ME0203 ME0203 - - Manufacturing Manufacturing Technology Technology Casting and Welding Casting and Welding You are using demo version Please purchase full version from www.technocomsolutions.com You are using demo version Please purchase full version from www.technocomsolutions.com
Transcript
ME0203ME0203-- Manufacturing Manufacturing
TechnologyTechnology
Casting and WeldingCasting and Welding
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Metal CastingMetal Casting
A large sand casting weighing 680 kg for an air A large sand casting weighing 680 kg for an air
compressor framecompressor frame
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Basic FeaturesBasic Featuresnn Pattern and MouldPattern and Mould–– A pattern is made of wood or metal, is a replica of the A pattern is made of wood or metal, is a replica of the final product and is used for preparing mould cavityfinal product and is used for preparing mould cavity
–– Mould cavity which contains molten metal is Mould cavity which contains molten metal is essentially a negative of the final productessentially a negative of the final product
–– Mould material should posses refractory Mould material should posses refractory characteristics and with stand the pouring characteristics and with stand the pouring temperaturetemperature
–– When the mold is used for single casting, it made of When the mold is used for single casting, it made of sand and known as sand and known as expendable moldexpendable mold
–– When the mold is used repeatedly for number of When the mold is used repeatedly for number of castings and is made of metal or graphite are called castings and is made of metal or graphite are called permanent mouldpermanent mould
–– For making holes or hollow cavities inside a casting, For making holes or hollow cavities inside a casting, corescores made of either sand or metal are used.made of either sand or metal are used.
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
nn Melting and PouringMelting and Pouring–– Several types of furnaces are available for Several types of furnaces are available for melting metals and their selection depends melting metals and their selection depends on the type of metal, the maximum on the type of metal, the maximum temperature required and the rate and the temperature required and the rate and the mode of molten metal delivery.mode of molten metal delivery.
–– Before pouring provisions are made for the Before pouring provisions are made for the escape of dissolved gases. The gating system escape of dissolved gases. The gating system should be designed to minimize the turbulent should be designed to minimize the turbulent flow and erosion of mould flow and erosion of mould cavity.Thecavity.The other other important factors are the pouring important factors are the pouring temperature and the pouring rate. temperature and the pouring rate.
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
nn Solidification and CoolingSolidification and Cooling
–– The properties of the casting significantly depends The properties of the casting significantly depends
on the solidification time cooing rate.on the solidification time cooing rate.
–– Shrinkage of casting, during cooling of solidified Shrinkage of casting, during cooling of solidified
metal should not be restrained by the mould metal should not be restrained by the mould
material, otherwise internal stresses may develop material, otherwise internal stresses may develop
and form cracks in casting.and form cracks in casting.
–– Proper care should be taken at the design stage of Proper care should be taken at the design stage of
casting so that shrinkage can occur without casting casting so that shrinkage can occur without casting
defects. defects.
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
nn Removal, Cleaning, Finishing and InspectionRemoval, Cleaning, Finishing and Inspection
–– After the casting is removed from the mould it is After the casting is removed from the mould it is
thoroughly cleaned and the excess material usually thoroughly cleaned and the excess material usually
along the parting line and the place where the along the parting line and the place where the
molten metal was poured, is removed using a potable molten metal was poured, is removed using a potable
grinder.grinder.
–– White light inspection, pressure test, magnetic White light inspection, pressure test, magnetic
Classification of casting processesClassification of casting processes
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Open and Closed MouldOpen and Closed Mould
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
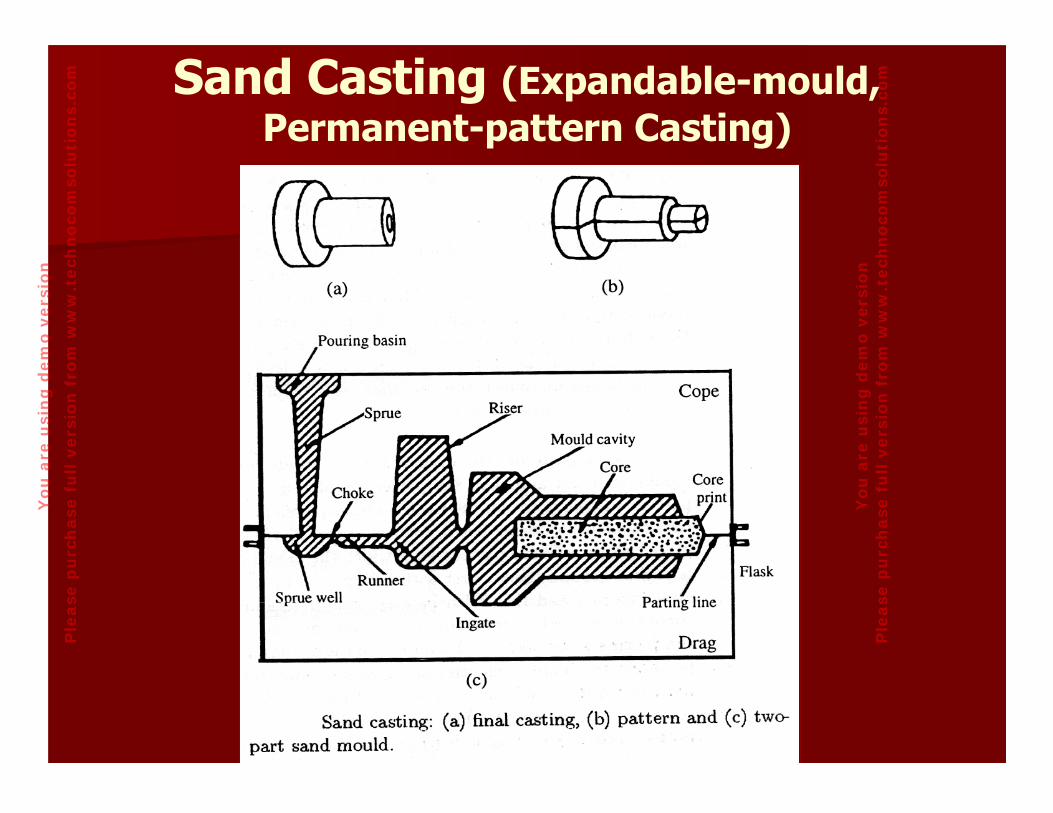
Sand Casting (Expandable-mould,
Permanent-pattern Casting)
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
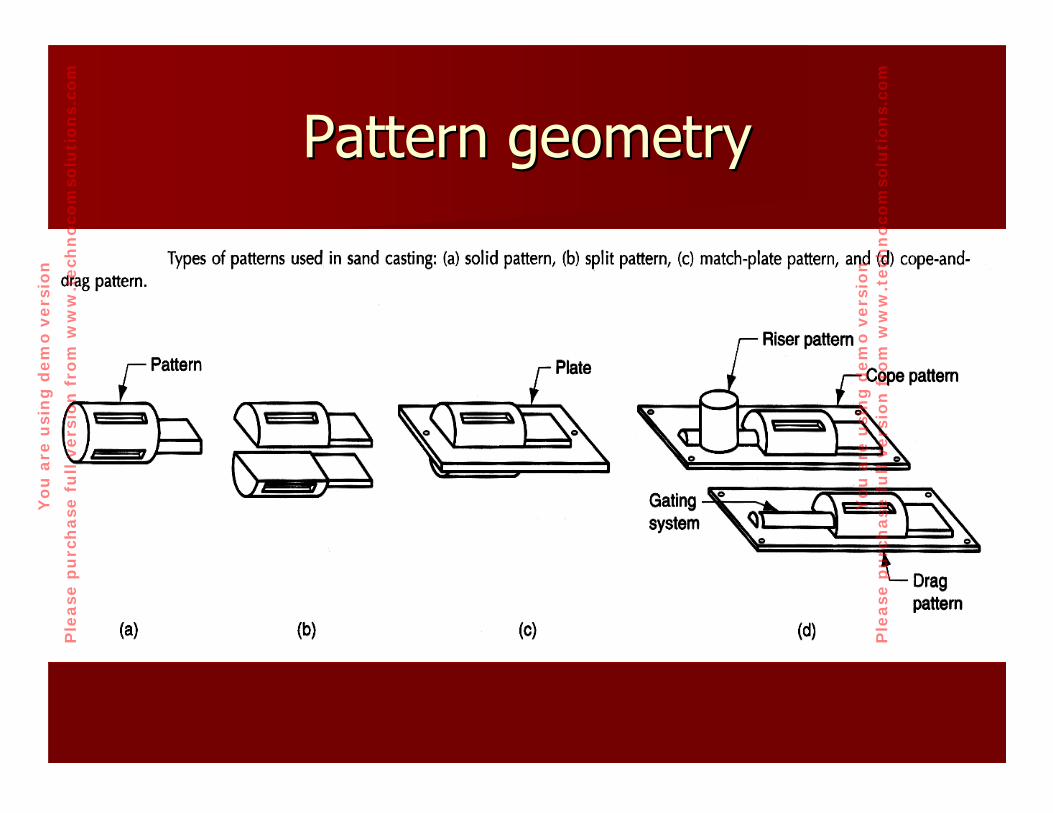
Pattern geometryPattern geometry
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Use of chaplets to avoid shifting of coresUse of chaplets to avoid shifting of cores
Possible chaplet design and casting with core
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Production steps in sand casting including Production steps in sand casting including
pattern making and mold makingpattern making and mold making
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
PatternsPatterns
nn Variety of patters are used in casting and the Variety of patters are used in casting and the choice depends on the configuration of casting choice depends on the configuration of casting and number of casting requiredand number of casting required–– SingleSingle--piece patternpiece pattern
–– Split patternSplit pattern
–– Follow board patternFollow board pattern
–– Cope and drag patternCope and drag pattern
–– Match plate patternMatch plate pattern
–– LooseLoose--piece patternpiece pattern
–– Sweep patternSweep pattern
–– Skeleton patternSkeleton pattern
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
(a)Split pattern
(b) Follow-board
(c) Match Plate
(d) Loose-piece
(e) Sweep
(f) Skeleton pattern
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Pattern allowancesPattern allowances
nn Shrinkage allowanceShrinkage allowance
nn Draft allowanceDraft allowance
nn Machining allowanceMachining allowance
nn Distortion allowanceDistortion allowance
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Moulding MaterialsMoulding Materials
Major part of Moulding material in sand casting Major part of Moulding material in sand casting areare1.1. 7070--85% silica sand (SiO85% silica sand (SiO22))
2.2. 1010--12% bonding material e.g., clay cereal etc.12% bonding material e.g., clay cereal etc.
3.3. 33--6% water6% water
Requirements of molding sand are:Requirements of molding sand are:(a)(a) RefractorinessRefractoriness
(b)(b) CohesivenessCohesiveness
(c)(c) PermeabilityPermeability
(d)(d) CollapsibilityCollapsibility
The performance of mould depends on following The performance of mould depends on following factors:factors:
(a)(a) PermeabilityPermeability
(b)(b) Green strengthGreen strength
(c)(c) Dry strengthDry strength
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Effect of moisture, grain size and shape Effect of moisture, grain size and shape
on mould qualityon mould quality
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
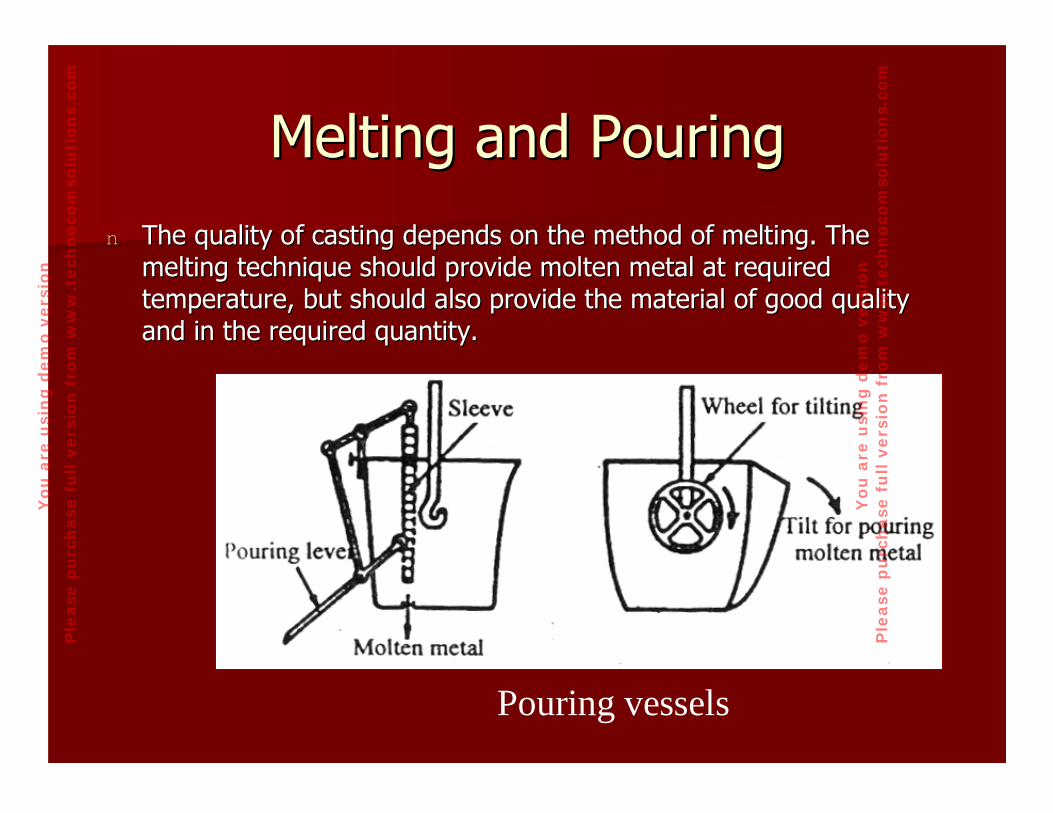
Melting and PouringMelting and Pouring
nn The quality of casting depends on the method of melting. The The quality of casting depends on the method of melting. The
melting technique should provide molten metal at required melting technique should provide molten metal at required
temperature, but should also provide the material of good qualittemperature, but should also provide the material of good quality y
and in the required quantity. and in the required quantity.
Pouring vessels
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
nn Molten metal is prevented from oxidation by covering the molten Molten metal is prevented from oxidation by covering the molten metal with metal with fluxes or by carrying out melting and pouring in vacuumfluxes or by carrying out melting and pouring in vacuum
nn Ladles which pour the molten metal from beneath the surface are Ladles which pour the molten metal from beneath the surface are usedused
nn The two main consideration during pouring are the temperature anThe two main consideration during pouring are the temperature and pouring d pouring raterate
nn Fluidity of molten metal is more at higher temperature but it reFluidity of molten metal is more at higher temperature but it results into sults into more amount of dissolved gases and high temperature also damage more amount of dissolved gases and high temperature also damage the the mould walls and results into poor surface quality of the castingmould walls and results into poor surface quality of the casting
nn To control the amount of dissolved gases low, the temperature shTo control the amount of dissolved gases low, the temperature should not ould not be in superheated rangebe in superheated range
nn In ferrous metals, the dissolved hydrogen and nitrogen are removIn ferrous metals, the dissolved hydrogen and nitrogen are removed by ed by passing CO. In nonpassing CO. In non--ferrous metals, ferrous metals, ClCl, He, or , He, or ArAr gases are used.gases are used.
nn Therefore, fluidity and gas solubility are two conflicting requiTherefore, fluidity and gas solubility are two conflicting requirements. The rements. The optimum pouring temp. is therefore decided on the basis of fluidoptimum pouring temp. is therefore decided on the basis of fluidity ity requirements.Therequirements.The temp. should be able to fill the whole cavity at the same temp. should be able to fill the whole cavity at the same time it should enter inside the voids between the sand particlestime it should enter inside the voids between the sand particles. .
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
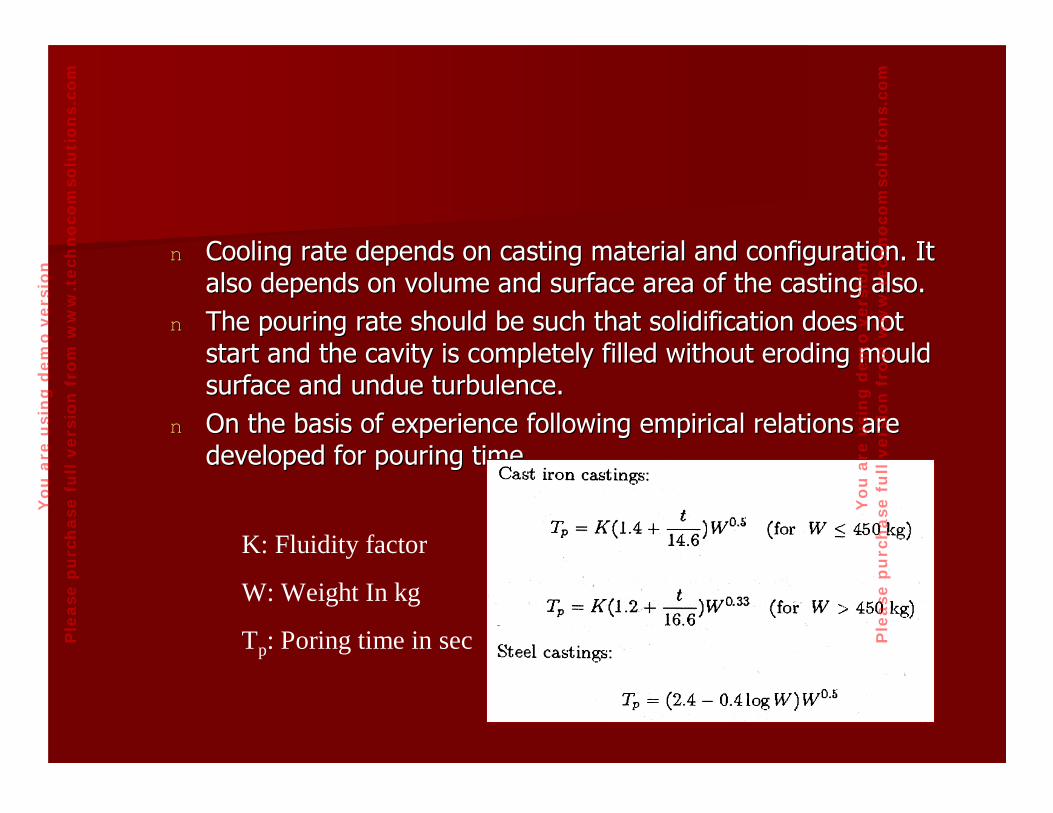
nn Cooling rate depends on casting material and configuration. It Cooling rate depends on casting material and configuration. It
also depends on volume and surface area of the casting also.also depends on volume and surface area of the casting also.
nn The pouring rate should be such that solidification does not The pouring rate should be such that solidification does not
start and the cavity is completely filled without eroding mould start and the cavity is completely filled without eroding mould
surface and undue turbulence.surface and undue turbulence.
nn On the basis of experience following empirical relations are On the basis of experience following empirical relations are
developed for pouring timedeveloped for pouring time
K: Fluidity factor
W: Weight In kg
Tp: Poring time in sec
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
The Gating SystemThe Gating System
1.1. Minimize turbulent flow so that absorption of Minimize turbulent flow so that absorption of
gases, oxidation of metal and erosion of mould gases, oxidation of metal and erosion of mould
surfaces are lesssurfaces are less
2.2. Regulate the entry of molten metal into the Regulate the entry of molten metal into the
mould cavitymould cavity
3.3. Ensure complete filling of mould cavity, andEnsure complete filling of mould cavity, and
4.4. Promote a temperature gradient within the Promote a temperature gradient within the
casting so that all sections irrespective of size casting so that all sections irrespective of size
and shape could solidify properlyand shape could solidify properly
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
The Gating SystemThe Gating System
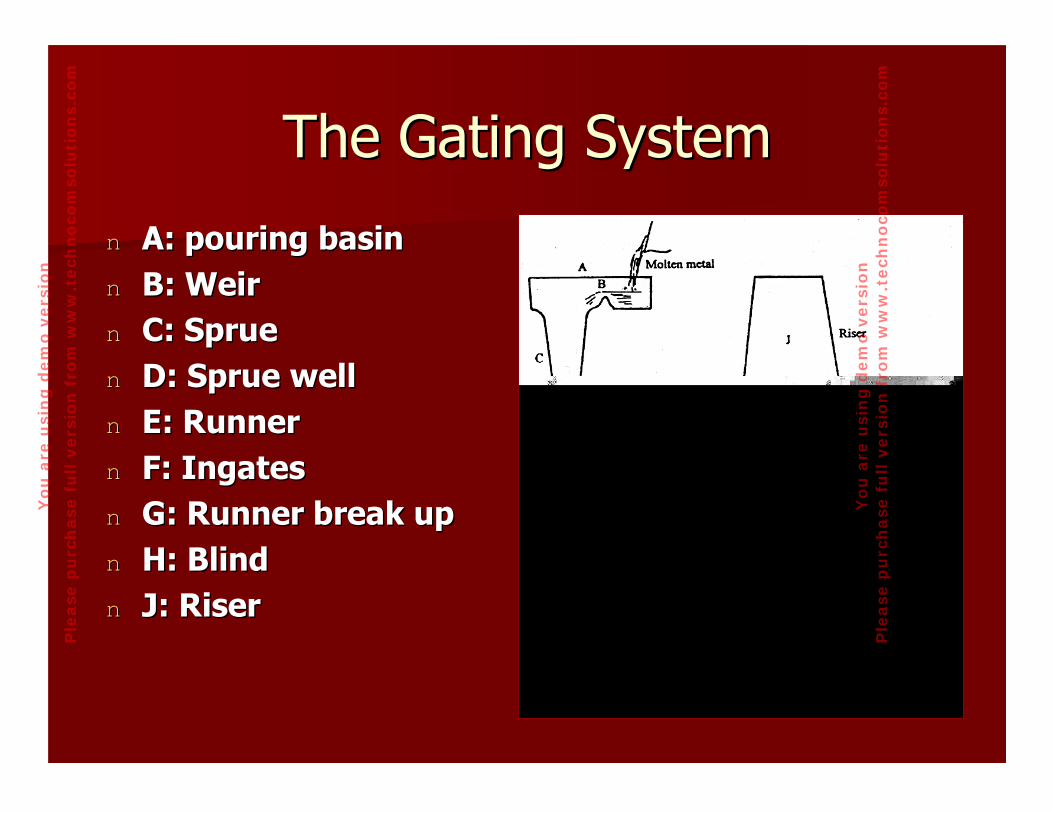
nn A: pouring basinA: pouring basin
nn B: WeirB: Weir
nn C: C: SprueSprue
nn D: D: SprueSprue wellwell
nn E: RunnerE: Runner
nn F: F: IngatesIngates
nn G: Runner break upG: Runner break up
nn H: BlindH: Blind
nn J: RiserJ: Riser
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
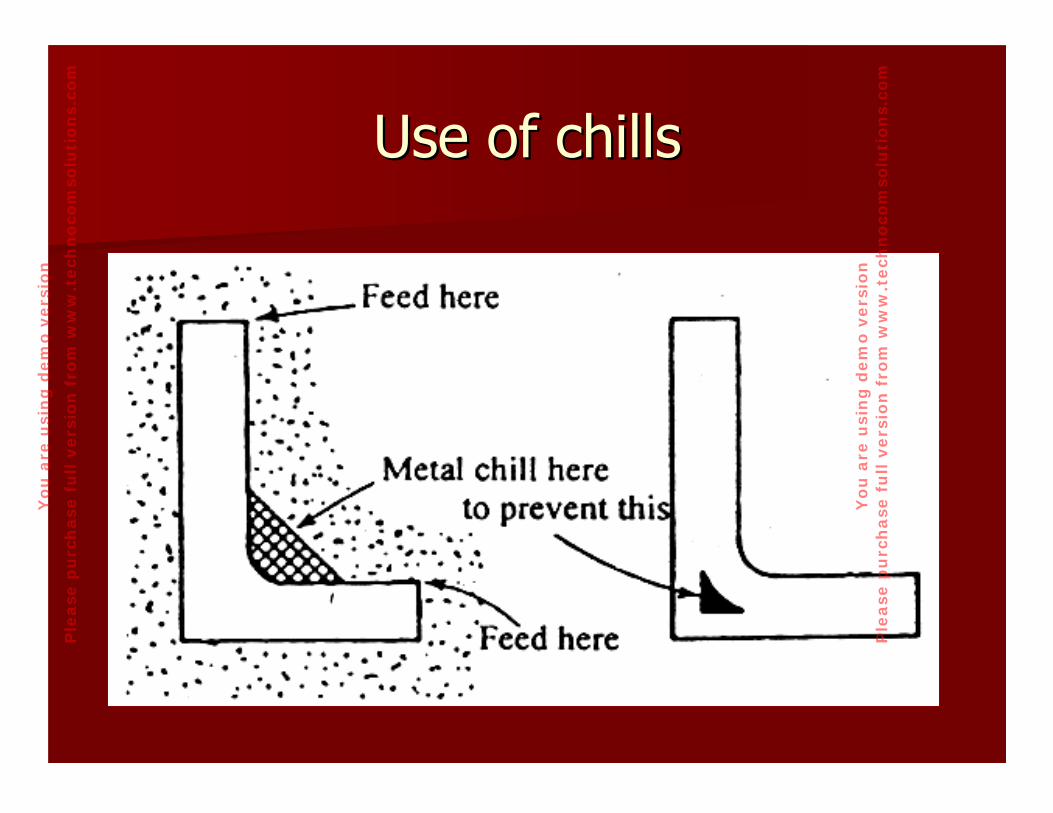
Use of chillsUse of chills
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Cooling and SolidificationCooling and Solidification
Pure metal
Alloy
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Mechanism of SolidificationMechanism of Solidification
nn Pure metals solidifies at a constant temp. equal to its Pure metals solidifies at a constant temp. equal to its freezing point, which same as its melting point.freezing point, which same as its melting point.
nn The change form liquid to solid does not occur all at The change form liquid to solid does not occur all at once. The process of solidification starts withonce. The process of solidification starts with nucleationnucleation, , the formation of stable solid particles within the liquid the formation of stable solid particles within the liquid metal. Nuclei of solid phase, generally a few hundred metal. Nuclei of solid phase, generally a few hundred atom in size, start appearing at a temperature below the atom in size, start appearing at a temperature below the freezing temperature. The temp. around this goes down freezing temperature. The temp. around this goes down and is called and is called supercoolingsupercooling or or undercoolingundercooling. In pure . In pure metals metals supercoolingsupercooling is around 20% of the freezing temp. is around 20% of the freezing temp.
nn A nuclease, more than a certain critical size grows, and A nuclease, more than a certain critical size grows, and causes solidification.causes solidification.
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
nn By adding, certain foreign materials (nucleating agents) the By adding, certain foreign materials (nucleating agents) the
undercoolingundercooling temp. is reduced which causes enhanced temp. is reduced which causes enhanced
nucleation. nucleation.
nn In case of pure metals fine In case of pure metals fine equiequi--axed grains are formed near axed grains are formed near
the wall of the mold and columnar grain growth takes place the wall of the mold and columnar grain growth takes place
uptoupto the centre of the ingot.the centre of the ingot.
nn In typical solidIn typical solid--solution alloy, the columnar grains do not solution alloy, the columnar grains do not
extend extend uptoupto the center of casting but are interrupted by an the center of casting but are interrupted by an
inner zone of inner zone of equiaxedequiaxed grainesgraines..
nn My adding typical nucleating agents like sodium, magnesium or My adding typical nucleating agents like sodium, magnesium or
bismuth the inner zone of bismuth the inner zone of equiaxedequiaxed grained can be extended in grained can be extended in
whole casting.whole casting.
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Crystal structure in CastingsCrystal structure in CastingsY
ou
are
usi
ng
dem
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Dendrite formationDendrite formation
nn In alloys, such as FeIn alloys, such as Fe--C, freezing and C, freezing and solidificaionsolidificaion occurs occurs overaovera
wide range of temp. There is no fine line of demarcation exists wide range of temp. There is no fine line of demarcation exists
between the solid and liquid metal. between the solid and liquid metal.
nn Here, ‘start of freezing’ implies that grain formation while Here, ‘start of freezing’ implies that grain formation while
progressing towards the center does not solidify the metal progressing towards the center does not solidify the metal
completely but leaves behind the islands of liquid metals in completely but leaves behind the islands of liquid metals in
between grains which freeze later and there is multidirectional between grains which freeze later and there is multidirectional
tree like growth. tree like growth.
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Solidification TimeSolidification Time
nn Once the material cools down to freezing Once the material cools down to freezing
temperature, the solidification process for the temperature, the solidification process for the
pure metals does not require a decrease in pure metals does not require a decrease in
temperature and a plateau is obtained in the temperature and a plateau is obtained in the
cooling curves, called cooling curves, called thermal arrestthermal arrest. The . The
solidification time is total time required for the solidification time is total time required for the
liquid metal to solidify.liquid metal to solidify.
nn Solidification time has been found to be directly Solidification time has been found to be directly
proportional to volume and inversely proportional to volume and inversely
proportional to surface area.proportional to surface area.
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Location of Risers and Open and Location of Risers and Open and
Closed RisersClosed Risers
•Top riser has the advantage of additional pressure head and smaller feeding distance over the side riser.
•Blind risers are generally bigger in size because of additional area of heat conduction.
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Why Riser?Why Riser?
nn The shrinkage occurs in three stages,The shrinkage occurs in three stages,
1.1.When temperature of liquid metal drops from pouring When temperature of liquid metal drops from pouring to zero temperatureto zero temperature
2.2.When the metal changes from liquid to solid state, When the metal changes from liquid to solid state, andand
3.3.When the temperature of solid phase drops from When the temperature of solid phase drops from freezing to room temperaturefreezing to room temperature
nn The shrinkage for stage 3 is compensated by providing The shrinkage for stage 3 is compensated by providing shrinkage allowance on pattern, while the shrinkage shrinkage allowance on pattern, while the shrinkage during stages 1 and 2 are compensated by providing during stages 1 and 2 are compensated by providing risers.risers.
nn The riser should solidify in the last otherwise liquid The riser should solidify in the last otherwise liquid metal will start flowing from casting to riser. It should metal will start flowing from casting to riser. It should promote directional solidification. The shape, size and promote directional solidification. The shape, size and location of the risers are important considerations in location of the risers are important considerations in casting designcasting design
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Cleaning and FinishingCleaning and Finishing1. Casting is taken out of the mould by shaking and the
Moulding sand is recycled often with suitable additions.
2. The remaining sand, some of which may be embedded in the casting, is removed by means of Shot blasting.
3. The excess material in the form of sprue, runners, gates etc., along with the flashes formed due to flow of molten metal into the gaps is broken manuaaly in case of brittle casting or removed by sawing and grinding in case of ductile grinding.
4. The entire casting is then cleaned by either shot blasting or chemical pickling.
5. Sometimes castings are heat treated to achieve better mechanical properties.
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Casting DefectsCasting Defects
nnDefects may occur due to one or more of Defects may occur due to one or more of the following reasons:the following reasons:–– Fault in design of casting patternFault in design of casting pattern
–– Fault in design on mold and coreFault in design on mold and core
–– Fault in design of gating system and riserFault in design of gating system and riser
–– Improper choice of moulding sandImproper choice of moulding sand
–– Improper metal compositionImproper metal composition
–– Inadequate melting temperature and rate of Inadequate melting temperature and rate of pouringpouring
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Classification of casting defectsClassification of casting defects
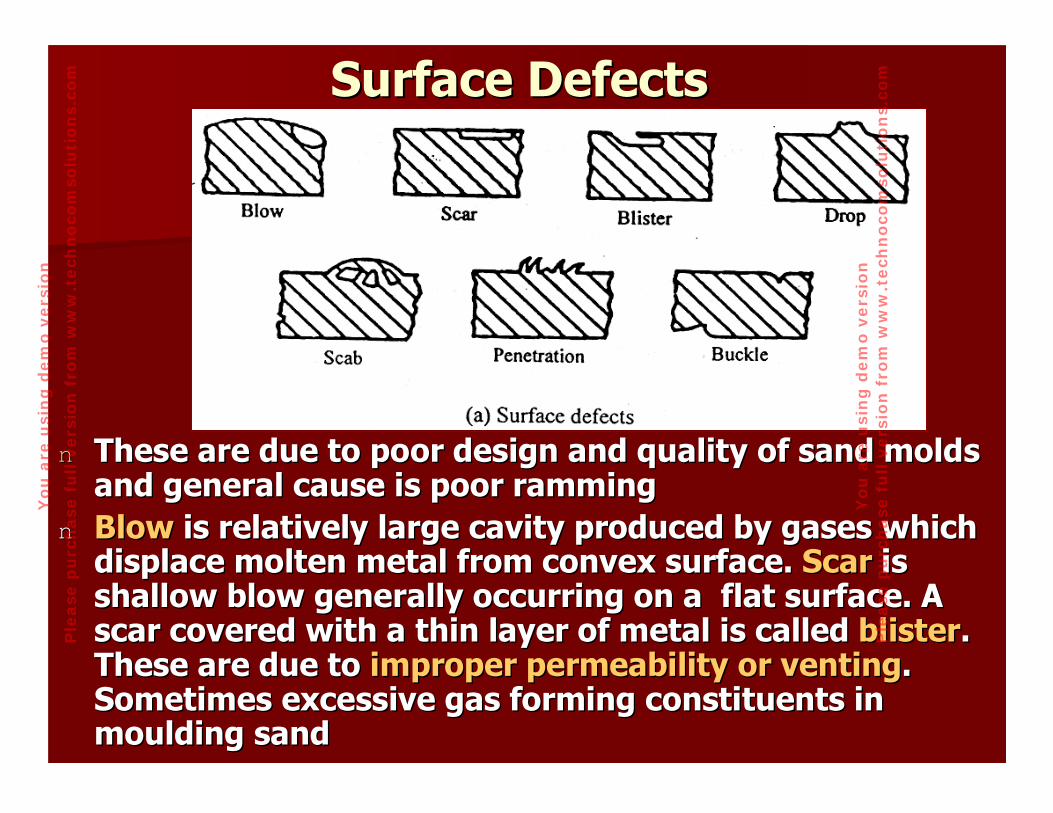
nn These are due to poor design and quality of sand molds These are due to poor design and quality of sand molds and general cause is poor rammingand general cause is poor ramming
nn Blow Blow is relatively large cavity produced by gases which is relatively large cavity produced by gases which displace molten metal from convex surface. displace molten metal from convex surface. ScarScar is is shallow blow generally occurring on a flat surface. A shallow blow generally occurring on a flat surface. A scar covered with a thin layer of metal is called scar covered with a thin layer of metal is called blisterblister. . These are due to These are due to improper permeability or ventingimproper permeability or venting. . Sometimes excessive gas forming constituents in Sometimes excessive gas forming constituents in moulding sandmoulding sand
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
nn DropDrop is an irregularlyis an irregularly--shaped projection on the cope surface shaped projection on the cope surface caused by dropping of sand. caused by dropping of sand.
nn A A scabscab when an up heaved sand gets separated from the when an up heaved sand gets separated from the mould surface and the molten metal flows between the mould surface and the molten metal flows between the displaced sand and the mold. displaced sand and the mold.
nn PenetrationPenetration occurs when the molten metal flows between the occurs when the molten metal flows between the sand particles in the mould. These defects are due to sand particles in the mould. These defects are due to inadequate strength of the moldinadequate strength of the mold and high temperature of the and high temperature of the molten metal adds on it.molten metal adds on it.
nn BuckleBuckle is a is a veevee--shaped depression on the surface of a flat shaped depression on the surface of a flat casting caused by expansion of a thin layer of sand at the casting caused by expansion of a thin layer of sand at the mould face. A proper amount of volatile additives in moulding mould face. A proper amount of volatile additives in moulding material could eliminate this defect by providing room for material could eliminate this defect by providing room for expansion. expansion.
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Internal DefectsInternal Defects
nn The internal defects found in the castings are mainly due to The internal defects found in the castings are mainly due to trapped gases and dirty metaltrapped gases and dirty metal. Gases get trapped due to hard . Gases get trapped due to hard ramming or improper venting. These defects also occur when ramming or improper venting. These defects also occur when excessive moisture or excessive gas forming materials are excessive moisture or excessive gas forming materials are used for mould making.used for mould making.
nn Blow holesBlow holes are large spherical shaped gas bubbles, while are large spherical shaped gas bubbles, while porosityporosity indicates a large number of uniformly distributed tiny indicates a large number of uniformly distributed tiny holes. holes. Pin holesPin holes are tiny blow holes appearing just below the are tiny blow holes appearing just below the casting surface.casting surface.
nn InclusionsInclusions are the nonare the non--metallic particles in the metal matrix, metallic particles in the metal matrix, Lighter impurities appearing the casting surface are Lighter impurities appearing the casting surface are drossdross..
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Visible DefectsVisible Defects
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
nn Insufficient mould strength, insufficient metal, low pouring Insufficient mould strength, insufficient metal, low pouring temperature, and bad design of casting are some of the temperature, and bad design of casting are some of the common causes.common causes.
nn WashWash is a low projection near the gate caused by erosion of is a low projection near the gate caused by erosion of sand by the flowing metal. sand by the flowing metal. Rat tailRat tail is a long, shallow, angular is a long, shallow, angular depression caused by expansion of the sand. depression caused by expansion of the sand. SwellSwell is the is the deformation of vertical mould surface due to hydrostatic deformation of vertical mould surface due to hydrostatic pressure caused by moisture in the sand.pressure caused by moisture in the sand.
nn MisrunMisrun and cold shut are caused by insufficient superheat and cold shut are caused by insufficient superheat provided to the liquid metal.provided to the liquid metal.
nn Hot tearHot tear is the crack in the casting caused by high residual is the crack in the casting caused by high residual stresses.stresses.
nn ShrinkageShrinkage is essentially solidification contraction and occurs due is essentially solidification contraction and occurs due to improper use of Riser.to improper use of Riser.
nn ShiftShift is due to misalignment of two parts of the mould or is due to misalignment of two parts of the mould or incorrect core location.incorrect core location.
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
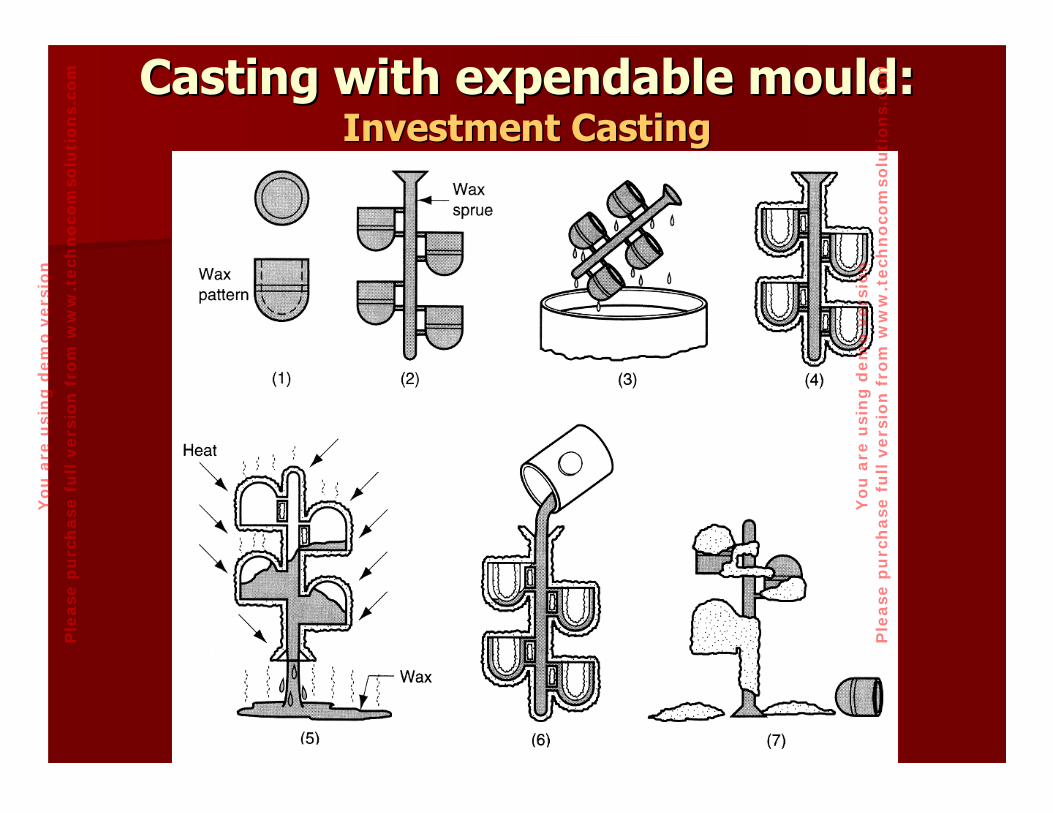
Casting with expendable mould:Casting with expendable mould:Investment CastingInvestment Casting
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Advantages and LimitationsAdvantages and Limitations
nn Parts of greater complexity and intricacy can be Parts of greater complexity and intricacy can be castcast
nn Close dimensional control Close dimensional control ±±0.075mm0.075mm
nn Good surface finishGood surface finish
nn The lost wax can be reusedThe lost wax can be reused
nn Additional machining is not required in normal Additional machining is not required in normal coursecourse
nn Preferred for casting weight less than 5 kg, Preferred for casting weight less than 5 kg, maximum dimension less than 300 mm, maximum dimension less than 300 mm, Thickness is usually restricted to 15mmThickness is usually restricted to 15mm
nn Al, Cu, Ni, Carbon and alloy steels, tool steels Al, Cu, Ni, Carbon and alloy steels, tool steels etc. are the common materialsetc. are the common materials
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Shell Molding Shell Molding Casting process in which the mold is a Casting process in which the mold is a thin shell of sand held together by thin shell of sand held together by thermosetting resin binderthermosetting resin binder
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Shell MoldingShell Molding
Figure 11.5 Steps in shellFigure 11.5 Steps in shell--molding: (2) box is molding: (2) box is
inverted so that sand and resin fall onto the hot inverted so that sand and resin fall onto the hot
pattern, causing a layer of the mixture to pattern, causing a layer of the mixture to
partially cure on the surface to form a hard partially cure on the surface to form a hard
shell; (3) box is repositioned so that loose shell; (3) box is repositioned so that loose
uncured particles drop away; uncured particles drop away;
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Shell MoldingShell Molding
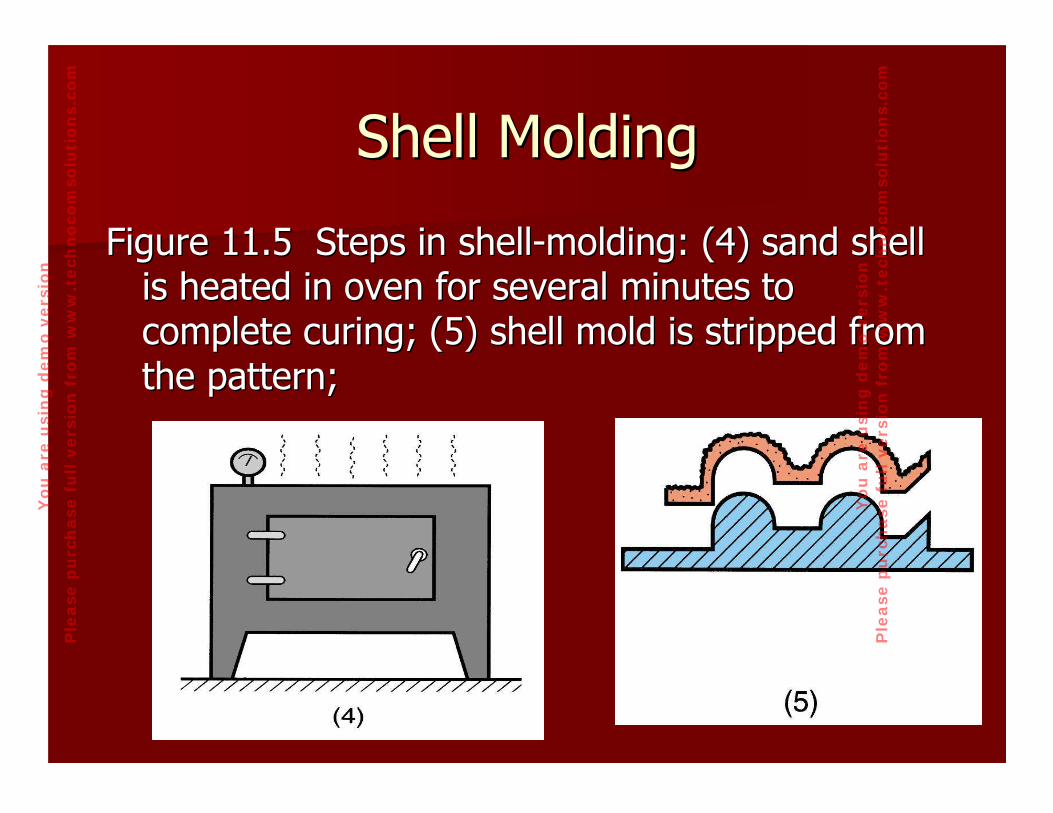
Figure 11.5 Steps in shellFigure 11.5 Steps in shell--molding: (4) sand shell molding: (4) sand shell
is heated in oven for several minutes to is heated in oven for several minutes to
complete curing; (5) shell mold is stripped from complete curing; (5) shell mold is stripped from
the pattern; the pattern;
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Shell MoldingShell Molding
Figure 11.5 Steps in shellFigure 11.5 Steps in shell--molding: (6) two halves of the shell mold molding: (6) two halves of the shell mold are assembled, supported by sand or metal shot in a box, and are assembled, supported by sand or metal shot in a box, and pouring is accomplished; (7) the finished casting with pouring is accomplished; (7) the finished casting with spruesprueremoved.removed.
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Advantages and DisadvantagesAdvantages and Disadvantages
nn Advantages of shell molding:Advantages of shell molding:
of molten metal and better surface finish of molten metal and better surface finish
–– Good dimensional accuracy Good dimensional accuracy -- machining machining
often not requiredoften not required
–– Mold collapsibility minimizes cracks in Mold collapsibility minimizes cracks in
casting casting
–– Can be mechanized for mass productionCan be mechanized for mass production
nn Disadvantages:Disadvantages:
–– More expensive metal pattern More expensive metal pattern
–– Difficult to justify for small quantitiesDifficult to justify for small quantities
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
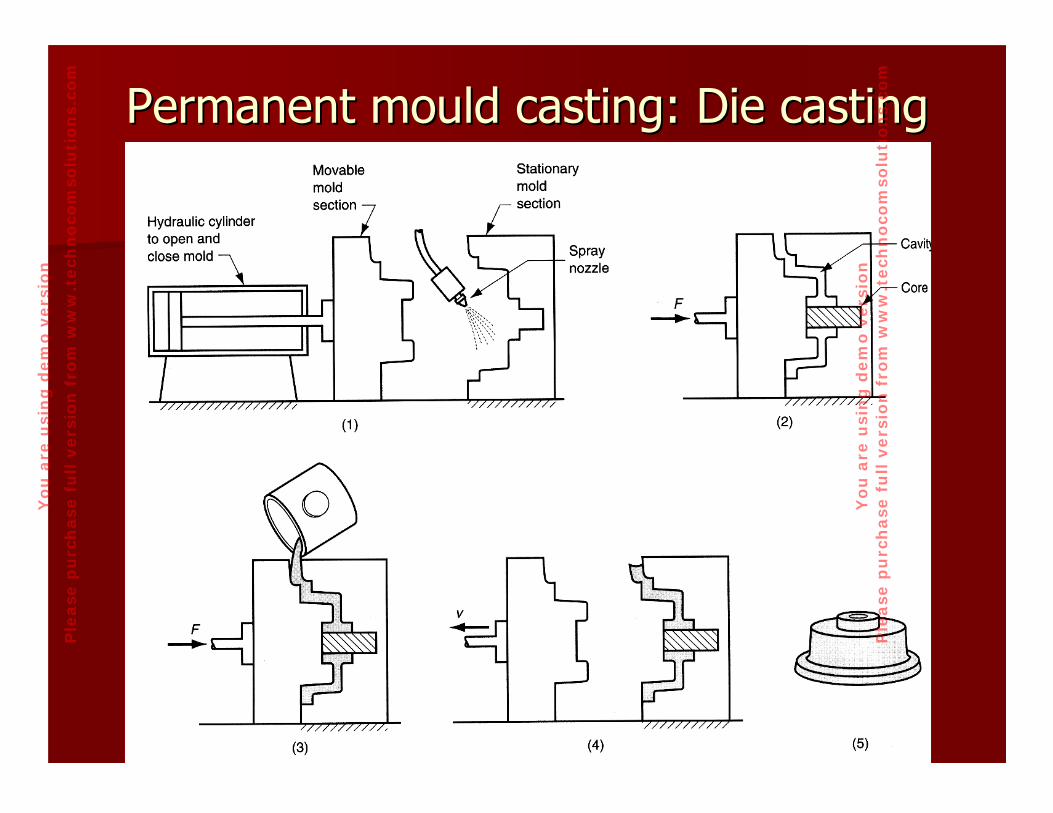
Permanent mould casting: Die castingPermanent mould casting: Die casting
Graphite+oil
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
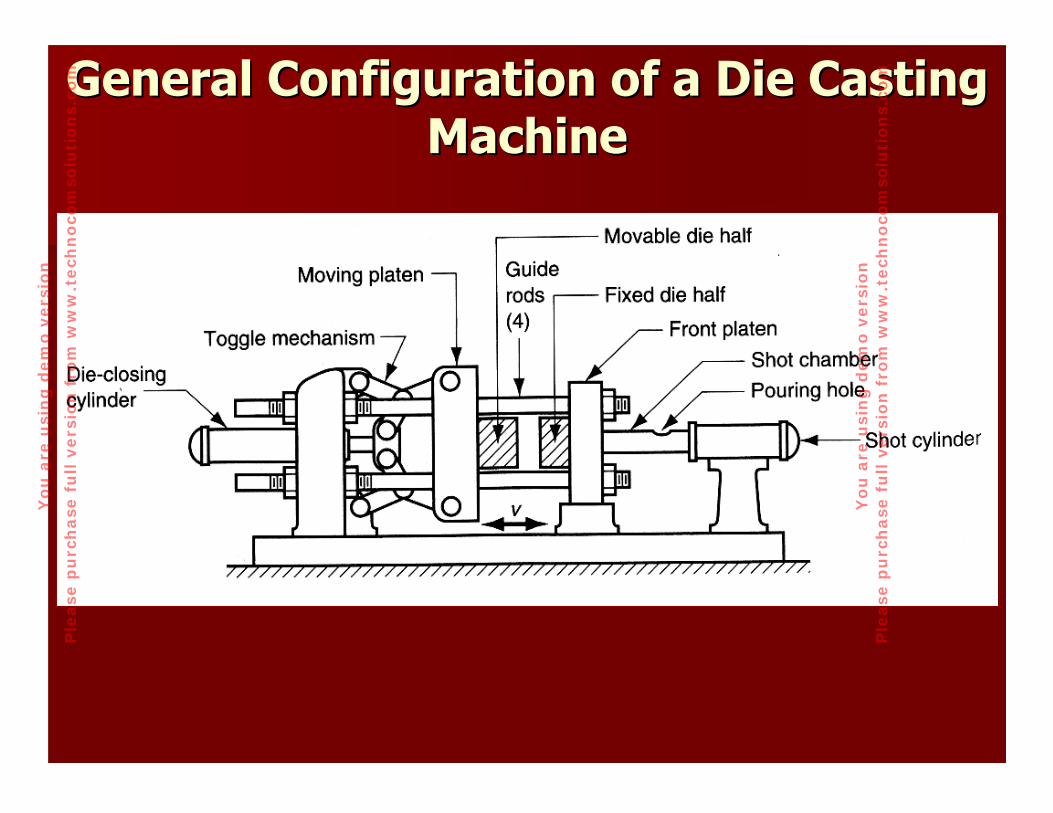
General Configuration of a Die Casting General Configuration of a Die Casting
MachineMachine
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
nn In Die casting the molten metal is forced to In Die casting the molten metal is forced to flow into a permanent metallic mold under flow into a permanent metallic mold under moderate to high pressures, and held under moderate to high pressures, and held under pressure during solidificationpressure during solidification
nn This high pressure forces the metal into This high pressure forces the metal into intricate details, produces smooth surface and intricate details, produces smooth surface and excellent dimensional accuracyexcellent dimensional accuracy
nn High pressure causes turbulence and air High pressure causes turbulence and air entrapment. In order to minimize this larger entrapment. In order to minimize this larger ingatesingates are used and in the beginning pressure are used and in the beginning pressure is kept low and is increased gradually is kept low and is increased gradually
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Cycle in Hot Chamber CastingY
ou
are
usi
ng
dem
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Cycle in Cold Chamber CastingCycle in Cold Chamber Casting
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
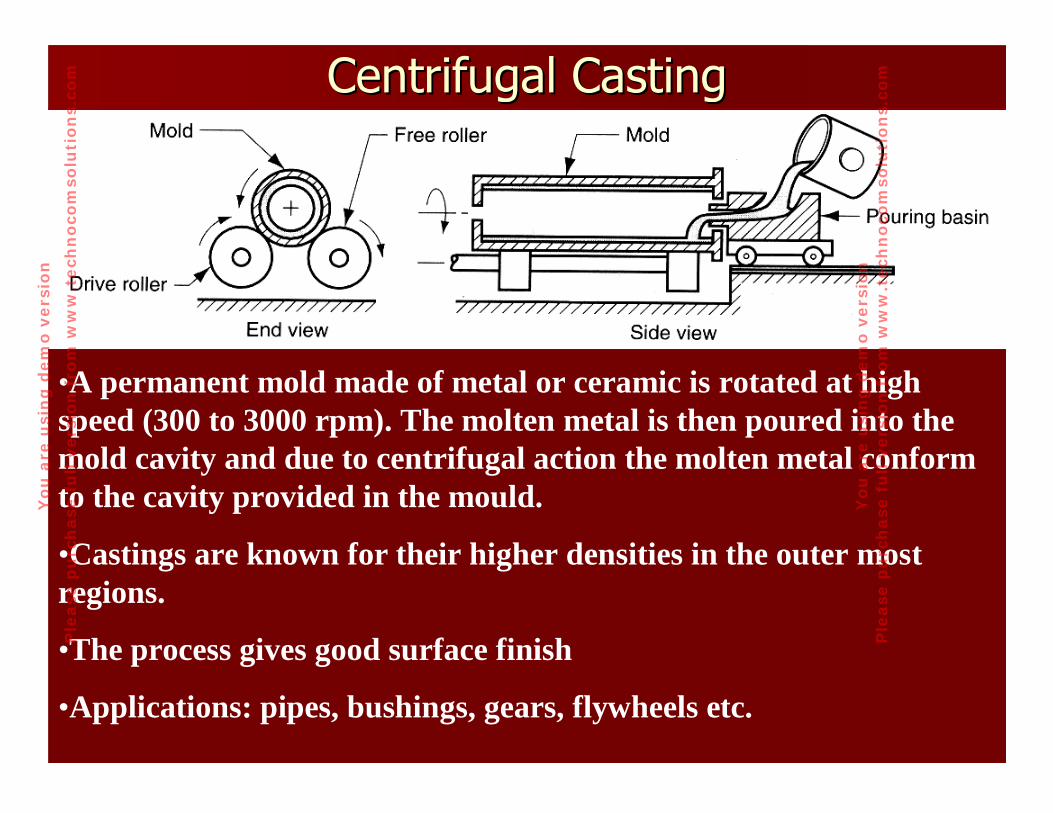
Centrifugal CastingCentrifugal Casting
•A permanent mold made of metal or ceramic is rotated at high speed (300 to 3000 rpm). The molten metal is then poured into the mold cavity and due to centrifugal action the molten metal conform to the cavity provided in the mould.
•Castings are known for their higher densities in the outer most regions.
•The process gives good surface finish
•Applications: pipes, bushings, gears, flywheels etc.
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Semicentrifugal CastingSemicentrifugal Casting
Centrifugal force is used to produce solid castings Centrifugal force is used to produce solid castings
rather than tubular parts rather than tubular parts
nn Molds are designed with risers at center to Molds are designed with risers at center to
supply feed metal supply feed metal
nn Density of metal in final casting is greater in Density of metal in final casting is greater in
outer sections than at center of rotation outer sections than at center of rotation
nn Often used on parts in which center of casting is Often used on parts in which center of casting is
machined away, thus eliminating the portion machined away, thus eliminating the portion
where quality is lowest where quality is lowest
nn Examples: wheels and pulleysExamples: wheels and pulleys
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Semicentrifugal CastingSemicentrifugal Casting
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Centrifuge CastingCentrifuge Casting
Mold is designed with part cavities located Mold is designed with part cavities located
away from axis of rotation, so that molten away from axis of rotation, so that molten
metal poured into mold is distributed to metal poured into mold is distributed to
these cavities by centrifugal force these cavities by centrifugal force
nn Used for smaller parts Used for smaller parts
nn Radial symmetry of part is not required as Radial symmetry of part is not required as
in other centrifugal casting methods in other centrifugal casting methods
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Centrifuge CastingCentrifuge Casting
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
Yo
u a
re u
sin
g d
em
o v
ers
ion
Ple
ase
pu
rch
ase
fu
ll v
ers
ion
fro
m w
ww
.tech
no
com
solu
tio
ns.
com
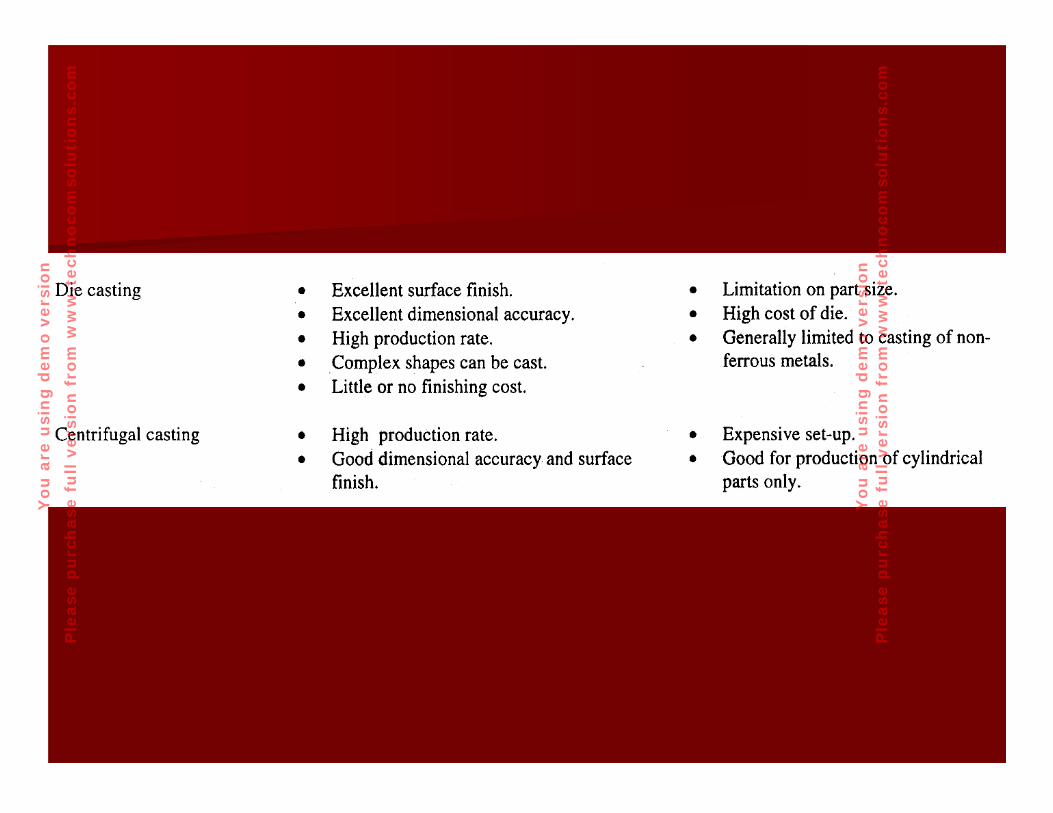
Comparison of Casting ProcessesComparison of Casting Processes