Master production scheduling and sequencing at mixed-model assembly lines in the automotive industry Jan Do ¨rmer • Hans-Otto Gu ¨ nther • Rico Gujjula Ó Springer Science+Business Media New York 2013 Abstract The customization of final products in the automotive industry involves a large number of optional parts and leads to a huge variety of operation times at the various stations of the assembly line. The master production scheduling problem (MPS) for high-variant mixed-model assembly lines is to assign the individual customer-defined models of a basic product type to short-term production periods while anticipating the negative impacts of an unbalanced model sequence at the lower planning level. We propose a mathematical model formulation for the MPS and develop heuristic solution procedures that attempt to minimize the workload variability. Specifically, these procedures anticipate decisions on the mixed-model sequence and the resulting work overload at stations which has to be balanced by the assignment of utility workers. Furthermore, an integrated planning approach for solving the MPS and the production sequencing problem is proposed. Keywords Mixed-model assembly Master production scheduling Sequencing Heuristic solution procedure J. Do ¨rmer H.-O. Gu ¨nther (&) Department of Production Management, Technical University of Berlin, H95, Strasse des 17. Juni 135, 10623 Berlin, Germany e-mail: [email protected]J. Do ¨rmer e-mail: [email protected]R. Gujjula Complevo GmbH, Marie-Elisabeth-Lu ¨ders-Straße 1, 10625 Berlin, Germany e-mail: [email protected]123 Flex Serv Manuf J DOI 10.1007/s10696-013-9173-8
Transcript
Master production scheduling and sequencingat mixed-model assembly lines in the automotiveindustry
Jan Dormer • Hans-Otto Gunther • Rico Gujjula
� Springer Science+Business Media New York 2013
Abstract The customization of final products in the automotive industry involves
a large number of optional parts and leads to a huge variety of operation times at the
various stations of the assembly line. The master production scheduling problem
(MPS) for high-variant mixed-model assembly lines is to assign the individual
customer-defined models of a basic product type to short-term production periods
while anticipating the negative impacts of an unbalanced model sequence at the
lower planning level. We propose a mathematical model formulation for the MPS
and develop heuristic solution procedures that attempt to minimize the workload
variability. Specifically, these procedures anticipate decisions on the mixed-model
sequence and the resulting work overload at stations which has to be balanced by the
assignment of utility workers. Furthermore, an integrated planning approach for
solving the MPS and the production sequencing problem is proposed.
In recent years, the concept of mass customization has been adopted in a large
number of industries. It aims at combining the advantages of low unit costs of mass
production processes with making products to individual unique requirements.
While mass production calls for repetitive production systems most often realized
through paced assembly lines, customization requires the use of flexible manufac-
turing equipment and highly versatile and skilled workforce. Since almost a
100 years ago Henry Ford inaugurated mass production assembly lines in the
automotive industry by introducing standard assembly tasks and interchangeable
components, automotive manufacturing systems have greatly changed. Today’s
automotive manufacture has to cope with a huge number of optional parts to fit the
automobile to the customers’ individual desires. With flexible manufacturing and
assembly systems developed over the recent decades, the challenge in the
automotive industry is to realize the huge variety of individual models by
producing them on the same mixed-model assembly line under rigid cycle time
conditions in an almost arbitrary order.
The main planning problems associated with high-variant mixed-model assembly
line production in the automotive industry are the following:
• Line balancing: Determine the configuration of the assembly line including the
number and the equipment of stations in the line, the assignment of tasks to
stations, and the takt time at which products are to be launched onto the line (cf.
Becker and Scholl 2006).
• Master production scheduling: Assign production orders for individual models
to production intervals over a short-term planning horizon of several days or
shifts.
• Production sequencing: Determine the sequence of the models (production
orders) for each production interval (cf. Gujjula et al. 2011).
• Material flow control: Ensure the timely release of parts from suppliers and the
in-time delivery of parts to the designated stations at the line (cf. Golz et al.
2012).
• Re-sequencing: Reorder the production sequence in case of disruptions, e.g. due
to unexpected part shortages (cf. Gujjula and Gunther 2009).
This paper deals with the master production scheduling (MPS) problem. Due to
the immense number of combinations resulting from the options for engines, paints,
wheels, upholstery, comfort items, technical and electronic assist systems and other
items each car can be seen as an individual object. Each of the numerous individual
options requires specific assembly tasks which have to be carried out at a line
consisting of several hundred stations under the regime of a strictly enforced cycle
time of only 1 or 2 min. Depending on the individual customer options the effective
operation time at a station shows great variations from cycle to cycle making it
extremely difficult to determine a daily product mix which smoothes out the
workload among the stations at the line. Without such workload balance there is the
risk of line stoppage and the need to employ utility workers at the most overloaded
stations.
J. Dormer et al.
123
In our investigation we consider an automotive manufacturer who applies the so-
called mixed-model sequencing (MMS) approach, i.e. develops a detailed model
sequence which seeks to reduce the assignment of utility operators at overloaded
stations and thus attempts to avoid line stoppages. We discuss implications and
present several heuristics to solve the MPS in an MMS planning environment.
Furthermore, we introduce a new multi-period sequencing approach to solve the
integrated problem of MPS and MMS. All approaches are evaluated using realistic
problem instances which mimic characteristics of typical real-life instances at
premium car manufacturers. It is shown that the proposed heuristics perform well
under realistic problem settings.
The remainder of this article is organized as follows. In the next section we
briefly review the existing literature and highlight the academic contribution of this
paper. In Sect. 3 we give a detailed explanation of the MPS problem in the
automotive industry and discuss the interdependencies between the MPS and the
subsequent sequencing problem. In Sect. 4 practical approaches for solving the MPS
are proposed. Particularly, we enhance the basic mathematical model formulation
and develop different heuristics to solve the MPS as well as the integrated problem
of MPS and MMS. In Sect. 5, a comprehensive numerical experimentation is
presented. The paper concludes with a discussion of the findings of our research.
2 Literature review
For quite a long time, short and mid-term planning problems in the automotive
industry did not receive much attention in the academic literature. Meyr (2004) was
the first to provide a comprehensive overview of supply chain planning problems
and order processing principles taking the premium segment of the German
automotive industry as an example. In their recent review Volling et al. (2012) give
a comprehensive review of the OR-related literature on capacity planning and order
processing in the automotive industry. Both Meyr (2004) and Volling et al. (2012)
point out to the strategy change in the automotive industry from built-to-stock
oriented production of standardized cars towards customized built-to-order
production. They further highlight the dependencies between the order promising
and the master production scheduling problem. More recently, Boysen et al. (2009a)
presented a hierarchical planning framework consisting of five steps: initial
configuration of the line, master scheduling, reconfiguration planning, sequencing
and re-sequencing. They also discussed the dependency of the MPS and the
subordinate sequencing problem. The MPS problem arising at an engine manufac-
turer that supplies the automotive industry is considered by Garcia-Sabater et al.
(2012) who present a two-stage planning framework for integrating operations
planning and scheduling. Their approach, however, is not directly applicable to the
final assembly of cars.
Only a limited number of papers address the master production scheduling
problem in the automotive industry (see the overview given in Table 1). In one of
the earliest papers by Hindi and Ploszajski (1994), the focus is on the selection of
orders from an order pool taking maximum consumption rates for optional parts and
Master production scheduling and sequencing
123
restrictions on the order mix imposed by the sales organization into account. Order
due dates are modelled indirectly by constraining the order selection to the oldest
orders in the pool. The authors present a binary linear model formulation and a
solution procedure based on Lagrangian relaxation. Principally, capacities can be
reflected in MPS in two ways, aggregated or detailed. While the aggregated
approach imposes limits on the short-term mix of specific product options, e.g. a sun
roof, the detailed approach considers the processing times of production orders at
each assembly station directly. In this regard the approach taken by Hindi and
Ploszajski (1994) can be considered as aggregate. Based on the work of Hindi and
Ploszajski (1994), Bolat (2003) formulates a unified cost function framework for the
order selection problem and introduces lower and upper bounds on the total
workload of the stations. Bolat proposes an exact Branch & Bound procedure as
well as a heuristic approach using a pair-wise exchange of production orders.
Ding and Tolani (2003) consider the problem of scheduling a number of model
types with given demand over a multi-period horizon. In their investigation which is
based on an industrial application, the objective is to evenly distribute the
production quantities of all models over the various time periods. The authors
present a mathematical model formulation and develop a two-phase heuristic
solution procedure. Boysen (2005) deals with multi-period MPS considering due
dates as well as part requirement constraints. The capacities of the stations in the
assembly line are modelled in an aggregate way. In a subsequent publication,
Boysen et al. (2009a) present extensions regarding capacity adjustments of the
assembly line. Finally, Volling (2009) presents a general mathematical model
formulation for the multi-period MPS problem. His model formulation integrates
the order acceptance problem which determines provisional due dates based on
customer preferences. The dynamic interaction between order promising and the
MPS problem was investigated by Volling and Spengler (2011). Based on a distinct
but interlinked mathematical model formulation for each problem the authors
propose a general framework which allows for real-time order promising and
execution of MPS based on rolling horizons. With respect to customer service,
resource levelling and inventory costs of different planning policies are bench-
marked using simulation.
Table 1 Literature overview of MPS
Author Multiple
periods
Material
requirements
Capacity
modelling
Due dates
Yes No Yes No Aggr. Det. Fixed Interval
Hindi and Ploszajski (1994) x x x x
Bolat (2003) x x x x
Ding and Tolani (2003) x x x x
Boysen (2005) x x x x
Boysen et al. (2009a) x x x x
Volling (2009) x x x x
Volling and Spengler (2011) x x x x
J. Dormer et al.
123
So far in the academic literature MPS is generally treated independently from
production sequencing and thus no comprehensive quantitative analysis of the
impact of MPS on the performance of mixed-model sequencing can be found. Since
our investigation aims at filling this gap we briefly review the relevant sequencing
concepts. As outlined in Boysen et al. (2009b) there are three basic sequencing
approaches, namely mixed-model sequencing (MMS), car sequencing (CS) and
level scheduling (LS). MMS considers each model to be assembled on the line as an
individual entity. In this approach detailed information on the customer-specific
options and related task times are required and based on this information the exact
position of the worker at each station after/before executing the assigned assembly
tasks are calculated in order to determine the work overload and the amount of
utility work caused by a specific production sequence. In contrast, CS is an
aggregated concept which employs so-called spacing constraints. These constraints
prescribe, for instance, that at most m out of n consecutively produced models may
be equipped with a specific option, e.g. a sun roof. This approach aims at
determining a feasible production sequence which does not violate the pre-defined
spacing rules. Finally, LS is an approach to support the Just-In-Time (JIT) principle
by smoothing parts usage at the assembly line.
Recently, particularly at premium car manufacturers attention has shifted from
CS and LS towards MMS, especially, as the huge number of optional parts creates a
high variability of task times which cannot be adequately handled by other
sequencing approaches. In particular, LS totally neglects processing times and thus
is becoming less important at least at premium car manufacturers. Still CS is the
dominating approach in the automotive industry. However, defining realistic
spacing rules for the entire assembly line consisting of several hundred stations and
considering all relevant product options is not easy and determining a feasible
production sequence which fulfils all the given spacing rules can become a tricky
task (cf. Golle et al. 2010 and Lesert et al. 2011). Experiences from automotive
plants show that line inefficiencies are regularly caused by improper or conflicting
spacing constraints. Therefore, in our investigation the MMS concept is pursued.
The MMS approach is based on distinct objectives which attempt to improve
labour productivity and reduce line inefficiencies. For instance, temporary work
overload at stations of the assembly line resulting from the production sequence is
minimized. Since the computational effort to determine optimal solutions for
problem instances of realistic size is prohibitive, heuristic solution procedures have
been proposed. For instance, Gujjula et al. (2011) present an efficient heuristic
based on Vogel’s approximation method for the classic transportation problem
which is able to cope with realistic assembly line conditions. An easy-implement-
able greedy solution procedure is proposed by Gujjula and Gunther (2010) which
dominates simple greedy heuristics known from literature for realistic problem
settings.
The major contribution of this paper is as follows. First, the interdependencies
between MPS and production sequencing are analyzed in detail. Second, we
propose several heuristics to solve the multi-period MPS problem which consider
detailed station loads at the assembly line in order to anticipate production
sequencing decisions based on the MMS principle. Third, a heuristic procedure to
Master production scheduling and sequencing
123
solve the integrated planning problem of MPS and production sequencing is
presented. To our knowledge this kind of approach has not been detailed in
literature even though it is highly relevant for automotive assembly lines.
3 Problem description
In the automotive industry, customer orders are obtained from the company’s sales
organization. Initially, a time interval for the delivery of the car is arranged with the
customer. In times of modern mass customization, customers are able to modify
their orders in terms of individual options within acceptable lead times. However,
shortly before the intended production week, customer options are fixed and the
manufacturer determines the specific due date considering part supply constraints
and operational times of the plant. Finally, the customer orders are transferred into
production orders which specify the due date and the optional parts needed in the
assembly process (cf. Meyr 2004 and Volling et al. 2012). These specifications also
determine the individual capacity load caused by a production order at the various
stations in the line. Because of the large number of stations and production orders,
the final production sequence is usually determined through a hierarchical two-stage
planning process illustrated in Fig. 1. For the general framework of two-level
hierarchical planning systems we refer to Schneeweiß (2003). The principle idea
behind this planning approach is to divide the entire decision problem into
manageable sub-problems but to anticipate the consequences of the lower level
decisions already in the upper planning level.
As shown in Fig. 1 the MPS is located at the top level. Here decisions have to be
made on the selection of customer orders from an order bank for completion within
Master Production SchedulingTop Level
Bottom Level
Anticipated Sequencing Problem
Sequencing Problem
daily order mixTop-Down Influence
Production Sequence
Integrated Approach
Order BankCustomer Orders
Assembly Line Capacities
Material Requirements
Due Dates
Fig. 1 Hierarchical planning system
J. Dormer et al.
123
a short-term planning period. In contrast to standard MPS problems each customer
order has to be treated as an individual entity and capacity considerations arising
from the mixed-model assembly line have to be taken into account. In the simplest
case, one would consider only a single planning period, e.g. 1 day. More realistically,
the MPS is solved for a number of consecutive periods, e.g. days or shifts. At automotive
manufacturers MPS is typically carried out according to a rolling horizon regime. At
first the sales organization delivers day by day a quantum of customer orders
corresponding to the daily production volume of the plant. These customer orders
are released into the order bank which comprises the workload for a short-term
planning horizon, e.g. a week. Subsequently, through the MPS task customer orders
are assigned to daily periods and converted into production orders. This procedure is
repeated on a daily basis considering due dates up to which the ordered car has to be
produced. The orders selected for execution on the upcoming day are passed to the
detailed production sequencing module on the bottom-level. At this level the pre-
determined MPS has to be resolved in terms of a detailed production sequence at the
final assembly line. As a result, decisions of the MPS at the top-level restrict
possible decisions of the sequencing problem at the bottom level (top–downinfluence) and indirectly determine the performance of the production sequence.
Hence in order to guarantee feasible production sequences with high
performance, the MPS at the top level has to anticipate the characteristics and
capacities of the assembly line as well as the employed sequencing rules in a
thoughtful way.
Formally, the considered MPS problem consists of determining the values of
binary variables yot which indicate if production order o 2 O is assigned to period
t 2 T (yot = 1) or not (yot = 0). Constraints (1) ensure that each order is assigned to
exactly one period within the multi-period planning horizon.X
t2T
yot ¼ 1 8o 2 O ð1Þ
Given the number of production cycles C per period, production capacity in
terms of the number of orders to be produced per period is expressed by constraints
(2). It should be noted that this basic capacity constraint is formulated at an
aggregated level, since no individual cycle times of the assembly line are taken into
account.X
o2O
yot �C 8t 2 T ð2Þ
The basic model formulation is completed with an objective function c(y), which
describes the ‘‘costs’’ of a specific order-period assignment y. These ‘‘costs’’ express
the consequences of the product mix on the solution of the mixed-model sequencing
problem which is solved at the sub-ordinate planning level, i.e. the negative effects
of an unbalanced workload. The choice of c(y) and its implications for the
mathematical model are discussed in Sect. 4.
Min cðyÞ ð3Þ
Master production scheduling and sequencing
123
Since the sequencing problem itself is extremely complex, it cannot be fully
integrated into the MPS. Hence we propose practical solution approaches for the
MPS which anticipate decisions on the mixed-model sequence and the resulting
work overload at stations which has to be balanced by the assignment of utility
workers.
In the final assembly of automobiles the line consists of serially arranged stations
and a conveyor belt which moves the cars through the stations with constant speed.
For practical reasons it is usually impossible to remove cars from their respective
positions on the conveyor. We assume that the takt time of the line is fixed. This
means that the distance on the line between any two subsequently launched cars is
always the same. Further, processing times are considered to be deterministic.
While processing a car, workers move downstream on the conveyor belt. After
finishing a car, they walk upstream to the next one in the sequence. We assume that
the walking time of workers from one car to the subsequent one is already included
in the operation times. Assembly line stations are closed, i.e. working on a car
cannot start before the car enters the station limits and work must be completed
before the car exits the station. If a worker reaches the downstream border of his/her
station while processing a car, some amount of work is left unfinished and has to be
compensated by so-called utility workers. In our investigation we consider work
overload and the associated utility work as the main performance indicator of
production sequencing. (It should be noted that at the MPS level we only address the
total amount of utility work and leave out the detailed scheduling and assignment of
utility workers to production cycles and specific stations in the line; cf. Gujjula and
Gunther (2009).)
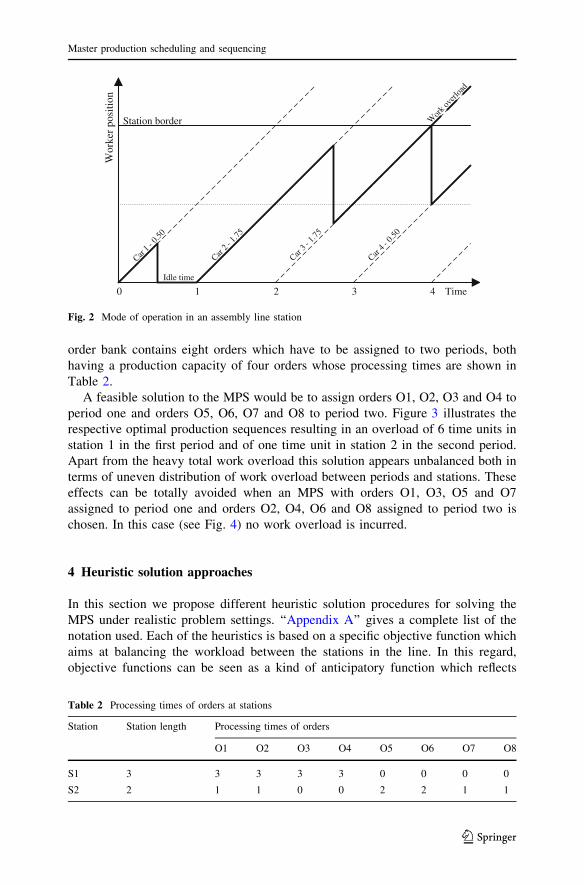
A graphical explanation of this mode of operation is given in Fig. 2 considering a
single work station whose length corresponds to twice the takt time. For convenience
the speed of the assembly line is scaled to 1. The bold line represents the position of
the worker while processing a car. At time 0 the worker starts processing car 1 for 0.5
time units and walks back to the downstream boarder of the station. Since the
processing time is less than the takt time, the worker is idle until the next car arrives at
the station. In contrast to car 1, the processing time of car 2 is greater than the takt
time. Consequently, car 3 is already within the station boundaries, when its processing
is started. Because of its processing time of 1.75 Units, car 3 cannot be finished within
the station limit and work overload of 0.5 time units occurs.
From the example of Fig. 2 it is easy to see that the solution to the sequencing
problem depends on the selection of production orders at the MPS level. To avoid
overloading work stations MPS has to take station capacities based on the available
production cycles per day, the processing times of the individual cars at each station
and the station boundaries into account. Apart from minimizing the total overload of
the work stations it is desirable to minimize the variability of work overload
throughout the production periods. The latter objective is essential because in
practice it is impossible to reconfigure the line in the short-run and to reassign tasks
from one station to another.
To further illustrate the impact of the MPS on the sequencing problem let us
consider the following elementary example of an assembly line with two stations,
S1 and S2, with a length of 3 and 2 Units, respectively. The takt time is set to 1. The
J. Dormer et al.
123
order bank contains eight orders which have to be assigned to two periods, both
having a production capacity of four orders whose processing times are shown in
Table 2.
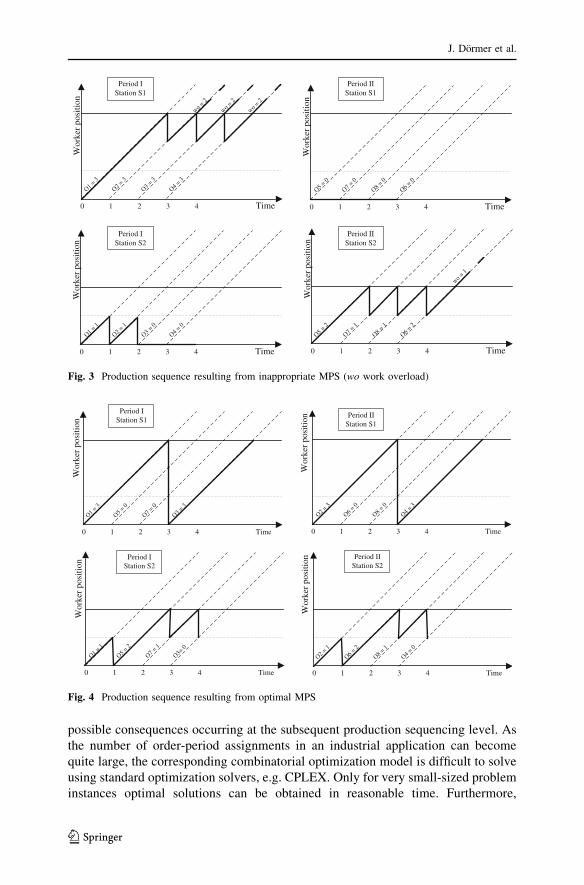
A feasible solution to the MPS would be to assign orders O1, O2, O3 and O4 to
period one and orders O5, O6, O7 and O8 to period two. Figure 3 illustrates the
respective optimal production sequences resulting in an overload of 6 time units in
station 1 in the first period and of one time unit in station 2 in the second period.
Apart from the heavy total work overload this solution appears unbalanced both in
terms of uneven distribution of work overload between periods and stations. These
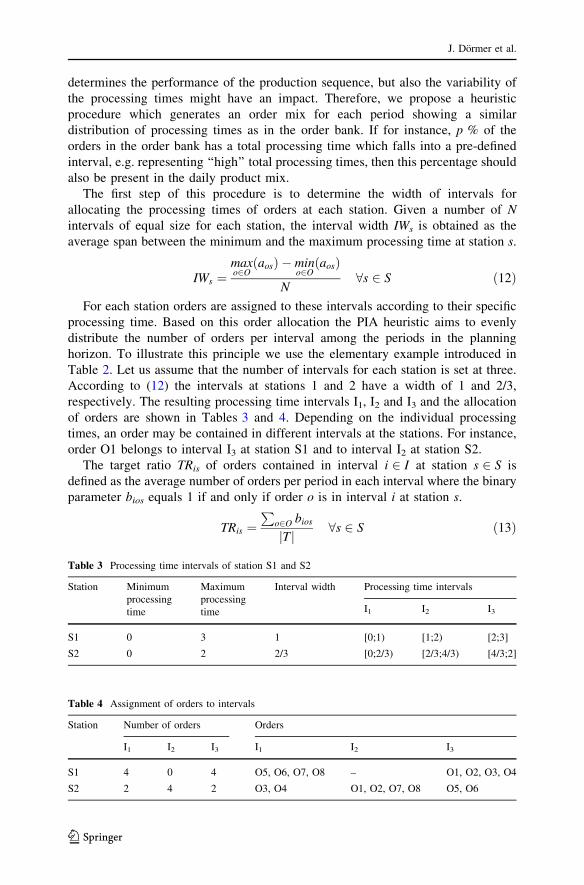
effects can be totally avoided when an MPS with orders O1, O3, O5 and O7
assigned to period one and orders O2, O4, O6 and O8 assigned to period two is
chosen. In this case (see Fig. 4) no work overload is incurred.
4 Heuristic solution approaches
In this section we propose different heuristic solution procedures for solving the
MPS under realistic problem settings. ‘‘Appendix A’’ gives a complete list of the
notation used. Each of the heuristics is based on a specific objective function which
aims at balancing the workload between the stations in the line. In this regard,
objective functions can be seen as a kind of anticipatory function which reflects
Station borderW
orke
r po
sitio
n
Car 1 -
0.50
Idle time
Wor
k ove
rload
Car 2 -
1.75
Car 3 -
1.75
Time210 3
Car 4 -
0.50
4
Fig. 2 Mode of operation in an assembly line station
Table 2 Processing times of orders at stations
Station Station length Processing times of orders
O1 O2 O3 O4 O5 O6 O7 O8
S1 3 3 3 3 3 0 0 0 0
S2 2 1 1 0 0 2 2 1 1
Master production scheduling and sequencing
123
possible consequences occurring at the subsequent production sequencing level. As
the number of order-period assignments in an industrial application can become
quite large, the corresponding combinatorial optimization model is difficult to solve
using standard optimization solvers, e.g. CPLEX. Only for very small-sized problem
instances optimal solutions can be obtained in reasonable time. Furthermore,
O5 = 0
O7 = 0
O8 = 0
O6 = 0
Wor
ker
posi
tion
Time
O5 = 2
O7 = 1
O8 = 1
O6 = 2
wo = 1
Wor
ker
posi
tion
210 3 4 Time
Period IIStation S1
Wor
ker
posi
tion
Period IStation S1
O1 = 3
O2 = 3
O3 = 3
O4 = 3
wo = 2
wo = 2
wo = 2
210 3 4 Time
O1 = 1
O2 = 1
O3 = 0
O4 = 0
Wor
ker
posi
tion
210 3 4 Time
210 3 4
Period IStation S2
Period IIStation S2
Fig. 3 Production sequence resulting from inappropriate MPS (wo work overload)
Wor
ker
posi
tion Period II
Station S2
210 3 4
O2 = 3
O6 = 0
O8 = 0
O4 = 3
Time
Wor
ker
posi
tion Period II
Station S1
Wor
ker
posi
tion
O1 = 3
O5 = 0
O7 = 0
O3 = 3
O2 = 1
O6 = 2
O8 = 1
O4 = 0
210 3 4 Time
210 3 4 Time
Period IStation S1
O1 = 1
O5 = 2
O7 = 1
O3= 0
210 3 4 Time
Wor
ker
posi
tion Period I
Station S2
Fig. 4 Production sequence resulting from optimal MPS
J. Dormer et al.
123
depending on the objective function, the optimization problem is NP-complete in
the strong sense, as shown for the specific objective of ‘‘Direct Workload
Balancing’’ in ‘‘Appendix B’’.
4.1 Indirect workload balancing (IWB)
A straight-forward approach to level the workload at the assembly line is to
introduce lower and upper bounds on the capacity utilisation of the stations.
Accordingly, a deviation parameter es for each station s 2 S is introduced which
describes the feasible deviation of the station workload per period from the average
station workload AVGs of the whole order bank. A shortcoming of this approach as
proposed by Bolat (2003) is that no feasible solution exists, if the boundaries are too
tight. To overcome this effect we introduce additional binary variables pst which
indicate if the deviation of the workload at station s in period t is within the feasible
boundaries (pst = 0) or not (pst = 1) and modify the capacity constraints (with aos
indicating the processing time of order o at station s) as follows.X
o2O
aos � yot � pst � BigM�C � AVGs � ð1þ esÞ 8t 2 T; s 2 S ð4Þ
X
o2O
aos � yot þ pst � BigM�C � AVGs � ð1� esÞ 8t 2 T; s 2 S ð5Þ
The objective function, henceforth called ‘‘Indirect Workload Balancing’’ (IWB),
minimizes the total number of instances at which the feasible workload boundaries
are violated.
MinX
s2S
X
t2T
pst ð6Þ
4.1.1 IP-heuristic
Depending on the size of the problem instance and the degree of the tolerance
parameter es the binary optimization problem consisting of constraints (1), (2), (4)
and (5) and objective function (6) can be solved by using a standard solver within
reasonable time. Hence, the basic idea of the proposed approach is to solve the
optimization problem successively using a binary search to determine the value of
es. Given a starting value for es and a maximum time for each optimization run, the
model is solved until the maximum number of iterations or the total run time limit is
reached. If the objective value in a specific optimization run is greater than 0, es is
augmented, otherwise reduced. The overall procedure is outlined in Fig. 5.
4.2 Direct workload balancing (DWB) and minimizing maximum workload
(MMW)
A second approach for solving the MPS targets at minimizing the deviation between
the maximal and minimal workload of stations s 2 S. To express this deviation
Master production scheduling and sequencing
123
corresponding variables zs are introduced. Constraints (7) determine the values of zs
considering each pair of periods (t1, t2).X
o2O
aos � yot1 �X
o2O
aos � yot2 � zs 8t1; t2 2 T ; s 2 S ð7Þ
The objective function, henceforth called ‘‘Direct Workload Balancing’’ (DWB),
minimizes the total amount of workload deviations over all stations.
MinX
s2S
zs ð8Þ
Alternatively, the maximum workload mw over all periods and stations can be
minimized. This strategy, called ‘‘Minimize Maximum Workload’’ (MMW), is
realized through constraints (9) and objective function (10).X
o2O
aos � yot �mw 8t 2 T ; s 2 S ð9Þ
Min mw ð10Þ
4.2.1 Two-stage heuristic for the MMW and DWB objectives
For solving complex combinatorial optimization problems a common procedure is
to first generate an initial solution and then, in the second stage, improve the initial
solution by means of a problem-specific search procedure. This two-phase solution
concept is detailed as follows.
To generate an initial solution to the optimisation problem the List-Scheduling-
Procedure (LSP) summarized in Fig. 6 is proposed. Its basic idea is to sort the given
orders in descending order of their total workload. Starting with the first order in the
list, the orders are assigned to periods one-by-one. For each station the maximum
workload over all periods
MLCs ¼ maxt2T
X
o2O
aos � yot 8s 2 S ð11Þ
Input Instance I of the Master Production Scheduling Problem, initial es, time limit per run, global time limit, maximum number of runs, es ad-aptation strategy
Output An assignment of orders to production periods1 Until global time limit or maximum number of runs is reached do2 Solve model IWB3 if objective value equals 0 then4 Save actual solution 5 Reduce es according to the adaptation strategy6 Else7 Enhance es according to the adaptation strategy8 end if-else9 end until10 return Actual solution
Fig. 5 IP heuristic
J. Dormer et al.
123
is determined in each step of the procedure. An order o is assigned to period tconsidering the production quantity constraint (2) so that the total maximum
workload over all stationsP
s2S MLCs is minimized.
To improve the initial solution the tabu search procedure outlined in Fig. 7 is
applied. This procedure is based on an exchange neighbourhood which describes the
set of schedules that can be gained from swapping order o1 with another order o2
assigned to a different period. For the neighbourhood search a Simple Swap Strategy(SSS) strategy was implemented. For each period t, it tries to swap an order o1 with
another order o2 of each succeeding period �t [ t, starting with the first period. The
objective function of the tabu search procedure is set either to the DWB or the
MMW objective function.
4.3 Process interval allocation (PIA)
The third approach for solving the MPS, called ‘‘Process Interval Allocation’’
(PIA), is based on the assumption that not only the amount of workload at a station
Input Instance I of the Master Production Scheduling Problem Output An assignment of orders to production periods
1 Generate a list L of all orders 2 Sort list L according to the total workload of the orders3 while Not all orders are assigned to a planning period do4 Choose the first order o in the list 5 Assign o to period t T that satisfies (2) so that s S sMLC is minimized6 Delete o in L7 End while8 return Assignment
Fig. 6 List scheduling procedure
Input Instance I of the Master Production Scheduling Problem, initial solu-tion y, time limit, objective function obj, ”swap-strategy”
Output An assignment X of orders to production periods1 best solution found: X y2 actual solution: Z y3 Tabu-list y4 while the time limit is not exceeded do5 Choose items o1, o2 according to the “swap-strategy”
6if Swapping o1, o2 in Z improves the objective function and the related solu-tion is not in the tabu-list then
7 swap o1 and o2 in Z8 if Z is better than X then9 X Z10 end if11 else if Z is local optimal then12 add Z to tabu-list13 Z best solution in the neighbourhood which is not in the tabu-list14 end if15 end while16 Return X
Fig. 7 Tabu search procedure
Master production scheduling and sequencing
123
determines the performance of the production sequence, but also the variability of
the processing times might have an impact. Therefore, we propose a heuristic
procedure which generates an order mix for each period showing a similar
distribution of processing times as in the order bank. If for instance, p % of the
orders in the order bank has a total processing time which falls into a pre-defined
interval, e.g. representing ‘‘high’’ total processing times, then this percentage should
also be present in the daily product mix.
The first step of this procedure is to determine the width of intervals for
allocating the processing times of orders at each station. Given a number of Nintervals of equal size for each station, the interval width IWs is obtained as the
average span between the minimum and the maximum processing time at station s.
IWs ¼maxo2OðaosÞ � min
o2OðaosÞ
N8s 2 S ð12Þ
For each station orders are assigned to these intervals according to their specific
processing time. Based on this order allocation the PIA heuristic aims to evenly
distribute the number of orders per interval among the periods in the planning
horizon. To illustrate this principle we use the elementary example introduced in
Table 2. Let us assume that the number of intervals for each station is set at three.
According to (12) the intervals at stations 1 and 2 have a width of 1 and 2/3,
respectively. The resulting processing time intervals I1, I2 and I3 and the allocation
of orders are shown in Tables 3 and 4. Depending on the individual processing
times, an order may be contained in different intervals at the stations. For instance,
order O1 belongs to interval I3 at station S1 and to interval I2 at station S2.
The target ratio TRis of orders contained in interval i 2 I at station s 2 S is
defined as the average number of orders per period in each interval where the binary
parameter bios equals 1 if and only if order o is in interval i at station s.
TRis ¼P
o2O bios
Tj j 8s 2 S ð13Þ
Table 3 Processing time intervals of station S1 and S2
Station Minimum
processing
time
Maximum
processing
time
Interval width Processing time intervals
I1 I2 I3
S1 0 3 1 [0;1) [1;2) [2;3]
S2 0 2 2/3 [0;2/3) [2/3;4/3) [4/3;2]
Table 4 Assignment of orders to intervals
Station Number of orders Orders
I1 I2 I3 I1 I2 I3
S1 4 0 4 O5, O6, O7, O8 – O1, O2, O3, O4
S2 2 4 2 O3, O4 O1, O2, O7, O8 O5, O6
J. Dormer et al.
123
In the following constraint the variable hist is used to reflect the deviation of the
actual ratio of orders in station s and interval i from the target ratio in period t.
TRis �X
o2O
bios � yot
�����
������ hist 8i 2 1. . .Nf g; s 2 S; t 2 T ð14Þ
The objective function, henceforth called ‘‘Process Interval Allocation’’ (PIA),
minimizes the total deviation of the actual from the target order mix.
MinX
i2 1...Nf g
X
s2S
X
t2T
hist ð15Þ
Additionally, the intervals at stations might be weighted according to their
importance and a corresponding weighting factor can be assigned to the variables in
the objective function. For instance, a higher weight could be assigned to critical
work stations which often show a high overload or to intervals according to their
processing time level.
4.3.1 Assignment heuristic
The problem of assigning orders to periods can be solved by use of standard solvers
for mixed-integer linear optimization problems. As an alternative we propose the
following very efficient assignment heuristic which generates the solution
iteratively. In each iteration k of the algorithm, a cost coefficient ckot is determined
for each order-period assignment. Let TRis denote the target order ratio according to
(13), gk the fraction of assigned orders after iteration k and Rk�1ist the number of
orders which have been assigned after iteration k-1 to interval i and station s in
period t. The binary parameter bios indicates if order o is in interval i at station s. Let
ais be the weight assigned to interval i and station s. In each iteration k the following
cost coefficient expresses the deviation of the current ratio of orders from the target
ratio if a yet unassigned order o is assigned to period t.
ckot ¼
X
i2 1...Nf g
X
s2S
Rk�1ist þ bios � TRis � gk
� ��� �� � ais ð16Þ
For the order-period combination showing the least value of the cost coefficient
the assignment is made. The algorithm continues until all orders are assigned. The
complete assignment heuristic is outlined in Fig. 8.
Input Instance I of the Master Production Scheduling Problem, cost function, Output An assignment of orders to production periods
1 Initialise a set of unassigned orders UO O2 Until all orders are assigned to a period do3 Calculate the assignment costs for each order UOo ∈ and each period Tt ∈4 Determine an assignment of one order to every period with minimal costs5 Fix the assignment and update UO9 end until10 return MPS solution
Fig. 8 Assignment heuristic
Master production scheduling and sequencing
123
4.4 Integrating MPS and production sequencing
The heuristic solution procedures presented in the previous sub-sections address the
MPS problem by determining the assignment of production orders to periods. This
kind of approach only indirectly reflects the quality of the resulting production
sequence by choosing an appropriate objective function. In the following, we
develop an integrated approach which considers the sequencing of production
orders during a period, i.e. production orders are explicitly assigned to one of the
available production cycles. The objective is to minimize the total work overload
which can be derived from the production sequence and the cycle-by-cycle position
of workers in their assembly station.
Hence, in the mathematical model formulation binary variables yot have to be
replaced by triple-indexed binary variables Yost which indicate if order o is assigned
to production cycle s in period t Yost ¼ 1ð Þ or not Yost ¼ 0ð Þ. In order to consider the
individual production cycles s 2 1. . .Cf g the basic assignment and capacity
constraints (1) and (2) have to be adapted as follows.X
s2 1...Cf g
X
t2T
Yost ¼ 1 8o 2 O ð17Þ
X
o2O
Yost � 1 8s 2 1. . .Cf g; t 2 T ð18Þ
Constraints (17) ensure that each order is assigned to exactly one production
cycle within the multi-period planning horizon. In turn, constraints (18) make sure
that at most one production order is assigned to a cycle.
As total work overload and the associated utility work is considered the main
performance parameter of production sequencing, the worker position wsst at station
s at the start of production cycle s in period t and the resulting work overload usst
have to be expressed through decision variables. Assuming that workers are located
at the starting positions of their stations at the beginning of the first cycle, i.e.
wss1 ¼ 0, the worker position is updated from cycle to cycle according to constraint
(19). These constraints assume that the position ws;sþ1;t of a worker at the beginning
of the subsequent cycle depends on the starting position wsst at the beginning of the
previous cycle, the assigned processing time aos � Yost, the cycle time k and the work
overload usst which has to be compensated by utility work. (Note that the speed of
the assembly line is scaled to 1 so that the interval between two cars on the line
corresponds to the cycle time.) In addition, constraints (20) determine the utility
work which is required if a worker can’t process the car within the limits ls of the
station.
wsst þX
o2O
aos � Yost � k� usst�ws;sþ1;t 8s 2 S; s 2 C; t 2 T ð19Þ
wsst þX
o2O
aos � Yost � ls� usst 8s 2 S; s 2 C; t 2 T ð20Þ
The objective is to minimise the total amount of utility work.
J. Dormer et al.
123
MinX
s2S
X
s2C
X
t2T
usst ð21Þ
The corresponding mixed-integer linear optimization (MILP) model can be
solved to optimality for small-sized problem instances within reasonable time.
However, for real-life instances the use of standard solvers is impractical. Therefore,
we modify the assignment heuristic presented in the previous sub-section which is
capable of solving even excessively large problem instances with only modest
computational effort.
4.4.1 Modified assignment heuristic
For sequencing the production orders the modified assignment heuristic adopts a
priority rule based approach proposed by Gujjula and Gunther (2010), which
generates the production sequence by adding un-sequenced orders to a partial
sequence one-by-one. This approach can easily be integrated in the proposed
assignment heuristic by modifying the cost coefficient for the order-period
assignment in the following way.
According to Gujjula and Gunther (2010), the cost coefficient c0kot in iteration k of
the algorithm considers three factors, workload imbalance IBkot, utility work uk
ost and
idle time vkost which occurs if workers have to wait for the next car to enter the
station [see Eq. (22) below]. Weights c1, c2 and c3 are assigned to these factors and
can be used to parameterize the priority rule. In the assembly of premium cars,
utility work will generally be considered the primary objective by choosing a
relatively high value for c2. However, if several production orders cause the same
work overload, one might prioritize that order which yields the lowest amount of
idle time weighted with c3. A reasonably low weight should be chosen for c1 in
order to avoid so-called cherry-picking effects, i.e. assigning attractive orders to
early positions in the sequence and overlooking the ‘‘poor’’ ones. Hence, in a
practical application the range of weights should be c2 [ c3 [ c1.
c0kot ¼ c1 � IBkot þ c2 � uk
ost þ c3 � vkost ð22Þ
The first term of the objective function corresponds to the workload levelling
objective known from level scheduling (cf. Zeramdini et al. 2000). In this approach
it is desired that the workload Ak�1st assigned to station s in period t in the preceding
k-1 iterations plus the workload aos caused by the candidate order is as close as
possible to the target value which corresponds to the forward projection of the
average workload k � AVGs of that station in the order bank over k iterations. The
squared deviation of the actual and the target workload is calculated as follows.
IBkot ¼
X
s2S
k � AVGs � Ak�1st � aos
� �2 ð23Þ
In order to determine the utility work addressed in the second term of the cost
function (22) the position of workers in their respective station has to be updated
from cycle to cycle considering the continuous movement of the assembly line. Let
~wko;s;sþ1;t denote the worker position at station s at the start of production cycle sþ 1
Master production scheduling and sequencing
123
in period t if candidate order o has been chosen in iteration k. In Eq. (24) ~wko;s;sþ1;t is
calculated based on the worker position ~wkosst at station s at the start of production
cycle s, the processing time aos of the candidate order, the cycle time k and the
allocated utility work ~ukosst. The latter is determined in (25) where ls denotes the
length of station s.
~wko;s;sþ1;t ¼ max 0; ~wk
osst þ aos � k� ~ukosst
� �ð24Þ
~ukosst ¼ max 0; ~wk
osst þ aos � ls� �
ð25ÞTotal utility work in iteration k for production order o is determined as the sum of
utility work occurring at the various stations of the line.
ukost ¼
X
s2S
~ukosst ð26Þ
The third term of the cost coefficient includes total idle times vkost at the assembly
line which can be derived from the station-specific idle times ~vkosst where worker
positions are obtained from (24). Respective calculations are defined in (27) and
(28).
~vkosst ¼ max 0; k� ~wk
osst � aos
� �ð27Þ
vkost ¼
X
s2S
~vkosst ð28Þ
Using the cost coefficient defined in (22) the assignment heuristic outlined in the
previous sub-section can be employed to accomplish the order-period assignments
in an iterative fashion over the multi-period planning horizon. Note that the pro-
duction sequences for a specific period directly result from the succession in which
the orders are assigned to that period. In the case post-optimization procedures are
applied, e.g. sequences are improved by tabu search, the order-period assignments
remain fixed.
5 Numerical investigation
5.1 Research questions and experimental design
In the previous section various heuristic solution procedures for solving the MPS
were presented. In the design of the heuristics we pursued different ways to
anticipate the consequences of the daily order mix at the subordinate planning level
of production sequencing. As mentioned above minimum total work overload and
minimum variation of work overload are considered as the key performance
parameters. A comprehensive numerical study was conducted in order to answer the
following research questions.
• How do the different heuristic solution procedures perform in terms of total
work overload and variation of work overload occurring at the subsequent
production sequencing level?
J. Dormer et al.
123
• Is it practical to solve the MPS and the sequencing problem by use of an
integrated approach?
• How are total work overload and variability of work overload affected by an
increased variability of processing times?
To evaluate the proposed heuristic approaches for practical application, sixteen
different scenarios inspired by observations from real assembly lines of premium
car manufacturers were generated for the numerical test. Each scenario can be
classified by the size of the corresponding problem instances (small, medium, large,
very large) and by the variability of processing times at the stations (base, low,
medium and high). The generation of scenarios follows that one of Gujjula and
Gunther (2010). Throughout the experiments the planning horizon was set as 5
periods. The problem size is characterized by the number of stations and the size of
the order bank. For instance, small scenarios comprise 50 stations and 500 orders.
These figures are doubled for every higher problem size. Capacity utilization rate at
each station is set at 95 % throughout. A summary of the problem size is given in
Table 5. At each station s four different processing times pt1s � pt2
s � 1� pt3s � pt4
s
were randomly generated from a uniform distribution with intervals given in
Table 6. Note that the cycle time is scaled to 1.
In our investigation we consider four classes of production orders depending on
the degree of optional equipment that a customer may order: simple, standard,
premium and luxury cars which differ by the processing times at the various
stations. The distribution of processing times for each order class at a station and the
associated demand rate are given in Table 7. For instance, each simple car
(production order) takes the lowest processing time pt1 at 50 %, the second-lowest
processing time pt2 at 25 % and the third-lowest processing time pt3 at 25 % of all
stations, respectively. However, the choice of these stations can be different for each
individual car. With this conception, there are usually no two cars which share the
same processing times for all stations.
The generation process of the data is as follows. At first, processing times are
generated and cars are assigned to these times in accordance with the given
distributions. Afterwards, the processing times are scaled such that an average
processing time of 0.95 time units for each station is met. At last, the length of the
stations is set as ls ¼ pt4� �
.
Since the performance of the MPS heuristics depends on the solution to the
production sequencing problem, we had to implement a reasonable and efficient
method to generate the production sequence period-by-period based on the obtained
MPS solutions. For this purpose, the sequencing algorithm of Gujjula and Gunther
Table 5 Problem sizes
Size of problem instances
Small Medium Large Very large
No. of orders 500 1,000 2,000 4,000
No. of stations 50 100 200 400
Master production scheduling and sequencing
123
(2010) is applied. This algorithm explained in Sect. 4.4 generates a production
sequence one-by-one using a priority rule. The generated solution is improved by
means of a tabu search procedure, which is based on a pair-wise exchange of orders.
If the production sequence cannot be improved by swapping two orders, the current
solution is considered locally optimal and this solution is stored in a tabu list. Then
the procedure continues with the best solution in the neighbourhood that is not in the
tabu list.
It should be noted that from the academic literature no algorithms are available
which solve the joint optimization problem of MPS and order sequencing except for
unrealistically small problem instances. Therefore, we deem it reasonable to base
our numerical evaluation on a heuristic benchmark and on the total workload per
station as a proxy criterion.
Four different heuristic procedures presented in the previous section are included
in the numerical evaluation, namely indirect workload balancing (IWB) of Sect. 4.1,
direct workload balancing (DWB) and minimizing maximum workload (MMW) of
Sect. 4.2, process interval allocation (PIA) of Sect. 4.3 and the approach of
integrating MPS and production sequencing (INT) as outlined in Sect. 4.4. In
addition, a benchmark solution is determined by applying the sequencing algorithm
of Gujjula and Gunther (2010) to the entire set of production orders contained in the
order bank. The resulting production sequence is then split into sub-sequences
corresponding to the period structure of the MPS. In the presentation of the
numerical results this complete sequencing approach is labelled SEQ.
Parameter settings for the various heuristics have been made as follows. In a pre-
test different strategies for adapting the es parameter used in the IP-heuristic as part
of the IWB approach were evaluated. The best performance was achieved with
equal values of the parameter for all stations. Setting initial values of 0.1 the value
of es was enhanced according to the logic of binary search in case the objective
Table 6 Intervals of processing times and resulting variability classes
Processing time Variability class
Base Low Medium High
pt1s ; pt2
s[0, 1] [0, 1] [0, 1] [0, 1]
pt3s ; pt4
s[1, 1.5] [1, 2] [1, 3] [1, 5]
Table 7 Order classes and distribution of processing times
Order class Processing time Demand rate (%)
pt1 (%) pt2 (%) pt3 (%) pt4 (%)
Basic 50 25 25 – 33
Standard 25 50 25 – 33
Premium – 25 50 25 17
Luxury – 25 25 50 17
J. Dormer et al.
123
function value was greater than 0 and reduced otherwise. Time limits for the IP-
Heuristic (see Fig. 5) and the tabu search procedure (see Fig. 7) depending on the
size of the problem instances are given in Table 8. For solving the IP model time
limits for the tabu search heuristic associated with the integrated MPS and the
production sequencing approach of Sect. 4.4 were quadrupled in comparison to
those given in Table 8, e.g. 1,440 s for the very large scenario. For the SEQ
heuristic the same time limits are set as per period of the MPS, e.g. 7,200 s for the
very large scenario.
In the cost function (16) of the PIA heuristic outlined in Sect. 4.3 weights ais for
interval i at a station s were defined as the distance of the centre of the interval from
the average of the processing times of orders at station s. This setting is reasonable
since a large distance will most likely have a stronger impact on the sequencing
performance compared to a case of a small deviation. In a computational pre-study
(not presented in this paper) the impact of the numbers of intervals was examined.
Five intervals turned out to produce the best results. The integrated approach
outlined in Sect. 4.4 uses weights c1, c2 and c3 for the components of the cost
function (22). We normalized c1 at 1 and determined the values of c2 and c3 in a
computational pre-study. The resulting values of the weighting factors are given in
Table 9.
For each of the 16 scenarios 10 problem instances were randomly generated. All
tests were carried out on a PC with an Intel Xeon processor clocked at 2.66 GHz.
For solving the IP model of Sect. 4.1 CPLEX 12.1 was used as standard
optimization software.
5.2 Numerical results
The results of the numerical experiments for the 16 investigated scenarios are
summarized in Tables 10, 11, 12, 13. Each table refers to a specific problem size
scenario and contains the results for the various variability classes defined for the
Table 8 Time limits (s) for MPS heuristics
Procedure Size of problem instances
Small Medium Large Very large
Tabu search 45 90 180 360
IP heuristic (total) 45 90 180 360
IP heuristic (per run) 15 30 60 120
Table 9 Settings of c2 and c3 (c1 = 1)
Weighting factor Size of problem instances
Small Medium Large Very large
c2 20 29 46 78
c3 11 16 28 51
Master production scheduling and sequencing
123
processing times at the stations of the line. Entries indicate average values over 10
replications. In the left part of the tables total work overload per station is shown.
The right part contains the standard deviation of the work overload at the stations.
Run times are given in seconds and include the construction and the improvement
phase of the heuristics.
From analyzing the numerical results of Tables 10, 11, 12, 13 several
observations can be made.
• First, the IWB heuristic of Sect. 4.1 is dominated in all of the 16 scenarios by the
other heuristics both in terms of total work overload per station and the
variability (standard deviation) of the work overload.
• Second, comparing the related DWB and MMW heuristics of Sect. 4.2 they turn
out to perform almost equivalently for all scenarios regarding total work
overload per station. However, the standard deviation of the work overload at
stations shows lower values for the DWB heuristic. Hence, this variant of the
heuristic should be preferred to its counterpart.
• Third, the PIA heuristic performs equally well compared to DWB in terms of
total work overload per station. However, particularly for the large and the very
large problem instances (see Tables 12 and 13) PIA shows a considerably lower
Table 10 Test results for small-sized instances
Heuristic Run time (s) Total work overload per station Standard deviation of work overload
Variability class Variability class
Base Low Medium High Base Low Medium High
IWB 45 9.2 9.9 14.1 18.1 62.7 69.4 107.2 156.5
DWB 45 7.5 7.8 11.2 14.1 3.6 4.4 5.6 8.9
MMW 45 7.7 8.0 11.4 14.6 5.8 5.6 6.2 11.9
PIA 1 7.5 7.9 11.4 14.3 4.1 5.6 7.0 10.8
INT \1 6.4 6.7 10.0 13.0 3.9 4.1 6.0 11.1
SEQ 900 6.5 7.0 10.3 13.3 22.0 23.3 29.2 35.8
Table 11 Test results for medium-sized instances
Heuristic Run time (s) Total work overload per station Standard deviation of work overload