Manufacturers of Chemicals that make industries hum… Welcomes you Sahupuram Chemical complex comprises of … Salt pans Chlor Alkali Plant Liquid Chlorine Plant Trichloroethylene Plant Synthetic Rutile Plant Iron oxide Plant PVC Plant Power Plant Presentation for 11 th National Award for Excellence in Energy Management 2010 On 1 st & 2 nd September ’10 The Team … Subhash Tandon , Vice President K. Sundar , GM – Development K. Meenakshisundaram , GM - Power Plant & Energy Manager
Transcript
Manufacturers of Chemicals that make industries hum…
Welcomes you
Sahupuram Chemical complex comprises of …Salt pans Chlor Alkali Plant Liquid Chlorine Plant Trichloroethylene Plant
Synthetic Rutile Plant Iron oxide Plant PVC Plant Power Plant
Presentation for 11th
National Award for Excellence inEnergy Management 2010
On 1st & 2nd September ’10
The Team …Subhash Tandon ,
Vice President
K. Sundar ,GM – Development
K. Meenakshisundaram ,GM - Power Plant &
Energy Manager
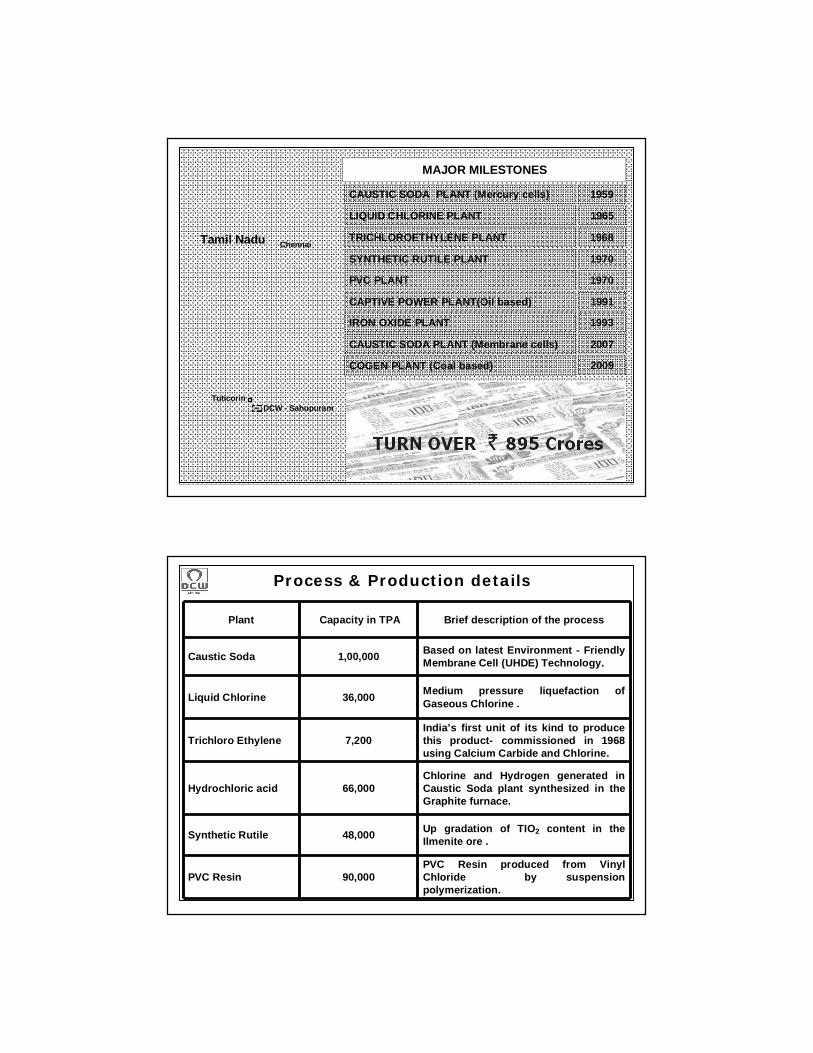
COGEN PLANT (Coal based)
1959CAUSTIC SODA PLANT (Mercury cells)
LIQUID CHLORINE PLANT 1965
TRICHLOROETHYLENE PLANT 1968
SYNTHETIC RUTILE PLANT 1970
PVC PLANT 1970
CAPTIVE POWER PLANT(Oil based) 1991
IRON OXIDE PLANT 1993
CAUSTIC SODA PLANT (Membrane cells) 2007
2009
MAJOR MILESTONES
Tamil Nadu
DCW - SahupuramTuticorin
Chennai
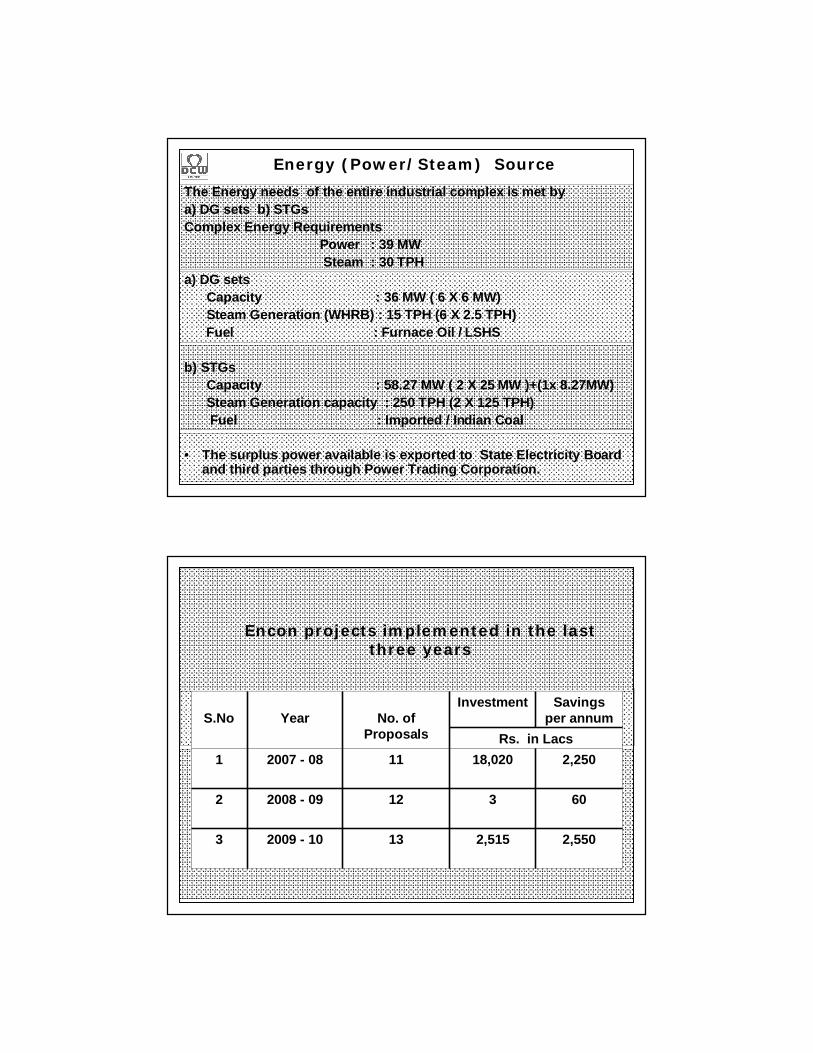
Plant Capacity in TPA Brief description of the process
Caustic Soda 1,00,000 Based on latest Environment - Friendly Membrane Cell (UHDE) Technology.
Liquid Chlorine 36,000 Medium pressure liquefaction of Gaseous Chlorine .
Trichloro Ethylene 7,200India’s first unit of its kind to produce this product- commissioned in 1968 using Calcium Carbide and Chlorine.
Hydrochloric acid 66,000Chlorine and Hydrogen generated in Caustic Soda plant synthesized in the Graphite furnace.
Synthetic Rutile 48,000 Up gradation of TIO2 content in the Ilmenite ore .
PVC Resin 90,000PVC Resin produced from Vinyl Chloride by suspension polymerization.
Process & Production details
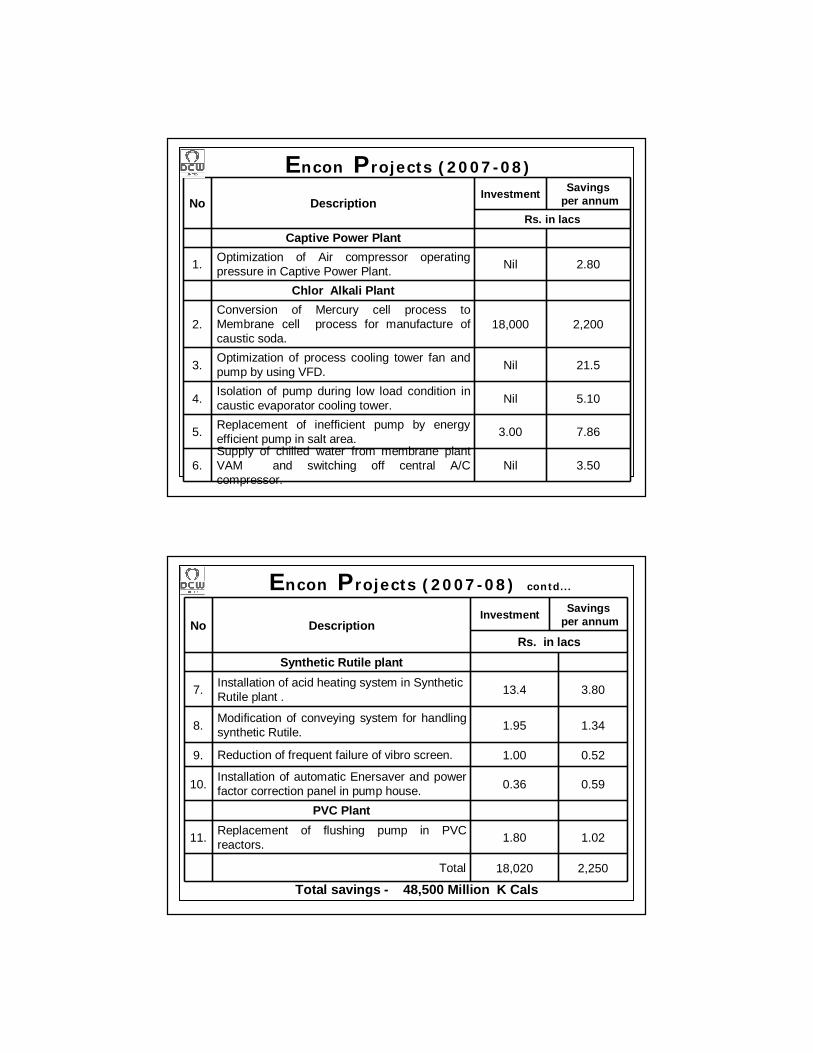
Energy (Power/Steam) Source
The Energy needs of the entire industrial complex is met by a) DG sets b) STGsComplex Energy Requirements
Power : 39 MW Steam : 30 TPH
a) DG setsCapacity : 36 MW ( 6 X 6 MW)Steam Generation (WHRB) : 15 TPH (6 X 2.5 TPH)Fuel : Furnace Oil / LSHS
b) STGsCapacity : 58.27 MW ( 2 X 25 MW )+(1x 8.27MW)Steam Generation capacity : 250 TPH (2 X 125 TPH)Fuel : Imported / Indian Coal
• The surplus power available is exported to State Electricity Board and third parties through Power Trading Corporation.
Encon projects implemented in the last three years
S.No Year No. of Proposals
Investment Savings per annum
Rs. in Lacs1 2007 - 08 11 18,020 2,250
2 2008 - 09 12 3 60
3 2009 - 10 13 2,515 2,550
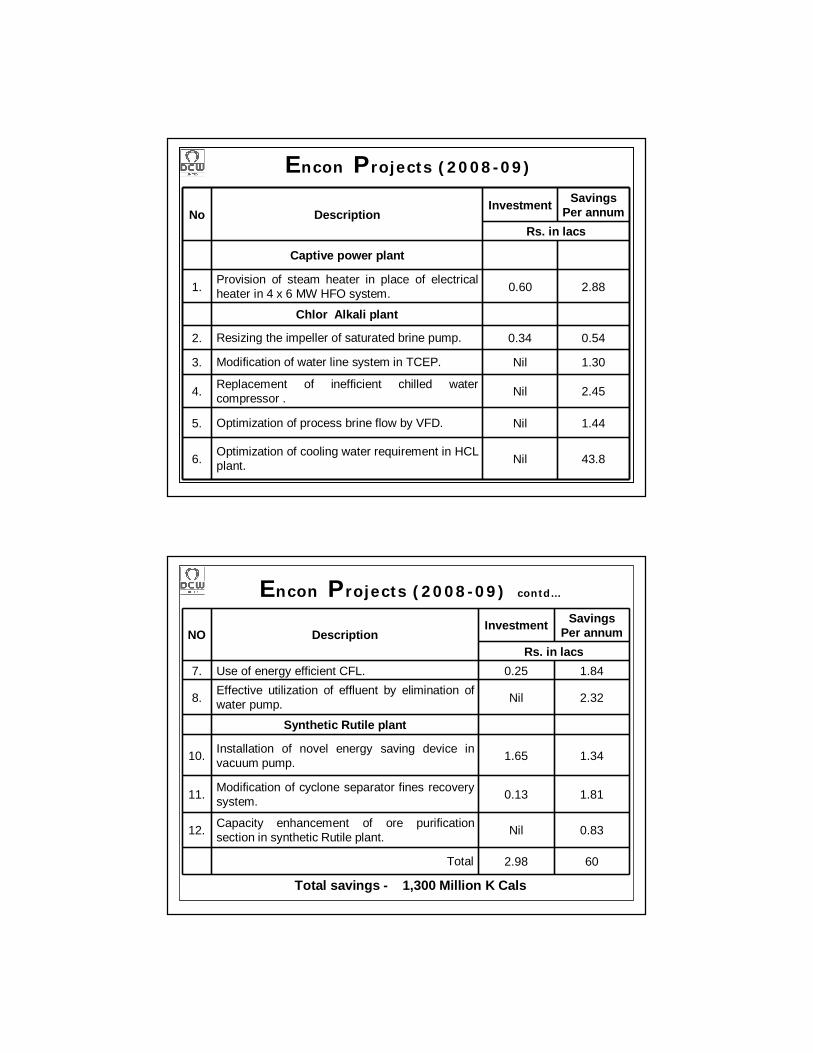
Encon Projects (2007-08)
No DescriptionInvestment Savings
per annumRs. in lacs
Captive Power Plant
1. Optimization of Air compressor operating pressure in Captive Power Plant. Nil 2.80
Chlor Alkali Plant
2.Conversion of Mercury cell process to Membrane cell process for manufacture of caustic soda.
18,000 2,200
3. Optimization of process cooling tower fan and pump by using VFD. Nil 21.5
4. Isolation of pump during low load condition in caustic evaporator cooling tower. Nil 5.10
5. Replacement of inefficient pump by energy efficient pump in salt area. 3.00 7.86
6.Supply of chilled water from membrane plant VAM and switching off central A/C compressor.
Nil 3.50
No DescriptionInvestment Savings
per annum
Rs. in lacsSynthetic Rutile plant
7. Installation of acid heating system in Synthetic Rutile plant . 13.4 3.80
8. Modification of conveying system for handling synthetic Rutile. 1.95 1.34
9. Reduction of frequent failure of vibro screen. 1.00 0.52
10. Installation of automatic Enersaver and power factor correction panel in pump house. 0.36 0.59
PVC Plant
11. Replacement of flushing pump in PVC reactors. 1.80 1.02
Total 18,020 2,250
Total savings - 48,500 Million K Cals
Encon Projects (2007-08) contd...
No DescriptionInvestment Savings
Per annumRs. in lacs
Captive power plant
1. Provision of steam heater in place of electrical heater in 4 x 6 MW HFO system. 0.60 2.88
Chlor Alkali plant
2. Resizing the impeller of saturated brine pump. 0.34 0.54
3. Modification of water line system in TCEP. Nil 1.30
4. Replacement of inefficient chilled water compressor . Nil 2.45
5. Optimization of process brine flow by VFD. Nil 1.44
6. Optimization of cooling water requirement in HCL plant. Nil 43.8
Encon Projects (2008-09)
NO DescriptionInvestment Savings
Per annumRs. in lacs
7. Use of energy efficient CFL. 0.25 1.84
8. Effective utilization of effluent by elimination of water pump. Nil 2.32
Synthetic Rutile plant
10. Installation of novel energy saving device in vacuum pump. 1.65 1.34
11. Modification of cyclone separator fines recovery system. 0.13 1.81
12. Capacity enhancement of ore purification section in synthetic Rutile plant. Nil 0.83
Total 2.98 60
Total savings - 1,300 Million K Cals
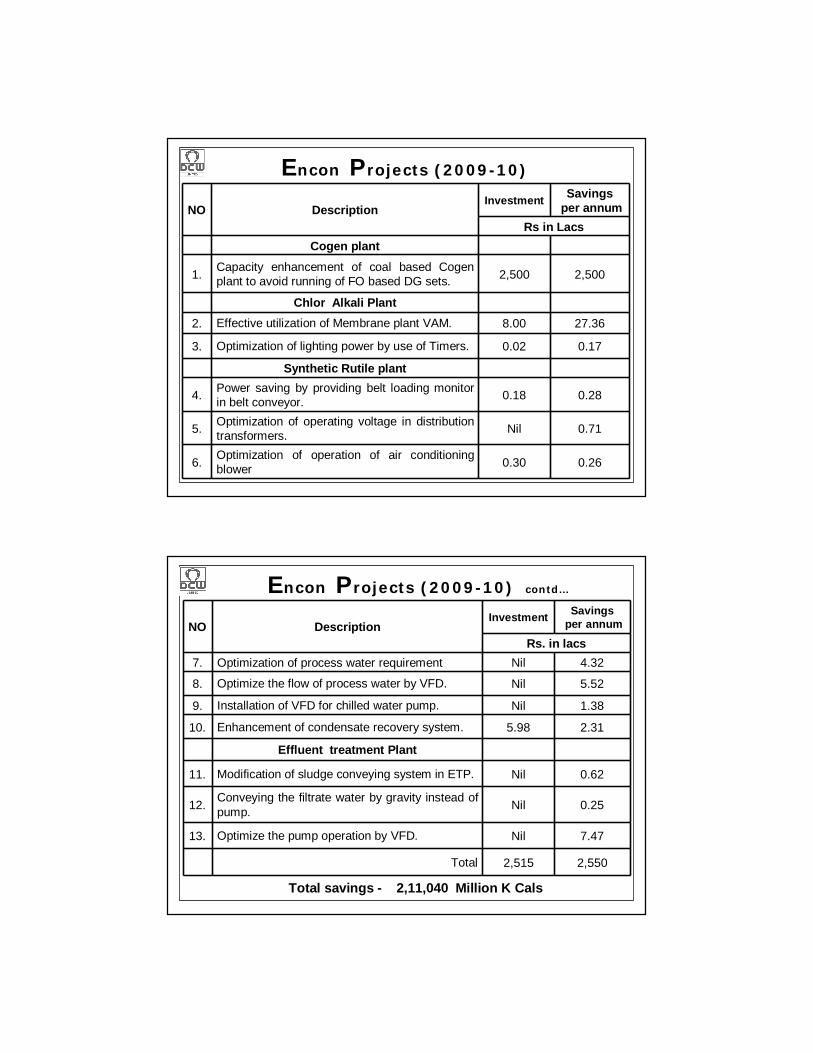
Encon Projects (2008-09) contd…
NO DescriptionInvestment Savings
per annumRs in Lacs
Cogen plant
1. Capacity enhancement of coal based Cogenplant to avoid running of FO based DG sets. 2,500 2,500
3. Optimization of lighting power by use of Timers. 0.02 0.17
Synthetic Rutile plant
4. Power saving by providing belt loading monitor in belt conveyor. 0.18 0.28
5. Optimization of operating voltage in distribution transformers. Nil 0.71
6. Optimization of operation of air conditioning blower 0.30 0.26
Encon Projects (2009-10)
NO DescriptionInvestment Savings
per annum
Rs. in lacs7. Optimization of process water requirement Nil 4.32
8. Optimize the flow of process water by VFD. Nil 5.52
9. Installation of VFD for chilled water pump. Nil 1.38
10. Enhancement of condensate recovery system. 5.98 2.31
Effluent treatment Plant
11. Modification of sludge conveying system in ETP. Nil 0.62
12. Conveying the filtrate water by gravity instead of pump. Nil 0.25
13. Optimize the pump operation by VFD. Nil 7.47
Total 2,515 2,550
Total savings - 2,11,040 Million K Cals
Encon Projects (2009-10) contd…
CAUSTIC SODA PLANT
v Gradual increase in energy consumption for membrane plant operation is regular feature due to aging of membranes / coatings. However , as a proactive measure , recoating of select electrodes has been taken up at cost of Rs. 400 Lacs to optimize power consumption.
v Continuous voltage monitoring system for individual cell elements & Plasma analyzer for ensuring ultra pure brine quality costing Rs. 100 Lacs installed to sustain energy consumption levels.
SPECIFIC ENERGY CONSUMPTION TREND
Ø Substantial reduction in energy consumption is due to utilising surplus capacity available in VAM in membrane plant and elimination of chilled water compressor . Investment is Rs. 10 Lacs.
Ø Further , certain modifications in padding air system carried out to minimise valves failures , thereby , extended operation of plant is achieved to avoid intermittent stoppages and subsequent losses ( product as well as energy).
LIQUID CHLORINE
PLANT
SPECIFIC ENERGY CONSUMPTION TREND
v Aged and inefficient chilled water compressor replaced by spare available , resulting in energy saving & improved operating conditions.
v Higher production level during last year has aided to achieve energy reduction to some extent.
TRICHLOROETHYLENE
PLANT
SPECIFIC ENERGY CONSUMPTION TREND
Ø The massive revamping work in digester house undertaken during 2008-09 at cost of Rs. 1200 Lacs has resulted in reduction in downtime of digesters.
Ø Product recovery system modernized to improve yield which is another factor for reduction in specific energy consumption.
SYNTHETIC RUTILE PLANT
SPECIFIC ENERGY CONSUMPTION TREND
v Major de-bottlenecking activities ( hot water charging , improved catalyst which warrants higher chilled water consumption etc.) have been completed during 3rd & 4th quarters of last financial year .
v The benefits ( consistent consumptions) of the said initiatives could be observed only during the year 2010-11.
v Frequent plant stoppages for want of imported raw material( VCM) is added factor for higher energy consumption.
PVC PLANT
SPECIFIC ENERGY CONSUMPTION TREND
Innovation Project – 18.27 MW INJECTION TURBINE
vDCW has set up bottom up cycle STG of 8.27 MW capacity to convert all low pressure steam to power through straight condensing.
vThis inlet viz. 12.5 Kg/cm2 inlet steam and 2.5 Kg/cm2 injection steam simultaneously which is uncommon and a special turbine operating under two different pressures.
vProcess steam demand is managed in best way by operating under pressure control mode making best opportunity for balancing power and steam demand.
vThe new STG is equipped with all latest sophisticated protectionand control by which the entire operation can be done in remotefrom existing 2 X 25 MW control room also.
vThe new 8.27 MW is fully condensing type with maximizing power generation with MP and LP steam with conversion efficiency as high as 97 %.
ØThe Auxiliary power consumption of the total plant is expected to be as low as 8.2 %. as against normal expected norms of 9 %. - 3520 MWhr.
Ø Plant overall heat rate will reduce from 3607 Kcal / Kwhr to 3460 Kcal /Kwhr. ie., 10780 MT of coal (@ 6000 Kcal/Kg) per annum directly. 21,840 MT of CO2
ØThe coal ( @ 6000 Kcal/Kg) consumption will also reduce indirectly by reduction of un burnt fly ash by enabling Boilers operation at rated capacity to the tune of about 1300 MT per annum .
ØThe cost of power generation will come down due to increase in plant utilization factor, improved plant load factor.
vOf the above , leaching in rotary digesters is the most vital step – batch process with extreme severe operating conditions .
vLeaching comprises of closing of digester lid > acid charging > steaming > venting > continuous steaming > settling > blowdown > water charging > rotation > settling > blowdown > lid opening > discharge of product - all manual operations
Innovation Project – 2Digester batch time reduction in Synthetic Rutile Plant
Innovation Project – 2Digester batch time reduction in SR Plant ( contd…)
Innovation Project – 2Digester batch time reduction in SR Plant (Contd…)
Ø Possibilities to automate digester operations were explored .
Ø Aim – to eliminate human error , improve control over the process &explore possible reduction in batch time.
Ø Cost for one digester worked out to Rs. 75 Lacs
Ø Financial sanction obtained – an optimistic attempt by management !!
Ø System was installed and commissioned on 22.01.’10 .
Ø Encouraging results were observed .
Innovation Project – 2Digester batch time reduction in SR Plant (Contd…)
Innovation Project – 2Digester batch time reduction in SR Plant (Contd…)
Ø Batch time could be reduced from 18 Hrs to 12 Hrs ( 30%) . With implementation of automation for all 29 digesters , plant capacity will get increased from 45,000 TPA to 72,000 TPA.
Ø Very consistent quality of product as well leach liquor - Improved yield – enhanced life of internals
Ø Substantial reduction in power & limestone . Reduction of 2.5 Lacs units & 5000 MT of limestone per annum is possible for current production levels. This is equivalent to 2250 MT of CO2 .
Ø Cost for implementation for entire digester house Rs. 1200 Lacs . After firming up ore supplies , to be taken up for implementation in phased manner .
Ø Automation of digester batch operation for SR application -very unique and probably first of its kind in the country.
Innovation Project – 2Digester batch time reduction in SR Plant (Contd…)
Innovation Project – 2Digester batch time reduction in SR Plant (Contd…)
vVendor Management facilitates DCW to build a relationship between Suppliers and Service Providers to strengthen the business .
vSite visits provide opportunities for the suppliers to observe best practices adopted at our works and explore possible improvements at their places .
vThe suppliers showed much enthusiasm to learn and adopt best systems / energy efficient installations at their works wherever feasible.
Vendor Management
BUYER – SELLER MEET ORGANISED ON 08.03.’10
Energy Management System
q Shift wise logging of data & reports to HO .
q Discussions during daily meetings on issues like excessive power consumptions , breakdowns , steam leakages etc and ensure corrective steps.
q Monthly review meetings chaired by President of the unit. Focus -maintenance expenditure , shortfalls in production and increased consumptions.
q Energy Manager - Evaluation & implementation of energy / resource conservation proposals , organizing energy audits .
Energy Monitoring and Reporting Energy Management Policy
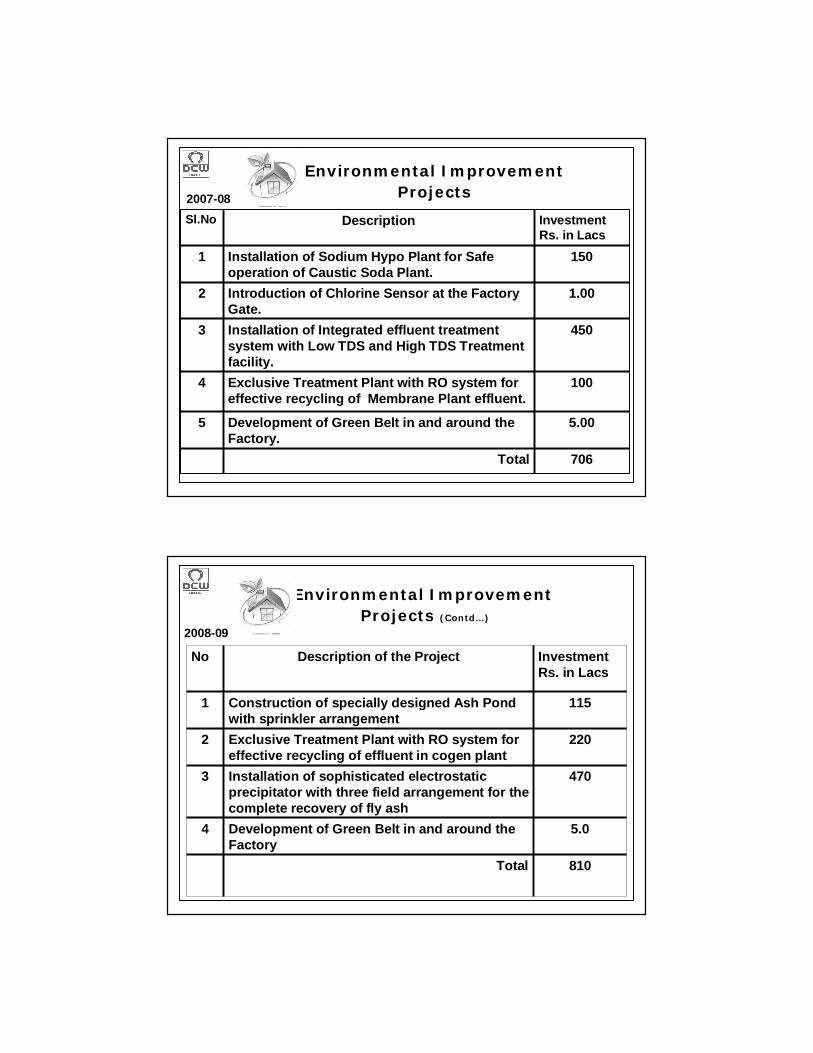
Environmental Improvement Projects
Sl.No Description Investment Rs. in Lacs
1 Installation of Sodium Hypo Plant for Safe operation of Caustic Soda Plant.
150
2 Introduction of Chlorine Sensor at the Factory Gate.
1.00
3 Installation of Integrated effluent treatment system with Low TDS and High TDS Treatment facility.
450
4 Exclusive Treatment Plant with RO system for effective recycling of Membrane Plant effluent.
100
5 Development of Green Belt in and around the Factory.
5.00
Total 706
2007-08
No Description of the Project Investment Rs. in Lacs
1 Construction of specially designed Ash Pond with sprinkler arrangement
115
2 Exclusive Treatment Plant with RO system for effective recycling of effluent in cogen plant
220
3 Installation of sophisticated electrostatic precipitator with three field arrangement for the complete recovery of fly ash
470
4 Development of Green Belt in and around the Factory
5.0
Total 810
2008-09
Environmental ImprovementProjects (Contd…)
No Description of the Project Investment Rs. in Lacs
1 Constructed specially designed additional Secure Land Fill Facility for storing Effluent Treatment Plant Sludge .
30
2 Constructed additional evaporation ponds storage facility for the safe storing of treated acidic effluent.
18
3 Introduced various “3 R” systems ( Reduce , Re use and recycle) to curtail effluent generation . 2
4 Development of Green Belt in and around the Factory
6.0
Total 56By the above effluent treatment projects we are now a zero discharge unit.
Environmental Improvement Projects (contd…)
2009-10
Tree plantation - regular feature at Sahupuram during World Environment Day & National Conservation Day celebrations.
Environmental Improvement Projects (contd…)
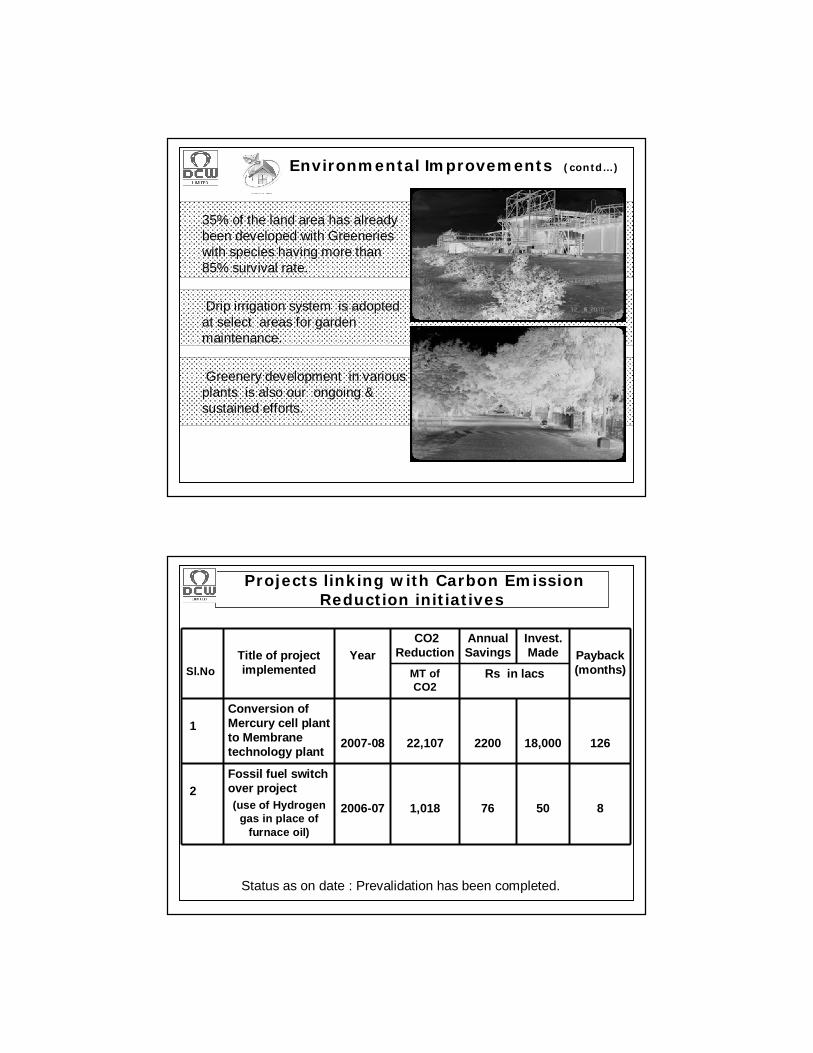
35% of the land area has already been developed with Greeneries with species having more than 85% survival rate.
Drip irrigation system is adopted at select areas for garden maintenance.
Greenery development in various plants is also our ongoing & sustained efforts.
Environmental Improvements (contd…)
Projects linking with Carbon Emission Reduction initiatives
Sl.No Title of project implemented
YearCO2
Reduction Annual Savings
Invest. Made Payback
(months)MT of CO2
Rs in lacs
1Conversion of Mercury cell plant to Membrane technology plant
2007-08 22,107 2200 18,000 126
2Fossil fuel switch over project (use of Hydrogen
gas in place of furnace oil)
2006-07 1,018 76 50 8
Status as on date : Prevalidation has been completed.
Extent of Team work in Encon
• QUALITY CIRCLES are in operation with the encouraging contribution from all our employees.
• As on date, we have 12 Quality Circles actively involved in various progressive activities of improvement.
• Our QC Teams do have many laurels to cherish participating and winning many competitions at Regional as well as National levels.
Extent of Team work in Encon (Contd…)
v SUGGESTION SCHEME is for all employees.
v During our Energy Conservation Fortnight Celebrations which was organized from 15.12.09 to 30.12.09 , 26 suggestions were received .
v After detailed evaluation , based on feasibility / benefits , 12 suggestions were implemented with investment of Rs. 2.00 Lacs and energy savings to a tune of Rs.8.74 Lacs was achieved.
§ COST IMPROVEMENT PROGRAMS -Issue based healthy discussions, sharing of ideas after much joint cogitation
§ Key focus - Energy and Resource Conservation
§The proposals thus arising out of above process are scrutinized and evaluated by the Technical Services Department so as to pave way for effective implementation.
Extent of Team work in Encon (Contd…)
Each Number of Sangamam is replete with spectrum of interesting, important and useful articles in English and Tamil..
SANGAMAM – inhouse magazine showcases the activities of our Sahupuram Complex and brings out the histrionic talents of our employees.
The whole year's happenings are condensed into one magazine impressively that one can know much about the organization by just turn of pages.
Extent of Team work in Encon (Contd…)
q ROSE ( RIGHT OPERATION SUCCESS ENSURED ) – yet another
improvement initiative towards Operational Excellence (OE) .
q Focuses on reducing losses in the systems and aims to achieve Zero
wastes, Zero rework, Zero Breakdown, Zero Accidents and Zero
Defects.
q partnership between process and maintenance to ensure the common
objective – to maximize the equipment availability and reliability and
also to eliminate wastes and reworks in the system
q Workplace improvements & increased reliability of equipments are
the key results of involving workmen in the said movement.
q Rs. 90 Lacs invested for training & creating facilities for
implementation of ROSE.
Extent of Team work in Encon (Contd…)
President of the unit inspecting the progress of ROSE
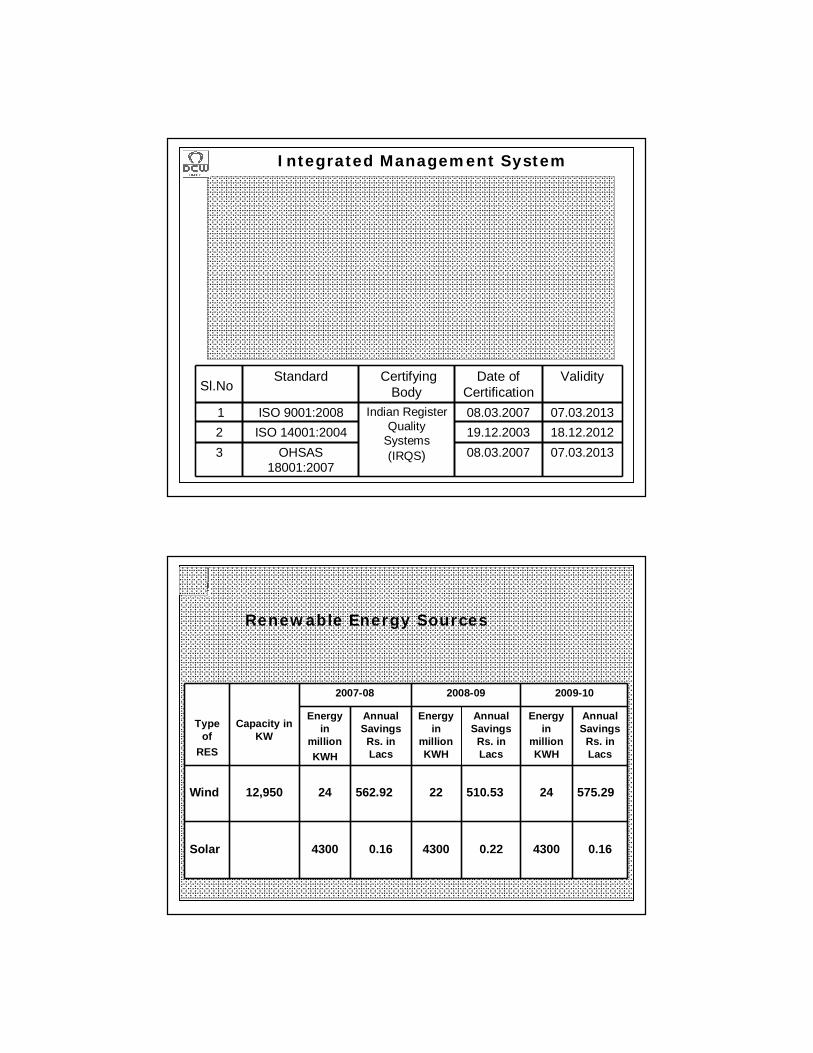
Integrated Management System
Sl.NoStandard Certifying
BodyDate of
CertificationValidity
1 ISO 9001:2008 Indian Register Quality
Systems (IRQS)
08.03.2007 07.03.20132 ISO 14001:2004 19.12.2003 18.12.20123 OHSAS
18001:200708.03.2007 07.03.2013
Renewable Energy Sources
Type of
RES
Capacity in KW
2007-08 2008-09 2009-10
Energy in
millionKWH
Annual Savings Rs. in Lacs
Energy in
millionKWH
Annual Savings
Rs. in Lacs
Energy in
million KWH
Annual Savings
Rs. in Lacs
Wind 12,950 24 562.92 22 510.53 24 575.29
Solar 4300 0.16 4300 0.22 4300 0.16
Utilization of Waste
q To gainfully utilize Hydrogen , various possibilities were explored .A
dedicated pipeline was laid from caustic soda plant to Synthetic Rutile plant for
conveying hydrogen to utilize as fuel in rotary calciners.
q This is a very unique situation where hydrogen is available from one plant and
could be used as fuel in another plant. With certain in-house modifications ,
during 2009 -10 , hydrogen utilization of nearly 300% more than previous year
has been achieved
Year Hydrogen used as fuel in MT Oil equivalent in MT
9 Social Welfare activities 12% Health camps , sports , 10 HR activities 6% Training , Counseling 11 Financial Management 2% Interactions with HO 12 Process Optimisation / R & D 12% New process /New products
Total 100%
MAJOR INITIATIVES – Time Share Statement
Received Excellent Energy Efficient Unit for the year 2009 from CII .
Accolades
Received “Sir Sriram Award 2009” from Alkali Manufacturers Association of India for the Best Managed Chlor-Alkali Plant in India.
Accolades (contd ….)
Received CAPEXIL Certificate for Export Recognition Award from Ministry of Commerce & Industry, Govt. of India.