8
Lurgi MegaMethanol ®
| Date post: | 20-Mar-2018 |
| Category: |
Documents |
| Upload: | vuongkhanh |
| View: | 243 times |
| Download: | 6 times |

Lurgi MegaMethanol®
2
Lurgi MegaMethanol®
Lurgi‘s�MegaMethanol�process�is�an�advanced�technologyfor�converting�natural�gas�to�methanol�at�low�cost�in�large�quantities.�It�permits�the�construction�of�highly�efficient�single-train�plants�of�at�least�double�the�capacity�of�thosebuilt�to�date.This�paves�the�way�for�new�downstream�industries�likeLurgi‘s�MTP® process�which�can�use�methanol�as�a�com�-petitive�feedstock.
The MegaMethanol ConceptThe�Lurgi�MegaMethanol® technology�has�been�developedfor�world-scale�methanol�plants�with�capacities�greater�thanone million metric tons per year. To achieve such a capacity,a special process design is needed, incorporating advancedbut�proven�and�reliable�technology,�cost-optimised�energyefficiency,�low�environmental�impact�and�low�investmentcost.�The�main�process�features�to�achieve�these�targets�are:� Oxygen-blown�natural�gas�reforming,�either�in�combina-tion�with�steam�reforming,�or�as�pure�autothermalreforming.
� Two-step�methanol�synthesis�in�water-�and�gas-cooledreactors�operating�along�the�optimum�reaction�route.
� Adjustment�of�syngas�composition�by�hydrogen�recycle.
Synthesis Gas ProductionThe�synthesis�gas�production�section�accounts�for�morethan�50%�of�the�capital�cost�of�a�methanol�plant.�Thus,optimisation�of�this�section�yields�a�significant�cost�benefit.
Conventional�steam�reforming�is�economically�applied�insmall and medium-sized methanol plants, with the maximumsingle-train capacity being limited to about 3000 mtpd.Oxygen-blown�natural�gas�reforming,�either�in�combinationwith�steam�reforming�or�as�pure�autothermal�reforming,�istoday�considered�to�be�the�best�suited�technology�for�largesyngas�plants.
The�configuration�of�the�reforming�process�mainly�dependson�the�feedstock�composition�which�may�vary�from�light�natural gas (nearly 100%methane content) to oil-associatedgases.�The�aim�is�to�generate�an�optimum�synthesis�gas,characterised�by�the�stoichiometric�number�given�below:�
H2-CO2CO+CO2
SR= =�2.0�–�2.1

3
Autothermal ReformingPure�autothermal�reforming�can�be�applied�for�syngas�production�whenever�light�natural�gas�is�available�as�feed-stock�to�the�process.
The�desulfurised�and�optionally�pre-reformed�feedstock�isreformed�with�steam�to�synthesis�gas�at�about�40�bar�andhigher�using�oxygen�as�reforming�agent.�The�process�gener-ates�a�carbon-free�synthesis�gas�and�offers�great�operatingflexibility�over�a�wide�range�to�meet�specific�requirements.Reformer outlet temperatures are typically in the rangeof 950–1050 °C. The synthesis gas is compressed in a single-casing synthesis gas compressor with integrated recyclestage�to�the�pressure�required�for�methanol�synthesis.
Even�when�using�pure�methane�as�feedstock�for�autother-mal�reforming,�it�is�necessary�to�condition�the�synthesis�gas,�as�its�stoichiometric�number�is�below�2.0.�The�mosteconomic�way�to�achieve�the�required�gas�composition�is�to�add�hydrogen,�withdrawn�from�the�methanol�synthesispurge�stream�by�a�membrane�unit�or�a�pressure�swingadsorption�(PSA)�unit.
Compared�to�its�competitors,�Lurgi�has�the�most�referencesand�experience�for�this�reforming�technology.�This�processhas�been�implemented�in�Lurgi�plants�since�the�1950s.�Significant�progress�in�optimising�design�and�assuring�plantavailability�was�achieved�at�the�end�of�the�1980s�when�reliable�simulation�tools�became�available.�
With the help of a proprietary, three-dimensionalComputational�Fluid�Dynamics�(CFD)�model,�gas�flows�andtemperature�profiles�were�simulated�with�the�objective�ofdesigning�burner�and�reactor�as�an�integrated�unit.
Natural Gas Air
Desulfurization
Pre-reforming
AutothermalReforming
Methanol Synthesis
Methanol Distillation
Pure Methanol
Air separation
HydrogenRecovery
Oxygen
Fuel Gas
Methanol Production using LurgiAutothermal Reforming

Natural Gas Air
Desulfurization
Steam-reforming
AutothermalReforming
Methanol Synthesis
Methanol Distillation
Pure Methanol
Air Separation
Oxygen
PurgeGas
Process Steam
Methanol Production using Lurgi Combined Reforming
Combined ReformingFor�heavy�natural�gases�and�oil-associated�gases,�therequired�stoichiometric�number�cannot�be�obtained�by�pureauto�thermal�reforming,�even�if�all�hydrogen�available�isrecyled.�For�these�applications,�the�Lurgi�MegaMethanol®
concept�combines�autothermal�and�steam�reforming�as�themost�economic�way�to�generate�synthesis�gas�for�methanolplants.�After�desulfurisation,�a�feedgas�branch�stream�isdecomposed�in�a�steam�reformer�at�high�pressure�(35–40�bar)�and�relatively�low�temperature�(700–800°C).The�reformed�gas�is�then�mixed�with�the�remainder�of�thefeedgas�and�reformed�to�syngas�at�high�pressure�in�theautothermal�reactor.�This�concept�has�become�known�asthe�Lurgi�Combined�Reforming�Process.
The�main�advantage�of�the�combined�reforming�processover�similar�process�alternatives�is�the�patented�feedgasbypass�of�the�steam�reformer.
For�most�natural�gases,�less�than�half�of�the�feedgas�isrouted�through�the�steam�reformer,�the�overall�processsteam requirements also being roughly halved comparedwith�other�processes,�which�use�an�autothermal�reformer
downstream�of�the�steam�reformer�without�such�a�bypass.The lower process steam consumption translates intoreduced�energy�requirements�and�lower�investment.
The Lurgi Combined Reforming Process is also ideal togenerate�synthesis�gas�for�the�Fischer-Tropsch�synthesis.�The�world‘s�largest�plant�of�this�type�was�built�by�Lurgi�inSouth�Africa.�The�synthesis�gas�capacity�of�this�plant�wouldbe�sufficient�to�produce�about�9,000�mtpd�methanol.
4
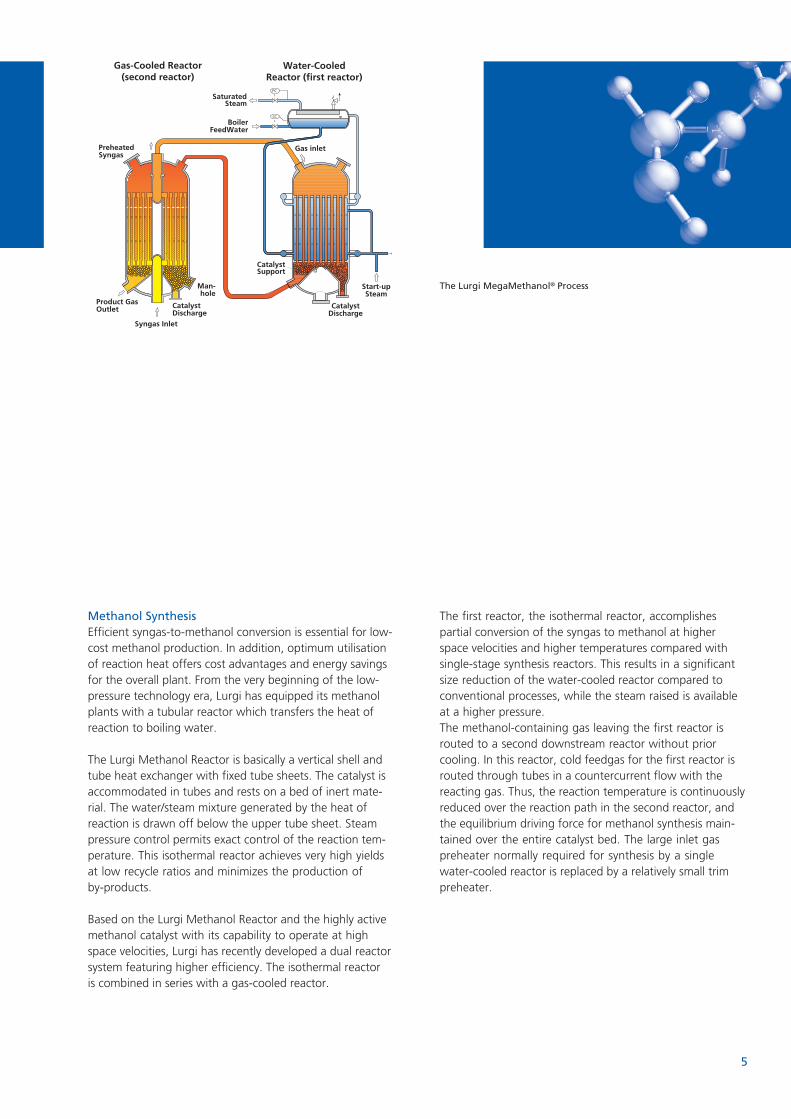
The first reactor, the isothermal reactor, accomplishespartial�conversion�of�the�syngas�to�methanol�at�higherspace�velocities�and�higher�temperatures�compared�withsingle-stage synthesis reactors. This results in a significantsize reduction�of�the�water-cooled�reactor�compared�toconventional processes, while the steam raised is availableat a higher�pressure.The methanol-containing gas leaving the first reactor isrouted to a second downstream reactor without priorcooling.�In�this�reactor,�cold�feedgas�for�the�first�reactor�isrouted�through�tubes�in�a�countercurrent�flow�with�thereacting�gas.�Thus,�the�reaction�temperature�is�continuouslyreduced�over�the�reaction�path�in�the�second�reactor,�andthe�equilibrium�driving�force�for�methanol�synthesis�main-tained over the entire catalyst bed. The large inlet gaspreheater normally required for synthesis by a singlewater-cooled�reactor�is�replaced�by�a�relatively�small�trimpreheater.
Methanol SynthesisEfficient�syngas-to-methanol�conversion�is�essential�for�low-cost�methanol�production.�In�addition,�optimum�utilisationof�reaction�heat�offers�cost�advantages�and�energy�savingsfor�the�overall�plant.�From�the�very�beginning�of�the�low-pressure�technology�era,�Lurgi�has�equipped�its�methanolplants�with�a�tubular�reactor�which�transfers�the�heat�ofreaction�to�boiling�water.
The�Lurgi�Methanol�Reactor�is�basically�a�vertical�shell�andtube�heat�exchanger�with�fixed�tube�sheets.�The�catalyst�is�accommodated�in�tubes�and�rests�on�a�bed�of�inert�mate-rial.�The�water/steam�mixture�generated�by�the�heat�of�reaction�is�drawn�off�below�the�upper�tube�sheet.�Steampressure�control�permits�exact�control�of�the�reaction�tem-perature. This isothermal reactor achieves very high yieldsat low recycle ratios and minimizes the production ofby-products.
Based�on�the�Lurgi�Methanol�Reactor�and�the�highly�activemethanol catalyst with its capability to operate at highspace�velocities,�Lurgi�has�recently�developed�a�dual�reactorsystem�featuring�higher�efficiency.�The�isothermal�reactor�is�combined�in�series�with�a�gas-cooled�reactor.
The Lurgi MegaMethanol® Process
SaturatedSteam
PC
LC
Preheated Syngas
CatalystDischarge
CatalystDischarge
Start-upSteam
CatalystSupport
BoilerFeedWater
Man-hole
Syngas Inlet
Product GasOutlet
Water-CooledReactor (first reactor)
Gas-Cooled Reactor(second reactor)
Gas inlet
5

After�cooling�and�separation�of�the�purge�gas,�the�crude�methanol�is�processed�in�the�distillation�unit.�In�the�hydro-gen�recovery�unit,�H2 is�separated�from�the�purge�gas�andrecycled�to�the�syngas�loop.�The�remaining�CH4-rich�gasfraction�is�used�as�fuel�gas.
The�most�important�advantages�of�the�Combined�SynthesisConverters�are:� High�syngas�conversion�efficiency.�At�the�same�conversion�efficiency,�the�recycle�ratio�is�about�half�ofthe�ratio�in�a�single-stage,�water-cooled�reactor.
� High�energy�efficiency.�About�0.8�t�of�50–60�bar�steamper�ton�of�methanol�can�be�generated�in�the�reactor.�In�addition,�a�substantial�part�of�the�sensible�heat�can�berecovered�at�the�gas-cooled�reactor�outlet.
� Low investment cost. The reduction in the catalyst volumefor�the�water-cooled�reactor,�the�omission�of�the�largefeedgas preheater and savings resulting from otherequipment�due�to�the�lower�recycle�ratio�translate�intospecific�cost�savings�of�about�40%�for�the�synthesis�loop.
� High�single-train�capacity.�Single-train�plants�with�capaci-ties�of�5000�mt/day�and�above�can�be�built.
In�addition,�reaction�control�also�prolongs�the�service�life�of�the�catalyst�in�the�water-cooled�reactor.�If�the�methanolyield�in�the�water-cooled�reactor�decreases�as�a�result�ofdeclining catalyst activity, the temperature in the inletsection�of�the�gas-cooled�reactor�will�rise�with�a�resultingimprovement in the reaction kinetics and, hence, an increasedyield�in�the�second�reactor.
6
0240
250
260
270
280
0,2 0,4 0,6 0,8 1
Tem
per
atu
re [
C¡]
Catalyst heightReaction Cooling water
00
100
200
300
0,2 0,4 0,6 0,8 1
Tem
per
atu
re [
C¡]
Catalyst heightReaction Cooling gas
Water-Cooled Reactor
Temperature Profile Gas-Cooled Reactor
ATLAS MegaMethanol plant

Methanol DistillationThe crude methanol is purified in an energy-saving 3-columndistillation�unit.With the 3-column arrangement, the low boilers are removedin�the�pre-run�column�and�the�higher�boiling�componentsare�separated�in�two�pure�methanol�columns.�The�first�puremethanol�column�operates�at�elevated�pressure�and�the�second column at atmospheric pressure. The over�headvapours of the pressurised column heat the sump of theatmospheric column. Thus, about 40% of the heatingsteam�and,�in�turn,�about�40%�of�the�cooling�capacity�aresaved.�The�split�of�the�refining�column�into�two�columnsallows�for�very�high�single-train�capacities.
Economics of MegaMethanol
Feedstock�cost�and�capital-related�charges�are�the�major�parameters�for�production�cost.�The�table�beside�illustratesthe�feedstock�consumption,�the�capital�investment�and�theresulting�production�cost�for�a�conventional�steam�reform-ing�plant�and�MegaMethanol�plant.�The�results�show�thatthe�high�efficiency�of�the�process�and�the�low�capital�invest-ment�cost�of�a�MegaMethanol�plant�permit�a�significantreduction of the methanol cost.The resulting long-term,stable and low methanol prices may pave the way for awider�use�of�methanol,�both�in�the�energy�sector�and�as�afeedstock�in�the�petrochemical�sector.
7
Economics of the MegaMethanol Concept
Conventional MegaMethanolSteam Reforming Concept
Capacity mtpd 2500 5000
Natural Gas Demand based on LHV MMBtu/mt 30 28.5
Capex** % 100 130
Opex % 100 97
Production Cost % 100 79
** O2 over the fence
References
Up�to�the�end�of�2009,�Lurgi�has�received�10�contracts�forMegaMethanol�plants,�with�capacities�ranging�between0.67�and�2.3�million�tons�per�year.�
Areal view of ATLAS MegaMethanol plant

Lurgi GmbHLurgiallee 5 · 60439 Frankfurt am Main · GermanyPhone: +49 (0) 69 5808-0 · Fax: +49 (0) 69 5808-3888 E-mail: [email protected] · Internet: www.lurgi.com
312e
/06.
10/1
0
Lurgi�is�a�leading�technology�company�operating�worldwidein�the�fields�of�process�engineering�and�plant�contracting.�Based�on�syngas,�hydrogen�production�and�clean�conversiontechnologies�for�fuels�or�chemicals�Lurgi�offers�innovativesolutions�that�allow�the�operation�of�environmentally�com-patible�plants�with�clean�and�energy-efficient�productionprocesses.�Its�technological�leadership�is�based�on�proprietary�and�exclu-sively�licensed��technologies�which�aim�to�convert�all�carbonenergy�resources�(oil,�coal,�natural�gas,�biomass,�etc.)�in�cleanproducts.�
Lurgi�is�a�member�of�the�Air�Liquide�Group.�

















