Mayl 2005 • JL • 1 Manufacturing System Design for High Product Quality Jingshan Li, Dennis E. Blumenfeld, Ningjian Huang Robert R. Inman and Samuel P. Marin Manufacturing Systems Research Lab General Motors Research & Development Center Warren, Michigan, USA 5 th International Conference on Analysis of Manufacturing Systems May 21 2005
Transcript
Mayl 2005 • JL • 1
Manufacturing System Design for High Product Quality
Jingshan Li, Dennis E. Blumenfeld, Ningjian Huang
Robert R. Inman and Samuel P. Marin
Manufacturing Systems Research LabGeneral Motors Research & Development Center
Warren, Michigan, USA
5th International Conference on Analysis of Manufacturing Systems
May 21 2005
May 2005 • JL • 2
OUTLINE
1. Motivation
2. Manufacturing system design impacts quality
3. Research opportunities
4. Andon System
5. Repair and Rework System
6. Conclusions
May 2005 • JL • 3
1. MOTIVATION
System design and quality management are important elements in manufacturing industry.
Substantial research efforts have been devoted to both of them, but independently.
Little research attention has been paid to investigate the interactions between manufacturing system design and product quality.
May 2005 • JL • 4
Does manufacturing system design impact quality?
TQMQFDDFQ
TQMProcess capability
Tolerancing
TQMSPCJIT
Lot sizing
Manufacturing System Validation
Product Design
Manufacturing System Design
Manufacturing Operation
Scarcity of research on attempting to improve quality in manufacturing system design phase
?
May 2005 • JL • 5
2. MANUFACTURING SYSTEM DESIGN IMPACTS QUALITY
Evidences from automotive industry: Harbour report – quality and productivity are positively
correlated → improving production system can improve quality.
American Axles & Manufacturing – quality improvement due to production system changes, e.g., conveyor, inspection, buffers, etc.
Ford/Jaquar – improve quality by adopting Toyota production systems.
GM – strip out buffers to improve paint quality in paint shops.
Toyota – pay attention to production system’s impact on quality, e.g., Andon, additional inspection stations, selected stationary assembly stations, etc.
May 2005 • JL • 6
Experiments and analysis: Ergonomics – poor workstation layout and high line speeds
may hurt quality performance of manual operations.
Verdict: Manufacturing system design does impact product quality.
Largely unexplored area with promising opportunities
Andon system – stopping the line to fix every problem can improve throughput of good jobs when average repair times are short.
Repair and rework system – appropriate design of repair subsystem can improve quality buy rate.
and Balancing Batch Size Buffer Location and Size Centralized/Decentralized
Equipment Feedback Loops Inspection Line or Machine Speed Parallel versus Serial lines Plant Layout Repair and rework loops
May 2005 • JL • 8
4. ANDON SYSTEM
Andon – a visual control device to monitor quality on assembly line.
The worker can pull the Andon cord to trigger a light as a call for help, and stop the line if needed to correct the problem.
May 2005 • JL • 9
Current literature contains many popular articles
that are descriptive or provide qualitative studies of
Andon use.
It is claimed and taken for granted that, in spite of
line stoppages and productivity loss, overall system
performance is improved.
Why? Under what conditions?
May 2005 • JL • 10
Two different Andon strategies:
Empower workers to stop the line for every problem, so that all jobs are corrected first time, or
Encourage workers to reduce the number of Andon calls, so that line only stops for severe problems.
Which one is the right way?
May 2005 • JL • 11
Need for quantitative model to
analyze performance of a transfer production line with Andon.
discover the conditions for successful Andon use.
investigate trade-offs between productivity and quality.
WHY? WHEN? HOW?
May 2005 • JL • 12
Model Formulation
Transfer line with k machines (m1, m2,..., mk) linked to one Andon cord
Performance index: Throughput of good quality jobs
m1 m2 mk
Andon cord
May 2005 • JL • 13
Type of systems No Andon: Job moves to next machine at end of cycle, no
matter whether job has problem or not.
Full Andon: If job has problem or is not complete at end of
cycle, Andon cord is pulled and line stops to allow extra time
for repair (up to a maximum time tm ).
Partial Andon: If job has severe problem at end of cycle,
Andon cord is pulled and line stops to allow extra time for
repair (up to a maximum time tm ). If job has minor problem
at end of cycle, job moves to next machine.
May 2005 • JL • 14
Assumptions Machines are synchronized (all jobs start work at the
same time) with identical cycle time c. At end of cycle, each machine has fixed probability i
that job has defect or is not complete. A defective job has probability ito have a severe defect.
Repair (correspondingly, severe repair) times are independent and exponentially distributed with parameters i (correspondingly, i, and i < i), with truncation at maximum time tm.
At most one Andon pull per cycle. Independence of operations and quality failures.
May 2005 • JL • 15
cG
1No Andon:
)1()(
1m
m
t
t
ec
eG
Full Andon:
)1()(
)1(1m
m
t
t
ec
eG
Partial Andon:
One-machine case Throughput of good quality job, G
May 2005 • JL • 16
0.72
0.73
0.74
0.75
0.76
0.77
0.78
0.79
0.8
0 1 2 3 4 5
Illustration
Throughput of good jobs, G
(jobs per unit time)
Maximum extra time for repair, tm
No Andon
Partial Andon
Full Andon
c = 1, = 0.25, = 0.5 = 0.9, = 0.8
May 2005 • JL • 17
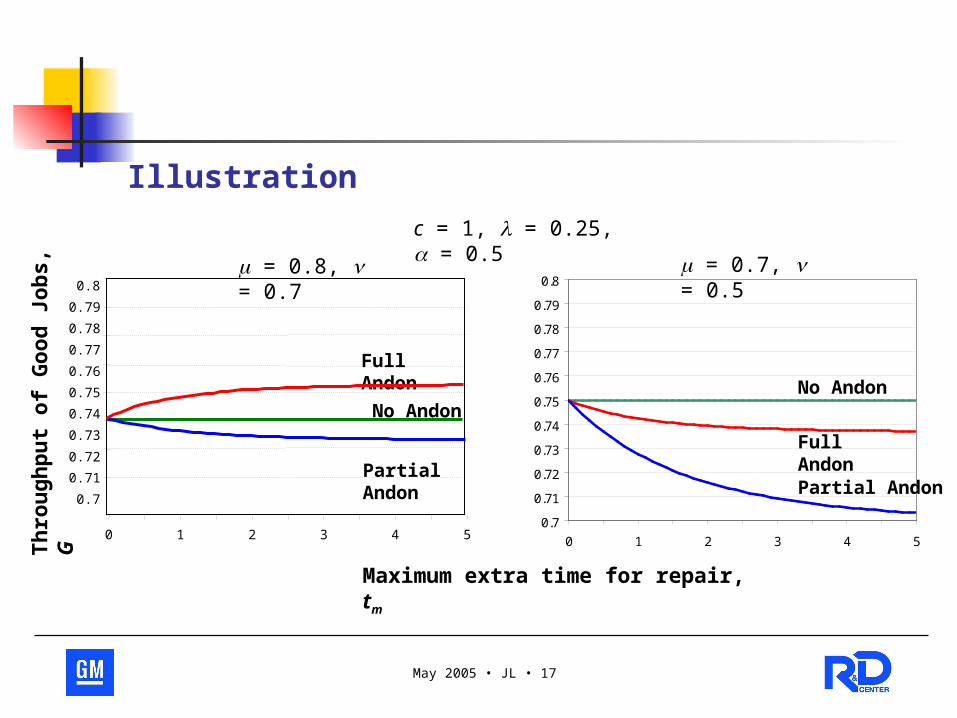
Illustration
Maximum extra time for repair, tm
Th
rou
gh
pu
t o
f G
oo
d J
ob
s, G
c = 1, = 0.25, = 0.5
0.7
0.71
0.72
0.73
0.74
0.75
0.76
0.77
0.78
0.79
0.8
0 1 2 3 4 5
No Andon
Partial Andon
Full Andon
= 0.7, = 0.5
Partial Andon
= 0.8, = 0.7
No Andon
Full Andon
0.7
0.71
0.72
0.73
0.74
0.75
0.76
0.77
0.78
0.79
0.8
0 1 2 3 4 5
May 2005 • JL • 18
If + c < 1 < + cµ, then
GPartial Andon < GNo Andon < GFull Andon
Theorem: Under assumptions, If + cµ > 1, then
GNo Andon < GPartial Andon < GFull Andon
If + c < + cµ < 1, then
GFull Andon < GNo Andon
GPartial Andon < GNo Andon
May 2005 • JL • 19
Insights Implementing Andon can improve throughput of good
quality jobs when average repair times are short (i.e., when repair rate is high).
Line Condition
Short repair times
Long repair times
Best Strategy
Full Andon
No Andon
Partial Andon is never the best strategy. Even when repair times for severe defects are short, Full Andon is better than Partial Andon.
May 2005 • JL • 20
Rules of thumb If average repair time is less than the cycle time, then Full
Andon will improve throughput of good quality jobs.
Right way: Stop line for all problems.
Toyota: hundreds of Andons per shift with total line stoppage time of 10-15 minutes.
If average time to repair severe defects is less than the cycle time, then any type of Andon will improve throughput of good quality jobs.
It is worth repairing all defects rather than severe ones only.
May 2005 • JL • 21
No Andon:
Full Andon:
Partial Andon:
Multiple machine case Throughput of good quality job, G
k
i
k
ijj i
t
iii
k
i
k
i
k
ijjiii
k
i
k
i
k
ijji
tiii
AndonPartial
i
tk
i
k
i
k
ijjiii
k
i
k
i
k
ijji
tii
AndonFull
k
i
k
i
k
ijjiii
k
ii
AndonNo
mi
mi
mi
mi
ec
e
G
ecc
e
G
c
G
1 ,11 1 ,1
1 1 ,1
1 1 ,1
1 1 ,1
1 1 ,1
1
1)1()1()1(
)1()1()1(
1)1()1(
)1()1()1(
)1()1(
)1(
May 2005 • JL • 22
kcG
1
1No Andon:
)1(1
)1(1mt
m
e
t
kkc
ekG
Full Andon:
)1(1
)1(1mt
m
e
t
kkc
ekG
Partial Andon:
Throughput of good quality job, G
May 2005 • JL • 23
Illustration
Throughput of good jobs, G(jobs per unit
time)
Maximum extra time for repair tm
No Andon
Partial Andon
Full Andon
k = 5, c = 1, = 0.1, = 0.5
0.6
0.62
0.64
0.66
0.68
0.7
0.72
0.74
0 1 2 3 4 5
= 0.9, = 0.8
Right way: Stop line for all problems.
May 2005 • JL • 24
5. REPAIR AND REWORK SYSTEM
Repair and rework systems are often used in many manufacturing industries: automotive, electronics, packaging, process, etc.
In automotive assembly plants, product quality is typically characterized by
First Time Quality (FTQ): good job ratio of all first time processed jobs
Quality Buy Rate (QBR): good job ratio of all jobs, including first time jobs and reworked jobs.
May 2005 • JL • 25
Layout
Main Line
Confirmation (OK Jobs)
ComponentReplacement
MinorRepair
New Jobs
Rework
Inspection
May 2005 • JL • 26
,1
r
rr
nn
qnnqQ
Quality buy rate (Q):
where n and nr are the numbers of first time jobs and reworked jobs, respectively, q1 and qr are first time quality and rework quality, respectively.
May 2005 • JL • 27
Observations: Minor repair capacity is limited. Jobs that only need minor repair will be routed to rework
when the minor repair capacity is insufficient.
Often qr < q1.
When minor repair capacity is insufficient, rerouting the jobs needing minor repair to rework reduces the quality buy rate of the main line.
In addition, it will waste more materials and resources and lead to loss of throughput.
When qr < q1, we obtain Q < q1.
May 2005 • JL • 28
Need for a quantitative model to analyze quality buy rate as a function of minor repair capacity
Analysis results show that quality buy rate can be improved by appropriate design of minor repair capacity
The study has been applied in an automotive paint shop
May 2005 • JL • 29
.1
)()('
,1
' where
,')1(1
')1(if,0
,')1(1
')1(if),1(
)1)((1
]')1(1[)1('
,')1(1
')1(if,
')(1
')(
,')1(1
')1(if,
)()1)((
)()1)((
xssxss
xrsssrxsxrxxrsxsrsrr
xssxss
xsxss
rr
r
rr
rxssxss
xgxr
rrs
a
rr
r
rr
rr
rr
r
xgsxsgxgxr
xgsxsgrxgxr
q
qnN
q
qnN
qq
qNqn
n
q
qnN
qq
qqq
q
qnN
Nqqnn
Nqqqnnq
Q
May 2005 • JL • 30
Illustration:
FTQ
QBR
May 2005 • JL • 31
6. CONCLUSIONS Quality is critical. Manufacturing system design does
have a significant impact on product quality.
Need to motivate research in the interactions between manufacturing system design and product quality. It will open a new area of manufacturing systems engineering.
Lack of research makes it be a largely unexplored area with promising research opportunities, valued and important to industry.
Need to fully understand how it impacts quality and how to incorporate quality with productivity and flexibility in making manufacturing system design choices.
May 2005 • JL • 32
Thanks
Prof. Chris Papadopoulos
Prof. Semyon Meerkov
Prof. Stanley Gershwin
May 2005 • JL • 33
Backups
May 2005 • JL • 34
Assembly line movement – how assembly line progress likely affects quality as well as throughput. Synchronous or asynchronous line? Stationary station or continuous moving line?
Assembly line balancing – not only from the point of view of worker utilization, but also to identify quality bottlenecks.
Plant layout – how layout affects quality? e.g., U - shaped lines produce better quality products.
Number and location of inspection stations – integrated quality and productivity model, information feedback, etc.
Number and location of rework loops – more rework loops or less? What should capacity of each be?
Feedback loops – feedback from inspection, production data analysis, etc.
May 2005 • JL • 35
Buffer location and size – buffer accommodate variation, lean inventory contributes to quality, what are tradeoffs?
Parallel versus serial lines – Parallel line improves productivity, but increases variations. It is difficult to trace root cause, but it may help quality due to slower speed.
Centralize versus decentralized equipment – centralized operations benefit from economic scale, better utilization and is easier for quality control, decentralized operations are responsible for dedicated assembly plants, have less logistic cost, less inventory and quicker feedback from assembly.
Batch size – large batch may improve quality by avoiding disruptive changeovers, small batch sizes allow quick defect detection but have frequent changeovers.
May 2005 • JL • 36
Flexibility – e.g.: fixtures on machines (loading/unloading) or on conveyors (improve throughput but more variability and degraded repeatability and reproducibility), need to delineate tradeoffs between cost, flexibility, throughput and quality for different strategies.
Agility – producing multiple products add variability which may damage quality, machine maintenance may require highly trained labors to obtain high quality, need to achieve both agility and quality without huge investment.
Level of automation – automatic operation provides better quality, manual has more flexibility, need to understand impact of automation on productivity, quality and flexibility.
May 2005 • JL • 37
Scalability – capacity expansion by speeding up or adding new machines or plants? Single large machines/plants or many small ones?
Modularity – easier for final assembler, but difficult to control, what is the impact on quality?
Outsourcing – American automakers spin off parts divisions, Toyota rarely hands complex modules to outside suppliers due to quality concerns.
Emerging technology – how to take advantage of data collection, communication, analysis capabilities and intelligent agents to design production system for improved quality?
May 2005 • JL • 38
k
i
k
ijj i
t
iii
k
i
k
i
k
ijjiii
k
i
k
i
k
ijji
tiii
AndonPartial
i
tk
i
k
i
k
ijjiii
k
i
k
i
k
ijji
tii
AndonFull
k
i
k
i
k
ijjiii
k
ii
AndonNo
mi
mi
mi
mi
ec
e
G
ecc
e
G
c
G
1 ,11 1 ,1
1 1 ,1
1 1 ,1
1 1 ,1
1 1 ,1
1
1)1()1()1(
)1()1()1(
1)1()1(
)1()1()1(
)1()1(
)1(
No Andon
Full Andon
Partial Andon
May 2005 • JL • 39
.)1(
])1()1)(1(2[
,1
1
1 where
,
267.1
31.01
)1(67.11
11
.)1(
])1()1)(1(2[
,1
1
1 where
,
267.1
31.01
)1(67.11
11
.1
1
2
2
m
mmm
m
m
m
mmm
m
m
t
ttm
t
t
Mt
AndonPatial
t
ttm
t
t
Mt
AndonFull
M
AndonNo
ekkccc
eketekkCV
ekkccc
kT
CVMN
CVM
CVMT
kekk
G
ekkccc
eketekkCV
ekkccc
kT
CVMN
CVM
CVMT
kekk
G
kG
No Andon
Full Andon
Partial Andon
May 2005 • JL • 40
One machine system
0.72
0.730.74
0.75
0.76
0.770.78
0.79
0.8
t_m
Go
od
Pro
du
cti
on
Ra
te
System with noAndon
System with fullAndon
System with partialAndon
May 2005 • JL • 41
One machine system
0.72
0.730.74
0.75
0.76
0.770.78
0.79
0.8
t_m
Go
od
Pro
du
cti
on
Ra
te
System with noAndon
System with fullAndon
System with partialAndon
May 2005 • JL • 42
One machine system
0.72
0.730.74
0.75
0.76
0.770.78
0.79
0.8
t_m
Go
od
Pro
du
cti
on
Ra
te
System with noAndon
System with fullAndon
System with partialAndon
May 2005 • JL • 43
One machine system
0.72
0.730.74
0.75
0.76
0.770.78
0.79
0.8
t_m
Go
od
Pro
du
cti
on
Ra
te
System with noAndon
System with fullAndon
System with partialAndon
May 2005 • JL • 44
If (k-1)c + + c < 1 < (k-1)cµ + + cµ, then
GPartial Andon < GNo Andon < GFull Andon
Theorem: Under assumptions, If (k-1)cµ + + cµ > 1, then
GNo Andon < GPartial Andon < GFull Andon
If (k-1)c + + c < (k-1)cµ + + cµ < 1, then
GFull Andon < GNo Andon
GPartial Andon < GNo Andon
May 2005 • JL • 45
Rules of thumb If average repair time is less than cycle time plus average
time within a cycle working on defective jobs, Full Andon improves throughput of good quality jobs.
If average time to repair severe defects is less than cycle time plus average time within a cycle working on defective jobs, then any type of Andon will improve throughput of good quality jobs.
It is worth repairing all defects rather than severe ones only.
Right way: Stop line for all problems.
May 2005 • JL • 46
Extensions
System with multiple Andon cords
Non-identical machines
Andon cord Andon cordBuffer
May 2005 • JL • 47
Assumptions: A job can be reworked/repaired multiple times. No
scrap. Constant percentages of good quality jobs. All reprocessed jobs have identical good job ratio. All routing probabilities are constants.
Notation: αx, αr, αs: routing probabilities after main line inspection.
βsx, βss, βsr, βxs, βxr: routing probabilities after minor repair and component exchange.
N: minor repair capacity..
May 2005 • JL • 48
Need to develop a quantitative model to
analyze quality buy rate as a function of minor repair capacity
design appropriate repair capacity to achieve desired quality buy rate
investigate the trade-offs between investment costs and saving from productivity and quality improvement
May 2005 • JL • 49
Theorem: Under assumption, the quality buy rate can be calculated as:
where
.')1(1
')1(if,
')(1
')(
,')1(1
')1(if,
)()1)((
)()1)((
rr
r
rr
rr
rr
r
xgsxsgxgxr
xgsxsgrxgxr
q
qnN
qq
qqq
q
qnN
Nqqnn
Nqqqnnq
Q
.1
)()('
,1
'
xssxss
xrsssrxsxrxxrsxsrsrr
xssxss
xsxss
May 2005 • JL • 50
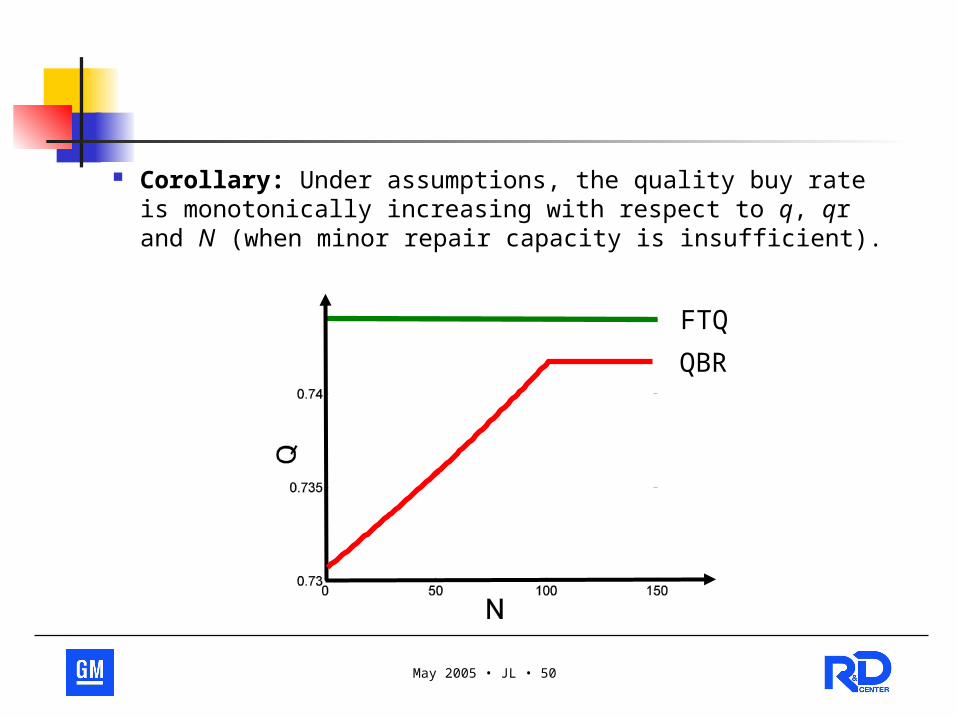
Corollary: Under assumptions, the quality buy rate is monotonically increasing with respect to q, qr and N (when minor repair capacity is insufficient).
FTQ
QBR
May 2005 • JL • 51
Corollary: Under assumptions, the number of rerouted jobs can be calculated as:
.')1(1
')1(if,0
,')1(1
')1(if),1(
)1)((1
]')1(1[)1('
rr
r
rr
rxssxss
xgxr
rrs
a
q
qnN
q
qnN
qq
qNqn
n
May 2005 • JL • 52
Corollary: Under assumptions, the number of rerouted jobs is monotonically decreasing with respect to q, qr and N (when the minor repair capacity is insufficient).