M. Lynch / Chemico-Biological Interactions 135–136 (2001) 155–167156
1. Introduction
There are only six manufacturers of 2-chloro-1,3-butadiene or chloroprenelocated outside the former Communist Bloc countries (Table 1). Five manufacturechloroprene from butadiene via a two-step process consisting of chlorination andsubsequent dehydrochlorination. The sixth dimerizes acetylene and then hydrochlo-rinates the dimer to produce chloroprene. The chloroprene plants in the formerCommunist Bloc countries also use acetylene and/or butadiene as starting materials(Table 1). Both the acetylene and butadiene-based manufacturing processes areconducted within essentially sealed systems that minimize potential employeeexposure. All chloroprene manufacturers produce the material for subsequentproduction of polychloroprene polymer.
2. Chloroprene manufacture from butadiene
A simplified block diagram for the manufacture of polychloroprene polymerusing butadiene as a starting material is shown in Fig. 1. Butadiene is reacted with
Usine de Champagnier, ButadieneENICHEM S.p.A., Piazza Boldrini 1, 20097 SanDonato Milanese, Milano, Italy France
TOSOH Corp., 7-7, Akasaka 1-Chome, Yamaguchi Prefecture, ButadieneMinato-Ku Tokyo 107-8451, Japan Japan
Non-IISRP membersNAIRIT, Armenia, Yerevan, 375010, Nalbandian Yerevan, Armenia Acetylene and
butadieneSt. 50132
Ministry of Chemical Industry, Beijing, Peoples’ Changshou, China AcetyleneRepublic of China
Ministry of Chemical Industry, Beijing, Peoples’ Datong, China AcetyleneRepublic of China
M. Lynch / Chemico-Biological Interactions 135–136 (2001) 155–167 157
Fig. 1. Chloroprene/polychloroprene from butadiene.
chlorine to produce a mixture of 1,4-dichlorobutene-2 (1,4 DCB) and 3,4-dichlorobutene-1 (3,4 DCB). After separating the isomers by distillation, the 1,4DCB is isomerized to 3,4 DCB. This material is then reacted with caustic todehydrohalogenate the 3,4 DCB to chloroprene. After distillation of the crudechloroprene to remove high boilers (chloroprene dimers, inhibitors, residual 3,4DCB, etc.), the refined chloroprene is used to manufacture polychloroprene.
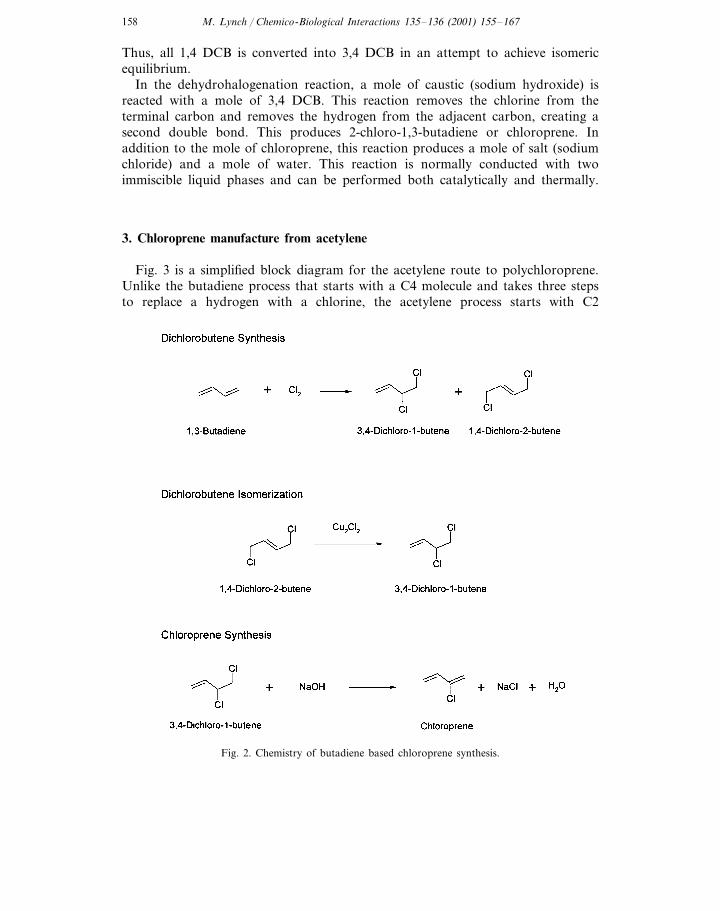
Fig. 2 summarizes the stepwise chemical reactions involved in the butadiene routeto chloroprene. In the initial reaction, chlorine can add across either of butadiene’sdouble bonds to produce the desired 3,4 DCB. Alternately, one chlorine atom canadd to either terminal carbon on butadiene with subsequent relocation of theremaining double bond to the middle of the molecule and addition of the secondchlorine atom to the other terminal carbon. This produces 1,4 DCB. The commer-cial chlorination of butadiene is performed catalytically in the liquid phase andthermally in the vapor phase. Both routes produce a mixture of the twodichlorobutene isomers.
In the second reaction, one of the chlorines from 1,4 DCB forms a six memberring with the copper catalyst. In a concerted reaction, the double bond shifts awayfrom the six member ring and the chlorine on the non-ring end of the molecule iseliminated; forming 3,4 DCB. Unfortunately, this isomerization reaction is re-versible and can also convert the desired 3,4 DCB into 1,4 DCB. This reversereaction is prevented by continuously removing the 3,4 DCB from the reactor.
M. Lynch / Chemico-Biological Interactions 135–136 (2001) 155–167158
Thus, all 1,4 DCB is converted into 3,4 DCB in an attempt to achieve isomericequilibrium.
In the dehydrohalogenation reaction, a mole of caustic (sodium hydroxide) isreacted with a mole of 3,4 DCB. This reaction removes the chlorine from theterminal carbon and removes the hydrogen from the adjacent carbon, creating asecond double bond. This produces 2-chloro-1,3-butadiene or chloroprene. Inaddition to the mole of chloroprene, this reaction produces a mole of salt (sodiumchloride) and a mole of water. This reaction is normally conducted with twoimmiscible liquid phases and can be performed both catalytically and thermally.
3. Chloroprene manufacture from acetylene
Fig. 3 is a simplified block diagram for the acetylene route to polychloroprene.Unlike the butadiene process that starts with a C4 molecule and takes three stepsto replace a hydrogen with a chlorine, the acetylene process starts with C2
Fig. 2. Chemistry of butadiene based chloroprene synthesis.
M. Lynch / Chemico-Biological Interactions 135–136 (2001) 155–167 159
Fig. 3. Chloroprene/polychloroprene from acetylene.
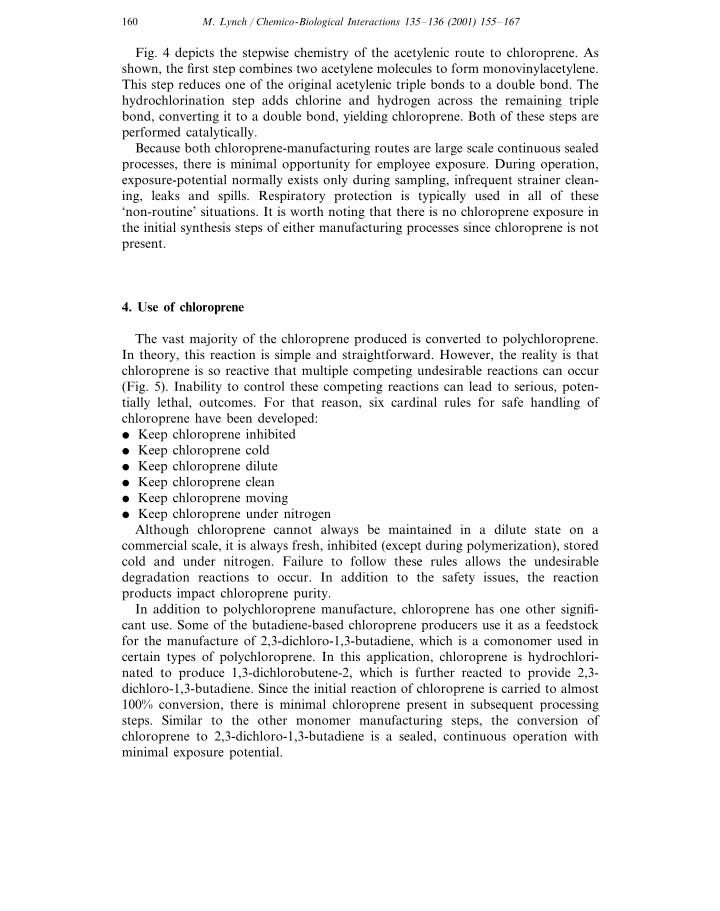
molecules and generates chloroprene in two steps. The first step combines twoacetylene molecules to form monovinylacetylene. The second step is a hydrochlori-nation, which converts the monovinylacetylene to chloroprene. Again, distillation isused to remove inhibitors and high boilers to provide polymerization gradechloroprene for conversion to polychloroprene.
Fig. 4. Chemistry of acetylene based chloroprene synthesis.
M. Lynch / Chemico-Biological Interactions 135–136 (2001) 155–167160
Fig. 4 depicts the stepwise chemistry of the acetylenic route to chloroprene. Asshown, the first step combines two acetylene molecules to form monovinylacetylene.This step reduces one of the original acetylenic triple bonds to a double bond. Thehydrochlorination step adds chlorine and hydrogen across the remaining triplebond, converting it to a double bond, yielding chloroprene. Both of these steps areperformed catalytically.
Because both chloroprene-manufacturing routes are large scale continuous sealedprocesses, there is minimal opportunity for employee exposure. During operation,exposure-potential normally exists only during sampling, infrequent strainer clean-ing, leaks and spills. Respiratory protection is typically used in all of these‘non-routine’ situations. It is worth noting that there is no chloroprene exposure inthe initial synthesis steps of either manufacturing processes since chloroprene is notpresent.
4. Use of chloroprene
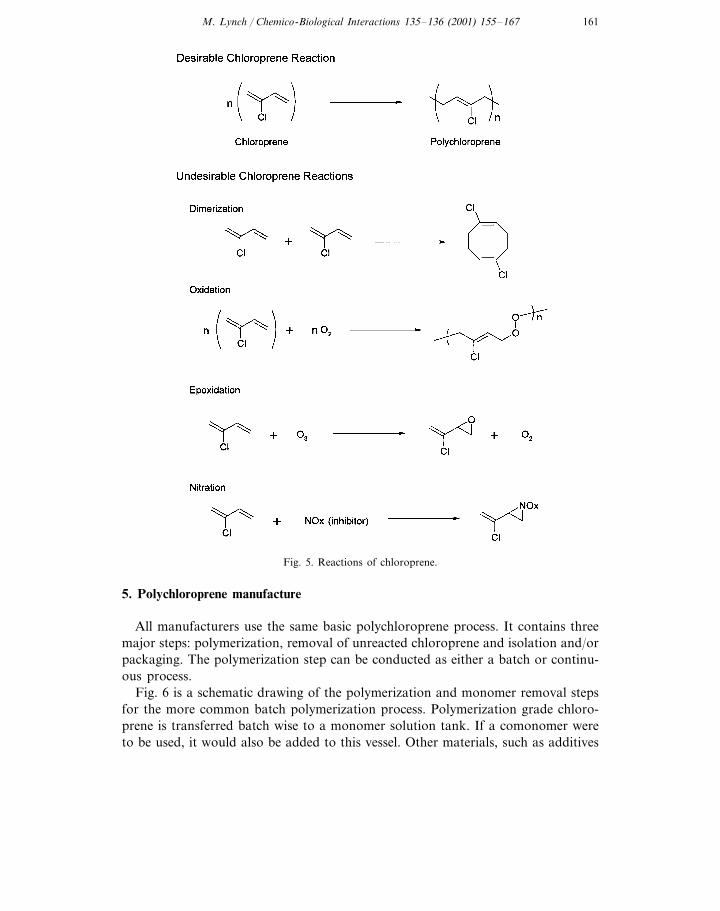
The vast majority of the chloroprene produced is converted to polychloroprene.In theory, this reaction is simple and straightforward. However, the reality is thatchloroprene is so reactive that multiple competing undesirable reactions can occur(Fig. 5). Inability to control these competing reactions can lead to serious, poten-tially lethal, outcomes. For that reason, six cardinal rules for safe handling ofchloroprene have been developed:� Keep chloroprene inhibited� Keep chloroprene cold� Keep chloroprene dilute� Keep chloroprene clean� Keep chloroprene moving� Keep chloroprene under nitrogen
Although chloroprene cannot always be maintained in a dilute state on acommercial scale, it is always fresh, inhibited (except during polymerization), storedcold and under nitrogen. Failure to follow these rules allows the undesirabledegradation reactions to occur. In addition to the safety issues, the reactionproducts impact chloroprene purity.
In addition to polychloroprene manufacture, chloroprene has one other signifi-cant use. Some of the butadiene-based chloroprene producers use it as a feedstockfor the manufacture of 2,3-dichloro-1,3-butadiene, which is a comonomer used incertain types of polychloroprene. In this application, chloroprene is hydrochlori-nated to produce 1,3-dichlorobutene-2, which is further reacted to provide 2,3-dichloro-1,3-butadiene. Since the initial reaction of chloroprene is carried to almost100% conversion, there is minimal chloroprene present in subsequent processingsteps. Similar to the other monomer manufacturing steps, the conversion ofchloroprene to 2,3-dichloro-1,3-butadiene is a sealed, continuous operation withminimal exposure potential.
M. Lynch / Chemico-Biological Interactions 135–136 (2001) 155–167 161
Fig. 5. Reactions of chloroprene.
5. Polychloroprene manufacture
All manufacturers use the same basic polychloroprene process. It contains threemajor steps: polymerization, removal of unreacted chloroprene and isolation and/orpackaging. The polymerization step can be conducted as either a batch or continu-ous process.
Fig. 6 is a schematic drawing of the polymerization and monomer removal stepsfor the more common batch polymerization process. Polymerization grade chloro-prene is transferred batch wise to a monomer solution tank. If a comonomer wereto be used, it would also be added to this vessel. Other materials, such as additives
M. Lynch / Chemico-Biological Interactions 135–136 (2001) 155–167162
for molecular weight control, a portion of the initiator system and a resin or rosin,may also be added.
For each batch of monomer solution prepared, a batch of water solution isprepared in a separate vessel. This solution normally contains caustic in addition towater. Other materials, such as dispersants or a portion of the initiator system, mayalso be added. The monomer and water solutions are normally transferred simulta-neously to the polymerization reactor. While being transferred to the reactor, thetwo solutions are mixed and emulsified by a mechanical device, such as a centrifu-gal pump. The caustic reacts with the resin or rosin to form a surfactant in situ.This surfactant is necessary to maintain the two phases as an emulsion rather thanseparating into organic (monomer solution) and aqueous phases.
The polymerization reactors are large, nitrogen blanketed, agitated vessels. Theyare normally brine-jacketed for heat removal because the polymerization of chloro-prene is exothermic. Once the reactor has been charged and brought to the desiredtemperature, an initiator or free radical source is added. The free radicals initiatethe polymerization process, which converts chloroprene to polychloroprene. Thepolymerization process connects two chloroprene molecules and, if left alone,would continue to add to this chain until the chloroprene was exhausted. Since thephysical properties of polychloroprene that impact its commercial utility aredirectly related to the length of the polymer chain, most polychloroprene ismanufactured using a partial conversion process to limit polymer chain length. Free
Fig. 6. Batch chloroprene polymerization.
M. Lynch / Chemico-Biological Interactions 135–136 (2001) 155–167 163
Fig. 7. Continuous chloroprene polymerization.
radical traps or scavengers are added to the polymerization reactor at the desiredconversion to stop the polymerization. The polymerized emulsion is then trans-ferred to storage tanks prior to the subsequent monomer removal step.
In the monomer removal step, heat and/or vacuum are used to volatilize theunreacted chloroprene from the polymerized emulsion. This monomer removal stepreduces the residual chloroprene content of the polymerized emulsion from severalpercent to �1%. The final chloroprene level is a function of effectiveness of themonomer removal process. The vaporized chloroprene is condensed and returnedto the chloroprene refining step for recovery and subsequent reuse. The essentiallychloroprene free polymerized emulsion is now ready for isolation or packaging forsale as a latex (colloid).
A continuous polymerization process would be described by a schematic like Fig.7. Although there are significant equipment differences between a batch andcontinuous operation, the process is very similar. In fact, the only process differenceis that the make-up and transfer of material to the polymerization reactors isperformed continuously. The processing conditions, times and conversion for acontinuous polymerization process are essentially equivalent to the batch process.The monomer removal step is also unchanged.
Most commercial polychloroprene latexes contain �0.1% residual chloroprene,although some (�20%) may contain up to 0.7%. The residual chloroprene isintimately dissolved in the polychloroprene polymer and does not vaporize readily.Thus, there is very little potential for chloroprene exposure from use of polychloro-prene latex.
M. Lynch / Chemico-Biological Interactions 135–136 (2001) 155–167164
6. Polychloroprene isolation
The polychloroprene latex can also be isolated and dried to yield a solid product.Fig. 8 is a schematic of the freeze roll process used to convert the polymerizedemulsion to a dry product. Although this isolation process is not a sealed process,there is virtually no worker exposure because the incoming emulsion is essentiallymonomer free.
The polychloroprene emulsion and an acid are continuously fed to the pan underthe freeze roll. A cold heat transfer fluid is sprayed on the inside surface of thefreeze roll, a hollow metal cylinder, to ensure that its exterior is below 0°C. As thechilled freeze roll rotates through the pan of emulsion, some of the emulsion freezeson the surface of the roll. The acid added to the freeze roll pan lowers the pH anddestroys the surfactant formed prior to polymerization. With the surfactant elimi-nated, the emulsion coagulates and forms a film when frozen. If the surfactant werestill present, much of the polychloroprene would re-disperse when the frozenemulsion thawed.
The frozen film is scraped from the freeze roll surface and laid on the washbelt.Warm water is sprayed on the film to melt it. The water also removes someimpurities from the polychloroprene film. The washed film is then squeezed betweentwo counter rotating rolls to de-water the film. The water content is further reducedin the hot air dryer. The film is cooled, gathered into a rope, cut into chips andpackaged. This solid polychloroprene contains no residual chloroprene based on
Fig. 8. Polychloroprene isolation.
M. Lynch / Chemico-Biological Interactions 135–136 (2001) 155–167 165
detection limits of 1 ppm or less. Thus, there is no potential downstream exposureto chloroprene from solid polychloroprene.
7. Exposure potential
Unlike the sealed chloroprene manufacturing processes, which are normallyinstalled in open buildings that provide ventilation and thus have minimal potentialfor worker exposure, the polychloroprene manufacturing processes are normallyinstalled inside closed buildings that have the potential for employee exposure tochloroprene. Although the polychloroprene manufacturing process is designed as aclosed system, the extreme reactivity of chloroprene and the inherent stickiness ofpolychloroprene polymer make it necessary to remove chloroprene-containingpolymer from the process. Strainers or filters are used in both the polymerizationand monomer removal steps to remove polymer from undesirable side reactions, aswell as agglomerates of the desired polychloroprene polymer. These strainers mustbe cleaned by hand (Fig. 9). Additionally, the material from the flushing anddraining of these strainers contribute to background concentrations of chloroprene,since it is not practical to immediately remove these materials from the operatingarea. Unpolymerized monomer must be removed from the polymer collected in thestrainers before it is disposed of.
The batch polymerization process used by most producers also contributes toexposure potential. The polymerization reactor is normally sealed during thepolymerization step. However, it is opened during the manufacturing cycle forvarious reasons, such as polymer removal, material addition and verification thatthe reactor is empty. The extreme reactivity of chloroprene dictates that lines usedto transfer material into or out of the batch polymerization reactors must bethoroughly cleared of process material to prevent undesired polymer formation.These line clearing procedures also pose some exposure potential.
The continuous flows inherent in a continuous process eliminate some of thepotential exposure issues associated with batch processes. The need for polymerremoval and line clearing still exists, but at a reduced frequency.
A great deal of money has been spent on engineering controls to minimize theimpact of these inherent potential exposures. One example is the manhole ventila-tion collar for the polymerization reactor, shown in Fig. 10. It is utilized any timethe reactor manhole is opened. It folds up, out of the way, when the manhole isclosed. Other examples are improved strainer designs, different types of valves,automation to minimize operator exposure to the process, special sampling facilitiesand use of local ventilation. However, respiratory protection is still used whileperforming any task with exposure potential.
Because of these engineering controls and improved work practices, the measuredemployee exposures are well below the regulatory limits. Since these measuredexposures are actually ‘outside the mask’ values, the use of personal protectiveequipment, such as respirators, while performing tasks with exposure potentialensures that actual employee exposures are well below the recorded values. Results
M. Lynch / Chemico-Biological Interactions 135–136 (2001) 155–167166
of Personnel monitoring at one polychloroprene manufacturing site, presented atthis symposium, document the impact of these engineering controls [1].
8. Summary
In summary, chloroprene is manufactured or used at less than a dozen locationsworldwide. The only commercial use of chloroprene is for polymer manufacture.Chloroprene is either reacted directly to produce a polymer or converted into acomonomer that is subsequently co-polymerized for polymer manufacture. Drypolychloroprene contains no detectable chloroprene, while polychloroprene latex
M. Lynch / Chemico-Biological Interactions 135–136 (2001) 155–167 167
contains minimal chloroprene. Thus, the only opportunity for exposure to chloro-prene should be in the manufacture of chloroprene and/or polychloroprene.
There is no employee exposure to chloroprene during the initial monomermanufacturing steps due to the absence of chloroprene. Similarly, there is virtuallyno exposure during polychloroprene isolation due to the minimal level of chloro-prene in the emulsion fed to this process. Significant concentrations of chloropreneare present in the final chloroprene-manufacturing step, but employee exposure isvery low because the reaction is conducted inside the sealed process with minimalemployee intervention. The polymerization and monomer removal steps are con-tained, but not completely sealed. They have non-trivial exposure potential, butactual employee exposure is minimized by use of engineering controls, workpractices and personal protective equipment. Measured exposures are below regula-tory limits and actual employee exposures are even lower.
References
[1] J. Lynch, Occupational exposure to butadiene, isoprene and chloroprene, Chem-Biol. Interact.135–136 (2001) 207–214 (this volume).