GRACIAS POR ADQUIRIR UNPRODUCTO DE PRIMERACALIDAD DE LINCOLN ELEC TRIC.
COMPRUEBE QUE LA CAJA Y EL EQUIPO ESTÉNEN PERFECTO ESTADO DE INMEDIATOEl comprador pasa a ser el propietario del equipo una vezque la empresa de transportes lo entrega en destino.Consecuentemente, cualquier reclamación por dañosmateriales durante el envío deberá hacerla el comprador antela empresa de transportes cuando se entregue el paquete.
LA SEGURIDAD DEPENDE DE USTEDLos equipos de corte y soldadura por arco de Lincoln sediseñan y fabrican teniendo presente la seguridad. Noobstante, la seguridad en general aumenta con unainstalación correcta ... y un uso razonado por su parte. NO INSTALE, UTILICE NI REPARE EL EQUIPO SI NO SE HALEÍDO ESTE MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE SE INCLUYEN EN EL MISMO. Y, sobre todo, piense antes de actuar y sea siempre cauteloso.
Verá este cuadro siempre que deba seguir exactamentealguna instrucción con objeto de evitar daños físicos graves o incluso la muerte.
Verá este cuadro siempre que deba seguir alguna instrucción con objeto de evitar daños físicos leves o daños materiales.
NO SE ACERQUE AL HUMO.NO se acerque demasiado al arco.Si es necesario, utilice lentillas parapoder trabajar a una distanciarazonable del arco.LEA y ponga en práctica elcontenido de las hojas de datossobre seguridad y el de lasetiquetas de seguridad queencontrará en las cajas de losmateriales para soldar.TRABAJE EN ZONAS VENTILADAS oinstale un sistema de extracción, a fin de eliminar humos y gases de la zona de trabajo en general. SI TRABAJA EN SALAS GRANDES O AL AIRE LIBRE, con la ventilación natural será suficiente siempre que aleje lacabeza de los humos (v. a continuación).APROVÉCHESE DE LAS CORRIENTES DE AIRE NATURALESo utilice ventiladores para alejar los humos. Hable con su supervisor si presenta algún síntoma pocohabitual. Es posible que haya que revisar el ambiente y el sistema de ventilación.
UTILICE PROTECTORES OCULARES,AUDITIVOS Y CORPORALES CORRECTOS PROTÉJASE los ojos y la cara con un casco parasoldar de su talla y con una placa de filtrado delgrado adecuado (v. la norma Z49.1 del ANSI).PROTÉJASE el cuerpo de las salpicaduras porsoldadura y de los relámpagos del arco con ropa de protección, como tejidos de lana, guantes y delantal ignífugos, pantalones de cuero y botas altas.PROTEJA a los demás de salpicaduras, relámpagosy ráfagas con pantallas de protección.
EN ALGUNAS ZONAS, podría ser necesaria la protección auricular.ASEGÚRESE de que los equipos de protección estén en buen estado.Utilice gafas de protección en la zonade trabajo EN TODO MOMENTO.SITUACIONES ESPECIALESNO SUELDE NI CORTE recipientes o materiales que hayanestado en contacto con sustancias de riesgo, a menos que sehayan lavado correctamente. Esto es extremadamente peligroso.NO SUELDE NI CORTE piezas pintadas o galvanizadas, a menos que haya adoptado medidas para aumentar laventilación. Estas podrían liberar humos y gases muy tóxicos.
Medidas preventivas adicionalesPROTEJA las bombonas de gas comprimido del calorexcesivo, de las descargas mecánicas y de los arcos; asegurelas bombonas para que no se caigan.ASEGÚRESE de que las bombonas nunca pasen por uncircuito eléctrico.
RETIRE cualquier material inflamable de la zona de trabajo de soldadura.
TENGA SIEMPRE A LA MANO UN EQUIPO DE EXTINCIÓN DEFUEGOS Y ASEGÚRESE DE SABER UTILIZARLO.
ATENCIÓN
PRECAUCIÓN
Seguridad, 01 de 04 - 15/06/2016
ADVERTENCIA: De acuerdo con el Estado de California (EE. UU.), respirar los gases de escape de los motores de diésel provoca
cáncer, anomalías congénitas y otras toxicidades para la función reproductora.• Arranque y utilice el motor siempre en una zona
bien ventilada.• Si se encuentra en una zona sensible, asegúrese
de expulsar los gases de escape.• No modifique ni altere el sistema de expulsión
de gases.• No deje el motor en ralentí a menos que sea necesario.Para saber más, acceda a www.P65 warnings.ca.gov/diesel
ADVERTENCIA: Cuando se usa para soldar o cortar, el producto provoca humos y gases que, de acuerdo con el Estado de California, provocan anomalías congénitas y, en algunos casos, cáncer (§ 25249.5 y siguientes del Código de Salud y Seguridad del Estado de California).
LA SOLDADURA POR ARCO PUEDE SER PELIGROSA. PROTÉJASE Y PROTEJA A LA PERSONAS DE SU ENTORNO DE POSIBLES LESIONES FÍSICAS GRAVES O INCLUSO LA MUERTE. NO PERMITA QUE LOS NIÑOS SE ACERQUEN. LOS PORTADORES DE MARCAPASOS DEBERÁN ACUDIR A SU MÉDICO ANTES DE UTILIZAR EL EQUIPO.Lea y comprenda las siguientes instrucciones de seguridad. Si quiere saber más sobre seguridad, le recomendamos que adquiera una copia de la norma Z49.1 del ANSI “Seguridad en los trabajos de corte y soldadura” a través de la Sociedad Estadounidense de Soldadura (P.O. Box 351040, Miami, Florida 33135) o de la norma W117.2-1974 de CSA. Podrá recoger una copia gratuita del folleto E205, “Seguridad en los procesos de soldadura por arco”, en Lincoln Electric Company, situada en 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.ASEGÚRESE DE QUE LOS PROCESOS DE INSTALACIÓN, USO, MANTENIMIENTO Y REPARACIÓN LOS LLEVE A CABO ÚNICAMENTE UN TÉCNICO CUALIFICADO AL RESPECTO.
1.a. Apague el motor antes de iniciar la resolución de problemas y el trabajo de mantenimiento, a menos que el motor deba estar encendido para efectuar el trabajo de mantenimiento.
1.b. Utilice el motor en zonas abiertas y bien ventiladas o asegúrese de expulsar todos los gases de escape del motor al aire libre.
PARA EQUIPOS DE MOTOR.
SEGURIDAD
ADVERTENCIAS DE ACUERDO CON LA PROPOSICIÓN 65 PARA CALIFORNIA
SECCIÓN A: ADVERTENCIAS
ADVERTENCIA: Cáncer y toxicidades para la función reproductora (www.P65warnings.ca.gov)
1.c. No ponga carburante cerca de un arco de soldadura con llama ni cuando el motor esté en funcionamiento. Detenga el motor y deje que se enfríe antes de volver a repostar para evitar las pérdidas de combustible derivadas de la evaporación al entrar en contacto con las partes del motor que estén calientes. No derrame combustible al llenar el depósito. Si derrama algo de combustible, límpielo y no arranque el motor hasta que los gases se hayan evaporado.
1.d. Asegúrese de que todos los componentes, cubiertas de seguridad y piezas del equipo estén bien instalados y en buen estado. No acerque las manos, el pelo, la ropa ni las herramientas a la correa trapezoidal, engranajes, ventiladores y otras piezas móviles al arrancar, utilizar y reparar el equipo.
1.e. En algunos casos, podría ser necesario retirar las cubiertas de seguridad para dar el mantenimiento necesario. Retire las cubiertas solo cuando sea necesario y vuelva a colocarlas en cuanto termine de hacer la tarea por la que las haya retirado. Sea extremadamente cauteloso cuando trabaje cerca de piezas móviles.
1.f. No coloque las manos cerca del ventilador del motor. No trate de hacer funcionar el regulador o el eje portador pulsando el acelerador mientras que el motor esté en marcha.
1.g. Para evitar arrancar un motor de gasolina de forma accidental al cambiar el motor o el generador de soldadura, desconecte los cables de la bujía, la tapa del distribuidor o el dinamomagneto, según sea necesario.
1.h. Para evitar quemaduras, no retire la tapa de presión del radiador mientras que el motor esté caliente.
2.a. El flujo de corriente eléctrica por los conductores genera campos electromagnéticos (EM) localizados. La corriente de soldadura genera campos EM en los cables para soldar y en los soldadores.
2.b. Los campos EM pueden interferir con ciertos marcapasos, por lo que los operarios portadores de marcapasos deberán acudir a su médico antes de soldar.
2.c. La exposición a los campos EM de la soldadura podría tener otros efectos sobre la salud que aún se desconocen.
2.d. Los operarios deberán ajustarse a los siguientes procedimientos para reducir al mínimo la exposición a los campos EM derivados del circuito del soldador:
2.d.1. Guíe los cables auxiliares y del electrodo a la vez y utilice cinta adhesiva siempre que sea posible.
2.d.2. No se enrolle las derivaciones del electrodo por el cuerpo.
2.d.3. No se coloque entre el electrodo y los cables auxiliares. Si el cable del electrodo queda a su derecha, el cable auxiliar también deberá quedar a su derecha.
2.d.4. Conecte el cable auxiliar a la pieza de trabajo lo más cerca posible de la zona en la que se esté soldando.
2.d.5. No trabaje junto a la fuente de alimentación del equipo.
LOS CAMPOS ELECTROMAGNÉTICOS PUEDEN SER PELIGROSOS.
Seguridad, 02 de 04 - 16/05/2018
UNA DESCARGAELÉCTRICA LE PUEDEMATAR.
3.a. Los circuitos auxiliar (tierra) y del electrodoestán vivos desde el punto de vistaeléctrico cuando el soldador está encendido. No toque dichaspartes “vivas” con el cuerpo. Tampoco las toque si llevaropa que esté mojada. Utilice guantes secos y herméticospara aislarse las manos.
3.b. Aísle la pieza de trabajo y el suelo con un aislante seco.Asegúrese de que el aislante sea lo suficientemente amplio como para cubrir toda la zona de contacto físico con la pieza y el suelo.
Además de adoptar las medidas de seguridadhabituales, si debe soldar en condicionesarriesgadas desde el punto de vista eléctrico(en zonas húmedas o mientras lleva ropamojada; en estructuras metálicas como suelos, rejas o andamios; en posiciones pocohabituales, como sentado, de rodillas o tumbado, si hay probabilidades de tocar de forma accidental la pieza de trabajo o elsuelo), el operario deberá utilizar los siguientes equipos:• Soldador (TIG) semiautomático para corriente continua (CC)• Soldador (electrodo) manual para CC• Soldador para CA con control reducido de la tensión
3.c. En los equipos TIG automáticos o semiautomáticos, elelectrodo, el carrete del electrodo, el cabezal del equipo, laboquilla y la pistola semiautomática también están vivasdesde el punto de vista de la electricidad.
3.d. Asegúrese de que el cable auxiliar presente una buenaconexión eléctrica con el metal que se esté soldando. La conexión deberá hacerse lo más cerca posible de la zona de trabajo.
3.e. Haga una buena conexión a tierra con la pieza de trabajo o el metal que vaya a soldar.
3.f. Mantenga el soporte del electrodo, las pinzas, el cable delequipo y la máquina de soldar en buen estado defuncionamiento. Cambie el aislante si está dañado.
3.g. Nunca sumerja el electrodo en agua para enfriarlo.
3.h. No toque nunca de forma simultánea las piezas vivas desdeel punto de vista eléctrico de los soportes de los electrodosconectados a los dos equipos, ya que la tensión existenteentre las dos podría ser equivalente a la tensión de loscircuitos de los dos equipos.
3.i. Cuando tenga que trabajar por encima del nivel del suelo,utilice un arnés a modo de protección por si se produjerauna descarga y se cayera.
3.j. Consulte también los apartados 6.c. y 8.
LAS RADIACIONESDEL ARCO QUEMAN.
4.a. Utilice un protector con el filtro y lascubiertas debidos para protegerse los ojos de las chispas y de las radiaciones del arco cuando esté soldando u observando una soldadura por arco. Los protectoresfaciales y las lentes de filtrado deberán adaptarse a las normas ANSI Z87.I.
4.b. Utilice ropa adecuada y fabricada con materiales ignífugos y duraderos para protegerse la piel y proteger a suscompañeros de las radiaciones del arco.
4.c. Proteja a los técnicos que estén en las inmediaciones conuna pantalla ignífuga y pídales que no miren al arco y queno se expongan a la radiación del arco ni a las salpicaduras.
LOS HUMOS Y GASESPUEDEN SERPELIGROSOS.
5.a. Al soldar, se pueden generar humos y gasespeligrosos para la salud. Evite respirar dichos humos y gases.Si va a soldar, no se acerque al humo. Asegúrese de que hayauna buena ventilación en la zona del arco para garantizar queno se respiren los humos y gases. Si debe soldarsuperficies revestidas (consulte las instruccionesdel contenedor o las hojas de datos sobreseguridad) o superficies de plomo, acero u otrosmetales cadmiados, asegúrese de exponerse lomenos posible y de respetar los PEL (límites deexposición permisibles) de la OSHA y los TLV(valores límite) de la ACGIH. Para ello, utilice lossistemas de extracción y de ventilación locales, a menos que la evaluación de la exposiciónindiquen lo contrario. En espacios cerrados y, en algunos casos, en espacios abiertos,necesitará un respirador. Además, deberá tomar precauciones adicionales cuando suelde acero galvanizado.
5. b. La función del equipo de control del humo de la soldadura seve afectada por varios factores, como el uso y la colocacióncorrectos del equipo, el mantenimiento del equipo y losprocedimientos concretos aplicados a la hora de soldar. El nivel de exposición de los trabajadores deberácomprobarse en el momento de la instalación y de formaperiódica después de entonces, a fin de garantizar que estese ajuste a los PEL de la OSHA y a los TLV de la ACGIH.
5.c. No utilice el equipo para soldar en zonas rodeadas devapores de hidrocarburo clorado procedentes de operacionesde desengrasado, limpieza o pulverización. El calor y laradiación del arco pueden reaccionar con los vapores deldisolvente y formar fosgeno, un gas muy tóxico, y otrosproductos irritantes.
5.d. Los gases de protección que se utilizan en la soldadura porarco pueden desplazar el aire y provocar lesiones o incluso la muerte. Asegúrese de que haya suficiente ventilación, enparticular en zonas cerradas, para garantizar que el aire querespire sea seguro.
5.e. Lea y comprenda las instrucciones del fabricante del equipoy de los fungibles utilizados, incluidas la hojas de datos sobreseguridad, y siga las prácticas de seguridad aprobadas por suempresa. Obtendrá hojas de datos sobre seguridad de la manode su distribuidor de equipos de soldar o del propio fabricante.
5.f. Consulte también el apartado 1.b.
SEGURIDAD
Seguridad, 03 de 04 - 15/06/2016
LAS CHISPASDERIVADAS DECORTES Y SOLDADURASPUEDEN PROVOCARINCENDIOS O EXPLOSIONES.
6.a. Elimine cualquier factor de riesgo de incendio de la zona detrabajo. Si no fuera posible, cubra los materiales para evitarque las chispas puedan crear un incendio. Recuerde que laschispas derivadas de las soldaduras pueden pasar confacilidad, a través de grietas pequeñas a zonas adyacentes.Además, los materiales pueden calentarse con rapidez. Evitesoldar cerca de conductos hidráulicos. Asegúrese de tenerun extintor a la mano.
6.b. Si tuviera que usar bombonas de gas comprimido en laszonas de trabajo, tome las medidas apropiadas para evitarsituaciones de riesgo. Consulte el documento “Seguridad enlos trabajos de corte y soldadura” (norma Z49.I del ANSI) y los datos de funcionamiento del equipo utilizado.
6.c. Cuando no esté utilizando el equipo, asegúrese de que elcircuito del electrodo no toque en absoluto la zona de trabajo niel suelo. Si se pusieran en contacto de forma accidental, dichaspartes podrían sobrecalentarse y provocar un incendio.
6.d. No caliente, corte ni suelde depósitos, bobinas o contenedoreshasta que se haya asegurado de que tales procedimientos noharán que los vapores inflamables o tóxicos del interior dedichas piezas salgan al exterior. Estos pueden provocarexplosiones incluso si se han “limpiado”. Para saber más,adquiera el documento “Prácticas seguras y recomendables depreparación para los procesos de corte y soldadura decontenedores y conductos que han contenido sustanciaspeligrosas” (AWS F4.1) a través de la Sociedad Estadounidensede Soldadura (consulte la dirección más arriba).
6.e. Ventile los contenedores y piezas de fundición antes decalentarlos, cortarlos o soldarlos. Podrían explotar.
6.f. El arco de soldadura desprende chispas y salpicaduras.Utilice prendas de protección, como guantes de piel, camisasgruesas, pantalones sin dobladillos, botas altas y un gorropara el pelo. Utilice un protector auricular cuando suelde enun lugar distinto del habitual o en espacios cerrados. Cuandoesté en la zona de trabajo, utilice siempre gafas deprotección con blindaje lateral.
6.g. Conecte el cable auxiliar tan cerca de la zona de trabajocomo le sea posible. Conectar los cables auxiliares a laestructura del edificio o a cualquier otra ubicación distintade la zona de trabajo aumenta las probabilidades de que lacorriente pase por cadenas de elevación, cables de grúas uotros circuitos alternos. Esto podría generar un riesgo deincendio y sobrecalentar los cables y cadenas de elevación hasta que fallaran.
6.h. Consulte también el apartado 1.c.
6.I. Lea y comprenda la norma NFPA 51B, “Norma para laprevención de incendios en trabajos de soldadura y corteentre otros”, disponible a través de la NFPA, situada en 1Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. No utilice las fuentes de alimentación del equipo paradescongelar conductos.
SI SE DAÑAN, LAS BOMBONASPUEDEN EXPLOTAR.
7.a. Utilice únicamente bombonas de gascomprimido que contengan los gases deprotección adecuados para el proceso encuestión, así como reguladores diseñadospara un gas y presión concretos. Todos losconductos, empalmes, etc. deberán seradecuados para el uso en cuestión y mantenerse en buenestado.
7.b. Guarde las bombonas siempre en vertical y asegúrelascorrectamente a un bastidor o a un soporte fijo.
7.c. Las bombonas deberán almacenarse:
• Alejadas de aquellas zonas en las que puedan recibirgolpes o estar sujetas a daños físicos.
• A una distancia segura de las zonas de soldadura porarco y de corte y de cualquier otra fuente de calor,chispas o llamas.
7.d. No deje que el electrodo, el soporte del electrodo ni ningunaotra pieza viva desde el punto de vista eléctrico entre encontacto con una bombona.
7.e. No acerque la cabeza ni la cara a la válvula de salida de labombona cuando abra dicha válvula.
7.f. Las tapas de protección de la válvula siempre deberán estaren su sitio y bien apretadas, excepto cuando la bombona seesté utilizando o esté conectada.
7.g. Lea y comprenda las instrucciones relativas a las bombonasde gas comprimido, las instrucciones del material asociado yla publicación P-l de la CGA, “Precauciones para lamanipulación segura de las bombonas de gas comprimido”,disponible a través de la Asociación de Gas Comprimido,situada en 14501 George Carter Way Chantilly, VA 20151.
PARA EQUIPOSELÉCTRICOS.
8.a. Desconecte la potencia de entrada a travésdel interruptor de desconexión del cuadrode fusibles antes de empezar a trabajar con el equipo.
8.b. Instale el equipo de acuerdo con el Código Eléctrico Nacional de EE. UU., los códigos locales aplicables y las recomendaciones del fabricante.
8.c. Conecte el equipo a tierra de acuerdo con el Código EléctricoNacional de EE. UU. y las recomendaciones del fabricante.
Consultehttp://www.lincolnelectric.com/safetypara saber más sobre la seguridad.
SEGURIDAD
Seguridad, 04 de 04 - 15/06/2016
ivSEGURIDADiv
PRÉCAUTIONS DE SÛRETÉPour votre propre protection lire et observer toutes les instructionset les précautions de sûreté specifiques qui parraissent dans cemanuel aussi bien que les précautions de sûreté généralessuivantes:
Sûreté Pour Soudage A LʼArc1. Protegez-vous contre la secousse électrique:
a. Les circuits à lʼélectrode et à la piéce sont sous tensionquand la machine à souder est en marche. Eviter toujourstout contact entre les parties sous tension et la peau nueou les vétements mouillés. Porter des gants secs et sanstrous pour isoler les mains.
b. Faire trés attention de bien sʼisoler de la masse quand onsoude dans des endroits humides, ou sur un planchermetallique ou des grilles metalliques, principalement dans les positions assis ou couché pour lesquelles une grandepartie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câblede soudage et la machine à souder en bon et sûr étatdefonctionnement.
d.Ne jamais plonger le porte-électrode dans lʼeau pour lerefroidir.
e. Ne jamais toucher simultanément les parties sous tensiondes porte-électrodes connectés à deux machines à souderparce que la tension entre les deux pinces peut être letotal de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source decourant pour soudage semi-automatique, ces precautionspour le porte-électrode sʼapplicuent aussi au pistolet desoudage.
2. Dans le cas de travail au dessus du niveau du sol, se protégercontre les chutes dans le cas ou on recoit un choc. Ne jamaisenrouler le câble-électrode autour de nʼimporte quelle partiedu corps.
3. Un coup dʼarc peut être plus sévère quʼun coup de soliel,donc:
a. Utiliser un bon masque avec un verre filtrant appropriéainsi quʼun verre blanc afin de se protéger les yeux durayonnement de lʼarc et des projections quand on soudeou quand on regarde lʼarc.
b. Porter des vêtements convenables afin de protéger lapeau de soudeur et des aides contre le rayonnement delʻarc.
c. Protéger lʼautre personnel travaillant à proximité ausoudage à lʼaide dʼécrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de lʼarc desoudage. Se protéger avec des vêtements de protection libresde lʼhuile, tels que les gants en cuir, chemise épaisse,pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone desoudage. Utiliser des lunettes avec écrans lateraux dans leszones où lʼon pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin deprévenir tout risque dʼincendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé dela masse. Un court-circuit accidental peut provoquer unéchauffement et un risque dʼincendie.
8. Sʼassurer que la masse est connectée le plus prés possiblede la zone de travail quʼil est pratique de le faire. Si on placela masse sur la charpente de la construction ou dʼautresendroits éloignés de la zone de travail, on augmente le risquede voir passer le courant de soudage par les chaines delevage, câbles de grue, ou autres circuits. Cela peutprovoquer des risques dʼincendie ou dʼechauffement deschaines et des câbles jusquʼà ce quʼils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.Ceci est particuliérement important pour le soudage de tôlesgalvanisées plombées, ou cadmiées ou tout autre métal quiproduit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenantdʼopérations de dégraissage, nettoyage ou pistolage. Lachaleur ou les rayons de lʼarc peuvent réagir avec les vapeursdu solvant pour produire du phosgéne (gas fortement toxique)ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,voir le code “Code for safety in welding and cutting” CSAStandard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POURLES MACHINES À SOUDER ÀTRANSFORMATEUR ET ÀREDRESSEUR
1. Relier à la terre le chassis du poste conformement au code delʼélectricité et aux recommendations du fabricant. Le dispositifde montage ou la piece à souder doit être branché à unebonne mise à la terre.
2. Autant que possible, Iʼinstallation et lʼentretien du poste seronteffectués par un électricien qualifié.
3. Avant de faires des travaux à l ʼ interieur de poste, ladebrancher à lʼinterrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leurplace.
vSEGURIDADv
Compatibilidad Electromagnética (CEM)
ConformidadProductos que muestren la marca CE están de acuerdo con la Directiva del 15 de diciembre del 2004 delConsejo de la Comunidad Europea, relativa a la aproximación de las legislaciones de los Estados miembrossobre la compatibilidad electromagnética, 2004/108/CE. Fue fabricado en conformidad con una normanacional que transpone una armonización Norma: EN 60974-10 compatibilidad electromagnética (EMC)estándar de productos para equipos de soldadura por arco. Es para su uso con otros equipos de LincolnElectric. Está diseñado para uso industrial y profesional.
IntroducciónTodo equipo eléctrico genera pequeñas cantidades de emisiones electromagnéticas. Emisión eléctrica puedeser transmitida a través de líneas de energía o radiación en el espacio, similar a un transmisor de radio.Cuando las emisiones son recibidas por otros equipos, la interferencia eléctrica se puede producir. Emisioneseléctricas pueden afectar a muchos tipos de equipos eléctricos, otros equipos de soldadura cercanos, larecepción de radio y televisión, máquinas de control numérico, sistemas de telefonía, computadoras, etc.ADVERTENCIA: Este equipo no está diseñado para su uso en zonas residenciales donde se presta laenergía eléctrica por el sistema público de suministro de baja tensión. Puede haber dificultades potencialespara asegurar la compatibilidad electromagnética en esos lugares, debido a las perturbaciones conducidas yradiadas.
Instalación y usoEl usuario es responsable de instalar y utilizar el equipo de soldadura de acuerdo a las instrucciones delfabricante. Si se detectan alteraciones electromagnéticas, entonces será responsabilidad del usuario delequipo de soldadura resolver la situación con la asistencia técnica del fabricante. En algunos casos estaacción correctiva puede ser tan simple como puesta a tierra (conexión a tierra) del circuito de soldadura, veala nota. En otros casos, podría implicar la construcción de una malla electromagnética encierra la fuente dealimentación y la obra completa con filtros de entrada asociados. En todos los casos las perturbacioneselectromagnéticas debe ser reducidas hasta el punto en que ya no son problemáticas.
Nota: Por razones de seguridad el circuito de soldadura puede o no estar conectado a tierra. Siga lasnormas locales y nacionales para la instalacion y uso. El cambio de la conexión a tierra de losequipos sólo puede ser autorizado por una persona con competencia para determinar si dichoscambios pueden incrementar el riesgo de lesiones, por ejemplo, al permitir flujos de retorno decorriente de soldadura en paralelo lo cual puede dañar los circuitos de tierra de otros equipos.
Valoración de la zonaAntes de instalar el equipo de soldadura el usuario deberá hacer una evaluación del potencial de problemaselectromagnéticos en los alrededores. Los siguientes puntos se tendrán en cuenta:
a) otros cables de alimentación, cables de control, señalización y cables de teléfono, encima, debajo y allado del equipo de soldadura;
b) Los transmisores de radio y televisión y receptores;
c) la computadora y otros equipos de control;
d) equipos críticos de seguridad, por ejemplo, protección de equipos industriales;
e) la salud de las personas alrededor, por ejemplo, el uso de marcapasos y ayuda auditiva;
f) el equipo utilizado para calibración o medición;
g) la inmunidad de los otros equipos en el medio ambiente. El usuario deberá asegurarse de que otrosequipos que se utilizan en el medio ambiente son compatibles. Esto puede requerir medidas adicionalesde protección;
h) la hora del día en que las actividades de soldadura o de otro tipo se llevaran a cabo.
viSEGURIDADvi
Compatibilidad Electromagnética (CEM)
El tamaño del área circundante a considerarse dependerá de la estructura del edificio y otras actividades quetomen lugar. El área circundante puede extenderse más allá de los límites de las instalaciones.
Métodos de Reducción de Emisiones
Fuente de EnergíaEl equipo de soldadura deberá conectarse a la fuente de energía conforme a las recomendaciones delfabricante. Si ocurre una interferencia, tal vez sea necesario tomar precauciones adicionales como filtrar estafuente. Deberá considerarse la protección del cable de alimentación del equipo de soldadura instaladopermanentemente, con un conducto metálico o equivalente. La protección deberá ser eléctricamente continuaen toda su longitud. Esta protección deberá conectarse a la fuente de poder de soldadura para que semantenga un buen contacto eléctrico entre el conducto y la cubierta de la fuente de poder de soldadura.
Mantenimiento del Equipo de SoldaduraEl equipo de soldadura deberá recibir mantenimiento de rutina conforme a las recomendaciones delfabricante. Todas las puertas y cubiertas de acceso y de servicio deberán cerrarse y sujetarseadecuadamente cuando el equipo de soldadura esté en operación. El equipo de soldadura no deberámodificarse en ninguna forma excepto por aquellos cambios y ajustes cubiertos en las instrucciones delfabricante. En particular, las aberturas de chispa del inicio de arco y dispositivos de estabilización deberánajustarse y mantenerse de acuerdo con las recomendaciones del fabricante.
Cables de SoldaduraLos cables de soldadura deberán mantenerse tan cortos como sea posible y colocarse cerca entre sí,corriendo cerca del nivel del piso.
Conexión EquipotencialDeberá considerar la conexión de todos los componentes metálicos en la instalación de soldadura yadyacentes a la misma. Sin embargo, los componentes metálicos conectados a la pieza de trabajoaumentarán el riesgo de que el operador reciba una descarga al tocar éstos y el electrodo al mismo tiempo. Eloperador deberá aislarse de dichos componentes metálicos conectados.
Aterrizamiento de la Pieza de TrabajoDonde la pieza de trabajo no está conectada a tierra por seguridad eléctrica, o debido a su tamaño y posición,por ejemplo, casco de una embarcación o trabajo de acero de un edificio, una conexión que enlace la pieza detrabajo a tierra puede reducir las emisiones en algunas instancias, mas no en todas. Deberá tenerse cuidadode evitar el aterrizamiento de una pieza de trabajo que aumente el riesgo de lesiones de los usuarios o dañosa otro equipo eléctrico. Donde sea necesario, la conexión de la pieza de trabajo a tierra deberá hacerse através de una conexión directa, pero en algunos países donde la conexión directa no está permitida, laconexión deberá hacerse a través de una capacitancia adecuanda, seleccionada conforme a las regulacionesnacionales.
Cobertura y ProtecciónLa cobertura y protección selectivas de otros cables y equipo en el área circundante pueden aliviar problemas
de interferencia. Cubrir toda la instalación de soldadura se puede considerar para aplicaciones especiales.1
1 Partes del texto anterior están contenidos en la norma EN 60974-10: "Compatibilidad electromagnética(CEM) de productos para equipos de soldadura por arco."
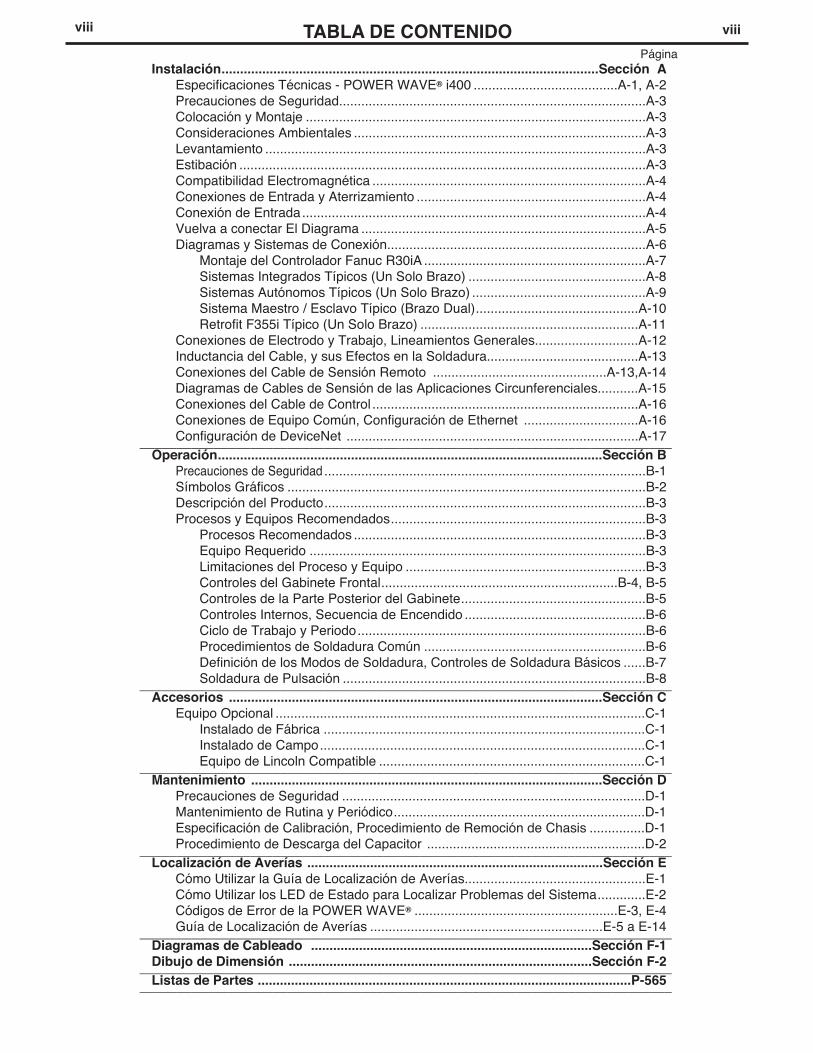
viii TABLA DE CONTENIDOPágina
Instalación......................................................................................................Sección AEspecificaciones Técnicas - POWER WAVE® i400 .......................................A-1, A-2Precauciones de Seguridad...................................................................................A-3Colocación y Montaje ............................................................................................A-3Consideraciones Ambientales ...............................................................................A-3Levantamiento .......................................................................................................A-3Estibación ..............................................................................................................A-3Compatibilidad Electromagnética ..........................................................................A-4Conexiones de Entrada y Aterrizamiento ..............................................................A-4Conexión de Entrada.............................................................................................A-4Vuelva a conectar El Diagrama .............................................................................A-5Diagramas y Sistemas de Conexión......................................................................A-6
Montaje del Controlador Fanuc R30iA ............................................................A-7Sistemas Integrados Típicos (Un Solo Brazo) ................................................A-8Sistemas Autónomos Típicos (Un Solo Brazo) ...............................................A-9Sistema Maestro / Esclavo Típico (Brazo Dual)............................................A-10Retrofit F355i Típico (Un Solo Brazo) ...........................................................A-11
Conexiones de Electrodo y Trabajo, Lineamientos Generales............................A-12Inductancia del Cable, y sus Efectos en la Soldadura.........................................A-13Conexiones del Cable de Sensión Remoto ...............................................A-13,A-14Diagramas de Cables de Sensión de las Aplicaciones Circunferenciales...........A-15Conexiones del Cable de Control ........................................................................A-16Conexiones de Equipo Común, Configuración de Ethernet ...............................A-16Configuración de DeviceNet ...............................................................................A-17________________________________________________________________________
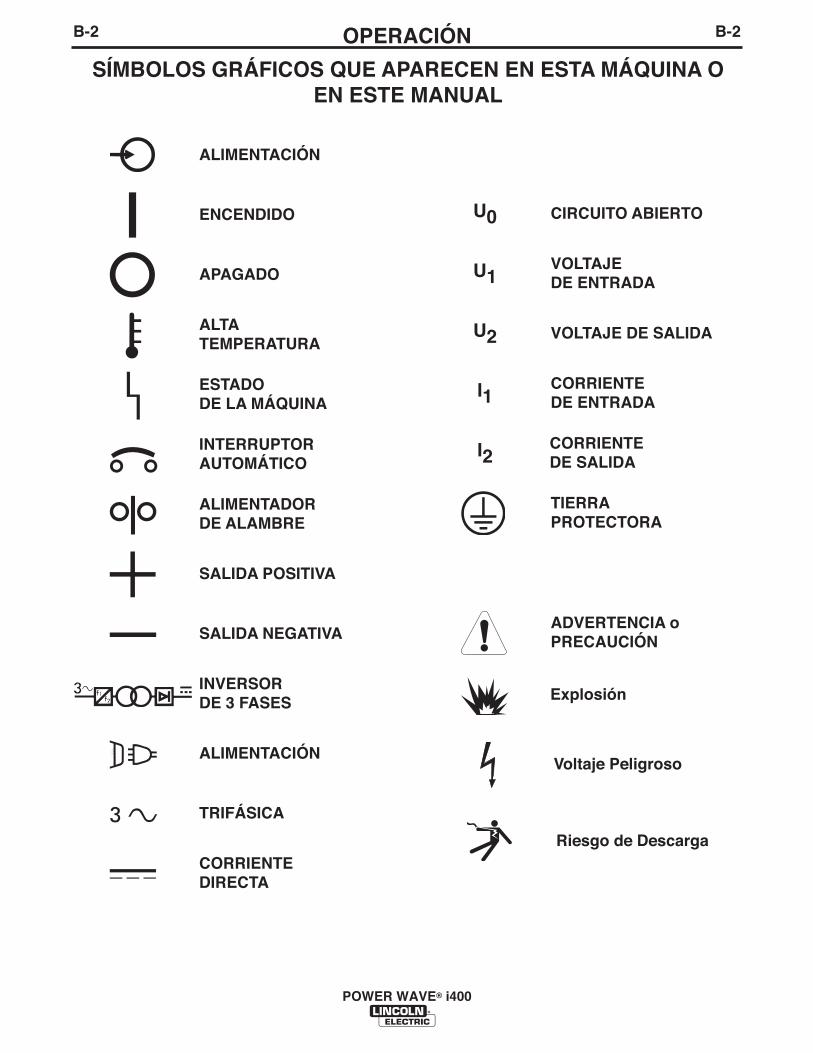
Operación........................................................................................................Sección BPrecauciones de Seguridad .......................................................................................B-1Símbolos Gráficos .................................................................................................B-2Descripción del Producto.......................................................................................B-3Procesos y Equipos Recomendados.....................................................................B-3
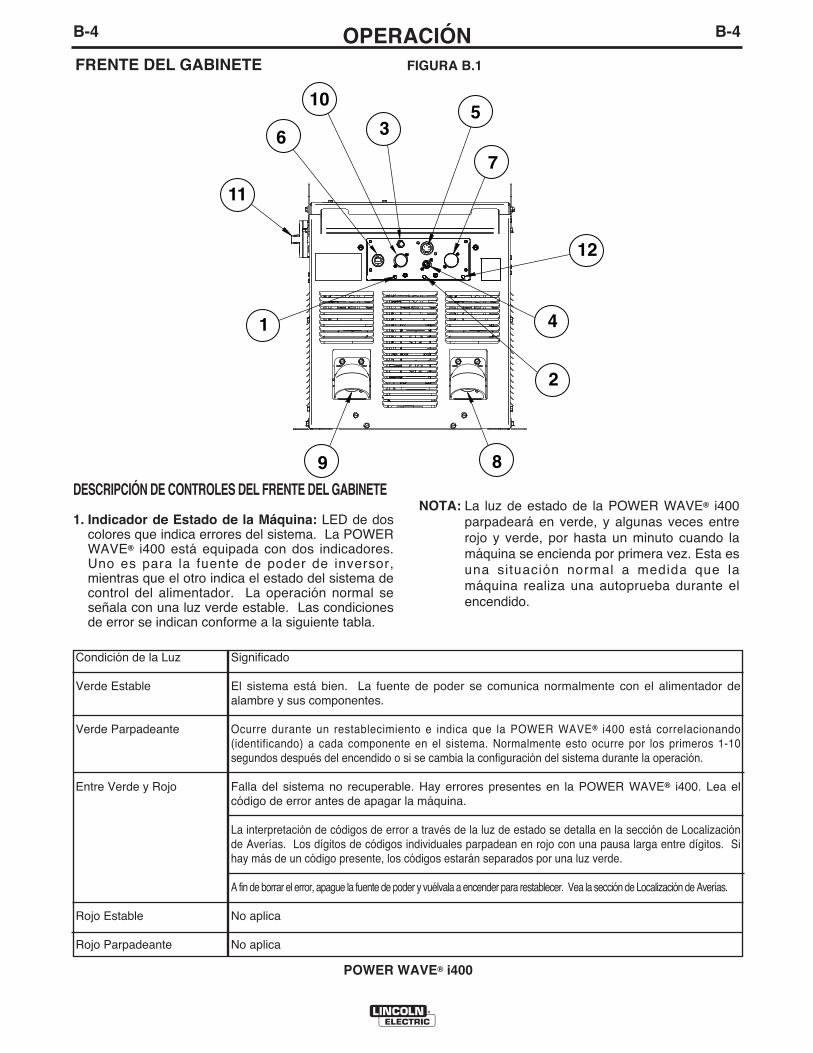
Procesos Recomendados ...............................................................................B-3Equipo Requerido ...........................................................................................B-3Limitaciones del Proceso y Equipo .................................................................B-3Controles del Gabinete Frontal................................................................B-4, B-5Controles de la Parte Posterior del Gabinete..................................................B-5Controles Internos, Secuencia de Encendido .................................................B-6Ciclo de Trabajo y Periodo..............................................................................B-6Procedimientos de Soldadura Común ............................................................B-6Definición de los Modos de Soldadura, Controles de Soldadura Básicos ......B-7Soldadura de Pulsación ..................................................................................B-8________________________________________________________________________
Instalado de Fábrica .......................................................................................C-1Instalado de Campo........................................................................................C-1Equipo de Lincoln Compatible ........................................................................C-1________________________________________________________________________
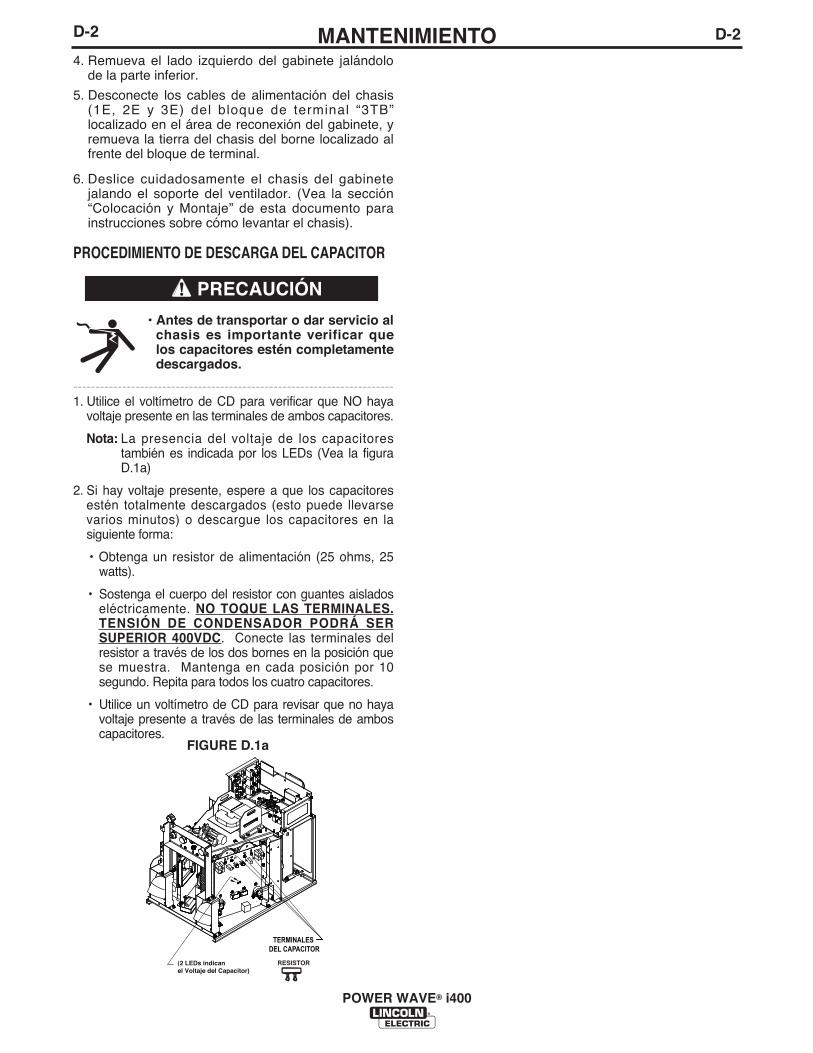
Mantenimiento ...............................................................................................Sección DPrecauciones de Seguridad ..................................................................................D-1Mantenimiento de Rutina y Periódico....................................................................D-1Especificación de Calibración, Procedimiento de Remoción de Chasis ...............D-1Procedimiento de Descarga del Capacitor ...........................................................D-2________________________________________________________________________
Localización de Averías ................................................................................Sección ECómo Utilizar la Guía de Localización de Averías.................................................E-1Cómo Utilizar los LED de Estado para Localizar Problemas del Sistema.............E-2Códigos de Error de la POWER WAVE® .......................................................E-3, E-4Guía de Localización de Averías ...............................................................E-5 a E-14________________________________________________________________________
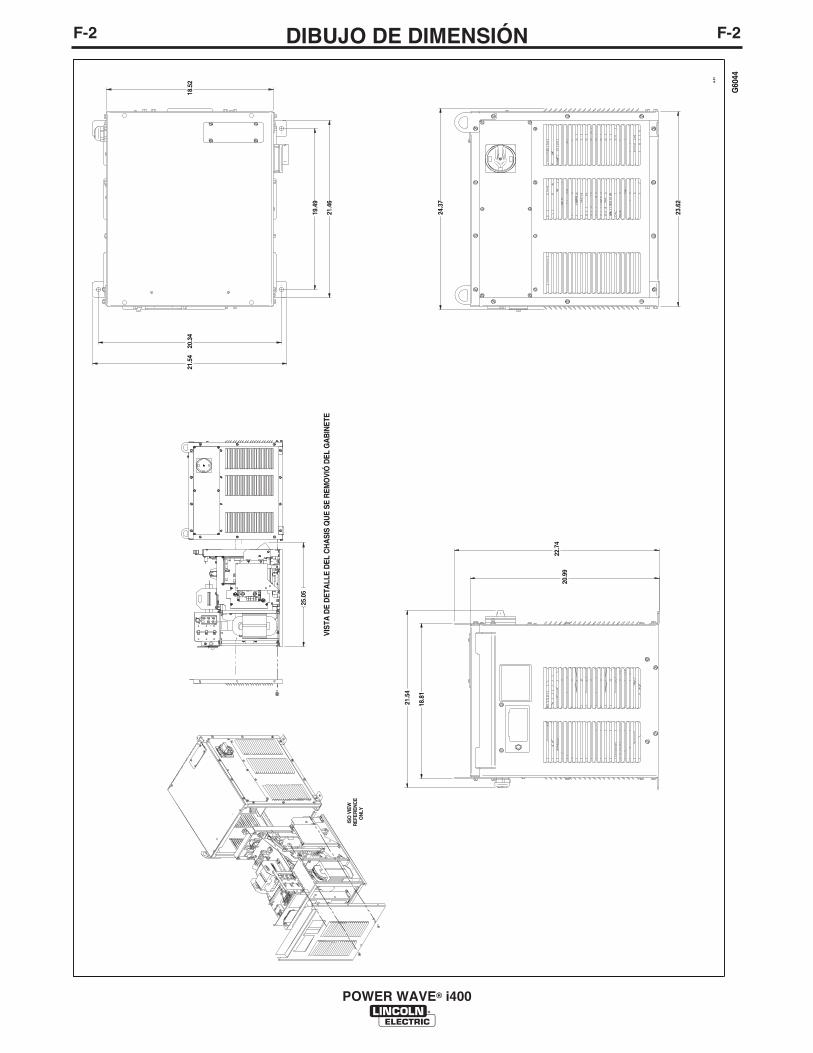
Diagramas de Cableado ............................................................................Sección F-1Dibujo de Dimensión ..................................................................................Sección F-2________________________________________________________________________Listas de Partes .....................................................................................................P-565________________________________________________________________________
viii
A-1INSTALACIÓN
POWER WAVE® i400
A-1
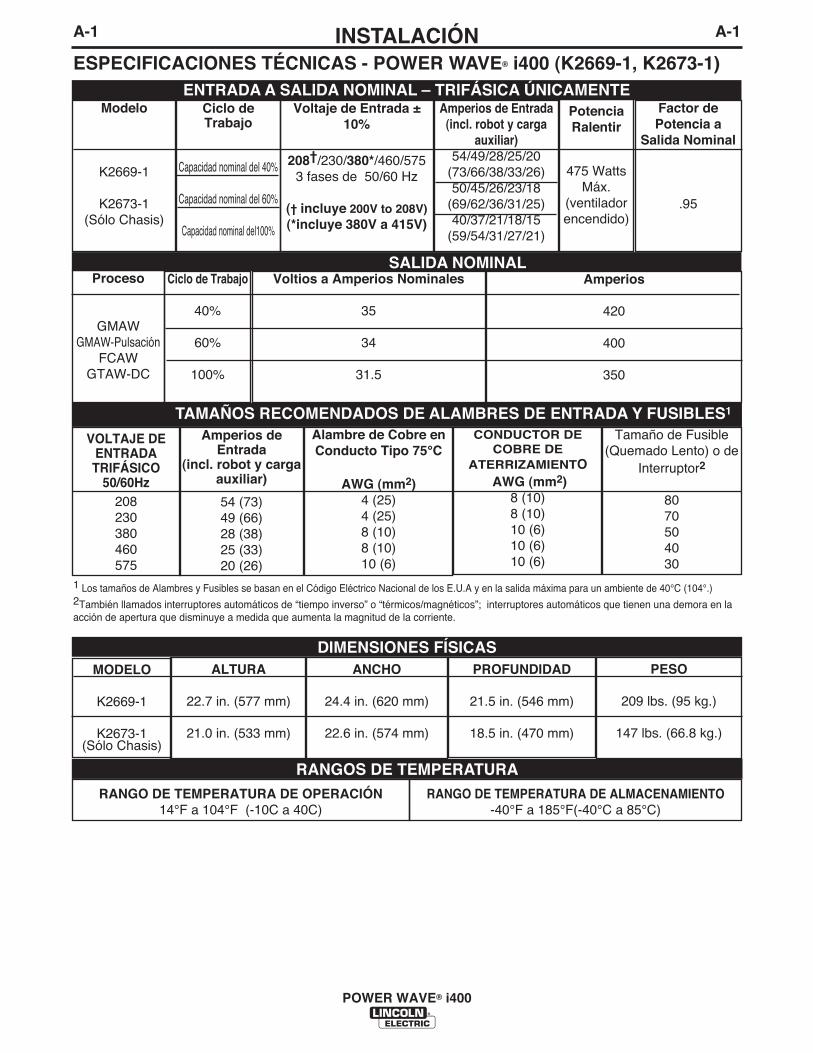
ESPECIFICACIONES TÉCNICAS - POWER WAVE® i400 (K2669-1, K2673-1)
SALIDA NOMINAL
TAMAÑOS RECOMENDADOS DE ALAMBRES DE ENTRADA Y FUSIBLES1
DIMENSIONES FÍSICAS
RANGOS DE TEMPERATURA
ENTRADA A SALIDA NOMINAL – TRIFÁSICA ÚNICAMENTEModelo
K2669-1
K2673-1(Sólo Chasis)
Ciclo deTrabajo
Capacidad nominal del 40%
Capacidad nominal del 60%
Capacidad nominal del100%
VOLTAJE DEENTRADATRIFÁSICO
50/60Hz208230380460575
Amperios deEntrada
(incl. robot y cargaauxiliar)
54 (73)49 (66)28 (38)25 (33)20 (26)
ALTURA
22.7 in. (577 mm)
21.0 in. (533 mm)
MODELO
K2669-1
K2673-1(Sólo Chasis)
ANCHO
24.4 in. (620 mm)
22.6 in. (574 mm)
PROFUNDIDAD
21.5 in. (546 mm)
18.5 in. (470 mm)
PESO
209 lbs. (95 kg.)
147 lbs. (66.8 kg.)
Tamaño de Fusible(Quemado Lento) o de
Interruptor2
8070504030
CONDUCTOR DECOBRE DE
ATERRIZAMIENTOAWG (mm2)
8 (10)8 (10)10 (6)10 (6)10 (6)
Alambre de Cobre enConducto Tipo 75°C
AWG (mm2) 4 (25)4 (25)8 (10)8 (10)10 (6)
Voltios a Amperios Nominales
35
34
31.5
Amperios
420
400
350
Ciclo de Trabajo
40%
60%
100%
Proceso
GMAWGMAW-Pulsación
FCAWGTAW-DC
Amperios de Entrada(incl. robot y carga
auxiliar)54/49/28/25/20
(73/66/38/33/26)50/45/26/23/18
(69/62/36/31/25)40/37/21/18/15
(59/54/31/27/21)
PotenciaRalentir
475 WattsMáx.
(ventiladorencendido)
Factor dePotencia a
Salida Nominal
.95
Voltaje de Entrada ±10%
208†/230/380*/460/5753 fases de 50/60 Hz
(† incluye 200V to 208V)(*incluye 380V a 415V)
RANGO DE TEMPERATURA DE OPERACIÓN14°F a 104°F (-10C a 40C)
RANGO DE TEMPERATURA DE ALMACENAMIENTO-40°F a 185°F(-40°C a 85°C)
1 Los tamaños de Alambres y Fusibles se basan en el Código Eléctrico Nacional de los E.U.A y en la salida máxima para un ambiente de 40°C (104°.)2También llamados interruptores automáticos de “tiempo inverso” o “térmicos/magnéticos”; interruptores automáticos que tienen una demora en laacción de apertura que disminuye a medida que aumenta la magnitud de la corriente.
A-2INSTALACIÓN
POWER WAVE® i400
A-2
ESPECIFICACIONES TÉCNICAS - POWER WAVE® i400 (K2669-1, K2673-1)
A-3INSTALACIÓN
POWER WAVE® i400
A-3
COLOCACIÓN Y MONTAJEEl gabinete de la POWER WAVE® i400 está diseñadopara soportar al controlador Fanuc R30iA y caja opcional(hasta 300 libras), correspondiendo a la pisada y estilodel controlador. El montaje es accesible externamentepara una integración simplificada. La flexibilidad de laPOWER WAVE® i400 también permite que se puedaoperar como una unidad autónoma. En cualquier caso,se recomienda atornillar la unidad al piso o a unaplataforma adecuada, a fin de proporcionar estabilidadmáxima.
• NO MONTE SOBRE SUPERFICIES COMBUSTIBLES.Donde haya una superficie combustible directamenteabajo de equipo eléctrico estacionario o fijo, éstadeberá cubrirse con una placa de acero de por lomenos 1.6mm (.06”) de grosor y deberá sobresalir delequipo por lo menos 150 mm (5.90”) por todos loslados.
-----------------------------------------------------------------------CONSIDERACIONES AMBIENTALESLa POWER WAVE® i400 opera en ambientes hostiles.A pesar de esto, es importante seguir simplesmedidas preventivas para asegurar una larga vida yoperación confiable.
• La POWER WAVE® i400 deberá colocarse dondehaya libre circulación de aire limpio en tal forma queno haya restricción del movimiento del mismo en lassecciones con rejillas de la máquina.
• Deberá mantenerse al mínimo el polvo y suciedadque pudieran entrar a la POWER WAVE® i400. Nose recomienda el uso de filtros de aire en la toma deaire porque puede restringirse el flujo normal delmismo. No tomar en cuenta estas precaucionespuede dar como resultado temperaturas deoperación excesivas y paros molestos.
PRECAUCIONES DE SEGURIDADLea toda la sección de instalación antes deempezar a instalar.
La DESCARGA ELÉCTRICA puede causar lamuerte.• Sólo personal calificado deberá realizar
esta instalación.• APAGUE la alimentación en el interruptor
de desconexión o caja de fusibles antesde trabajar en este equipo. Apague laalimentación a cualquier otro equipoconectado al sistema de soldadura en elinterruptor de desconexión o caja defusibles antes de trabajar en el equipo.
• No toque las partes eléctricamente calientes.• Siempre conecte la terminal de aterrizamiento de la
POWER WAVE® (localizada dentro de la puerta deacceso de entrada de reconexión) a un aterrizamiento(Tierra) de seguridad adecuado.
• No utilice la POWER WAVE® i400 en un ambienteexterior. La fuente de poder no deberá exponersea ninguna caída de agua ni tampoco sumergiralguna de sus partes en la misma. Hacerlo puedecausar una operación inadecuada así comorepresentar un peligro de seguridad. La mejorpráctica es mantener la máquina en un área seca ycubierta.
LEVANTAMIENTO
• Levante únicamente conequipo de elevación decapacidad adecuada.
• Asegúrese de que la máquinaestá estable al levantar.
• No levante esta máquinautilizando una oreja delevante si está equipada conun accesorio pesado como unremolque o cilindro de gas.
El EQUIPO QUE • No levante la máquina si la CAE puede oreja de levante está dañada
causar lesiones • No opere la máquina
mientras está suspendida dela oreja de levante.
----------------------------------------------------------------------POWER WAVE® i400: Levante la máquina sólo porlas orejas de levante montadas en las esquinas. Nointente levantar la POWER WAVE® i400 conaccesorios montados a la misma.
POWER WAVE® i400 con el Controlador FanucR30iA: Cuando la unidad integrada completa (fuentede poder y controlador) se monta adecuadamente,ésta se puede levantar utilizando los ganchos delevante proporcionados en el controlador FanucR30iA. Para detalles y precauciones, consulte elmanual de instrucciones de Fanuc.
NOTA: Las orejas de levante externas montadas enlas esquinas de la POWER WAVE® i400deben removerse cuando se monta elcontrolador Fanuc R30iA.
Chasis de Reemplazo de la POWER WAVE® i400:Levante el chasis por la oreja de levante que estáarriba del ensamble del filtro armónico.
ESTIBACIÓN
No es posible estibar la POWER WAVE® i400.
ADVERTENCIA
A-4INSTALACIÓN
POWER WAVE® i400
A-4
COMPATIBILIDAD ELECTROMAGNÉTICA (EMC)
La clasificación EMC de la POWER WAVE® i400 esde grupo 2 Industrial, Científico y Médico (ISM), claseA. La POWER WAVE® i400 es sólo para usoindustrial. (Para mayores detalles, vea los dibujosL10093-1, -2 en las Páginas de Seguridad al principiodel Manual de Instrucciones).
Coloque la POWER WAVE® i400 lejos de maquinariacontrolada por radio. La operación normal de laPOWER WAVE® i400 podría afectar adversamente laoperación del equipo controlado por RF, lo que a suvez podría resultar en lesiones corporales o daño alequipo.
CONEXIONES DE ENTRADA Y ATERRIZAMIENTO
ATERRIZAMIENTO DE LA MÁQUINA
El armazón de la soldadora deberá aterrizarse. Paraeste fin, una terminal a tierra marcada con el símbolocorrespondiente se localiza dentro de la puerta deacceso de reconexión/entrada. Para los métodos deaterrizamiento adecuados, vea los códigos eléctricoslocales y nacionales.CONEXIONES DE ENTRADA
La DESCARGA ELÉCTRICA puede causar la muerte.
• Sólo un electricista calificadodeberá conectar los cables deentrada a la POWER WAVE®. Laconexiones deberán hacerseconforme a todos los CódigosEléctricos Nacionales y eldiagrama de conexión localizadodentro de la puerta de acceso dereconexión / entrada de lamáquina. No hacerlo, puede darcomo resultado lesionescorporales o la muerte.
-----------------------------------------------------------------------Utilice una línea de alimentación trifásica. En la parteposterior del gabinete se localiza un orificio de accesode 45 mm (1.75 pulgadas) de diámetro para elsuministro eléctrico. Conecte L1, L2, L3 y la tierraconforme a las etiquetas de conexión de alimentacióny aterrizamiento localizadas cerca del bloque de laterminal de alimentación (1TB) y bloque deaterrizamiento de la caja trasera de reconexión deentrada.
Consideraciones de Fusibles de Entrada yAlambres de SuministroPara los tamaños y tipos recomendados de fusibles yalambres de los alambres de cobre, consulte lasEspecificaciones en la Sección de Instalación.Fusione el circuito de entrada con el fusible dequemado lento recomendado o interruptor tipodemora (también llamado de “tiempo inverso” o“térmico/magnético").
Eli ja el tamaño del alambre de entrada yaterrizamiento conforme a los códigos eléctricoslocales y nacionales. Utilizar tamaños de alambresde entrada, fusibles o interruptores automáticos máspequeños que los recomendados podría dar comoresultado paros “molestos” de las corrientes deentrada de la soldadora, aún cuando la máquina nose esté utilizando a altas corrientes.
Selección de Voltaje de Entrada(Vea la Figura A.1)La POWER WAVE® i400 se envía conectada para elvoltaje de entrada más alto enlistado en la placa decapacidades. A fin de mover esta conexión a unvoltaje de entrada diferente, vea el diagramalocalizado dentro de la puerta de acceso dereconexión, que también se ilustra a continuación. Siel cable Auxiliar (indicado como .A.) se coloca en laposición equivocada, podría haber dos resultadosposibles. Si el cable se coloca en una posición másalta que el voltaje de línea aplicado, la soldadora nose encenderá de ninguna manera. Si el cable Auxiliarse coloca en una posición más baja que el voltaje delínea aplicado, la soldadora no se encenderá y elfusible localizado en el área de reconexión se abrirá.Si esto ocurre, apague el voltaje de entrada, conecteadecuadamente el cable auxiliar, reemplace el fusible,e intente de nuevo.
Conexión de la fuente de alimentación para el reguladorde Fanuc R30iA
La POWER WAVE® i400 de la energía se equipa de unbloque de terminales de la energía dedicada de larobusteza (4TB) diseñado específicamente para alimentarenergía de entrada directamente al regulador de FanucR30iA a través del interruptor CON./DESC. rotatorio de lafuente de energía. El kit de la integración K2677-1proporciona las instrucciones apropiadas del cable y deinstalaciones de hacer esta conexión.
El interruptor con./desc. de la POWER WAVE® i400de la energía no se piensa pues una desconexión delservicio para este equipo. Solamente un electricistacualificado debe conectar la entrada conduce a la ondade la energía. Las conexiones se deben hacer deacuerdo con todos los códigos eléctricos locales ynacionales y el diagrama de conexión situado en elinterior de la puerta de acceso del volver a conectar dela máquina. La falta de hacer tan puede dar lugar alesión o a muerte corporal.-----------------------------------------------------------------------
No intente introducir de nuevo la potencia de entrada,aunque el bloque de terminales de alimentación delrobot (4TB) en el POWER WAVE® i400. Esta no es sufinalidad y puede resultar en daños a la máquina,lesiones corporales o la muerte. -----------------------------------------------------------------------
ADVERTENCIA
ADVERTENCIA
A-5INSTALACIÓN
POWER WAVE® i400
A-5
Diagrama de Reconexión para la POWER WAVE® i400 K2669-1
FIGURA A.1
A-6INSTALACIÓN
POWER WAVE® i400
A-6
Identificadordel Sistema
Fuente de Poder
Kit deIntegración
Mecanismo deAlimentaciónFuente de Poder a
Mecanismo deAlimentación Cable de
Control
Cables deSoldadura
Brazo de RobotControlador de
RobotAntorcha
Núm. deParte
K2669-1
K2677-1
K2685-2
K1785-xx1
K2163-xx-or-
K1842-xx
Kxxxx
Kxxxx
Kxxxx
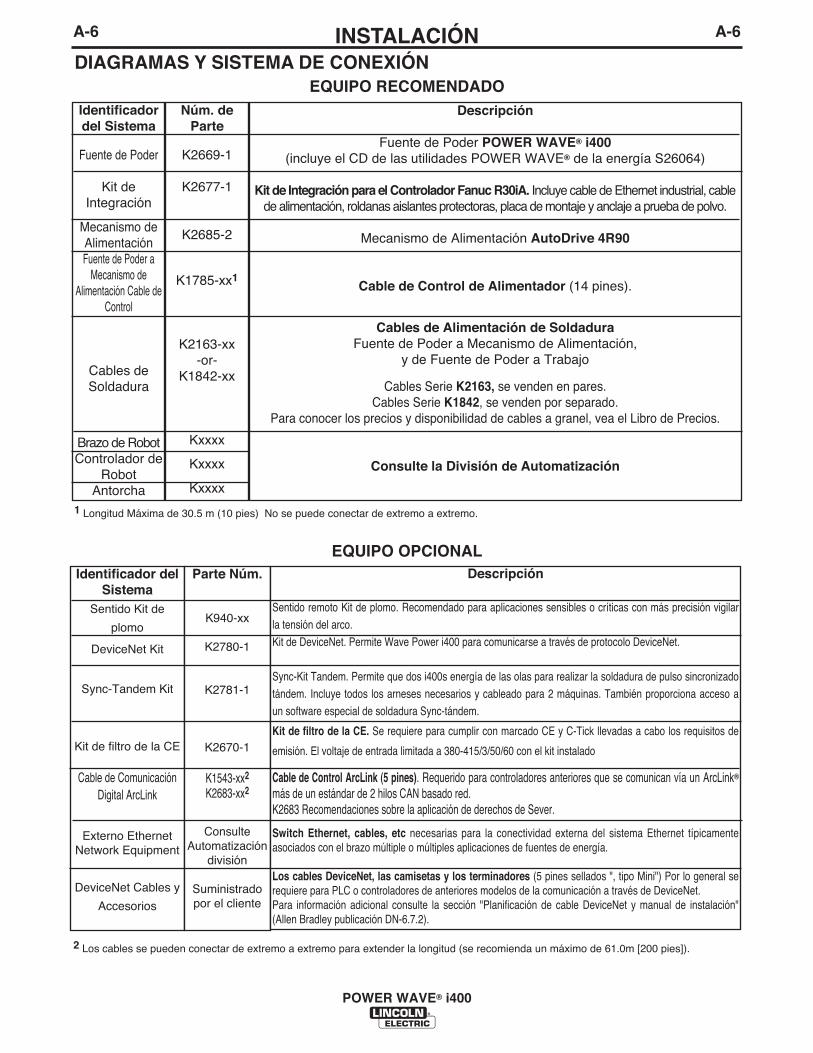
Descripción
Fuente de Poder POWER WAVE® i400(incluye el CD de las utilidades POWER WAVE® de la energía S26064)
Kit de Integración para el Controlador Fanuc R30iA. Incluye cable de Ethernet industrial, cablede alimentación, roldanas aislantes protectoras, placa de montaje y anclaje a prueba de polvo.
Mecanismo de Alimentación AutoDrive 4R90
Cable de Control de Alimentador (14 pines).
Cables de Alimentación de SoldaduraFuente de Poder a Mecanismo de Alimentación,
y de Fuente de Poder a Trabajo
Cables Serie K2163, se venden en pares.Cables Serie K1842, se venden por separado.
Para conocer los precios y disponibilidad de cables a granel, vea el Libro de Precios.
Consulte la División de Automatización
EQUIPO RECOMENDADODIAGRAMAS Y SISTEMA DE CONEXIÓN
Identificador delSistema
Sentido Kit de
plomo
DeviceNet Kit
Sync-Tandem Kit
Kit de filtro de la CE
Cable de ComunicaciónDigital ArcLink
Externo EthernetNetwork Equipment
DeviceNet Cables y
Accesorios
Parte Núm.
K940-xx
K2780-1
K2781-1
K2670-1
K1543-xx2
K2683-xx2
ConsulteAutomatización
división
Suministradopor el cliente
Descripción
Sentido remoto Kit de plomo. Recomendado para aplicaciones sensibles o críticas con más precisión vigilarla tensión del arco.Kit de DeviceNet. Permite Wave Power i400 para comunicarse a través de protocolo DeviceNet.
Sync-Kit Tandem. Permite que dos i400s energía de las olas para realizar la soldadura de pulso sincronizadotándem. Incluye todos los arneses necesarios y cableado para 2 máquinas. También proporciona acceso aun software especial de soldadura Sync-tándem.
Kit de filtro de la CE. Se requiere para cumplir con marcado CE y C-Tick llevadas a cabo los requisitos de
emisión. El voltaje de entrada limitada a 380-415/3/50/60 con el kit instalado
Cable de Control ArcLink (5 pines). Requerido para controladores anteriores que se comunican vía un ArcLink®
más de un estándar de 2 hilos CAN basado red.K2683 Recomendaciones sobre la aplicación de derechos de Sever.
Switch Ethernet, cables, etc necesarias para la conectividad externa del sistema Ethernet típicamenteasociados con el brazo múltiple o múltiples aplicaciones de fuentes de energía.
Los cables DeviceNet, las camisetas y los terminadores (5 pines sellados ", tipo Mini") Por lo general serequiere para PLC o controladores de anteriores modelos de la comunicación a través de DeviceNet.Para información adicional consulte la sección "Planificación de cable DeviceNet y manual de instalación"(Allen Bradley publicación DN-6.7.2).
EQUIPO OPCIONAL
1 Longitud Máxima de 30.5 m (10 pies) No se puede conectar de extremo a extremo.
2 Los cables se pueden conectar de extremo a extremo para extender la longitud (se recomienda un máximo de 61.0m [200 pies]).
A-7INSTALACIÓN
POWER WAVE® i400
A-7
SystemIdentifier
Cable coaxial desoldadura
Cable de vestirexteriores para
brazo robot
Ordenador Personal
Reemplazo delchasis
Part No.
K1796-xx
K2593-xx
K2709-xx
Provisto por elCliente
K2673-1
Description
Cable coaxial. Recomendaciones para minimizar los efectos de la inductancia de cable de soldar ymaximizar el rendimiento en aplicaciones críticas de alta velocidad del pulso.
Nota: K1796 cable coaxial es equivalente al cable 1/0 estándar. K2539 cable coaxial es equivalente a AWG #1 de cable estándar. Conexión de los cables coaxiales en paralelo para aumentar la capacidad deconducción de corriente puede reducir significativamente sus propiedades de inductancia reducir al mínimo, ypor lo tanto NO SE RECOMIENDA. Consulte la Guía de cable de salida para más información.
Cable de vestir exterior. Para trabajo pesado montado en el exterior 14pin cable de alimentación de
alambre para su uso con brazos robóticos que no están equipados con un cable integral.
PC compatible con IBM (Windows NT SP6, Windows 2000, Windows XP o superior) para su utilización contodos los Power Wave ® Utilities
POWER WAVE ® i400 chasis de repuesto. Completar la sección inversor. Debe usarse sólo como unreemplazo para ser instalado en el Power Wave ® i400 gabinete (incluye S26064 Power Wave ® CD deutilidades).
EQUIPO OPCIONAL
A-8INSTALACIÓN
POWER WAVE® i400
A-8
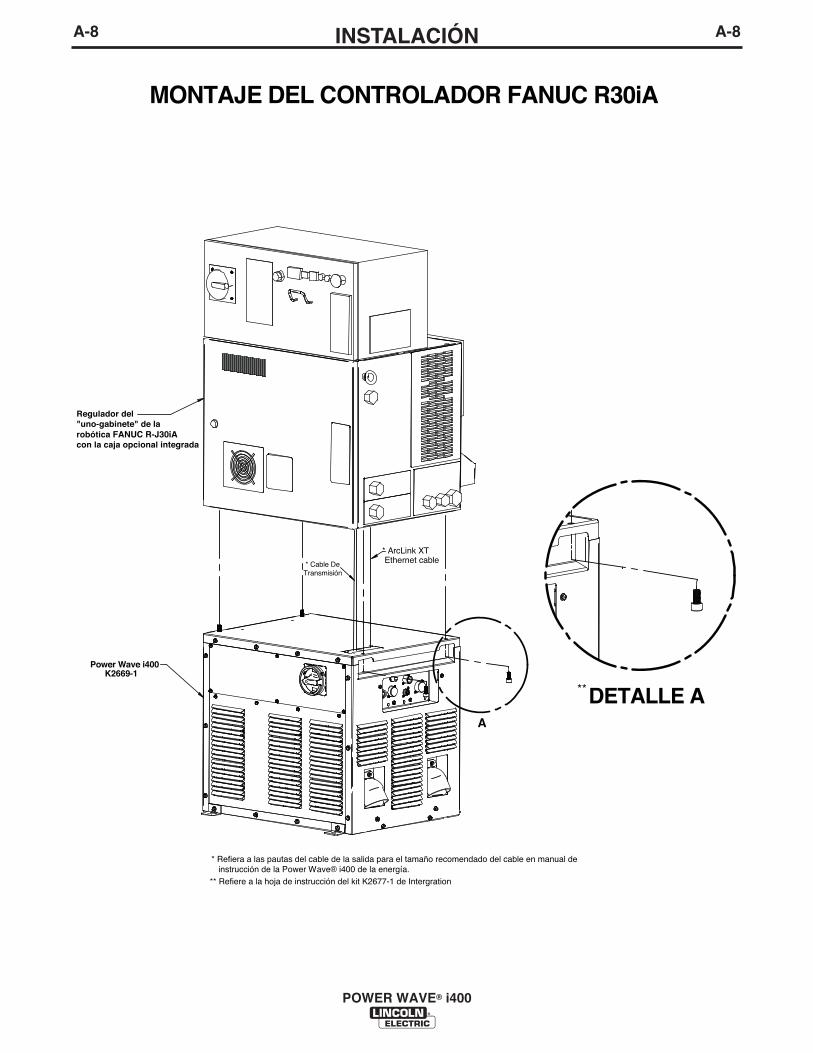
Power Wave i400K2669-1
DETALLE A
MONTAJE DEL CONTROLADOR FANUC R30iA
A
Regulador del "uno-gabinete" de la robótica FANUC R-J30iA con la caja opcional integrada
* ArcLink XTEthernet cable * Cable De
Transmisión
* Refiera a las pautas del cable de la salida para el tamaño recomendado del cable en manual de instrucción de la Power Wave® i400 de la energía.** Refiere a la hoja de instrucción del kit K2677-1 de Intergration
**
A-9INSTALACIÓN
POWER WAVE® i400
A-9
Con
exió
n D
e E
ther
net
Arc
Link
XT
Arc
Lin
kC
onex
ión
Sen
sión
del T
rabajo
Alim
enta
dor
de A
lam
bre
Po
wer
Wav
e i4
00K
2669
-1
Pie
za d
e Tr
abaj
o
Plo
mo
Del
Sen
tido
(21)
Tr
abaj
o O
pcio
nal
Cab
le d
e C
ontr
olde
l Alim
enta
dor
de A
lam
bre
K17
85-X
X
* Cab
le
de T
rabajo
(-)
Cab
le D
e E
ther
net
A
rcL
ink
XT
Inte
rna
* C
able
del
Ele
ctro
do (+
)
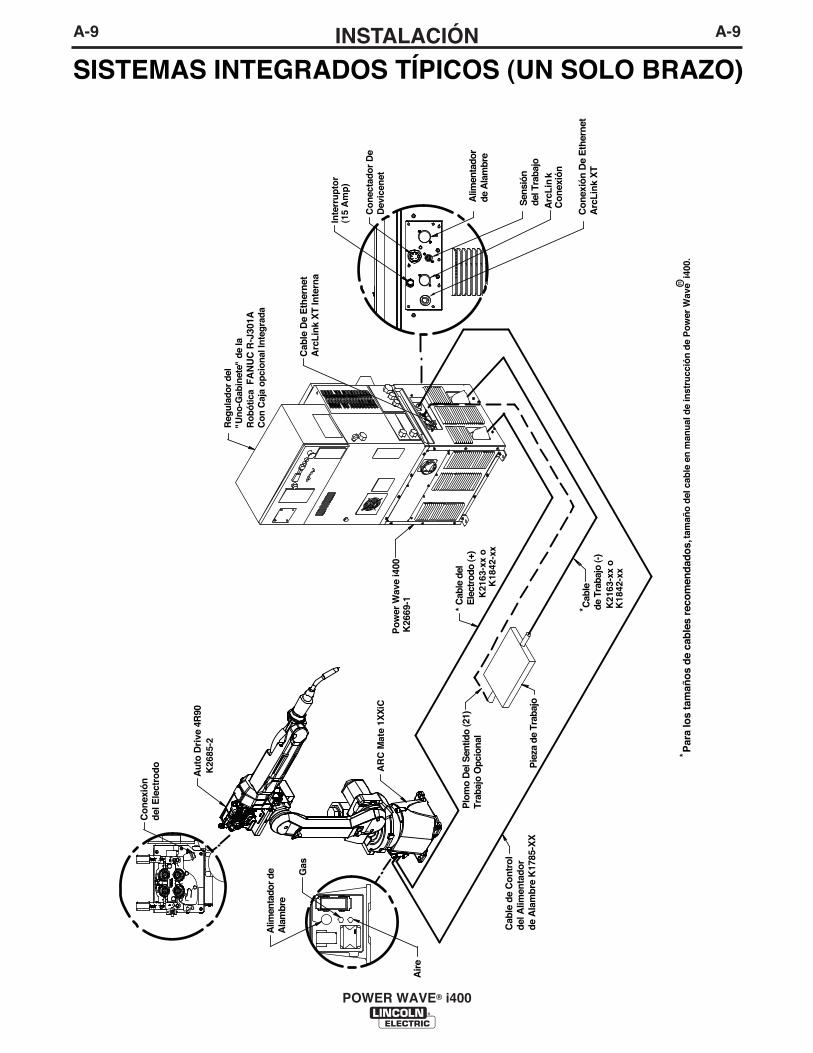
SISTEMAS INTEGRADOS TÍPICOS (UN SOLO BRAZO)
Alim
enta
dor
de
Ala
mbr
e
Gas
Air
e
Co
nex
ión
del
Ele
ctro
do
Au
to D
rive
4R
90
* Par
a lo
s ta
mañ
os
de
cab
les
reco
men
dad
os,
K21
63-x
x o
K18
42-x
x
tam
año
del
cab
le e
n m
anu
al d
e in
stru
cció
n d
e P
ow
er W
ave
i400
.
AR
C M
ate
1XX
iC
Reg
ulad
or d
el
"Uno
-Gab
inet
e" d
e la
R
obót
ica
FA
NU
C R
-J30
1AC
on C
aja
opci
onal
Inte
grad
a
K21
63-x
x o
K18
42-x
x
R O
K26
85-2
Co
nec
tad
or
De
Dev
icen
et
Inte
rru
pto
r(1
5 A
mp
)
A-10INSTALACIÓN
POWER WAVE® i400
A-10
Cab
le D
e E
ther
net
D
e A
rcL
ink
XT
* C
able
del
E
lect
rod
o (
+)
Cab
le d
e S
ensió
n d
e T
rab
ajo
Op
cio
nal
(21
)
* C
ab
le
de
Tra
bajo
(-)
Cab
le d
e C
on
tro
l d
el A
limen
tad
or
de
Ala
mb
re K
1785
-XX
Po
wer
Wav
e i4
00K
2669
-1
SISTEMAS AUTÓNOMOS TÍPICOS (UN SOLO BRAZO)
Pie
za
de
Tra
baj
o
Ali
men
tad
or
de
Ala
mb
re
Co
nex
ión
De
Eth
ern
et
De
Arc
Lin
k X
T
Co
nex
ión
De
Arc
Lin
k
Ali
men
tad
or
de
Ala
mb
re
Gas A
ire
Co
nex
ión
d
el E
lect
rod
o
*
Co
nex
ión
De
Dev
icen
et
Inte
rru
pto
r(1
5 A
mp
)
Co
nex
ión
De
la
Det
ecció
n D
e T
ensió
n
K21
63-x
x o
r K
1842
-xx
K21
63-x
x o
r K
1842
-xx
AR
C M
ate
1XX
iC
Aut
oDriv
e 4R
90
K26
85-2
Par
a lo
s ta
mañ
os
de
cab
les
reco
men
dad
os,
tam
año
del
cab
le e
n m
anu
al d
e in
stru
cció
n d
e P
ow
er W
ave
i400
.R O
Reg
ulad
or d
el
"Uno
-Gab
inet
e" d
e la
R
obót
ica
FA
NU
C R
-J30
1AC
on C
aja
opci
onal
Inte
grad
a
A-11INSTALACIÓN
POWER WAVE® i400
A-11
Pie
za
de T
rabajo
Cab
le d
e S
ensión
de
Trab
ajo
Opc
iona
l (21
)
Cab
le d
e S
ensión
de
Trab
ajo
Opc
iona
l (21
)
*Cab
le
de
Tra
baj
o (-
)
*Cab
le
de
Tra
baj
o (-
) Cab
le d
e C
on
tro
l d
el A
limen
tad
or
de
Ala
mb
re K
1785
-XX
Cab
le d
e C
on
tro
l d
el A
limen
tad
or
de
Ala
mb
re K
1785
-XX
Cab
le d
e C
ontr
ol A
rcLi
nk X
T
* C
able
del
Ele
ctro
do
(+)
Au
to D
rive
4R
90
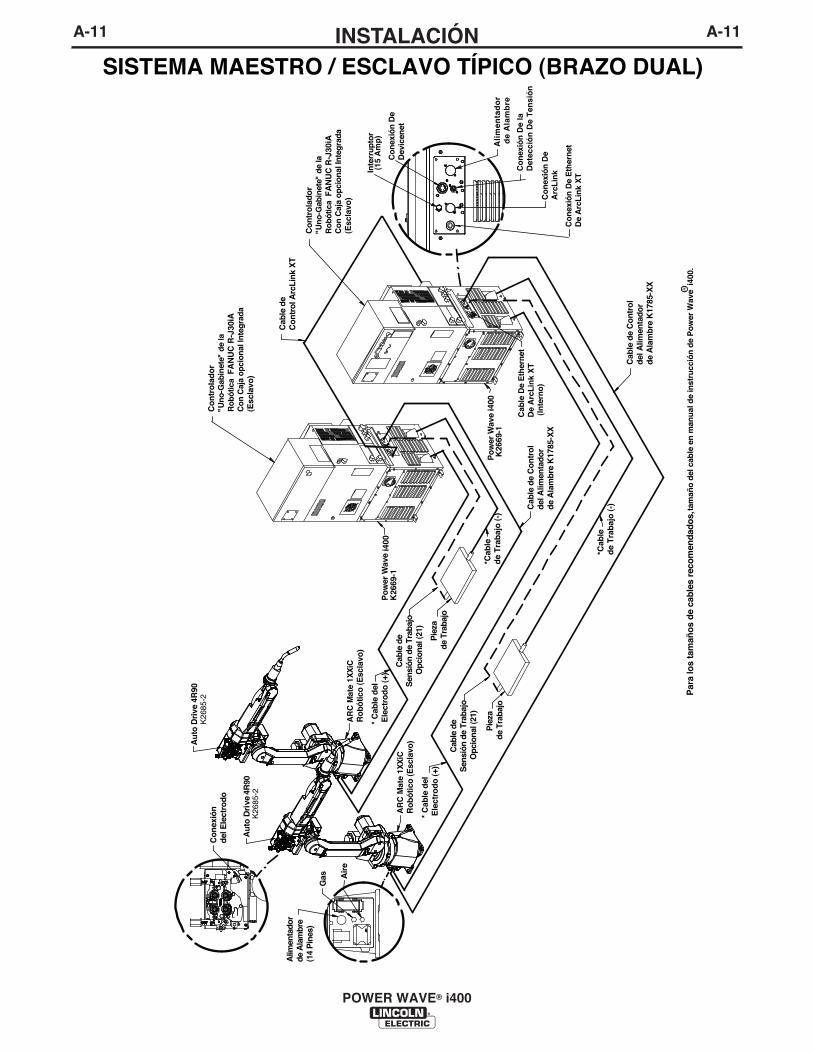
SISTEMA MAESTRO / ESCLAVO TÍPICO (BRAZO DUAL)
AR
C M
ate
1XX
iCR
obó
tico
(Esc
lavo
)
AR
C M
ate
1XX
iCR
obó
tico
(Esc
lavo
)
Co
nex
ión
d
el E
lect
rod
o
Alim
enta
dor
de A
lam
bre
(14
Pin
es)
Gas A
ire
Po
wer
Wav
e i4
00K
2669
-1
Po
wer
Wav
e i4
00K
2669
-1P
ieza
de
Tra
bajo
* C
able
del
Ele
ctro
do
(+)
Cab
le D
e E
ther
net
D
e A
rcL
ink
XT
(Inte
rno
)
K26
85-2
K26
85-2
Au
to D
rive
4R
90
Ali
men
tad
or
de
Ala
mb
re
Co
nex
ión
De
Eth
ern
et
De
Arc
Lin
k X
T
Co
nex
ión
De
Arc
Lin
k
Co
nex
ión
De
Dev
icen
et
Inte
rru
pto
r(1
5 A
mp
)
Co
nex
ión
De
la
Det
ecció
n D
e T
ensió
n
Par
a lo
s ta
mañ
os
de
cab
les
reco
men
dad
os,
tam
año
del
cab
le e
n m
anu
al d
e in
stru
cció
n d
e P
ow
er W
ave
i400
.R O
Co
ntr
ola
do
r
"Uno
-Gab
inet
e" d
e la
R
obót
ica
FA
NU
C R
-J30
iAC
on C
aja
opci
onal
Inte
grad
a(E
scla
vo)
Co
ntr
ola
do
r
"Uno
-Gab
inet
e" d
e la
R
obót
ica
FA
NU
C R
-J30
iAC
on C
aja
opci
onal
Inte
grad
a(E
scla
vo)
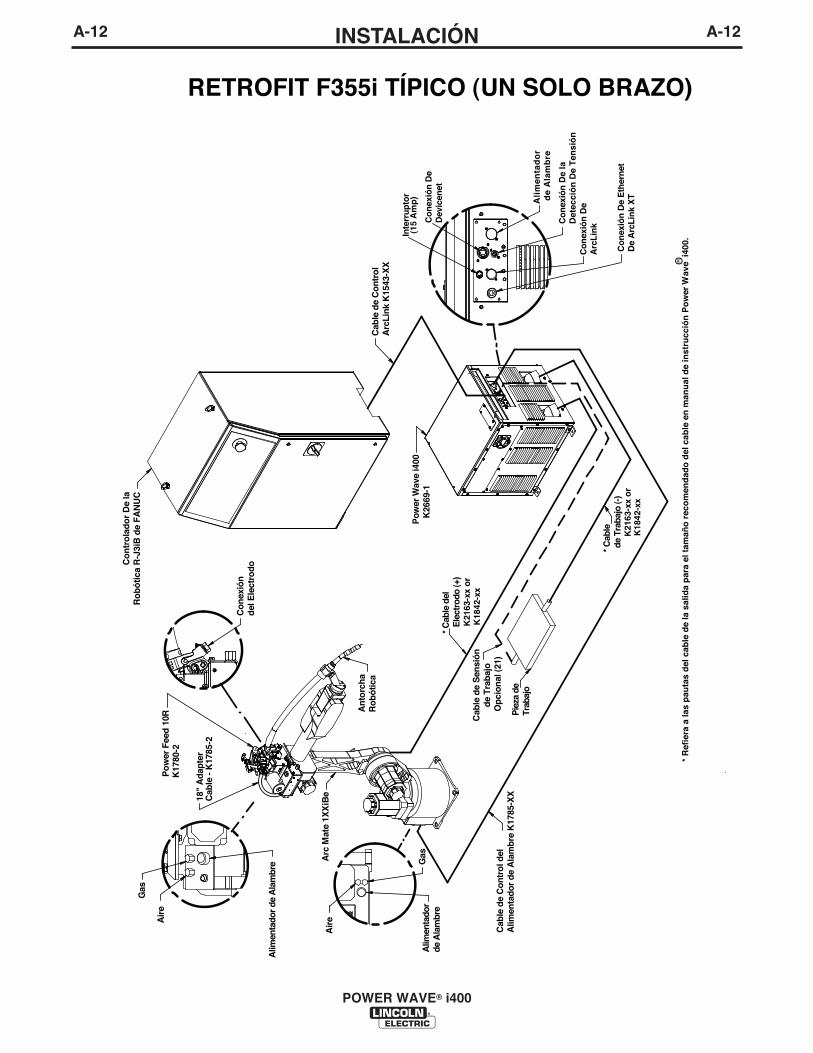
A-12INSTALACIÓN
POWER WAVE® i400
A-12
Pie
za d
e Tr
abaj
o
Pow
er W
ave
i400
K26
69-1
Co
ntr
ola
do
r D
e la
R
ob
óti
ca R
-J3i
B d
e F
AN
UC
* Cab
le d
el
E
lect
rodo
(+)
Cab
le d
e S
ensi
ón
d
e T
rab
ajo
O
pci
on
al (2
1)C
able
de
Con
trol
del
A
limen
tado
r d
e A
lam
bre
K17
85-X
X
Cab
le d
e C
ontr
ol
Arc
Link
K15
43-X
X
RETROFIT F355i TÍPICO (UN SOLO BRAZO)
An
torc
ha
Ro
bó
tica
Arc
Mat
e 1X
X iB
e
Po
wer
Fee
d 1
0RK
1780
-2
18"
Ad
apte
r C
able
- K
1785
-2
Alim
enta
dor
de A
lam
bre
Co
nex
ión
d
el E
lect
rod
o
Air
e
Gas
Gas
Air
e
* C
able
d
e Tr
abaj
o (-
)
Alim
enta
dor
de A
lam
bre
Ali
men
tad
or
de
Ala
mb
re
Co
nex
ión
De
Eth
ern
et
De
Arc
Lin
k X
T
Co
nex
ión
De
Arc
Lin
kCo
nex
ión
De
Dev
icen
et
Inte
rru
pto
r(1
5 A
mp
)
Co
nex
ión
De
la
Det
ecci
ón
De
Ten
sió
n
K21
63-x
x o
r K
1842
-xx
* R
efie
ra a
las
pau
tas
del
cab
le d
e la
sal
ida
par
a el
tam
año
rec
om
end
ado
del
cab
le e
n m
anu
al d
e in
stru
cció
n P
ow
er W
ave
i400
.
K21
63-x
x o
r K
1842
-xx
R O
LINEAMIENTOS GENERALES
• Seleccione los tamaños de cable apropiadosconforme a los “Lineamientos de Cables de Salida”en la Tabla A.1. Las caídas excesivas de voltajeprovocadas por cables de soldadura de tamaño menor yconexiones deficientes a menudo resultan en undesempeño de soldadura insatisfactorio. Siempre utilicelos cables de soldadura más grandes (electrodo y trabajo)que sean prácticos, y asegúrese de que todas lasconexiones estén limpias y bien apretadas.
Nota: Calor excesivo en los circuitos de soldadura indicacables de tamaño menor y/o malas conexiones.
• Enrute todos los cables directamente al trabajo yalimentador de alambre, evite longitudes excesivas yno enrolle el exceso de cable. Enrute los cables delelectrodo y trabajo muy cerca entre sí para minimizar elárea de circuito cerrado y, por lo tanto, la inductancia delcircuito de soldadura..
• Siempre suelde en una dirección lejos de la conexiónde trabajo (tierra).
En la Tabla A.1 se encuentran los tamaños de cables decobre recomendados para diferentes corrientes y ciclos detrabajo. Las longitudes estipuladas son la distancias de lasoldadora al trabajo y de regreso a la soldadora de nuevo.Los tamaños de cable aumentan para longitudes mayoresbásicamente con el fin de minimizar la caída de cables.
A-13INSTALACIÓN
POWER WAVE® i400
A-13
CONEXIONES DE ELECTRODO Y TRABAJOConecte los cables del electrodo y trabajo entre los bornesde salida apropiados de la POWER WAVE® i400 y la celdade soldadura del robot conforme a los diagramas deconexión incluidos en este documento. Elija un tamaño yenrute los cables con base en lo siguiente.
• La mayoría de las aplicaciones de soldadura funcionancon un electrodo positivo (+). Para esas aplicaciones,conecte el cable del electrodo entre la placa dealimentación del mecanismo de alimentación y el borne desalida positiva (+) en la fuente de poder. Conecte un cablede trabajo del borne de salida negativa (-) de la fuente depoder a la pieza de trabajo.
• Cuando se requiere una polaridad de electrodo negativa,como en algunas aplicaciones Innershield, invierta lasconexiones de salida en la fuente de poder (cable delelectrodo al borne negativo (-), y cable de trabajo al bornepositivo (+))
La operación con una polaridad de electrodo negativaSIN el uso de un cable de sensión de trabajo remoto(21) requiere la configuración del atributo de Polaridadde Electrodo Negativa. Para mayores detalles, vea lasección de Especificación de Cables de SensiónRemota de este documento.
Para información de Seguridad adicional relacionada con laconfiguración del electrodo y cable de trabajo, vea la“INFORMACIÓN DE SEGURIDAD” estándar localizada alprincipio de este Manual de Instrucciones.
PRECAUCIÓN
LINEAMIENTOS DE CABLES DE SALIDATABLA A.1
TAMAÑOS DE CABLE PARA LONGITUDES COMBINADAS DE CABLES DEELECTRODO Y TRABAJO (COBRE CUBIERTA CON GOMA – CLASIFICADO A75°C)**
Porcentajede Ciclo de
Trabajo
6010020
40 & 3030406010060100606010060
22
4 or 5332111
2/01/02/03/02/0
223332111
2/01/02/03/02/0
222221111
2/02/02/03/03/0
11111111
1/02/02/03/03/03/0
1/01/01/01/01/01/01/01/02/03/03/04/04/04/0
200200225225250250250250300325350400400500
Amperios
0 a 50 pies 50 a 100 pies 100 a 150 pies 150 a 200 pies 200 a 250 pies
** Los valores en la tabla son para operación a temperaturas ambiente de 40°C y menos. Las aplicaciones arriba de 40°C pueden requerircables más grandes que los recomendados, o cables clasificados a más de 75°C.
A-14INSTALACIÓN
POWER WAVE® i400
A-14
Lineamientos Generales para Cables de Sensión de Voltaje
Los cables de sensión deberán conectarse tan cercade la soldadura como sea práctico, y fuera de la rutade corriente de soldadura cuando sea posible. Enaplicaciones extremadamente sensibles, tal vez seanecesario enrutar los cables que contienen a loscables de sensión lejos de los cables de soldaduradel electrodo y trabajo.
Los requerimientos de los cables de sensión devoltaje se basan en el proceso de soldadura en lasiguiente forma:
TABLA A.2
Proceso Sensión de Voltaje Sensión del Voltaje de del Electrodo (cable 67)1 Trabajo (cable 21)2
GMAW Requiere al cable 67 Cable 21 opcional 3GMAW-P Requiere al cable 67 Cable 21 opcional 3FCAW Requiere al cable 67 Cable 21 opcional 3GTAW Sensión de voltaje en los bornes Sensión de voltaje en los bornes
1 El proceso de soldadura habilita automáticamente al cable desensión de voltaje del electrodo (67), que es parte integral delcable de control de 14 pines del alimentador de alambre(K1785).
2 El cable de sensión de voltaje del trabajo (21) se habilitamanualmente, pero se anula con los procesos de soldadura decorriente constante definidos para la sensión de bornes.
3 La operación de proceso semiautomático de polaridad negativaSIN el uso del cable de sensión de trabajo remota (21) requierela configuración del atributo de Polaridad de Electrodo Negativa.
Sensión de Voltaje del Electrodo
El cable de sensión de ELECTRODO remota (67) seintegra en el cable de control de alimentador dealambre estándar (K1785) y siempre está conectadoa la placa de alimentación del mecanismo dealimentación cuando un alimentador de alambre seencuentra presente. Habilitar o inhabilitar la sensiónde voltaje del electrodo es específico de la aplicación,y es configurado automáticamente por el modo desoldadura activo.
El cable de sensión de ELECTRODO remota (67)también está disponible en el Conector de sensión deVoltaje remota para las aplicaciones que no usan elcable de control del alimentador de alambre estándar(K1785). Esto se puede acceder fácilmente con el kitopcional de K940 plomo sentido.
INDUCTANCIA DE LOS CABLES, Y SUEFECTO EN LA SOLDADURA
La inductancia excesiva de los cables hará que el desempeñode la soldadura disminuya. Existen numerosos factores quecontribuyen a la inductancia general del sistema de cableadoincluyendo el tamaño del cable y el área de circuito cerrado.Ésta última se define como la distancia de separación entrelos cables del electrodo y trabajo, y la longitud general delcircuito cerrado de soldadura. La longitud del circuito cerradode soldadura se define como la longitud total del cable delelectrodo (A) + cable de trabajo (B) + ruta de trabajo (C) (veala Figura A.2). A fin de minimizar la inductancia, siempre utilicelos cables de tamaño apropiado y, cada vez que sea posible,coloque los cables del electrodo y trabajo muy cerca entre sípara minimizar el área de circuito cerrado. Ya que el factormás importante en la inductancia del cable es la longitud delcircuito cerrado de soldadura, evite longitudes excesivas y noenrolle el exceso de cable. Para longitudes largas de pieza detrabajo, deberá considerarse una tierra deslizable paramantener la longitud total del circuito cerrado de soldadura tancorta como sea posible.
CONEXIONES DE CABLES DE SENSIÓN REMOTA
Descripción General de la Sensión del Voltaje
El mejor desempeño de arco ocurre cuando laPOWER WAVE® i400 tiene datos precisos del mismo.Dependiendo del proceso, la inductancia dentro delos cables del electrodo y trabajo puede influir en elvoltaje presente en los bornes de la soldadora, y tenerun efecto dramático en el desempeño. Los cables desensión de voltaje remota se utilizan para mejorar laprecisión de la información de voltaje de arcoproporcionada a la tarjeta de PC de control. Paraeste fin, se encuentran disponibles los Kits de Cablesde Sensión (K940-xx).
Si la sensión de voltaje remota está habilitadapero no hay cables de sensión, o están malconectados o si el atributo de polaridad delelectrodo está configurado inadecuadamente,pueden presentarse salidas de soldaduraextremadamente altas.
Consideraciones de Sensión de Voltaje paraMúltiples Sistemas de Arco
Deberá tenerse cuidado especial cuando más de unarco está soldando simultáneamente en una solaparte. Las aplicaciones de múltiples arcos no dictannecesariamente el uso de los cables de sensión devoltaje de trabajo remota, pero se recomiendanampliamente.
Si NO SE utilizan cables de sensión:• Evite las rutas de corriente comunes. La corriente
de los arcos adyacentes puede inducir el voltaje enlas rutas de corriente entre sí lo que puede ser malinterpretado por las fuentes de poder y dar comoresultado una interferencia de arco.
Si SE utilizan cables de sensión:• Coloque los cables de sensión fuera de la ruta
de la corriente de soldadura. Especialmentecualquier ruta de corriente común a los arcosadyacentes. La corriente de los arcos adyacentespuede inducir el voltaje en las rutas de corrienteentre sí lo que puede ser mal interpretado por lasfuentes de poder y dar como resultado unainterferencia de arco.
• Para aplicaciones longitudinales, conecte todoslos cables de trabajo en un extremo de lasoldadura, y todos los cables de sensión de voltajede trabajo en el extremo opuesto de la soldadura.Realice la soldadura en la dirección lejos de loscables de trabajo y hacia los cables de sensión.(Vea la Figura A.3).
A-15INSTALACIÓN
POWER WAVE® i400
A-15
Sensión de Voltaje de Trabajo
La POWER WAVE® i400 está configurada de fábricapara detectar el voltaje del trabajo en el borne desalida negativa (polaridad de salida positiva con laSensión de Voltaje del Trabajo inhabilitada).
La operación con una polaridad de electrodonegativa SIN el uso de un cable de sensión detrabajo remota (21) requiere la configuración delatributo de Polaridad de Electrodo Negativa através del Control Colgante Fanuc Teach o con lautilidad Administrador de soldadura (incluido enel Wave Power®Utilities y servicio Navigator de CDo disponibles en www.powerwavesoftware.com).-----------------------------------------------------------------------A pesar de que la mayoría de las aplicaciones sedesempeñan adecuadamente detectando el voltaje deltrabajo directamente en el borne de salida, se recomiendael uso de un cable de sensión de voltaje remota para undesempeño óptimo. El cable de sensión de TRABAJOremota (21) se puede acceder a través del conector desensión de voltaje de cuatro pines localizado en el panel decontrol, utilizando un Kit de Cable de Sensión K940. Éstedeberá conectarse al trabajo tan cerca de la soldaduracomo sea práctico, pero fuera de la ruta de la corriente desoldadura. Para mayor información relacionada con lainstalación de cables de sensión de voltaje de trabajoremota, vea la sección titulada "Consideraciones deSensión de Voltaje para Múltiples Sistemas de Arco."
Si se utiliza un cable de sensión de voltaje detrabajo remota, deberá habilitarse a través delControl Colgante Fanuc Teach o herramienta dePC apropiada.-----------------------------------------------------------------------
ADVERTENCIA
PRECAUCIÓN
DIRECCIÓN DE RECORRIDO
CONECTE TODOS LOS CABLES DE SENSIÓN AL FINAL DE LA SOLDADURA
CONECTE TODOS LOS CABLES DE TRABAJO AL PRINCIPIO DE LA SOLDADURA
FIGURA A.3
A-16INSTALACIÓN
POWER WAVE® i400
A-16
• Para aplicaciones circunferenciales, conecte todos los cables de trabajo en un lado de la junta de soldadura, ytodos los cables de sensión de voltaje de trabajo en el lado opuesto, en tal forma que salgan de la ruta de corriente.
FUENTE DE PODER
#1
ARCO #1
ARCO #1
ARCO #1
ARCO #2
ARCO #2
ARCO #2
Trabajo # 1Sensión # 1
Trabajo # 2Sensión # 2
Trabajo # 2Sensión # 2
Trabajo # 1Trabajo # 2
Sensión # 1Sensión # 2
FUENTE DE PODER
#2
FUENTE DE PODER
#2
FUENTE DE PODER
#1
FUENTE DE PODER
#1
FUENTE DE PODER
#2
MALEL FLUJO DE CORRIENTE DEL ARCO #1 AFECTA AL CABLE DE SENSIÓN #2
EL FLUJO DE CORRIENTE DEL ARCO#2 AFECTA AL CABLE DE SENSIÓN #1
NINGUNO DE LOS CABLES DE SENSIÓN DETECTA EL VOLTAJE DE TRABAJO CORRECTO LO QUE CAUSA INESTABILIDAD EN EL ARRANQUE Y EN EL ARCO DE SOLDADURA
EL CABLE DE SENSIÓN #1 SÓLO SE VE AFECTADO POR EL FLUJO DE CORRIENTE DEL ARCO #1EL CABLE DE SENSIÓN #2 SÓLO SE VE AFECTADO POR EL FLUJO DE CORRIENTE DEL ARCO #2DEBIDO A LAS CAÍDAS DE VOLTAJE DE LA PIEZA DE TRABAJO, EL VOLTAJE DE ARCO PUEDE ESTAR BAJO HACIENDO NECESARIO DESVIARSE DE LOS PROCEDIMIENTOS ESTÁNDAR
BIEN
MEJORAMBOS CABLES DE SENSIÓN ESTÁN FUERA DE LAS RUTAS DE CORRIENTE
AMBOS CABLES DE SENSIÓN DETECTAN EL VOLTAJE DE ARCO EN FORMA PRECISA
NO HAY CAÍDA DE VOLTAJE ENTRE EL ARCO Y CABLE DE SENSIÓN
INICIOS Y ARCOS MEJORES, RESULTADOS MÁS CONFIABLES
A-17INSTALACIÓN
POWER WAVE® i400
A-17
CONEXIONES DE CABLES DE CONTROL
Lineamientos Generales
Siempre deberán utilizarse cables de controlgenuinos de Lincoln (excepto donde se indique locontrario). Los cables de Lincoln están específicamentediseñados para las necesidades de comunicación yalimentación de los sistemas POWER WAVE® / PowerFeed. La mayoría están diseñados para conectarse deextremo a extremo para extenderlos fácilmente.Generalmente, se recomienda que la longitud total noexceda 30.5 m (100 pies). El uso de cables no estándar,especialmente en longitudes mayores de 7.6 m (25pies), puede llevar a problemas de comunicación (parosdel sistema), aceleración deficiente del motor (inicio dearco pobre) y baja fuerza de impulsión de alambre(problemas de alimentación de alambre). Siempre utilicela longitud más corta posible de cable de control, y NOenrolle el exceso de cable.
En cuanto a la colocación del cable, se obtienen losmejores resultados cuando los cables de control seenrutan en forma separada de los cables desoldadura. Esto minimiza la posibilidad deinterferencia entre las altas corrientes que fluyen através de los cables de soldadura. Estasrecomendaciones aplican a todos los cables decomunicación incluyendo a las conexiones ArcLinkRy Ethernet.-----------------------------------------------------------------------
CONEXIONES DE EQUIPO COMÚN
Conexión Entre la Fuente de Poder y el Alimentadorde Alambre (K1785 o K2709 Cable de Control).El cable de control de 14 pines del alimentador dealambre conecta la fuente de poder al mecanismo dealimentación. Contiene todas las señales necesariaspara impulsar el motor y monitorear el arco, incluyendolas señales de retroalimentación de encendido del motor,tacómetro y voltaje del arco. La conexión delalimentador de alambre en la POWER WAVE® i400 selocaliza en el panel de control retraído sobre los bornesde salida. Los brazos de robot Fanuc están equipadoscon cableado interno y proporcionan una conexiónestándar estilo MS de 14 pines en la base del robot, ycerca del montaje del alimentador de alambre en la partesuperior del brazo. Los mejores resultados se obtienencuando los cables de control se enrutan en formaseparada de los cables de soldadura, especialmente enlas aplicaciones a larga distancia. La longitud de cablemáxima no debe exceder los 30.5 m (100 pies).
.Conexión Entre la Fuente de Poder y los ControladoresArcLink®XT Compatibles o Redes Ethernet. Los controladoresde modelos más recientes, como el Fanuc R30iA, se comunicanvía ArcLinkRXT sobre una conexión Ethernet industrial. Parafacilitar esto, la POWER WAVE® i400 está equipada con unconector Ethernet RJ-45 que cumple con ODVA y que tiene unaclasificación IP67, localizado sobre el panel de control retraídosobre los bornes de salida. Se proporciona un conducto deacceso especial sobre la conexión Ethernet en la POWER WAVE®
i400 para dar cabida a la integración sin problemas con elcontrolador Fanuc R30iA. Para este fin, el Kit de IntegraciónK2677-1 incluye un cable Ethernet de clasificación industrialdiseñado especialmente.
Se recomienda que todos los equipos externos de Ethernet(cables, interruptores, etc), según la definición de los esquemas deconexión, se obtiene a través de la División de Automatización deLincoln Electric. Es fundamental que todos los cables Ethernetexternos a cualquiera de un conducto o un alojamiento son unconductor sólido, gato 5e cable blindado, con un drenaje. Eldrenaje debe estar conectado a tierra en la fuente de transmisión,tales como un conmutador de red o la tira de Fanuc R30iA suelo.Cables Ethernet se alcancen niveles óptimos de rendimiento adistancias de hasta 25 pies. Especial atención a la distribuciónpuede ser necesaria para apoyar a distancias superiores a 25 pies,incluyendo el equipo de la red especializada. Para obtener losmejores resultados, siempre los cables de Ethernet de ruta lejosde los cables de soldadura, cables de alambre de unidad decontrol, o cualquier otro dispositivo de conducción de corriente quepuede crear un campo magnético fluctuante. Para obtener másindicaciones se refieren a los documentos estándar de la industriapara redes Ethernet industriales. El incumplimiento de estasrecomendaciones puede dar lugar a un fallo en la conexión deEthernet durante la soldadura.
El puerto de Ethernet de la POWER WAVE® i400 de la energíaes fábrica configurada con un IP address dinámico. Esto serequiere para la operación inconsútil con el regulador de FanucR30iA.
Conexión Entre la Fuente de Poder y los ControladoresArcLink® Compatibles (K1543 oK2683 Cable de ControlArcLink). Los controladores Fanuc de modelos anteriores secomunican vía ArcLinkR tradicional sobre una red basada enCAN de 2 alambres estándar. En estos sistemas, el cable decontrol ArcLink de 5 pines conecta la fuente de poder alcontrolador. El cable de control consiste de dos cables dealimentación, un par trenzado para comunicación digital y uncable para sensión de voltaje.
Los cables de sensión y cables de alimentación no se utilizannormalmente en esta aplicación. La conexión ArcLink de 5 pinesen la POWER WAVE® i400 se localiza en el panel de controlretraído sobre los bornes de salida. El cable de control tieneentradas y está polarizado para evitar una conexión inadecuada.Los mejores resultados se obtienen cuando los cables de controlse enrutan en forma separada de los cables de soldadura,especialmente en las aplicaciones de larga distancia. La longitudcombinada recomendada de la red de cable de control ArcLink nodeberá exceder los 61.0 m (200 pies)
PRECAUCIÓN
A-18INSTALACIÓN
POWER WAVE® i400
A-18
Conexiones entre la fuente de energía y elregulador opcional del PLC de DeviceNet.Los usos duros y algunos de la automatizaciónreguladores modelo anteriores pueden requerir laconectividad de DeviceNet. La POWER WAVE® i400de la energía se equipa 5 de un perno minireceptáculo sellado DeviceNet del estilo para estepropósito. El receptáculo está situado en el panel decontrol ahuecado sobre los pernos prisioneros de lasalida. El cable de DeviceNet se afina y se polarizapara prevenir la conexión incorrecta. Para los mejoresresultados, los cables de DeviceNet de la ruta lejos delos cables de la autógena, de los cables de control dela impulsión del alambre, o de cualquier otrodispositivo que lleva actual que pueda crear uncampo magnético que fluctúa. Los cables deDeviceNet deben ser sourced localmente por elcliente. Para las pautas adicionales refiera "al manualdel planeamiento y de la instalación del cable deDeviceNet" (la publicación DN-6.7.2 de Allen Bradley)
La identificación del MAC de DeviceNet y la velocidadde la onda i400 de la energía se pueden configurarcon la uti l idad del diagnóstico (incluida en elnavegador CD's de las utilidades y del servicio de laPOWER WAVE® de la energía o disponible enwww.powerwavesoftware.com).
OTRAS EDICIONES DE LA DISPOSICIÓN
Selecting a Wire Drive and Setting the Wire DriveGear Ratio. La POWER WAVE® i400 de la energíapuede acomodar un número de impulsionesestándares del alambre incluyendo el AutoDrive 4R90y PF-10R. El sistema de control del alimentador sedebe configurar para el tipo de impulsión del alambrey el cociente del engranaje (gama alta o baja de lavelocidad). Esto se puede lograr vía el Fanuc enseñael colgante o con la utilidad del diagnóstico (incluidaen el navegador CD's de las utilidades y del serviciode la POWER WAVE® de la energía o disponible enwww.powerwavesoftware.com).
Información adicional también está disponible en lasección "How To" en la sección dewww.powerwavesoftware.com.
B-1OPERACIÓNB-1
POWER WAVE® i400
PRECAUCIONES DE SEGURIDAD
Lea toda esta sección de instrucciones de operaciónantes de operar la máquina.
La DESCARGA ELÉCTRICApuede causar la muerte.
• A menos que esté utilizando la funciónde alimentación en frío, cuandoalimenta con el gatillo de la pistola, elelectrodo y mecanismo de alimentaciónestán siempre energizadoseléctricamente y podrían permanecerasí por varios segundos después dedejar de soldar.
• No toque las partes eléctricamente vivas oelectrodos con la piel o ropa mojada.
• Aíslese del trabajo y tierra
• Siempre utilice guantes aislantes secos.
-----------------------------------------------------------------------Los HUMOS Y GASES puedenser peligrosos.
• Mantenga su cabeza alejada de los humos.
• Utilice ventilación o escape en el arco, oambos, para mantener los humos y gases desu zona de respiración y área general.
Tome en cuenta los Lineamientos de Seguridaddetallados al principio de este manual.
ADVERTENCIA
B-2OPERACIÓNB-2
POWER WAVE® i400
ALIMENTACIÓN
ENCENDIDO
APAGADO
ALTA TEMPERATURA
ESTADO DE LA MÁQUINA
INTERRUPTORAUTOMÁTICO
ALIMENTADOR DE ALAMBRE
SALIDA POSITIVA
SALIDA NEGATIVA
INVERSORDE 3 FASES
ALIMENTACIÓN
TRIFÁSICA
CORRIENTE DIRECTA
CIRCUITO ABIERTO
VOLTAJEDE ENTRADA
VOLTAJE DE SALIDA
CORRIENTEDE ENTRADA
CORRIENTE DE SALIDA
TIERRA PROTECTORA
ADVERTENCIA oPRECAUCIÓN
Explosión
Voltaje Peligroso
Riesgo de Descarga
SÍMBOLOS GRÁFICOS QUE APARECEN EN ESTA MÁQUINA OEN ESTE MANUAL
U0
U1
U2
I1
I2
B-3OPERACIÓNB-3
DESCRIPCIÓN DEL PRODUCTORESUMEN DEL PRODUCTO
Descripción Física General
La POWER WAVE® i400 de la energía se piensacomo reemplazo para el PW355i usando unaplataforma actualizada de la energía y del control derealzar funcionamiento y confiabilidad. La POWERWAVE® i400 de la energía incluye un módulo deimpulsión del alambre y un 14-perno integradosconexión del Ms-Estilo para apoyar el PF-10R y laimpulsión auto 4R90. La comunicación de ArcLink® seapoya a través 5 pines interfaz del Ms-estilo. El nuevoprotocolo de comunicación de ArcLink®XT se apoya através RJ-45 de un tipo conexión de Ethernet, quetambién proporciona el acceso para las herramientasdel software de utilidades de la POWER WAVE® dela energía. Además, el protocolo de comunicación deDeviceNet es apoyado por 5 pines mini receptáculosellado del estilo. El acceso a la detección de tensiónalejada está disponible a través 4 pines conectadordel plomo del sentido (trabajo y electrodo), en elalimentador vía 14 el perno conectador del Ms-estilo(electrodo solamente), o en 5 pines conectador deArcLink® del Ms-estilo (electrodo solamente).
Funciones opcionales incluyen DeviceNet ocapacidad de sincronización-en tándem, y un kit defiltro interno para lograr el cumplimiento de la CE.
La POWER WAVE® i400 de la energía incluye unnuevo diseño innovador del caso que ofrece unasección montada diapositiva desprendible de laenergía para la facilidad del servicio. El caso sediseña para apoyar el regulador de Fanuc R30iA y lacaja de Op. Sys. (hasta 300lbs), emparejando lahuella y labrar del regulador. El montaje esexternamente accesible para la integraciónsimplificada. La flexibilidad de la POWER WAVE®
i400 de la energía también permite que seafuncionada como unidad sola del soporte.
La alimentación del controlador Fanuc R30iA essuministrada a través del interruptor deencendido/apagado de la POWER WAVE® i400. Laconexión ArcLinkR se proporciona a través deEthernet. Los cables de alimentación y comunicaciónse enrutan al controlador a través de los orificios deacceso en la parte superior de la fuente de poder. ElKit de Integración K2677-1 incluye todos los cables yhardware necesarios para realizar esta tarea.
Descripción Funcional General
La POWER WAVE® i400 es una fuente de podermultiproceso de inversor controlada digitalmente y dealto desempeño, diseñada como un pedestal parasoportar al controlador Fanuc R30iA. También sepuede utilizar con otros controladores como unafuente de poder autónoma. Es capaz de producir unasalida de soldadura de 5-420 amperios, y estáclasificada a 350A, 100%.
La POWER WAVE® i400 utiliza controles digitales dealta velocidad de última generación, y se comunicacon el controlador Fanuc a través de ArcLink®XT. La sección de alimentación de inversor utiliza parteselectrónicas de alimentación de tecnología de punta yes reconectable para voltajes de entrada trifásicos de208 a 575VAC. Se proporciona un receptáculoauxiliar de 15A para la extracción de humos yaccesorios del enfriador de agua.
La POWER WAVE® i400 cumple totalmente con CEcuando está equipada con un Kit de Filtro CE K2670-1*.
* El voltaje de entrada está l imitado a 380-415/3/50/60 con el kit instalado.
PROCESOS Y EQUIPOSRECOMENDADOS
PROCESOS RECOMENDADOS
La POWER WAVE® i400 es una fuente de podermultiproceso de alta velocidad capaz de regular lacorriente, voltaje o alimentación del arco desoldadura. Con un rango de salida de 5 a 420amperios, soporta un número de procesos estándarincluyendo GMAW, GMAW-P y FCAW sinérgicos envarios materiales especialmente acero, aluminio yacero inoxidable.
LIMITACIONES DEL PROCESO
Las tablas de soldadura basadas en software de laPOWER WAVE® i400 l imitan la capacidad delprocedo dentro del rango de salida y los límitesseguros de la máquina.
LIMITACIONES DEL EQUIPO
La POWER WAVE® i400 no es directamentecompatible con las máquinas análogos o interfaces.
La conexión de paso de la alimentación (Bloque deTerminal - 4TB) de la POWER WAVE® i400 estádestinada a suministrar energía exclusivamente alcontrolador Fanuc R30iA. Está diseñada parasoportar una carga de controlador de robot máximade 3kW a través del cable que se proporciona con elKit de Integración K2677-1.
POWER WAVE® i400
B-4OPERACIÓNB-4
DESCRIPCIÓN DE CONTROLES DEL FRENTE DEL GABINETE
1. Indicador de Estado de la Máquina: LED de doscolores que indica errores del sistema. La POWERWAVE® i400 está equipada con dos indicadores.Uno es para la fuente de poder de inversor,mientras que el otro indica el estado del sistema decontrol del alimentador. La operación normal seseñala con una luz verde estable. Las condicionesde error se indican conforme a la siguiente tabla.
NOTA: La luz de estado de la POWER WAVE® i400parpadeará en verde, y algunas veces entrerojo y verde, por hasta un minuto cuando lamáquina se encienda por primera vez. Esta esuna situación normal a medida que lamáquina realiza una autoprueba durante elencendido.
POWER WAVE® i400
FRENTE DEL GABINETE FIGURA B.1
Condición de la Luz
Verde Estable
Verde Parpadeante
Entre Verde y Rojo
Rojo Estable
Rojo Parpadeante
Significado
El sistema está bien. La fuente de poder se comunica normalmente con el alimentador dealambre y sus componentes.
Ocurre durante un restablecimiento e indica que la POWER WAVE® i400 está correlacionando(identificando) a cada componente en el sistema. Normalmente esto ocurre por los primeros 1-10segundos después del encendido o si se cambia la configuración del sistema durante la operación.
Falla del sistema no recuperable. Hay errores presentes en la POWER WAVE® i400. Lea elcódigo de error antes de apagar la máquina.
La interpretación de códigos de error a través de la luz de estado se detalla en la sección de Localizaciónde Averías. Los dígitos de códigos individuales parpadean en rojo con una pausa larga entre dígitos. Sihay más de un código presente, los códigos estarán separados por una luz verde.
A fin de borrar el error, apague la fuente de poder y vuélvala a encender para restablecer. Vea la sección de Localización de Averías.
No aplica
No aplica
10
1
11
6
12
4
2
35
8
7
9
B-5OPERACIÓNB-5
2. INDICADOR TÉRMICO (SOBRECARGATÉRMICA): Luz amarilla que se enciende cuandoocurre una situación de temperatura excesiva. Lasalida se inhabil i ta y el venti lador continúafuncionando hasta que la máquina se enfría;entonces, la luz se apaga y la salida se habilita.
3. INTERRUPTOR AUTOMÁTICO (CB1 - 15 AMPS):Protege al suministro de CD de 40 voltios para loscontroles del alimentador y máquina.
4. CONECTOR DE SENSIÓN DE VOLTAJE: Permite laseparación del electrodo remoto y cables de sensión de trabajo.
Pin Cable Función3 21 Sensión de Voltaje de Trabajo1 67C Sensión de Voltaje de Electrodo
5. Opcional DeviceNet o conector de sincronización-Tandem: Disponible en kits opcionales para soportartanto la comunicación DeviceNet, o sincronizado tándemde soldadura de pulso. Estas opciones no puedencoexistir.
CONECTOR DEVICENET (5 PINES -, TIPO MINI CERRADO):Pin Cable Función2 894 +24 VDC DeviceNet3 893 Común DeviceNet4 892 DeviceNet H5 891 DeviceNet L
SYNC-TANDEM CONNECTOR (4 PIN – MS STYLE):Pin Cable Función
A White “Ready” HB Black/White “Ready” LC Green “Kill” HD Black/Green “Kill” L
6. ETHERNET DE CONECTOR (RJ-45): Se utiliza paracomunicación ArcLink® XT. También se usa paradiagnóstico y reprogramación de la POWER WAVE® i400.
7. RECEPTÁCULO DEL ALIMENTADOR DEALAMBRE (14 PINES): Para conexión a losalimentadores de alambre Auto Drive 4R90 y PowerFeed 10R.
Pin Cable FunciónA 539 Motor +B 541 Motor -C 521 Solenoide +D 522 Común del Solenoide E 845 Señal diferencial 2A del Tacóm
F 847 Entrada única del TacómG 841 Suministro de +15V del TacómH 844 Común del TacómI Open Reservado para uso futuroJ GND Drenado de ProtecciónK 842 Señal diferencial 1A del TacómL 843 Señal diferencial 1B del TacómM 846 Señal diferencial 2B del TacómN 67A / 67B Sensión del Electrodo
8. TERMINAL DE SALIDA NEGATIVA 9. TERMINAL DE SALIDA POSITIVA
10. RECEPTÁCULO ARCLINK®:Pin Cable FunciónA 153 Bus de Comunicación LB 154 Bus de Comunicación HC 67 Sensión de Voltaje de ElectrodoD 52 CD de+40V E 51 0 VDC
11. INTERRUPTOR DE ENCENDIDO/APAGADO-Controla la alimentación de la POWER WAVE® i400 y,cuando se integra adecuadamente, la del ControladorFanuc R30iA.
El interruptor de ENCENDIDO/APAGADO de laPOWER WAVE® i400 NO está destinado a servircomo una Desconexión de Servicio para esteequipo.------------------------------------------------------------------------12. INDICADOR DE ESTADO DEL ALIMENTADOR (Vea Elemento 1)
DESCRIPCIÓN DE LOS COMPONENTES DELA PARTE POSTERIOR DEL GABINETE
1. RECEPTÁCULO DÚPLEX DE 115V / 15V
2. INTERRUPTOR AUTOMÁTICO (CB2 - 15 AMPS):Proporciona protección para el auxiliar de 115V.
3. PLACA DE CAPACIDADES
POWER WAVE® i400
1
2
3
PARTE POSTERIORDEL GABINETE
FIGURA B.2
ADVERTENCIA
DESCRIPCIÓN DE CONTROLES INTERNOS
1. RECONEXIÓN PRINCIPAL: Selecciona la configuracióndel capacitor principal para una entrada de 208-230V ó 380-575V.
2. RECONEXIÓN AUXILIAR: Configura laalimentación auxiliar para el voltaje de entradaespecificado (208/230/380/460/575V).
4. BLOQUE DE TERMINAL DE ALIMENTACIÓN DEROBOT (4TB):Conexión de la fuente de energíapara el controlador Fanuc R30iA. Suministraalimentación primaria a través del interruptor deENCENDIDO/APAGADO directamente alcontrolador del robot.
Esta conexión de paso de alimentación estádestinada a suministrar energía exclusivamente alControlador Fanuc R30iA. Está diseñada a soportaruna carga de controlador de robot máxima de 3kW através del cable que se proporciona con el Kit deIntegración K2677-1._____________________________________________
DESCARGA ELÉCTRICA PUEDE MATAR.NO INTENTE para retroalimentar ENTRADA DEENERGÍA A TRAVÉS DEL BLOQUE DETERMINALES DEL ROBOT DE ENERGÍA (4TB) ENEL POWER WAVE i400.
Este no es su destino, y PUEDE PROVOCAR DAÑOS A LAMÁQUINA, lesiones corporales o muerte.------------------------------------------------------------------------------------------
B-6OPERACIÓNB-6
POWER WAVE® i400
5. BLOQUE DE TERMINAL DE ALIMENTACIÓN DE CHASIS (3TB):Conexión de alimentación del chasis interno. Proporcionaalimentación al inversor y todos los suministros auxiliares.
6. BLOQUE DE TERMINAL DE ALIMENTACIÓN (1TB): Conexión dealimentación de la desconexión de servicio principal.
7. TERMINAL A TIERRA: Conexión a tierra.8. Tablero de circuito impreso Dipswitches (no demostrado):
Los dipswitches del tablero de circuito impreso se fijan en lafábrica para permitir la configuración de la POWER WAVE® i400de la energía vía el Fanuc enseñan el colgante o con la utilidaddel diagnóstico (incluida en el navegador CD's de las utilidades ydel servicio de la onda de la energía o disponible enwww.powerwavesoftware.com). Los ajustes de defecto de lafábrica son como sigue:
Tablero De Control(G4800 Serie Del Hardware):• S1large = OFF• S2small = ON
Tablero De la Cabeza De Alimentación (L11087 Serie DelHardware):
• S11 thru 8 = OFF
SECUENCIA DE ENCENDIDO
Normalmente, la POWER WAVE® i400 se enciende al mismo tiempoque el controlador robótico. Las luces de estado parpadearán verde porcerca de un minuto mientras se configura el sistema. Después de estetiempo, las luces de estado se encenderán con una luz verde estableindicando que la máquina está lista.
CICLO DE TRABAJO
La POWER WAVE® i400 está clasificada a 350 amps a 32 voltios conun ciclo de trabajo del 100%. Además, también está clasificada paraproporcionar 400 amps a 36 voltios con un ciclo de trabajo del 60% y420 amps a 37 voltios con un ciclo de trabajo del 40%. El ciclo detrabajo se basa en un periodo de diez minutos. Un ciclo de trabajo del60% representa 6 minutos de soldadura y 4 minutos de inactividad enun periodo de diez minutos.Note:La POWER WAVE ® i400 es capaz de producir una potencia picode corriente de 700 amperios. La corriente máxima admisible desalida media es dependiente del tiempo, pero en última instancia,se limita a 450 amperios durante un periodo de 2 segundos. Si elpromedio máximo, es la salida se desactiva para proteger lamáquina. En estas condiciones, la operación normal se puedereanudar el ciclo de la orden de salida.
PROCEDIMIENTOS DE SOLDADURA COMUNES
CÓMO HACER UNA SOLDADURALa servicialidad de un producto o estructura que utiliza losprogramas de soldadura es y debe ser la únicaresponsabilidad del fabricante/usuario. Muchas variables másallá del control de The Lincoln Electric Company afectan losresultados obtenidos al aplicar estos programas. Estasvariables incluyen, pero no se limitan al procedimiento desoldadura, química y temperatura de la placa, diseño de lasoldadura, métodos de fabricación y requerimientos deservicio. El rango disponible de un programa de soldadurapuede no ser adecuado para todas las aplicaciones, y elfabricante/usuario es y debe ser el único responsable de laselección del programa de soldadura.------------------------------------------------------------------------
CONTROLES INTERNOS
12
3
4
5
6
7
FIGURA B.3
PRECAUCIÓN
ADVERTENCIAADVERTENCIA
B-7OPERACIÓNB-7
Primero considere el proceso de soldadura deseado y laparte a soldar. Elija un material de electrodo, diámetro, gasprotector y proceso (GMAW, GMAWP etc.)
Segundo, encuentre el programa en el software desoldadura que mejor corresponda al proceso de soldaduradeseado. El software estándar que se envía con laPOWER WAVE® i400 cubre una amplia gama de procesoscomunes y satisfacerá la mayoría de las necesidades. Sise desea un programa de soldadura especial, contacte alrepresentante de ventas de Lincoln Electric local.
A fin de hacer una soldadura, la POWER WAVE® i400necesita saber los parámetros de soldadura deseados. Elcontrolador robot envía los parámetros establecidos en elcontrol colgante Teach (longitud de arco, velocidad dealimentación de alambre, control del arco, etc.), a laPOWER WAVE® i400 vía el protocolo de comunicaciónArcLink® a través del control o cable de Ethernet.
CONTROLES BÁSICOS SOLDADURA
Modo de SoldaduraSelección de un modo de soldadura determina las características desalida de la fuente de alimentación de energía de onda i400. Modosde soldadura se desarrollan con un material de electrodo específico,el tamaño del electrodo, y el gas protector. Para una descripciónmás completa de los modos de soldadura programados en la ondade energía en la fábrica, consulte la Guía de Referencia desoldadura provistos con la máquina o disponible enwww.powerwavesoftware.com.
Velocidad de alimentación (CMA)En los modos de soldadura sinérgicos (GMAW, GMAW-P), la CMAes el parámetro de control dominante. El usuario ajusta la CMA deacuerdo con factores tales como el tamaño del cable, los requisitosde la penetración, la entrada de calor, etc La onda de energíacontinuación, se utiliza la configuración de la CMA para ajustar elvoltaje y la corriente de acuerdo con la información contenida en elmodo de soldadura seleccionado.
Nota:La Power Wave i400 puede ser configurado para usar elamperaje como el parámetro de control dominante en lugar de laCMA para los modos de soldadura sinérgicos. En estaconfiguración, el usuario ajusta el amperaje de acuerdo a factorescomo el tamaño del cable, los requisitos de la penetración, laentrada de calor, etc El Wave Power continuación, utiliza laconfiguración para ajustar el amperaje y el voltaje de la CMA deacuerdo a la información contenida en el modo de soldaduraseleccionado.
Esta configuración alternativa se permitió regional basado en elsoftware de control del robot. Consulte la documentación deFanuc para obtener información de configuración manual.
En modos no-sine'rgicos, el control de WFS se comportacomo una fuente de energía convencional donde estánajustes WFS y el voltaje independientes. Por lo tanto, paramantener características apropiadas del arco, el operadordebe ajustar el voltaje para compensar para cualquiercambio realizado al WFS.
VoltiosEn los modos de tensión constante (GMAW), este controlajusta la tensión de soldadura.
RecortarEn los modos de soldadura de pulso sinérgicos (GMAW-P),la función Recortar ajusta la longitud del arco. Trim esregulable desde 0,50 hasta 1,50. 1,00 es el valor nominal yes un buen punto de partida para la mayoría decondiciones.
Nota:El i400 de onda de energía también se puede configurarpara mostrar Recortar como un valor de tensión. Estopermite al operador para pre-establecer una tensión desoldadura aproximadamente en lugar de un valor derecorte sin unidades. El voltaje preestablecido estálimitada basada en el proceso, y proporciona la mismagama de operación como el valor correspondienterecorte.
Esta configuración alternativa se permitió regionalbasado en el software de control del robot. Consulte ladocumentación de Fanuc para obtener información deconfiguración manual.
UltimArcTM
UltimArcTM permite al operador para variar lascaracterísticas de arco de "suave" a "crujiente". UltimArcTM
es ajustable -10,0 a 10,0 con un ajuste nominal de 0,0.
SOLDADURA DE VOLTAJE CONSTANTE
Sinérgico CVEn los modos de soldadura sinérgicos, la CMA es elparámetro de control dominante. Para cada velocidad dealimentación de alambre, una tensión correspondiente esprogramada en la máquina en la fábrica. El usuario ajusta laCMA en función de factores tales como el tamaño del cable,el espesor del material, los requisitos de penetración, etc ElWave Power i400 continuación, utiliza la configuración de laCMA para seleccionar la tensión nominal adecuado. El i400de onda de energía también puede ser configurado parausar amperaje como el parámetro de control dominante. Enesta configuración, el Power Wave i400 utiliza el amperajepara seleccionar la adecuada CMA y la tensión nominal. Encualquier caso, el usuario puede ajustar el voltaje alto omás bajo para compensar condición material o preferenciaindividual.
POWER WAVE® i400
No sinérgico CVEn los modos de no-sinérgicos, la máquina secomporta como una fuente de energía convencional.La CMA y la tensión son los ajustes independientes.Por lo tanto, para mantener las características delarco, el operador debe ajustar el voltaje paracompensar los cambios realizados en la CMA.
UltimArcTM
UltimArcTM ajusta la inductancia aparente de la formade onda. El ajuste UltimArcTM es similar a un "pellizco"en función de que es inversamente proporcional a lainductancia. UltimArcTM es ajustable -10,0 a 10,0 conun ajuste nominal de 0. El aumento de los resultadosen un UltimArcTM más nítidas, más caliente del arco.La disminución de la UltimArcTM proporciona una mássuave, más frío del arco.
PULSO DE SOLDADURA
Cuando pulso de soldadura, la fuente de energíaprincipalmente regula la corriente del arco no, latensión de arco. Durante un ciclo de pulsación, lacorriente de arco se regula a partir de un bajo nivel defondo a un nivel alto pico y luego de vuelta hasta elnivel de fondo bajo. Los aumentos de arco promediode voltaje y disminuciones como la corriente de arcopromedio se aumenta o disminuye. El pico decorriente, de nuevo la corriente de tierra, tiempo desubida, tiempo de caída y la frecuencia del pulsoafectan a la tensión media. Dado que la tensiónmedia para una velocidad de alimentación de alambredado se puede determinar solamente cuando todoslos parámetros de forma de onda pulsante seconocen, un valor sin unidades llamado "ajuste" seutiliza para ajustar la longitud del arco.
Recortar ajusta la longitud de arco y varía desde 0,50hasta 1,50 con un valor nominal de 1,00. El aumentodel valor ajuste aumenta la longitud del arco. Lareducción del valor ajuste disminuye la longitud dearco. Alternativamente, el asiento se puede mostrarcomo un valor cuasi-voltaje. Esto permite al operadorpara pre-establecer un voltaje aproximado desoldadura en lugar de un valor ajuste sin unidades. Elvoltaje preestablecido está limitada basada en elproceso, y proporciona la misma gama de operacióncomo el valor ajuste correspondiente.
B-8OPERACIÓN
POWER WAVE® i400
B-8
Modos de impulsos de soldadura son sinérgico;utilizando la velocidad de alimentación de alambrecomo el parámetro de control principal. Como lavelocidad de alimentación del alambre se ajusta, lafuente de alimentación se ajusta los parámetros deforma de onda de mantener buenas características desoldadura. El Power Wave® i400 también puede estarconfigurado para utilizar amperaje como el parámetrode control dominante. En esta configuración, como elamperaje se ajusta, la fuente de alimentaciónselecciona la velocidad de alimentación de alambreapropiado, y ajusta los parámetros de forma de ondade mantener buenas características de soldadura. Encualquier caso, el asiento se utiliza como un controlsecundario para cambiar la longitud del arco de lascondiciones materiales o preferencias del individuo.
UltimArcTM ajusta el enfoque o la forma del arco.UltimArcTM es ajustable -10,0 a 10,0 con un ajustenominal de 0,0. El aumento de la UltimArcTM aumentala frecuencia del pulso y corriente de fondo mientrasque disminuye la corriente de pico. Esto resulta en unarco apretado, rígido utilizado para la soldadura demetal de alta velocidad de hojas. La disminución de laUltimArcTM disminuye la frecuencia de pulso ycorriente de fondo al tiempo que aumenta la corrientede pico. Esto resulta en un arco suave bueno parasalir de soldadura posición.
La Power Wave® utiliza el control adaptativo paracompensar los cambios en el palo de salida eléctrica(distancia desde la punta de contacto de la pieza detrabajo), mientras que la soldadura. La Power Wave®
formas de onda están optimizados para un 5/8 "a 3/4"sobresalen en función del tipo de alambre y lavelocidad de alimentación del alambre. La conductaadaptativa es compatible con una amplia gama desalidas de palo de aproximadamente 1/2 "a 1-1/4". Avelocidades de alimentación de baja o alta dealambre, el rango de adaptación puede ser menordebido a las limitaciones físicas del proceso desoldadura.
C-1ACCESORIOS C-1
EQUIPO OPCIONAL
INSTALADO DE FÁBRICANinguno disponible.
INSTALADO DE CAMPO K940-Kit de Cables de Sensión de Voltaje de Trabajo
K2670-[ ] Kit de Filtro CEK2677-1 Kit de Integración
EQUIPO COMPATIBLE DE LINCOLN
K2685-2 Alimentador de Alambre Auto Drive 4R (cablede control de 14 pines).
K1780-2 Mecanismo de Alimentación Robótico PowerFeed 10
Para la información adicional vea el equipo opcional enla sección de la instalación.
POWER WAVE® i400
PROCEDIMIENTO DE REMOCIÓN DEL CHASIS
La DESCARGA ELÉCTRICA puede causar lamuerte.• Desconecte la alimentación antes de dar
servicio.• No opere si removió las cubiertas.• No toque las partes eléctricamente vivas.
• Sólo personal calificado deberá instalar, usar o darservicio a este equipo.
------------------------------------------------------------------------(Vea la Figura D.1)1. Apague la alimentación de la fuente de poder y de
cualquier otro equipo conectado al sistema de soldaduraen el interruptor de desconexión o caja de fusibles antesde trabajar en este equipo.
2. Remueva los cables de soldadura de los bornes de saliday desconecte todos los cables de control incluyendo laconexión de Ethernet del panel de control.
3. Remueva los tornillos que aseguran el chasis al gabinetecomo se menciona a continuación:
• (6) tornillos de 10-24 que aseguran el panel de acceso dereconexión al frente de la máquina (el interruptor deENCENDIDO/APAGADO debe estar en la posición deapagado para su remoción).
• (2) tornillos de 10-24 en cualquier lado del panel decontrol localizado en el lado derecho del gabinete.
• (2) tornillos de 1/4 -20 justo debajo de los bornes desalida localizados en el lado derecho del gabinete.
• (12) tornillos de 1/4-20 del lado izquierdo del gabinete.
D-1MANTENIMIENTOD-1
POWER WAVE® i400
PRECAUCIONES DE SEGURIDAD
MANTENIMIENTO DE RUTINAEl mantenimiento de rutina consiste de la aplicaciónperiódica de aire a la máquina, utilizando una corrientede aire de baja presión para remover el polvo ysuciedad acumulados de las rejillas de entrada ysalida, y de los canales de enfriamiento en lamáquina.
MANTENIMIENTO PERIÓDICOLa calibración de la POWER WAVE® i400 es críticapara su operación. Generalmente hablando, lacalibración no necesitará ajuste. Sin embargo, lasmáquinas ignoradas o indebidamente calibradas nopueden ofrecer un desempeño de soldadurasatisfactorio. A fin de asegurar un desempeño óptimo,la calibración del Voltaje y Corriente de salida deberárevisarse cada año.
ESPECIFICACIÓN DE CALIBRACIÓNEl Voltaje y Corriente de Salida están calibrados defábrica. Generalmente hablando, la calibración de lamáquina no necesitará ajuste. Sin embargo, si eldesempeño de soldadura cambia, o si la calibraciónanual revela un problema, util ice la sección decalibración de la Utilidad de Diagnósticos para hacerlos ajustes adecuados.
El procedimiento de calibración en sí, requiere el usode una rejilla y medidores reales certificados para elvoltaje y corriente. La exactitud de la calibración severá directamente afectada por la exactitud del equipode medición que utiliza. La utilidad del diagnósticoincluye instrucciones detalladas, y está disponible enel navegador CD's de las utilidades y del servicio de laPOWER WAVE® de la energía o disponible enwww.powerwavesoftware.com.
La DESCARGA ELÉCTRICA puede causar lamuerte.• No toque las partes eléctricamente vivas
o el electrodo con la piel o ropa mojada.• Aíslese del trabajo y tierra• Siempre utilice guantes aislantes secos.
------------------------------------------------------------------------Las PARTES QUE EXPLOTANpueden causar lesiones.• Las partes defectuosas pueden
explotar o hacer que otras partesexploten cuando se aplica laalimentación.
• Siempre utilice una careta y mangas largas cuando deservicio.
------------------------------------------------------------------------Vea la información de advertencia adicional alo largo de este Manual de Operador-----------------------------------------------------------
ADVERTENCIA ADVERTENCIA
CONEXIÓN DEL CHASIS(VEA EL DIAGRAMA DE CABLEADO)
FIGURA D.1
D-2MANTENIMIENTOD-2
POWER WAVE® i400
4. Remueva el lado izquierdo del gabinete jalándolode la parte inferior.
5. Desconecte los cables de alimentación del chasis(1E, 2E y 3E) del bloque de terminal “3TB”localizado en el área de reconexión del gabinete, yremueva la tierra del chasis del borne localizado alfrente del bloque de terminal.
6. Deslice cuidadosamente el chasis del gabinetejalando el soporte del ventilador. (Vea la sección“Colocación y Montaje” de esta documento parainstrucciones sobre cómo levantar el chasis).
PROCEDIMIENTO DE DESCARGA DEL CAPACITOR
• Antes de transportar o dar servicio alchasis es importante verificar quelos capacitores estén completamentedescargados.
------------------------------------------------------------------------1. Utilice el voltímetro de CD para verificar que NO haya
voltaje presente en las terminales de ambos capacitores.
Nota: La presencia del voltaje de los capacitorestambién es indicada por los LEDs (Vea la figuraD.1a)
2. Si hay voltaje presente, espere a que los capacitoresestén totalmente descargados (esto puede llevarsevarios minutos) o descargue los capacitores en lasiguiente forma:
• Obtenga un resistor de alimentación (25 ohms, 25watts).
• Sostenga el cuerpo del resistor con guantes aisladoseléctricamente. NO TOQUE LAS TERMINALES.TENSIÓN DE CONDENSADOR PODRÁ SERSUPERIOR 400VDC. Conecte las terminales delresistor a través de los dos bornes en la posición quese muestra. Mantenga en cada posición por 10segundo. Repita para todos los cuatro capacitores.
• Utilice un voltímetro de CD para revisar que no hayavoltaje presente a través de las terminales de amboscapacitores.
RESISTOR(2 LEDs indican el Voltaje del Capacitor)
TERMINALES DEL CAPACITOR
PRECAUCIÓN
FIGURE D.1a
E-1LOCALIZACIÓN DE AVERÍAS E-1
POWER WAVE® i400
Esta Guía de Localización de Averías se proporcionapara ayudarle a localizar y reparar posibles malosfuncionamientos de la máquina. Siga simplemente elprocedimiento de tres pasos que se enumera acontinuación.
Paso 1. LOCALICE EL PROBLEMA (SÍNTOMA).Busque bajo la columna titulada “PROBLEMA(SÍNTOMAS)”. Esta columna describe posiblessíntomas que la máquina pudiera presentar.Encuentre la lista que mejor describa el síntoma quela máquina está exhibiendo.
Paso 2. CAUSA POSIBLE.La segunda columna titulada “CAUSA POSIBLE”enumera las posibilidades externas obvias quepueden contribuir al síntoma de la máquina.
Paso 3. CURSO DE ACCIÓN RECOMENDADOEsta columna proporciona un curso de acción para laCausa Posible; generalmente indica que contacte asu Taller de Servicio de Campo Autorizado de Lincolnlocal
Si no comprende o no puede llevar a cabo el Cursode Acción Recomendado en forma segura, contacte asu Taller de Servicio de Campo Autorizado de Lincolnlocal.
CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS
Sólo Personal Capacitado de Fábrica de Lincoln Electric Deberá Llevar a Cabo el Servicio yReparaciones. Las reparaciones no autorizadas que se realicen a este equipo pueden representarun peligro para el técnico y operador de la máquina, e invalidarán su garantía de fábrica. Por suseguridad y a fin de evitar una Descarga Eléctrica, sírvase observar todas las notas de seguridad yprecauciones detalladas a lo largo de este manual.
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase encontacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes deproceder.
PRECAUCIÓN
E-2LOCALIZACIÓN DE AVERÍAS E-2
POWER WAVE® i400
CÓMO UTILIZAR LOS LED DE ESTADO PARALOCALIZAR PROBLEMAS DEL SISTEMALa POWER WAVE® i400 está equipada con dos luces deestado montadas externamente. Una es para la fuentede poder, y la otra para el módulo de mecanismo dealimentación contenido en la fuente de poder. Si ocurreun problema, es importante observar la condición de lasluces de estado. Por lo tanto, antes de ciclar laalimentación del sistema, revise la luz de estado dela fuente de poder en busca se secuencias de errorcomo se mencionan a continuación.
Esta sección incluye información sobre la fuente depoder y los LED de Estado del Módulo de Mecanismo deAlimentación, así como algunas tablas básicas delocalización de averías para el desempeño de lamáquina y soldadura.
Las LUCES DE ESTADO son LEDs de color dual queindican errores del sistema. La operación normal paracada uno es un color verde estable. Las condiciones deerror se indican en la siguiente Tabla E.1
Condición de la Luz
Verde Estable
Verde Parpadeante
Verde Parpadeante Rápido
Entre Verde y Rojo
Rojo Estable
Rojo Parpadeante
Significado
El sistema está bien. La fuente de poder opera bien y se comunica normalmente contodo el equipo periférico saludable conectado a su red ArcLink.
Ocurre durante el encendido o un restablecimiento del sistema, e indica que laPOWER WAVE® i400 está correlacionando (identificando) a cada componente enel sistema. Normalmente esto ocurre por los primeros 1-10 segundos después delencendido o si se cambia la configuración del sistema durante la operación.
Bajo condiciones normales indica que Automo'vil-traz ha fallado. Tambiénutilizado por la utilidad del diagnóstico (incluida en el navegador CD's de lasutilidades y del servicio de la POWER WAVE® de la energía o disponible enwww.powerwavesoftware.com) identificar la máquina seleccionada alconectar con un IP address específico.
Falla del sistema no recuperable. Si las luces de estado están parpadeandoen cualquier combinación de rojo y verde, hay errores presentes. Lea loscódigos de error antes de apagar la máquina.
La interpretación de los códigos de error a través de las luces de estado sedetalla en el Manual de Servicio. Los dígitos de códigos individualesparpadean en rojo con una pausa larga entre dígitos. Si hay más de uncódigo presente, los códigos estarán separados por una luz verde. Sólo lascondiciones de error activas se podrán acceder a través de la Luz de Estado.
Los códigos de error también se pueden recuperar con la Utilidad deDiagnósticos (que se incluye en el CD del Navegador de Servicio). Este es elmétodo preferido, ya que se puede acceder información de historial contenidaen las bitácoras de errores.
A fin de borrar un error activo, apague la fuente de poder y vuélvala aencender para restablecer.
No aplica.
No aplica.
TABLA E.1
FUENTE DE PODER–––CONTROLADOR DE SOLDADURA
E-3TROUBLESHOOTINGE-3
POWER WAVE® i400
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
CÓDIGOS DE ERROR PARA LA POWER WAVE®
La siguiente es una lista parcial de los códigos de error posible para la POWER WAVE® i400. Para una listacompleta, consulte el Manual de Servicio de esta máquina.
Código de Error #
31 Error de sobrecorriente primaria (entrada).
32 Bajo voltaje de Capacitor “A” (lado derechofrente a la Tarjeta de PC de Conmutación)
33 Bajo voltaje de Banco de capacitores "B" (ladoizquierdo frente a la Tarjeta de PC deConmutación)
34 Exceso de voltaje de Capacitor "A" (ladoderecho frente a la Tarjeta de PC deConmutación)
35 Exceso de voltaje de Capacitor "B" (ladoizquierdo frente a la Tarjeta de PC deConmutación)
36 Error Térmico
37 Error de inicio suave (precarga)
39 Falla de hardware miscelánea
43 Error delta del capacitor
54 Secondary (output) over current
Otros
Indicación
Corriente primaria excesiva presente. Puede estar relacionada conuna tarjeta de conmutación o una falla del rectificador de salida.
Bajo voltaje en los capacitores principales. Pueden estar causadospor una configuración inadecuada de entrada, o por un circuitoabierto/corto circuito en el lado primario de la máquina.
Voltaje excesivo en los capacitores principales. Puede estarcausado por una configuración inadecuada de entrada, voltaje delínea excesivo o balance de capacitor incorrecto (vea Error 43)
Indica exceso de temperatura. Normalmente acompañada por el LEDTérmico. Revise la operación del ventilador. Asegúrese de que elproceso no exceda el límite de ciclo de trabajo de la máquina.La precarga del capacitor falló. Normalmente acompañado de loscódigos 32 y 33.
Desperfecto desconocido ha ocurrido en la circuitería de interrupciónde falla. Algunas veces causado por una falla de sobrecorrienteprimaria o conexiones intermitentes en el circuito del termostato.
La máxima diferencia de voltaje entre los capacitores principales ha sidoexcedida. Puede estar acompañado de los errores 32-35. La causa talvez sea un circuito abierto o corto circuito en los circuitos primarios osecundarios.El promedio a largo plazo secundaria (soldadura) el límite decorriente se ha superado. Este error se apagará inmediatamentela salida de la máquina.
NOTA: El promedio de largo plazo límite de corriente secundariaes de 450 amperios.Una lista completa de los códigos de error está disponible en laUti l idad de diagnóstico (incluido en el POWER WAVE®Util idades y servicio Navigator de CD o disponibles enwww.powerwavesoftware.com).
Los códigos de error que contienen de tres a cuatro dígitos sedefinen como errores fatales. Estos códigos indicangeneralmente errores internos en la Tarjeta de Control de laFuente de Poder. Si ciclar la alimentación de la máquina noborra el error, contacte al Departamento de Servicio.
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en contacto con suTaller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder.
PRECAUCIÓN
LECO(FANUC#)
49
50
51
52
53
54
55
57
67
84
seecomplete
listing
E-4LOCALIZACIÓN DE AVERÍAS E-4
POWER WAVE® i400
MÓDULO IMPULSOR DE ALAMBRE
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
CÓDIGOS DE ERROR DE LA POWER WAVE®
La siguiente es una lista parcial de los códigos de error posibles de la POWER WAVE® i400. Para una listacompleta, consulte el Manual de Servicio de esta máquina.
Código de Error #
81 Sobrecarga del Motor
82 Sobrecorriente del Motor
83 Apagado #1
84 Apagado #2
Indicación
El límite de corriente de motor promedio a largo plazo ha sidoexcedido. Esto indica normalmente una sobrecarga mecánica delsistema. Si el problema continúa, considere una relación deengranaje de torque mayor (rango de velocidad más bajo).
El nivel de corriente de motor absoluto máximo ha sido excedido. Estees un promedio a corto plazo para proteger la circuitería de impulsión.
Las entradas de Apagado en la POWER WAVE® i400 han sidoinhabilitadas. La presencia de estos errores indica que la PCB deControl del Cabezal de Alimentación puede contener el software deoperación equivocado.
LECO(FANUC#)
129
130
131
132
E-5LOCALIZACIÓN DE AVERÍAS E-5
POWER WAVE® i400
Observe todos los Lineamientos de Seguridad detallados a través de este manual.GUÍA DE LOCALIZACIÓN DE AVERÍAS Observe los lineamientos de seguridad detallados al
principio de este manual.
PROBLEMAS(SÍNTOMAS)
CAUSA POSIBLE
CURSO DE ACCIÓNRECOMENDADO
PROBLEMAS BÁSICOS DE LA MÁQUINA
Al remover las cubiertas de hojametálica, es evidente un dañofísico o eléctrico mayor.
Los fusible de entrada se quemancontinuamente
La máquina no enciende (no luces)
Ninguna
1. Fusibles de entrada detamaño incorrecto.
2. Procedimiento de SoldaduraInadecuado que requiereniveles de salida que excedenla capacidad nominal de lamáquina.
3. Al remover las cubiertas dehoja metálica, es evidente undaño físico o eléctrico mayor.
1. No hay Alimentación
2. El fusible F1 (en el área dereconexión) puede estarquemado.
3. El interruptor automático CB1(en el panel de control) puedeestar abierto.
4. La selección del voltaje deentrada se hizoincorrectamente.
1. Contacte su taller de Serviciode Campo Local Autorizadode Lincoln Electric paraasistencia técnica.
1. Asegúrese de que los fusiblessean del tamaño adecuado.Vea la sección de instalaciónde este manual para lostamaños recomendados.
2. Reduzca la corriente desalida, ciclo de trabajo oambos.
3. Contacte su taller de Serviciode Campo Local Autorizadode Lincoln Electric paraasistencia técnica.
1. Asegúrese de que ladesconexión del suministro deentrada ha sido ENCENDIDA.Revise los fusibles deentrada. Asegúrese de que elInterruptor de Encendido(SW1) en la fuente de poderestá en la posición de“ENCENDIDO”.
2. Apague y reemplace elfusible.
3. Apague y restablezca CB1.
4. Apague, revise la reconexióndel voltaje de entradaconforme al diagrama en lacubierta de reconexión.
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase encontacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes deproceder.
PRECAUCIÓN
E-6LOCALIZACIÓN DE AVERÍAS E-6
POWER WAVE® i400
Observe todos los Lineamientos de Seguridad detallados a través de este manual.GUÍA DE LOCALIZACIÓN DE AVERÍAS Observe los lineamientos de seguridad detallados al
principio de este manual.
PROBLEMAS(SÍNTOMAS)
CAUSA POSIBLE
CURSO DE ACCIÓNRECOMENDADO
PROBLEMAS BÁSICOS DE LA MÁQUINA
La máquina no suelda, y no sepuede obtener ninguna salida.(CR1 no jala hacia adentro.)
Este problema normalmente se veacompañado por un código deerror. Los códigos de error seindican por una serie de parpadeosrojos y verdes de las luces deestado. Para mayor información,vea la sección “luces de Estado”de este documento.
EL LED Térmico estáENCENDIDO.
1. El voltaje de entrada es muybajo o alto.
2. Error Térmico.
3. Se ha excedido el l ímite decorriente primaria. (El contactorprincipal se abre cuando seinicia la salida. Vea el error 31).
4. Falla del Inversor – tarjeta de pcde conmutación, problema delcontactor, etc.
1. Operación del venti ladorinadecuada.
2. Tarjeta del Rectif icador deSalida o termostato del Inductor.
3. Termostato de la tarjeta de PCdel Bus de CD..
4. Circuito de termostato abierto.
1. Asegúrese de que el voltaje deentrada sea correcto, conformea la Placa de Capacidadeslocalizada atrás de la máquina.
2. Vea la sección “El LED Tʼermicoestá ENCENDIDO”.
3. Remueva todas las cargas de lasalida de la máquina. Vuelva aencender y active la salida. Si lacondición persiste, apague ycontacte su Taller de Servicio deCampo Autorizado de LincolnElectric.
4. Contacte su taller de Servicio deCampo Local Autorizado deLincoln Electric para asistenciatécnica.
1. Revise si la operación de losventiladores es correcta. (Losventiladores deberán funcionarcada vez que la energía desalida esté encendida.) Revisesi hay bloqueo material en lasrejillas de entrada y salida, o sihay obstrucción de suciedadexcesiva en los canales deenfriamiento de la máquina.
2. Después de que la máquina seha enfriado, reduzca la carga,ciclo de trabajo o ambos. Revisesi hay bloqueo material en lasrejillas de entrada y salida, y enlas aletas del disipador térmico.
3. Revise si hay una cargaexcesiva en el suministro de40VCD.
4. Revise si hay alambres rotos,conexiones abiertas otermostatos con falla en el Busde CD y disipadores térmicosdel Rectificador de Salida, yensamble del Inductor.
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase encontacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes deproceder.
PRECAUCIÓN
E-7LOCALIZACIÓN DE AVERÍAS E-7
POWER WAVE® i400
Observe todos los Lineamientos de Seguridad detallados a través de este manual.GUÍA DE LOCALIZACIÓN DE AVERÍAS Observe los lineamientos de seguridad detallados al
principio de este manual.
PROBLEMAS(SÍNTOMAS)
CAUSAPOSIBLE
CURSO DE ACCIÓNRECOMENDADO
PROBLEMAS BASICOS DE LA MÁQUINA
El receptáculo auxiliar está muerto.
"Reloj en Tiempo Teal" que funciona nomás de largo.
1. El interruptor automático CB2 (cerca delreceptáculo de 115V) puede estarabierto. Apague y restablézcalo.
2. El fusible F1 (en el área de reconexión)puede estar quemado.
1. Controle La Batería Del Tablero DeCircuito Impreso.
1. Apague y restablezca CB2.
2. Apague y reemplace el fusible.
1. Substituya la batería (Tipo: BS2032)
PROBLEMAS( SÍNTOMAS)
CAUSAPOSIBLE
CURSO DE ACCIÓNRECOMENDADO
PROBLEMAS DE CALIDAD DE SOLDADURA Y ARCO
Degradación general del desempeño desoldadura. El alambre se quema enretroceso hasta la punta cuando se inicia elarco.
El quemado de alambre regresa a la puntacunado se inicia el arco.
1. Problema de alimentación de alambre.
2. Problemas de cableado.
3. Pérdida de gas protector o éste esinadecuado.
4. Verifique que el modo de soldadura seael correcto para el proceso.
5. Calibración de la máquina.
6. Se ha alcanzado el l ímite actualsecundario.
1. Problema de cable de sensión de voltaje.
2. Problema de alimentación de alambre.
1. Revise si hay problemas de alimentación.Asegúrese de haber seleccionado larelación de engranaje correcta.
2. Revise si hay conexiones deficientes,vueltas excesivas del cable, etc.
NOTA: La presencia de calor en el circuitode soldadura externo indica conexionesdeficientes o cables de tamaño menor.
3. Verifique que el flujo y tipo del gas seancorrectos.
4. Seleccione el modo de soldaduracorrecto para la aplicación.
5. La fuente de poder puede requerircalibración. (Corriente, voltaje, WFS).
6. La corriente media a largo plazo se limitaa 450A. Ajuste el procedimiento parareducir demanda de la salida.
1. Revise las conexiones de los cables desensión. Verifique la configuración deestos cables y la polaridad del arco.Asegúrese de que las conexiones deElectrodo y Trabajo no estén invertidas.
2. Revise si hay problemas de alimentación.Asegúrese de haber seleccionado larelación de engranaje adecuada.
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase encontacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes deproceder.
PRECAUCIÓN
E-8LOCALIZACIÓN DE AVERÍAS E-8
POWER WAVE® i400
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
PROBLEMAS(SÍNTOMAS)
CAUSAPOSIBLE
CURSO DE ACCIÓNRECOMENDADO
PROBLEMAS DE CALIDAD DE SOLDADURA Y ARCOEl alambre se quema en retrocesohasta la punta al final de la soldadura.
La salida de la máquina se apagadurante una soldadura.
La máquina no produce salidatotal.
Arco excesivamente largo oerrático.
Falla de pérdida de arco en elrobot.
1. Tempo de quemado enretroceso.
1. Falla del Inversor o del Sistema
1. El voltaje de entrada puede sermuy bajo, limitando la capacidadde salida de la fuente de poder.
2. Calibración de la máquina.
1. Problema de alimentación dealambre.
2. Problema de sensión de voltaje.
3. Pérdida de Gas Protector o éstees inadecuado.
4. Calibración de la máquina.
1. Posiblemente causada por unproblema de alimentación dealambre.
1. Reduzca el tiempo de quemadoen retroceso y/o punto de trabajo.
1. Una falla del inversor norecuperable interrumpe lasoldadura y abre al contactorprincipal. Esta condición tambiéndará como resultado una luz deestado que alterna entre verde yrojo en el panel de control. Paramayor información, vea lasección de Luces de Estado.
1. Asegúrese de que el voltaje deentrada sea adecuado,conforme a la Placa deCapacidades localizada atrás dela máquina.
2. Calibre la corriente y voltajesecundarios.
1. Revise si hay problemas dealimentación. Asegúrese dehaber seleccionado la relación deengranaje adecuada.
2. Revise las conexiones de cablesde sensión. Revise laconfiguración de los cables desensión y polaridad del arco.Asegúrese de que las conexionesde Electrodo y Trabajo no esténinvertidas.
3. Verifique que el flujo y tipo del gassean correctos.
4. Calibre la corriente y voltajesecundarios.
1. Revise si hay problemas dealimentación. Asegúrese de haberseleccionado la relación de engranajeadecuada. Para alambre de diámetromayor, considere una relación deengranaje de torque mayor/rango másbajo disponible que sea convenientepara la aplicación.
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase encontacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes deproceder.
PRECAUCIÓN
E-9LOCALIZACIÓN DE AVERÍAS E-9
POWER WAVE® i400
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase encontacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes deproceder.
PRECAUTION
PROBLEMAS(SÍNTOMAS)
CAUSAPOSIBLE
CURSO DE ACCIÓNRECOMENDADO
PROBLEMAS DE LA CALIDAD DE LA AUTÓGENA Y DEL ARCOAvería de la pérdida del arco en larobusteza.
2. El conducto que conduce alalimentador del alambre tienelas curvas o torceduras, quepueden reducir la velocidad dela alimentación del alambre.
3. El conducto que conduce alalimentador del alambre delcarrete del alambre es demasiadolargo.
2. Quite las curvas y las torcedurasen el conducto que conduce alalimentador.
3. Utilice un pedazo más corto delconducto.
PROBLEMAS(SÍNTOMAS)
CAUSAPOSIBLE
CURSO DE ACCIÓNRECOMENDADO
DeviceNet - Sistema Controlado del PlcEl dispositivo no va en línea. 1. Energía del autobús 24v.
2. Velocidad.
3. MAC ID
4. Terminación
5. Cableado.
6. EDS Archivos(Archivos De la Hoja De DatosElectrónicos)
1. Verif ique que el diodo el emitirluz(LED) 10 sea encendido cuando seacciona la red de DeviceNet. Esto sepuede hacer con la POWER WAVE®
de la energía dada vuelta encendido oapagado.
2. Verifique que el ajuste de la velocidadsea igual que el amo de DeviceNet. Lavelocidad se fija vía la lengüeta deDeviceNet de la uti l idad deldiagnóstico.
3. Verifique que la identificación del MACde DeviceNet esté correcta. Laidentificación del mac se fija vía lalengüeta de DeviceNet de la utilidaddel diagnóstico.
4. Verifique que el autobús de DeviceNetesté terminado correctamente.
5. Verifique el cableado de todos losgolpecitos del multi-puerto y extremosconectables del campo.
6. Verifique que se estén utilizando losarchivos correctos de EDS si sonnecesarios. La lengüeta de DeviceNetde la utilidad del diagnóstico exhibe larevisión actual del código y delvendedor de producto de la onda de laenergía.
E-10E-10
POWER WAVE® i400
LOCALIZACIÓN DE AVERÍAS Observe todos los Lineamientos de Seguridad detallados a través de este manual.
PROBLEMAS(SÍNTOMAS)
CAUSAPOSIBLE
CURSO DE ACCIÓNRECOMENDADO
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase encontacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes deproceder.
PRECAUTION
El disposit ivo va fuera de líneadurante la soldadura.
La salida no se adelantará.
1. Interferencia/Ruido.
2. Terminación.
3. El blindar.
4. Fuente De Alimentación.
5. Tarifa Prevista Del Paquete.
1. Disparador de DeviceNet no afirmado.
2. Comando de sentido del tacto.
3. Modo Pasivo.
4. Cables De la Soldadura.
5. La Salida Inhabilitó
1. Verifique que los cables de DeviceNet no esténfuncionando al lado (en proximidad cercana con)de los conductores que llevan actuales. Estoincluye los cables de la soldadura, los cables dela entrada, el etc.
2. Verifique que el autobús de DeviceNet estéterminado correctamente.
3. Verifique que el blindar del cable esté puesto atierra correctamente en la fuente de alimentacióndel autobús. El protector se debe atar en elautobús molido en solamente un punto.
4. Verifique que la fuente de alimentación delautobús de DeviceNet pueda proveer la suficientecorriente para los dispositivos en la red.
5. ¿Verif ique que tarifa del paquete1000/(Expected)? ≤ (exploraciones por segundo).La lengüeta de DeviceNet de la utilidad deldiagnóstico exhibe estos valores.
1. De la lengüeta de DeviceNet de la utilidad deldiagnóstico, seleccione el monitor. La ventana delmonitor será exhibida. Verifique bajo "asambleaproducida" a que el "disparador" se destaca.
2. De la lengüeta de DeviceNet de la utilidad deldiagnóstico, seleccione el monitor. La ventana delmonitor será exhibida. Verifique bajo "asambleaproducida" que "toque el sentido" no se destaca.
3. La lengüeta de DeviceNet de la utilidad deldiagnóstico exhibe el estado pasivo del modo dela POWER WAVE®ʼs de la energía. Si elestado necesita ser cambiado, selecto configure,y haga la modificación necesaria.
4. Verif ique que los cables que sueldan conautógena estén conectados correctamente.
5. De la lengüeta de DeviceNet de la utilidad deldiagnóstico, seleccione el monitor. La ventana delmonitor será exhibida. Verifique bajo "asambleaproducida" que "inhabil i te la salida" no sedestaca.
E-11E-11
POWER WAVE® i400
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase encontacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes deproceder.
PRECAUTION
LOCALIZACIÓN DE AVERÍAS Observe todos los Lineamientos de Seguridad detallados a través de este manual.
PROBLEMAS(SÍNTOMAS)
CAUSAPOSIBLE
CURSO DE ACCIÓNRECOMENDADO
La salida no se adelantará.
El Mal Comenzar De la Autógena.
6. Otros módulos criticados.
1. Problema de alimentación del alambre
2. Velocidad De la Alimentación Del Alambre Dela Huelga
3. Horario Incorrecto De la Autógena
4. Plomos De la Detección De Tensión
5. Exploraciones Del Análogo Entre LasActualizaciones
6. Histéresis Análoga
7. Error Del Límite
8. Ventilador Hacia fuera
9. Gas
6. Verifique que no se critique ningunos otrosmódulos (todas las luces del estado de sistemadeben ser verde constante). Utilice la utilidad deldiagnóstico para exhibir cualquier avería actual enel sistema.
1. Verifique tensión del rodillo impulsor de losalimentadores no sean demasiado bajospermitiendo que el alambre se deslice en losrodillos. Verifique que el alambre se pueda tirarfácilmente a través del conducto del alambre.Verifique que extremidad del contacto no estébloqueado.
2. Verifique la velocidad de la alimentación delalambre de la huelga fijada correctamente.
3. Verifique que el horario correcto de la autógenaesté seleccionado.
4. Verifique que los plomos de la detección detensión esté conectada y que configuradacorrectamente según lo descrito en el manual deinstrucción.
5. La lengüeta de DeviceNet de la utilidad deldiagnóstico exhibe las exploraciones análogas dela POWER WAVE®ʼs de la energía "entre lasactualizaciones" y "I/O Scans/Sec." Verifique quelas "exploraciones análogas entre lasactualizaciones" sean ¼ del valor de "I/OScans/Sec".
6. De la lengüeta de DeviceNet de la utilidad deldiagnóstico, selecta configure. Verifique en la"entrada análoga acanala" que los ajustes de lahistéresis son el 0.
7. Verifique que todos los valores de la entradaanáloga estén dentro de límites.
8. De la lengüeta de DeviceNet de la utilidad deldiagnóstico, seleccione el monitor. Verifiquedebajo del "ventilador de la entrada análogafuera" de ese Burnback está presente para todoslos análogos adentro.
9. Verifique que el gas se esté encendiendo antesde la salida.
E-12E-12
POWER WAVE® i400
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase encontacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes deproceder.
PRECAUTION
LOCALIZACIÓN DE AVERÍAS Observe todos los Lineamientos de Seguridad detallados a través de este manual.
PROBLEMAS(SÍNTOMAS)
CAUSAPOSIBLE
CURSO DE ACCIÓNRECOMENDADO
Las entradas análogas noresponden ni respondenrápidamente.
Purgación del gas que no trabaja.
1. Exploraciones Del Análogo EntreLas Actualizaciones.
2. Análogo En Selecciones Activas.
3. Histéresis Análoga.
4. Modo Pasivo.
1. Fuera del gas.
2. Purgación del gas no afirmada.
3. Modo Pasivo.
4. Líneas De Gas.
1. La lengüeta de DeviceNet de lautilidad del diagnóstico exhibe lasexploraciones análogas de la POWERWAVE®ʼs de la energía "entre lasactualizaciones" y "I/O Scans/Sec."Verif ique que las "exploracionesanálogas entre las actualizaciones"sean 1/4 del valor de "I/O Scans/Sec".
2. De la lengüeta de DeviceNet de lauti l idad del diagnóstico, selectaconfigure. Verifique en la "entradaanáloga acanala" que los canalesrequeridos se fijan activa.
3. De la lengüeta de DeviceNet de lauti l idad del diagnóstico, selectaconfigure. Verifique en la "entradaanáloga acanala" que los ajustes de lahistéresis son el 0.
4. La lengüeta de DeviceNet de lautil idad del diagnóstico exhibe elestado pasivo del modo de la POWERWAVE®ʼs de la energía. Si el estadonecesita ser cambiado, selectoconfigure, y haga la modificaciónnecesaria.
1. Verifique que haya gas disponible enla entrada del solenoide del gas.
2. De la lengüeta de DeviceNet de lautilidad del diagnóstico, seleccione elmonitor. La ventana del monitor seráexhibida. Verifique bajo "asambleaproducida" a que la "purgación delgas" se destaca.
3. La lengüeta de DeviceNet de lautil idad del diagnóstico exhibe elestado pasivo del modo de la POWERWAVE®ʼs de la energía. Si el estadonecesita ser cambiado, selectoconfigure, y haga la modificaciónnecesaria.
4. Verifique que nada esté obstruyendoel flujo del gas.
E-13E-13
POWER WAVE® i400
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase encontacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes deproceder.
PRECAUTION
LOCALIZACIÓN DE AVERÍAS Observe todos los Lineamientos de Seguridad detallados a través de este manual.
PROBLEMAS(SÍNTOMAS)
CAUSAPOSIBLE
CURSO DE ACCIÓNRECOMENDADO
Mal Conclusión De la Autógena.
Mala Soldadura.
1. Burnback Inhabilitado.
2. Tiempo De Burnback.
3. Exploraciones Del Análogo Entre LasActualizaciones.
4. El error del límite divulgó en el extremo de unaautógena.
5. Ventilador Hacia fuera.
6. Puntos de ajuste que sueldan con autógena.
7. Histéresis Análoga.
8. Gas.
1. Exploraciones Del Análogo Entre LasActualizaciones.
2. Plomos De la Detección De Tensión.
3. Histéresis Análoga
1. De la lengüeta de DeviceNet de la utilidad deldiagnóstico, seleccione el monitor. La ventana delmonitor será exhibida. Verifique bajo "estadopermitido" que "Burnback" está presente.
2. Verifique que el tiempo de Burnback tenga unvalor con excepción de 0.
3. La lengüeta de DeviceNet de la utilidad deldiagnóstico exhibe las exploraciones análogas dela onda de la energía "entre las actualizaciones" y"I/O Scans/Sec." Verifique que las "exploracionesanálogas entre las actualizaciones" sean ¼ delvalor de "I/O Scans/Sec".
4. Verifique todos los ajustes de la soldadura paralos estados de Burnback y del cráter.
5. De la lengüeta de DeviceNet de la utilidad deldiagnóstico, seleccione el monitor. Verifiquedebajo del "ventilador de la entrada análogafuera" de ese Burnback está presente para todoslos análogos adentro.
6. Verifique los puntos de ajuste de Burnback parael punto del trabajo, ajuste, y agite los valores.
7. De la lengüeta de DeviceNet de la utilidad deldiagnóstico, selecta configure. Verifique en la"entrada análoga acanala" que los ajustes de lahistéresis son el 0.
8. Verifique que el gas esté encendido.
1. La lengüeta de DeviceNet de la utilidad deldiagnóstico exhibe las exploraciones análogas dela onda de la energía "entre las actualizaciones" y"I/O Scans/Sec." Verifique que las "exploracionesanálogas entre las actualizaciones" sean ¼ delvalor de "I/O Scans/Sec".
2. Verifique que los plomos de la detección detensión esté conectada y que configuradacorrectamente según lo descrito en el manual deinstrucción.
3. De la lengüeta de DeviceNet de la utilidad deldiagnóstico, selecta configure. Verifique en la"entrada análoga acanala" que los ajustes de lahistéresis son el 0.
E-14LOCALIZACIÓN DE AVERÍAS E-14
POWER WAVE® i400
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
PROBLEMAS(SÍNTOMAS)
CAUSAPOSIBLE
CURSO DE ACCIÓNRECOMENDADO
PROBLEMAS DE CALIDAD DE SOLDADURA Y ARCO
Mala Soldadura. 4. Errores Del Límite
5. Gas
6. Puntos de ajuste que sueldan con autógena.
7. Impulsor de alambre / La selección de velocidades.
4. Verifique que todos los valores del setpoint dela soldadura estén dentro de límites.
5. Verifique que siga habiendo el gas encendido hastaque después de la autógena sea completo.
6. Verifique los puntos de ajuste de la soldadura parael punto del trabajo, ajuste, y agite los valores.
7. Verifique que la unidad de cable adecuado yrelación de caja se ha seleccionado.
PROBLEMAS(SÍNTOMAS)
CAUSAPOSIBLE
CURSO DE ACCIÓNRECOMENDADO
ETHERNETNo se puede conectar.
La conexión se pierde al soldar.
1. Conexión física.
2. Información de dirección IP.
3. Velocidad de Ethernet.
1. Ubicación del cable.
1. Verifique que se esté utilizando el cable de parchecorrecto o cable de cruce (para asistencia, consulte aldepartamento de IT local).
NOTA: • Para la conexión directa al regulador de Fanuc R30iA,
utiliza solamente el cable proporcionado el • Del kit de la integración K2677-1 verifica que los cables
están insertados completamente en el conectador principala granel. el
• diodo el emitir luz(LED)8 localizó bajo tablero de CircuitoImpreso que el conectador de Ethernet será encendidocuando la máquina está conectada con otro dispositivo dela red.
2. Utilice a encargado de la autógena (incluido en elnavegador CD's de las utilidades y del servicio de laonda de la energía o disponible enwww.powerwavesoftware.com) para verif icar lainformación correcta del IP address se ha entrado.
NOTA: • La configuración del IP address SE DEBE fi jar a
dinámico cuando está conectado con el regulador deFanuc R30iA.
• verifica que ningún duplicado las direcciones del IP noexistan en la red.
3. Verifique que el dispositivo de la red conectara con laonda de la energía sea un dispositivo 10BaseT o undispositivo 10/100-baseT.
1. Verifique que cable de la red no esté situada al lado delos conductores que llevan actuales. Esto incluiría loscables de la energía de entrada y los cables de la salidade la soldadura.
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase encontacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes deproceder.
PRECAUCIÓN
F-1DIAGRAMASF-1
POWER WAVE® i400
NOTA
: Est
e di
agra
ma
es s
ólo
para
refe
renc
ia. T
al v
ez n
o se
a ex
acto
par
a to
das
las
máq
uina
s qu
e cu
bre
este
man
ual.
El d
iagr
ama
espe
cífic
o pa
ra u
n có
digo
par
ticul
ar e
stá
pega
do d
entro
de
la m
áqui
na e
n un
o de
los
páne
les
de la
cub
ierta
. Si
el d
iagr
ama
es ile
gibl
e, e
scrib
a al
Dep
arta
men
to d
e Se
rvici
o pa
ra u
n re
empl
azo.
Pro
porc
ione
el n
úmer
o de
cód
igo
del e
quip
o.
DIA
GR
AM
A D
E C
AB
LE
AD
O -
PO
WE
R W
AV
E i4
00
RE
CE
PT
ÁC
UL
O
DE
115
V
RE
LÉ
DE
L
VE
NT
ILA
DO
R
VE
NT
ILA
DO
R
PU
EN
TE
D
E E
NT
RA
DA
FIL
TR
O
HA
RM
ÓN
ICO
RE
CO
NE
XIÓ
N
PR
IMA
RIA
(PO
SIC
IÓN
DE
350
-575
VC
A)
TR
AN
SF
OR
MA
DO
RA
UX
ILIA
R
TRANSFORMADOR PRINCIPAL
IND
UC
TO
R
RE
CT
IFIC
AD
OR
DE
SA
LID
ATA
RJE
TA D
E
BU
S D
E C
D
RE
CT
IFIC
AD
OR
D
E C
ON
TR
OL
TR
AN
SD
UC
TO
R
DE
CO
RR
IEN
TE
FIL
TR
O C
E
OP
CIO
NA
L
TAR
JETA
D
E C
ON
TR
OL
TAR
JETA
DE
P.C
. DE
CA
BE
ZA
L D
E A
LIM
EN
TAC
IÓN
CA
JA D
EE
NT
RA
DA
CA
JA D
EE
NT
RA
DA
CA
JA D
E
CO
NE
XIÓ
N
EL
ÉC
TR
ICA
CA
JA D
E
CO
NE
XIÓ
N
EL
ÉC
TR
ICA
FIL
TR
O C
E
OP
CIO
NA
L
AL
RE
DE
DO
R
DE
L
VE
NT
ILA
DO
R
AL
RE
DE
DO
R
DE
L
VE
NT
ILA
DO
R
PA
NE
L D
E
RE
CO
NE
XIÓ
N
BA
SE
D
EL
CH
AS
ISS
OP
OR
TE
D
EL
CH
AS
IS
CE
NT
RA
L
SO
PO
RT
E
DE
L CH
AS
IS
CE
NT
RA
L
CIR
CU
ITO
DE
VÍN
CU
LO
DE
PR
OT
EC
CIÓ
N
SÍM
BO
LO
S E
LÉ
CT
RIC
OS
CO
NF
OR
ME
A E
1537
RE
CE
PT
ÁC
UL
O D
EL
A
LIM
EN
TAD
OR
DE
AL
AM
BR
E
LE
D R
OJO
/VE
RD
E
DE
ES
TAD
O D
EL
A
LIM
EN
TAD
OR
D
E A
LA
MB
RE
RE
CE
PT
ÁC
UL
O D
E
DE
VIC
EN
ET
IMP
ULS
O
SIN
CR
ON
IZA
DO
R
EC
EP
TÁC
ULO
(OP
CIO
NA
L)
RE
CE
PT
ÁC
UL
O
DE
SE
NS
IÓN
D
E V
OLT
AJE
LADO DE CONEXIÓN DE LA MÁQUINA
LE
D
AM
AR
ILL
O
TÉ
RM
ICO
RE
CE
PT
ÁC
UL
O
AR
CL
INK
LE
D R
OJO
/VE
RD
E
DE
ES
TAD
O
RE
CE
PT
ÁC
UL
O
DE
ETH
ER
NE
T
A C
ON
TR
OL
AD
OR
D
E R
OB
OT
SE
CU
EN
CIA
DE
NU
ME
RA
CIÓ
N D
E C
AV
IDA
D D
E C
ON
EC
TO
R (
VIS
TA D
ES
DE
EL
LA
DO
DE
LO
S C
OM
PO
NE
NT
ES
DE
LA
TA
RJE
TA)
NO
TAS
:N
.B.
YA Q
UE
LO
S C
OM
PO
NE
NT
ES
O C
IRC
UIT
ER
ÍA D
E U
N T
AR
JETA
DE
CIR
CU
ITO
PU
ED
EN
CA
MB
IAR
SIN
AF
EC
TAR
LA
INT
ER
CA
MB
IAB
ILID
AD
DE
UN
A T
AR
JETA
CO
MP
LE
TA, E
ST
E D
IAG
RA
MA
PU
ED
E
N
O M
OS
TR
AR
LO
S C
OM
PO
NE
NT
ES
O C
IRC
UIT
ER
ÍA E
XA
CT
OS
CO
N U
N N
ÚM
ER
O D
E C
ÓD
IGO
CO
MÚ
N.
N.C
. C
OL
OQ
UE
UN
CA
BL
E “
A”
EN
EL
VO
LTA
JE D
E E
NT
RA
DA
DE
CO
NE
XIÓ
N A
PR
OP
IAD
O. L
A C
ON
EX
IÓN
QU
E S
E M
UE
ST
RA
ES
PA
RA
LA
OP
ER
AC
IÓN
550
-575
V.
N.D
. E
L T
RA
NS
DU
CT
OR
DE
CO
RR
IEN
TE
ES
TÁ
MO
NTA
DO
CO
N L
A F
LE
CH
A A
PU
NTA
ND
O A
L L
AD
O O
PU
ES
TO
DE
L F
LU
JO D
E C
OR
RIE
NT
E C
ON
VE
NC
ION
AL
CO
MO
SE
MU
ES
TR
A.
N.E
. C
OM
PO
NE
NT
ES
LO
CA
LIZ
AD
OS
EN
EL
GA
BIN
ET
E (
NO
EN
EL
CH
AS
IS)
N.F
. L
AD
O P
LA
NO
DE
L L
ED
AL
INE
AD
O C
ON
EL
CA
BL
E B
LA
NC
O.
N.G
. LA
DO
PL
AN
O D
EL
LE
D A
LIN
EA
DO
CO
N E
L C
AB
LE
NE
GR
O.
N.H
. RE
SIS
TOR
SIT
UA
DO
JU
NTO
A L
A F
AN
EN
LA
MÁ
QU
INA
.N
.J. C
ON
EX
IÓN
A B
AJA
PO
R C
ÓD
IGO
ELÉ
CTR
ICO
NA
CIO
NA
L.N
,K. D
EV
ICE
NE
T O
PC
ION
AL
Y S
INC
RO
NIZ
AD
O J
UE
GO
S P
ULS
O C
OM
PA
RTI
R U
N O
RIF
ICIO
MO
NTA
JE C
OM
ÚN
Y N
O P
UE
DE
CO
EX
ISTI
R.
LEYE
NDA TO
DAS
LAS
MÁQU
INAS
OPCI
ONAL
DESC
RIPC
IÓN
DE C
OMPO
NENT
ECÓ
DIGO
DE
COLO
R:B
= NE
GRO
G =
VERD
ER
= R
OJO
W =
BLA
NCO
U = A
ZUL
N =
CAFÉ
Y = A
MARI
LLO
TAB
LE
RO
DE
L
A E
NT
RA
DA
614
606
TAB
LE
RO
DE
INT
ER
RU
PT
OR
caso
de
vue
lta
C
892
1
894
893
5
N.K.
24
891
3
L9
G B/G
N.K.
AB C
DEF
RB/R
23
78
41
9
5 106
23
41
5
78
910
6 1211
B/G R
G B/R
N.J.
F-2DIBUJO DE DIMENSIÓN F-2
POWER WAVE® i400
G6044
A.01
20.34
19.49
21.54
21.46
23.62
22.74
20.99
18.81
21.54
ISO
VIEW
REF
EREN
CE
ONLY
25.05
VIST
A DE DET
ALL
E DEL
CHASIS QUE SE
REM
OVIÓ
DEL
GABINET
E
24.37
18.52
WARNING
AVISO DEPRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BEUSED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOSCONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS AETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DESHERSTELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.
Do not touch electrically live parts orelectrode with skin or wet clothing.Insulate yourself from work andground.
No toque las partes o los electrodosbajo carga con la piel o ropamojada.Aislese del trabajo y de la tierra.
Ne laissez ni la peau ni desvêtements mouillés entrer en contactavec des pièces sous tension.Isolez-vous du travail et de la terre.
Berühren Sie keine stromführendenTeile oder Elektroden mit IhremKörper oder feuchter Kleidung!Isolieren Sie sich von denElektroden und dem Erdboden!
Não toque partes elétricas eelectrodos com a pele ou roupamolhada.Isole-se da peça e terra.
Keep flammable materials away.
Mantenga el material combustiblefuera del área de trabajo.
Gardez à l’écart de tout matérielinflammable.
Entfernen Sie brennbarres Material!
Mantenha inflamáveis bemguardados.
Wear eye, ear and body protection.
Protéjase los ojos, los oídos y elcuerpo.
Protégez vos yeux, vos oreilles etvotre corps.
Tragen Sie Augen-, Ohren- und Kör-perschutz!
Use proteção para a vista, ouvido ecorpo.
WARNING
AVISO DEPRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA ASPRÁTICAS DE SEGURANÇA DO EMPREGADOR.
Keep your head out of fumes.Use ventilation or exhaust toremove fumes from breathing zone.
Los humos fuera de la zona derespiración.Mantenga la cabeza fuera de loshumos. Utilice ventilación oaspiración para gases.
Gardez la tête à l’écart des fumées.Utilisez un ventilateur ou unaspirateur pour ôter les fumées deszones de travail.
Vermeiden Sie das Einatmen vonSchweibrauch!Sorgen Sie für gute Be- undEntlüftung des Arbeitsplatzes!
Mantenha seu rosto da fumaça.Use ventilação e exhaustão pararemover fumo da zona respiratória.
Turn power off before servicing.
Desconectar el cable dealimentación de poder de lamáquina antes de iniciar cualquierservicio.
Débranchez le courant avantl’entretien.
Strom vor Wartungsarbeitenabschalten! (Netzstrom völligöffnen; Maschine anhalten!)
Não opere com as tampas removidas.Desligue a corrente antes de fazerserviço.Não toque as partes elétricas nuas.
Do not operate with panel open orguards off.
No operar con panel abierto oguardas quitadas.
N’opérez pas avec les panneauxouverts ou avec les dispositifs deprotection enlevés.
Anlage nie ohne Schutzgehäuseoder Innenschutzverkleidung inBetrieb setzen!
Mantenha-se afastado das partesmoventes.Não opere com os paineis abertosou guardas removidas.
¿Necesita Ayuda ?
¡Servicio rápido de respuesta de Lincoln Electric!
Llame al 1.888.935.3877 para hablar con un representante de servicios.
Horas de servicio : 8:00 a 18:00 de Lunes a Viernes
¿Fuera del horario de servicio? Use “Pregunte a los Expertos” en lincolnelectric.com
Un representante de servicios de Lincoln Electric se comunicará con Usted el próximo día hábil.
Para el servicio a clientes fuera de los Estados Unidos: Email [email protected]
Cleveland, Ohio 44117-1199 U.S.A. TEL: 1.216.481.8100 Para Servicio en U.S. y Canadá: Llame al 1.888.935.3877FAX: 1.216.486.1751 WEB SITE: lincolnelectric.com Para el servicio a clientes fuera de los Estados Unidos: Email [email protected]
• Líder Mundial en productos de soldadura y corte • • Ventas y Servicio a través de Subsidiarios y de Distribuidores por todo el mundo •