crystallographic
nature rendering the granules a plastically deforming character suitable for use in direct
compression pharmaceutical applications. The resulted powder and tabletting properties were
superior in powder flow and compactibility respectively. Heckel analysis and force
displacement curves emphasized the plastically deforming nature of the granules. Therefore, it
can be right to suggest that roll compaction would represent a good replacement methodology
to spray-drying.
Page 85
60. COMPUTATIONAL FLUID DYNAMIC SIMULATION OF A
PERFORATED ROTATING BUCKET: AN INDUSTRIAL CASE
STUDY
Samuel Verdier1, Erwan Jarry1, Peter Olley2 & Nejat Rahmanian2
1 CESI Saint-Nazaire (Engineering School), 1 Bd de l’université 44600, Saint-Nazaire, France
2 School of Engineering and Informatics, University of Bradford, Bradford, West Yorkshire,
BD7 1DP, UK
E-mail: [email protected]
The prilling process is a finishing process to produce almost uniform size of prills where a
massive quantity of products is required. The application of this process is mainly in fertiliser
industry for production of urea and ammonium nitrate. This process takes place in a prilling
tower with height and diameter of 30-70 m and 10-20 m, respectively, depending on the
capacity of the plant. The molten urea is sprayed inside the prilling tower by a perforated
bucket located at the top of the tower. The large quantities of perforated holes along the
bucket wall allow the molten solution to exit from the bucket with a high velocity and form a
jet of solution. The jets break to droplets of almost uniform size while scattering inside the
tower. By the gravity effect, these droplets fall down freely though the tower against a
counter-current cooling air causing them to solidify into prills as they eventually reach the
bottom of the prilling tower. During prilling, the quality of the final urea product can be
affected by several operational parameters. The most important ones are the temperature,
pressure and moisture inside the tower in addition to the velocity field caused by the bucket’s
rotation. [1]
In our previous work [1], we modelled a perforated rotating bucket with a single orifice in
a lab scale using CFD. The main objective of this work is to simulate an industrial bucket
used in urea plant with capacity of 1500 MTPD. It is aimed to investigate the influences of
several design parameters of the bucket on the productivity of the prilling process.
[1] A. Muhammad, N. Rahmanian, R. Pendyala, Analysis of fluid flow of urea in a perforated rotating
bucket: single orifice case, Journal of Applied Sciences, 14 (2014) 1252-1258.
Page 86
61. ESTIMATION OF DESIGN SPACE FOR AN EXTRUSION-
SPHERONIZATION PROCESS USING RESPONSE SURFACE
METHODOLOGY AND ARTIFICIAL NEURAL NETWORK
MODELING
Tamás Sovány1, Zsófia Tislér1, Katalin Kristó1, András Kelemen2,
& Géza Regdon jr. 1
1 Department of Pharmaceutical Technology, University of Szeged, Eötvös u. 6, H-6720, Szeged,
Hungary
2 Department of Computer Sciences, University of Szeged, Boldogasszony sgt 6., H-6725, Szeged,
Hungary
E-mail: [email protected]
Determination of a reliable Design Space (DS) for the production process is the key issue
of the Quality by Design concept which has increasing importance in the pharmaceutical
industry. Nevertheless, the reduction the development time and cost necessitates the
decreasing of the applied experiment number.
In present study the effect of the applied design of experiments (DOE) layout was studied
on the reliability of the estimation of DS. Since the statistical methods which are generally
used for this purposes uses first or second polynomial functions for the estimation of the
response surface it often provides only a rough approximation of the real relations. In order to
compare the effectiveness of the numerical analysis with higher level nonlinear simulations
the data from the various experimental layouts was used for the teaching of artificial neural
networks (ANNs). It was found that the ANN models are much more useful to estimation of
the slight changes in the tendencies within a wide range of experimental settings and are
capable to estimate the prospective values of the product critical quality attributes. In addition
the effectiveness of a genetic algorithm in the optimization of the network layout in
comparison with a DOE based manual screening was also examined.
General layout of the optimal ANN
Page 87
62. EXPERIMENTAL INVESTIGATIONS TOWARDS
UNDERSTANDING IMPORTANT PARAMETERS IN WET DRUM
GRANULATION OF BIOMASS
Klein E. Ileleji1, Rose P. Ambrose2, Yi Li1 & Perry H. Doane3
1 Agricultural & Biological Engineering Department, Purdue University, 225 South University Street,
West Lafayette, Indiana 47907, USA
2 Grain Science and Industry, Kansas State University, 312 Shellenberger Hall, Manhattan, KS 66505
3 ADM Research, 1001 N. Brush College, Decatur, IL 62521
E-mail: [email protected]
Biofeestocks such as corn coproducts or biomass such as corn stover are typically
densified in a dry process using pellet mills to enhance transportability and use as livestock
feed. Our work presents data of an experimental study using a non-traditional means,
granulation with a lab-scale rotary drum agglomerator to determine key parameters that affect
granule properties produced from corn stover and two liquid coproducts from corn
bioprocessing, corn steep liquor (CSL) and corn molasses (CM) that are condensed fermented
corn extractives from wet-milling ethanol plant. Our goals were to maximize liquid
coproducts in granules while producing given uniformly sized granules for ruminant feed
application. Our investigation presents a first attempt to produce granular products from very
difficult to handle biomass particulate materials and will attempt to take the study from the art
to developing the fundamentals of granulating biomass particulates. We anticipate that
developing the science of granulating biofeedstocks such as biomass will open opportunities
for using granulation as a means of producing products of enhance value and end-use
performance from biomass.
Granules of corn stover and corn steep liquor blend.
Page 88
63. PRODUCTION OF SELF-EMULSIFYING GRANULES BY HIGH
SHEAR GRANULATION PROCESS
Erica Franceschinis1, Andrea C. Santomaso2, Laura Benda1, Beatrice Perissutti3,
Dario Voinovich3 & Nicola Realdon1
1 PharmaTeG –Pharmaceutical Technology Group- Dept. of Pharmaceutical and Pharmacological
Science, University of Padua, via Marzolo 5, 35131 Padova, Italy
2 APTLab - Advanced Particle Technology Laboratory, Dept. of Industrial Engineering, University of
Padova, via Marzolo 9, 35131 Padova, Italy
3 Dept. of Chemical and Pharmaceutical Sciences, University of Trieste, P.le Europa 1, 34127 Trieste,
Italy
E-mail: [email protected]
The absorption of class II molecules can be greatly improved by formulating them in self-
emulsifying drug delivery systems (SEDDS) [1] that are mixtures of drug, oils, surfactants
and/or co-solvents which form fine oil-in-water emulsions upon dilution [2]. The drawbacks
of liquid SEEDS can be avoided producing solid-SEDDS by high shear granulation (HSWG)
using a microemulsion as granulating liquid [3]. The purpose of this study was to compare the
effects of impeller speed and massing time on the granule properties when water or an oil-in-
water microemulsion were used as granulating liquids. The experiments were planned using
an factorial design consisting of 12 experiments. In order to evaluate also their effect on the
drug release, simvastatin (SV) was selected as model drug and included in the granulating
liquid. The microemulsion formulation was selected on the basis of SV solubility study and
taking into account the viscosity and the modal droplet size. The results showed that the
particle size distributions of the granules obtained with microemulsion were broader then that
with water. The morphological analysis have showed that while an increase in massing time
produced an increase in roundness (ΦR), the impeller speed did not affected the shape.
Moreover the microemulsion-based granules resulted in larger value of ΦR. In conclusion,
data showed that the granulation process are greatly influenced by the type of binder. In
particular, when water is used as binder the final characteristics of the granules are influenced
by all the experimental variables studied, instead when microemulsion is used as granulating
liquid the system was relatively insensitive to impeller speed and could only be moderately
modified through the massing time..
[1] R.G. Strickley, Currently Marked Oral Lipid-based dosage forms: drug products and excipients. In:
Oral lipid-based formulations enhancing the bioavailability of poorly water-soluble drugs, Ed. Hauss
D.J. (2007).
[2] R.N. Gursoy, S. Benita, Self-emulsifying drug delivery systems (SEDDS) for improved oral
delivery of lipophilic drugs, Biomedicine &. Pharmacotherapy 58 (2004) 173 - 182.
[3] E. Franceschinis, C. Bortoletto, B. Perissutti, M. Dal Zotto, D. Voinovich, N. Realdon, Self-
emulsifying pellets in a lab-scale high shear mixer: Formulation and production design, Powder
Technology 207 (2011) 113-118.
Page 89
64. CHARACTERIZATION OF INDOMETHACIN
MICROPARTICLES FOR INHALATORY ADMINISTRATION
Nazareth E. Ceschan, Loreana C. Gallo, Verónica Bucalá & María V. Ramírez-
Rigo
Planta Piloto de Ingeniería Química (PLAPIQUI), CONICET- Universidad Nacional del Sur (UNS),
Camino La Carrindanga Km 7 (8000) Bahía Blanca, Argentina
E-mail: [email protected]
Indomethacin (IN) is a non-steroidal antiinflammatory drug, which is an interesting
candidate for being administered by an alternative route due to its gastrolesive and oral
bioavailability problems[1]. An inhalatory drug delivery system containing IN could be useful
for both local and systemic treatments of rheumatoid arthritis and its pulmonary
complications. Microparticles based on an IN and polylysine (PL, a biocompatible cationic
polymer) were obtained by spray drying (SD) with adequate yields for a lab scale
equipment[2]. The aim of this work is to characterize the particulate product in order to
determine its applicability for pulmonary drug targeting.
The SD operating conditions were selected based on a previous work[3]: air inlet
temperature (co-current flow): 140 °C, drying air flow rate: 35 m3/h, liquid feed flow rate: 6
mL/min and atomization air flow rate: 601 L/h. Several formulations, varying the relative
composition IN/polymer and the total solid content of the feed solutions, were tested. Product
properties (crystallinity, density, morphology and particle size distribution by laser diffraction
(LD) and using a next generation impactor) and the IN- PL ionic interaction (assessed by FT-
infrared spectroscopy (FT-IR), powder X-ray diffraction (PXRD) and thermal analysis) were
studied.
The ionic interaction between the IN and PL was proved by FT-IR. The powder was
amorphous and this state was found to be stable for nine months of storage.The SD particles
were rounded, smooth and exhibited some holes. Particular attention was focused on the
particle size distribution to evaluate the feasibility of employing the powder for pulmonary
deposition. The aerodynamic diameter distribution obtained with the next generation impactor
showed that the powders presented a high respirable fraction, being then adequate for the
inhalatory administration of IN. By comparing this data with the information obtained by LD
technique, it was found that LD can be used to preliminary evaluate the aerodynamic
diameters and then to assess the particles deposition pattern.
[1] M. El-Badry, G. Fetih, M. Fathy, Improvement of solubility and dissolution rate of indomethacin
by solid dispersions in Gelucire 50/13 and PEG4000, Saudi Pharmaceutical Journal : SPJ : the Official
Publication of the Saudi Pharmaceutical Society, 17 (2009) 217–25.
[2] N.E. Ceschan, V. Bucalá, M.V. Ramirez Rigo, Influence of the feed composition on the production
of polylysine-indomethacin microparticles by spray-drying, TYBF82. III Reunión Internacional de
Ciencias Farmacéuticas, Sept. 18-19th 2014, Córdoba, Argentine.
[3] N.E. Ceschan, V. Bucalá, M.V. Ramírez-Rigo, New alginic acid-atenolol microparticles for
inhalatory drug targeting., Materials Science & Engineering. C, Materials for Biological Applications,
41 (2014) 255–66.
Page 90
65. INFLUENCE OF SPRAY DRYING PARAMETERS ON
INTERNAL STRUCTURE AND MECHANICAL PROPERTIES OF
GRANULES
Susanna Eckhard & Manfred Fries
Fraunhofer Institute for Ceramic Technologies and Systems IKTS, Winterbergstr. 28, 01277 Dresden,
Germany
E-mail: [email protected]
Spray dried granules have to show defined properties depending on their future
applications: If they will be used as catalyst carriers, high fracture strengths and low fracture
deformation values are desired. For other applications like die pressing, lower fracture
strengths and higher granule ductility are expected. Therewith the mechanical properties of
spray dried granules are decisive granule characteristics.
Fracture strength and fracture deformation of spray dried granules can be tailored by the
use of defined additives within the suspension previous to spray drying or by the modification
of the internal granule structures. As the used additive type and combination are often fixed
because of economic or patents reasons, a desired change of mechanical granule properties
can only be achieved by the modification of the internal granule structure. The internal
structure can be changed by variation of suspension properties like solid content, particle size
or particle surface charge. Furthermore a variation of resulting internal structures can be
achieved via modification of the spray drying conditions.
Within this study the effect of the variation of spray drying parameters like inlet
temperature, nozzle gas mass flow, dryer scale as well as operation mode of the dryer (co-
current vs. fountain spray system) on the resulting internal structures is investigated. For
identical aqueous alumina suspensions clear effects of these changed drying parameters on the
internal structure were found and visualized using SEM images of internal cross sections. To
validate the detectable differences a structure quantification was done using image analysis.
The determined structure changes were associated with measured differences of
mechanical properties. A clear impact of changed spray drying parameters on resulting
internal structures and therewith mechanical properties was found.
Effect of changed nozzle gas mass flow on resulting internal structures and mechanical
properties of spray dried granules.
Low nozzle gas mass flow High shell thickness Low micro porosity
(denser packed particles)
High nozzle gas mass flow Lower shell thickness Higher micro porosity
(looser packed particles)
0
5
10
15
20
0 20 40 60
Fo
rce F
[m
N]
Deformation D [%]
High nozzle gas mass flow
Low nozzle gas mass flow
Break
Break
Page 91
66. THE COMPRESSION BEHAVIOR OF BINARY AND TERNARY
EXCIPIENT BLENDS OF DIFFERENT MECHANICAL
PROPERTIES
Faysal Al-akayleh1, Iyad Rashid2, Mahmoud Al-Omari2, Mohammed shubair1,
Adnan Badwan2
1 Department of Pharmaceutics and Pharmaceutical Technology, Faculty of Pharmacy and Medical
Sciences, Petra University, Amman, Jordan
2 The Jordanian Pharmaceutical Manufacturing Company, Naor 11710, Jordan
The complexity of processing of pharmaceutical blends of different mechanical properties
has been elucidated by investigating the compression behavior of binary and ternary excipient
mixtures and their resulted tablet properties. In this regard, much of the attention has been
given to test the extent of powders’ plasticity, elasticity and brittleness as the main mechanical
properties of powders. The attribution of each of the aforementioned components has been
analyzed in single, binary, and ternary excipient mixtures. Micocrystalline cellulose (MCC),
starch, and magnesium (Mg) silicate were the three excipients subjected to compression
analysis. Force displacement curves and Heckel/Kawakita analysis were used as the
methodological approaches. Results indicate that binary mixtures containing MCC powder
represent plastic flow and have a ductile characteristic; thus, producing a strong and coherent
compact. On the other hand, binary mixtures containing starch and Mg silicate show that
starch powder’s intrinsic properties are slightly ductile. However, upon unloading, the force-
displacement curves show a large amount of stored elastic strain, or high elastic recovery,
hence more energy is dissipated, and consequently it is difficult for the binary mixtures to be
formed into a strong and coherent compact. Amongst all types of binary mixtures, MCC-
starch binary mixtures provide the most highly plastically deforming with superiority in
compacts’ strength; MCC-Mg silicate mixtures provide the lowest in elastic recovery with
moderately high compacts tensile strength values, and starch-Mg silicate compacts provide
superiority in disintegration. Finally, ternary mixtures of MCC, starch and Mg silicate
perform better than the binary mixtures of MCC/Starch, MCC/Mg silicate, and Starch/Mg
silicate with respect to compression and tabletting properties.
Page 92
67. HIGH SHEAR GRANULATION PROCESS USING
CRYSTALLINE SUGARS
Erica Franceschinis1, Chiara Pialorsi1, Andrea C. Santomaso2, Federico Zorzi3,
Gabriella Salviulo3 & Nicola Realdon1
1 PharmaTeG –Pharmaceutical Technology Group- Dept. of Pharmaceutical and Pharmacological
Science, University of Padua, via Marzolo 5, 35131 Padova, Italy
2 APTLab - Advanced Particle Technology Laboratory, Dept. of Industrial Engineering, University of
Padova, via Marzolo 9, 35131 Padova, Italy
3 Dept. of Geosciences, University of Padova, via, 35131 Padova, Italy
E-mail: [email protected]
Sugars can be used in granulation process with different purposes; in particular, they can
act as diluents, binders but also as taste masking agents, sweeteners and agents for drug
controlled release (e.g. sugar beads). Sugars are soluble and sticky excipients [1,2] and their
manipulation in high shear granulators may be very difficult because they can adhere to the
mixer walls or lead to an uncontrolled granule growth. The purpose of this research was to
evaluate the different behavior in high shear wet granulation of four selected sugars: mannitol,
sorbitol, xylitol and sucrose in the size range of 60-300 µm. In order to investigate the
mechanism of their agglomeration the four sugars were initially characterized by flowability
(shear cell tests) and viscosity measurements and their solid state was studied by X-ray
diffraction. Also the hygroscopicity was evaluated by conditioning powders at different
relative humidity (RH 65 and 80%). Results highlighted that the humidity uptake did not
produce any change in the solid state of the sugars but caused a reduction in flowability that
was stronger in the case of sorbitol and xylitol. Powder flowability showed good correlation
to hygroscopicity but it was not related to the final powder thickening of dissolved sugars. In
order to predict the optimal amount of water required for the high shear granulation, mixtures
composed of 25% (w/w) of microcrystalline cellulose and 75% (w/w) of sugar were analyzed
with a mixer torque rheometer [3]. Granulation experiments demonstrated not only the
feasibility of the process with the selected sugars but also the possibility to predict the amount
of water necessary to the process through the mixer torque rheometer. Data also showed the
effect of higher thickening power on the reduction of the water required for the granulation.
[1] B. Adhikari, T. Howes, B.R. Bhandari, V. Truong Stickiness in food: a review of mechanisms and
test methods, International Journal of food properties, 4 (2001) 1-33.
[2] P. Boonyai, B. Bhandari, T. Howes, Stickiness measurement techniques for food powders: a
review Powder Technology 145 (2004) 34-46.
[3] A. Faure, End-point control and scale-up in pharmaceutical mixer-granulators, PhD Thesis
University of Bradford (1998).
Page 93
68. FLUIDIZED-BED MELT GRANULATION: POPULATION
BALANCE MODELLING TO IDENTIFY THE AGGREGATION
KERNEL
M. Villa, D. Bertín, I. Cotabarren, J. Piña & V. Bucalá
Department of Chemical Engineering, PLAPIQUI, Universidad Nacional del Sur, CONICET
Camino La Carrindanga Km. 7, (8000), Bahía Blanca, Argentina
E-mail: [email protected]
Within the operations that handle solids, granulation is considered as one of the most
important processes. It allows producing granules with well-defined particle size distributions
and shapes for many industries such as the pharmaceutical, agrochemical, detergent, food, etc.
[1,2]. Granulation processes are usually classified according to the binder nature as: wet, dry
or melt. Nowadays, research in melt granulation has gained interest for many applications.
Particularly for materials incompatible with water; the melt granulation avoids the use of
solvents and the disadvantages associated with their recovery and final disposal, and
minimizes the energy cost related to solvent evaporation [3,4]. Among the melt granulation
technologies, the fluidized-bed melt granulation is widely used. The final granules size
distributions strongly depend on the operating conditions, the seeds size and binder properties.
Modelling would allow improving the performance of the granulation process. However, the
equation (population balance) that describes the particle size transformation as the granulation
proceeds is quite complex involving kinetic parameters to describe the growth and breakage
mechanisms and nucleation or elutriation phenomena.
Cotabarren et al. [2] and Veliz et al. [5,6] explored the effect of the operating variables on
the process performance and particle properties for urea melt granulation carried out in a
batch fluidized bed, identifying the operating growth regions that led to pure coating or
combined growth by agglomeration and coating. Based on experimental data, (which are
representative of relatively big seeds particles with respect to droplets size, high binder/seeds
mass ratios, bottom spray configuration, and binder and seeds of the same chemical nature), in
this work the kinetic parameters related to pure coating and combined mechanisms of coating
and aggregation are established. As suggested by several authors [7-9], the aggregation kernel
can be represented by two factors: one depending exclusively on the particle size (φ) and the
other on the process operating conditions (β0). Two different formulations are proposed: 1) φ
is considered independent of particle size (i.e., φ = 1) and 2) φ is represented by the EKE
model [10]. For both cases, the kinetic parameter β0 is adjusted for each experiment. Finally,
a fitted mathematical expression for β0 as a function of the binder flowrate, fluidization air
velocity, bed temperature, atomization air flowrate and initial particle sizes, which allows
predicting the experimental particles size distribution, is presented.
[1] D. Bertín, I.M. Cotabarren, J. Piña, V. Bucalá, Granule size distribution for a multi-chamber
fluidized-bed melt granulator: Modeling and validation using process measurement data, Chemical
Engineering Science. 104 (2013) 319-329.
[2] I.M. Cotabarren, D. Bertín, S. Veliz, L. Mirazú, J. Piña, V. Bucalá, Production of Granular Urea as
Nitrogenous Fertilizer, in: C.M. Muñoz, A.M. Fernández (Eds.), Urea: Synthesis, Properties and Uses,
NOVA Publishers, (2012) 1–63.
Page 94
[3] T. Abberger, A. Seo, T. Schaefer, The effect of droplet size and powder particle size on the
mechanisms of nucleation and growth in fluid bed melt agglomeration., International Journal of
Pharmaceutics. 249 (2002) 185–197.
[4] T. Abberger, A. Seo, T. Schaefer, The effect of droplet size and powder particle size on the
mechanisms of nucleation and growth in fluid bed melt agglomeration, International Journal of
Pharmaceutics. 249 (2002) 185–197.
[5] S. Veliz, L. Mirazú, J. Piña, M. Pedernera, V. Bucalá, Efecto del Caudal de Aire de Fluidización
sobre la Calidad de Urea Granulada Obtenida en un Granulador de Lecho Fluidizado Escala Piloto, in:
VI Congreso Argentino de Ingeniería Química, Mar del Plata, Argentina,( 2010).
[6] S. Veliz, M.P. Villa, D.E. Bertín, I.M. Cotabarren, J. Piña, M. Pedernera, et al., Fluidized-bed melt
granulation: The effect of operating variables on process performance and granules properties,
Chemical Engineering Science, Submitted (2014).
[7] M. Catak, K. Cronin, D. Medina-Tellez, Markov Chain Modeling of Fluidized Bed Granulation
Incorporating Simultaneous Aggregation and Breakage, Ind. Eng. Chem. Res. 50 (2011) 10811-10823.
[8] M.J.V. Goldschmidt, Hydrodynamic Modelling of Fluidised Bed Spray Granulation, PhD Thesis,
Twente University, Enschede, The Netherlands, (2001).
[9] K.V.S. Sastry, Similarity Size Distribution of Agglomerates During Their Growth by Coalescence
in Granulation or Green Pelletization, Int. J. Miner. Process., 2 (1975) 187-203.
[10] M.J. Hounslow, The Population Balance as a Toll for Understanding Particle Rate Processes,
KONA, (1998) 179-193.
Page 95
69. THE IMPORTANCE OF MIXING VESSEL CONFIGURATIONS
ON THE DISPERSION OF FOOD POWDERS IN WATER
W. Robert Mitchell1, 2, Laurent Forny3, Tim O. Althaus4, Gerhard Niederreiter2,
Stefan Palzer1, 5, Michael J. Hounslow1 & Agba D. Salman1
1 University of Sheffield, Department of Chemical and Biological Engineering, S1 3JD Sheffield, UK
2 Nestlé Product Technology Center, CH-1350 Orbe, Switzerland
3 Nestlé Research & Development, 618802 Singapore
4 Nestlé Product Technology Center, PO Box 204, YO91 1XY York, UK
5 Nestlé Corporate Headquarters, CH-1800 Vevey, Switzerland
E-mail: [email protected]
The dispersion of powders in a stirred vessel is a common unit operation in the food
industry. However due to the complex properties of food materials, difficulties related to
reconstitution of these powders often arise; e.g. powders might float at the surface or form
lumps that are difficult to disperse [1]. As mixing operations can be energetically costly, a
better understanding of the influence of agitation conditions on dispersion behavior may help
optimize process conditions. However in much of the relevant scientific literature, mixing
configurations are left either unspecified or too vague. For example the impeller type, the
impeller off-bottom clearance, impeller diameter-to-tank diameter/height ratio, number and/or
size of baffles, and feeding conditions (e.g. height/position of feeding and mass flow rate of
addition) may be unspecified, making it difficult to understand how mixing affects dispersion.
Moreover, in many cases the measurement technique itself has important consequences on
the flow behavior or particle dispersion. For instance, in some studies, aliquots of sample are
taken from the mixing rig at regular intervals for or samples are continuously taken from the
mixing vessel using and hose/pump system for analysis. This is troubling as the sampling of
the liquid can introduce additional stresses on the particles. In addition to the above-
mentioned ex situ measurement techniques, there also exist in situ measurement techniques,
such as the use of a turbidity/conductivity probe or ultrasonic device, which are often
positioned in the medium by introduction via the liquid free surface. However such an
approach will baffle the liquid flow, introducing unintended complications to the flow.
In the current study, particle population and size distribution measurements are taken using
a Focused Beam Reflectance Measurement (FBRM) probe, placed into the medium from the
side, such that it does not baffle the liquid flow. A video camera is also placed to record the
liquid surface. The custom-built vessel used adheres to the standard dimensions defined by
Rushton et al. [2] and contains removable baffles to compare baffled and unbaffled conditions
at equivalent power draw. Feeding is controlled using a vibratory feeder from a fixed
height/position. In the current talk, we discuss the importance of the mixing vessel
configurations: impeller type (Lightnin A100 vs. R100), baffling, feed rate, as well as scale-
up considerations, using a geometrically similar tank, both at equal power draw and tip speed.
[1] W.R. Mitchell, L. Forny, T.O. Althaus, G. Niederreiter, S. Palzer, M.J. Hounslow, A.D. Salman,
Mapping the rate-limiting regimes of food powder reconstitution in a standard mixing vessel, Powder
Technology, (2014).
[2] J. Rushton, E. Costich, H. Everett, Power characteristics of mixing impellers, Chemical
Engineering Progress, 46 (1950) 395-476.
Page 96
70. ANALYSIS OF A TWIN-SCREW GRANULATION PROCESS
USING A COMBINED EXPERIMENTAL AND
COMPUTATIONAL APPROACH
Ashish Kumar1,2, Jurgen Vercruysse3, Krist V. Gernaey 4, Thomas De Beer 2,* &
Ingmar Nopens1
1 BIOMATH, Dept. of Mathematical Modelling, Statistics and Bioinformatics, Faculty of Bioscience
Engineering, Ghent University, Belgium
2 Laboratory of Pharmaceutical Process Analytical Technology, Dept. of Pharmaceutical Analysis,
Faculty of Pharmaceutical Sciences, Ghent University, Belgium
3 Laboratory of Pharmaceutical Technology, Dept. of Pharmaceutics, Faculty of Pharmaceutical
Sciences, Ghent University, Ghent, Belgium
4 CAPEC-PROCESS, Department of Chemical and Biochemical Engineering, Technical University of
Denmark, Denmark
E-mail: [email protected] , *Shared last authorship
Continuous processing in steady state, smaller equipment footprint and less tedious scale-
up is a potential alternative for the currently applied batch wise methods in secondary
pharmaceutical manufacturing. Consequently, twin-screw granulation has recently emerged as
a popular continuous wet granulation technique. This granulation method depends on several
process variables. However, available studies have primarily focused on the effect of these
variables on granule properties at the outlet of the twin-screw granulator due to the opacity of
the multiphase system. Thus, little is in fact known about how these variables affect the
evolution and kinetics of granule formation and the resulting granule structure. This work is
the combination of theoretical development and experimental validation of a population
balance modelling framework for twin-screw granulation. For the first time, a Population
Balance Model (PBM) has been developed to model twin-screw granulation which accounts
for the granulator design and the process parameters such as number and location of kneading
discs, along with the effect of the number of axial compartments. The rate processes which
are considered dominant in a twin-screw, i.e. aggregation and breakage, were included. The
work demonstrated that a good agreement between experimental and simulated results can be
achieved for the evolution of particle size distributions in a twin-screw granulator. The
modelling framework presented in this paper forms the basis of the kinetic analysis of
granulation experiments that may lead to the development of a modelling tool and
combination with micro-level models such as Discrete Element Models (DEM) in a hybrid
framework. Such a framework can be used both to simulate and predict twin-screw
granulation.
Page 97
Agreement between experimental and simulated granule size distribution results in a twin-
screw granulator
Page 98
71. FINITE VOLUME APPROXIMATIONS OF BREAKAGE
POPULATION BALANCE EQUATION
Jitraj Saha1, Jitendra Kumar1, Andreas Bück2 & Evangelos Tsotsas2
1 Department of Mathematics, Indian Institute of Technology Kharagpur, Kharagpur-721302, India
2 Chair of Thermal Process Engineering, Institute for Process Engineering, Otto-von-Guericke
University, Magdeburg-39106, Germany
E-mail: [email protected]
Breakage is one of the most important particulate processes in which particles break into
smaller fragments. Since the particles are undergoing certain physical changes due to the
breakage process, it is of high interest to predict and track these changes over process time.
Macroscopically, breakage population balance equations (PBEs) can be used in order to
estimate the particle number density and also various integral quantities (moments) of the
particles undergoing breakage process, e.g. mean particle size and volume or surface area.
In this work, a comparative study of two newly developed numerical methods
approximating the pure multiple breakage PBEs based on the finite volume scheme has
conducted. For a numerical scheme it is a very essential criterion to keep the total mass of the
system constant, i.e. to avoid a loss in total mass in calculation of the distribution of the
fragments. When approximating the pure multiple breakage PBEs by quadrature rules, it is
found that the total mass of particles before and after the breakage does not remain constant.
So, suitable adjustments are made in the discrete formulation such that it obeys the mass
conserving law.
This idea has led to the development of a new mass conserving finite volume
approximation of the pure multiple breakage PBEs. In some applications, besides conserving
the total mass of the system, the estimation of the zeroth moment is of great importance. To
ensure the mass conserving numerical scheme to predict the zeroth moment as good as the
exact result some suitable adjustments are made in the numerical scheme which lead to the
development of another finite volume approximation of the pure multiple breakage PBEs.
Several test problems are considered in order to assess the accuracy of the two different
schemes.
Page 99
72. EFFECT OF POLYMERS ON THE STABILITY OF ANHYDROUS
OLANZAPINE DURING PROCESSING
Maria Paisana1, Martin Wahl2, João F. Pinto1
1 iMed – Research Institute for Medicines and Pharmaceutical Sciences, Faculdade de Farmácia,
Universidade de Lisboa, Av. Prof. Gama Pinto, P-1649-003, Lisboa, Portugal
2 Pharmazeutisches Institut, Eberhard Karls Universität Tübingen, Auf der Morgenstelle 8, D-72076
Tübingen, Germany
E-mail: [email protected]
APIs are frequently exposed to water in several pharmaceutical processes
(e.g.crystallization, wet granulation) which may induce the production of hydrates. Also,
during certain manufacturing steps (drying, tabletting) the hydrates could dehydrate and
metastable anhydrous or amorphous forms could be obtained. These modifications are likely
to affect the bioavailability of the drug, requiring a particular control over these processes.
The aim of the study was to investigate whether polymeric excipients, such as, polyethylene
glycol, polyvinylpyrrolidone and hydroxypropyl cellulose can influence the hydrate formation
of olanzapine during the manufacture of pellets by extrusion-spheronization. In addition, the
impact of olanzapine hydration on the final mechanical properties of the pellets was also
evaluated.
Extrudates, with the same fractions of olanzapine (15%w/w), excipients, (MCC, 75%w/w
and PEG-6000/PVP-K25/HPC-LF, 10%w/w) and water (75%, based on the dry powder mass)
were manufactured. 50% of the formed mass (#1.1) was extruded immediately whereas the
remaining (#1.2) was left to rest in a hermetic container for 6 hours, prior to extrusion. Pellets
were manufactured from the extrudates in a spheroniser (500 rpm) for 5 minutes. Wet pellets
were dried in a fluid bed drier at 45C (Aeromatic). XRPD and FTIR analyses were
considered to detect and characterize different solid phases of olanzapine in all pellets’
manufacturing steps. Polarized light microscopy and SEM analyses were used to evaluate
changes on the crystal shape and size of olanzapine crystals in the different phases of the
process.
The pellets #1.1 and #1.2 manufactured with PEG-6000 presented significant differences
on loss on drying, strength, density and porosity proprieties. Also changes on the olanzapine
crystal shape were detected by microscopy. One explanation to all these modifications is
related to the hydration of olanzapine into a mixture of 2 different hydrates during the resting
time of the wet mass (dihydrate B and higher hydrate). The drying of the pellets #1.2 for
30/60/120 minutes at 45oC was not enough to remove one of the hydrated forms of olanzapine
(dihydrate B) due to its high stability. Although the resting time of the mass has contributed to
a narrow size distribution of the pellets due to a better distribution of water, the hydrate
conversion of olanzapine during the resting time, together with the physical/mechanical
alterations on the final product (pellets), influenced negatively the dissolution rate of
olanzapine. PVP-K25 and HPC-LF were capable to avoid hydration of the drug and no
significant differences were detected in both mechanical and dissolution proprieties of the
pellets #1.1 and #1.2. This study revealed that both PVP-k25 and HPC-LF were capable of
inhibiting the hydration of olanzapine in the wet extrusion process, therefore preventing
changes that are likely to affect the performance of the drug in the final solid dosage forms.
Page 100
73. KINETICS OF IMBIBITION OF A COLLOIDAL AGGREGATE
Alban Debacker1,2, Stanislav Makarchuk1, Didier Lootens2 & Pascal Hébraud1
1 IPCMS/CNRS 23 rue du Loess 67034 Strasbourg France
2 SIKA, Tüffenwies 16, CH-8048, Zürich, Switzerland
E-mail: [email protected]
The imbibition kinetics of a millimeter-sized aggregate of 300 nm diameter colloidal
particles by a wetting pure solvent is studied [1]. Three successive regimes are observed.
First, the imbibition proceeds by compressing the air inside the aggregate. Next, the solvent
stops when the pressure of the compressed air is equal to the excess of capillary pressure at
the meniscus of the wetting solvent in the porous aggregate. The interface is pinned and the
aggregate slowly degases up to the point where the pressure of the entrapped air stops
decreasing and is controlled by the capillary pressure. Finally, the imbibition starts again at a
constant excess of pressure, smaller than the capillary pressure but larger than the one of the
atmosphere. This last stage leads to the complete infiltration of the aggregate.
Image of an aggregate of colloidal silica particles during the imbibition. The outer shell is
wetted by the solvent whereas the inner core is dry.
[1] A. Debacker, S. Makarchuk, D. Lootens and P. Hébraud, Imbibition kinetics of spherical colloidal
aggregates, Physical Review Letters, 113 (2014) 028301.
Page 101
74. DEVELOPMENT OF REGIME MAP FOR STEADY-STATE
HIGH SHEAR WET TWIN-SCREW GRANULATION
Ashish Kumar1,2, Jens Dhondt2, Jurgen Vercruysse3, Fien De Leersnyder2, Valérie
Vanhoorne3, Krist V. Gernaey 4, Thomas De Beer 2,* & Ingmar Nopens1
1 BIOMATH, Dept. of Mathematical Modelling, Statistics and Bioinformatics, Faculty of Bioscience
Engineering, Ghent University, Belgium
2 Laboratory of Pharmaceutical Process Analytical Technology, Dept. of Pharmaceutical Analysis,
Faculty of Pharmaceutical Sciences, Ghent University, Belgium
3 Laboratory of Pharmaceutical Technology, Dept. of Pharmaceutics, Faculty of Pharmaceutical
Sciences, Ghent University, Ghent, Belgium
4 CAPEC-PROCESS, Department of Chemical and Biochemical Engineering, Technical University of
Denmark, Denmark
E-mail: [email protected] , *Shared last authorship
Twin-screw granulation is an emerging continuous granulation technique in the
pharmaceutical industry. The flexibility in process settings such as the applied binder addition
method, screw configuration, screw speed and material throughput allows the manipulation of
size and shape properties of the granules. However, due to the fact that it is a rather new
granulation technique, twin-screw granulation is not as well understood as batch-wise high
shear wet granulation. Most of the twin-screw granulation studies are limited to a certain
design and scale of the twin-screw granulator. In this study, in order to consolidate the
understanding about the granulation process and to comprehend the applicability and limits of
the process variables in a scale independent manner, the regime theory was applied. Scale
dependence of parameters limits the ability of the study towards multiple-scale application. In
this study, α-Lactose monohydrate was granulated with Polyvinylpyrrolidone (2.5%, w/w) as
binder in the granulation liquid, with 1×6 and 2×6 kneading discs at 60° stagger angle in the
screw configuration. The specific mechanical energy, which involves the combination of
screw speed, material throughput and torque required for the rotation of the screws at the used
process conditions, was correlated with the applied liquid-to-solid ratio. The study suggested
that, although increasing liquid-to-solid ratio strongly drives the granule size distribution
towards a large mean granule size, increasing the energy input to the system can be
effectively used to lower the mean granule size and also narrow down the size distribution.
Further experiments are desired in the near future such as evaluating other screw
configurations, the effect of the stagger angle and other formulations with significantly
different raw material properties.
Change in the granule size distribution for different screw configuration when liquid-to solid
ratio and specific mechanical input are changed.
Page 102
75. COMPARISON OF EXCIPIENT ONLY & DRUG
FORMULATIONS FOR TWIN-SCREW CONTINUOUS
GRANULATOR
Ian P. Gabbott, Adam Khan & Gavin K. Reynolds
Pharmaceutical Development, AstraZeneca, Charter Way, Macclesfield, SK10 2NA
E-mail: [email protected]
The primary objective of granulation in the pharmaceutical industry is to agglomerate
formulation particles to improve granule physical and flow properties so that subsequent
tablet manufacturing phases can be achieved with better results. Over the past few years
twin-screw granulation has generated increasing industrial interest as an alternative to current
batch granulation methods. Nguyen et al. [1] have shown that wet granulation process
significantly affect tablet properties such as compressibility & strength.
Several studies were carried out using a twin-screw continuous granulator (TSG) in order
to further understand the effects of changing screw speed, screw configuration and feed rate
of powders and water on granule properties such as density and particle size distribution and
compressibility. A unified compaction curve was used to investigate the impact of TSG on
tablet tensile strength.
Furthermore, at present very limited publications which analyse the residual moisture
content and its effect on granule and tablet properties in a continuous granulation process
have been found. This report analyses the influence of TSG process parameters in
combination with the moisture content after drying on granule and tablet properties and
presents a comparison of such properties between excipient only and drug formulations.
[1] T.H. Nguyen, D.A.V. Morton, K.P. Hapgood, Application of the unified compaction curve to link
wet granulation and tablet compaction behaviour, Powder Technology 240 (2013) 103-115.
Page 103
76. THE APPLICATION OF TERAHERTZ PULSED IMAGING IN
CHARACTERISING DENSITY DISTRIBUTION OF ROLL-
COMPACTED RIBBONS
Chuan-Yu Wu1, Jianyi Zhang1, Chunlei Pei1, Serena Schiano1 & David Heaps2
1 Department of Chemical and Process Engineering, University of Surrey, Guildford, GU27XH, UK
2 Advantest Inc., Princeton, New Jersey, USA
E-mail: [email protected]
Roll compaction is a commonly used dry granulation process in pharmaceutical, fine
chemical and agrochemical industries for materials sensitive to heat or moisture. The ribbon
density distribution plays an important role in controlling properties of granules (e.g. granule
size distribution, porosity and strength). Accurate characterisation of ribbon density
distribution is critical in process control and quality assurance. The terahertz imaging system
has a great application potential in achieving this as the terahertz radiation has the ability to
penetrate most of the pharmaceutical excipients and the refractive index reflects variations in
density and chemical compositions. The aim of this study is to explore whether terahertz
pulse imaging is a feasible technique for quantifying ribbon density distribution.
A series of ribbons were made of MCC Avicel PH102 using a roll compactor at various
process conditions and the ribbon density variation was investigated using terahertz imaging
and sectioning methods. The density variations obtained from both methods were compared
to explore the reliability and accuracy of the terahertz imaging system. An average refractive
index is calculated from the refractive index values in the frequency range between 0.5 and
1.5 THz (Figure1). It is shown that the refractive index gradually decreases from the middle
of the ribbon towards to the edges. Variations of density distribution across the width of
ribbon are also obtained using both the sectioning method and the terahertz imaging system
(Figure 2). It is found that the terahertz imaging results are an excellent agreement with that
obtained using the section method, demonstrating that terahertz imaging is a feasible and
rapid tool to characterize ribbon density distributions.
Figure 1. A typical contour plot of refractive index distribution
Page 104
Figure 2. Bulk density distribution along the width of the ribbons
Acknowledgement: This work was partially supported by the IPROCOM Marie Curie initial
training network, funded through the People Programme (Marie Curie Actions) of the
European Union's Seventh Framework Programme FP7/2007-2013/ under REA grant
agreement No. 316555.
Page 105
77. DE-MIXING CHARACTERISTICS OF FINE COAL IN AN AIR
DENSE MEDIUM FLUIDIZED BED
Pengfei Zhao1, Yuemin Zhao2, Zhenfu Luo2 & Ran Zhu1
1 School of Electric Power Engineering, China University of Mining and Technology, Xuzhou
221116, China
2 School of Chemical Engineering and Technology, China University of Mining and Technology,
Xuzhou 221116, China
E-mail: [email protected]
Air dense medium fluidized bed (ADMFB) offers a better alternative approach for dry coal
beneficiation. The de-mixing (segregation) characteristics can determine the quality of the
final products significantly.
In this study, the segregation characteristics of fine coal (-3+1 mm) in ADMFB was
compared with those of ordinary fluidized bed. Specifically, the pressure drop, the behaviours
of density-segregation and size-segregation as a function of bed height, the ash separation
degree, the bed snapshots, and the bubble size was determined by varying the superficial gas
velocity. Both density-segregation and size-segregation emerged at a low superficial gas
velocity in ADMFB. However, an increasee of the superficial gas velocity, both segregations
gradually transformed to mixing state. There existed an optimum air velocity to maximize
segregation when the fluidization velocities were between the minimum fluidization velocities
of the flotsam (clean coal) and jetsam (gangue). The comparative ash segregation degree and
pressure drop characteristics confirmed that the bubble-drive flotsam-jetsam mechanism was
responsible for the transition. Furthermore, application dense medium to a fluidized bed could
obtain a higher segregation degree due to reducing the bubble sizes.
Page 106
78. THE COMBINED EFFECT OF WET GRANULATION PROCESS
PARAMETERS AND GRANULE MOISTURE CONTENT ON
TABLET QUALITY ATTRIBUTES
Ian P. Gabbott, Farhan Alhusban & Gavin K. Reynolds
Pharmaceutical Development, AstraZeneca, Charter Way, Macclesfield, SK10 2NA
E-mail: [email protected]
A pharmaceutical compound was used to study the effect of batch wet granulation process
parameters in combination with the residual moisture content remaining after drying on
granule and tablet quality attributes. The effect of three batch wet granulation process
parameters was evaluated using a multivariate experimental design, with a novel constrained
design space. Batches were characterised for moisture content, granule density, crushing
strength, porosity, disintegration time and dissolution.
Mechanisms of the effect of the process parameters on the granule and tablet quality
attributes are proposed. Water quantity added during granulation showed a significant effect
on granule density and tablet dissolution rate. Mixing time showed a significant effect on
tablet crushing strength, and mixing speed showed a significant effect on the distribution of
tablet crushing strengths obtained. The residual moisture content remaining after granule
drying showed a significant effect on tablet crushing strength. The effect of moisture on
tablet tensile strength has been reported before [1], but not in combination with granulation
parameters and granule properties, and the impact on tablet dissolution was not assessed.
Correlations between the energy input during granulation, the density of granules produced,
and the quality attributes of the final tablets were also identified. Understanding the impact of
the granulation and drying process parameters on granule and tablet properties provides a
basis for process optimisation and scaling.
[1] J.B. Wade, G.P. Martin, D.F. Long; A methodological approach for determining the effect of
moisture content on the compaction properties of powders: Granular hydroxyapatite; Powder
Technology, 246 (2013) 511-519.
Page 107
79. INFLUENCE OF LIQUID FORMULATION AND IMPACT
CONDITIONS ON THE WETTING OF HYDROPHOBIC
SURFACES BY AQUEOUS POLYMERIC SOLUTIONS
Amal Khoufech, Mohammed Benali, Jérémie Castello & Khashayar Saleh
Laboratoire de Transformations Intégrées de la Matière Renouvelable, EA4279, UTC/Escom,
Compiègne, France
E-mail: [email protected]
Controlling drop deposition is of great importance for a wide variety of practical
applications such as spray coating, pesticide deposition on plant leaves, inkjet printing, spray
painting, etc. The efficiency of drop deposition from sprays is limited by two phenomena:
splashing and bouncing. These phenomena can lead to an important decrease of the coating
efficiency especially in powder coating processes [1, 2]. However, these limiting factors can
be inhibited by adding small amounts of a flexible polymer into the wetting solution. For
example, in our previous study about the droplet impact on a hydrophobic surface [3], we
showed that droplet rebound and splashing phenomena could be completely suppressed by
adding a certain quantity of a commonly used polymeric binder (CarboxyMethylCellulose
sodium salt) into water. The objective of the present work is to study the droplet impact on a
hydrophobic surface for polymeric binder solutions with different natures and rheological
behaviours in order to investigate the influence of polymer flexibility and molecular weight
on the droplet behaviour. These solutions exhibit higher elasticity and much lower shear
viscosity than Na-CMC aqueous solutions. Impacts of single droplets on horizontal
hydrophobic surfaces were visualized using a high speed camera. The droplet’s size, velocity
and the time evolution of droplet base diameter and thickness were determined by image
analysis. The use of different polymer solutions with varying concentrations showed the role
of viscosity in splashing and rebound inhibition. In addition, increasing the solution
concentration lead to a decrease in the maximum extent of spreading, recoil velocity, as well
as the maximum height of rebound. The effect of droplet inertia was also investigated through
the variation of droplet size and impact velocity. The impact velocity was found to promote
both spreading and receding of droplets. In the case of low viscosity solutions, increasing
droplet inertia lead to droplet rebound or disintegration. Finally, a regime diagram with
different zones (deposition, rebound and splashing) was established based on the collected
data.
[1] S.R.L. Werner, J.R. Jones, A.H.J. Paterson, R.H. Archer, D.L. Pearce, Droplet impact and
spreading: Droplet formulation effects, Chemical Engineering Science, 62 (2007) 2336- 2345.
[2] C.K. Link, E.U. Schlünder, Fluidized bed spray granulation: Investigation of the coating process
on a single sphere, Chemical Engineering and Processing, 36 (1997) 443-457.
[3] A. Khoufech, M. Benali, K. Saleh, Influence of liquid formulation and impact conditions on the
coating of hydrophobic surfaces, Powder technology, Available online 1 July 2014, ISSN 0032-5910,
http://dx.doi.org/10.1016/j.powtec.2014.06.048.
Page 108
80. A ROBUSTNESS STUDY OF AN EXTENDED-RELEASE
TABLET FORMULATION USING A SAMPLE KIT OF
HYPROMELLOSE FOR QBD CONCEPT
Shilpa Mistry1, Takafumi Hoshino2 & Hiroyasu Kokubo2
1 Shin-Etsu Pharma & Food Materials Distribution GmbH, Rheingaustraße 190-196, H391, 65203
Wiesbaden, Germany
2 Shin-Etsu Chemical Co., Ltd. Cellulose Technical Support Center, YBP Technical center, 134,
Godo-cho, Hodogaya-ku, Yokohama, 240-0005, Japan
E-mail: [email protected]
When hydrophilic matrix tablets are prepared using Hypromellose (HPMC), the solubility
behavior of HPMC is one of the critical attributes for drug dissolution. Additionally the
solubility behavior is affected by the viscosity, hydroxypropoxy (HPO) content and particles
size of HPMC. In accordance with ICH guideline, implementation of “Quality by Design”
(QbD) principles to formulation development is strongly recommended. It leads to an
understanding of how the properties and performance of the dosage forms are influenced by
the formulation, including the quality attributes of HPMC. In this study, the effects of HPMC
properties on robustness of in vitro drug release were investigated using QbD principles.
Dipyridamole (Solubility in water: 0.0037 g/L) was used as a model API. All ingredients
in the formulation were blended manually and compressed into tablets (11.3 mm-d, flat) by a
single punch tablet tester (Sankyo Pio-Tech, Japan). The dissolution test was conducted
according to USP paddle method. Paddle rotation: 50 rpm. Test fluid: Water (900 mL).
Detection: UV. Testing time: 16 hrs.
Effect of Viscosity: Difference in dissolution profiles between viscosity grades was
observed. However, within the same viscosity grade, the difference was insignificant. Effect
of HPO Content: For the lowest viscosity grade (90SH-100SR), the release rate was
depended on the HPO level. In case of higher viscosity grades, it was not significant. Effect
of Particle Size: Difference was not significant (within 10%) by variation in particle size.
The formulation in this study was indicated to be robust regarding variability of the key
excipient. The sample kit used in this study was found to be useful for Quality-by-Design
projects.
Page 109
81. EVALUATION OF A NEW CO-PROCESSED EXCIPIENT FOR
ORALLY-DISINTEGRATING TABLETS
S. Mistry1, Y. Hirama2, S. Obara2 & N. Maruyama2
1 Shin-Etsu Pharma & Food Materials Distribution GmbH, Rheingaustraße 190-196, H391, 65203
Wiesbaden, Germany
2 Shin-Etsu Chemical Co., Ltd. Cellulose Technical Support Center, YBP Technical center, 134,
Godo-cho, Hodogaya-ku, Yokohama, 240-0005, Japan
E-mail: [email protected]
To evaluate compressibility, disintegration, and stability of a newly developed co-
processed compound for orally disintegrating tablets.
The co-processed compound was prepared using D-Mannitol, Low-substituted
Hydroxypropyl Cellulose (L-HPC), and Polyvinyl alcohol by a spray granulation process.
Two grades (QD-50 and QD-100), having different particle size, were prepared by changing
processing condition. Performance of placebo tablets was tested as follows. Compressibility
of the compound was evaluated by direct compression using a rotary tableting machine and a
hardness tester. Disintegration test was carried out according to USP. Variation of tablet
weight, hardness, and disintegration time were also evaluated from periodical sampling from
the same tableting equipment operated for 60 minutes. Stability test was carried out at 40°C
75%RH for sample in open bottle.
The median particle size of QD-50 and QD-100 was 57 μm and 86 μm, respectively. Both
grades showed a good flowability with the angle of repose less than 40° (QD-50: 38°, QD-
100: 37°). It achieved hardness of around 50 - 190 N at the compression force ranging 5-12.5
kN. QD-100 gave slightly higher hardness compared to QD-50 (152 N vs 125 N at the
compression force of 10 kN). Disintegration time was less than 60 seconds for both grades,
with the tablet hardness up to 150 N. QD-50 showed faster disintegration than QD-100 (35
sec vs 50 sec at hardness of 150N). The relative standard deviation of tablet weight, hardness,
and disintegration time of tablets during 1-hour compression time was less than 6%. In the
stability study at 40°C 75% RH for 6 months, the thickness of tablet was not significantly
changed. During this period, change in tablet hardness was 58 N to 65 N for QD-50, and 63 N
to 75 N for QD-100. Change in disintegration was 11 sec to12 sec for QD-50, and 13 sec to
20 sec for QD-100.
The study showed that the present co-processed compound has an excellent capability as
the main excipient for orally disintegration tablets from direct compression.
Page 110
82. THE INTERDEPENDENCY OF MATERIAL, PROCESS AND
EQUIPMENT PARAMETERS FOR EXTRUSION-
SPHERONISATION FORMULATIONS
John A. Collins1, Ahmad B. Albadarin2, Mark T. Davis2, David Egan3, Ciara S.
Griffin2 & Gavin M. Walker1,2,4
1 Pharmaceutical Manufacturing Technology Centre, PMTC, University of Limerick, Ireland
2 Synthesis and Solid State Pharmaceutical Cluster, SSPC, University of Limerick, Ireland
3 Enterprise Research Centre, ERC, University of Limerick, Ireland
4 School of Chemistry and Chemical Engineering, Queens University Belfast, Belfast BT9 5AG,
Northern Ireland, UK
E-mail: [email protected] , [email protected]
The current work explores the complex interdependency between process, equipment and
materials, manufacturability and drug product function. There are many important processing
operations that can impact or be impacted by the particulate or extended properties of the API
powder and excipients. Extrusion-spheronization is a process used in the pharmaceutical
sector to produce uniformly sized pellets for encapsulation. It is used for making dense
granules for controlled-release oral solid dosage pellets with very low quantities of excipients.
Such pellets typically exhibit slow release of the API [1], with the rate controlled by
shape/size, porosity, quantity and nature of the binder and the excipients used to assist
processing. Microcrystalline cellulose (MCC) is the most widely used excipient [2] since
wetted MCC powder masses provide mixtures with appropriate rheological properties for
successful extrusion-spheronization. Typically if other excipients are used the rheological
properties are more dependent on the precise amount of binder added, making it more difficult
to process the materials and control final size and shape of the pellets. The reluctance of
MCC-based pellets to disintegrate even in the presence of disintegrating agents deters its use
in pellets when faster release of drugs with poor solubility in aqueous media is desired.
The results report an iterative approach to increasing formulation complexity to determine
the key factors that affect the extrusion-spheronization process and drug release from pellets.
Increasing levels of complexity are explored in terms of formulation components and
processing parameters. A model API, MCC and several other candidate excipients are chosen.
Some process and equipment parameters explored include: (i) mixing (speed, binder volume),
(ii) extrusion: (type - screw and screen), speed, die size/depth), (iii) spheronization: (speed
and time). An initial assessment of the rheology of the product is reported from Mixer Torque
Rheometer measurements by varying the formulation (excipients, API level, water content),
or physically (mixing time & speed). The effects of these parameters will be examined by
morphological characterisation of the uncoated pellets, e.g., SEM (friability, shape and size),
Raman imaging (component distribution), particle size (EyeconTM) and % porosity from
envelope-/true density analysis. Disintegration testing is used as an initial assessment of end
product performance.
[1] F.J. Otero-Espinar, A. Luzardo-Alvarez, J. Blanco-Mendez, Non-MCC materials as extrusion-
spheronisation aids in pellets production, J. Drug Del. Sci. Technol. 20(4) (2010) 303- 318.
[2] A. Dukic-Ott, M. Thommes, J.P. Remon, P. Kleinebudde, C. Vervaet, Production of pellets via
extrusion-spheronisation without the incorporation of microcrystalline cellulose: a critical review, Eur.
J. Pharm. Biopharm. 71 (2009) 38-46.
Page 111
83. THE EFFECTS OF COMPRESSION SPEED, PUNCH SHAPE
AND WALL FRICTION ON THERMOMECHANICAL
BEHAVIOUR OF POWDERS DURING COMPRESSION
Alexander Krok1,2, Marian Peciar2 & Chuan-Yu Wu1
1 Department of Chemical and Process Engineering, University of Surrey, Guildford, GU27XH, UK
2 Department of Chemical and Hydraulic Machines and Equipment, Slovak University of Technology,
Bratislava, 812 31, Slovakia
E-mail: [email protected] , [email protected]
During powder compaction, the powder is compressed under high pressure, the internal
structure and deformation mechanism change significantly. In addition, heat can be generated
by the friction between particle/particle and particle/walls and irreversible deformation of
particles, which can cause significant temperature rise and degradation of heat sensitive
materials. Therefore, the objective of this study is to perform a systematic study on
thermomechanical behaviour of powders during compaction.
Finite element methods are used to numerically analyse the thermomechanical behaviour
of powders during die compaction with various punch shapes at different compression speeds.
In particular, the temperature evolutions during producing flat-face (FF), shallow convex (SC)
and standard convex (STC) tablets are analysed. Mechanical properties of the powder are
determined from experimental calibration of the Drucker-Prager Cap (DPC) model and
thermal properties published in the literature are used. A coupled thermo-mechanical finite
element analysis is performed using the commercial package ABAQUS/Standard. To model
the transformation of irreversible compaction work to heat, a user defined subroutine
HETVAL is implemented. Friction between the die and the powder is also considered
according to Coulomb's law of friction. From the numerical analysis, temperature
distributions in the FF, SC and STC tablets are obtained. In addition, how the density and the
temperature evolve with time during the compaction process is determined. It is found that the
punch shape, the compression speed and the wall friction have significant impacts on the
thermomechanical behaviour of powders. The temperature of the compressed powder increase
as the compression speed, the friction coefficient or the surface curvature increases.
Temperature and relative density distributions throughout tablet during compression
Acknowledgement: This work was supported by the Marie Curie Intra-European Fellowships
with acronym ThermoPC, funded through the People Programme (Marie Curie Actions) of
the European Union's Seventh FP7 under REA grant agreement No. 622874.
Page 112
84. EFFECTS OF POLYMER TYPE, PARTICLE SIZE AND
ADDITIVE ON THE MICROMERITIC AND DISSOLUTION
PROPERTIES OF THEOPHYLLINE GRANULES AND TABLETS
E.I Akpabio1, O.N.C. Umeh2, M.O. Emeje3 & S.I. Ofoefule2
1 Department of Pharmaceutics and Pharmaceutical Technology, Faculty of Pharmacy, University of
Uyo, Nigeria
2 Department of Pharmaceutical Technology and Industrial Pharmacy, University of Nigeria, Nsukka
3 National Institute for Pharmaceutical Research and Development, Abuja, Nigeria
Particle size affects some properties of granulations such as flow behavior and flow
properties, densification and interaction between particles and as they flow from the hopper to
the die cavity of a tablet press. Particle size also affects weight uniformity and content
uniformity of the final tablet or capsule dosage forms. This later effect, impacts on the
ultimate bioavailability of the final dosage form. The presence of hydrophobic polymer as
additive in a matrix tablet could alter the dissolution properties of the tablets. We investigated
the effects of some polymers – semi-synthetic polymers (hydroxypropylmethylcellulose,
HPMC and ethylcellulose, EC), synthetic polymers (carbopol 940), inorganic polymers
(sodium alginate) and natural occurring polymer (guar gum) on the in vitro granule and tablet
properties of theophylline prepared by the wet granulation technique. The effects of three
particle size fractions on the mechanical properties of the tablets and on the dissolution of
theophylline from matrix tablets were also investigated. The effect of cellulose acetate
phthalate (CAP), a hydrophobic polymer on the flow indices and on the dissolution properties
of theophylline hydrate granules and tablets were also assessed as well. CAP was used at
concentration levels of 0.0 to 0.2%w/w. The addition of 0.05 to 0.2%w/w CAP, led to a 50%
reduction in hopper flow rates of theophylline granules containing HPMC, 40% in that
containing Guar gum, 60% in that containing ethylcellulose, 50% in that containing Carbopol
940 and about 25% in that containing Sodium alginate. Other flow indices such as Hausner’s
quotient, Compressibility index and angle of repose were affected to varying degrees as the
concentration of CAP was increased from 0.0 to 0.2%w/w. The hardness of the tablets
decreased as the particle size increased from 0.25 to 1.0mm. Change in particle size had no
significant effect on the abrasive resistance of the tablets. There was retardation in
theophylline release from tablets containing either sodium alginate or ethylcellulose in the
presence of CAP. In tablets containing either HPMC or Guar gum or Carbopol 940, the
presence of CAP had no significant effect on theophylline release. A similar effect was
observed with the different particle size fractions except in tablets containing Guar gum which
showed reduced drug release with particle size of 0.25 mm. Generally, change in the
concentrations of CAP did not produce any significant effect on theophylline release, while
for the particle sizes, it was only in tablets containing Guar gum that significant release
occurred at particle size 0.25 mm. Results of the study showed that sustained release of
theophylline could be achieved using HPMC, Guar gum, sodium alginate, ethylcellulose and
Carbopol 940. The presence of CAP resulted in the modification of theophylline release from
sodium alginate and ethylcellulose but had no significant effect on its release from HPMC,
Guar gum, ethylcellulose and Carbopol 940. Particle sizes in the range of 0.25 to 1.0 did not
produce significant effect on theophylline release except from tablets containing sodium
alginate.
Page 113
85. MICRO-STRUCTURE OF MALTODEXTRIN AGGLOMERATES
PRODUCED IN FLUIDIZED BED
Reihaneh Pashminehazar, Abdolreza Kharaghani & Evangelos Tsotsas
Thermal Process Engineering, Otto von Guericke University Magdeburg, Universitätsplatz 2,
Magdeburg, 39106, Germany
E-mail: [email protected]
Though spray fluidized bed agglomeration is a widespread process in the food,
pharmaceutical and chemical industry, the structure of the respective agglomerates had hardly
been investigated until recently. The first systematic results were published by Dadkhah et al.
(2012). However, only hard primary particles (glass, ceramic) have been used in this work.
In the present study, experimental investigations are conducted on maltodextrin
agglomerates as amorphous polar (water soluble) powder with a low glass transition
temperature. The agglomerates are produced in top spray fluidized beds under varying
operating conditions by spraying pure water without additional binder. The physical
properties of the agglomerates are evaluated in terms of agglomerate size, particle size
distribution and sphericity.
Moreover, by X-ray µ-computed tomography (µ-CT) a morphological evaluation of the
three dimensional micro-structure of soft agglomerates made of maltodextrin particles is
conducted, in order to find the relation between process parameters of the fluidized bed and
the properties of real products. By performing different sequences of image processing
operations on volume images of the agglomerates and developing additional codes, the
following morphological descriptors are investigated: porosity, shape factor, fractal dimension
and primary particle separation (see picture). Based on the results, maltodextrin agglomerates
have a very irregular shape with high porosity. Changes in the production process parameters
affect the morphological properties and size of the agglomerates.
a: 3D view of agglomerate, b: Separated primary particles of agglomerate, c: Redrawing by
Matlab
a b c
Page 114
86. INVESTIGATING THE EXTRUSION-SPHERONISATION OF
PHARMACEUTICAL PASTES
Matthew P. Bryan, Sarah L. Rough & D. Ian Wilson
Department of Chemical Engineering and Biotechnology, New Museums Site, Pembroke Street,
Cambridge, CB2 3RA, UK
Extrusion-spheronisation of stiff pastes is widely used in the pharmaceutical industry to
manufacture dense, highly spherical pellets for subsequent tablet pressing and/or capsule
filling. Powders are mixed with a liquid binder to generate a paste which can be readily
extruded into long cylinders, usually of diameter 1-2 mm. These are then fed into a
spheroniser, which consists of a rotating friction plate; here, the extrudates are broken down
into smaller lengths and rounded to form near-spherical pellets.
The mechanisms behind the spheronisation stage are not completely understood and
empirical testing is commonly used to identify suitable paste formulations and processing
parameters in order to scale up laboratory results to pilot plant and production scale. The
extrusion and spheronisation steps are linked by the rheology of the paste, which is complex,
particularly when excipients such as microcrystalline cellulose (MCC) readily absorb water to
form a soft solid matrix.
In this study, we investigated the effects of the paste mixing technique and spheronisation
conditions upon the pellet size and shape characteristics. A series of 45 wt% MCC water-
based pastes were prepared in two types of mixer at different shear strain rates. The mixers
were (i) a planetary mixer, where shear rate was controlled by adjusting the mixer speed, and
(ii) a screw extruder, where the shear rate could be manipulated by adjusting the auger speed
and the auger-die plate clearance. The rheology of each of the pastes was quantified by the
Benbow-Bridgwater characterisation method for ram extrusion. The rheological parameters
showed a systematic dependency on mixer shear strain rate. This result can explain some of
the differences in extrusion-spheronisation observed between lab-scale testing and pilot-scale
work featuring single and twin-screw extruders.
Page 115
87. REDUCTION OF ENERGY CONSUMPTION IN FLUIDIZED
BED GRANULATION PROCESSES
Lisa Mielke1, Torsten Hoffmann1, Mirko Peglow2, Markus Henneberg3, Andreas
Bück1 & Evangelos Tsotsas1
1 Thermal Process Engineering/NaWiTec, Otto-von-Guericke University Magdeburg,
Universitätsplatz 2, Magdeburg, D-39106, Germany
2 IPT Pergande GmbH, Wilfried-Pergande-Platz 1, Weißandt-Gölzau, D-06369, Germany
3 AVA – Anhaltinische Verfahrens- und Anlagentechnik GmbH, Mittagsstraße 16P, Magdeburg, D-
39124, Germany
E-mail: [email protected]
Nowadays demands for product quality and energy efficiency are increasing due to
ongoing industrial development and rising costs of resources. In case of fluidized bed spray
granulation processing the profitability mainly depends on the total energy input required for
fluidization, evaporation of the sprayed liquid and drying, with balance of product quality and
process efficiency. Therefore investigations of the process require detailed consideration of
fluidized bed granulation as a particle growth and drying process on one hand and on the
other hand an overall investigation of total energetic and economic performance of the
process.
Next to heat recovery measures one path of energy reduction is further process
intensification. This paper is focused on temporal separation of process steps like growth and
liquid evaporation as one way of intensification of batch processing. In order to optimize both
sub-processes, granulation and particle drying, are operated alternating by switching the
spraying rate and other process parameters.
For determining of the internal usage of energy a dynamic model containing coupled
population, energy and mass balances has been developed to describe the fluidized bed.
Furthermore all additional parts of the plant, e.g. fans and heat exchangers, are included.
In order to obtain the required data, experimental and model based investigations for
different parameter configurations are performed. The analysis of results is carried out in
comparison to a benchmark case, for batch operation this comparison is based either on equal
process time or product quality. The evaluation delivers product and process specific
characteristic numbers as well as energy and mass flow charts. The results show significant
advantages in temporal separation in batch processes with respect to energy consumption
while conserving product quality.
Page 116
88. DROP IMPACT BEHAVIOUR ON ALTERNATELY
HYDROPHOBIC AND HYDROPHILIC LAYERED BEAD PACKS
Shaun Atherton1, Christopher A. E. Hamlett1, Neil J. Shirtcliffe2, Glen McHale3,
Sujung Ahn4, Stefan H. Doerr4, Robert Bryant4 & Michael I. Newton1
1 School of Science and Technology, Nottingham Trent University, Clifton Lane, Nottingham NG11
8NS, UK
2 Department of Technology and Bionics, Hochschule Rhein-Waal, Landwehr 4, 47533 Kleve,
Germany
3 Faculty of Engineering and Environment, Northumbria University, Pandon Building, Camden Street,
Newcastle upon Tyne NE1 8ST, UK
4 College of Science, Swansea University, Singleton Park, Swansea SA2 8PP, UK
E-mail: [email protected]
A high level of water repellency in soils has an impact on soil hydrology, plant growth and
soil erosion. Studies have been performed previously on man-made bead packs; consisting of
close packed layers of μm sized glass beads, to mimic the behaviour of rain water on water
repellent soils. In this study measurements were performed on multi-layered bead packs, with
different combinations of hydrophobic and hydrophilic layers. High speed video recording
was used to record the impacts of water droplets onto the bead packs, recording the impact
event, spreading and the subsequent rebound behaviour of the droplet. Using the video
recordings observations were made of the liquid marble effect on the droplet and how it
differs depending on the hydrophobicity/hydrophilicity of the initial contact with the bead
pack. By varying the impact speed a relationship between impact speed and the degree to
which the droplet forms a liquid marble was observed, with higher impact speeds leading to a
greater degree of liquid marbling. Measurements were also made to find the transition speeds
between the three rebound conditions; rebound, pinning and fragmentation.
Video frames showing 1.17ms-1 water drop impact on hydrophobic bead pack. Droplet forms
liquid marble.
Page 117
89. STOCHASTIC MODELING OF LAYERING GROWTH
PROCESSES IN FLUIDIZED BEDS
Christian Rieck, Andreas Bück & Evangelos Tsotsas
NaWiTec, Thermal Process Engineering, Otto-von-Guericke-University, Universitätsplatz 2, 39106
Magdeburg, Germany
E-mail: [email protected]
Layering growth processes in fluidized beds are applied in many industries, e.g. the
pharmaceutical and food industry, to produce free-flowing and dust free particles. In fluidized
bed layering, a liquid containing solid material is sprayed onto particles. The liquid part
evaporates and the remaining solid builds a layer around the core particle. This layer can be
used to protect an active ingredient (odor or taste masking) or it can contain the active
substance itself.
In this contribution it is presented, how a stochastic modeling approach based on a Monte
Carlo method can be used to model a layering growth process by describing micro-scale
processes. In case of layering growth in a fluidized bed, the considered micro-processes are
droplet deposition on a particle, droplet drying and solidification. In the simulation, droplets
are deposited randomly on the particles. After the drying time of a deposited droplet has
passed, it is considered to be dry. Then, its remaining solid volume is added to the particle
volume. Those micro-processes are executed sequentially in the simulation until a given
process time is reached. The presented method allows multiple droplet deposition (a wet
droplet can be deposited on a solidified droplet) and accounts for the increase of the particle
surface area due to growth in the droplet deposition algorithm. First results show a good
agreement of the particle size distribution obtained from the model with experimental data.
Additionally, other properties, e.g. the layer thickness distribution and coating coverage can
be predicted with this model.
Comparison of normalized number density functions obtained by experiments and the
presented Monte Carlo method.
0 0.2 0.4 0.6 0.8 1.0 1.2 1.40
1
2
3
4
5
6
7
diameter (mm)
no
rmal
ized
nu
mb
er d
ensi
ty f
un
ctio
n (
1/m
m)
q
0(t=0) (Exp.)
q0(t=t
end) (Exp.)
q0(t=0) (MC)
q0(t=t
end) (MC)
Page 118
90. IMPACT OF SCREW CONFIGURATION ON THE PARTICLE
SIZE DISTRIBUTION OF GRANULES PRODUCED BY TWIN
SCREW GRANULATION
J. Vercruysse1, A. Burggraeve2, M. Fonteyne3, P. Cappuyns4, U. Delaet5, I. Van
Assche5, T. De Beer3, J.P. Remon1 & C. Vervaet1
1 Department of Pharmaceutics, Laboratory of Pharmaceutical Technology, Ghent University,
Ottergemsesteenweg 460, 9000 Ghent, Belgium
2 Department of Analytical Development, Johnson&Johnson Pharmaceutical Research and
Development, Janssen Pharmaceutica, Turnhoutseweg 30, 2340 Beerse
3 Department of Pharmaceutical Analysis, Laboratory of Pharmaceutical Process Analytical
Technology, Ghent University, Ottergemsesteenweg 460, 9000 Ghent, Belgium
4 Global Technical Services, Janssen Supply Chain, Janssen Pharmaceutica, Turnhoutseweg 30, 2340
Beerse
5 Department of Pharmaceutical Development, Johnson&Johnson Pharmaceutical Research and
Development, Janssen Pharmaceutica, Turnhoutseweg 30, 2340 Beerse
E-mail: [email protected]
Twin screw granulation (TSG) has been reported by different research groups as an
attractive technology for continuous wet granulation. However, in contrast to fluidized bed
granulation, granules produced via this technique typically have a wide and multimodal
particle size distribution (PSD), resulting in suboptimal flow properties. The aim of the
current study was to evaluate the impact of granulator screw configuration on the PSD of
granules produced by TSG.
Experiments were performed using a 25-mm co-rotating twin screw granulator, being part
of the ConsiGmaTM-25 system (a fully continuous from-powder-to-tablet manufacturing line
from GEA Pharma Systems). Besides the screw elements conventionally used for TSG
(conveying and kneading elements), alternative designs of screw elements (tooth-mixing-
elements (TME), screw mixing elements (SME) and cutters) were investigated using an α-
lactose monohydrate formulation granulated with distilled water.
Granulation with only conveying elements resulted in wide and multimodal PSD. Using
kneading elements, the width of the PSD could be partially narrowed and the liquid
distribution was more homogeneous. However, still a significant fraction of oversized
agglomerates was obtained. Implementing additional kneading elements or cutters in the final
section of the screw configuration was not beneficial. Furthermore, granulation with only
TME or SME had limited impact on the width of the PSD. Promising results were obtained by
combining kneading elements with SME, as for these configurations the PSD was narrower
and shifted to the size fractions suitable for tableting.
Page 119
91. CFD SIMULATION OF PARTICLE RESIDENCE TIME
DISTRIBUTION IN MULTISTAGE FLUIDIZED BEDS
Kaicheng Chen1, Lisa Mielke1, Andreas Bück1, Michael Jacob2 & Evangelos
Tsotsas1
1 Thermal Process Engineering, Otto-von-Guericke-University, Magdeburg
Universitätsplatz 2, Magdeburg, D-39106, Germany
2 Glatt Ingenieurtechnik GmbH, Nordstrasse 12, Weimar, D-99427, Germany
E-mail: [email protected]
Multistage fluidized beds are widely used in all fields of solid processing, e.g. chemical,
pharmaceutical and food industry. The particle residence time distribution has a great
influence on the product quality, e.g. in drying or coating process. For materials which are
sensitive to the process duration, a spread in residence time is highly undesirable; for instance,
over-drying will lead to a scorched product. Therefore, the residence time correlates directly
with the product quality. In the multistage horizontal fluidized bed, the particle residence time
can be better controlled by specifying the internal structure, e.g. number or position of baffles.
Therefore, this work focuses on the internal structure of multistage fluidized beds.
The fluid dynamic characteristics in the fluidized bed are very essential for the apparatus
design and operation. CFD simulation can improve the understanding of the current design of
fluidized bed systems and provide information and guidance for the design of new improved
multistage fluidized bed.
In this work, Euler-Euler (two-fluid) method was used to study the hydrodynamics of gas-
solid flow in an existing pilot scale horizontal fluidized bed (Glatt Ingenieurtechnik GmbH).
The particle residence time distribution was investigated by using two-dimensional simulation
because of the influence of the fluidized bed's width is not as significant as the length and the
height in such a rectangular, narrow horizontal fluidized bed. The validity of the CFD
simulation was established by comparison with plant-scale experimental data. The influence
of the internal structure (e.g. the internal baffles, outlet weir height, underflow & overflow) on
the particle residence time distribution of this horizontal fluidized bed was then investigated.
Example of solid distribution in a continuous fluidized bed
(three internal baffles, steady-state)
Page 120
50 100 150 200 250 300
50
100
150
200
250
300
92. POPULATION BALANCE MODELING OF SPRAY
GRANULATION
IN HORIZONTAL FLUIDIZED BEDS
Katja Meyer, Reihaneh Pashminehazar, Andreas Bück & Evangelos Tsotsas
Chair of Thermal Process Engineering, Otto-von-Guericke University, Universitätsplatz 2,
39106 Magdeburg, Germany
E-mail: [email protected]
Particulate processes are of huge importance in many industrial applications and consist in
most cases of multiple apparatuses or functional sections, which are interconnected by
streams of mass, energy or information. One important measure to characterize the product
quality is the particle size distribution (PSD).
This work considers particle formulation by spray granulation in horizontal fluidized beds.
In order to achieve an optimal operating behaviour and to handle disturbances, the dynamics
of the process have to be known. Currently, only very few process models for describing
particle formation process are available in general, mostly in drum granulation and in
crystallization. In this work, a generic multi-compartment, multi-zone population balance
model (PBM) for spray layering granulation in a horizontal fluidized bed was developed.
In fluidized bed spray granulation process particles grow by spraying a solution or
suspension onto them. A horizontal fluidized bed is a sequence of several process chambers
separated by weirs. In each chamber the granulation occurs in different functional zones, i.e.
the spraying zone and drying zone. The interconnection between the zones, chambers and
particle flows is shown in the Figure 1 (left). The multi-zone model considers particle
properties as well as the geometric coordinates. Further features of the presented model
include the arbitrary position of particle recycle, the possibility to include different operating
condition in each chamber as well as diverse transport mechanisms through the apparatus. In
order to quantify the transport and dispersion, particle movement and separation during
traversing of overflow weirs was investigated by particle tracking velocimetry (PTV).
Figure 1. Interconnection of solid streams in a multi-chamber horizontal fluidized bed (left),
analysis of particles traversing an overflow weir by Particle Tracking (right).
y d
irec
tio
n [
pix
el]
Page 121
93. EXPERIMENTAL INVESTIGATION OF PROCESS STABILITY
OF CONTINUOUS SPRAY FLUIDIZED BED LAYERING
PROCESSES
Martin Schmidt, Christian Rieck, Andreas Bück & Evangelos Tsotsas
NaWiTec, Thermal Process Engineering, Otto-von-Guericke University, Universitätsplatz 2, 39106
Magdeburg, Germany
E-mail: [email protected]
Spray fluidized bed layering is used to produce free flowing and dust free granules from
solid-containing liquids. In spray fluidized bed layering processes, the liquid is sprayed onto
seed particles, and solidifies as a shell on the particles. Thus, onion shaped granules are
obtained.
In chemical and pharmaceutical industries spray fluidized bed layering is used to produce,
e.g., fertilizer, detergents or coatings for active pharmaceutical ingredients. To generate high
product throughputs, the layering process needs to be conducted in continuous mode. For
constant product output and constant product quality, chosen process parameters need to
ensure a stable process. The product discharge and seed particle input have a huge influence
on the process stability. Particles big enough are discharged from the fluidized bed. Therefore
the product particles can be separated internally, while being discharged through a classifying
tube, or externally, through sieves. Seed particles can be provided internally, e.g. via
overspray from the spray droplets or crushing of oversized particles by a mill, and also by an
external feed of new seed particles. Previous work [1] describes the process behavior for
internal separation and internal seed particle production. This work describes experimentally
the process stability for external separation combined with internal seed particle production.
Simulations regarding process stability are presented elsewhere [2]. For the different
experiments, initial, drying, and fluidizing conditions remain constant and only the power of
the mill, crushing oversized particles, is varied. Different mill power generates different
process behavior due to its influence on the seed particle provision. Thus, e.g., oscillating and
stable particle size distributions of the particles in the fluidized bed are observed throughout
the process.
Temporal evolution of the PSD for a layering process with external product separation and
internal seed particle production
Page 122
[1] M. Schmidt, A. Bück, E. Tsotsas, Experimental investigation of spray fluidized bed layering with
internal separation, Chemical Engineering Science (under review).
[2] S. Heinrich, M. Peglow, M. Ihlow, M. Henneberg, L. Mörl, Analysis of the start-up process in
continuous fluidized bed spray granulation by population balance modeling, Chemical Engineering
Science, 57 (2002) 4369-4390
Page 123
94. ELIMINATING BI-MODAL PSD’S IN A CONTINUOUS TWIN
SCREW WET GRANULATION PROCESS
Jim Holman1 & Tessa Van Hoek2
1 Process Development Group, GEA Pharma Systems Ltd, School Lane, Eastleigh, Hampshire, SO53
4DG, UK
2 Process Development Centre, GEA Pharma System nv, Keerbaan 70, Wommelgem, 2160, Belgium
E-mail: [email protected]
Many products manufactured using continuous Twin Screw Granulation (TSG) exhibit a
"bi-modal" size distribution where the primary granules manufacture undergo subsequent
secondary agglomeration to form large clusters. This leads to the need to mill the oversized
particles prior to compression, which can cause issues for fragile formulations or products
with a functional binder (i.e. taste masking).
Using the ConsiGma Continuous Tableting line this study uses a different TSG barrel
configuration to eliminate the bi-modal distribution and generate a uni-modal size distribution
suitable for further processing without the need for a dry milling stage. Using different
designs of the screw elements enable a tighter control of the size distribution exiting the
granulator resulting in a product suitable for compression.
Figure 2. Example Size Distribution comparison of granules made with the standard
configuration and the new proposed configuration.
Page 124
95. MANUFACTURING AND MECHANICAL TESTING OF
BRIQUETTES FROM INERTINITE-RICH HIGH ASH COAL
FINES USING VARIOUS BINDERS
Nthabiseng T. Modiri1, John R. Bunt1, 2, Hein W.J.P. Neomagus1 & Frans B.
Waanders1
1 School of Chemical and Minerals Engineering, North-West University, Potchefstroom Campus,
Private Bag X6001, Potchefstroom 2520, South Africa
2 Sasol Technology (PTY) Ltd., Box 1, Sasolburg, 1947, South Africa
E-mail: [email protected]
South Africa produced an average of 36 million tonnes of coal fines in 2012 alone, and in
2003 it was estimated that fine discard coal had already consumed 4000 hectares of land,
which poses enormous economic and environmental implications. One technique for utilizing
fine coal is through agglomeration for use in technologies that require lump coal.
Agglomeration of vitrinite-rich coal, having been studied extensively, is well understood with
a high success rate in binderless briquetting; producing mechanically strong and waterproof
briquettes. Binderless briquetting of inertinite-rich, high ash coal has been unsuccessful,
producing briquettes that are not water resistant or as mechanically strong as the vitrinite-rich
briquettes. Fine coal briquetting, while making use of a suitable binder, enhances
agglomeration and therefore reduces the briquetting pressing temperatures and pressures,
paving the way for producing affordable and durable products to be utilized in industrial
applications.
Inertinite rich, high ash coal was used during this study and the binders investigated were
clays (attapulgite and bentonite), bio char, cow dung, lignosulphonate, kraft lignosulphonate,
paraffin, wax as well as 2 South African coal tar pitches. The method of investigation entailed
pre-screening the binders using the Lloyd LRX Plus press, adding 0 to 10 % of each binder
and conducting compression strength tests, drop tests as well as water submersion tests where
cured and uncured briquettes were compared to each other. It was found that the uncured
briquettes (with binders) and the binderless briquette yielded similar compressive strengths,
averaging c.a. 1 MPa. The briquettes were cured at 100 ˚C for 3 hours, and the binders which
yielded the best mechanical strength were the lignosulphonate and resin with compressive
strengths of 15.5 and 11.7 MPa respectively at a 7.5 wt % binder concentration. The
binderless, cured briquette only had an average compressive strength of 5 MPa. Cured and
uncured, the briquettes (with and without binder addition) all retained their shape and size
during drop tests and none of the briquettes proved to be water resistant; hence paraffin was
introduced as a waterproofing agent after pressing and curing. After coating the briquettes
with paraffin, they were submerged in water for 2 hours and weighed. It was found that the
more water resistant and mechanically strong briquettes were manufactured from using either
lignosulphonate or resin as binders, with subsequent coating with paraffin after curing to
enhance water resistance.
Page 125
96. EFFECT OF HIGH-SHEAR WET GRANULATION PROCESS
SCALE-UP ON THE DISSOLUTION KINETICS OF HIGH-
ACTIVE PHARMACEUTICAL GRANULES
David Smrčka1, Jiří Dohnal2 & František Štěpánek1
1 Institute of Chemical Technology Prague, Department of Chemical Engineering, Technicka 3, 166
28 Prague 6, Czech Repblic
2 Zentiva, k.s., U Kabelovny 130, Prague 10, Czech Republic
E-mail: [email protected]
The scale-up of a granulation unit is considered rather difficult due to many contributing
and often competing factors. For geometrically similar equipment, simple scale-up rules could
be attempted. Due to geometrical similarity of equipment along the size scale, typically some
quantity or dimensionless group is maintained constant (Froude number, Swept Volume or
Tip Speed). Since the granulation process is described as a multi-scale operation, macroscopic
properties (e.g. bulk density or particle size distribution) must be considered with same care
as microscopic (e.g. porosity). In pharmaceutical industry both macro and micro scale
properties are important for the following processing and meeting the final product
requirements, e.g. dissolution. In spite of their wide and varied use in the chemical process
industries, there is little published literature on the scale-up of batch granulators, especially
with a view of the conservation (or not) of microscale properties.
The aim of this work is to study the scale-up of wet pharmaceutical granulation in high
shear mixer using a formulation where the major part consists of the active component. For
these purposes geometrically similar high shear mixer apparatus equipped by granulation
vessels with volume of 0.5, 2, 4, 25 and 50 l were available. Employing low volume vessels
(0.5, 2, 4 l), a study mapping the parametric space was carried out. In the first approach the
Froude number calculated from earlier pilot experiment in a 50 l vessel was used for setting
agitation rate in low volume vessels and in addition by changing the Froude number,
parametric sensitivity was obtained. Since binder distribution within the granulation batch
could be strongly time-dependent but also some desired steady state could be observed on
granulation time scale, a kinetic study was made for investigating the evolution of granule
attributes and to reveal the prevailing sub-processes (e.g. coalescence, consolidation,
attrition). The macroscopic properties of granulates were described by means of particle size
distribution and bulk density. Froude number has been shown as a useful scale-up parameter.
Success of scale-up was assessed by using standard f-factors (similarity and difference
factors) comparing dissolution profiles between two curves. Despite granulates produced from
different size of equipment provided different bulk densities, particle size distributions and
dissolution profiles were kept similar. Since microscopic properties of particles play a
significant role during dissolution an effort to find relationship between granule structure and
dissolution properties was made and the conservation of granule structure during scale-up was
investigated. For observing 3-D structure and describing granules via evaluated porosity,
computer tomography methods were used.
Page 126
a) b)
Results for scale-up with maintaining constant Froude number: a) particle size distributions;
b) dissolution profiles
Page 127
97. DISCRETE ANALYSIS OF PARTICLE COLLISION BEHAVIOR
IN FLUIDIZED BEDS
Thomas Hagemeier, Zhaochen Jiang, Andreas Bück & Evangelos Tsotsas
Thermal Process Engineering, NaWiTec, University of Magdeburg, Universitaetsplatz 2, 39106
Magdeburg, Germany
E-mail: [email protected]
Fluidized bed spray granulation is a key technique to produce granules with desired
properties, for instance to improve flowability, solubility, storage behavior or the release of
pharmaceutical ingredients. Besides the particle-fluid interaction which affects particle
mixing and drying, particle-particle collisions are decisive for the product quality. However,
the number of particle collisions is an unknown quantity for real-scale apparatuses and only
hard to estimate on laboratory scale [1]. Often, collision models are used to obtain a rough
estimate of the number of particle collisions [2].
This paper describes an approach to study inter-particle collisions based on experimental
investigations using particle tracking velocimetry in a pseudo-2D fluidized bed. The
experiments provide discrete data for particle-particle collisions for different fluidization
conditions. The local collision frequencies show strong dependency on the solid volume
fraction that can be correlated with an existing model [2]. However, major deviation was
observed for solid volume fractions εp < 0.15, as shown in the figure below. Therefore, model
adaptations are required which will be presented in the final contribution for the granulation
workshop.
Additional contact properties, for instance relative particle velocity and impact forces are
available and yield additional information for the granulation process.
Discrete estimate of particle collision frequency as function of solid volume fraction in
comparison with Gidaspow [2] model (red line)
[1] C. You, H. Zhao, Y. Cai, H. Qi, X. Xu, Experimental investigation of interparticle collision rate in
particulate flow, International Journal of Multiphase Flow, 30 (2004) 1121-1138.
[2] D. Gidaspow, Multiphase flow and fluidization, (1994) Academic Press.
0 0.1 0.2 0.3 0.4 0.50
200
400
600
800
Solid volume fraction
Part
icle
colli
sio
n fre
quency [1/s
]
Time-average Collision Frequency
Gidaspow fit
Sub-region9
Sub-region16
Sub-region25
Page 128
98. MESOSCALE MODEL AND EXPERIMENTAL ANALYSIS OF
COLLOIDS AGGREGATION FOR COATING AND BINDER
FORMULATION
Jarray Ahmed, Gerbaud Vincent & Hémati Mehrdji
Université de Toulouse, INP, ENSIACET, LGC (Laboratoire de Génie Chimique),
4 allée Emile Monso, F-31432 Toulouse Cedex 04, France
E-mail: [email protected]
In coating and agglomeration processes, the properties of the final product, such as
solubility, size distribution, permeability, and mechanical resistance depend on the process
parameters and the binder solution properties. These properties include the type of solvent
used, the binder composition and the affinity between its constituents. This latter controls also
the stability of the colloidal formulations.
In this study, we investigate the ability of dissipative particle dynamics (DPD) to elucidate
the behaviour of aqueous colloidal formulations that includes film forming polymer
(Hydroxypropyl-methylcellulose, HPMC), a hydrophobic filler (Stearic acid, SA) and a
plasticizer (Polyethylene glycol, PEG). DPD is a coarse-grained molecular dynamics
simulation method where the fluid is described as a set of soft beads interacting according to
the Flory-Huggins model. The DPD simulation results are compared to experimental results
obtained by Cryogenic-SEM and laser diffraction particle size analyzer.
It is shown from the DPD simulation results that the aggregating structure of HPMC-SA
mixture in water is different under different amounts of SA. The aggregate morphologies are
characterized via the structure factor and the polymer end-to-end distance. We also observe
that the HPMC polymer is able to form a gel network that covers SA particles and thus
produces stable colloids. PEG has a good affinity with both HPMC and SA, and diffuses
between HPMC layer and SA microsphere aggregate in water. The structures obtained using
DPD simulations are similar to the experimental observations obtained by Cryogenic-SEM
(see Figure).
a) DPD simulation of HPMC (blue)-SA (grey) mixture in water. b) Cryogenic-SEM image of
sublimated HPMC-SA mixture. HPMC cover SA particles and prevent their aggregation
Page 129
99. EXPERIMENTAL AND CFD SIMULATION FOR A LAB-SCALE
FLUDIZED BED GRANULATION PROCESS WITH WURSTER
TUBE
Haigang Wang1, Guzhi Qiu1, Jiamin Ye1 & Wuqiang Yang2
1 Institute of Engineering Thermophysics, Chinese Academy of Sciences, PO Box 2706, Beijing,
100190
2 University of Manchester, PO Box 88, Sackville Street, Manchester, M13 9PJ, UK
E-mail: [email protected]
A lab-scale fluidized bed with Wurster tube was designed and applied to investigate the
particle drying, granulation and coating process based on experimental and CFD simulation.
A combined electrical capacitance tomography (ECT) sensor was used to measure the particle
concentration both inside and outside of the Wurster tube. The CFD simulation is based on
CPFD and two-phases Euler-Euler multiphase fluid model. Key process parameters, including
concentration, pressure, moisture and geometrical parameters of Wurster tube are investigated
and analysis. The optimum operating ranges of the Wurster fluidization process for different
particles are given. CFD simulation results are given and compared with the measurement
results by ECT.
Figure 1. CPFD simulation for the fluidized bed process with Wurster tube
Page 130
100. DEVELOPMENT OF A CONTROLLED RELEASE
FORMULATION BY CONTINUOUS TWIN SCREW
GRANULATION
Valérie Vanhoorne1, Jurgen Vercruysse1, Fien De Leersnyder2, Thomas De Beer2
Jean-Paul Remon1 & Chris Vervaet1
1 Laboratory of Pharmaceutical Technology, Ghent University, Ottergemsesteenweg 460, 9000 Ghent,
Belgium
2 Laboratory of Pharmaceutical Process Analytical Technology, Ghent University,
Ottergemsesteenweg 460, 9000 Ghent, Belgium
E-mail: [email protected]
Continuous twin screw granulation (TSG) has already been validated as an attractive wet
granulation method for the production of immediate release tablets. However, up-to-now, this
innovative technology has not yet been evaluated for the manufacturing of controlled release
formulations.
Metoprolol tartrate (MPT), a highly water soluble drug, was used as model drug in a
concentration of 20% and different types of hydroxypropylmethylcellulose (HPMC) were
used as hydrophilic matrix former (concentration: 10-40%). Lactose and mixtures of
lactose/native maize starch (ratio 70/30, 50/50) were used as fillers. Water or aqueous binder
solutions were used as granulation liquid. The influence of moisture content, filling degree of
the barrel, granulation temperature and screw design on granule and tablet quality were
assessed. Torque during wet granulation, particle size distribution, granule shape and friability
of oven-dried and fluid-bed dried granules and dissolution behaviour of the tablets were
evaluated.
Increasing the HPMC percentage and the number of kneading disks resulted in high torque
values (up to 7 Nm). Using screw configurations adopted from hot melt extrusion, bimodal
particle size distributions were obtained. However, a screw configuration with mixing
elements after the kneading disks reduced and stabilized the torque readings. This
combination also resulted in less oversized and more spherical granules with a monomodal
particle size distribution. Compared to oven drying, fluid bed drying created more fines,
especially when low viscosity HPMC grades were used. When incorporating higher viscosity
grades the fraction of fines did not increase during dynamic drying which was attributed to the
stronger bridges formed during the granulation process.
Increasing the HPMC content in the granules from 10 to 20% reduced the MPT release
rate, no further delay was detected at an HPMC percentage of 40%. The molecular weight and
substitution degree of HPMC did not significantly affect the dissolution behavior. Complete
release of MPT was achieved over 16h, showing that TSG is a promising method for the
production of controlled release formulations with HPMC using aqueous solutions as
granulation liquid.
Page 131
101. ASYMMETRIC DISTRIBUTION IN TWIN SCREW
GRANULATION
Tim Chan Seem1, Neil A. Rowson1, Ian Gabbot2, Marcel de Matas2,
Gavin K. Reynolds2 & Andy Ingram1
1 School of Chemical Engineering, University of Birmingham, Edgbaston, Birmingham, B15 2TT,
UK
2 Pharmaceutical Development, AstraZeneca, Charter Way, Macclesfield SK10 2NA, UK
E-mail: [email protected]
Twin Screw Granulation (TSG) is a method of continuous wet granulation rapidly
developing interest in the pharmaceutical industry. As a replacement for traditional batch
granulation methods the amenability to Process Analytical Technology (PAT) makes the
potential of TSG clear. Currently process understanding is limited and there is a need to
develop models of granulation mechanisms.
The size distributions of granules produced by TSG are characteristically broad and
bimodal, only becoming sharply mono-modal at high L/S ratios. Liquid is non-uniformly
distributed among granules and is concentrated toward the top end of the population size
range. Through measurement of the liquid content of granules, it has been observed that the
variance in liquid distribution can be reduced by increasing the local material fill level at the
point of liquid addition. It is believed that a higher fill level allows for more homogenous
wetting of the powder bed. Additionally maintaining a high material fill level in the
conveying zone results in low shear mixing and further improves liquid distribution.
It has been observed that the distribution of material in conveying zones is asymmetric at
low fill, with the bulk of material being conveyed by a single screw. Material flows in “plugs”
corresponding to the screw channels and with minimal transverse distribution. Flow
asymmetry at low fill is a result of the granulator geometry and results in a size selective
segregation of granules. An evaluation of the transverse distribution as a function of material
feed rate (and hence fill level) has been undertaken. Figure 1 shows the poor distribution of
material at low feed rates, only approaching near-homogeneity at close to 100% conveying
capacity. Confirmation of this uneven material distribution has been attempted through the
reprocessing of PEPT (Positron Emission Particle Tracking) data and results add confirmation
of the measured uneven distribution.
Distribution of material at 100rpm
Feed rate (kg/h)
0 1 2 3 4 5 6
Ma
ss fra
ctio
n
0.0
0.2
0.4
0.6
0.8
1.0
Right Screw
Left Screw
Figure 1. Transverse distribution of material discharged from conveying screws at 100rpm
Page 132
102. ROLL COMPACTION OF SPRAY-DRIED MANNITOL
USING DIFFERENT COMPACTION DESIGNS AND PROCESS
PARAMETERS
Kitti Csordas & Peter Kleinebudde
Institute of Pharmaceutics and Biopharmaceutics, Heinrich-Heine-University, Dusseldorf,
Universitatsstrasse 1. 40225, Dusseldorf, Germany
E-mail: [email protected]
Roll compaction/ dry granulation is a continuous process, which is widely used in the
pharmaceutical, chemical and mineral industry. The process has several advantages: it
improves poor powder flow properties, increases the bulk density and compressibility,
reduces the loss of material during production and ensures the uniformity of the formulation.
Roll compaction does not require a liquid binder and, thus, the drying stage can be avoided,
resulting in a time and cost-effective process. Furthermore, roll compaction is attractive for
moisture and or heat-sensitive materials [1].
Pure spray-dried mannitol (Pearlitol 200 SD) was compacted using a Gerteis Minipactor®
250/25 (Gerteis Maschinen + Prozessengineering AG, Jona, Switzerland) as a brittle filler
excipient. Due to its larger surface area, the spray-dried form is more suitable for roller
compaction, than the unprocessed material [2]. Beside the importance of selecting an
appropriate material, system design can influence the product quality. The impact of four
different system designs were examined on the ribbon and granule properties: side-sealing
system and rim-rolls were used to avoid the bypass of the material, using a pair of smooth
rolls or a pair of knurled rolls. Specific compaction forces were 2 kN/cm, 4 kN/cm, 6 kN/cm,
8 kN/cm and 10 kN/cm. The gap width was set at 1.5 mm and 3 mm and the roll speed to 2
rpm and 4 rpm. The ribbons were milled with a fixed granulation method using a star
granulator. The granule size distribution was determined by digital image analysis using
CamSizer® XT-Jet module.
The highest amount of fines (<90 µm) were produced using 2 kN/cm specific compaction
force, 3 mm gap width, 2 rpm and 4 rpm roll speeds, respectively. Setting 8 kN/cm, 1.5 mm, 2
rpm and 4 rpm or 10 kN/cm, 1.5 mm and 2 rpm and 4 rpm resulted the maximum amount of
coarse fraction (>710 µm) and the maximum value of Q90%. In the rim-roll sealing system
the amount of fines was lower when using the smooth roll surface.
[1] P. Kleinebudde, Roll compaction/dry granulation: pharmaceutical applications, European Journal
of Pharmaceutics and Biopharmaceutics, 58 (2004) 317-326.
[2] M. Wagner, M. Pein, J. Breitkreutz, Roll compaction of mannitol: Compactability study of
crystalline and spray-dried grades, International Journal of Pharmaceutics, 453 (2013) 416-422
Acknowledgements: This work was supported by the IPROCOM Marie Curie initial training
network, funded through the People Programme (Marie Curie Actions) of the European
Union’s Seventh Framework Programme FP7/2007-2013/ under REA grant agreement No.
316555.
Page 133
103. PRACTICAL APPLICATION OF UNIFIED COMPACTION
CURVE TO ROLLER COMPACTION FORMULATION DESIGN
AND EQUIPMENT TRANSFER
Gavin K. Reynolds, Ron J. Roberts, S. Claxton, Andreja Mirtic & Jeff Parry
Pharmaceutical Development, AstraZeneca, Charter Way, Macclesfield, SK10 2NA
E-mail: [email protected]
Farber et al. [1] describe the "loss of compactibility" that is observed when a formulation is
roller compacted and milled, before compression. The resultant tablets typically do not
develop as much strength as tablets made by direct compression of the ungranulated blend.
The unified compaction curve model [1] allows this loss in tablet tensile strength after roller
compaction to be taken into account whilst still maintaining usage of the same tabletability
(tensile strength vs. compaction pressure) relationship for a given material. This analysis can
be further modified in order to provide a description of the material compactibility (tensile
strength vs. porosity) as a function of ribbon porosity [2].
A new methodology for prediction of powder mixture compactibility is presented.
Combining this with the loss of compactibility model provides a practically useful tool for
tablet formulation design for direct compression and roller compaction processes. A further
application of this approach is explored in the context of transfer of processes between roller
compaction equipment. Models are available for relating material properties, equipment
dimensions and process parameters to ribbon porosity to facilitate process transfer between
roller compaction equipment, for example [3]. However, although in practise the ribbon
porosity may be matched, differences in feeding, sealing and milling systems can result in
variation in the subsequent powder used for tabletting. Consideration of variation in the level
of uncompacted formulation incorporated in the granule in addition to extragranular
excipients can be predicted by the model in order to assess the resultant impact on tablet
robustness.
[1] L. Farber, K.P. Hapgood, J.N.Michaels, X-Y. Fu, R. Meyer, M-A. Johnson, F. Li, Unified
compaction curve model for tensile strength of tablets made by roller compaction and direct
compression, International Journal of Pharmaceutics, 346 (2008) 17-24.
[2] E. Gavi, G.K. Reynolds, System model of a tablet manufacturing process, Computers and
Chemical Engineering, 71 (2014) 130-140.
[3] G.K. Reynolds, R. Ingale, R. Roberts, S. Kothari, B. Gururajan, Practical application of roller
compaction process modeling, Computers and Chemical Engineering, 34 (2010) 1049-1057.
Acknowledgements: This work was supported by the IPROCOM Marie Curie initial training
network, funded through the People Programme (Marie Curie Actions) of the European
Union’s Seventh Framework Programme FP7/2007-2013/ under REA grant agreement No.
316555.
Page 134
104. CONTROL STRATEGIES FOR ALTERNATIVE
CONFIGURATIONS IN CONTINUOUS INDUSTRIAL
GRANULATION PROCESSES
Ivana M. Cotabarren, Diego E. Bertín, Verónica Bucalá & Juliana Piña
Department of Chemical Engineering, PLAPIQUI, Universidad Nacional del Sur, CONICET,
Camino La Carrindanga Km. 7, (8000), Bahía Blanca, Argentina
E-mail: [email protected]
Within solids processes, granulation is one of the most important operations. In the
fertilizers industry, it particularly provides products with high resistance to breakage and low
tendency to caking and lump formation [1]. The operation of granulation circuits, which
include not only particle size enlargement in the central granulator but also particle size
classification in screens and particle size reduction in mills or crushers, is generally not
simple. In fact, industrial circuits are usually operated by trial and error, being difficult to run
the plants at steady state without frequent undesired shut-downs [2,3].
Even though particulate process are involved in approximately three quarters of all
industrially processed goods, it is noteworthy that the field of automatic control has mainly
been committed to processes handling only liquid or gases [4]. This is basically due to the
many difficulties encountered in implementing control strategies in plants that handle solids
(i.e., process multivariable nature, lack of adequate instrumentation to measure solid
properties, insufficient degrees of freedom or manipulated variables, etc. [4]).
In view of the above-mentioned difficulties, this work is focused on the development of
closed-loop feedback control strategies for a complete dynamic simulator corresponding to a
urea granulation circuit (based on fluidized-bed granulation) that considers the flowsheet
configuration presented in a previous contribution [5]. This new configuration includes the
bypass of fines coming out of the crusher (flowrate and size fraction of seeds fed back to the
granulator), the granulator discharge, the fluidization air temperature and flowrate, and the
gap between the crusher rolls as potential manipulated variables. In order to maintain the
operation within the desired limits, it is necessary to control the granulator top vacuum
pressure, the fluidized bed levels and temperatures, and the product particle size distribution
mean size and span. Through sensitivity analysis and/or the Relative Gain Array criterion, the
optimal pairing between manipulated and controlled variables was first determined.
Subsequently, the proposed controllers were tuned following an optimization-based method
(integral of time absolute error, ITAE). For all the controlled variables, the implemented
strategy successfully allows both: rejecting disturbances and reaching new set points.
[1] N. Balliu, I.T. Cameron, Performance assessment and model validation for an industrial
granulation circuit, Powder Technology, 179 (2007) 12–24.
[2] N. Balliu, An object oriented approach to the modelling and dynamics of granulation circuits,
(2005).
[3] F.Y. Wang, I.T. Cameron, A multi-form modelling approach to the dynamics and control of drum
granulation processes, Powder Technology, 179 (2007) 2–11.
[4] M. Dueñas Diez, B. Erikydstie, M. Fjeld, B. Lie, Inventory control of particulate processes,
Computers & Chemical Engineering, 32 (2008) 46–67.
Page 135
[5] I. Cotabarren, D. Bertín, V. Bucalá, J. Piña, A validated flowsheeting tool for the study of an
industrial granulation process, Industrial & Engineering Chemistry Research. 52 (2013) 15198–15210.
Page 136
105. IMPROVED MICROENCAPSULATION PROCESS FOR
PROBIOTICS BY BOTTOM SPRAY FLUIDIZED BED
GRANULATION AND WURSTER COATING WITH
MALTODEXTRIN AND SHELLAC
Ádám Gy. Nagy1,2, Christopher Beermann2 & Günter J. Esper2
1 Erdősor Street 4. X./60. H-1046, Budapest, Hungary
2 Faculty of Food Technology, University of Applied Sciences of Fulda, Marquardstraße 35, 36039
Fulda, Germany
E-mail: [email protected]
Probiotic microorganisms have been widely applied for dairy products with various health
benefits. Food production processes and storage conditions strongly influence the survival of
probiotic microorganisms and accordingly their effectiveness. The aim of this study was to
establish an effective drying and coating process for probiotics with a specific bottom spray
fluidized bed granulation process with maltodextrin combined with a dietary shellac wurster
coating process.
Lactobacillus reuteri DSM 20016 was cultured in shaking flask batch slurry fermentation
with 20w/v% aqueous sweet whey powder solution supplemented with 5w/v% yeast extract.
This culture was directly sprayed with maltodextrin powder within a fluid bed bottom spray
process with an air flow rate of 15-25 N*m3*h-1 and an inlet air temperature of 40°C, slurry
spray rate of 3 ml*min-1. The granules were wurster coated with a 25w% aqueous shellac
solution supplemented with 5w% plasticizer (Kollidon-30) for 30 minutes with an air flow
rate of 40-50 N*m3*h-1, inlet air temperature of 40°C, shellac spray rate of 2 ml*min-1,
atomizing pressure of 1.6 bar. Particle size distribution after granulation and coating was
measured by standard laser diffraction method. Product humidity after microencapsulation
was measured by standard infrared moisture balance. The bacterial survival rate during the
process and storage period as well as after incubation in gastric and intestinal conditions
within an artificial gastrointestinal in vitro test was evaluated by pour plate counting.
Median diameter after granulation varied between 144.33 ± 1.79 µm and 481.42 ± 7.04
µm. After coating, these parameters were increased by 22.78 ± 3.26 µm. Product humidity
after granulation varied between 4.28 ± 0.19 w% and 6.49 ± 0.16 w%. Survival rates after
granulation varied between 25.99 ± 8.34 % and 77.46 ± 10.23 %. After coating, the survival
rates were not significantly decreased. After granulation the viable cell concentrations of the
granules compared to the viable cell concentrations of the sprayed slurry (100%) varied
between 16.42 ± 6.55 % and 75.37 ± 9.42 %. After coating, these results were not
significantly decreased. After 4 hours of incubation in artificial gastrointestinal conditions the
viable cell concentrations compared to the start of the test (100%) varied between 81.45 ±
16.93 % and 229.9 ± 21.8 %. After coating, the viable cell concentration was increased by
46.32 ± 23.65 % compared to non-coated cell-vesicles. After one month of storage at 4°C the
samples maintained their viable cell concentrations and after two month of storage the viable
cell concentrations were 53 ± 14.71 % of the concentrations at the start of the test.
In conclusion, fluidized bed bottom spray granulation with maltodextrin combined with a
shellac wurster coating protects probiotics during production and storage period as well as in
gastrointestinal conditions and therefore improves the effectiveness of probiotic nutrition.
Page 137
106. UNDERSTANDING CONTENT NON-HOMOGENEITY IN
HIGH SHEAR WET GRANULATION: EFFECTS OF POWDER
SEGREGATION, PREFERENTIAL WETTING AND SOLUBILITY
Sarang S. Oka 1, Heather N. Emady1, Ondřej Kašpar2, Viola Tokárová2, František
Štěpánek2, Rohit Ramachandran1 & Fernando J. Muzzio1
1 Department of Chemical & Biochemical Engineering, Rutgers, The State University of New Jersey,
Piscataway, New Jersey
2 Department of Chemical Engineering, Institute of Chemical Technology Prague, Czech Republic
E-mail: [email protected]
One of the key needs in wet granulation is to improve confidence in content uniformity.
This is presumably achieved by wet massing the powder ingredients in a high shear or a fluid
bed environment. Unfortunately, granulation may not always be successful. Ingredients often
exhibit a preferential tendency to accumulate in either fine or coarse granule fractions [1].
Subsequent granule size segregation can then cause significant fluctuations in drug content.
This study investigates the combined effects of powder segregation, and a difference in
wettability and solubility of ingredients with respect to the binder fluid, on content uniformity
of the product granules in a high shear wet granulation process. A two component API-
excipient system comprising of micronized acetaminophen (APAP) and microcrystalline
cellulose PH-101 (MCC) has been examined at 3% and 7% (w/w) active loads in a 3.9 L high
shear bladed mixer using water as a binder. The powder bed was continually sampled along
the duration of the process to develop content-distribution contours.
It is hypothesized that the APAP, being significantly smaller in particle size, sifts to the
bottom of the powder bed by finding spaces between the larger MCC particles in the high
shear environment. A drop of binder that falls on the bed will thus disproportionately be
surrounded by MCC particles, giving them a superior chance of being wetted and
consequently nucleated. Additionally, the wettabilities of MCC and APAP with respect to
water (binder fluid) have been experimentally measured. It was found that the contact angle of
MCC (36.0 ± 5.6°) is substantially lower than APAP (89.0 ± 0.03°), making the former
significantly more wettable. It can be envisaged that a wet nuclei or a granule will
preferentially adhere to MCC over APAP particles, thereby causing biased growth. In
addition, it is known that APAP is fairly soluble in water, while MCC is completely insoluble.
If a fraction of the APAP in the powder mixture dissolves in the binder during the process,
then it could remain trapped in the binder and get incorporated in the granule. However, some
of the dissolved APAP will recrystallize during the drying process on the crust of the granule
as the evaporating binder leaches out its dissolved contents. Subsequent powder handling may
lead to shedding of this dust, thereby making the fines super-potent. This possibility is
investigated by performing experiments using an aqueous binder that is saturated to varying
degrees with APAP. A trend in the content uniformity metric of the granules as a function of
the degree of saturation would be indicative of the underlying mechanism.
Thus, three distinct causative agents of content non-uniformity are combined in a single
investigation to examine the role played by each agent. The qualitative understanding and
quantitative analysis of factors that contribute to the occurrence of granule content non-
uniformity is a prerequisite to the design of inherently robust granulation processes.
[1] H. Egermann, W. Reiss, Effect of particle size of drug and diluent on drug distribution in granule
size fractions, Acta Pharmaceutica Suecica, 34 (1988) 5S.
Page 138
107. EVALUATION OF THE TABLET SURFACE FLOW
VELOCITIES WITHIN PAN COATERS WITH IMPLICATION TO
PROCESS UNDERSTANDING
Rok Dreu1, Gregor Toschkoff2, Adrian Funke3, Andreas Altmeyer4, Klaus Knop5,
Johannes Khinast2 & Peter Kleinebudde5
1 Department of Pharmaceutical Technology, University of Ljubljana, Aškerčeva cesta, Ljubljana,
1000, Slovenia
2 Research Center Pharmaceutical Engineering GmbH, Inffeldgasse, Graz, A-8010, Austria
3 Global Chemical and Pharmaceutical Development, Bayer Pharma AG, Müllerstraße, Berlin, 13353,
Germany
4 L.B. Bohle Maschinen Verfahren GmbH, Industriestraße, Ennigerloh, 59320, Germany
5 Institute of Pharmaceutics and Biopharmaceutics, Heinrich Heine University, Universitätsstraße,
Düsseldorf, 40225, Germany
E-mail: [email protected]
The process of tablet pan coating is by its nature a high particle to particle obscuration
coating process and can be a demanding unit operation when a low coating mass variation is
to be achieved. Satisfactory results in terms of coating variation should be maintained from
the development level up to production scale [1]. In order to achieve this goal in a controlled
manner one should understand the dynamics and limitations of the pan coating process.
In this study we have established a methodology for estimation of tablet translational
surface velocities within a fully operational pan coater and assessed dependence of tablet
translational velocities on tablet drum filling degree, pan speed, presence of baffles and
selected tablet properties. Biconvex two-layer tablets were used before, during and after the
process of active coating. Obtained results can be used as a part in the mosaic of process
understanding or can be regarded as a validation set of data for simulations of the tablet pan
coating process. Experiments were conducted on a lab-scale and pilot-scale side-vented pan
coaters. In order to determine tablet surface flow velocities a high-speed tablet surface flow
video was recorded via borescope inserted in the coating drum and then analysed by cross-
correlation algorithm. Dynamic distances of borescope to tablet bed were measured by
ultrasonic distance sensor. Representative tablet bed avalanching angles were determined by
analysing the tablet bed surface contour movement video. Average surface velocities of
tablets in pixels/s were transformed to velocity units by applying object distance dependent
scale and corrected for misalignment between bed avalanching and optical axis angle.
Obtained tablet velocity data were arranged in a linear fashion as a function of coating drum
radius and frequency [1]. Slopes k’, obtained by linear regression, were used for velocity data
set comparison. Velocity data obtained during active coating were close to those of dry tablets
after coating. Interestingly, filling degree had little influence on the k’ value, when coating
drum with baffles was used, while omission of baffles facilitated dependence of k’ on the
filling degree. Tablets with lower angle of repose exhibited velocity profiles with lower k’
values than tablet samples with higher inter-tablet friction. This particular behaviour can be
explained by values of tablet bed avalanching angles.
[1] R. Mueller, P. Kleinebudde, Prediction of tablet velocity in pan coaters for scale-up, Powder
Technology, 173 (2007) 51-58.
Page 139
108. MEASUREMENT OF PARTICLE CONCENTRATION IN A
WURSTER COATER DRAFT TUBE USING LIGHT
ATTENUATION
Rok Šibanc1, Iztok Žun2 & Rok Dreu1
1 Faculty of Pharmacy, University of Ljubljana, Aškerčeva 7, 1000 Ljubljana, Slovenia
2 Faculty of Mechanical Engineering, University of Ljubljana, Aškerčeva 6, 1000 Ljubljana
E-mail: [email protected]
Particle concentration in a coating zone of fluid bed coater is important to ensure
appropriate coating uniformity and process yield. A transmissive optical setup at the top of
the Wurster draft tube was used in a lab scale coater. Measured transmittances were converted
to volume fraction distributions using results of Monte Carlo calculations. The effect of gap
between the draft tube and distribution plate, fluidizing air flow rate, particle size and load
was studied. The ranges of measured transmittances were from 0.002 to 0.285 and the range
of volume fraction was from 1.36 % to 5.44 %. Comparisons of volume fraction results with
results of stop method, CFD simulations and coating experiments were also performed. In
order to study the dynamics of the system as a function of different process parameters
frequency analysis of transmittance signals was performed. Four distinct frequency responses
were identified.
Optical system in Wurster chamber, the view from the side and a sample transmittance signal
Page 140
109. INFLUENCE OF MODIFIED WURSTER DRAFT TUBE ON
COATING UNIFORMITY OF PELLETS
Matevž Luštrik & Rok Dreu
Department of Pharmaceutical Technology, Faculty of pharmacy, University of Ljubljana, Aškerčeva
cesta 7, Ljubljana, 1000, Slovenia
E-mail: [email protected]
The objective of the fluid-bed coating process is, apart from the high process yield and low
degree of agglomeration, to prepare particles with a well-controlled thickness and even
coating layer. The coating thickness and its uniformity are correlated with the motion and
volume fraction of particles inside the draft tube. Use of novel construction modification of
the Wurster draft tube, enabling the introduction of air through the perforated inner wall, has
been studied with regard to the particle coating uniformity.
Pellets of a narrow size fraction were coated by the polymer dispersion, containing the dye.
In the first set of coating experiments, the conventional and swirl generator equipped process
chambers [1] were equipped with a modified draft tube and in the second, reference set of
experiments, the conventional draft tube was used. Spectrophotometric evaluation of the dye
distribution was carried out for sets of pellet samples in order to evaluate per-particle coating
thickness uniformity. The results clearly indicated the influence of the airflow through the
draft tube perforations on the coating deposition uniformity. Lower coating variability was
noticed in every experiment conducted in a conventional Wurster chamber, equipped with a
modified draft tube when compared to the reference experiment; regardless of the air flow
rate and gap size. Additional improvement in coating uniformity with regard to reference
experiments was achieved also in case of swirl generator equipped coater but not at all
process settings.
[1] R. Dreu, M. Luštrik, M. Perpar, I. Žun, S. Srčič, Fluid-bed coater modifications and study of their
influence on the coating process of pellets, Drug development and industrial pharmacy, 38 (2012) 501-
511.
Modified Wurster draft tube, comprised of (A) an inner wall with perforations (1) and (B) a
housing with connections for the compressed air (2).
Page 141
110. EFFECTS OF TYPE OF BATCH GRANULATOR ON
FORMATION OF SEEDED GRANULES
Mbako Jonas & Nejat Rahmanian
School of Engineering and Informatics, University of Bradford, Bradford, BD7 1DP, UK
E-mail: [email protected]
Seeded granulation was introduced as a form of granulation in which all produced granules
in desired size range have a large particle at their core surrounded by finer particles [1].
Production of seeded granules has previously been reported using several scales of Cyclomix
batch granulator manufactured by Hosokawa Micron B.V. where calcium carbonate (Durcal)
and aqueous polyethylene glycol (PEG) used as the feed materials. This paper presents an
experimental investigation on the possibility of production of seeded granules using different
high shear granulators as compared to the previous work [1] .
The experiments were carried out using Roto Junior high shear mixer (manufactured by
Romaco, Italy) and 5 L Cyclomix. The formulation and process conditions were kept identical
for both granulators to compare effect of shearing conditions in different equipment. The
granules produced were dried and sieved into various sizes. Characterisation of granules was
later carried out to analyse the structure and strength. Investigations in this research seeks to
understand the mechanism leading to formation of seeded granules. Further experimental
work and characterisation is still being carried out.
[1] N. Rahmanian, M. Ghadiri, X. Jia, Seeded Granulation, Journal of Powder Technology, 206 (2011)
53-62.
Page 142
111. INFLUENCE OF EXCIPIENT MATERIAL PROPERTIES
ON A DRY GRANULATION PROCESS
Mary E. Crowley1,2, Graham E. O Mahony1,2 Micheal A.P. McAuliffe3, Rakesh
C. Dontireddy1 & Abina M. Crean1,2
1 School of Pharmacy, University College Cork, Ireland
2 Synthesis and Solid State Pharmaceutical Centre
3 Centre for Advanced Photonics and Process Analysis, Applied Physics and Instrumentation
Department, Cork Institute of Technology, Cork
E-mail: [email protected]
Microcrystalline cellulose (MCC) is a commonly used binder and diluent in wet and dry
granulation. In a quality by design (QbD) environment, knowledge and understanding of raw
material critical quality attributes (CQAs) is essential. In this study MCC PH 102 was stored
under different relative humidity conditions, 11% at room temperature, 43% at room
temperature and 75% at 40°C. These storage conditions resulted in MCC moisture contents of
4.12, 4.86 and 6.96% w/w respectively. In this study, how the moisture content influences
MCC performance for two different compression processes, roller compaction and tableting
was studied.
MCC tablets were produced on an AIM™ instrumented Piccola™ rotary tablet press. The
compression profiles for MCC stored under different % RH were constructed (Figure 1(a)).
The MCC was also dry granulated on a Fitzpartick CCS220 roller compactor and the resulting
ribbon and granule properties were analysed. During dry granulation a MultiEye® Near IR
probe was used to monitor the MCC moisture content at-line. Results show that the moisture
content of MCC influences ribbon, granule and tablet properties. During direct compression
tabletting, the high moisture content MCC reached maximum compaction at lower
compression forces compared to lower moisture content MCC (Figure 1(a)). These results
agree with those previously reported by Sun [1]. Conversely the roller compaction study
showed that higher moisture content resulted in increased compaction giving denser ribbons
(Figure 1(b)). These results confirm that while there is an optimal MCC moisture content
range for compaction, the range is dependent on the type of compression process.
Figure 1. The effect of MCC moisture content after storage under different % RH conditions
on the compression profile of MCC for two different compression processes, (a) tableting
(direct compression) and (b) dry granulation (roller compaction)
B A
Page 143
[1] C.C. Sun, Mechanism of moisture induced variations in true density and compaction properties of
microcrystalline cellulose. Int. J. Pharm., 346(1-2) (2008) 93-101.
Page 144
112. THE DEVELOPMENT OF AN NIR INTERFACING DEVICE
FOR THE IN-LINE MONITORING OF A CONTINUOUS TWIN-
SCREW GRANULATION PROCESS
Fien De Leersnyder1, Elisabeth Peeters2, Chris Vervaet2, Jean Paul Remon2 &
Thomas De Beer1
1 Laboratory of Pharmaceutical Process Analytical Technology, Ottergemsesteenweg 460, 9000
Ghent, Belgium
2 Laboratory of Pharmaceutical Technology, Ottergemsesteenweg 460, 9000 Ghent, Belgium
E-mail: [email protected]
There is the intention within the pharmaceutical industry to move from traditional batch
processing to continuous manufacturing. The ConsiGma25 line (GEA Pharma Systems,
Belgium) enables the continuous production of tablets, based on twin-screw wet granulation.
An increasing demand from the regulatory authorities towards the pharmaceutical industries
to gain a comprehensive understanding of their production processes together with an
accurate estimation of their robustness and reliability is associated with this increased interest
for continuous production. This study focuses on the development of a robust Near Infrared
(NIR) interfacing device for the twin-screw granulation process, to measure the moisture
distribution, the blend uniformity, the drug product solid state and the size distribution of the
wet granules using NIR spectroscopy. The spectrometer used in this study was the SentroPAT
system (Sentronic GmbH, Dresden, Germany). The NIR interfacing device (Figure 1, A) was
made out of a chute, in which an NIR probe is implemented from the bottom. In this way, the
wet granules are moving directly over the NIR probe. In preliminary tests, it was noticed that
the flow of the granules never fully covered the surface of the NIR probe resulting in noisy
spectra. Therefore it was decided to attach a paddle wheel on the slide which enables a more
continuous, denser granule flow and a continuous renewal of the material on the probe surface
(Figure 1, B). When using this device, it was observed that when the paddle wheel was
rotating in a counterclockwise manner, the densest granule flow is observed at the left side of
the paddle wheel. Therefore, the probe hole position was changed from the top of the paddle
wheel to the left side of the paddle wheel (Figure 1, C). Finally, it was also aimed to eliminate
the disturbance of the paddle wheel fingers on the NIR signal. One of the six paddle wheel
fingers was replaced by a finger made out of sintered PTFE. Sintered PTFE is exactly the
material applied as a reference for the used NIR spectrometer. Hence this finger is expected
to give a zero signal when passing over the NIR probe surface. The other five fingers were
made two millimetre shorter so that their distance to the probe surface became larger, in order
to avoid the disturbance of the NIR signal (due to large enough probe to sample distance).
Preliminary tests showed that C is the best device to continue the tests, the signal of the PTFE
finger on the NIR signal is much smaller compared to the signal of the other five fingers.
Figure 1. Three steps in the development of the NIR interfacing tool
Page 145
113. EVALUATION OF OPERATING MODE AND SEED
PARTICLE SIZE ON TOP SPRAY FLUIDIZED BED
ENCAPSULATION OF HERBAL EXTRACT BY PRESSURE
FLUCTUATION ANALYSIS
Lucimara Benelli & Wanderley P. Oliveira
Laboratory of R&D on Pharmaceutical Process, LAPROFAR, University of São Paulo, Faculty of
Pharmaceutical Sciences of Ribeirão Preto, Ribeirão Preto, SP, Brazil
E-mail: [email protected]
Herbal extract encapsulation technique is an efficient process to protect bioactive
compounds from degradation and also produce a particulate system for controlled drug
release. Top spray fluidized bed coating of seed particles with an encapsulating matrix
containing herbal extract can produce granules with good pharmacotechnical properties for
tableting in order to obtain a phytopharmaceutical product for oral administration.
Fluid bed coating is a complex process where the growing of the particles can occur by
layering or agglomeration according to operational conditions, seed particles and coating
composition properties. When agglomeration mechanism predominates over layering, large
agglomerates can be formed causing alterations on system dynamics and flow regime, leading
to system collapse. Time series analysis of in-bed pressure fluctuation signals is a method
used to characterize alterations on fluid dynamic system of fluidized bed due to the formation
of large agglomerates.
In this study, the standard deviation of pressure fluctuation was used to evaluate two
operational modes, intermittent and continuous, using two different seed particles size on top
spray fluidized bed encapsulation of herbal extract. Model plant species used to obtain the
herbal extract was Rosmarinus officinalis L. (Labiatae), known as rosemary. Encapsulating
blend with herbal extract was composed by Poloxamer 40, stearic acid, maltodextrin D10 and
Arabic gum. Microcrystalline cellulose pellets - Celphere® CP-507, 500 to 710 µm mean
diameter and Celphere® CP-305, 300 to 500 µm, were used as seed particles. Process
performance was evaluated by coating efficiency and percentage of agglomeration. Products
were characterized through mean size, polydispersity, shape factor and flow properties as a
function of time process.
The results obtained in the intermittent and continuous assays with seed particles of
different sizes showed that the increase in the percentage of agglomeration to a certain size
causes an increase in the standard deviation of the amplitude of the pressure fluctuation in the
system until the moment when the system instability begins. When the percentage of
agglomeration reaches a value able to destabilize the system, tending to cause its collapse, the
standard deviation of pressure fluctuation decreases, which is most evident in the continuous
operational mode. The intermittent operational mode presented higher percentage of layering
than agglomeration growth mechanism than the continuous one. The process with seed
particles with smaller size showed system instability faster than larger particles due to the
higher percentage of agglomeration. Variations occurring in the amplitude of pressure
fluctuation in the system evidenced that time series analysis can be a useful tool for process
control and determination of appropriate operational variables for microencapsulation of
herbal extracts in fluidized bed, yielding products with desired characteristics.
Page 146
114. COMPARTMENTAL APPROACH TO WET
GRANULATION MODELS WITHIN A FLOWSHEETING
FRAMEWORK
Daniel A. Pohlman1, David Slade3, Sean Bermingham3, Mark Bollinger4, Poul
Bach4, & James D. Litster1,2
1 Department of Chemical Engineering, Purdue University, 480 Stadium Mall Drive, West Lafayette,
IN 47906, USA
2 Department of Industrial and Physical Pharmacy, Purdue University, West Lafayette, IN 47906,
USA
3 Process Systems Enterprise Limited, 5th Floor East, 26-28 Hammersmith Grove,
London, W6 7HA, United Kingdom
4 Novozymes A/S, Krogshoejvej 36, 2880 Bagsvaerd, Denmark
E-mail: [email protected]
Wet granulation is a particulate design process that distributes a liquid binder across a
flowing mixture of solid material. The range of desired granule product properties across
many industries has led to a wide variety of wet granulation equipment geometries, process
conditions, and formulation properties. Because the granular product depends on all of these
factors, the analysis of these systems can easily become formulation and device specific.
More flexible tools are therefore desired to improve the understanding of granulation
phenomena.
In this work the flowsheeting software gPROMS ModelBuilder is used as a tool to develop
a multi-dimensional population balance model for wet granulation. This modelling framework
uses a compartmental approach to segregate rate processes into well-mixed zones that
represent general features of many granulators. The configuration used in the case study for
this work is shown in Figure 1. A spray zone represents the region of a granulator where
liquid first comes into contact with both primary particles and existing granules. Within the
spray zone we chose to model non-uniform liquid distribution according to the characteristic
parameters, dimensionless spray flux and droplet size distribution. The nucleation of this
spray is also captured with a physically derived model for solid layering onto the wet nucleus.
A circulation zone represents the bulk volume of the granulator. This zone contains variety of
rate processes and for high-shear granulation, consolidation, coalescence, and breakage are
included. Finally, a breakage zone is used to represent a high rotation speed knife, or chopper
where a higher breakage rate is expected. These compartments are linked according to a
simple network of well-mixed unit with constant flow back and forth. Value for the residence
times in each zone are estimated based on heretical understanding of mixing and flow within
the wet granulation system.
A case study evaluating the flexibility and usefulness of the multi-scale approach is also
discussed. The scale-up analysis of a 5L, 10L, 20L, and 50L horizontal axis mixer with
variation of impeller speed across each size is used to analyse the compartment model. The
particular changes in spray parameters and chopper dimension across experimental systems
can be taken into account with this heuristic compartmental approach, while other formulation
effects on rate processes is held constant. This compartmental approach is shown to be an
extremely useful tool for predicting changes to granulation based on changes in process
conditions and scale up.
Page 147
Figure 3. The heuristic approach to compartmental modelling of wet granulation systems. The
zones are described for the horizontal mixer case study
1. Spray Zone
2. Circulation
Zone
3. Breakage
Zone
Q32 Q23
Q21 Q12
1: Spray Zone
3: Breakage Zone
2: Circulation Zone
Page 148
115. THE INFLUENCE OF MANUFACTURING METHOD ON
PHYSICAL PROPERTIES AND DRUG RELEASE FROM PUSH
PULL OSMOTIC PUMP (PPOP) PRODUCTS
Gus LaBella1, Manish Ghimire2, Manish Rane1 & Piyush Patel1
1 Colorcon, Inc., 275 Ruth Road, Harleysville, PA 19438 USA
2 Colorcon Ltd., Flagship House Victory Way Dartford Kent DA2 6Q, UK
E-mail: [email protected]
The objectives of this study were to evaluate manufacturing methods to prepare PPOP
tablets via Direct Compression (DC), Fluid Bed (FB), High Shear (HS) and Roller
Compaction (RC) granulation methods. From these processes, understand the difficulties of
processing POLYOX™ water soluble resin, in different equipment, to understand the impact
on granule and tablet physical and chemical properties and to understand the impact on drug
release.
Each process produced very different granule characteristics ranging in particle size from
120 - 377 microns, bulk density from 0.321 - 0.526 g/cc and FloDex flow orifice diameter of
4 - 6 mm. In general, drug layers were smaller in particle size than their counterpart push
layers processed by the same technique. This may be due to the sodium chloride in this layer
or the higher viscosity of the POLYOX™ polymer. The roller compaction process produced
the larges granule sizes. This is due to the high compactibility of POLYOX™ in the
formulations. Typical roll pressures used for standard immediate release roller compacted
products, resulted in ribbons of extremely high hardness. Milling these produced very large
granules. The push layers also showed higher density as compared to the drug layers. This is
primarily due to the dense sodium chloride in this layer.
Assay by sieve cut showed interesting results. In each case, both drug and salt assays were
low in the coarse sieve cuts and high in the fine sieve cuts. Variation was lowest with the fluid
bed granulation process. Segregation of the drug is of major concern for PPOP products as
many are low dose products.
Roller compaction produced the lowest quality (hardness) product out of the four
techniques. Tablet weight variation was lowest with the DC batch producing an RSD of
1.38% while RC produced the highest RSD of 2.34%. This is most likely attributed to the
large particle size of the granules produced by this method. Content uniformity followed the
same trend as weight variation, DC = RSD 1.0%, RC = RSD 2.7%.
The products were coated with Opadry® CA. A formula with an 80:20 ratio of cellulose
acetate to polyethylene glycol was applied to the tablets to achieve a 10% weight gain.
Dissolution of these tablets yielded similar release profiles. F2 values were calculated using
the HS batch as the reference. All residual solvents (alcohol and acetone) were below 20 ppm.
Regardless of wide variation in granule and tablet properties, drug release remained fairly
consistent yielding passing f2 values. Operations such as high shear granulation, roller
compaction and milling can be challenging for PPOP formulations. Care must be taken to
optimize these processes to ensure manufacture of acceptable product. Segregation of API and
salt from the formulations is a concern on the tablet press. Semi-permeable film coating
weight gain and CA: PEG ratio can be used to modulate drug release.
Page 149
116. EFFECT OF VARYING PROCESS PARAMETERS ON
GRANULE SIZE DISTRIBUTION OF ROLL COMPACTED MCC,
MANNITOL AND THEIR MIXTURES
Ana Pérez Gago & Peter Kleinebudde
Institute of Pharmaceutics and Biopharmaceutics, Heinrich-Heine-University, Düsseldorf, Germany
E-mail: [email protected]
Roll compaction/ dry granulation is a continuous process, in which many parameters and
process conditions can be changed in order to obtain different properties of the final and
intermediate products. The properties of the material being compacted have also a clear
impact in the roll compaction process. Microcrystalline cellulose (MCC) and mannitol are two
excipients widely used in the pharmaceutical industry with different mechanical properties.
MCC suffers a plastic deformation while mannitol is a typical brittle material. The objective
and interest of this study is to investigate the effect of varying the main process parameters
and material properties on the granule size distribution.
Mixtures of MCC (Avicel PH 101, FMC) and mannitol (Pearlitol SD 200, Roquette)
containing 0, 15, 30, 50, 70, 85, and 100% of MCC were roll compacted in a Gerteis
Polygran® following a design of experiments (DOE) consisting in a multilevel full factorial
design with gap width, roll speed and specific compaction force as factors, which is
performed for each material and mixtures. Ribbons were milled under standard conditions in a
Frewitt sieving machine and the granules produced were analysed in a dynamic image
analysis (Camsizer XT, Retsch) obtaining the volumetric granule size distribution.
Cumulative distribution (Q3) curves were calculated in order to establish comparison
between the different materials. The amount of fines (< 180µm) changed depending on the
DOE conditions from 24% to 57% for MCC and from 15% to 39% for mannitol. If the tenth,
fiftieth and ninetieth percentiles (X10, X50 and X90) are taken into consideration, it is
possible to observe how these values evolve from pure MCC to pure mannitol. However, this
behaviour does not vary proportionally to the percentage, but follows a parabolic tendency.
Cumulative granule size distribution for pure MCC (left) and pure Mannitol (right)
Acknowledgements: This work was supported by the IPROCOM Marie Curie initial training
network, funded through the People Programme (Marie Curie Actions) of the European
Union’s Seventh Framework Programme FP7/2007-2013/ under REA grant agreement No.
316555.
Page 150
117. COMPRESSIVE STRENGTH OF PHARMACEUTICAL
PELLETS SPRAY COATED IN A WURSTER FLUIDIZED BED
Alexander Russell1, Rok Šibanc2, Peter Müller1, Rok Dreu2 & Jürgen Tomas1
1 Chair for Mechanical Process Engineering, Otto von Guericke University of Magdeburg,
Universitätsplatz 2, 39106 Magdeburg, Germany
2 Chair for Pharmaceutical Technology, Faculty of Pharmacy, University of Ljubljana,
Aškerčeva cesta 7, 1000 Ljubljana, Slovenia
E-mail: [email protected]
For the production of high quality pharmaceutical products by direct tableting, pellets i.e.
fine agglomerates (typically 100 < d < 1000 µm) are required to possess good flowability,
compressibility and compactability. However, due to the distributed micro-macro mechanical
strength of a certain pellet population, the resulting tableted product quality suffers from
structural imperfections. In recent times, fluidized bed spray coating of pellets prior to
tableting or capsuling is being increasingly favoured to ensure better protection, controlled
release and stability of the drug. Concurrent to such therapeutic and medical advantages,
fluidized bed spray coating alters the mechanical properties of pellets’ surface. Thus, to
design handling processes with no undesirable deformation and tableting processes with
maximum desirable deformation, precise knowledge of the micro-macro mechanical strength
distribution of pellets is necessary.
In this communication, we present the influences of model polymer coatings on the
compressive micro-yield and compressive macro-breakage probability of individual model
pharmaceutical pellets, spray coated using a Wurster fluidized bed (see Figure 1). We also
describe the swelling and weakening of pellets when loaded with moisture, reflecting pellet
behaviour in the spray zone. We further present novel insights such as the energetic
coefficient of restitution for simulating pellet behaviour during mechanical processes where
low strain rates dominate, the micro-macro porosity of coatings by scanning electron
microscopy, the strengthening of wetted pellets by thermal drying and the influences of pre-
loading on the strength of pellets.
Figure 1. (a) Influence of 20 µm thick hydroxypropyl methylcellulose (HPMC) and Eudragit
coatings on the micro-yield strength and (b) influence of moisture content on the apparent
macro-breakage strength of microcrystalline cellulose pellets
Page 151
118. IMPROVING THE FUNCTIONAL PERFORMANCE OF
EXCIPIENTS: EMPLOYING THE KNOWLEDGE OF
INTERACTIVE MIXING
Sharad Mangal, Felix Meiser, David AV. Morton & Ian Larson
Drug Delivery, Disposition and Dynamics, Monash Institute of Pharmaceutical Science, 381 Royal
Parade, Parkville, VIC 3052, Australia
E-mail: [email protected]
Previously, we have shown that a small surface lubricated binder exhibits excellent binder
and glidant activity at low proportions to API. Such excipient could be potentially effective
for direct compression of high-dose APIs. In this study, we aimed to investigate the impact of
surface lubricant concentration on its binder and glidant activity. Polyvinylpyrrolidone (PVP)
was spray dried with varying concentrations of L-leucine to create interactive excipients with
varying surface lubricant concentrations. The physico-chemical and bulk properties such as
particle size, surface composition, surface energy and bulk cohesion of spray dried excipients
were measured and compared to spray dried PVP (PVP-SD). The mixing behaviour of these
excipients and their effect on flow and binder activity of paracetamol was assessed. The mean
particles sizes of all spray dried formulations were 2-3 µm. Surface characterization indicated
that L-leucine achieved higher surface concentration compared to the PVP. Additionally, the
surface concentration of L-leucine increased with higher feed concentration indicating that L-
leucine feed concentration influences the surface composition of these interactive excipients.
The surface energy of the lubricated binder decreased with increasing L-leucine surface
concentration. In addition, the bulk powder cohesion reduced with higher surface L-leucine
concentration, implying a relationship with L-leucine surface concentration. The excipients
were blended with paracetamol. Spray dried PVP-based particles adhered to the paracetamol
particles and PVP co-sprayed with L-leucine de-agglomerated more efficiently and blended
more homogeneously with paracetamol compared to PVP-SD. Blend flow increased with
higher surface L-leucine concentrations indicating that surface lubricant concentration
influences the glidant activity of interactive excipients. It was noted that the binder activity of
PVP reduced significantly due to surface L-leucine coating. However, varying surface
concentration of L-leucine had negligible effect on the binder activity of PVP indicating that
manipulating surface lubricant concentration does not affect the binder activity of PVP. Thus,
the glidant activity of interactive binders can be improved by increasing surface lubricant
concentration without compromising their binder activity.
Page 152
119. ADVANCED CHARACTERISATION AND MODELLING TO
PREDICT IRON ORES GRANULATION BEHAVIOUR
Rafael J. Contreras1, Frédéric Van Loo1, Maxime Evrard2, Marek Schöngut3, Eric
Pirard2 & František Štěpánek3
1 Centre for Research in Metallurgy, Avenue du bois St. Jean/21 Liège, Belgium
Email: [email protected]
2 Department of Chemical Engineering, Institute of Chemical Technology Prague, Czech Republic,
Email: [email protected] , [email protected]
3 Department Génie Minéral, Matériaux et Environnement, University of Liège, Belgium
E-mail: [email protected]
Since the 50’s, the main iron ore deposits are the Banded Iron Formation and are exploited
in the Precambrian shield of Brazil, Mauritania, Australia, China, etc. To be reduced and
transformed into steel, iron ores have to be sent to the blast furnace where the temperature
reaches 1600°C. However, the finest particles (< 6.3 mm) tend to decrease the permeability in
the blast furnace, which reduces its effectiveness. Hence, these particles have to be sintered.
The first step of this technique is the granulation. It consists in forming micropellets (small
iron ore balls) from a mixture of iron ores, coke, flux (limestone, olivine…) and water. This
mixture then is heated and gives a semi-molten mass that solidifies into porous pieces of
sinter having sufficiently good size and strength characteristics to be fed into the blast
furnace. A good understanding of the link between these properties and the granulation
efficiency therefore serves the overall process optimization. Iron ores show a downward trend
of their quality (finer particles, broader size distribution, lower grades and higher fluctuation
of properties). To ensure its competitiveness and sustainability, the European steel industry
must use such ores together with recycled materials at the sinter plant, while improving sinter
quality and productivity at lowest possible environmental impact and energy consumption.
Pre-processing of iron ores and especially granulation before sintering might level off the
downward evolution in sinter quality. Laboratory-scale granulation tests have been done on
six iron ores (one magnetite ore, one goethite ore and four hematite ores) which have been
characterized. For each ore, the contact angle, the amount of liquid absorbed into the pores
and of interparticular liquid required to promote granulation have been measured to fully
characterize the wettability and the interactions with liquid binder. The measured granulation
kinetics has been linked to the initial properties.
A methodology combining theoretical and experimental techniques for analysing the
growth of granules in a drum granulator was developed. The methodology combines the
Stokes number analysis for calculation of successful collisions and well-controlled
experimental study of the wet granulation for modelling the granule formation. The final
structure of the granules (porosity and distribution of primary particles) has been precisely
characterised to assess the granulation performances. The application of an innovative
measurement technique coupling X-ray microtomography with an image processing gives
access to the whole 3D structure of the granules (nuclei/fines, porosity and different textures
such as layering, cracks...). Finally, the mechanical properties – namely the resistance to
attrition and breakage during impact – of the granules have been determined using a high-
speed video camera for slow motion analysis.
Page 153
120. DEVELOPMENT OF DRY GRANULATES: FROM CA. 25
GRAMS PER FORMULATION TOWARDS LARGE SCALE
ROLLER COMPACTION (WITH A GERTEIS MACRO OR MINI-
PACTOR)
Barbara Fretter 1, Katharina Freischlad 1 & Robert F. Lammens 2
1 Solids Development Consult GmbH, Am Turm 38, 53721 Siegburg, Germany
2 Gerteis Maschinen + Processengineering AG, Stampfstrasse 85, 8645 Jona, Switzerland
E-mail: [email protected]
During the early stage of formulation development, often only a few grams of API are
available. Therefore, it is desirable to save as much API as possible, which e.g. also holds for
very expensive API material. When using a small roller compactor, a meaningful series of
experiments at least requires about 0.3 to 0.5 kg of formulation. In order to reduce this amount
of material whilst collecting all information required for developing a dry granulate
formulation, a development strategy based on tablets has been established.
This strategy is based on the analogy of densifying a powder at a roller compactor and at a
tablet press, and so, a single stroke tablet press is used for mimicking the process of making
ribbons. The comparability of granulates based on dry granulates obtained by tableting and by
roller compactions has been verified for all critical process steps, namely compaction and
milling. Since most dry granulates are processed to tablets, the recompactability of the
formulation is one of the important parameters. So, for testing their properties, the granulates
are densified to tablets under conditions resembling production closely.
Replacing for development purposes a roller compactor by a single stroke tablet press and
being able to evaluate tableting data independent of tooling format, it is possible to
characterize the dry granulation properties of a formulation with ca. 25 grams of material.
After having identified a proper small scale formulation, the number of trials to be
performed with a roller compactor is rather small. If possible, the manufacturing space should
be determined and roller types specified. Different roller compactor settings (namely gap and
specific compaction force) must be evaluated concerning their influence on the (re-)
compactability and standard deviation of tablet weight of the formulation when being
compressed to tablets at production conditions. For these experiments, ca. 30 to 50 kg of
powder are required, when using a MacroPactor 100, but for a MiniPactor only 7 to 12 kg
need to be available. Scale up towards larger batches is not a problem, since at least for
Gerteis roller compactors, all scale up knowledge is known in detail.
So, when using the procedure of developing a dry granulate based on tablets, it is possible
to save an enormous amount of API or to enlarge the number of formulations, which can be
investigated, considerably. This allows in the early stage of development a reasonable and
reliable decision regarding the granulation method, and the composition and processability of
the formulation, whilst avoiding that formulation development becomes the limiting factor in
time to market.
Page 154
121. GRANULATION OF BIOWASTE INTO GREEN
FERTILIZER: OPTIMISATION OF THE ENERGY
CONSUMPTION OF A GRANULATION PLANT USING ASPEN
PLUS
Emma Stuart, Yoann F. Glocheux, Matheus R. Mendes de Araújo, Ahmad B.
Albadarin & Chirangano Mangwandi
Queen's University Belfast, School of Chemistry and Chemical Engineering, David Keir Building
Belfast BT9 5AG
E-mail: [email protected]
One of the challenges of the anaerobic digestion sector is the treatment of the remaining
digestate after the process. The high nutrient content of such stream makes it a good candidate
for being re-used as a green fertilizer. The granulation of biowaste has attracted lots of
attention and is regarded as a good technology to produce low cost fertilizer or soil
conditioners [1].
In the present work the solid fraction of a farm based digestate was co-granulated with
limestone used as a filler and lignosulphonate used as a binder under different dosing rate.
The granules were produced using a high shear granulator and were dried using a horizontal
tray drier. The granules thus produced showed very good physical characteristics in terms of
particle size distribution and strength analysis.
Based on the experimental results obtained, a granulation plant producing up to 1 T/day of
green fertilizer was simulated using ASPEN PLUS. This study presents the optimisation of
the energy consumption of the plant as a function of the types of granules produced.
Figure 4. Process design of a green fertilizer granulation plant under ASPEN PLUS
[1] C. Mangwandi, A.B. Albadarin, L. JiangTao, S. Allen, G.M. Walker, Development of a value-
added soil conditioner from high shear co-granulation of organic waste and limestone powder, Powder
Technology. 252 (2014) 33–41. doi:10.1016/j.powtec.2013.10.039.
Page 155
122. INVESTIGATION OF NUCLEATION IN TWIN SCREW
GRANULATOR USING COMPACT POWDER BEDS
Qing Ai, Ranjit M. Dhenge, Michael J. Hounslow & Agba D. Salman
Department of Chemical and Biological Engineering, University of Sheffield,
S1 3JD, Sheffield, UK
E-mail: [email protected]
Nucleation is a crucial step for granulation in which liquid and powder mix to form
primary granules. The nuclei properties are considered to have a direct influence on the final
granule properties [1]. Nucleation can also be mimicked by way of using a droplet of binder
placed on a loose powder bed to form a nucleus. Although the work concerning droplet and
powder has been done quite extensively (i.e., nucleation regime map), the research in this area
is limited as it has not been applied truly into the granulation process, and a link between
droplet and granule has not been well-established.
In this research, single droplet nucleation using lactose (soluble), calcium phosphates
(insoluble) and microcrystalline cellulose (insoluble, swells upon water addition) were carried
out. A series of plastic deformation measurements were carried out on the compacted powder
beds to investigate the relationship between the compaction forces used to make the powder
bed and the nucleus strength. Furthermore, Hydroxypropyl cellulose (HPC) was added to
reveal what role the binder is playing in nucleation process. Results indicated that the
properties of powder significantly influence the properties of nuclei including (size, stress and
etc.) which could enhance the understanding about how the solid binder and excipient
powders behave during nucleation process.
[1] K. P. Hapgood, J. D. Lister and J. Smith, Nucleation regime map for liquid bound granules, AIChE
Journal, 49 (2003) 350-361.
Page 156
123. SPOUTING IN A PRISMATIC BED: A NUMERICAL AND
EXPERIMENTAL EVALUATION
Vitalij Salikov1, Stefan Heinrich1, Sergiy Antonyuk2, Vinayak S. Sutkar3,
Niels G. Deen3 & J.A.M. Kuipers3
1 Institute of Solids Process Engineering and Particle Technology, Hamburg University of
Technology, Denickestrasse 15, 21073 Hamburg, D
2 Particle Process Engineering, Department of Mechanical and Process Engineering, University of
Kaiserslautern, Gottlieb-Daimler-Strasse, 67663 Kaiserslautern, D
3 Multiphase Reactors Group, Department of Chemical Engineering and Chemistry,
Den Dolech 2, 5600 MB Eindhoven, NL
E-mail: [email protected]
A spouted bed is a widely used and very effective gas-solid contactor. In this study a
prismatic spouted bed was investigated experimentally and modeled by using a Discrete
Particle Model (Discrete Element Method coupled with Computational Fluid Dynamics). The
main focus was set on the transformations of the spouting state at increasing gas velocity and
the impact of the geometrical conditions on this behaviour. The bed hydrodynamics were
characterized by means of high speed video recordings and additional by Fast Fourier
Transformation (FFT) and evaluation of chaotic properties of the pressure drop signal.
Different operational regimes were identified and correlated by means of the pressure
behaviour. The simulations performed for selected regimes and modifications of the apparatus
geometry showed a good agreement with experiment in both, particle and gas dynamics. The
spouted bed was characterized regarding the particle micromechanics within the entire
apparatus and for bed regions with very different hydrodynamics, such as the spout, fountain
and annulus. Additionally, the stability of the fluidization could be improved with an
optimized apparatus geometry with inserted draft plates close to the gas inlets. The better
performance of this design has been experimentally investigated at different gas inlet
velocities (Figure).
Spouting behaviour at increasing gas flow rate. (a) Flow instability at high gas velocity shown
snapshots from simulations and experiment; (b) Flow behaviour in the optimized geometry
obtained by an experiment.
(a) (b)
Draft plates
Page 157
124. TWIN SCREW GRANULATION: EFFECT OF FILL LEVEL
Sushma V. Lute, Ranjit M. Dhenge, Michael J. Hounslow & Agba D. Salman
Department of Chemical and Biological Engineering, University of Sheffield, Newcastle Street,
Sheffield, S1 3JD, UK
E-mail: [email protected]
Twin screw granulation (TSG) has recently become popular as a wet granulation
technique of choice in the pharmaceutical sector for its advantages such as continuous powder
processing with high productivity, energy efficiency and cost reduction [1]. In TSG, the effect
of process and formulation variables on granule properties have been studied previously [1,2].
However, the impact of varying Fill Level (FL) on granule properties has received limited
attention [3]. It can be very important factor to consider when increasing the throughput of the
TSG while maintaining the desired quality of the granules. Therefore, this research was
focussed on investigating the influence of varying the FL on the size and shape of the
granules.
[1] R. M. Dhenge, R. S. Fyles, J. J. Cartwright , D. G. Doughty, M. J. Hounslow, A. D. Salman, Twin
screw wet granulation: Granule properties, Powder Technology, 164 (2010) 322–329.
[2] R. M. Dhenge, K. Washino, J. J. Cartwright, M. J. Hounslow, A. D. Salman, Twin screw
granulation using conveying screws: Effects of viscosity of granulation liquids and flow of powders,
Powder Technology, 238 (2013) 77-90.
[3] R. M. Dhenge, J. J. Cartwright, M. J. Hounslow, A. D. Salman, Twin screw wet granulation:
Effects of properties of granulation liquid, Powder Technology, 229(0) (2012) 126-136.
Page 158
125. MAGNETIC PARTICLE TRACKING: ANALYSIS OF THE
PARTICLE MOTION IN ROTOR BASED GRANULATION
EQUIPMENT
Johannes Neuwirth & Stefan Heinrich
Institute of Solids Process Engineering and Particle Technology,
Hamburg University of Technology, Hamburg, Germany
E-mail: [email protected]
Measuring the particle motion in granulation systems has been an area of increasing
interest in recent years. A detailed knowledge of the particle dynamics (translational and
rotational) is essential for a better understanding of the macro mechanisms during the
granulation or blending processes. To visualize and quantify the granular flow continuously, a
novel non-intrusive 3D measurement technique, the Magnetic Particle Tracking (MPT) has
been further developed [1]. The technique is based on the continuous tracking of a single
magnetically marked particle. Due to the precisely defined magnetic dipole axis of the tracer,
the MPT allows a detailed and simultaneously analysis of the translational as well as
rotational movement of tracer particles in a dense granular flow and different zones of the
apparatus.
In this contribution, the Magnetic Particle Tracking is used to evaluate the complex granular
flow and macroscopic particle dynamics in the dense gas-solid system of a lab-scaled fluid
bed rotor processor experimentally. The time-averaged velocity profiles and distributions as
well as residence times in several zones, e.g. spray and shear zones, are determined. The focus
in this work is the detailed analysis of the particle rotation behaviour at different process
conditions, e.g. fluidization velocity, rotor speed and filling degree by using the MPT
technique. Furthermore, to study the particle dynamics under wet conditions the experiments
also are performed by spraying a Polyethylenglycol solution (PEG-400) into the particle bed.
The results indicate that the bed porosity has a significant effect on the particle rotation.
Furthermore, the rotational movement of the particles is mainly influenced by the viscous
force of the liquid. Generally, a narrower angular velocity distribution is detected. The
information obtained by MPT can be used to optimize the design of a wide range of industrial
process systems.
Figure 1. Granular flow in a rotor granulator (left), time averaged particle flow field measured
with Magnetic Particle Tracking (right)
up,t
up,r
up,z
Process
airAir gap
Bulk
Rotor disc
up,r up,t up,z Spatial particle velocity, m/s
x [mm]
X
Y
Pa
rtic
le v
elo
city
in m
/s
0.00
1.00
0.5
0.75
0.25
dry
wet dry
0-150 75 150-75
x [mm]
y [m
m]
0
-150
75
150
-75
0-150 75 150-75
1.0
0.5
0.0
x [mm]x [mm]
y [m
m]
Part
icle
velo
city
[m
/s]
x [mm]
X
Y
Pa
rtic
le v
elo
city in
m/s
0.00
1.00
0.5
0.75
0.25
dry
wet dry
0-150 75 150-75
x [mm]
y [m
m]
0
-150
75
150
-75
0-150 75 150-75
1.0
0.5
0.0
x [mm]x [mm]
y [
mm
]
Pa
rtic
le v
elo
city [
m/s
]
Norm. length x/X [-]
0 0.5-1 -0.5
-1
0
1
-0.5
0.5
No
rm.
len
gth
y/Y
[-]
dry
conditions
1
A A
A - A
Page 159
[1] J. Neuwirth, S. Antonyuk, S. Heinrich, M. Jacob: CFD–DEM study and direct measurement of the
granular flow in a rotor granulator, Chemical Engineering Science 86, 2013, 151-163.
Page 160
126. DESIGN OF GRANULAR ADSORBENT MATERIAL FOR
ASERNIC REMOVAL FROM CONTAMINATED WASTEWATER
Chirangano Mangwandi1, Siti Nur Ain Suhaimi, Jiang Tao Liu,Yoann F.
Glocheux1 & Ahmad B. Albadarin1,2
1 Queen's University Belfast, School of Chemistry and Chemical Engineering
David Keir Building, Belfast BT9 5AG 2 University of Limerick, Synthesis & Solid State Pharmaceuticals Center (SSPC),
Department of Chemical and Environmental Science, Ireland
E-mail: [email protected]
The objective of this research was to design a granular product from iron oxide for use as
an adsorbent for heavy metals from contaminated wastewater. The first task of the project was
identification of a water insoluble polymer for use as a binder in the granulation process.
Polyvinyl acetate was chosen as suitable polymer as it is water insoluble. Initial trial
experiments on selection of suitable solvent of the polymer were carried using three solvents
namely, methanol acetone and toluene. Based on the initial tests on strength and product yield
acetone was selected as the solvent for polyvinyl acetate binder. Design of experiment was
then used to investigate the influence of granulation process variables (impeller speed; binder
concentration and liquid to solid ratio), on the properties of the granular adsorbents. The
response variables in the study were granules mean size, stability in water and granule
strength. The results obtained that combination of high impeller speed and high binder
concentration favour formation of strong granules which were very stable in water.
Effect of process variables on the stability coefficient of the adsorbent granules.
Design-Expert® SoftwareFactor Coding: ActualSC (-)
Design points above predicted valueDesign points below predicted value0.992
0.750
X1 = A: Conc.X2 = B: speed
Actual FactorC: l/s = 0.25
103.00
112.50 122.00
131.50
141.00 150.50
160.00
10.00
12.00
14.00
16.00
18.00
20.00
0.750
0.800
0.850
0.900
0.950
1.000
1.050
SC
(-)
A: Conc. (g/L)B: speed (rpm)
Page 161
127. INVESTIGATION OF THE GRANULAR DISPERSION
BEHAVIOUR IN A FLUID BED ROTOR PROCESSOR
Johannes Neuwirth & Stefan Heinrich
Institute of Solids Process Engineering and Particle Technology,
Hamburg University of Technology, Hamburg, Germany
E-mail: [email protected]
In pharmaceutical, food and chemical industries the application of the fluid-bed rotor
processor (FBRP) for the production of dense granules with a high strength and sphericity is
widely distributed. For a better understanding of the granulation process a detailed knowledge
of particle motion is essential. In general, rotor-based granulation equipment are characterized
by a high mixing performance, which is an important quality parameter.
In this work the complex granular flow and the mixing patterns in a fluidized bed rotor
processor are investigated. The Discrete Element Method (DEM) coupled with the
computational fluid dynamics (CFD) is used to characterize the influences of the process
parameters: rotorspeed and fluidization gas velocity on the particle dynamics and thus the
mixing efficiency. A viscous and capillary force model was implemented to describe the
interactions between surface-wetted particles. The mixing is quantified by using anisotropic
dispersion coefficients based on the numerical approach.
In this contribution the flow of mono-dispersed, spherical particle blends are investigated.
Finally, the mixing efficiencies are characterized by homogeneity analysis based on the CFD-
DEM simulations. Furthermore, the granular flow and mixing pattern based on the CFD/DEM
model were validated by a novel particle tracking system, the Magnetic Particle Tracking.
The mixing quality within the rotor processor was found to be strongly depending on the
fluidization air velocity.
Figure 1. Time dependent mixing degree for a mono-disperse granular system under wet and
dry conditions
Page 162
128. UNDERSTANDING THE INFLUENCE OF GRANULE
MICROSTRUCTURE ON GRANULE COMPRESSION
BREAKAGE
Steven A. Dale1, Maksym Dosta2, Sergiy Antonyuk3, Carl Wassgren1,
Stefan Heinrich2 & James D. Litster1
1 Purdue University, West Lafayette, IN 47907, USA
2 Hamburg University of Technology, Denickestr. 15, 21073 Hamburg, Germany
3 University of Kaiserslautern, Gottlieb-Daimler-Str. 44, 67663 Kaiserslautern, Germany
E-mail: [email protected]
The goal of the current work was to use a well characterized system to understand how the
distribution of components within granules, i.e., the granule's microstructure, relates to the
force vs. displacement curve and the fragment size distribution created during compression
breakage. Granules made of glass ballotini and PVP using different formation techniques
were characterized using X-ray computer tomography (XRCT) to obtain the glass ballotini,
PVP, and air distributions within the granules (Figure 1a). The granules were then broken
using uni-axial compression breakage experiments and the fragments were collected to
measure their size. Although there is considerable scatter in the results, more homogeneous
particle fractions within the granules generally corresponded to a larger maximum breakage
force and a larger fragment specific surface area.
To better understand the particle level interactions that led to these differences, discrete
element method (DEM) simulations have been performed using the simulation framework
MUSEN (Figure 1b). MUSEN is an in-house, component-based framework, where several
components have been developed to investigate the breakage behaviour and strength of
agglomerates. The DEM-modeled granules were generated as a set of primary particles
connected with solid bonds. The XRCT measurements were used to reproduce the
agglomerate size, shape, and internal microstructure of experimental granules. In this way,
simulated force vs. displacement curves and fragment surface areas were obtained using
realistic granule microstructures. The simulated and experimental results were compared in
order to verify input material parameters and validate the simulation code. Implications for
designing granule microstructure to give specific product attributes are discussed.
Figure 1. Granule microstructures a) experimentally measured using XRCT and b) digitally
re-created for DEM simulation.
a) b)
Page 163
129. REAL-TIME PARTICLE IMAGING OF
PHARMACEUTICAL TABLET DISINTEGRATION
Arthi D. Rajkumar1, Gavin K. Reynolds2, David Wilson2, Michael J. Hounslow1
& Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, Newcastle Street,
Sheffield, S1 3JD, UK
2 AstraZeneca, Charter Way, Macclesfield, Cheshire East, SK10 2NA, UK
E-mail: [email protected]
Utilisation of tableted material is a highly desirable concept in industries such as food and
drink, and their usage is already quite well-established in the pharmaceutical industry. This is
due to the controllable and convenient methods in which tablets can be synthesised and
distributed to the customer. Pharmaceutical tablets conventionally contain an active
ingredient, i.e. a drug substance, which is the biologically active substance that the tablet is
administering. However the majority of the tablet consists of inactive excipients, such as the
filler, binder and disintegrant, which influence how the tablet behaves inside the human body.
Once the tablet is ingested it will come into contact with liquid such as water and stomach
fluids in which the tablet will dissolute. Tablet dissolution is aided by disintegration which is
the process of the tablet breaking into smaller fragments. While the tablet disintegration
phenomenon influences the tablet activity, it is poorly understood.
Tablet disintegration is a fundamental parameter that is tested in vitro before a product is
released to the market, to determine approximately how the tablet in question will behave in
vivo. Variations in tablet properties cause variation in disintegration behaviour. While the
standardised disintegration analysis results can be used to differentiate the in vitro behaviour
between various tablets, no information as to why this happens is gained as the tests are used
only to determine whether or not the tablet is suitable for its purpose. An improved
understanding into tablet disintegration could help to provide a more knowledge-based
approach to the research and development of tablet formulations.
The aim of the present research is to gain a better understanding of tablet disintegration
using a particle imaging approach. A purpose-built flow cell was employed capable of on-line
observation of tablet disintegration, which can give information attaining to the changing
tablet dimensions and the particles released with time. This additional information will
improve the understanding of how different materials and process parameters affect tablet
disintegration. The disintegration behaviour of different tablets was observed to ultimately
develop a predictive model that could be applied to future formulations.
Images obtained from the flow cell after being processed, showing the tablet and particles
released at a = 1 sec, b = 1092 sec and c = 1944 sec after dissolution
Page 164
130. AN EXPERIMENTAL STUDY OF DROPLET-PARTICLE
COLLISIONS
Sandip K. Pawar1, Filip Henrikson1, Giulia Finotello1, Johan T. Padding1, Niels
G. Deen1, Alfred Jongsma2, Fredrik Innings2 & J.A.M. Kuipers1
1 Multiphase Reactors Group, Dept. Chemical Engineering and Chemistry, Eindhoven, NL
2 Tetra Pak CPS, Heerenveen, NL
E-mail: [email protected]
When spray drying a liquid slurry such as milk, collisions between droplets, partially dried
particles and completely dry particles are important because coalescence, agglomeration and
breakup events influence the size and morphology of the produced powder. When modelling
such a spray drying process, it is therefore important to be able to predict the outcomes of
individual binary collisions. Both binary dry particle collisions and binary droplet collisions
have individually been thoroughly researched over the years due to their widespread
occurrence. The importance of understanding binary particle-droplet collisions has been
emphasized more recently, but available studies are limited. To produce and record particle-
droplet collisions, an experimental setup that enables synchronized release of both a particle
and a droplet was used. One single hanging droplet was released from above onto a particle
that initially was held in place by vacuum suction. A high speed camera was synchronised
with the setup, and recorded the collisions. Image files were then analysed in Matlab to find
velocities and sizes of the particle and droplet before and after impact. The contrast of particle
and droplet against the illuminated background was a key factor in succeeding with this.
Different collision outcomes were identified as either agglomeration (merging), where the
whole droplet would stick to the surface of the particle, or a stretching separation (breaking),
where the droplet collides with the particle in an oblique position and stretches out until a part
of the droplet detaches from the liquid sticking to the particle. The formation of satellite
droplets, i.e. droplets with a radius significantly smaller than the leaving droplet was also
detected. The relation of these collision outcomes to impact conditions such as Weber number
and impact parameter was reviewed and put into regime maps.
Page 165
131. KINETICS OF IMMERSION NUCLEATION DRIVEN BY
SURFACE TENSION
Kate Pitt1, Rachel Smith1, Michael J Houslow1, James D. Litster2
1 University of Sheffield, Sheffield, UK
2 Purdue University, West Lafayette, IN 47907, USA
E-mail: [email protected]
Nuecleation is the first stage in any granulation process. Where the liquid drop size is large
compared the primary particle size, immersion or penetration nucleation will occur. In
immersion nucleation, particles surround a drop are drawn into the drop by surface tension or
other mechanisms. Similarly, nuclei may be formed by penetration of a drop into a static or
moving powder bed surface driven by capillary pressure. We know that the nucleation
process is critical to good liquid distribution and ultimately the whole granulation process.
However, most models of wet granulation neglect the kinetics of this nucleation process
completely. Hounslow, Oullion and Reynolds (2009) proposed a kinetic model for immersion
nucleation driven by surface tension suitable for inclusion in a population balance framework.
However, there is no experimental data available with which to validate this modelling
approach.
In this paper, the kinetics of the penetration of single drops into static powder beds are
carefully measured. Drops of model liquids (aqueous HPMC solution and silicone oil) are
placed on static powder beds of zeolite and lactose. Nuclei granules are carefully excavated
at different times and the change in granule mass with time is measured. In all cases, after an
initial adjustment period, the granule mass increases with the square root of time to a
maximum granule size at a time 𝑡𝑚𝑎𝑥 as predicted by Hounslow’s model (Figure 1). The
corresponding critical packing fraction is a function of powder type only. The measured
effect of primary particle size, liquid viscosity and surface tension on nucleation kinetics are
also well predicted by the model. However, the kinetics of the process are one to two orders
of magnitude slower than the immersion nucleation model predicts. This implies that there is
significant secondary migration of liquid within the bed after the drop had fully penetrated the
powder. This secondary nucleation stage may make an important contribution to liquid
distribution and granule growth kinetics in granulators.
Figure 1. Normalized nucleation kinetics for all systems studied. Granule mass increases with
𝑡1/2 until 𝑡𝑚𝑎𝑥
Page 166
132. MOVEMENT OF SECONDARY IMMISCIBLE LIQUID
WITHIN A SUSPENSION USING X-RAY CT
Syed F. Islam1, Steve Whitehouse2, Ramana V. Sundara2, Tim O. Althaus2,
Stefan Palzer3, Michael J. Hounslow1 & Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, Sheffield, S1 3JD, UK
2 Nestlé Product Technology Centre, Haxby Road, York, YO31 8TA, UK
3 Nestlé SA Headquarters, Avenue Nestlé 55, CH-1800 Vevey, Switzerland
E-mail: [email protected]
Many food products are composed of suspensions containing hydrophilic particles within a
continuous hydrophobic phase. An example of this type of product is peanut butter spread.
Extensive work has been reported on the effects of rheological properties of suspensions with
the addition of small quantities of a secondary immiscible liquid [1]. However, how the
secondary liquid propagates initially and then redistributes over long timescales during static
storage requires further research to be fully understood.
The movement of the secondary liquid after addition was tracked using a non-invasive and
non-destructive technique of X-ray CT in a qualitative manner. These scans were then further
processed quantitatively to look at the change in dimensions of the secondary liquid as it
moves throughout the suspension.
[1] E. Koos and N. Willenbacher, Capillary Forces in Suspension Rheology, Science, 331(6019)
(2011) 897-900.
Page 167
133. TWIN SCREW WET GRANULATION: EFFECT OF TYPES
OF POWDERS
Ranjit M. Dhenge1, Sushma V. Lute1, Chalak S. Omar1, Mohammed F. Saleh1,
James J. Cartwright2, Michael J. Hounslow1 & Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, Newcastle Street,
Sheffield, S1 3JD, UK
2 GSK, Third Avenue, Harlow, Essex, CM19 5AW, UK
E-mail: [email protected]
Continuous twin screw wet granulation has recently become a method of choice for the
granulation of powders in the pharmaceutical industry. It provides several advantages; high
throughput, reduced time and cost and thereby increased profitability, over the conventional
batch granulation techniques such as high shear granulation and fluidised bed granulation. So,
by all means the primary aim is to produce the desired quality granules with efficiency. But
producing desired quality granules requires thorough understanding of the mechanism of the
granule production within the granulator. The research published so far highlighted the effects
of process and formulation parameters on the granules properties. However, how different
types of powders used in the pharmaceutical industry perform during the twin screw
granulation has received limited attention. The present research is focused on understanding
the granulation mechanism of range of powders.
Page 168
134. ENGINEERING PLASTICITY MODEL OF ROLL
COMPACTION
James Andrews1, Michael J. Adams1, Chuan-Yu Wu2,
Gavin Reynolds3 & Ron Roberts3
1 School of Chemical Engineering, University of Birmingham, Edgbaston, B15 2TT, UK.
2 Department of Chemical and Process Engineering, University of Surrey, Guildford GU2 7XH, UK
3 Pharmaceutical Development, AstraZeneca, Macclesfield, Cheshire, SK10 2NA, UK.
E-mail: [email protected]
The well-established theory developed by Johanson provides a useful theoretical
framework for analysing roll compaction and it predicts the nip angle and pressure profile in
the nip region. However, it is limited in several important respects:
it assumes that the maximum pressure occurs at the minimum gap, but there is
mounting experimental and numerical evidence that generally this is not the case;
the velocity field is assumed to be uniform across any plane between locations of
equal angles and thus the stress field is assumed to be uniaxial whereas in practice
there is a maximum in the flow rate in the centre of the compaction zone and this
must involve shear components of the stress field;
the model does not account for the reduction in the pressure with increasing roll
speed;
the pressure is under-predicted by a factor of about two.
The above limitations have been overcome by developing and implementing a novel
analytical model based on theories employed in the field of engineering plasticity for
applications to metal forming. A particular advantage of the model is that more realistic stress
(frictional) rather than kinematic (slip) boundary conditions and also inhomogeneous rather
than uniform feed pressures may be used as inputs. All parameters introduced can be
determined experimentally using conventional equipment for powders. The robustness of this
model has been validated using experimental data for microcrystalline cellulose (MCC) and
dicalcium phosphate dehydrate (DCPD) obtained with an instrumented roll compactor. A
considerably more accurate prediction of the pressure distribution was obtained compared
with that from Johanson’s theory in terms of both the pressures (with an error less than 10%)
and the angular location of the maximum pressure. It also correctly predicted the trends in
experimental data obtained as a function of roll speed.
Page 169
135. MAKING INDIVIDUAL PARTICLE INTERACTIONS IN
PRESSURE AGGLOMERATION OF AMORPHOUS FOOD
POWDERS ACCESSIBLE
Christine I. Haider1 , Tim Althaus2, Gerhard Niederreiter3, Stefan Palzer4,
Michael J. Hounslow1, Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, Mappin Street,
Sheffield, S1 3JD, UK
2 Nestlé PTC York, Haxby Road, York, YO31 8FZ, UK
3 Nestlé PTC Orbe, Route de Chavornay 3, 1350 Orbe, Switzerland
4 Nestlé Headquarters, Avenue Nestlé, 1800 Vevey, Switzerland
E-mail: [email protected]
Many dehydrated products in the food industry can be found in powder form and often
exhibit an amorphous structure. To improve the handling of these products, they are often
agglomerated by applying external pressure to force the individual powder particles into
contact and make them adhere to each other or even sinter together.
Numerous studies have been conducted to assess this agglomeration behaviour of
hygrosensitive amorphous bulk powders under pressure and the resulting agglomeration
result. In this way, valuable findings on multi-particle level could be generated for industrial
applications. However, it remains widely unknown what exactly happens in individual
particle contacts and which contact mechanisms act to create a stable compact with a defined
internal structure and porosity. Consequently, this study is focussed on two important
knowledge building blocks to assess interparticle bonding strength and deformation/flow
behaviour of the particle material: the experimental exploration of particle contact
mechanisms as well as their theoretical description using profound knowledge in material
science of amorphous substances. Based on the obtained information, useful data for
modelling approaches was generated as well as a qualitative and quantitative guide for the
adjustment of process parameters to trigger desired contact mechanisms and influence their
kinetics within a particle assembly under external pressure.
For the experimental studies, an amorphous model material (maltodextrin DE 21) with
high relevance as a food ingredient was chosen as a basis to produce spherical particles in a
size range of 1-1000 µm following a specially developed emulsion technique. Pairs of the
obtained smooth spheres were exposed to strain-controlled contact tests in a novel
Micromanipulation Particle Tester (MPT) device as well as to stress-controlled interaction
studies using an Atomic Force Microscope (AFM). Both devices made it possible to control
and adjust the most relevant process conditions force/distance, contact holding time, velocity
on the particle approach/retract path as well as temperature and humidity to account for the
changing rheological character of hygrosensitive maltodextrin as a function of the
environmental conditions. In the MPT studies, particles larger than 500 µm were tested,
which made video imaging of the contact zone and deformation kinetics possible.
Furthermore, force relaxation tests on particles could be conducted with this device to assess
the changing mechanical behaviour of maltodextrin in its glass transition. For the AFM tests,
smaller particles in the low micrometre range were employed for high precision force
spectroscopy. Finally and in dependence of the environmental conditions, theoretical models
could be identified, which describe the experimental findings for changing test parameter sets
very well. These were then used for the set-up of contact zone and cohesion regime charts,
Page 170
which - when applied to pressure agglomeration of bulk powders - can give guidance for a
beneficial choice of process conditions to control compact porosity and stability.
Page 171
136. FLUIDIZED BED COATING CONTROL BY IN-LINE
PARTICLE SIZE MEASUREMENT
Dimitri Wiegel1, Guenther Eckardt2, Michael Jacob3, Mario Scharmer4, Ingo
Schellenberg4 & Bertram Wolf1
1 Department of Applied Biosciences and Process Engineering, Anhalt University of Applied
Sciences, Strenzfelder Allee 28, 06406 Bernburg, Germany
2 Parsum GmbH, Reichenhainer Straße 34-36, 09126 Chemnitz, Germany
3 Glatt Ingenieurtechnik GmbH, Nordstraße 12, 99427 Weimar, Germany
4 Institute of Bioanalytical Sciences, Anhalt University of Applied Sciences, Strenzfelder Allee 28,
06406 Bernburg, Germany
E-mail: [email protected]
In-line particle size measurement during fluidized bed coating opens the advantage of
continuous process control compared to time consuming probe sampling and separate particle
size analysis. A Spatial Filter Velocimetry probe (Parsum GmbH, Chemnitz, Germany) was
installed directly into the process chamber of the laboratory fluidized bed apparatus GPCG
1.1 (Glatt Ingenieurtechnik GmbH, Weimar, Germany) between Wurster partition and inner
chamber wall. Large initial pellets of microcrystalline cellulose were coated with a model
drug substance and in a consecutive step with different amounts of a protective polymer.
The coating process with the model substance as well as the polymer was stable and
reproducible. The coated pellets were received as homogeneous product, agglomeration was
never detected. The integrity of the polymer film was investigated by in vitro-release. Increase
of the polymer film thickness led to prolonged lag-time. Determination of the thickness of the
coating layers was performed by microscopic investigation of thin pellet sections.
During the whole coating process the in-line particle size measurement with the SFV probe
was possible and gave the expected particle size increase with increasing coating amount.
Coincidence error was avoided by definition of a suitable particle size fraction. Apprehended
overload of the measuring volume of the probe was never detected. The particle size
distribution showed insignificant fine particle amounts deriving from abrasion and perhaps by
a low tendency of spray drying in the fluidized bed coating process. For control, the particle
size distribution was measured by an off-line optical method (Camsizer®, Retsch GmbH,
Haan, Germany). The mean particle size values were in good agreement with those of the
SFV probe using the chord length as measuring parameter in both cases. The in-line particle
size measurement is a useful Process Analytical Technology tool in the fluidized bed coating
process.
Particle size measuring probe (Parsum GmbH) installed into the fluidized bed coater
Page 172
137. A PROPOSAL FOR A DRUG PRODUCT MANUFACTURING
CLASSIFICATION SYSTEM (MCS) FOR ORAL SOLID DOSAGE
FORMS
Michael Leane1, Kendal Pitt2 & Gavin Reynolds3
1 Bristol-Myers Squibb, Reeds Lane, Moreton, CH46 1QW, UK
2 GlaxoSmithKline, Priory St., Ware, SG12 0DJ, UK
3 AstraZeneca, Silk Road Business Park, Charter Way, Macclesfield, SK10 2NA, UK
E-mail: [email protected]
The Manufacturing Classification System (MCS), proposed here is intended as a tool for
scientists to rank the feasibility of different processing routes for the manufacture of oral solid
dosage forms, based on selected properties of the Active Pharmaceutical Ingredient (API) and
the needs of the formulation, [1]. The MCS will have many applications in pharmaceutical
development, in particular, it will provide a common understanding of risk by defining what
the “right particles” are (i.e. the physical properties of the particles that have been identified
for each process route), enable the selection of the best process, and aid subsequent transfer to
manufacturing. The ultimate aim is one of prediction of product developability and
processability based upon previous experience. The four classes proposed are:
Class 1: Direct Compression
Class 2: Dry Granulation
Class 3: Wet Granulation
Class 4: Other Technologies.
This proposal is intended to stimulate contribution from a broad range of stakeholders
across the pharmaceutical sciences to develop the MCS concept further and apply it to
practice. In particular, feedback is sought on what API properties are important when
selecting or modifying materials to enable an efficient and robust pharmaceutical
manufacturing process. The proposal aims to provide a frame of reference for level of risk vs.
process type. Two concepts in particular have been expanded upon: the first is to define API
developability. The second consideration is drug loading: as this increases, API properties
have an increased influence on the formulation properties and processability. The team is
proposing the use of percolation (impact) levels, which may vary across different attributes
and parameters, to quantify this risk.
[1] Michael Leane, Kendal Pitt, Gavin Reynold. A Proposal for a Drug Product Manufacturing
Classification System (MCS) for Oral Solid Dosage Forms, Powder Development and Technology
(2014). ( doi/abs/10.3109/10837450.2014.954728)
Page 173
138. UNDERSTANDING AND PREVENTING
AGGLOMERATION IN FILTER DRYING PROCESS
Hong Lee Lim1, Karen P. Hapgood1 & Brian Haig2
1 Monash Advanced Particle Engineering Laboratory, Department of Chemical Engineering, Monash
University, Wellington Road, Clayton, Victoria, 3800, Australia,
2 GlaxoSmithKline, Princes Highway, Port Fairy, Victoria, 3280, Australia
E-mail: [email protected]
Agitated Filter Dryers (AFD) are one of the most commonly used equipment items during
the manufacture of active pharmaceutical ingredients (API) which incorporates both the
filtration and drying processes in a single unit operation. However, it is also well known for
its susceptibility to agglomeration or “balling” issues which can cause downstream processing
problems. Previous work to minimize the extent of agglomeration has not yet understood the
fundamental mechanisms. Furthermore, powders may exhibit unique “personalities” where a
general or universal solution to minimize the formation of lumps does not exist. This study
aims to understand the possible mechanisms that may lead to the agglomeration phenomena
during an agitated filter drying process. Through comprehensive understanding of the
underlying agglomeration mechanisms, the extent of undesired agglomeration for a particular
powder system may be controlled using suitable mitigation method.
The drying behavior of free-flowing sodium bicarbonate, cohesive calcium carbonate as
well as an API intermediate with high balling tendency will be investigated using a lab-scale
AFD. Using Design of Experiment (DoE) as a tool, the influence of some of the key process
parameters (such as agitation speed, drying temperature, dryer fill volume and filtration
period) on the formation of lumps were studied. Other possible root causes of agglomeration
such as condensate drips on powder bed, initial drying moisture content and crystal properties
were investigated as well. Various characterization techniques were also carried out to
determine the compressibility, surface morphology and other important particle properties in
order to strengthen the understanding on the agglomeration behaviour while also identifying
other possible major contributors to this phenomenon.
Preliminary results have shown that by controlling the process operation, the formation of
lumps may be controlled even though the complete elimination of agglomerates is not
achieved. On the other hand, the dripping of condensate due to saturated environment was
found to contribute to the formation of lumps. The reduction of initial drying moisture content
beyond the critical moisture level through extended blowdown period was able to minimize
the agglomeration but only to a limited extent.
Page 174
139. CREATING TUNEABLE AGGLOMERATES VIA 3D
PRINTING
Ruihuan Ge1, Mojtaba Ghadiri2 & Karen Hapgood1
1 Monash Advanced Particle Engineering Laboratory, Department of Chemical Engineering, Monash
University, Clayton, Victoria 3800, Australia
2 Institute of Particle Science and Engineering, University of Leeds, UK
E-mail: [email protected]
To improve the process design and end-product quality, it is essential to investigate the
breakage behavior of agglomerates. Discrete Element Method (DEM) modelling is commonly
used but is limited by the lack of identical, controlled agglomerates to test and validate simple
models, let alone replicate the complex structure of real industrial agglomerates.
This paper presents a novel 3D printing production method of test agglomerates with
defined properties. Agglomerate models with different sizes and structures were designed
using Solidworks 2014 software and printed by an Object500 Connex 3D printer. During the
printing process, different digital materials were used to print the particles and the inter-
particle bridges, allowing infinite combinations of bond strength, particle strength and
agglomerate structure to be tested. Several different model agglomerates were printed at
varying scales, using rigid polymer to print the spherical particles and ductile polymer to
produce the inter-particle bridges. The surface roughness and printing accuracy of printed
agglomerate models were assessed by atomic force microscopy (AFM) and scanning electron
microscopy (SEM). Preliminary compression tests were performed to compare the breakage
behavior of printed agglomerates with different bond strength and at different scales. This 3D
printing technique will allow more rigorous testing of agglomerate breakage models.
Complex ball-like agglomerate model (Left: designed agglomerate, Right: 3D printed
agglomerate)
Page 175
140. USE OF FOAM IN TOP-SPRAY FLUIDIZED BED
GRNULATION: EFFECT OF VARIABLES ON GRANULES
QUALITY ATTRIBUTES
Vinita Kale, Kalyan Wagh & Abhay Ittadwar
Department of Pharmaceutics, Gurunanak College of Pharmacy, Nari, Nagpur, Maharashtra, India
E-mail: [email protected] ; [email protected]
Fluidized bed granulation is common unit operation for forming granules used in various
application areas like pharmaceuticals, agrochemicals, food and dairy industry. The high dose
API under study has poor granulating and tableting properties and hence poses difficulty to
achieve balance between friability, granule size and disintegration. To address the above
challenges a new granulation process was employed whereby liquid binder was added as
aqueous foam, of food grade saponin, and top-sprayed on to fluidized bed of powder. The
experiments were carried out to examine the effects of various process parameters on the
granules produced using Plackett Burman and Box-Behnken design of experiments. Influence
of amount of foam binder, volume of binder solution and binder solution flow rate were
initially studied to establish operational values for these parameters. This was followed by
investigation on the effect of inlet airflow rate, inlet air temperature, atomization pressure and
drying time on granule properties. It was found that the amount of binder solution had
positive correlation with granule size and % lumps but negative correlation with size
distribution and Hausner ratio of granules. Best batch of product was received with inlet air
temperature between 55-650C, atomization pressure 0.65- 0.9 psi and drying time between 5-
7 min. The whole granulation process was stable and reproducible and the data can be used to
predict parameter values for processing at manufacturing scale.
Page 176
141. EFFECT OF COLLOIDAL SILICA DIOXIDE ON
RHEOLOGICAL PROPERTIES OF COMMON
PHARMACEUTICAL EXCIPIENTS
Diana Majerová1, Lukáš Kulaviak2, Marek Růžička2 & František Štepanek3
1 Department of Organic Technology, Institute of Chemical Technology, Technická 5, Prague,
160 00, Czech Republic
2 Institute of Chemical Process Fundamentals of the ASCR, Rozvojová 2/135, Prague,
165 02, Czech Republic
3 Department of Chemical Engineering, Institute of Chemical Technology, Technická 3,
Prague, 160 00, Czech Republic
E-mail: [email protected]
Pharmaceutical tablets are manufactured through a series of batch steps finishing with
compression into a form using a tablet press. The knowledge of flow (bulk, dynamic, shear)
properties of raw excipients and their mixtures is essential to predict behaviour during
blending, compression, handling or leaving in storage. Lubricants are added to the powder
mixture prior to the tableting step to ensure that the tablet is ejected properly from the press.
The addition of lubricants also affects tablet properties and can affect the behaviour of the
powder mixture.
In this work, rheological properties of four common excipients (pregelatinized maize
starch, microcrystalline cellulose, crosscarmellose sodium and magnesium stearate) were
studied by FT4 Powder Rheometer, which was used for measuring compressibility index by
vented piston and flow properties of powder by rotational shear cell. After the initial set of
measurements, two excipients (pregelatinized maize starch and microcrystalline cellulose)
were chosen and mixed, in varying amounts, with anhydrous colloidal silicon dioxide (Aerosil
200) used as lubricant. The bulk (conditioned and compressed densities, compressibility
index), dynamic (basic flow energy) and shear (friction coefficient, flow factor) properties
were determined to find an optimum ratio of the lubricant. Simultaneously, the particle size
data were obtained using a low-angle laser light scattering (LALLS) system and the scanning
electron microscopy was performed in order to examine the relationship between the
rheological properties and inner structure of the materials and their binary mixtures. The
optimum of flowability was found for the mixtures, but also it has also been seen that
additional phenomena are behind the flowability of binary mixtures (blends).
Page 177
142. EFFECT OF VARYING VOLUME OF A SECONDARY
IMMISCIBLE LIQUID ON THE MOVEMENT WITHIN A
SUSPENSION
Syed F. Islam1, Steve Whitehouse2, Ramana V. Sundara2, Tim O. Althaus2,
Stefan Palzer3, Michael J. Hounslow1 & Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, Sheffield, S1 3JD, UK
2 Nestlé Product Technology Centre, Haxby Road, York, YO31 8TA, UK
3 Nestlé SA Headquarters, Avenue Nestlé 55, CH-1800 Vevey, Switzerland
E-mail: [email protected]
Numerous food products are composed of suspensions containing hydrophilic particles
within a continuous hydrophobic phase. An example of this type of product is peanut butter
spread. A key attribute of these types of suspension is the highly hygroscopic nature of the
solid phase within the system. The rheological properties and physical appearance of
suspensions can change substantially with the addition of small quantities of a secondary
immiscible liquid. This has been attributed to the formation of liquid bridges between the
solid particles and secondary liquid.
Model suspensions were prepared of hydrophilic particles within a continuous hydrophobic
phase. Different volumes of secondary immiscible liquid were added, and the movement of
this with time was monitored. Also, how the droplet spreads with time was also quantified
with time.
Page 178
143. UNDERSTANDING PHARMACEUTICAL POWDER
BLENDING - IRON OXIDE TRACER BEHAVIOUR AND
DIFFERENT EXCIPIENT POWDERS
Kahlil Desai1, Karen Hapgood1, David Barling2, Peter Stewart2, David Morton2
1 Monash Advanced Particle Engineering Lab, Department of Chemical Engineering, Monash
University, Clayton , VIC, Australia
2 Monash Institute of Pharmaceutical Science, Monash University, Royal Parade, Parkville, VIC,
Australia
E-mail: [email protected]
Blending of one or more powders is critical for many pharmaceutical powders, including
formulations used for Dry Powder Inhalers. Recent work [1] demonstrated that the colour
change of an iron oxide tracer powder can be used to observe the mixing process and is linked
to the quality of the mixing .The study used a 99wt% high purity Ferroxide® iron oxide in a
range of lactose powders, and showed two key mixing stages linked to the total mixing energy
applied and to the level of dispersion and deagglomeration of the tracer powder.
This study extends the previous work by investigating whether the technique also can be
used to examine the mixing behaviour of several common excipient powders (mannitol,
MCC, methyl cellulose). In addition, four different iron oxides grades were used to explore
the behaviour of different colour oxides while blending a bulk lactose powder. For each
experiment, 1 wt% of the tracer powder was added to 2-3kg of the bulk excipient and blended
in a 5L Key high shear mixer and samples were taken as a function of mixing time and their
colour readings in the CIELch spectrum were recorded. The results showed that different
excipient powders show a similar overall behaviour pattern although the absolute colour
values varied for each excipient as expected. Only the red iron oxides showed the ability to
change hue as mixing time/intensity increased - the yellow and black oxides showed very
little or no change in hue. The two grades of red iron oxide had different CIELch spectrum
values because of their overall colour but also due to their morphology and size. The results
show that the use of coloured tracer powder to track the progression of powder blending can
be applied to a wide range of powders, and that more than one grade of red iron oxide
displays the required change in hue. Further work is underway to understand the
fundamentals of the hue change and determine whether there is a direct link between the
blending colour endpoint and the final product performance.
[1] D. Barling, D.A.V. Morton, K. Hapgood, Pharmaceutical dry powder blending and scale-up:
Maintaining equivalent mixing conditions using a coloured tracer powder, Powder Technology,
(2014).
Page 179
144. NOVEL ELECTROSTATIC IONIZER FOR CHARGED
POLYPROPYLENE GRANULES
Kwangseok Choi1, Tomofumi Mogami 2, Teruo Suzuki 2 & Mizuki Yamaguma 1
1 Japan National Institute of Occupation Safety and Health, 1-4-6 Umezono Kiyose, Tokyo, Japan
2 Kasuga Denki, 2-4 Shinkawasaki, Saiwai, Kawasaki, Kanagawa, Japan
E-mail: [email protected]
The polymer granules have been commonly used in powder handling processes. As the
charged polymer granules fills the large storage silo, the charge amount inside the silo
accumulates. This charging phenomenon often leads to incendiary electrostatic discharges in
the silo.
In this work, in order to prevent and mitigate electrostatic charges on polypropylene
granules (300 kg, 2 to 3 mm) during silo loading, the novel electrostatic ionizer has
developed. The novel ionizer consists of one pair of corona needle electrodes situated within a
grounded nozzle shield, an electrode supports, a DC high-voltage power source, a punched
plate, and a slender tube 8 mm in diameter for air supply, an air compressor, a fully automatic
air dryer. To one of the corona needle electrodes, DC + 7 kV was applied with a DC high
power source. To the other, DC - 7 kV was applied. The performance evaluation of the novel
ionizer was conducted in a full-size pneumatic powder transport facility. The Four arranged
novel ionizers in a circular line along the outside wall of the connecting pipe (stainless steel;
diameter, 0.1 m; length, 0.25 m) were attached to the end of the loading pipe. As the
experimental result, it is noteworthy that specific charge, q/m of the falling polypropylene
granules before using the four arranged novel ionizers was -9.0 C/kg. The q/m for the four
arranged ionizers was -1.5 C/kg. Namely, the specific charge of polypropylene was clearly
decreased by approximately eighty-five percent with the novel ionizer. This is expected to be
very useful and reliable to prevent and mitigate problems originating from electrostatic
charges on polymer granules.
Novel electrostatic ionizer used in this study
Page 180
145. DEVELOPMENT AND CHARACTERISATION OF SLAKED
LIME GRANULES FOR CHEMISORPTION IN
DESULPHURATION REACTORS
Erik Nordenswan1, Annica Lindfors1, Nenne Nordström1 & Abhay Bulsari2
1 Nordkalk Oy Ab, Skräbbölevägen 18, 21600 Pargas, Finland
2 Abhay Bulsari, Ab Nonlinear Solutions Oy, Turku, Finland
E-mail: annica@[email protected]
Recently imposed limitations of sulphur emission of vessels increases the interest in
development of efficient solutions for sulphur removal from flue gases. Chemisorption
reactors (dry scrubbers) with slaked lime granules have the advance that they do not produce
liquid waste which is expensive to treat on the vessels. Slaked lime granules remain solid and
the spent granules can be unloaded at ports and used for other purposes. Besides, the reaction
can be carried out in compact reactors.
Performance of such granules is a multidimensional issue. However, it becomes necessary
to find methods to characterise the granules for comparing granules of different suppliers,
different sizes, different porosities, different prices, etc. so that the performance and
eeconomy in full scale applications can be guaranteed.
In case of chemisorption of sulphur dioxide by slaked lime granules, it is highly desirable
that they have a large chemisorption capacity, and that the rate of chemisorption is fast
enough. Chemisorption capacity at infinite time is one important theoretical measure, but for
industrial purposes, more realistic measures are needed. Similarly, the initial chemisorption
rate is not a sufficient measure of how fast the uptake of sulphur dioxide is.
In this work, experiments were carried out with a variety of granules of different sizes with
different incoming sulphur dioxide concentrations at different temperatures with a pilot scale
reactor, and a few practical performance measures of chemisorption capacity and rate were
calculated from the experimental results. Nonlinear models were then developed for
predicting those measures.
The tests also relate the granulation process variables with the performance characteristics
of slaked lime granules from experimental data.
Page 181
146. INNOVATIVE GRANULATED MATERIALS FROM
INDUSTRIAL AND ORGANIC WASTES AS SORBENTS FOR
WASTEWATER TREATMENT
Evgenia Iakovleva1, 2, Mika Sillanpää1, Philipp Maydannik1, Stephen Allen2,
Ahmad B. Albadarin2,3 & Chirangano Mangwandi2
1 Chemtech, Laboratory of Green Chemistry, Lappeenranta University of Technology, Sammonkatu
12, 50130, Mikkeli, Finland
2 Innovative Molecular Materials (IMM) Group, School of Chemistry and Chemical Engineering,
Queen's University Belfast, David Keir Building, Stranmillis Road, Belfast, BT9 5AG, UK
3 University of Limerick, Department of Chemical and Environmental Science, Ireland
E-mail: [email protected]
Innovative granulated materials from coffee waste, limestone and sulphate tailings were
produced and used for waste water treatment. Experiments proved efficiency of sorbents from
coffee and limestone in neutralisation acid mine drainage (AMD) (from 1.5 to 6 pH) and
removal of metal ions (Fe, Cu, Zn and Ni), while adsorbents from sulphate tailings were
efficient for cyanides removal.
In this work, novel sorbents with different composition and various bunches were
compared. For industrial application of these granules, low wettability and high strength are
extremely important. Various binders such as poly vinyl acetate (PVA), and ethyl acetate
(EA), as well as various combinations of materials have been used to improve these
parameters. It was found that EA increases the granule strength and facilitates preparation of
granules with larger size in comparison with the PVA. The sorption capacity of granules was
examined by removal of acidic (methylene blue (MB)) and alkaline (Orange II (OII)) dyes
from single and multi-solutions. The maximum efficiency removal for MB and OII was 95%
and 40%, respectively.
Page 182
147. AGGLOMERATION OF FINE COAL USING A HIGH
VISCOSITY WATER-IN-OIL EMULSION
Kim van Netten, Roberto Moreno-Atanasio & Kevin P. Galvin
Centre for Advanced Particle Processing and Transport, Newcastle Institute for Energy and Resources,
University of Newcastle, Callaghan, NSW 2308, Australia
E-mail: [email protected]
Selective agglomeration can be applied to an aqueous suspension of coal and mineral
particles as a means of retrieving the valuable coal. Using a pure oil binder, such as diesel, the
fine coal can be formed into a high quality, granular product and separated from the unwanted
mineral matter. However, the use of the pure oil also comes at a relatively high cost and this
cost prohibits commercial implementation of this highly effective process. In this work a new,
economic binder was introduced. This binder consisted of a high internal phase water-in-oil
emulsion which was nominally 95 vol% water and 5 vol% organic. This type of binder was
selected as it possessed the hydrophobic surface functionality of oil while the space filling
functionality of the binder was primarily satisfied by the dispersed water droplets within the
emulsion. In this way, the amount and cost of the oil required in the process was reduced.
More specifically, the application of this emulsion binder in the fine coal agglomeration
process led to a 10-fold reduction in the organic liquid dosage required to achieve
agglomeration as compared to tests in which pure oil was used. It was also observed that the
agglomeration time required when using the emulsion binder was one order of magnitude less
than required when using a pure oil binder. Only 3 s was required for complete agglomeration
of the fine particles when using the emulsion binder therefore, indicating the action of a
different agglomeration mechanism with respect to the case of pure oil. This variation in the
agglomeration mechanism was considered to result from the five orders of magnitude
difference in the viscosity of the two binders. That is, it seems that the extremely high, > 100
Pa s, viscosity of the emulsion binder has caused an increase in the collection efficiency and a
modified solid/binder interaction. Overall, the application of this new binder has resulted in a
rapid and reduced cost coal agglomeration process and has, therefore, improved the viability
of beneficiating fine coal.
Page 183
148. EFFECTS OF BINDER ADDITION POLITICS ON THE WET
AGGLOMERATION PROCESS
Silvia Nalesso1, Erica Franceschinis2, Nicola Realdon2 & Andrea C. Santomaso1
1 APTLab-Advanced Particle Technology Laboratory Department of Industrial Engineering
University of Padova, via Marzolo 9, 35131 Padova, Italy
2 PharmaTeG-Pharmaceutical Technology Group- Department of Pharmaceutical and
Pharmacological Science, University of Padua, via Marzolo 5, 35131 Padova, Italy
E-mail: [email protected]
Wet agglomeration is achieved by adding a liquid in an agitated powder mixture. The
liquid is often pure water or a dispersion of a solid binder (typically a polymer) in water to
enhance the agglomeration between particles. The process is carried out in a granulator, which
is designed to obtain a good contact between solid and liquid.
Monitoring the agglomeration process and study the kinetics of the process are necessary
to understand the basic mechanisms of agglomeration. A way to perform this tasks is the
direct observation of the granules growth with a sensor that takes digital images of the powder
bed during all the process. Images can then be processed by digital image analysis to obtain
information about granules size. In particular texture analysis (TA) can be an interesting tool
since image texture contains the information on the granules size. In particular from the
histograms of grey levels intensities of the images it is possible to get information on the
contrast which is related to the average size of the granules.
In this work texture analysis was used in order to study the granulation kinetics of a
system constituted by cellulose microcrystalline (MCC) and xanthan gum (XG). In particular
XG has been added in two different ways: as liquid (pre-dispersed in the water) or as solid
(pre-mixed in the MCC). Granulation experiments were performed in an orbital mixer.
The experiments have shown that, to obtain granules with the same size, a much larger
amount of XG (up to 10 time) was required when pre-mixed in solid form. From kinetics
analysis it appeared that the growth was also faster in this case even if with an initial delay,
probably due to the hydration time of the polymer. Solid binder hydration indeed is a missing
step in the case of pre-dispersion in water. Because of the larger amount of solid binder when
pre-mixed in MCC, the final granules were also mechanically more stable and a good
agreement between texture analysis and sieve analysis was always found independently of the
liquid binder addition rates. Instead in the case of XG pre-dispersed in water the agreement
between TA and sieving was found only for high binder addition rates, suggesting that with
low XG amount the binder addition rate can impact on the strength of the final granules as can
be deduced by the final PSDs which resulted modified by the sieving operation.
Page 184
149. VOLCANIC ASH AGGREGATION IN THE LAB – CAN WE
MIMIC NATURAL PROCESSES?
Sebastian B. Mueller1, Ulrich Kueppers1, Michael Jacob2, Paul Ayris1, Donald B.
Dingwell1, Melanie Guttzeit2, Ulrich Walter2
1 Ludwig-Maximilians-Universität München (LMU), Department of Earth and Environmental
Sciences, Theresienstrasse 41, 80333 München, Germany
2 Glatt Ingenieurtechnik GmbH, Nordstrasse 12, 99427 Weimar, Germany
Explosive volcanic eruptions release large amounts of particles into the atmosphere.
Volcanic ash, by definition pyroclasts smaller than 2 mm, can be distributed around the globe
by prevailing winds. Ash poses hazards to aviation industry by melting in jet turbines, to
human health by entering respiration systems and to society by damaging infrastructure.
Under certain circumstances, ash particles can cluster together and build ash aggregates.
Aggregates range in size from few mm to few cm and may exhibit complex internal
stratigraphy. During growth, weight, density and aerodynamic properties change, leading to a
significantly different settling behaviour compared to individual ash particles. Although ash
aggregation has been frequently observed in the geologic record, the physical and chemical
mechanisms generating the aggregates remain poorly understood. Based on chemical and
physical data of natural ash aggregates, we have designed experiments using the ProCell Lab
System® of Glatt Ingenieurtechnik GmbH, Germany. In this device, a continuous fluidized
bed can be applied on solid particles and simulate gas-particle flow conditions as they would
be expected in volcanic plumes or pyroclastic density currents. We use both analogue material
(Na-glass beads) and natural volcanic ash (from the Eifel volcano field, Germany) for our
experiments. As a binder, we apply salts typically observed on volcanic ash and in natural ash
aggregates, such as NaCl, MgSO4, CaSO4 or KCl. During the aggregation experiments, we
further control parameters such as grainsize, specific surface area and concentration of the
starting material, degree of turbulence, temperature and moisture in the process chamber and
the composition of the liquid phase to influence form, size, stability and production rate of
aggregates. We were able to experimentally produce round, unstructured ash pellets up to
5mm in diameter. A detailed textural description highlights the strongly different properties of
single ash grains and ash aggregates. These experiments aim at experimentally constraining
the boundary conditions required for the generation of strong ash aggregates. A better
mechanistic understanding will serve for more adequate ash mass distribution modelling.
Page 185
150. WET GRANULATION IN A MINI TWIN SCREW
EXTRUDER: EFFECT OF PROCESS AND FORMULATION
VARIABLES ON RESIDENCE TIME DISTRIBUTION AND
GRANULE CHARACTERISTICS
Manuel Kuhs1, Ahmad B. Albadarin1,2, David Egan1, Shaikh Rahamatullah1,
Mark Southern1, Denise Croker1, Gavin Walker1
1Chemial & Environmental Sciences, University of Limerick, Plassey, Co. Limerick, Ireland 2School of Chemical Engineering, Queen’s University Belfast, University Road, Belfast BT7 1NN,
United Kingdom
E-mail: [email protected]
Wet granulation using a twin screw extruder is a promising continuous processing
technique for granulation of pharmaceutical formulations. Although granulating with more
consistency than a traditional high shear batch mixer, [1] the understanding of the granulation
mechanisms in twin screw granulation is still not complete. A particular concern of the
pharmaceutical industry is the high shear rates imposed on formulations during twin screw
granulation.[2] The effect of these high shear rates on the formulation depends, in part, on the
residence time.
Here we analyse the dependence of the residence time in a mini twin screw granulator on
process parameters (screw speed, powder feed rate, liquid-to-solid ratio, viscosity of
granulating liquid), screw configuration (kneading and/or distributive mixing elements) and
formulation (powder size distribution), and also measure the granule size and shape
distributions (GSSD) corresponding to the different residence times. The formulation, a
mixture of microcrystalline cellulose (different batches from different manufacturers) and
polyvinylpyrrolidone, was granulated in a 9 mm twin screw extruder (Extruder Technologies,
NJ, USA) with a length-to-diameter ratio of 39. Water was used as the granulating liquid, and
its viscosity varied by addition of a lubricant. The resultant GSSD was monitored in-line
using an EyeconTM 3D imaging particle sizer and offline analyses. A high resolution Raman
microscope was used to measure the formulation homogeneity of the granules. The residence
time distribution was measured by adding a small dose of dye into the powder feeding port
during steady state operation, followed by the sampling cup method described elsewhere.[3]
Parameter values were chosen using a factorial design, and the results rationalised to further
elucidate the granulation mechanisms in the different screw regions/screw elements and these
effects on the residence time.
In the future it is envisaged that the same experiments will be performed for multiple
pharmaceutical formulations to evaluate the effect of shear on APIs. Such work is possible
due to the small size of the twin screw granulator employed; a formulation can be granulated
and fully characterised using a few grams of powder.
[1] E.I. Keleb, A. Vermeire, C. Vervaet, J.P. Remon, Extrusion granulation and high shear granulation
of different grades of lactose and highly dosed drugs: A comparative study, Drug Development and
Industrial Pharmacy. 30 (2004) 679–691.
[2] M.R. Thompson, Twin screw granulation - review of current progress, Drug Development and
Industrial Pharmacy. (2014) 1–9. doi:10.3109/03639045.2014.983931.
Page 186
[3] A.S. El Hagrasy, J.R. Hennenkamp, M.D. Burke, J.J. Cartwright, J.D. Litster, Twin screw wet
granulation: Influence of formulation parameters on granule properties and growth behavior, Powder
Technology. 238 (2013) 108–115.
Page 187
151. MODELLING OF PARTICLE-AIR INTERACTIONS
DURING FLOW INTO CLOSED CAVITIES
H. Elmsahli, A. Alharbi, R. Baserinia and I.C. Sinka
Department of Engineering, University of Leicester, UK
E-mail: [email protected]
The flow behaviour of powders into dies is important for pharmaceutical tablet
manufacturing because after a die is filled the quantity and structure of the material “locked”
in place define weight and content uniformity. Die fill, however, presents a particular feature:
as the powder is deposited into a closed cavity, the ambient pressure is increased as more and
more powder is introduced and this opposes flow. The interplay between the granular skeleton
and air creates a dynamic process with unique features which have significant practical
implications.
We present a coupled discrete element (DEM) - computational fluid dynamics (CFD)
model which takes into account 1) the drag force as the particle travels through air and 2) the
influence of particles on air flow. The model prediction is compared with experimental
studies. Unique to this study is the experimental measurement of air pressure evolution in the
die during filling and comparison with the model.
Page 188
152. FORMULATION AND EVALUATION OF METHACRYLIC
AND POLY (ACRYLIC) ACID MATRIX TABLETS OF
MEBENDAZOLE FOR COLON TARGETED DELIVERY
J.E Okorie, F.N Uba, O.N.C Umeh & S.I Ofoefule
Drug Delivery and Nanotechnology Research Unit (RUNDD)
Department of Pharmaceutical Technology and Industrial Pharmacy, University of Nigeria, Nsukka
410001, Nigeria
E-mail: [email protected]
A colon targeted mebendazole matrix tablets for once daily administration were formulated
with four polymers. Two methacrylic acid polymers (Eudragit L-100 and Eudragit S®) and
two poly acrylic acid polymers (carbopol 940 and carbopol 941) were used in formulation of
the mebendazole granules and tablets. The Eudragits were used at concentration levels of
10%, 15% and 20% while the carbopols® were used at concentration levels of 5%, 10% and
15%. The granules and tablets were prepared by the wet granulation method and were
evaluated in vitro for flow behavior (for the granules) and for weight uniformity, hardness,
friability, drug content and drug profile studies for the tablets. Erosion rate studies and
medium diffusion rate studies were carried out on the mebendazole tablets in acidified
methanol, pH 6.8 and 7.4. The effects of a super disintegrant, primogel and cellulose acetate
phthalate (CAP) on the release of mebendazole from the matrices were also investigated. The
overall effect of the polymers on the bulk and tapped densities showed that these values for
these parameters were higher for mebendazole granules containing the Eudragits than the
batches containing carbopols. The flow indices based on angle of on repose indicated slight
improvement in the flow of the granules occasioned by the presence of the polymers. Other
indices of flow – Hausner’s quotient and compressibility index indicated good flow for all the
granule batches. The results showed that tablets containing Eudragit® eroded faster in the two
media than tablets containing carbopols®. The Eudragits were found to have higher release
rates than the Carbopols. Carbopol 941 had better release parameters than carbopol 940. It
was also observed that the release of drug from the tablets were relatively higher at pH 7.4
than at pH 6.8 for all the formulations. Primogel increased the rate of release of mebendazole
from all the tablets while CAP exerted retardating effect on the rate of release of the drug
from formulations containing Carbopols. When the release parameters were fitted into
different kinetic models, it was evident that drug release from the tablets followed mixed
order kinetics, while the mechanism of drug released from majority of the formulations was
by fickian diffusion. The release of mebendazole at pH values of 1.2, 6.8 and 7.4 (mimicking
the condition of mouth to colon transit), showed that 66.64% to 73.38% of the drug will
probably be released at the colon. The two formulations containing the Eudragits sustained
the release of mebendazole for up to 14 and 17 h respectively while all the formulations
containing the carbopols sustained the release for up to 24 h. This indicate that though all the
formulations could be utilized as a colon targeted mebendazole formulation for the treatment
of helminthiasis, only the tablets containing Carbopols can be used to formulate a once daily
dosage formulation of mebendazole.
Page 189
Eyecon in-line integration with a fluid bed
granulator
Captured image of particles during a fliud bed
coating process.
153. APPLICATION OF THE EYECON, AN IN-LINE NON
PRODUCT CONTACT PROCESS ANALYTICAL TECHNOLOGY
TO PERFORM PARTICLE CHARACTERISATION DURING
FLUIDISED BED PROCESSES
Paul Cruise1, Emmet Hogan1, Ian Jones1, Stephen Banahan1, Claudio Cortazzo2,
Joachim Fröhlich2, Lilia Sprich2, Raoul Pila2
1 Innopharmalabs 405 Q House, Furze Road, Sandyford Industrial Estate, Dublin 18, Ireland
2 Glatt GmbH, Process Technology, Binzen, Germany
Fluidised bed processes which include granulation, drying and coating improve particle
properties such as compressibility, flowability and dissolution profiles. The agglomeration of
primary powder particles during fluidised bed granulation produces large aggregate granules.
These granulates have improved bulk properties including flowability and compressibility and
also act to reduce the occurrence of segregation of material during manufacturing processes.
Fluidised bed drying reduces the moisture content of the agglomerates prior to further process
steps. Fluidised bed coating is used to improve the dissolution profile, increase the stability of
a drug and to mask unpleasant tastes. The ability to control fluidised bed processes is
therefore crucial to producing consistent quality product, optimising efficiency, preventing
rejection and reducing production cycle time.
An investigation was conducted to determine the ability of the Eyecon, a process analytical
technology (PAT), to monitor granule growth and reduction during fluid bed granulation and
drying processes. An Eyecon was integrated onto a fluid bed granulator for in-line real-time
image capture, analysis of particles and determination of particle size distribution.
The Study showed that Eyecon could be used to successfully monitor particle size
distribution during the process and successfully distinguish process end points in real time
including particle growth, agglomeration and drying phases.
This study highlights the opportunity to use Eyecon as a PAT solution to optimise fluidised
bed processes for a given formulation as a means of controlling a process.
Page 190
Moisture monitoring from Multieye NIR response data. Multieye, multi-channel NIR spectrometer
154. USE OF MULTIEYE, AN IN-LINE NIR BASED PAT
SOLUTION FOR REAL-TIME, NON-PRODUCT CONTENT
MONITORING OF MOISTURE CONTENTS IN A FLUIDISED
BED GRANULATION/DRYING PROCESS
Paul Cruise1, Luke Kiernan1, David Byrne1 Ian Jones1, Denisio Togashi2
1 Innopharmalabs 405 Q House, Furze Road, Sandyford Industrial Estate, Dublin 18, Ireland
2 Dublin Institute of Technology (DIT), Cathal Brugha Street, Dublin 1
The development of Process analytical technology (PAT) instruments provides
opportunities to control processes through the measurement of Critical Process Parameters
(CPP) which affect Critical Quality Attributes (CQA). This will improve the pharmaceutical
industries ability to produce products with consistent quality while reducing waste and costs
while also facilitating migration towards continuous manufacturing.
Near infrared spectroscopy (NIRS) is one such technology used as a PAT alternative to lab
based, solvent intensive wet testing and high performance liquid chromatography (HPLC).
NIRS can be utilised to determine moisture content, blend uniformity and density at line and
in-line for a number of processes including fluidised bed granulation and drying, twin screw
continuous granulation and drying and roller compaction. NIRS allows for high speed
analysis of specific spectral points of interest to monitor critical process parameters for
control of a process.
A trial was undertaken to assess the ability of Multieye to track moisture changes in both a
fluid bed granulation batch process and a continuous twin screw wet granulation and drying
process. Multieye is a multiprobe NIRS solution from Innopharma Labs which can record and
present NIR spectra from up to four channels concurrently thereby improving representative
sampling. For a process such as fluid bed granulation and drying this will allow for blend
uniformity and moisture content to be monitored at numerous locations within the fluid bed
granulator.
Using multivariate analysis a model was constructed based on process specific data. By
applying this model, Multieye successfully monitored moisture content over time for fluidised
bed granulation and drying and twin screw continuous granulation processes.
This study successfully demonstrated the use of Multieye NIRs multiprobe as a PAT
solution for real time non product content monitoring of moisture content for fluidised bed
granulation and drying and also twin screw continuous granulation.
Page 191
155. EVALUATION OF THE GRANULATION PROCESS USING
FLOW AND PARTICLE SIZE ANALYSIS PARAMETERS
Eduardo J. Barbosa, Natalia V. Souza, Leandro Giorgetti, Marcelo D. Duque,
Michele G. Issa & Humberto G. Ferraz
Department of Pharmacy, Faculty of Pharmaceutical Sciences, University of São Paulo, Av. Prof.
Lineu Prestes, 580, Cidade Universitária, São Paulo, Brazil
E-mail: [email protected]
Evaluation of rheological behavior, as well as the characterization of the particle size of
material obtained through granulation processes, may significantly contribute in the scaling-
up of a formulation, and in ascertaining the Design Space, when the product is the result of
Quality by Design. The purpose of this study was to compare granules produced by
conventional humid granulation methods with those produced in a fluidized bed, using an FT4
Powder Rheometer (Freeman Technology) and a 1090 (Cilas) laser diffractometer in dry
mode. The formulations were obtained according to fractional factorial planning (23-1), using
the diluent (microcrystalline cellulose or lactose), the granulation process (conventional or in
a fluidized bed) and percentage of the flocculant agent PVP (5 % or 10 %). The outcomes
were evaluated in two stages, firstly using the flow rate index (FRI) and the average diameter
of the granules for analysis of the experimental design; subsequently, in addition to the latter,
the values '10s, '50s, '90s, stability indexes (SI) and compressibility indexes (CI) were
included in the multivariate analysis of the main components (PA). In the analysis of the
experimental design, for the FRI parameter, the diluent was the variable that proved to have
the greatest influence over the outcomes; however, all the values obtained are very close to
1.0, which is indicative of material with an adequate flow. With regards to average diameter,
the diluent variables and process proved to have significant influence, considering that the
formulations that contained cellulose resulted in larger granules. With regards to the process,
although the granules derived from conventional granulation present a reduced size, it is very
probable that these suffer breakage due to the elevated air flow employed in the drying stage.
For the creation of two new latent orthogonal variables, with 94.2 % retention of original
information, the multivariate analysis enabled a comparison of the formulations to be
established after all the parameters had been analyzed, proving that, regardless of the process,
diluent or quantity of flocculant used, the resulting granules are similar, but with properties
that are different from the starting material (cellulose and lactose) and, most importantly, with
improved flow.
Page 192
156. HIGH SHEAR GRANULATION PROCESSING
PARAMETERS ON THE MECHANICAL PROPERTIES OF
DIATOMITE BASED POROUS GRANULATES (FOR THE
MACRO SCALE I: PROCESSING FOR GRANULATION)
Yujing Liu, Dagobert Scharf, Thomas Graule & Frank Clemens
EMPA, Swiss Federal Laboratories for Materials Science and Technology, Laboratory for High
Performance Ceramics, Uebenlandstrasse 129, 8600 Duebendorf, Switzerland
E-mail: [email protected]
Diatomite is categorized as a type of natural porous material, with wide pore size
distribution and large surface area, providing it for applications in the fields of catalysts
supports, separation filters, bio-device scaffolds and other related areas. However, for
diatomite application as catalyst supporting materials using in fluidized bed reactors (e.g.,
chemical looping combustion process, methanation industry, et.al), another requirement on its
mechanical stability is also of great necessity, in addition to the sound needs on its porous
network. In this work, the enhancement of mechanical properties of diatomite based porous
granulates was carried out through adjusting the processing parameters during high shear
granulation process[1].
Via tuning the granulation parameters, such as pan rotation speed, rotation modes between the
pan and the impeller, as well as the factor of granulation time, the size distribution and the
mechanical stability of formed granulates were adjusted. Specifically, the pan rotation speed
can assist the change of granulate growth mechanism and thus affect their mechanical attrition
resistant ability; the rotation mode between impeller and pan has an influence on the powder
distribution inside of the pan and the modification of granulate growth rate can be observed; a
certain prolongation of granulation time has no influence on granulates mechanical stability
but only increases the granulate size. This work provides interesting insights into the
understanding of granulation mechanism.
Illustration image: Granulates fabrication route variation and resulted granulate surface
morphology differences
[1] Y. Liu, D. Scharf, T. Graule, F. J. Clemens, Powder Technology, 263 (2014) 159-167.
Page 193
157. A PRACTICAL APPROACH FOR THE SCALE UP OF
ROLLER COMPACTION PROCESS
Weixian Shi & Omar Sprockel
Drug Product Science and Technology, Bristol-Myers Squibb, 1 Squibb Drive
New Brunswick, NJ 08903 USA
Roller compaction as a unit operation has been studied extensively. Based on the Johanson
model, which describes the principle of ribbon formation, various methods with the emphasis
of matching normal stress betweens scales have been derived and unitized for scale up.
However, since measuring the material properties required in the models is challenging,
design of experiment (DoE) at the commercial scale is still conducted to identify proper
conditions for operating roller compaction. Additionally, there are much fewer investigations
on scale up of milling, the step following ribbon formation. While milling can be a
mechanically separate unit operation, some roller compactors have combined ribbon
formation and milling mechanism, making it a continuous operation. In this study, we focus
on the scale up of such roller compactor. We investigated an alternative approach for the scale
up of ribbon formulation, which required only one batch at the commercial scale to set the
operational conditions. Moreover, we identified that the milling operation at pilot scale and
commercial scale had different impact on the granules.
The scale up of ribbon formation was based on a probability method. It was sufficient in
describing the mechanism of ribbon formation at both scales. In this method, a statistical
relationship between roller compaction parameters and ribbon attributes (thickness and
density) was first defined with DoE using a pilot Alexanderwerk WP120 roller compactor.
While milling parameters was included in the design, it has no effect on any of granule
properties within the study range. The statistical relationship was then adapted to a
commercial Alexanderwerk WP200 roller compactor with one experimental run on the
Alexanderwerk WP200. The experimental run served as a calibration of the statistical model
parameters. The proposed transfer method was then confirmed by conducting a mapping
study on the Alexanderwerk WP200 using a factorial DoE, which showed a match between
the predictions and the verification experiments.
When scale up the milling, we selected to maximize the throughput on the commercial
scale, which dictated that matching the linear speed of milling blades between the two scales
was impossible as the milling chamber would be jammed at the commercial scale using the
same linear speed as that at the pilot scale. Thus a milling study at the commercial scale was
conducted. Contrarily to the pilot scale, the milling study showed significant impact on the
particle size distribution despite its ineffectiveness of downstream processes. More
interestingly, there was an optimal milling speed at which particle size was minimized or
milling, as a size reduction method, had least effectiveness.
The current study demonstrates the applicability of the ribbon formation transfer method
using the statistical model from the pilot scale calibrated with one experiment point at the
commercial scale. It also suggested that milling operation have different impacts at different
scales.
Page 194
Polymer
coating
protects
the active
from
attack by
media
component
Coating
dissolves in
end use
application
to release
the active
into solution
158. RESPONSIVE POLYMER COATED PARTICLES FOR
CONSUMER PRODUCTS
Lisa E. Scullion, Paul. H Findlay & David A. Pears
Revolymer (U.K.) Limited, 1 Newtech Square, Zone 2, Deeside Industrial Park, Flintshire, CH5 2NT
UK
E-mail: [email protected]
There are many challenges associated with stabilisation of active benefit agents in
detergent, personal care and other household and professional product formulations.
Revolymer’s encapsulation and particle processing technologies aims to enable new types of
formulation with improved consumer benefits whilst having long shelf life and fast release of
actives in use. Such technology will for example enable superior performance at low
temperatures and with short wash cycles.
The market for liquid formulations of laundry detergents and other non-laundry cleaners
continues to grow more rapidly at the expense of the conventional powder market, fuelled by
retailer and end user preferences. However, current liquid laundry formulations do not
contain bleaching agents, which are important constituents of most modern powder
formulations and play a key role in cleaning and hygiene. This is because it has not, to date,
been possible to stabilise such actives in a liquid formulation. Revolymer’s household
technology team have developed polymeric barrier materials which are able to stabilise the
cleaning actives in liquid formulations so their shelf lives are significantly extended. These
polymeric coating materials are ‘stimuli-responsive’ in that the actives are protected whilst
they remain in the liquid product formulation. When the product is used during the cleaning
process, the responsive polymer coatings are sensitive to changes in environment such as pH,
dilution or ionic strength and quickly disperse to release the active into the cleaning cycle.
High performance cleaning actives can also be stabilised in powder and tablet forms for
laundry and autodishwash formulations using a combination of granulation or spheronisation
in combination with the responsive barrier coating to give robust, free-flowing uniform
particles that protect the active from incompatible formulation ingredients.
Page 195
159. ASSESSMENT OF WETTING AND DISPERSING
MEASUREMENTS OF DAIRY POWDERS AND THE
AGGLOMERATES
Junfu Ji1, 2, John Fitzpatrick2, Kevin Cronin2, Abina Crean3 & Song Miao1
1 Teagasc Food Research Centre, Moorepark, Fermoy, Co. Cork, Ireland 2 School of Engineering, University College Cork, College Road, Cork, Ireland
3 School of Pharmacy, University College Cork, College Road, Cork, Ireland
E-mail: [email protected]
Rehydration is an important powder property and is regarded as a critical issue by the dairy
industry. As most dairy powders either exhibit poor wettability with the material floating on
the surface of solution, or disperse very slowly accompanied by lump formation, traditional
powder rehydration measurements are relatively empirical with poor reproducibility. Thus,
more reliable techniques tailored for dairy powders should be developed based on varied
rehydration behaviours and applications. In this paper, a critical assessment to identify the
measurement characteristics of dairy powder rehydration is presented. Milk protein powders,
and their agglomerates, which were produced from fluidised bed granulation, were used as
model systems in this study. Wettability measurements based on four different wetting
procedures (Immersion, Capillary rise, Condensation and Spreading) and dispersability
measurements (Dispersed solids in supernatant, Size of dispersing particles, Light
transmission and Conductivity of suspension) are compared and analysed respectively. The
results show that the method based on immersional wetting procedure is only appropriate for
skimmed milk powder while the method for capillary rise wetting is more useful for the
agglomerated powders with porous structures. Contact angle in spreading wetting approach is
found more straightforward to show the hydrophobicity or hydrophilicity of dairy powders.
At the same time, if compared with traditional dispersibility measurements, light transmission
of suspension is suitable to reflect optical properties of slow dispersion process of casein-
dominant powders. Light scattering methods can also be used to measure the dynamic size
change of particles and thus monitor the dispersion process. Furthermore, the conductivity of
suspensions is considered as a useful indicator to quantify the dispersibility indirectly by the
release of minerals during rehydration. In summary, it is necessary to understand the
specialities and applications of dairy powders before choosing the appropriate rehydration
methods.
Page 196
160. THE SPECIFICATIONS FOR THE SUSTAINABLE-DESIGN
OF THERMO-HYDRO-MECHANICAL PROCESSES OR THE
ELABORATION OF AGGLOMERATED PRODUCTS
Bettina Bellocq, Agnès Duri, Bernard Cuq & Thierry Ruiz
UMR IATE 1208 CIRAD/INRA/Montpellier SupAgro/Université Montpellier – 2 Place Pierre Viala,
34060 Montpellier cedex 5, France.
E-mail: [email protected]
Although scientific works have been conducted over the 15 last years, theory of
agglomeration are still missing to understand the uses of reactive powders during the
processing of durum wheat into agglomerated couscous grains. Due to the multiplicity of
mechanisms, the end product properties cannot be predicted. More over the current industrial
process is particularly poorly eco-efficient and energy consuming. The objective of the
present work is to generate relevant data for the specifications for the sustainable-design of
thermo-hydro-mechanical processes for the elaboration of couscous grains. Our approach is
based on coupling experimental and modeling works to investigate the contributions at
complementary scales: at the products and process scale. Knowledge integration is based on
the elaboration of functional diagrams using a Dimensional approach (DA). The
representation by dimensionless numbers for water/solid particle meeting, particle sticking
and grain mobility, associated with the governing ratios which characterize the mechanisms of
mass and energy transfers, allows to propose specific diagrams to describe the couscous
process. Dimensional analysis (DA) is considered as a way to allow the decomposition of the
whole couscous process. Dimensional Analysis is first conducted to investigate the rotating
durum process under different trimming parameters and process conditions. The target
parameters have been chosen from the physicochemical properties of the final agglomerated
powder.
Page 197
161. DETERMINATION OF COMPARTMENT RESIDENCE
TIMES WITHIN BATCH GRANULATORS USING
COLORIMETRIC ANALYSIS
Andrew D. McGuire, Sebastian Mosbach, Kok Foong Lee & Markus Kraft
Department of Chemical Engineering and Biotechnology, University of Cambridge, New Museums
Site, Pembroke Street, Cambridge, CB2 3RA, UK
E-mail: [email protected]
Granulation equipment rarely consists of a singular well-mixed volume with constant
processing conditions. As a result, such systems are now typically modelled as a series of
compartments, with each compartment exhibiting its own processing conditions (binder
addition rate, shear rate, residence time etc.). The rate at which particles are to be transferred
between compartments is a key input parameter in the compartmental simulation of wet
granulation processes; however, it is generally unknown.
In this work, wet mixing experiments using coloured granules are coupled with
colorimetric image analysis methods to evaluate the concentrations of various particle colours
across the bed surface and their evolution in time. This method is particularly advantageous
due to its inherent simplicity, speed and low cost relative to competing technologies. The data
derived using this method is used to estimate the rate at which particles are transferred
between compartments. These rates (and the notion of particle colour) are incorporated into
an existing compartmental population balance model for the simulation of high shear batch
granulation processes. The colorimetric method is compared with previous PEPT results
within the literature which were obtained using the same mixing equipment.
Particle concentration tracking within a compartment with model fit.
Page 198
162. DEVELOPMENT OF EXTENDED RELEASE COATED
PELLETS FOR HYPERTENSION AND ANGINA TREATMENT
Luciane F. G. Souza1 , Marcello Nitz2 & Osvaldir P. Taranto3
1,2 School of Engineering, Mauá Institute of Technology (IMT), São Caetano do Sul, SP, BR
3 School of Chemical Engineering, University of Campinas (UNICAMP), Campinas, SP, BR
E-mail: [email protected]
Among the various pharmaceutical forms for oral use, pellets have attracted increasing
interest due to several advantages, such as the suitability to film coating. Nifedipine is a
poorly soluble active principle widely used in the hypertension and angina treatment. Many
studies have been performed in order to improve the solubility of slightly soluble drugs with
the use of a disintegrating agent. In this study, nifedipine extended release pellets were
produced by extrusion-spheronization, and then received a coating layer with commercially
available aqueous polymer, Opadry®II, in a fluid bed coater with a Wurster insert. The
coating layer aimed to avoid degradation by exposure to light without affecting the release
profile. The 25% w/w nifedipine pellets were formulated with microcrystalline cellulose,
lactose, sodium croscarmellose (desintegrating agent), PVP-K30 and PEG4000. A
comparison study of the dissolution profiles of coated and uncoated pellets using 0.50%
sodium lauryl sulfate in simulated gastric fluid (pH 1.2) was performed. The results showed
an extended release profile for the coated and uncoated pellets in accordance with the US
Pharmacopeia standards. The drug content and the release profiles were not significantly
affected by storage at 40 ºC and 75% relative humidity in both coated and uncoated pellets.
However, when exposed to fluorescent light, the coated pellets lost only 5% of the drug
content, while the uncoated pellets lost more than 35%.
Uncoated pellets (150 x)
Coated pellets (150 x)
Dissolution profile of uncoated pellets Dissolution profile of coated pellets
Page 199
163. STUDY ON TWO-WAY COUPLING OF GAS-SOLID TWO-
PHASE FLOW OF CYLINDRICAL PARTICLES
Cai Jie1,2, Zhong Wen Qi1 & Yuan Zhu Lin2 1 Thermal-Energy Institute, Southeast University, 78 Bancang street, Nanjing 210096, P. R. C.
2 School of Energy and Mechanical Engineering, Nanjing Normal University, 2 Sipailou, Nanjing
210042, P. R. C.
In this study, a three-dimensional model of slender particle gas-solid two-phase flows
based on rigid dynamics, κ - ε model was established. In this model, the two-way coupling
correlation between slender particle and flow field was established based on the correction
between Lagrangian time scales and κ - ε model, the force and motion model of slender
particle was established according to Euler dynamics, and the coupling correlation between
two slender particles was taken into account by using the rigid collision dynamics and
modified Nanbu collision probability theory. To validate the model, a fluidized experiments
of slender particles in a cold-state fluidized bed was carried out. The gas-solid two-phase
fluidization characteristics of slender particles are obtained. It is found that slender particles
arriving at the exit of the riser the earliest come from the near-wall regions, the horizontal
transfer of so many slender particles from the radial centre regions to the near-wall regions is
evident. Meanwhile, there is no distinct relationship between the number concentration and
inlet wind velocity.
Fluidization of cylindrical particles in a riser at different time step
Page 200
164. MODEL PREDICTIVE CONTROL OF CONTINUOUS
MECHANOCHEMICAL SYNTHYSIS BASED ON SELF-
SUSTAINING REACTIONS
Ahmad B. Albadarin1,2, Ciara Griffin, Mark Davis, David Egan1 &
Gavin Walker1,2
1 Chemial & Environmental Sciences, University of Limerick, Plassey, Co. Limerick, Ireland
2 School of Chemical Engineering, Queen’s University Belfast, University Road, Belfast BT7 1NN,
United Kingdom
E-mail: [email protected]
The aim of continuous material processing is to intrinsically inter link each unit operation
in order to eliminate the requirement for corrective processing steps, via the development of
hybrid technologies. The possible approach for developing the predictive control model can
involve the mapping of the continuous granulation process, which will provide a basis for
advanced processing and mechanochemical synthesis. In this study we analyse the data from
a number of published works on mechanochemical synthesis, with the aim of establishing
critical material attributes and key process parameters in order to formulate an empirical
model to predict ignition time of self-sustaining reactions, which has been used previously as
a tool to study mechanochemical activation [1]. Ultimately, we aim to use these batch data
and empirical models as a basis for the design of continuous mechanochemical processes.
A self-sustaining reaction can be induced after a certain activation time if a sufficiently
exothermic powder mixture undergoes mechanical shear, typically in a ball mill, under the
term Mechanically induced Self-sustaining Reactions (MSR's). Previous researchers have
indicated that SMR's depend mainly on their adiabatic temperature [1], which is often
simplified to the ratio of the reaction enthalpy to the room temperature heat capacity of the
products (ΔH/Cp), but also to engineering process parameters such as the configuration of the
mill and the kinetic energy imparted on the reactant powders.
In this work we analysed of a number of previously reported data sets on MSR's and
related them to the adiabatic temperature and process parameters. Previous researchers
proposed a ΔH/Cp rule-of-thumb to determine when a self-sustaining reaction might occur,
where an MSR can propagate without the use of an external energy when ΔH/Cp is >2000K
[2]. Indeed, on analysis of the MSR data compiled in a recent review [3], we found that there
is no correlation between adiabatic temperature and ignition time above the 2000K threshold.
Moreover, the adiabatic temperature and the arithmetic mean of the melting points of the
materials, indicate an almost normal distribution with respect to ignition time. Significantly,
we determined a stronger correlation between engineering process parameters and the system
kinetic energy to ignition time, above the 2000K threshold.
[1] L. Takacs, Self-sustaining reactions as a tool to study mechanochemical activation, Faraday
Discuss., 2014, 170, 251
[2] Z.A. Munir, U. Anselmi-Tamburini, Mater. Sci. Eng. R 3 (1989) 277–283
Page 201
[3] R. Ebrahimi-Kahrizsangi, Ignition time of nanopowders during milling: A novel simulation,
Powder Technology 272 (2015) 224–234
165. MECHANOCHEMICAL SYNTHYSIS OF
HYDROXYAPATITE EMPLOYING HIGH AND LOW SHEAR
MILLING PROCESSES
Ahmad B. Albadarin1,2, Ciara Griffin, Mark David, David Egan1, and
Gavin Walker1,2
1 Chemial & Environmental Sciences, University of Limerick, Plassey, Co. Limerick, Ireland
2 School of Chemical Engineering, Queen’s University Belfast, University Road, Belfast BT7 1NN,
United Kingdom
E-mail: [email protected]
The invention and application of cleaner, more sustainable ways of performing chemical
synthesis in the pharmaceutical, biomedical and fine chemical sectors is a priority goal
internationally for the foreseeable future. Mechano-chemistry, in which solid reactants are
vigorously ground together with minimal or even no solvent, is now attracting attention as an
alternative to traditional solvent-intensive approaches.
Here we analyse the mechano-synthesis of hydroxyapatite from calcium hydroxide and di-
ammonium phosphate, which follows the reaction below [1]:
Reaction 1: 10Ca(OH)2 + 6(NH4)2HPO4 → Ca10(PO4)6(OH)2 + 12NH3 + 18H2O
The mixed reactants with a molar ratio of 1.67 Ca/P were milled by using tungsten carbide
vials and balls in a rotary ball mill. The powder to ball mass ratio was varied from 1/4 - 1/6 -
1/8. Three rotation speeds were employed 50 rpm, 100 rpm and 200 rpm for a period of up to
24 hours. A further set of experiments were undertaken in an industrial high energy planetary
ring-and-puck mill for a period of up to 1 hour. The process parameters normally considered
within a ball milling process are: (i) revolution speed or rotational speed at a constant speed
ratio; (ii) milling time (equivalent to reaction time); (iii) filling ratio of milling balls or the
number of milling balls at constant chamber size; (iv) filling ratio of grinding material or ball
to powder ratio [2].
Results from the high and low shear experimental processes were compared for both
reaction kinetics and reaction yield, with respect to formation of hydroxyapatite as measured
by PXRD and Raman spectroscopy. The experimental data indicated that hydroxyapatite was
successfully formed in both experimental procedures, with the reaction giving almost 100%
yield within the planetary mill. Correlation of the experimental data to the average kinetic
energy imparted on the reactant powders and to the reaction time was undertaken. It was
determined that the kinetic energy of the system played a critical role in determining both the
rate and extent of the reaction. This correlates with previous research on organic
mechanochemical synthesis of Suzuki–Miyaura reactions using ball mill processes [3].
[1] S. Adzila, et al., Mechanochemical synthesis of nanohydroxyapatite bioceramics, Indian Journal of
Chemistry, Vol 52A, December 2013, pp 1570
[2] C.F. Burmeister and A, Kwade, Process engineering with planetary ball mills, Chem. Soc. Rev.,
2013, 42, 7660
Page 202
[3] F. Schneider, A. Stolle, B. Ondruschka and H. Hopf, Org. Process Res. Dev., 2009, 13, 44–48.
166. LIQUISOLID TECHNOLOGY APPLIED TO PELLETS
Bianca R. Pezzini1, 2, André O. Beringhs3, Humberto G. Ferraz1, Marcos A.
Segatto Silva3, Hellen K. Stulzer3 & Diva Sonaglio3
1 Faculty of Pharmaceutical Sciences, University of São Paulo, São Paulo, Brazil
2 Department of Pharmacy, University of Joinville Region, Joinville, Brazil
3 Department of Pharmaceutical Sciences, Federal University of Santa Catarina, Florianópolis, Brazil
E-mail [email protected]
Liquisolid technology is a poorly explored but promising technique to improve the
dissolution rate of low solubility drugs. These systems can be obtained by dissolving or
dispersing the drug in a non-volatile solvent and mixing it with solid excipients (carrier and
coating material). The mixture can be converted in a final dosage form by compression into
tablets or filling into capsules. The purpose of this study was to evaluate the feasibility of
liquisolid pellets (LSP) as an innovative drug delivery system combining the advantageous
properties of multiple-unit dosage forms and the liquisolid formulations. In this way, four
LSP formulations (F1, F2, F3 and F4) were obtained by extrusion-spheronization and fluid
bed drying, using felodipine as a model drug. Copovidone (Kollidon® VA 64) in water (1%)
was employed as the granulating liquid and microcrystalline cellulose PH 102 as the carrier
material. The effects of the concentration of crospovidone (Kollidon® CL-SF) as a coating
and disintegrant material (4% or 8%) and the type of non-volatile solvent, polyethylene glycol
400 (PEG 400) or macrogolglycerol ricinoleate (Cremophor® EL), on the drug dissolution
profile were assessed. Two conventional pellets formulations (CF1 and CF2) were also
obtained without the addition of any non-volatile solvent. The dissolution profiles were
determined using the paddle method, 100 rpm, 900 mL of 0.1 N HCl pH 1.2 containing
sodium lauryl sulphate 1% at 37 °C. The dissolved drug was quantified by absorption
spectrophotometry at 364 nm. All LSP formulations had increased drug dissolution profiles
compared to its correspondent conventional formulations (Figure 1), and the percentage of
drug released in 60 min (Q60min) followed the decreasing order: F2>F4>F1>F3 (ANOVA,
p<0.05). Cremophor® EL was considered more effective in improving the drug dissolution
rate compared to PEG 400. The presence and the amount of crospovidone in the formulations
also showed remarkable positive effects on the drug dissolution. The liquisolid pellets
developed have excellent flow properties and can be easily converted into a final dosage form
by encapsulation. In addition, this study showed that liquisolid systems might be successfully
incorporated into multiparticulate systems such as pellets. The literature didn’t describe so far
the development of liquisolid pellets and the use of crospovidone as a coating material in
liquisolid formulations. Therefore, this study consists in an innovation and expansion of the
current liquisolid technology.
Page 203
Figure 1. Dissolution profiles obtained for felodipine liquisolid (F1, F2, F3 and F4) and
conventional (CF1 and CF2) pellets
Page 204
167. COUPLED GAS FLOW AND POWDER DEFORMATION
UNDER ROLLER COMPACTION
Abderrahim Michrafy, Lucia Prerez Gandarillas & Alon Mazor
Université de Toulouse, Mines Albi, CNRS, Rapsodee, Campus Jarlard, F-81013 Albi cedex 09
E-mail: [email protected]
Dry granulation of powder is a continuous process used in the pharmaceutical industry to
produce free flowing granules. Ribbons are firstly formed using a roll press and then milled to
produce granules. In the operation of roller compaction, the entrapped air in the powder
influences the production conditions and the ribbon’s quality particularly for fine powders.
For this, most of the roller presses are equipped with pumping systems offering different
designs. The effect of air in powder processing is often emphasized in the literature, but few
experimental and modeling works have been addressed [1, 2]. Practically, the achievement of
the optimum process performance in the pharmaceutical industry is based on trial-and-errors
techniques, but this approach results in an increase of operating cost and time, especially with
high-value materials. Modeling approach can be used as an alternative method to gain a better
understanding of the interaction “solid-air” and “process parameters” by providing necessary
information for proper equipment and operating conditions.
The goal of this work is to investigate this problem by 2-D finite element modeling using
coupled gas flow and solid deformation in porous media. In this approach, the deformation of
solid material is described by Drucker-Prager Cap model and the gas flow is governed by a
pressure-dependent effective permeability based on Darcy’s law where the permeability is
expressed as a function of the porosity using Carman–Kozeny relationship. In this modeling,
the gas is assumed ideal and isotherm and the effect of gas pressure on solid stress is
neglected between rolls. Numerical simulations were conducted using input data of bentonite
powder. Solid and gas properties distributions were computed. The predicted gas pressure
showed a sudden increase just after the nip angle wherein the pumping of air is often
recommended. Results of the gas velocity (Figure 1) showed a relative delay to solid speed
with high values in the vicinity of the roller. This result is in agreement with the low
permeability of the solid in the contact zone with the roll where the air is better brought by the
movement of the solid.
Figure 1. Gas speed (arrow) and Dimensionless Pressure Gradient at the entry of rolls ÑPg / rsg
in [0.6 – 36], where g is the gravity, ÑPg the gas pressure gradient and rs the solid density
[1] J.R. Johanson, B.D. Cox, Fluid entrainment effects in roll press compaction, Powder Handl.
Process. 1 (1989) n°2.
[2] V. Esnault, A. Michrafy, D. Heitzmann, M. Michrafy, D. Oulahna, Processing fine powders by roll
press, Powder Technology 270 (2015) 484–489
Page 205
168. PROTECTIVE EFFECT OF SUGARS ON THE VIABILITY
OF LACTOBACILLUS RHAMNOSUS GG AFTER SPRAY-
DRYING
Géraldine AM. Broeckx & Filip Kiekens
Department of Pharmaceutical Technology and Biopharmacy, University of Antwerp,
Universiteitsplein 1, B-2610 Wilrijk, Belgium
E-mail: [email protected]
Increasing research on the health benefits of probiotics, not only for the gut microbiota, is
showing the growing interest of the pharmaceutical industry in probiotics! Many diseases are
characterized by an increase in pathogenic bacteria and a decrease in beneficial bacteria, the
so-called probiotics. If the manufacturing processes to obtain viable probiotics are better
understood, better, more precise results can be obtained and more clarity can be given
concerning the health benefits of probiotic bacteria. One of the key challenges of processing
probiotics is their viability, associated with the shelf life of the finished product, since the
probiotics are expected to have only limited effects when dead. During manufacturing and
storage, probiotics are prone to a number of environmental factors such as heat, moisture, air,
high pressure, light, chemical stability, etc. that tend to hamper the final quality of the
ingredients. There is a consensus that preservation of products, particularly enzymes and
bacteria, in their dry form enhances long term storage stability and activity.
In this project the effect of saccharide protectants is evaluated on the viability of
Lactobacillus rhamnosus GG (LGG). The saccharides tested are lactose, trehalose, mannitol
and dextran. They are added at two different time intervals to the probiotic cells: 1) addition
to the growth medium or 2) addition to the bacterial suspension prior to spray-drying. From
the sugars added to the growth medium of LGG mannitol gave the best viability results. When
the saccharides were added to the bacterial suspension just before spray-drying samples
spray-dried with trehalose showed the highest viability. The higher the amount of saccharide
added to the bacterial suspension the higher the survival rate. The cumulative effect of the
addition of mannitol to the growth medium and the addition of trehalose to the bacterial
suspension gave no better viability than the addition of solely trehalose to the bacterial
suspension. The influence of storage temperature was evaluated on a sample as such, without
addition of any sugars and a sample with addition of 2 parts trehalose. Results show that
storage of the samples at room temperature have a viability of less than 107 CFU/100 mg
spray-dried powder. The sample as such showed a one log reduction after storage at 4°C, the
sample with 2 parts trehalose added showed no viability loss after 1 year. It can be concluded
that the addition of saccharides enhances the viability not only after spray-drying, but also
after storage of 1 year.
The viability of probiotic bacteria after spray-drying can also be enhanced by pretreatment
procedures that lead to increased resistance of the bacteria to the spray-drying process. The
influence of a stress procedure prior to spray-drying will be examined. The hypothesis states
that bacteria which are exposed to sublethal stress can form resistance factors that can render
the bacteria more resistant to the spray-drying process and thus higher viability results can be
obtained.
Page 206
169. INVESTIGATION OF THE AXIAL PARTICLE TRANSPORT
IN A CONTINUOUSLY OPERATED HOROZONTAL FLUIDIZED
BED
Eugen Diez & Stefan Heinrich
Institute of Solids Process Engineering and Particle Technology, Hamburg University of Technology,
Denickestraße 15, 21073 Hamburg, Germany
E-mail: [email protected]
For continuous treatment of powders progressively horizontal fluidized beds are used.
These horizontally structured apparatuses are characterized by a rectangular cross section. An
advantage of a horizontal fluidized bed is the flexible partitioning of the process chamber into
several stages due to weirs to apply different processes like granulation, drying or cooling in a
single apparatus. The compartmentation provides a targeted impact on the transport behaviour
and the residence time of the particles which are feed into the process chamber.
In this work the particle transport behaviour across the stage boundaries is investigated
utilizing different weir configurations (over, under and lateral flow). Particularly particle
classification and segregation effects are taken into account to examine the influence of
different weir assembly on the residence time of particles in the process chamber. Based on
the fluidized bed spray granulation process courser particles are fed into a bed (starting
material) of smaller particles analyse the transport and residence time behaviour of the coarse
fraction.
Set-up of horizontal fluidized bed apparatus
Acknowledgement: The financial support of DFG (Deutsche Forschungsgemeinschaft) within
the priority program SPP 1679 "Dynamic simulation of interconnected solids processes
DYNSIM-FP" is gratefully acknowledged.
Page 207
170. THE EFFECT OF PROCESSING ROUTE ON MATERIAL
SURFACE PROPERTIES
Majid Naderi1, Nektaria Servi1, Anett Kondor1, Manaswini Acharya1, Jurgen
Dienstmaier1 & Dan J. Burnett2
1 Surface Measurement Systems, Alperton, Middlesex, HA0 4PE, UK
2 Surface Measurement Systems, Allentown, PA 18103, USA
E-mail: [email protected]
Crystalline active pharmaceutical ingredients can become amorphous either intentionally
(i.e. spray-drying, freeze-drying, extrusion, etcetera) or unintentionally during different
manufacturing processes (e.g. blending and micronization). Although all above routes may
produce amorphous regions, the physical properties and ultimate behaviour of these materials
may vary dramatically.
Finite concentration Inverse Gas Chromatography (IGC) experiments allow for the
determination of surface energy distributions which more accurately describe the anisotropic
surface energy for real materials. In this study, the surface energy heterogeneity and surface
acid-base properties of Indomethacin were measured to investigate the effect of processing
route on material surface properties.
Dispersive surface energy profiles show similar shapes for crystalline and quench cooled
Indomethacin (Figure 1).
Figure 1. Dispersive surface energy distributions
There is no evidence of any bulk amorphisation in milled Indomethacin. High dispersive
surface energy values could be due to formation of defect sites, kinks, steps etc. or exposure
of higher energy crystal facets during the milling process.
25.0
30.0
35.0
40.0
45.0
50.0
0.00 0.02 0.04 0.06 0.08 0.10
Dis
pe
rsiv
e S
urf
ace
En
erg
y [m
J/m
2]
Fractional Surface Coverage [n/nm]
Crystalline
Milled
Quench Cooled
Page 208
171. STUDY OF THE INFLUENCE OF THE DIAMETER OF A
CONICAL HOPPER ORIFICE ON THE PARAMETERS OF THE
FLOW EQUATION FOR SIZE FRACTIONS OF SORBITOL
GRANULES
Hana Hurychová, Malek Azar, Zdeňka Šklubalová & Jan Stoniš
Department of Pharmaceutical Technology, Charles University in Prague, Faculty of Pharmacy,
Hradec Králové, Czech Republic
E-mail: [email protected]
Flowability of pharmaceutical particulate materials is important in processing of dosage
forms. To avoid any discharge problems, determination how material flows is necessary. The
influence of the diameter of a hopper orifice on mass flow rate of powder is generally
described using power law equation.
This work studies the dependence of the mass flow rate Q (g/s) of the size fractions of
granules in the range of 0.346-0.669 mm on the diameter of the aperture D (cm) of a conical,
stainless steel hopper in the range of 0.6 -1.5 cm. The granules were prepared from free-
flowable pharmaceutical powder excipient, sorbitol (Merisorb®200), by wet granulation
method. The results were modelled with a general power equation and with the Jones-Pilpel
power equation [1]. Using the actual parameters of the detected power equation, the precision
of the flow rate prediction was compared for both equations using an average relative
deviation between the experimentally obtained value of mass flow rate and the reverse
estimated one.
The proposed power equation in which the intercept represents the estimate of the particle
flow rate through orifice of unit diameter allows the estimation of the mass flow rate with the
same precision as the traditional power flow equation. The clear meaning of the parameters
makes the proposed equation beneficial for possible use in pharmaceutical technology.
[1] T. M. Jones, N. Pilpel, The flow properties of granular magnesia. J. Pharm. Pharmacol., 18 (1966)
429-442.
Page 209
172. IMPACT OF SURFACE PROPERTIES ON WETTING
BEHAVIOR OF THIN FILMS AND POWDERS
Alessandro Gianfrancesco & Constantijn Sanders
Nestec Ltd., Nestlé Product Technology Centre, Nestlé Strasse 3, 3510 Konolfingen, Switzerland
E-mail: [email protected]
Good wetting behaviour is a key property to achieve dissolution or dispersion of food
powders. This is a function of composition and agglomeration degree of the particles, but also
of the state of the surface. Depending on the processing and storage conditions, the
composition of the powder surface can be different from the bulk. Other physical properties
such as water activity and water content might also differ. In this work we use the contact
angle method to measure the wetting behaviour of spin-coated thin films with different
composition, which are representative of possible composition at the surface of a powder. We
put into evidence how overrepresentation of proteins at the surface could lead to a worse
wetting compared to substrates where low molecular weight carbohydrates such lactose are
present. We then discuss how processing conditions in particular during spray drying can be
adjusted to generate different surface compositions leading to different wetting behaviour.
Page 210
173. MODELING GRANULATION BEHAVIOR IN AN
AGITATED FILTER DRYER
Ashutosh Tamrakar1, Alfeno Gunadi2, Patrick M. Piccione2 & Rohit
Ramachandran1
1 Department of Chemical and Biochemical Engineering, Rutgers, the State University of New Jersey,
Piscataway, NJ, 08854, USA
2 Process Studies Group, Technology & Engineering, Syngenta Ltd., Bracknell, Berkshire, United
Kingdom
E-mail: [email protected]
During the agitated drying phase in an AFD operation, the mechanical agitation of the wet
cake, implemented to enhance heat and mass transport, has been commonly observed to result
in formation of undesired agglomerates that require further processing. Only relatively few
experimental studies of the effects of operating parameters (temperature, agitation rate),
design parameters (vessel/impeller geometry) and material properties (particle size, particle
size distribution, thermal properties of solvent and solid) on the drying and granulation
kinetics have been described in the literature. In absence of robust predictive models, the go-
to solution in order to avoid the granulation behavior of APIs during drying has been use
minimal amount of agitation which is not only suboptimal but also significantly increases the
drying times.
The simulation of granulation behavior in AFD is particularly challenging because the
filter-drying processes are mechanistically governed by simultaneous heat, mass and
momentum transfer equations. In addition, the behavior of agglomeration growth and drying
pathway varies significant with the physical properties of the residual solvents in the cake as
well as the operating conditions of the agitated dryer. A comprehensive modeling approach to
simulate both drying and granulation behavior in AFDs through implementation of a coupled
Discrete Element Modeling (DEM) - Population Balance Modeling (PBM) simulation is
proposed. Additionally, experimental analysis of the drying behavior at various conditions are
also studied to provide preliminary validation and to get insight into the competition between
attrition and agglomeration phenomena.
Figure 1. a) Experimental setup for agitated drying experiments b) Identical simulation setup
for conducting DEM calculations
a) b)
Page 211
174. ROLLER COMPACTOR: THE EFFECT OF NANO-
INDNTATION HARDNESS OF PRIMARY PARTICLE
Riyadh B. Al Asady, Michael J. Hounslow & Agba D. Salman
Department of Chemical and Biological Engineering, University of Sheffield, Mappin Street,
Sheffield,
S1 3JD, UK
E-mail: [email protected]
Roller compaction is a continuous dry granulation process in which primary powder is
compressed at high pressure by two counter rotating rollers to produce a ribbon. The
compressibility of the material plays an important role in the bonding mechanism between the
powder particles and, therefore, influences the properties of the ribbon. Choosing the right
formula of the primary powders is a key point to get desired ribbon and granules properties.
However this is still not fully understood.
Measurement of nano-indentation hardness requires a few particles of the powder. This
means the hardness of the material can be estimated even when the material is not available in
large quantities or it is expensive. This is the case with new pharmaceutical products. So
finding a correlation between single particle hardness and ribbon properties is useful.
In this study, the nano indentation hardness of a single primary particle was measured for
different materials. This was linked to the properties of the ribbons produced by roller
compaction using different hydraulic pressures in the range of 30-230 bar. It was found that
the nano-indentation hardness of the powder particles is important in controlling and
predicting ribbon properties.
Page 212
175. TWIN SCREW WET GRANULATION: EFFECT OF
VARIABLES ON CAKING
Mohammed F. Saleh1, Ranjit M. Dhenge1, James J. Cartwright2, Michael J.
Hounslow1, Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, Mappin Street,
Sheffield, S1 3JD, UK
2 GSK, Third Avenue, Harlow, Essex, UK,CM19 5AW
E-mail: [email protected]
The purpose of this work was to monitor the rate and mass of the built up/caking of α-
lactose monohydrate (Pharmatose 200M) and microcrystalline cellulose (Avicel PH 101);
while varying the process and formulation variables in Twin Screw Granulator (TSG) (i.e.
granulation liquid viscosity & screw configuration). The granule size distribution was also
determined for both materials. The experiments were conducted using an acrylic transparent
barrel. However, for validation; α-lactose monohydrate (Pharmatose 200M) was used, where
the steel barrel was used. The results of the two extreme granulation liquid viscosities
(0%w/w of HP & 15%w/w HPMC) at different screw configuration, obtained using
transparent barrel were compared to the results generated while using the stainless steel
barrel.
In the case of conveying elements, Lactose showed a continuous increase with time for all
viscosities, whereas MCC showed insignificant change with time (except for the water where
it increased). Furthermore, as the granulation liquid viscosity increased (i.e. 15%w/w) the
development of caking emerged from the centre of the transparent barrel, where the use of
less viscous liquid caused caking to emerge from the centre as well as the side of the
transparent barrel. However, introducing the kneading elements caused caking to have the
same pattern on the barrel regardless of the viscosity (or material), where it mainly started
from the sides of the transparent. Additionally, using Lactose gave a similar trend for the
kneading elements as that when conveying elements only were used. However, using the
kneading elements gave a higher mass and rate of caking in comparison with their
corresponding, where conveying elements were used. Conversely, kneading elements showed
inconsistent trend for caking of MCC in comparison with their corresponding findings, where
conveying elements were used. Using granulation liquid of water, MCC showed to be
unaffected by the kneading elements. Furthermore, as the viscosity varied up to 7.5%w/w of
HPMC, it showed a slight decrease from the water, in spite of giving a higher mass of caking
than their corresponding, when conveying elements were used. Further increase of HPMC (up
to 15%w/w) gave a higher mass and rate of caking comparing to 0%w/w (i.e. distilled water).
The size distribution also showed a difference as the granulation liquid viscosity and the
screw configuration was varied. The results, for Lactose, obtained from the stainless steel
barrel compared well with their corresponding conditions from the transparent barrel, as the
same trends of caking and size distribution, were observed for both screw configurations.
Page 213
176. ROLLER COMPACTOR: MECHANICAL PROPERTY OF
PRE-COMPACTED BODY
Riyadh B. Al-Asady, Ranjit M. Dhenge, Michael J. Hounslow & Agba D.
Salman
Department of Chemical and Biological Engineering, University of Sheffield, Mappin Street,
Sheffield, S1 3JD, UK
Email: [email protected]
In roller compactor, the material compaction behaviour is mainly a function of two
parameters, the nip angle and the maximum pressure applied. The nip angle is indication of
the size of the powder compaction zone. Johanson [1] presented the first model to predict the
behaviour of the powder undergoing roller compaction. The model determines the nip angle
and the maximum pressure applied on the powder as a function of roller dimension, roll gap,
powder properties and roll separating force. In this study a new method has been introduced
to determine the nip angle by investigating the mechanical properties of the real pre-
compacted body using microcrystalline cellulose (Avicel PH-101) as a primary powder. The
results showed that the suggested method can be used to determine the nip angle as a function
of different process conditions including roller speed which is not included in Johanson`s
theory.
[1] J.R. Johanson, A rolling theory for granular solid, Journal of applied mechanics, 32 (1965)
842-848.
Page 214
177. ROLLER COMPACTION: EFFECT OF RELATIVE
HUMIDITY
Chalak S. Omar1, Ranjit M. Dhenge1, Stefan Palzer2, Michael J. Hounslow1 &
Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, Mappin Street,
Sheffield S1 3JD, UK
2 Nestlé SA Headquarters, Avenue Nestlé 55, CH-1800 Vevey, Switzerland.
Email: [email protected]
Roller compaction is a dry granulation technique used in many industries especially the
food, chemical and pharmaceutical industries. Within these industries lactose is one of the
most important materials used. The relative humidity of the environment affects the powder
moisture content. The aim of this study is to investigate the effect of the relative humidity of
different types of lactose on roller compaction behaviour and on the product properties.
Three types of lactose were used in this study; anhydrous lactose SuperTab21AN, spray
dried lactose SuperTab11SD and α-lactose monohydrate 200M. The powders were stored in
the climatic chamber at different relative humidity ranging from 10 % to 80 % RH. These
powders have different amorphous content due to the difference in the manufacturing
processes. It was found that the roller compaction behaviour was different for powders
conditioned at different relative humidities. The amount of fines in the product, a
disadvantage in the roller compactor, decreased with increasing the relative humidity of the
powder and increased again with further increase in the relative humidity. This was due to the
difference in ribbon width at different relative. The width of the ribbon increased and then
decreased with increasing the relative humidity. The tensile strength of the produced ribbon
(for both 200M and SD) increased with increasing the powder relative humidity and then
decreased with further increase in the humidity. The tensile strength of ribbon produced from
the 21AN was increasing with increasing the RH.
Page 215
178. ROLLER COMPACTOR: POWDER STICKINESS
Osama Mahmah, Michael J. Hounslow & Agba D. Salman
Department of Chemical and Biological Engineering, University of Sheffield, Newcastle Street,
Sheffield, S1 3JD, UK
E-mail: [email protected]
Roller compaction is a dry agglomeration process which uses high pressure to bond
powder particles together to form a ribbon. Unlike the batch wet granulation processes this
continuous technique offers a higher productivity without the need of any liquid or drying
stage. Stickiness on roll surface, loss of workability, the amount of fine are the major
limitations of this technique.
In order to enhance the efficiency of the process and extend the range of materials that
could be processed by this technique, this work exploit the ejection and compaction behaviour
of a range of materials of different mechanical properties in order to further understand the
sticking phenomena during roller compaction.
Normailized ejection force required to take off the tablet of the die
0
50
100
150
200
250
0 2 4 6 8 10 12
No
rmal
ize
d T
ake
off
Fo
rce
(N
/mm
)
compaction Force (KN)
MCC
KCL
Lactose
Page 216
179. ‘RIGHT-FIRST TIME’ PRODUCTION OF GRANULES’
PROPERTIES MODELLING AND OPTIMIZATION
APPROACHS
Wafa’ Alalaween1, Mahdi Mahfouf1 & Agba Salman2
1 Department of Automatic Control and Systems Engineering, University of Sheffield, S1 3JD, UK
2 Department of Chemical and Biological Engineering, University of Sheffield, Sheffield, S1 3JD, UK
E-mail: [email protected]
Among the units of production of drugs in the pharmaceutical industry, one could identify
‘granulation’ as an important step since, as a single operation, it can determine the fate of the
product downstream. Hence, accurate output prediction of such a process will ensure
downstream product ‘optimal’ quality. Particularly, modelling and simulation of granulation
process that received great deal of attention has hitherto focused on analytical and numerical
based techniques in the form of empirical based models and experimentation [1, 2]. Such
methodologies, which are unsuitable for real-time (on-line) applications, also, are known to
require a considerable computing power and a significant amount of process information
before they can perform reliably. Moreover, if the process itself is partially understood and
the associated physical equations are not known or are too complex as the case in granulation,
then these methodologies on their own will simply fail. In this research, we will show how to
develop a ‘generic’ framework utilizing intelligent systems for defining and locating optimal
process operating windows for the granulation process in the pharmaceutical industry to
achieve ‘right-first time’ production. The ultimate goal of the study being to optimise this
process systematically from two viewpoints: (i) Product quality; (ii) Process control and
repeatability.
[1] W. J. Wildeboer, J. D. Litster, I. T. Cameron, Modelling nucleation in wet granulation, Chemical
Engineering Science, 60 (2005) 3751–3761.
[2] J. M. Poon, C. D. Immanuel, F. J. Doyle III, J. D. Litster, A three-dimensional population balance
model of granulation with a mechanistic representation of the nucleation and aggregation phenomena,
Chemical Engineering Science, 63 (2008) 1315–1329.
Page 217
180. TWIN SCREW GRANULATION: UNDERSTANDING THE
GRANULATION MECHANISM OF MIXING HYDROPHOBIC
AND HYDROPHILIC POWDERS
Aquinoscise L. Mundozah1, James J. Cartwright2, Claire C. Tridon2, Michael J.
Hounslow1 & Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, Mapping Street
Sheffield, UK, S1 3JD
2 GSK, Third Avenue, New Frontiers Science Park, Harlow, Essex, UK, CM19 5AW
E-mail address: [email protected]
Twin screw granulation based on extrusion technology, has been considered as a much better
alternative to the current batch mode granulation. The main advantages of this process is that it
can be run continuously for longer periods. However, the complex attributes of the machinery
configuration in relation to the granulation of poorly wetting formulations is not well understood.
The aim of this study was to obtain an understanding of the twin screw granulation mechanisms
using increasing amount of hydrophobic powder in the formulation composition, comparing the
results with those for hydrophilic powders with regards to wetting-nucleation, coalescence-
consolidation and breakage-attrition. Granulation experiments were carried out with screws
consisting only of conveying elements and using water as the granulation liquid. The physical
properties (granule size distribution, shape, surface morphology and strength) and segregation
tendency of hydrophobic content across the granule size distribution were then compared.
Transitions in the granulation behavior were observed with increase in formulation
hydrophobicity. The hydrophobicity results in a decrease in the average granule size and a large
amount of fines (un-granulated material) due to poor liquid distribution and decrease in liquid
bridge strength between the particles. From results obtained, granulation mechanisms are
proposed to describe the resultant granule properties.
Page 218
181. ROLLER COMPACTION: EFFECT OF MORPHOLOGY
AND AMORPHOUS CONTENT OF LACTOSE ON PRODUCT
QUALITY
Chalak S. Omar1, Ranjit M. Dhenge1, James D. Osborne2, Tim Althaus2, Stefan
Palzer3, Michael J. Hounslow1 & Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, Mappin Street,
Sheffield S1 3JD, UK
2 Nestle´ Product Technology Centre York, Haxby Road, York YO9 11XY, UK
3 Nestlé SA Headquarters, Avenue Nestlé 55, CH-1800 Vevey, Switzerland
E-mail: [email protected]
Roller compaction is a dry granulation technique used in many industries especially the
food, chemical and pharmaceutical industries. Within these industries lactose is one of the
most important materials used. The presence of amorphous lactose in predominantly
crystalline lactose influences powder compaction properties. The aim of this study is to
investigate the effect of morphology and amorphous content of lactose powder on the
properties of the ribbons and granules produced through the roller compactor.
Three types of lactose were used, with different morphologies and varying amorphous
content: anhydrous lactose (0.2% amorphous), spray dried lactose (10.3% amorphous) and α-
lactose monohydrate (2.7% amorphous). These types of lactose have different morphologies
and amorphous content due to the different manufacturing processes. Anhydrous lactose
produced from the crystallization of lactose solution using roller drying and spray died lactose
produced using the spray drier. These two types of lactose are considered to be granular types
of lactose as the particle consists of small crystals aggregated in one structure. The α-lactose
monohydrate was made by the slow crystallization of lactose solution which results is a single
crystal only, therefore, it can be considered as non-granular type of lactose. It was found that
the granular type of lactose showed better binding properties than the non-granular type of
lactose. The best binding capacity was shown by the spray dried lactose, which contains the
highest amount of amorphous lactose. It produced ribbons with the highest tensile strength
and lowest amount of fines in the product. It is known that amorphous powder deforms visco-
elastically during compression, which results in an increase in contact area between the
particles and decrease the distance between them [1]. This will lead to an increase in the Van
der Waals forces between particles and results in stronger ribbon. SEM images showed that
ribbons produced from lactose with the highest amorphous content exhibited a more flat and
smooth surface, in comparison to the other two types of lactose. This is an indication of
greater plastic deformation during compression, which resulted in an increase in the bonding
area and thus improves product quality. This type of lactose also produced stronger ribbons
and larger granules after milling.
[1] S. Palzer, Influence of material properties on the agglomeration of water-soluble amorphous
particles, Powder Technology, 189 (2009) 318-326.
Page 219
182. TWIN SCREW WET GRANULATION: BINDER DELIVERY
Mohammed F. Saleh1, Ranjit M. Dhenge1, James J. Cartwright2, Michael J.
Hounslow1 & Agba D. Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, Mappin Street,
Sheffield, S1 3JD, UK
2 GSK, Third Avenue, Harlow, Essex, UK, CM19 5AW
E-mail: [email protected]
The effects of three ways of binder delivery into the twin screw granulator (TSG) on the
residence time, torque, properties of granules (size, shape, strength) and binder distribution
were studied. The binder distribution was visualised through the transparent barrel using high
speed imaging as well as quantified using offline technique. Furthermore, the effect of binder
delivery and the change of screw configuration (conveying elements only and conveying
elements with kneading elements) on the surface velocity of granules across the screw
channel were investigated using Particle Image Velocimetry (PIV). The binder was delivered
in three ways; all solid binder incorporated with powder mixture, 50% of solid binder mixed
with powder mixture and 50% mixed with water, all the solid binder dissolved in water.
Incorporation of all solid binder with powder mixture resulted in the relatively longer
residence time and higher torque, narrower granule size distribution, more spherical granules,
weaker big-sized granules, stronger small-sized granules and better binder distribution
compared to that in other two ways. The surface velocity of granules showed variation from
one screw to another as a result of uneven liquid distribution as well as shown a reduction
while introducing the kneading elements into the screw configuration.
Page 220
183. TWIN SCREW GRANULATION: A STEP TOWARDS
GRANULE DESINGING
Sushma V. Lute, Ranjit M. Dhenge, Michael J. Hounslow & Agba D. Salman
Department of Chemical and Biological Engineering, University of Sheffield, Newcastle Street,
Sheffield, S1 3JD, UK
E-mail: [email protected]
The objective of this study was to develop the knowledge space for preferential granulation
or designing of the granules to achieve the desired attributes of the granules. The change in
the granule attributes (size, shape, surface and structure) along the length of the granulator
was studied in order to understand the mechanism of granulation at varying liquid to solid
ratio (L/S) and screw speeds. The mechanistic understanding was developed which allowed to
control and design the granules with smaller median size, monomodal and narrower size
distribution with improved sphericity and denser structure.
Page 221
184. GRANULE AND TABLET PROPERTIES IN A HIGH SHEAR
MIXER AND A FLUIDIZED BED GRANULATOR
Zhiyu Wang, Michael J. Hounslow & Agba D. Salman
Department of Chemical and Biological Engineering, University of Sheffield, Sheffield, S1 3JD, UK
E-mail: [email protected]
For the same liquid to solid ratio, the influence of process variables such as impeller speed
of the high shear mixer (HSM), air velocity of the fluidized bed granulator (FBG) and
granulation time for both processes were investigated. Granules were produced by granulating
calcium carbonate as the primary powder and PEG 1000 as the binder. Experiments were
performed to assess the effects of these variables on median granule size, granule size
distribution, bulk granule strength and granule porosity at different conditions. The properties
of the tablets made from granules such as tablet strength, disintegration time and surface
structure were analysed.
It was found that the median granule size increased with granulation time in both HSM and
FBG, and then decreased if the experiment was continued beyond a critical point. In HSM, it
was observed for a low impeller speed resulted in formation of granules with a wider size
distribution, which can be attributed to poor binder distribution. In FBG, increasing air
velocity improved the distribution of binder and helped break up oversized granules, resulting
in a narrow size distribution. It was also noticed that at the same liquid to solid ratio, the
granules produced by HSM were generally stronger and more spherical in shape in
comparison to those produced by FBG. As the tablet porosity plays an important role in tablet
disintegration time, consequently, the disintegration time of HSM tablets was quicker than the
FBG, since the tablet porosity was higher. These findings help build the knowledge space for
HSM and FBG melt granulation.
Page 222
185. GRANULAR FLOW IN HIGH SHEAR MIXER
Ali Al Hassn1, Kimiaki Washino2, Ei L. Chan2, Michael J. Hounslow1 & Agba D.
Salman1
1 Department of Chemical and Biological Engineering, University of Sheffield, Newcastle Street,
Sheffield, S1 3JD, UK
2 Mechanical Engineering Department, Osaka University, Suita, Osaka, 565-0871, Japan
E-mail: [email protected]
High shear granulator is one of the principal equipment used in many pharmaceutical,
detergent and food industries. It usually produces high quality of granular properties, namely
high strength. However, the final granule properties are immensely sensitive to the particle
flow pattern within the moving bed due to its effect on the growth and breakage rates of the
granules. There are significant numbers of researches devoted to tackle this topic.
In this study, experimental and numerical approaches have been carried out to study the
particle flow pattern in a high shear mixer. Eirich mixer (Maschinenfabrick Gustav Eirich
GmbH & Co KG, type: EL1) which is an intensive mixer because both the impeller and
mixing pan can rotate together is used in this work. The movement of Calcium Carbonate
(CaCO3) and Polyethylene Glycol (PEG) granules within the mixer is examined. The flow
pattern of the granules is studied using Discrete Element Method (DEM) and compared with
the Particle Image Velocimetry (PIV). PIVlab is used to analyse the images taken by a high
speed camera. Experiments and the numerical modelling have been carried out for different
speeds and directions of impeller and mixing pan. The flow pattern was not symmetric in
radial direction neither around the impeller nor the centre of the pan. This is mostly due to the
eccentricity of the impeller from the centre of the pan. The velocity vectors obtained by both
methods were similar in the most areas of the mixer.