Machining Precise material removal to bring a part to specified size • Automotive machining examples Boring cylinders Honing cylinders Grinding cranks and cams Grinding or milling heads and blocks Grinding flywheels Copyright 2003 Gary Lewis – Dave Capitolo Drilling and reaming for valve guides Machining Drilling • End cutting • Used for roughing holes to size • Reamers finish holes to size and surface finish Machining Turning & boring • Turning – outside diameter with single pointed tools on a lathe • Boring – inside diameter with single pointed tools on a lathe
Transcript
Machining
Precise material removal to bring a part to specified size
• Automotive machining examples Boring cylinders Honing cylinders Grinding cranks and cams Grinding or milling heads and blocks Grinding flywheels
Copyright 2003 Gary Lewis – Dave Capitolo
Drilling and reaming for valve guides
Machining
Drilling
• End cutting• Used for roughing holes to size• Reamers finish holes to size and
surface finish
Machining
Turning & boring
• Turning – outside diameter with single pointed tools on a lathe
• Boring – inside diameter with single pointed tools on a lathe
Machining
Milling
• Vertical spindle• Used to remove material from a flat surface
Machining
Milling
• Typical milling cutters HSS & carbide
Machining
Grinding
• Abrasive machining using millions abrasive grains• Minimal stock removal• High surface finish quality
Vertical spindle surfacing
• Used to grind flywheels, blocks, and cylinder heads
Machining
Horizontal spindle grinders
• Used for valve grinders, crankshaft grinders, and camshaft grinders
Machining
Broaching
• Chip removal is done with progressively larger cutting teeth
• Keyways in sprockets and gears• Not done in auto machine shops
Machining
Tool materials
HSS (High speed steel)• Drills, reamers, and milling cutters• Tungsten, vanadium, and cobalt added for hardness
Tungsten carbide• Boring bars and cutter of a face mill• Attached to a tool holder • Heat resistant and operate at high speeds
(up to 3 times HSS)
• Cobalt increased for shock resistance
Machining
Tool materials
Tungsten Carbide (cont.)• As cobalt % increases, resistance to shock increases, &
resistance to heat decreases
Aluminum Oxide grinding wheel• Used for steel & nodular iron (cranks & cams)
Silicon Carbide grinding wheel• Used for iron (heads & blocks)
Machining
Lathe tool
Machining
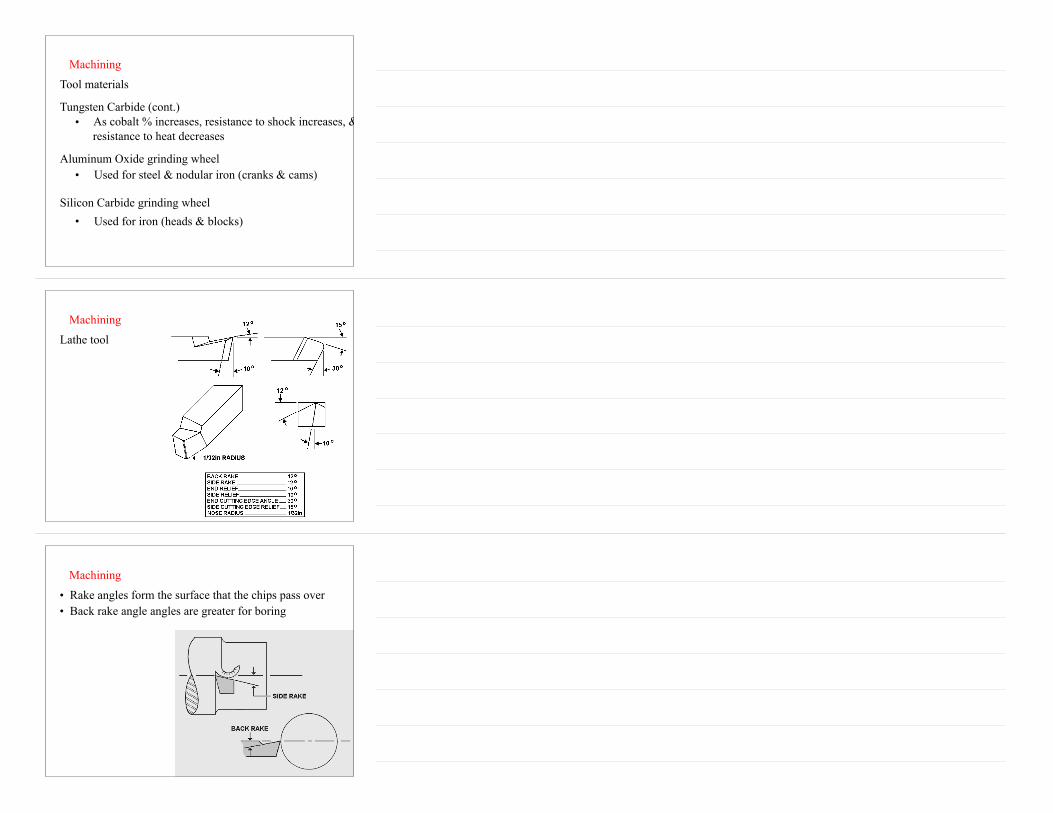
• Rake angles form the surface that the chips pass over• Back rake angle angles are greater for boring
Machining
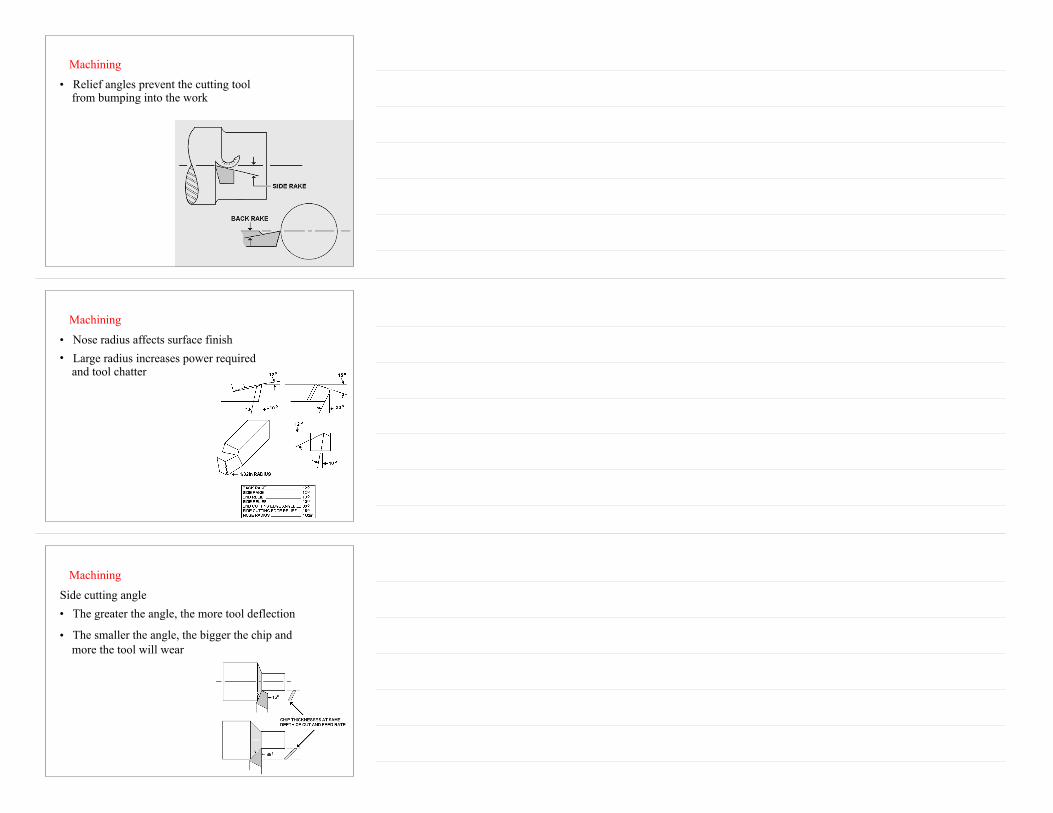
• Relief angles prevent the cutting tool from bumping into the work
Machining
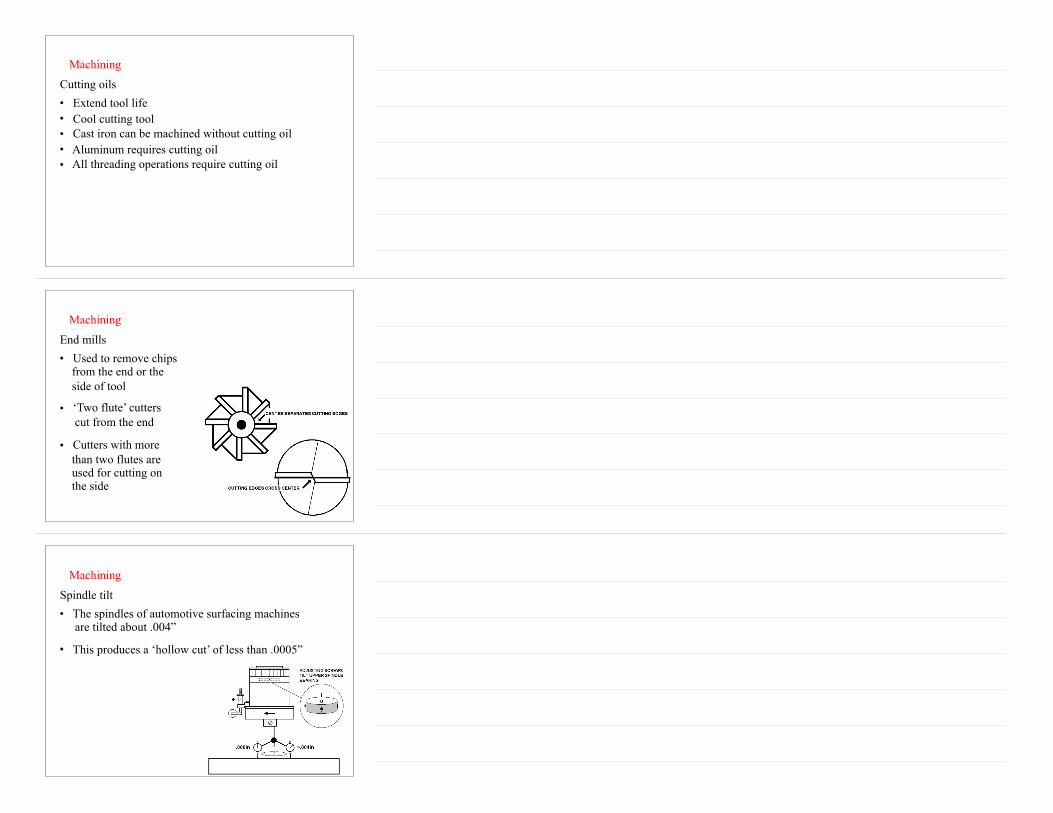
• Nose radius affects surface finish• Large radius increases power required and tool chatter
Machining
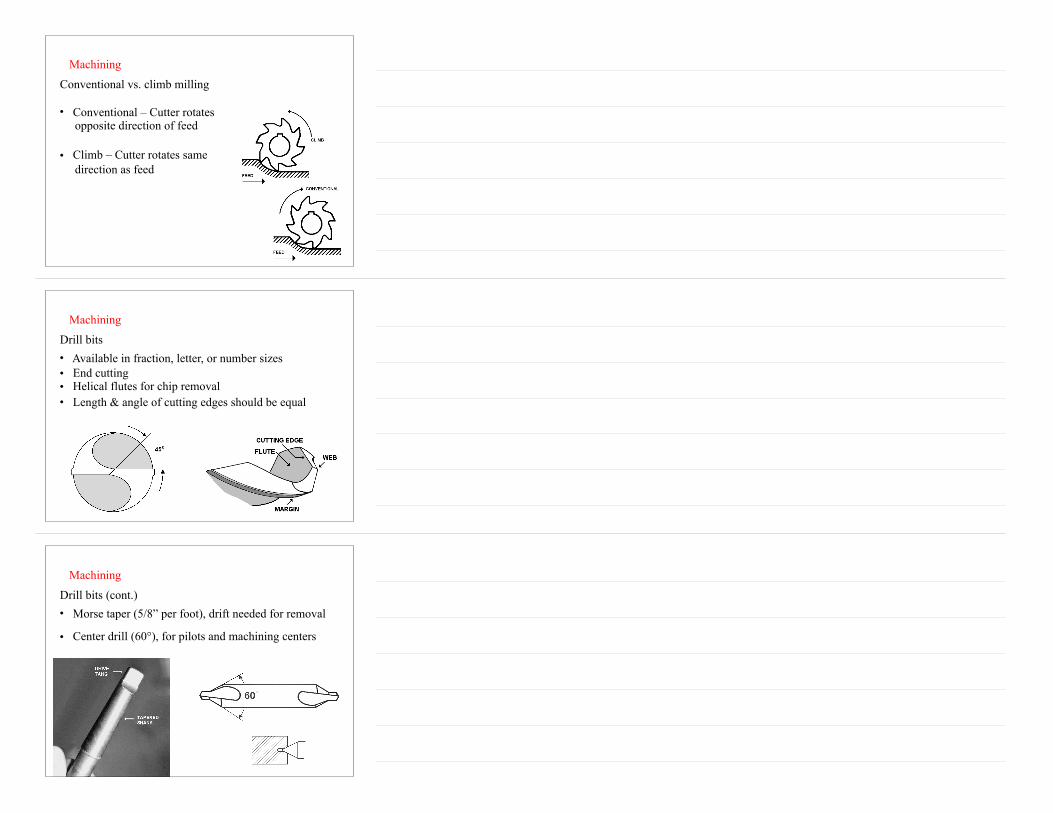
Side cutting angle• The greater the angle, the more tool deflection
• The smaller the angle, the bigger the chip and more the tool will wear
Machining
Cutting oils• Extend tool life• Cool cutting tool• Cast iron can be machined without cutting oil• Aluminum requires cutting oil• All threading operations require cutting oil
Machining
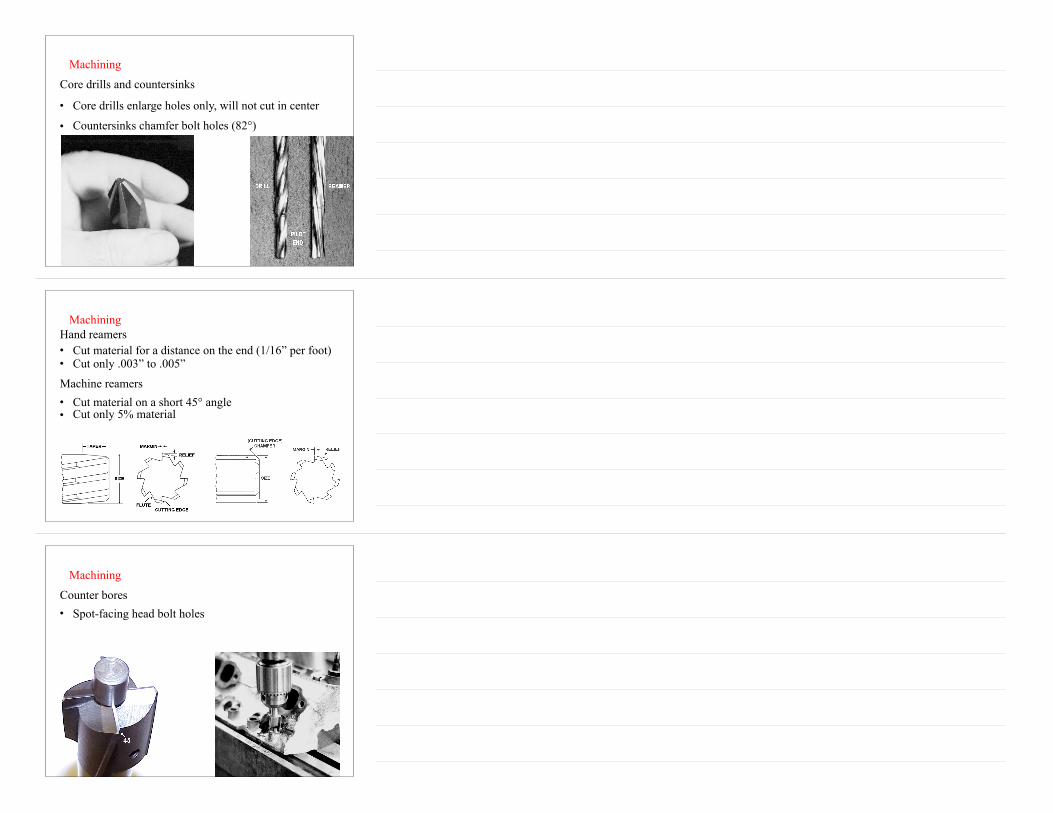
End mills• Used to remove chips from the end or the side of tool
• ‘Two flute’ cutters cut from the end
• Cutters with more than two flutes are used for cutting on the side
Machining
Spindle tilt• The spindles of automotive surfacing machines are tilted about .004”
• This produces a ‘hollow cut’ of less than .0005”
Machining
Conventional vs. climb milling
• Conventional – Cutter rotates opposite direction of feed
• Climb – Cutter rotates same direction as feed
Machining
Drill bits• Available in fraction, letter, or number sizes• End cutting• Helical flutes for chip removal• Length & angle of cutting edges should be equal
Machining
Drill bits (cont.)• Morse taper (5/8” per foot), drift needed for removal
• Center drill (60°), for pilots and machining centers
Machining
Core drills and countersinks
• Core drills enlarge holes only, will not cut in center
• Countersinks chamfer bolt holes (82°)
MachiningHand reamers• Cut material for a distance on the end (1/16” per foot)
• Cut material on a short 45° angleMachine reamers
• Cut only .003” to .005”
• Cut only 5% material
Machining
Counter bores• Spot-facing head bolt holes
Machining
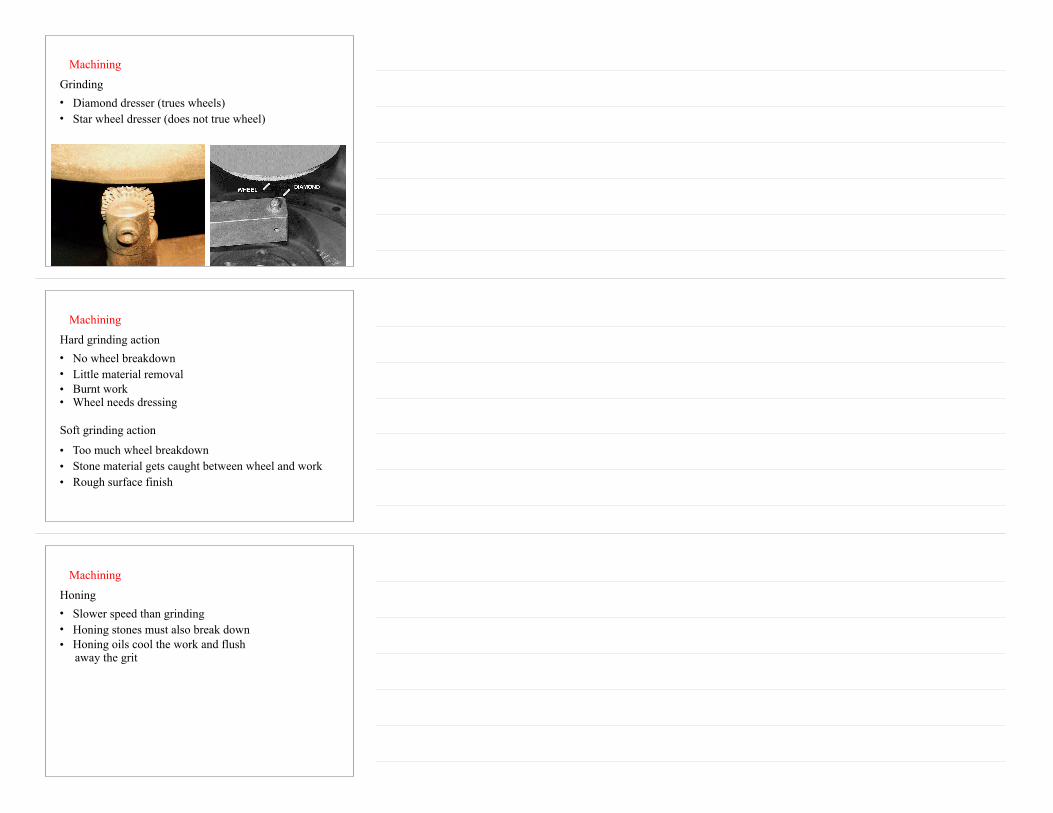
Grinding• Diamond dresser (trues wheels)• Star wheel dresser (does not true wheel)
Machining
Hard grinding action• No wheel breakdown• Little material removal• Burnt work• Wheel needs dressing
Soft grinding action
• Too much wheel breakdown• Stone material gets caught between wheel and work• Rough surface finish
Machining
Honing• Slower speed than grinding• Honing stones must also break down• Honing oils cool the work and flush away the grit