Page 1
Mechanical Design and Fabrication of a 12 DOF Orthotic Lower Limb
Exoskeleton and Force Sensing Foot
Caleb Benjamin Goodson
Thesis submitted to the faculty of the Virginia Polytechnic Institute and State University in
partial fulfillment of the requirements for the degree of
Master of Science
in
Mechanical Engineering
Alan T. Asbeck, Chair
Alexander Leonessa, Co-Chair
Robert L. West
23 September 2020
Blacksburg, VA
Keywords: Exoskeleton, Mechanical Fabrication, Sensor Design, Finite Element Analysis
© 2020, Caleb B. Goodson
Page 2
Mechanical Design and Fabrication of a 12 DOF Orthotic Lower Limb
Exoskeleton and Force Sensing Foot
Caleb Benjamin Goodson
Abstract
This thesis details several modifications to the mechanical design of the Orthotic Lower Limb
Exoskeleton (OLL-E) that improve upon the functionality and manufacturability of parts and their
assemblies. The changes made to these designs maintain or improve the factor of safety against
yield and fatigue failure as compared to the original designs. Design changes are verified by FEA
simulations and hand calculations. The changes included in this thesis also allowed parts that were
previously difficult or impossible to manufacture using traditional methods to be made in house
or outsourced to another machine shop. In addition to the mechanical design changes, this thesis
also details the design and implementation of a six axis force-torque sensor built into the foot of
OLL-E. The purpose of this sensor is to provide feedback to the central control system and allow
OLL-E to be self-balancing. This foot sensor design is calibrated and initial results are discussed
and shown to be favorable.
Page 3
Mechanical Design and Fabrication of a 12 DOF Orthotic Lower Limb
Exoskeleton and Force Sensing Foot
Caleb Benjamin Goodson
General Audience Abstract
Recent developments in the fields of robotics and exoskeleton design have increased their
feasibility for use in medical rehabilitation and mobility enhancement for persons with limited
mobility. The Orthotic Lower Limb Exoskeleton (OLL-E) is an exoskeleton specifically designed
for enhancing mobility by allowing users with lower limb disabilities such as spinal cord injuries
or paraplegia to walk. The research detailed in this thesis explains the design and manufacturing
processes used to make OLL-E as well as providing design details for a force sensor built into the
exoskeleton foot. Before manufacturing could take place some parts needed to be redesigned and
this thesis provides insight into the reasons for these changes. After the manufacturing and design
process was completed the OLL-E was assembled and the project can now move forward with
physical testing.
Page 4
iv
Acknowledgments
The work described in this thesis would not have been possible without the support of Dr. Alan
Asbeck, my committee chair. Throughout the design and fabrication process he has contributed
significantly to the progress of this project through his feedback on design ideas and help
navigating the degree process in general. Thank you for providing me with this exciting
opportunity and supporting me along the way. I would also like to thank Dr. Alex Leonessa and
his support of my use of TREC lab equipment and resources which allowed this project to continue.
I extend thanks also to Chris Keesee and Kyle Quach for their invaluable assistance with the
manufacturing process and their contributions to the design process. Thank you Bo Pang for
assisting me with the programming process and manufacturing the water cooling system.
I would like to thank Tim Pote, Taylor Pesek. Though they were not involved directly with this
project they taught me how to use the CNC machine and several other pieces of equipment, without
which I would not have been able to complete this project.
Lastly, I would like to thank my wife Abigail for her patient support and invaluable advice during
this process.
This work was funded by the National Science Foundation grant # 1525972.
Page 5
v
Table of Contents
Abstract ........................................................................................................................................... ii
Acknowledgments.......................................................................................................................... iv
Table of Contents ............................................................................................................................ v
List of Figures ............................................................................................................................... vii
List of Tables ................................................................................................................................. ix
List of Acronyms ............................................................................................................................ x
1. Introduction ............................................................................................................................. 1
1.1. Motivation ................................................................................................................................ 2
1.2. Summary of Previous Work..................................................................................................... 4
1.3. Thesis Organization ................................................................................................................. 5
2. Design Requirements ............................................................................................................... 6
2.1. Manufacturing Requirements ................................................................................................... 7
3. Mechanical Redesign ............................................................................................................... 9
3.1. Eliminating Interference in the Hip Yaw Joint ........................................................................ 9
3.1.1. Joint Design ........................................................................................................................ 14
3.1.2. Finite Element Analysis ...................................................................................................... 19
3.1.4. Hip Yaw Actuator Trunnion Modification ......................................................................... 25
3.1.5. Knee Joint and Upper Leg Modifications ........................................................................... 27
4. Foot Sensor Design and Testing ............................................................................................ 34
4.1 Foot Sensor Mechanical Design ............................................................................................. 35
4.1.2 Mechanical Design............................................................................................................... 36
4.1.3 Finite Element Analysis of Foot Sensor .............................................................................. 37
4.1.4. Gauge Placement Method ................................................................................................... 42
4.2. Electrical Design .................................................................................................................... 45
4.2.1. Electrical Component Selection .......................................................................................... 46
4.2.2. Offset Tuning Circuit Schematic and PCB Layout Design ................................................ 48
4.3. Testing and Results ................................................................................................................ 52
5. Conclusion ............................................................................................................................. 57
5.1. Recommendations .................................................................................................................. 57
5.2. Future Work ........................................................................................................................... 58
Page 6
vi
References ..................................................................................................................................... 60
Appendix A: Coordinate System for the Foot Sensor .................................................................. 64
Appendix B: Foot Sensor Calibration Results .............................................................................. 65
Page 7
vii
List of Figures
Figure 1.1: HANK exoskeleton (left) [5]. Phoenix exoskeleton (right) [11].................................. 2
Figure 1.2: OLL-E complete assembly CAD model .................................................................... 10
Figure 3.1: Hip yaw joint interference—neutral position ............................................................. 11
Figure 3.2: Hip yaw joint interference—lateral rotation by 25 degrees ....................................... 11
Figure 3.3: Housing hip yaw rev 2 isometric view ....................................................................... 12
Figure 3.4: Housing hip yaw rev3 isometric view ........................................................................ 12
Figure 3.5: Hip yaw housing assembly exploded view ................................................................ 13
Figure 3.6: Hip yaw housing assembly bolt pattern ..................................................................... 14
Figure 3.7: Bolted joint vertical section view ............................................................................... 18
Figure 3.8: Hip yaw housing assembly constraints in Abaqus CAE ............................................ 19
Figure 3.9: Hip yaw housing assembly boundary condition and bolt preload in Abaqus CAE ... 20
Figure 3.10: Hip yaw housing assembly contact surface interaction............................................ 21
Figure 3.11: Hip yaw housing inside von Mises stress results (finest mesh) ............................... 22
Figure 3.12: Hip yaw housing bolt pattern von Mises stress results (finest mesh) ...................... 23
Figure 3.13: Hip yaw housing outside von Mises stress results (finest mesh) ............................. 24
Figure 3.14: Hip yaw actuator trunnion rev1 (left) and rev3 (right) ............................................. 25
Figure 3.15: Hip yaw actuator trunnion rev 1 range of motion from 24° of external rotation to
40° of internal rotation. ................................................................................................................. 26
Figure 3.16: Hip yaw actuator trunnion rev 3 range of motion from 40° of external rotation to
24° of internal rotation. ................................................................................................................. 27
Figure 3.17: Thrust tube cap knee interference ............................................................................ 27
Figure 3.18: Kinematic model of a 1 DOF joint [14] ................................................................... 28
Figure 3.19: Kinematic model of the knee joint [14] .................................................................... 28
Figure 3.20: Knee V3 joint geometry (left); knee V4 joint geometry (right) ............................... 29
Figure 3.21: Graph of joint torque and velocity vs output angle for original configuration ....... 30
Figure 3.22: Graph of joint torque and velocity vs output angle for improved configuration ..... 30
Figure 3.23: Ballscrew tube cap rev2 (left); ballscrew tube cap rev1 (right) ............................... 31
Figure 3.24: OLL-E assembled exoskeleton supported by a gantry ............................................. 32
Figure 3.25: OLL-E assembled exoskeleton side view ................................................................ 33
Figure 4.1: Foot sensor assembly exploded view ......................................................................... 35
Page 8
viii
Figure 4.2: Foot sensor distributed load model approximation .................................................... 36
Figure 4.3: Abaqus foot sensor assembly bolt tie constraints ....................................................... 38
Figure 4.4: Abaqus foot sensor assembly surface constraints ...................................................... 38
Figure 4.5: Abaqus Foot sensor assembly boundary conditions and loads .................................. 39
Figure 4.6 Abaqus foot sensor assembly FEA results von Mises stress (finest mesh) ................. 39
Figure 4.7: Post 1 von Mises stress element size: 1.17 ................................................................. 40
Figure 4.8: Post 3 von Mises stress close up of artificial stress concentrations due to incompatible
meshing ......................................................................................................................................... 41
Figure 4.9 Post 1 von Mises stress element size: 0.78 (finest mesh) ............................................ 41
Figure 4.10: Strain gauge under shear loading 45° placement ..................................................... 42
Figure 4.11: Strain gauge under shear loading parallel placement ............................................... 42
Figure 4.12: Foot sensor strain gauge wire attachment close up .................................................. 44
Figure 4.13 Foot sensor wire routing method ............................................................................... 44
Figure 4.14: Typical Wheatstone bridge circuit diagram ............................................................. 45
Figure 4.15: Tiva C TM4C123GXL microcontroller (left), INA125 instrument amplifier diagram
(right) ............................................................................................................................................ 46
Figure 4.16: EK EK-03-125TR-10C strain gauge diagram [40] .................................................. 47
Figure 4.17: Bode Diagram of 3rd order RC filter used in the offset tuning circuit .................... 50
Figure 4.18: The circuit schematic for a single amplifier, filter, and Wheatstone bridge used in
the offset tuning circuit. ................................................................................................................ 50
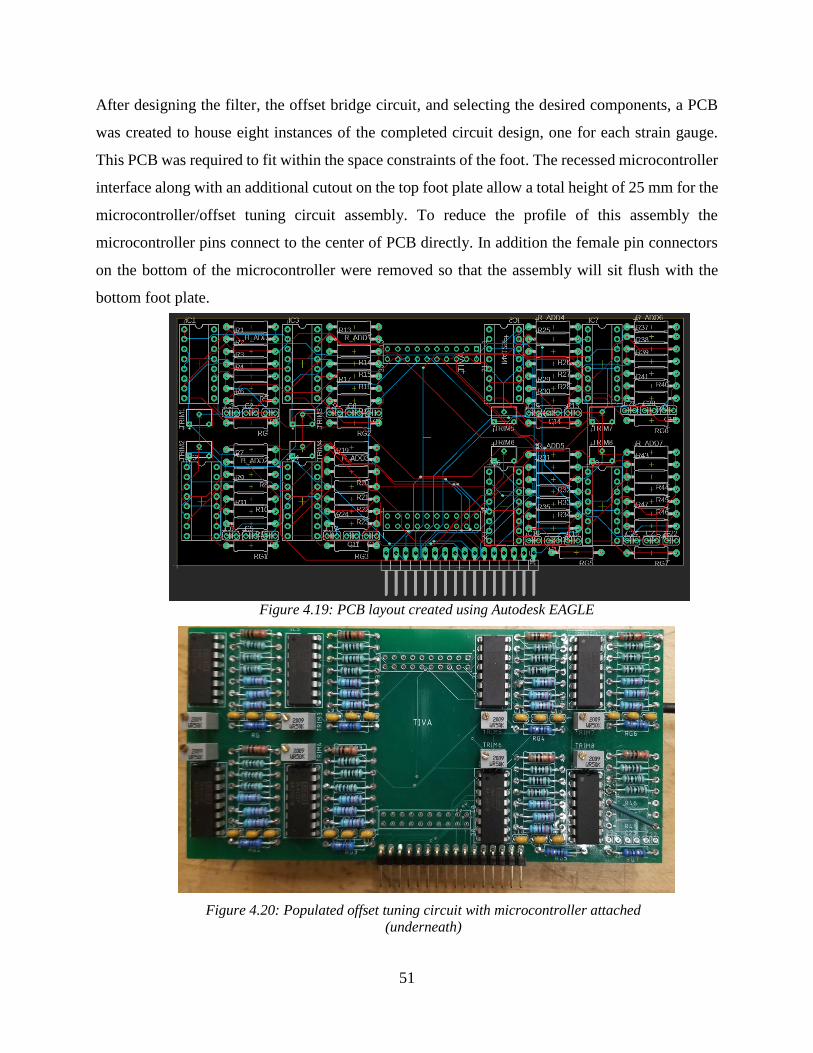
Figure 4.19: PCB layout created using Autodesk EAGLE ........................................................... 51
Figure 4.20: Populated offset tuning circuit with microcontroller attached (underneath) ............ 51
Figure 4.21: Configuration 1 setup, full weight (left); configuration 2 setup full weight (right) . 54
Figure 4.22: Configuration 5 setup, full weight ............................................................................ 54
Figure 4.23: Calibration results for all configuration 1 tests. ....................................................... 55
Figure 4.24: ADC difference from set point as measured during a configuration 1 test. ............. 56
Page 9
ix
List of Tables
Table 2.1: List of fundamental OLL-E design requirements [12-14] ............................................. 6
Table 2.2: Additional requirements for fabrication ........................................................................ 7
Table 2.3: Comparison of material properties for 7075 and 6061 aluminum alloys [19-24] ......... 8
Table 3.1: Bolted joint stiffness calculation and results ............................................................... 17
Table 3.2: Bolted joint failure modes and factor of safety results ................................................ 17
Table 4.1: Parts list and vendor prices for foot sensor components ............................................. 47
Table 4.2: INA125P gain calculation results ................................................................................ 48
Table 4.3: Potentiometer resistance requirements for bridge resistors of minimum and maximum
resistance values............................................................................................................................ 49
Table 4.4: Test configuration force and moment direction and magnitudes ................................ 53
Page 10
x
List of Acronyms
ADC: Analog to Digital Converter
CAD: Computer Aided Design
CNC: Computer Numerical Control
DOF: Degree(s) of Freedom
HULC: Human Universal Load Carrier
LSEA: Linear Series Elastic Actuator
NSF: National Science Foundation
OLL-E: Orthotic Lower Limb Exoskeleton
OTS: Off-The-Shelf
RC: Resistor-Capacitor
SCI: Spinal Cord Injury
SNR: Signal-to-Noise Ratio
Page 11
1
1. Introduction
The primary goal of robotic systems is to improve the quality of human life by making difficult or
impossible tasks more easily achievable. Once thought of as science fiction, wearable human
exoskeletons have become increasingly viable solutions for enhancing human strength, endurance,
and mobility for a variety of industries, environments, and medical applications. Exoskeletons
have often been used as a method of augmenting a healthy user’s natural capabilities. One such
design is the Berkeley Lower Extremity Exoskeleton which was developed to increase the payload
carrying capacity of a human over rough terrain [1]. This was accomplished through the powered
actuation of the hip, knee, and ankle joints for a total of 6 powered degrees of freedom (DOF).
Exoskeletons have also been designed to enhance the strength of the upper and lower body, such
as the Body Extender exoskeleton [2]. The Body Extender is intended to increase payload carrying
capacity via power actuated degrees of freedom for both the upper and lower body. Similar designs
have been adapted for military applications such as the Human Universal Load Carrier (HULCTM)
exoskeleton [3].
Figure 1.1: HULCTM exoskeleton in use (left) [3], Body Extender exoskeleton in use (right) [2]
In addition to these developments there have also been many exoskeletons designed for medical
purposes including rehabilitation and mobility enhancement. Exoskeleton designs such as the
ReWalkTM [4] with four powered DOF or the HANK exoskeleton with six powered DOF [5] allow
Page 12
2
patients with limited mobility to walk with the aid of crutches. These types of exoskeletons
interface with users and allow them to walk by actuating their leg joints via a tilt sensor in the case
of ReWalkTM and predefined movements in the case of HANK. These types of exoskeletons still
require the use of external aid devices for balancing purposes.
To further increase the mobility, comfort, and convenience of the user, a fully self-balancing
exoskeleton is required. In this thesis the design, fabrication, and sensing methods of the Orthotic
Lower-body Locomotion Exoskeleton (OLL-E) will be discussed. The OLL-E project seeks to
improve upon the current exoskeleton designs by becoming the first fully power-actuated 12 DOF
lower body exoskeleton. A fully power-actuated and self-balancing exoskeleton will eliminate the
issues associated with external assistive devices as well as remove any requirement for mechanical
input from the user.
1.1. Motivation
One of the main goals of powered lower body exoskeleton research is to address the problem of
limited mobility in the medical field. In the United States alone over 20 million people have
reported having limited mobility which may include the inability to walk or use stairs [6]. People
Figure 1.2: HANK exoskeleton (left) [5]. ReWalkTM exoskeleton (right) [4]
Page 13
3
with decreased mobility have been shown to have a significantly reduced quality of life relative to
those who are mobile [7]. A particular focus for the OLL-E project was on patients with lower
limb paralysis or weakness due to spinal cord injuries (SCIs). There are approximately 294,000
people currently living with a SCI in the United States with about 18,000 new cases added every
year [8]. Current medical practice for patients with limited mobility or paralysis often includes
assistive devices such as crutches or wheelchairs. While these types of aids do increase the user’s
mobility to a degree they also come with many drawbacks. Prolonged wheelchair usage is known
to commonly cause pressure sores and ulcers [9]. In addition wheelchairs offer mobility to users
only when terrain and building standards allow. For example, many older buildings lack
wheelchair accessible ramps and elevators.
There have been several attempts to make exoskeletons to address these challenges. In addition to
ReWalkTM and HANK, exoskeleton designs such as HAL [10] and PHEONIX [11] have been able
to successfully increase user mobility and agency. However, these devices require an external form
of balance from either the user’s motor input, crutches, or other aids. A paraplegic patient likely
will not be able to balance themselves and is not expected to have any motor function below the
waist. Therefore, in order to completely eliminate outside aid requirements a fully power-actuated,
self-balancing exoskeleton is necessary.
Figure 1.3: HAL exoskeleton for medical use (left) [10], Phoenix exoskeleton (right) [11]
Page 14
4
1.2. Summary of Previous Work
The OLL-E exoskeleton project has been a multifaceted effort by several graduate students in
succession. The OLL-E design and progress on this project built off of the work of Xiao Li [12],
John Kendrick [13], Bradford Wilson [14], Bo Pang [15], and others advised by Dr. Alan Asbeck.
Li’s research focused on the design of the six DOF hip exoskeleton which functions as the upper
level of OLL-E. The upper level of the exoskeleton includes the actuator placement and joint
design for all 3 DOF in each hip joint as well as a backpack containing a battery pack and motor
cooling hardware. In addition Li developed a number of project requirements related to the range
of motion and segment lengths. After developing these requirements three wearable hip
exoskeleton prototypes were fabricated and tested.
Kendrick’s research first built on the design requirements from Li and expanded them to include
more details related to joint actuation and power requirements. Kendrick then created the current
design for the linear series elastic actuators (LSEA) used in the OLL-E project. Because of the
varying torque and speed requirements of each joint, four separate LSEAs were designed.
Component selection was also investigated; the motor, gearing, drivetrain, and ball screws were
all examined as a part of this research.
In order to continue designing the bottom level of the exoskeleton it was necessary to analyze the
expected joint outputs relative to the actuator placement. Wilson’s research focused on creating an
accurate model of these output curves so that further development could continue. Wilson then
developed the baseline design for the lower level of OLL-E including the upper leg, lower leg, and
ankle.
Pang’s work focused on experimental validation of the LSEA stiffness, kinematics, and system
identification, and the effects of adding water cooling to the actuator design. Pang also created the
kinematic models used later in this thesis to examine the knee joint as well as kinematic models
involving the rest of the exoskeleton’s joints. These kinematic models were especially helpful for
the portions of the mechanical redesign involving the joints. Pang also validated the functionality
and modeling of the dual motor elastic actuators used in the OLL-E hip and knee joints.
Page 15
5
1.3. Thesis Organization
This document’s primary purpose is to relay the changes made to the mechanical design of OLL-
E and describe in detail the design process of the six-axis force-torque sensor used in the foot of
the assembly. The second chapter of this thesis focuses on developing a clear understanding of the
design requirements for the OLL-E project. Having knowledge of these requirements will inform
the reader’s understanding of the mechanical design changes that were made. The third chapter
describes changes made to several parts and sub-assemblies that were necessary to avoid
mechanical interference and improve manufacturability. These changes are followed by detailed
analysis to verify the integrity of the new parts and ensure that they are fully functional. The fourth
chapter of this thesis focuses on the development of the foot sensor. This sensor is vital to the
underlying goal of making OLL-E self-balancing because it provides essential environmental
feedback to the control system. Lastly, chapter five contains the conclusion and recommendations
for future design iterations as well as future work that must be conducted before OLL-E can be
used by a human.
Page 16
6
2. Design Requirements
Before any redesign for manufacturing or sensing could be accomplished it was necessary to
understand the overall project requirements as well as the specifics related to manufacturing and
sensor design. The initial design requirements for OLL-E were established in the previous work
by Li, Kendrick, and Wilson. The fundamental goal for the OLL-E exoskeleton is to improve
quality of life by safely and effectively enhancing mobility of its users. In order to achieve this
goal successfully design requirements were created by Xiao, Kendrick, and Wilson during their
research and development process [2-4].The initial project proposal included that OLL-E must be
self-balancing, eliminating the need for external balance devices. To be fully self-balancing and
maintain a typical person’s range of motion it is also required that OLL-E has 12 fully power
actuated DOF’s. Xiao’s thesis and research established that OLL-E would also need to be
anthropomorphic in design and have built in adjustability to meet the needs of different users.
Kendrick’s work established that OLL-E must have a payload capacity of at least 70 kg in addition
to its own mass which must be less than 70 kg. In order to meet the fundamental project goal OLL-
E must also be able to walk at a reasonable pace and be able to climb stairs. Wilson added to these
requirements by stating that the packaging size of OLL-E must be minimized. This requirement
ensures that the OLL-E will maintain accessibility to a wide variety of environments. Wilson also
added that OLL-E’s individual parts must be manufacturable and simple. These requirements are
summarized in Table 2.1. For any necessary redesign during the manufacturing process, the weight
budget, the joint ranges of motion, and design simplicity were the most important of the design
requirements.
Table 2.1: List of fundamental OLL-E design requirements [12-14]
Page 17
7
2.1. Manufacturing Requirements
A large portion of the time spent on this research was on the CNC manufacturing of parts for OLL-
E. Before manufacturing these parts, additional requirements were created and are summarized in
Table 2.2. All parts manufactured in-house were made with the minimum required number of CNC
passes and part orientations. This practice reduces the time required to machine each part,
especially when more than one instance of a part must be machined. In addition, using the
minimum number of sides to manufacture a part reduces the likelihood of mistakes and material
waste. Similarly, parts were required to be manufactured in the blank orientation that created the
least amount of wasted material when possible. Eliminating wasted material not only saved money
for the project but also occasionally allowed enough excess material for duplicates of the part to
be manufactured if mistakes were made along the way.
For components expected to experience high loading or requiring tighter tolerances, use of 7075-
T6 aluminum was preferred over the more common 6061-T6 alloy (see Table 3 for material
properties). 7075-T6 aluminum exhibits far superior yield and ultimate strengths while
maintaining superior machinability. Most machinists find 6061-T6 aluminum to be “sticky” or
“gummy” meaning the chips don’t break as easily which can negatively affect surface finish
quality [16-18]. Typically the cost per volume of 7075 is greater than 6061; however, for this
project, at the time of material purchase the difference in price was negligible. Tool length was the
last requirement for parts to meet prior to CNC machining. Typically as the length of a CNC mill
tool increases the stiffness decreases drastically. This reduced stiffness causes the tool paths to be
less accurate and in some cases can cause excess tool vibration which leaves undesired machining
marks on the part surface. To reduce the likelihood of encountering such issues it is recommended
that all tool lengths - with the exception of drill bits - be limited to less than 60mm of stick-out
length.
Table 2.2: Additional requirements for fabrication
Page 18
8
Table 2.3: Comparison of material properties for 7075 and 6061 aluminum alloys [19-24]
Page 19
9
3. Mechanical Redesign
In order to reach the ultimate goal of this project, a self-balancing operational exoskeleton that
meets the needs of the user, the project evolved from CAD models and concepts to a physical
platform with tangible and functional parts. The process of redesign for manufacturability and
assembly is detailed in this chapter. Before the manufacturing process could begin it was necessary
to evaluate the exoskeleton’s readiness by ensuring that all of the parts were manufacturable and
that the design would function as expected. The following sections detail the process of redesign
for manufacturing, including hand calculations, FEA analysis and other design methods and
considerations.
The first iteration of the mechanical design of the OLL-E contained several parts that were
impractical to machine and required redesign. In addition, several joints had mechanical
interference that prevented the joints from reaching their full range of motion. In order to correct
these issues several mechanical designs changes were made. The new iterations of these parts meet
the machining requirements detailed in section 2. Specifically, they are designed to use a minimal
number of CNC passes per part as well as reducing the size of the blank required when possible,
thus reducing the time and material required to manufacture the parts.
3.1. Eliminating Interference in the Hip Yaw Joint
When examining the joints in revision 1 of the hip exoskeleton CAD model it was discovered that
when the hip yaw joint rotated outward (lateral hip rotation) the hip pitch housing interferes with
the hip yaw actuator ball screw as seen in Figure 3.1 and 3.2. The hip yaw joint must be able to
pass through 40° of external rotation to 24° of internal rotation. Left in its current state, this
interference would prevent the full range of motion of the hip yaw joint as well as potentially
damage the ball screw when the through bolt runs into the ball screw threads. This interference is
caused primarily by the hip pitch housing actuator joint being located in the same horizontal plane
as the hip yaw actuator’s ball screw. Before any of the hip yaw joint parts could be manufactured
several parts in the hip assembly were redesigned to prevent this interference.
Page 20
10
Figure 1.4: OLL-E complete assembly CAD model
Page 21
11
Figure 3.1: Hip yaw joint interference—neutral position
Figure 3.2: Hip yaw joint interference—lateral rotation by 25 degrees
Page 22
12
Initially this problem was alleviated by raising the actuator trunnion bolt pattern height on the
housing hip yaw rv2 part by 25 mm. This change effectively moved the actuator out of the plane
where the interference with the Housing hip pitch occurred. When making this design change it
was important to ensure that the hip yaw joint location would remain fixed so as not to change the
kinematics of the exoskeleton. To achieve this, the outer beam of the Housing hip yaw was
straightened and a vertical jog was added between the hip frame cap interface and the hip yaw
actuator trunnion bolt pattern. These changes raised the actuator and ball screw without changing
the location of any of OLL-E’s joints.
Figure 3.3: Housing hip yaw rev 2 isometric view
Figure 3.4: Housing hip yaw rev3 isometric view
Page 23
13
After this change was implemented in the CAD model it was found that the Housing hip yaw rv3
would be difficult or impossible to machine in house. Due to its “L” shape, the teeth that interface
with the hip frame cap could not be machined without using a tool that violates the tool length
requirement in section 2.1. In addition, because of the odd shape of this part it would require a
very large piece of stock material to create a blank. Similarly, the counter bored holes would also
be difficult to access with a traditional tool because of the proximity of the hip frame cap interface.
It was therefore decided to split the Housing hip yaw rv3 into two pieces: an “inside” and an
“outside”. These two pieces would be joined together by a custom bolted joint of equal or greater
strength than that of the original housing hip yaw rv2. The final design is shown in figure 3.5, it
consists of the housing hip yaw inside, housing hip yaw outside, and a pattern of 8 M6 bolts. The
joint is bonded together by the M6 bolts as well as a supplementary tongue and groove interface.
Figure 3.5: Hip yaw housing assembly exploded view
Page 24
14
3.1.1. Joint Design
When designing the bolted joint, several failure modes were considered to ensure that the joint
functioned properly under the expected loading conditions. The failure modes considered in this
analysis are the following: bolt axial yield, material thread tear out, joint separation, and fatigue
failure [25]. The first step in the design process was to create an initial placement of the bolt
pattern. The expected joint load is a large moment about the x-axis because the expected loads are
primarily vertical at the location of the hip yaw joint bearing. To resist this moment the bolt pattern
consists of 8 bolts in two columns and four rows as shown in figure 3.6.
Figure 3.6: Hip yaw housing assembly bolt pattern
The first failure mode that was examined was axial yield of the bolts in the bolt pattern. By
estimating the load distribution among the bolts an appropriately sized fastener was selected to
handle the load. Using a worst case scenario load of a 3 g vertical load applied to a single leg of
OLL-E we can calculate the moment applied at the joint location by using equation 3.1.
Page 25
15
𝑀𝑗𝑜𝑖𝑛𝑡 = 𝐹𝑚𝑎𝑥 ∗ 𝑑𝑦 (3.1)
𝑀𝑗𝑜𝑖𝑛𝑡 is the moment applied to the joint, 𝐹𝑚𝑎𝑥 is the load applied to the hip yaw bearing, and 𝑑𝑦
is the distance from the center of the hip yaw joint to the center of the bolted connection. Next we
make the assumption that, given the symmetry of the bolt pattern, the load in the bolts is also
approximately symmetric. An estimation of the force being applied to each bolt is then found by
using equation 3.2 where the moment 𝑀𝑗𝑜𝑖𝑛𝑡 is divided by four and applied to each symmetric
quadrant of the joint. Equation 3.3 assumes that the load distribution among the bolts is
proportional to the vertical distance from the center of the joint, similar to the vertical load
distribution in a beam subjected to pure bending.
𝑀𝑗𝑜𝑖𝑛𝑡
4= 𝑃𝐴 ∗ 𝑑𝐴 + 𝑃𝐵 ∗ 𝑑𝐵
(3.2)
𝑃𝐴
𝑃𝐵=
𝑑𝐵
𝑑𝐴
(3.3)
Subscript A denotes any of the bolts nearest the horizontal centerline of the joint and subscript B
denotes any one of the bolts furthest from the horizontal centerline. Solving the system of equations
for force per bolt 𝑃𝐴 and 𝑃𝐵 shows that the maximum axial load per bolt is approximately 6500 N
for bolt B. The total axial load on the bolts is determined by equation 3.4 which incorporates both
the bolt preload, 𝐹𝑖, and the portion of the external load being passed through the bolt, 𝐶𝑃 [26].
𝐹𝑏 = 𝐶𝑃 + 𝐹𝑖 (3.4)
When determining the necessary bolt preload, typical values range from 75-90% of the bolts proof
strength, however because the bolts are being threaded into aluminum, not steel, the preload must
be only as high as necessary to prevent joint separation so as to avoid yielding the aluminum
internal threads. A maximum preload was selected via equation 3.5.
𝐹𝑖 (max) = 𝐶𝑃𝑚𝑎𝑥 ∗ 1.15 (3.5)
The coefficient 𝐶 is calculated by computing the relative stiffness of the bolt to the surrounding
clamped material. It is assumed that the bolt and the clamped material act as a pair of springs in
series and that the portion of load passed through the bolt (𝐶) and the load passed through the
member (1-C) can be determined by equations 3.6-3.8 [26].
𝐶 =
𝑘𝑏
𝑘𝑏 + 𝑘𝑚
(3.6)
Page 26
16
𝑃𝑏 = 𝐶𝑃 (3.7)
𝑃𝑚 = (1 − 𝐶)𝑃 (3.8)
The stiffness 𝑘𝑏 is determined according to the procedure suggested in Shigley table 8-7 [26] using
the following equation:
𝑘𝑏 =
𝐴𝑑𝐴𝑡𝐸
𝐴𝑑𝑙𝑡 + 𝐴𝑡𝑙𝑑
(3.9)
The stiffness of the material being clamped by the joint is less trivial. The most common form of
estimation for material stiffness in bolted joints is the frustum cone method detailed in Shigley
chapter 8 [26]. In the case of this joint, however, the length of the bolt and the geometry of the
joint is such that there is insufficient material to develop a full frustum cone and an alternative
stiffness calculation must be used. An alternative method to find the material stiffness is to use the
cylindrical stress field method also known as the Bickford method as detailed by Brown et al. This
method assumes a cylindrical stress field between the bolt head and the clamped end of the joint
[25]. This type of estimation is somewhat simpler than the frustum method although it is less
universally applicable. This method determines the stiffness of the material using equations 3.10-
3.11.
𝑘𝑚 =
𝐴𝐸
𝐿
(3.10)
𝐴 =𝜋
4∗ 𝑑𝑏
2(𝑄2 − 𝑞𝑖2) (3.11)
In equation 3.11 𝑄 is an experimentally determined factor (pp. 22, Brown et al.) which defines the
size of the cylindrical stress field, 𝑞𝑖 is the ratio of the clearance of the bolt hole to the bolt
diameter, and 𝑑𝑏 is the nominal bolt diameter. Using a conservative estimate of 𝑄 = 1.6 allows us
to solve for 𝑘𝑚. Because of the limited surface area of the joint, the largest size bolt that could be
used and still have sufficient material to clamp was an M6. Solving for the material stiffness, bolt
stiffness, bolt load, and preload for an M6 bolt gives the results shown in Table 3.1 and Table 3.2.
When calculating the FOS against failure it was found that using an M6 thread would be suitable
for all failure modes except thread tear out in the hip yaw housing outside. To remedy this, an M10
steel thread insert was installed to reduce the stress in the aluminum internal threads to an
acceptable level.
Page 27
17
Table 3.1: Bolted joint stiffness calculation and results
Table 3.2: Bolted joint failure modes and factor of safety results
Page 28
18
Figure 3.7: Bolted joint vertical section view
This estimation of the loads shows that a bolt pattern using M6 bolts will be strong enough to
support the expected loads. This was later verified using a FEA analysis in Abaqus (see section
3.1.2).
Because the bolt preload is a nonstandard value it is necessary to also estimate the required bolt
torque to meet the joint design specifications. The following equations, provided by Shigley [26],
allow a straightforward method of estimating this torque value.
𝑇 = 𝐾𝐹𝑖𝑑 (3.12)
𝐾 = (
𝑑𝑚
2𝑑) (
tan(λ) + 𝑓sec (α)
1 − 𝑓tan(λ)sec (α)) + 0.625𝑓𝑐 (3.13)
The collar friction coefficient fc in the case of this joint is the friction between the head of the steel
bolt and the clamped aluminum. This value is estimated to be 0.61 [27]. The lead angle λ was
calculated to be 3.04° [29]. The thread angle α is equal to 60° [30]. Using these values with
equations 3.12 and 3.13 and setting 𝐹𝑖 equal to our desired value of 7860 N gives a required bolt
Page 29
19
torque of 12.5 N-m. If need be this required torque may be reduced by lubricating the bolt threads
or the bolt head contact area.
3.1.2. Finite Element Analysis
While we are able to estimate the required bolt sizes and locations with the methods in the previous
section, these estimations will not reveal stress concentrations due to joint geometry or accurately
predict stress distributions in the joint members. Because of the moderate complexity of the Hip
Yaw Housing joint assembly a Finite Element Analysis (FEA) was performed in Abaqus CAE to
ensure the assembly would be able to withstand the worst case 3 g load scenario.
Figure 3.8: Hip yaw housing assembly constraints in Abaqus CAE
When conducting FEA simulations it is often necessary to “defeature” parts and assemblies to
lower the computational cost of the analysis by reducing the model’s complexity. This
simplification process ensures that the parts are easy to mesh and have well defined partitions. The
Hip Yaw Housing assembly was simplified by removing non-critical radii, threads, and hole
features that are smaller than M6 holes. Another modification that was made to reduce the
complexity of the model was the combination of the M6 bolts and the M10 threaded inserts into a
single part. These edited versions of the Hip Yaw Housing inside, Hip Yaw Housing Outside, and
the M6 bolt/insert subassembly were then imported into the Abaqus software and assembled.
Page 30
20
Figure 3.9: Hip yaw housing assembly boundary condition and bolt preload in Abaqus CAE
When constructing the FEA model, careful consideration was put into how the parts would interact
and join together. Abaqus CAE offers several different options for interaction types; for this model
tie constraints and surface contact interactions were used. Tie constraints fix the relative location
of nodes of two surfaces and are primarily used to model surface interaction where relative motion
of the surfaces is not expected. Surface contact interactions are used when surface-to-surface
contact occurs and there is the possibility of sliding or separation of the surfaces. For the purposes
of this model it is assumed that the M6 bolts and their respective M10 inserts will remain fixed
relative to their contact with the members on both the threaded end and the bolt head. Because
relative motion is not expected, the M6 bolt pattern was fixed by using tie constraints between the
clamping face of the bolt to the clamped face of the Hip Yaw Housing Inside, as well as between
the threaded face of the M10 insert and the threaded face of the holes in the Hip Yaw Housing
Outside. One of the primary reasons for this analysis was to reveal any potential stress
concentrations associated with the surface contact between the Outside and Inside pieces. To this
end, the surface contact interaction was modeled assuming an approximate coefficient of friction
of 1 [27]. After these constraints were applied, boundary conditions and loads were added to
complete the model. The external load was added as a point load of 4200 N applied to the reference
point RP-1 and was transferred to the bearing surface of the Hip Yaw Housing Outside via a tie
Page 31
21
constraint. In addition to the external load, the bolt preload calculated in section 3.1.2 was also
modeled as an internal bolt load of 7860 N applied to all 8 bolts in the pattern.
Figure 3.10: Hip yaw housing assembly contact surface interaction
The last step in the modeling process before running the FEA simulation is the generation of the
mesh. The type of elements used for the mesh need to be carefully considered as some element
types are only appropriate in very particular situations. In general, for 3D modeling of moderately
complicated geometries, there are two main types of elements that are used: C3D8 and C3D20.
Both of these elements are rectangular bricks; the difference between them is that C3D8 has 8
degrees of freedom and can reproduce only linear displacements whereas the C3D20 has 20
degrees of freedom and can replicate quadratic curvature. The C3D20 elements are typically the
most accurate element type; however, they are not recommended for use when there are
complicated contact conditions [28]. This additional accuracy comes with the disadvantage of
being very computationally expensive and for most cases the C3D8 element type will suffice if it
is meshed effectively. The C3D8R element is similar to the C3D8 but it has a reduced number of
integration points which lower its computational cost. The C3D8R was the final selection for the
element type. A mesh was then generated and refined around areas where stress concentrations
appeared. Stress convergence was determined by comparing the results of meshing schemes to
each other as the mesh was refined. The final convergence of the model was within 5% for each
part.
Page 32
22
The primary area of concern for this FEA model was the hip yaw housing inside stress
concentration located on the vertical face of the tongue and groove slot. This area in particular was
further refined in the mesh to ensure accurate results. The final converged solution has a maximum
stress of 439.3 MPa with a stress convergence of 2.5%. The minimum yield stress for 7075 T6
aluminum ranges on average from 430 MPa to 503 MPa but could be as high as 542 MPa
depending on the surface finish and geometry of the specimen [20, 21, 31]. The safety factor for
the hip yaw housing inside is approximately 1. In ductile metals it is typical for small, highly
stressed regions of material to experience strain hardening, a behavior where the material while
initially yielded will increase in strength while losing some of its ductility until the ultimate
strength of the material is reached [32]. While a few of these high stress load cyles may be
withstood it is likely that after the initial strain hardening behavior and loss of ductility that brittle
failure modes will become dominant. Because the area that is stressed above the minimum yield
strength is small, this level of stress is still considered safe for a small number of loading cycles.
The 3 g load case is expected only for non typical use such as a fall or drop of the exoskeleton and
its payload and the structural components can be inspected after such an occurence for any
significant yielding. A further examination of this parts fatigue properties is recommended once
the load conditions are well understood.
Figure 3.11: Hip yaw housing inside von Mises stress results (finest mesh)
Page 33
23
A second area of interest for the FEA model was the stress in the bolt pattern. In section 3.1.2 the
stress in the bolts was estimated, but this estimate assumed that the load distribution among the
bolts in the bolt pattern was symmetrical about both the x and z planes. Given the asymmetric
geometry of the hip yaw housing inside this distribution is expected to deviate from symmetry to
some degree. The maximum stress for the 3 g load case occurs in the bottom left bolt and has a
magnitude of 620 MPa. The yield strength quoted from the manufacturer for the purchased
fasteners is 1170 MPa which results in a factor of safety against yield of 1.89. Another area of
interest for the bolt pattern is the stress that appears on the contact surface of the threaded steel
inserts. The maximum stress on this surface is 260 MPa which is similar to the estimate of the
axial stress acting on the steel inserts in section 3.1.2 and provides a factor of safety of 1.65 against
thread tear out.
Figure 3.12: Hip yaw housing bolt pattern von Mises stress results (finest mesh)
Page 34
24
The hip yaw housing outside part was found to have low stress relative to the hip yaw housing
inside. The areas of largest stress magnitudes were on the top and bottom fillets of the cantilevered
section as well as a stress concentration on the inside face of the tongue interface. The stresses in
all three of these locations were very similar, with the largest being the tongue interface at 195
MPa. The hip yaw housing outside has a factor of safety against yield of 2.2.
Figure 3.13: Hip yaw housing outside von Mises stress results (finest mesh)
When determining the effectiveness of a mechanical design subjected to fluctuating load
conditions it is essential to not only evaluate the FOS against yield for extreme loading conditions
but also the performance of the design under long-term varying loads and fatigue failure. In order
to understand the fatigue behavior of this design we must first have an estimate of the loading. The
goal for OLL-E is to walk at a speed of 1.0 m/s. At this speed OLL-E and its passenger are expected
to have an acceleration of less than 2.28 g [33]. The load passing through the joint can be estimated
as the mass of the upper half of the exoskeleton and the person riding in it multiplied by this
acceleration. The weight of the lower half of OLL-E will be passed through the joints in the leg
only. The percentage of a human’s mass located in the legs is approximately 34% [34], and the
remaining 66% of the passenger’s mass would be supported above the hip yaw joint. Based on the
weight of a 75 kg passenger the mass contributing to the load would be approximately 49.5 kg.
The upper half of the exoskeleton once assembled is expected to have a mass of less than 47 kg.
The average expected load is calculated using equation 3.14.
Page 35
25
(𝑚𝑝 + 𝑚𝑒) ∗ 𝑔 = 𝐹𝑧 (3.14)
This gives us a final expected cyclical load maximum of 2156 N. Because the FEA model used to
estimate the factors of safety against yield was still in the linear elastic range of all selected
materials it is appropriate to extrapolate stresses by reducing them in proportion to the reduction
in expected load. This gives a maximum fatigue stress in the inside housing of 226 MPa. This level
of stress is above the expected fatigue strength of 7075-T6 of 159 MPa [20]; however, based on
several experimental results of tensile test specimens of 7075-T6 aluminum, this alloy will
typically achieve at least 1x106 cycles before failure [35, 36, 37]. If premature failure occurs it is
recommended to reevaluate not only the hip yaw housing inside but also the frame hip roll.
Widening both of these parts in the z-direction is expected to significantly reduce the stress in this
joint.
3.1.4. Hip Yaw Actuator Trunnion Modification
Raising the hip yaw actuator in the previous section consequently caused the original hip yaw
actuator trunnion to be out of position with the actuator plane, and it can no longer properly capture
the ball nut. A new revision of the hip yaw actuator trunnion was designed and fabricated to fix
this problem. Because the changes made to the hip yaw housing assembly in the previous sections
raised the actuator by 25 mm the bolt pattern for the hip yaw bearing trunnion’s bolt pattern and
connected clamps had to be raised by the same amount. Unfortunately, after raising the bolt pattern,
the actuator force is no longer in the same plane as the bolt pattern connecting the trunnion to the
joint and a moment arm was created. To reinforce against this additional moment and avoid a
reduction in safety factor the neck and base of the actuator trunnion were thickened appropriately.
Figure 3.14: Hip yaw actuator trunnion rev1 (left) and rev3 (right)
Page 36
26
In addition to these changes, it was found to be advantageous to bias the range of motion of the
hip yaw joint toward the outside of the exoskeleton. When turning during a normal gait cycle
OLL-E is expected to use a greater lateral rotation than medial rotation because medial rotation
occurs on the outside radius of a turn. Excess medial rotation also has the potential to cause
mechanical interference between OLL-E’s foot assemblies. To introduce this bias, the hip yaw
trunnion neck and bolt pattern for the bearing clamps were rotated by 20° inward. This rotation
places less ball screw length in front of the trunnion and more ball screw length behind the
trunnion. The first revision of the hip yaw trunnion allowed the hip yaw joint to rotate 40°
inward and 24° outward and had a total range of motion of 64°. The modified hip yaw rev 3 has
the same total range of motion but shifted so that the internal rotation is 24° and the external
rotation is 40° as shown in figure 3.15 and 3.16.
Figure 3.15: Hip yaw actuator trunnion rev 1 range of motion from 24° of external rotation to
40° of internal rotation.
Page 37
27
3.1.5. Knee Joint and Upper Leg Modifications
Upon examination, it was found that the knee joint also contained mechanical interference between
the thrust tube cap and the knee. The contact between the thrust tube cap and the lower leg knee
V3 occurs when the lower and upper leg assemblies are parallel and the knee is fully straightened.
This pose of the leg brings the thrust tube cap to a near vertical angle and puts the cylindrical
Figure 3.16: Hip yaw actuator trunnion rev 3 range of motion from 40° of external rotation to 24°
of internal rotation.
Figure 3.17: Thrust tube cap knee interference
Page 38
28
section of the tube cap into the space occupied by the knee actuator joint flanges. This interference
is due to both the shape of the tube cap and the location of the tube cap’s connection to the knee.
In order to eliminate this interference either the tube cap or the knee actuator joint or some
combination of the two needed to be modified.
In addition to the interference present in the original design, several kinematic characteristics were
also examined before the redesign of this joint. A simplified kinematic model of this joint is shown
in figure 3.18 and 3.19.
Figure 3.18: Kinematic model of a 1 DOF joint [14]
Figure 3.19: Kinematic model of the knee joint [14]
The torque and speed of this joint are governed by the angle 𝛼 and the radius of the center of the
joint to the actuator attachment point r as shown in equations 3.15 and 3.16 [15].
𝜏 = 𝐹𝑟 sin (α) (3.15)
𝜔 =𝑣
𝑟 sin (α)
(3.16)
These equations determine that as the angle 𝛼 decreases, the state of the joint approaches a
singularity where the amount of torque that can be applied decreases greatly and the speed of the
joint relative to the velocity of the actuator approaches infinity. Conversely, the maximum torque
Page 39
29
output of the joint is available when 𝛼 is equal to 90°. The angle 𝜃, defined as the angle at which
maximum torque occurs, can be controlled by changing the offset angle 𝜙. It is important to ensure
that the joint is configured to optimize this torque output. The original lower leg knee V3 has 𝜙
equal to 55° and a radius r of 45 mm. The improved lower leg knee V4 has 𝜙 equal to 40° and a
radius r of 41 mm. This configuration allows for a better utilization of the torque curve (see Figure
3.20 and 3.21). In addition to slightly changing the radius r, it was also determined that it would
be advantageous to switch the 50 tooth gear in the knee actuator housing to a 44 tooth gear to
increase the maximum output speed. It can be seen in figure 19 and 20 that the maximum torque
curve has been shifted to the right and slightly down and that the max output speed has been shifted
up and to the left. These changes give a greater safety factor for the maximum speed requirement
and also shift the max output torque curve to a more balanced position. These graphs were
generated by changing the parameters in a MATLAB code written by Pang [38].
Figure 3.20: Knee V3 joint geometry (left); knee V4 joint geometry (right)
Page 40
30
Figure 3.21: Graph of joint torque and velocity vs output angle for original configuration
Figure 3.22: Graph of joint torque and velocity vs output angle for improved configuration
Page 41
31
Once the new joint location was decided, the mechanical interference had to be addressed. In
order to maintain the desired geometry some slight modifications needed to be made to both the
thrust tube cap and the knee joint. The thrust tube cap was lengthened to place the threaded end
further away from the joint and an arc was cut out of the tube cap to eliminate interference with
the knee. In addition a flat spot was added on the top of the tube cap to ensure that when the part
was manufactured the threads would be aligned properly. The knee V4 was changed by reducing
the amount of material around the knee joint bearing and by creating a pocket to match the shape
of the thrust tube cap. These changes allow the knee to reach its maximum desired angle without
mechanical interference between any of the parts in the assembly.
3.2. Manufacturing and Assembly
After eliminating the mechanical interference issues and ensuring that all parts were
manufacturable the fabrication process was conducted. During this phase of the project all of the
parts necessary for the assembly were purchased, machined in house, or outsourced to another
manufacturer. A majority of the aluminum parts were able to be made in the TREC machine shop
using the 3 axis HURCOTM CNC machine, however, several key components were too
complicated or impractical to make in house. These included the motor housings, the redesigned
Figure 3.23: Ballscrew tube cap rev2 (left); ballscrew tube cap rev1 (right)
Page 42
32
hip haw actuator trunnion from section 3.1.4 and the lower leg ankle. Once all of the necessary
components were collected the assembly was constructed and placed onto a gantry.
Figure 3.24: OLL-E assembled exoskeleton supported by a gantry
Page 43
33
Figure 3.25: OLL-E assembled exoskeleton side view
Page 44
34
4. Foot Sensor Design and Testing
One of the fundamental goals of the OLL-E project is to create an exoskeleton that is self-
balancing. The work to integrate a feedback control system to OLL-E will be detailed in a future
paper. While the control law and design is not included here we will examine one necessary piece
of this design: sensors. Typically for a feedback control system to function it requires the ability
to sense its environment, commonly through the use of transducer based sensors. In order to
facilitate the feedback control design for OLL-E, a force-torque sensor was designed and
integrated into the exoskeleton foot. The purpose of this sensor is to provide environmental
feedback in the form of the three external principal forces and torques. This feedback ensures that
the control scheme is sufficiently observable and has enough information from the environment to
implement the control scheme. Initially a 6 axis off-the-shelf (OTS) sensor was selected to serve
this purpose, however, such sensors are prohibitively expensive, typically ranging in price from
$1500 to $4000. To reduce cost and eliminate the need to build a compatible mechanical interface
for such a sensor it was decided to design and fabricate a custom force-torque sensor for this
purpose.
In order to brainstorm an initial design a number of design requirements were considered. First,
the sensor must cost less to build than an OTS sensor; if this cannot be achieved then there is little
motivation for not using an OTS solution. In addition, the sensor must be light-weight, easily
manufacturable, and structurally sound. Initially two different methods of measurement were
considered; the first was to use an array of strain gauges to measure strain and extract the forces
and torques from this measurement. This method of strain gauge use is typical in OTS solutions
because of its simplicity and cost effectiveness. The second method was to indirectly measure
these forces by using an optical sensor to measure the change in the XYZ position of a load
carrying component. The optical measurement method was rejected due to the expected
complexity and mechanical requirement of large, optically readable displacements. In order to
achieve such large displacements a soft material such as plastic or rubber would be needed for the
load bearing structure. Because of the potential for high loads and the lack of appropriate
manufacturing equipment for these types of materials the strain gauge method was deemed more
promising.
Page 45
35
4.1 Foot Sensor Mechanical Design
The foot sensor’s mechanical design consists of two aluminum plates connected by four square
load bearing posts. These posts are seated in key slots on the underside of the top plate to avoid
independent rotation of the post. Each post also has a single M8 bolt fastening the post to the top
plate and providing a clamping force to avoid joint separation. The bottom plate will transfer the
weight of the exoskeleton and user to the floor. The top plate interfaces to the ankle actuator
trunnions via the foot brace. The foot brace is fastened to the top foot plate by 3 sets of bolts that
pass up through the underside of the top plate into the foot brace. The four posts have strain gauges
Figure 4.1: Foot sensor assembly exploded view
Page 46
36
attached to them on the two outer sides for a total of 8 gauges. The microcontroller and offset
tuning circuit assembly are mounted to the bottom plate via the two 3D printed mounting brackets
that are bolted to a recess designed to contain the microcontroller and its micro-USB connector. In
addition to these features the top and bottom plates have triangular patterns of removed material
to lighten both parts. There are also wire routing groves that run between the strain gauge locations
and the microcontroller recess.
4.1.2 Mechanical Design
Because of the relatively unknown future loading conditions the primary mechanical design goal
was to have a mechanical interface that was strong enough to transmit relatively large loads
through the foot to the rest of the exoskeleton while also experiencing enough strain to have a well-
conditioned strain gauge signal. Secondary design goals include the sensor being lightweight, easy
to machine and assemble, small packaging, and low cost. 7075-T6 aluminum was selected as the
material of choice because of its low density, high strength, and relatively low stiffness (see Table
2.3). Having a low stiffness relative to other metals will allow for greater strains given the same
applied loads, thereby increasing the sensitivity. Additionally, 7075-T6 aluminum tends to have
better machinability and much greater strength than the more common 6061-T6 aluminum.
The post size selection is critical to a well-conditioned sensor. Increasing the post size will reduce
the stress and improve the factor of safety against yield or fatigue failure whereas decreasing the
post size will increase the strain providing greater sensor sensitivity. Because of the opposed nature
of high strength and high strain, these criteria must be balanced to produce a design that satisfies
both requirements. The post geometry was determined by first fixing the vertical dimension of the
Figure 4.2: Foot sensor distributed load model approximation
Page 47
37
post to 15 mm, the minimum height required for our electronics to fit between the two plates, then
varying the cross sectional area of the post and estimating the stress and strain in the post. The
minimum post area was determined by our strain gauge selection which requires at least 12 mm
of surface width. For ease of installation a post width of 14 mm was chosen. Rough estimates of
maximum potential vertical loads were made by assuming a worst case scenario of a 3 g vertical
impact with a user payload of 73 kg and an exoskeleton mass of 70 kg similar to the load condition
used in section 3.1.2. The stress was calculated by estimating the moment applied to each post by
the distributed load as shown in Figure 4.3 and equations 4.2-4.4.
𝐹𝑣 =(𝑈𝑠𝑒𝑟 𝑀𝑎𝑠𝑠 + 𝐸𝑥𝑜 𝑀𝑎𝑠𝑠) ∗ 3𝑔
𝑑 ∗ 𝑁𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝑝𝑜𝑠𝑡𝑠 (4.2)
𝑀𝑟 =𝐹𝑣 ∗ 𝑑2
2 (4.3)
𝜎𝑛 =𝑀𝑟 ∗ 𝑃𝑜𝑠𝑡 𝑤𝑖𝑑𝑡ℎ/2
𝐼 (4.4)
These calculations estimated the nominal strain to be 198 MPa in bending stress on each post in
the case of vertical impact loading. While this is only an estimate of the stress it is validated in the
following section by Finite Element Analysis. Assuming a nominal load case of 1.5 g the expected
strain can be calculated using the Young’s modulus equation solved for strain.
𝜀 =𝜎
𝐸 (4.5)
𝜀 =
198 𝑀𝑝𝑎
71100 𝑀𝑝𝑎∗
1.5 𝑔
3.0 𝑔
(4.6)
This results in a typical estimated maximum strain value of approximately 1.4 x 10-3. This means
that the strain gauge sensor must be able to read strains as large as 1.4 x 10-3 and it is recommended
to be able to read up to 2.8 x 10-3 strain.
4.1.3 Finite Element Analysis of Foot Sensor
The next step in the mechanical design was to do a Finite Element Analysis of our design in Abaqus
to validate the hand calculations of stress and strain in section 4.1.2. Simplified versions of the
foot brace, bottom foot plate, and top foot plate were imported into Abaqus CAE. To reduce the
complexity of the analysis, the bolted joints in the assembly were simulated using tie constraints
Page 48
38
between the components rather than include the bolts as separate components. In addition tie
constraints were used between the foot brace and the top foot plate surface contact to replicate the
Figure 4.3: Abaqus foot sensor assembly bolt tie constraints
Figure 4.4: Abaqus foot sensor assembly surface constraints
Page 49
39
effects of a clamping force between them. Similarly a tie constraint was also used between the top
surfaces of the post and the key recesses in the top plate. An encastré boundary condition was used
on the three places shown in figure 4.5. These BCs represent the three actuator trunnions placed
in these locations that the exoskeleton load will be passed through. The applied load is a distributed
load on the underside of the bottom foot plate with a magnitude of 4200 N which represents the 3
g impact load that was used in chapter 3.
Figure 4.6 Abaqus foot sensor assembly FEA results von Mises stress (finest mesh)
Figure 4.5: Abaqus Foot sensor assembly boundary conditions and loads
Page 50
40
Initially the assembly was meshed using C3D8R elements as in section 3.1.2 but it was found in
this particular model that the C3D8R element has a poor convergence rate near the stress
concentrations in the posts. A new hybrid mesh was created that used the C3D8R element for a
majority of the model but replaced this element type with the quadratic, 20 node, C3D20R in the
post structure. This new mesh scheme provided a much better convergence rate however because
of the difference in element type there are some singularities that occur on the boundary between
meshing schemes. The greatest von Mises stress observed in this model was on the top of post
number 1, the post directly underneath the elbow of the foot brace. The stress concentration here
occurs on the inside corner of this post at the height where the post meets the edge of the key recess
in the top plate and has a magnitude of 250 MPa. As the element size for the posts were reduced
the elements that were distanced from this stress concentration by more than two elements were
converged to within 1%. The stress concentration at the key recess is expected to be artificially
increased due to the tie constraints at that location as well as the contact between different element
types. A similar phenomenon can be seen in figure 4.9 at the bottom of post 3. The lack of a
common node in the center of the C3D8R edges creates an incompatible mesh which causes an
artificial stress concentration not present outside of the model. The factor of safety against yield is
estimated to be at least 2.0. The nominal stress state under the expected average 1.5 g load is
approximately 125 MPa which is well below the fatigue strength of 159 MPa at 500x106 cycles.
Figure 4.7: Post 1 von Mises stress element size: 1.17
Page 51
41
Figure 4.8: Post 3 von Mises stress close up of artificial stress concentrations due to incompatible
meshing
Figure 4.9 Post 1 von Mises stress element size: 0.78 (finest mesh)
Page 52
42
4.1.4. Gauge Placement Method
The strain gauge placement direction was another necessary design decision. Typically strain
gauges are mounted either parallel to the beam being subjected to a load or at a 45 degree angle
(for shear strain measurement). It is important to ensure that the eight channels of strain
measurements provide enough linearly independent columns of data to calculate the 6 principal
forces and torques. This can be done in part by ensuring that the gauges are capable of sensing the
difference between positive and negative load directions. The parallel gauge setup is shown in
figure 4.10 and the 45 degree setup is shown in figure 4.11. Under shear loading it is clear that the
parallel aligned gauge cannot distinguish between forces in the positive direction from forces in
the negative direction because both cases will stretch the gauge by the same amount. For this
reason the decision was made to use a 45 degree oriented strain gauge. Using a 45 degree oriented
strain gauge causes the gauge to stretch when shear load is in the positive direction and compress
Figure 4.11: Strain gauge under shear loading parallel placement
Figure 4.10: Strain gauge under shear loading 45° placement
Page 53
43
when it is in the negative direction. Our final gauge selection was a Vishay Micro Measurements
EK-03-125 TR-10C. Which is a 45 degree double strain gauge with a nominal resistance of 1 kΩ.
The strain gauges attachment method is essential to accuracy and long term performance of the
gauges. Typically the method of applying gauges to a surface involves first surface preparation,
then a temporary fixture for the gauge, then application of an adhesive compound that is
compatible with both the gauge and the surface of the material. The method used for this project
is detailed in the list below:
1. Prepare the surface of the aluminum by sanding the post faces in a circular motion. First
use 200 grit sandpaper then move on to 400 grit sand paper.
2. Clean the newly sanded surfaces with a microfiber cloth or lint free towel along with an
isopropyl alcohol OR acetone solution. Repeat this process until the towel comes away
with no visible debris.
3. Without touching the strain gauge with your bare hands (the oils can damage the surface
and impair the adhesion) attach the strain gauge to a piece of clear tape and position it so
that when the tape is laid flat the gauge will lie in its final position.
4. Lift up the gauge using the tape and apply a drop or two of adhesive (Super Glue® or
equivalent) to the surface that the gauge will contact.
5. Carefully lay the gauge down applying even pressure to the surface of the gauge and hold
in place until the adhesive has set (about 60 seconds).
6. Wait a full 5-10 minutes to remove the tape to ensure that the adhesive has sufficiently
dried. When removing the tape pull it back at a 45 degree angle and be careful not to peel
the gauge up with it.
After the strain gauges are applied to the posts wires are soldered onto the solder pads and routed
to the offset tuning circuit. These wires have strain relief via hot glue applied to both the routing
path and the solder joints. When handling the foot sensor during assembly and disassembly it is
essential to avoid touching the posts and causing the wires to become detached from the strain
gauges. Each post having two strain gauges and a total of four wires coming from them connects
to a single four pin wire bus and each post’s bus is then routed to the offset tuning circuit.
Page 54
44
Figure 4.12: Foot sensor strain gauge wire attachment close up
Figure 4.13 Foot sensor wire routing method
Page 55
45
4.2. Electrical Design
This section details the electrical design, component selection, and circuit design for the foot
sensor. Typically strain gauge measurements are taken using an analog circuit known as a
Wheatstone bridge (see figure 4.12). The Wheatstone bridge circuit has a supply voltage that is
applied across the ground and node a, this voltage is then passed through the resistor bridge and
the difference in voltage Vo between node b and node c is measured by an analog to digital
converter. The voltage Vo is governed by the following equation:
𝑉𝑜 = 𝑉𝑖 (
𝑅2
𝑅1 + 𝑅2−
𝑅3
𝑅𝑔 + 𝑅3) (4.7)
The output voltage changes when the resistance of the strain gauge Rg increases or decreases due
to change in strain. The voltage output of this circuit Vo is then passed to a signal amplifier then
through a low pass filter and finally to the microcontroller. The foot sensor uses an array of eight
of these circuits to determine the strain states in the four posts. The microcontroller then calculates
the external forces and torques by using the matrix gain equation 4.8.
𝐹6𝑥1 = [𝐺]6𝑥8𝑋8𝑥1 (4.8)
Where F is the vector of 3 principal forces and 3 principal torques, G is the matrix of gains, and
X is the vector of digital strain gauge data. Determining the gain matrix G is a non-trivial process
detailed in section 4.3. During normal operation the microcontroller will calculate and deliver the
force vector F to OLL-E’s main controller to enable the feedback control loop to function
properly.
Figure 4.14: Typical Wheatstone bridge circuit diagram
Page 56
46
4.2.1. Electrical Component Selection
The first electrical component that was selected was the microcontroller. The microcontroller in
this design is required to take 8 analog input signals from the strain gauges and convert them to
forces and torques via matrix multiplication, then send this data to the central controller located on
the backpack. Because of its availability, low cost, and common use in the TREC lab the Tiva-C
TM4C123GXL was selected [39]. This controller is equipped with an 8 channel 12 bit analog to
digital converter as well as a UART serial connection for communication between the
microcontroller and other devices. The Tiva-C microcontroller has a supply voltage of either 3.3
V or 5 V. The Tiva-C’s 80-MHz processor is expected to be more than sufficient for performing
the matrix calculations and sending data to the main control hardware.
The next component that was selected was the strain gauge. When selecting a gauge there are a
few main factors to consider: resistance, gauge factor, physical size, and direction of sensitivity.
Common strain gauge resistance values typically range from 125 Ω to 1 kΩ. The strain gauges
resistances were selected to be 1 kΩ because resistors of this value are widely available in many
tolerance ranges and are inexpensive. In addition choosing higher value resistors will reduce the
current through the bridge circuit thereby reducing the power usage of the sensor. Most strain
gauges have a gauge factor of about 2.0 varying slightly depending on the gauge material. In the
case of this foot sensor a larger gauge factor would be advantageous because it increases the
Figure 4.15: Tiva C TM4C123GXL microcontroller (left), INA125 instrument amplifier diagram (right)
Page 57
47
sensitivity of the Wheatstone bridge circuit. The physical size of the strain gauge must be less than
the width and height of the posts. As previously discussed in 4.1.4 a 45° angle gauge placement is
expected to improve performance for the foot sensor. The final gauge selection was the Vishay
Micro Measurements EK-03-125TR-10C strain gauge which has a nominal resistance of 1 kΩ and
a gauge factor of 2.04.
Figure 4.16: EK EK-03-125TR-10C strain gauge diagram [40]
Before being sent to the ADC on the Tiva-C microcontroller the Vo signal is first passed through
a signal amplifier. The choice of amplifier is critical to the performance of the sensor; the
amplification must create an adequate signal to noise ratio or the force output vector F will be
inaccurate. The INA125 instrumentation amplifier was chosen to fill this roll. This amplifier has
a gain ranging from 4 to 10,000 along with low noise. This amplifier is specifically designed for
measurement circuits like the Wheatstone bridge and a setup similar to what is used in the foot
sensor can be found in the INA125 product documentation (Figure 4.13). Several additional
analog circuit components were used in the making of the offset tuning circuit. A parts list for a
single foot sensor is included here for completeness.
Table 4.1: Parts list and vendor prices for foot sensor components
Page 58
48
4.2.2. Offset Tuning Circuit Schematic and PCB Layout Design
During the design process for the foot sensor a number of technical requirements had to be
created. In order for the sensor to function correctly the following requirements must be met:
The output voltage Vo must remain within the ADC’s range of 0-5 V.
The Vo signal must have an acceptably low level of noise.
The instrument amplifier must have an appropriate gain.
The Vo signal should use as much of the ADC’s range as possible to increase the signal
to noise ratio
The amplifier gain was determined by finding the average strain on the posts at the gauge
location and setting the gain to a level where the output voltage would remain within the 0-5 V
range but also use more than 50% of this range to maintain signal to noise ratio. From the FEA
analysis done in section 4.1.3 the average strain in the post gauge locations was determined to be
approximately 5.5x10-4. This strain can be converted to a change in gauge resistance using the
following equation:
∆𝑅𝑔 = 𝑅 ∗ 𝐺𝐹 ∗ 𝜀 (4.9)
Using equations 4.7 and 4.9 the output Vo can be determined for any given strain. These
equations were input into a spreadsheet to easily change the variables and determine the optimal
gain value. With an amplifier gain of 6000 the 3g load case has an output voltage of 3.77 volts
which is 75% of the ADC range.
Table 4.2: INA125P gain calculation results
Page 59
49
Because of the large gains involved and the uncertainty associated with the resistor values there is
no guarantee that the static output voltage of the foot sensor will fall within the ADC range. A
difference in resistance of less than two ohms is shown to generate an output voltage that nearly
saturates the ADC, with resistor tolerances of 1% the range of resistance values vary by up to 10
ohms. To ensure that the Vo signal is within the desired range it is necessary to implement a tunable
voltage offset to account for resistors that are not exactly 1000 Ω. This offset was created by adding
a 50 Ω resistor, Radd in series with R1 and putting a 50 kΩ trim potentiometer in parallel with R3.
These two changes together allow the offset voltage to be any value within the ADC range. The
resistance values of the Radd resistor and the potentiometer were selected by testing resistance
values in a spreadsheet calculator using the extreme values of the bridge resistors to determine a
worst case scenario offset. A goal seek function was then used to find the required potentiometer
range. The results of this calculation show that the potentiometer must have a resistance of at least
15 kΩ; to be safe, a 50 kΩ potentiometer was selected.
For most sensor applications it is essential to implement signal processing techniques to limit noise
from external sources and eliminate aliasing due to signal power above the Nyquist frequency. To
address these issues a filter was used to reduce the signal amplitude greatly at the Nyquist
frequency. The amplified output voltage was passed through this analog low pass filter before
reaching the ADC on the microcontroller. The foot sensor expected sample rate is 1 kHz and has
a Nyquist frequency of 500 Hz. To avoid aliasing it is common practice to reduce the power of the
signal by at least 20 dB at Nyquist, with a larger reduction when possible. The filter design used
here is a 3rd order RC filter with a cutoff frequency of 29.4 Hz and a roll off of 60 dB per decade.
Table 4.3: Potentiometer resistance requirements for bridge resistors of minimum and
maximum resistance values
Page 60
50
Along with reducing the signal amplitude at Nyquist a secondary concern is the mitigation of 60
Hz noise which is common in electronics that are located near an AC power source. A bode
diagram shown in Figure 4.15 shows the reduction in signal amplitude at Nyquist for this filter
design is 74 dB at Nyquist and 21 dB at 60 Hz.
Figure 4.17: Bode Diagram of 3rd order RC filter used in the offset tuning circuit
Figure 4.18: The circuit schematic for a single amplifier, filter, and Wheatstone bridge used in the offset
tuning circuit.
Page 61
51
After designing the filter, the offset bridge circuit, and selecting the desired components, a PCB
was created to house eight instances of the completed circuit design, one for each strain gauge.
This PCB was required to fit within the space constraints of the foot. The recessed microcontroller
interface along with an additional cutout on the top foot plate allow a total height of 25 mm for the
microcontroller/offset tuning circuit assembly. To reduce the profile of this assembly the
microcontroller pins connect to the center of PCB directly. In addition the female pin connectors
on the bottom of the microcontroller were removed so that the assembly will sit flush with the
bottom foot plate.
Figure 4.19: PCB layout created using Autodesk EAGLE
Figure 4.20: Populated offset tuning circuit with microcontroller attached
(underneath)
Page 62
52
4.3. Testing and Results
To test the functionality and accuracy of the foot sensor design a series of calibration data sets
were collected. The goal of these calibration tests were to determine an appropriate gain matrix G
that accurately represents the six principal forces and torques when applied to equation 4.8. To
conduct these tests the Tiva-C microcontroller was loaded with a program to read and output the
8 sensors at a rate of 1000 samples per second. This data was then sent via serial connection to a
computer running a MATLAB program that collected and analyzed this data to generate the gain
matrix. Each test consisted of applying a known load to the bottom plate of the foot sensor then
sampling the ADC data from the 8 strain gauges and comparing the output to the output when the
foot had no applied load. There were 6 different test configurations with each configuration using
5 different loads for a total of 30 tests (see table 4.4). These loads were applied by clamping the
foot sensor assembly to a table, via the foot brace, then hanging weights from an eye bolt attached
to the bottom foot plate in two different locations. For the configurations 1 and 4 with no applied
moment the weights were fixed to the lower foot plate at the base of the eye bolt so that the weight
would be flush with the plate surface. Configuration 2 generates the 125 mm moment arm by
moving the eye bolt to a hole located near the front of the foot. The weights were attached to the
end of the eye bolt for configuration 3 and 5. Lastly configuration 6 consisted of laying the foot
sensor assembly flat and placing the weights on top of it. The process for running each
configuration was as follows:
Fix the foot to the table in the proper orientation by clamping the surfaces of the foot brace
or attached trunnions to the table. Make sure that there is enough clearance beneath the
foot for the weights to hang without contacting the table leg as this will change the load
slightly.
Zero the foot sensor output using the zero function in MATLAB. This ensures that any
changes in strain due to clamping forces or the weight of the foot plate are removed from
the calibration data.
Apply the load to the appropriate eye bolt location and log the data using the corresponding
test section code.
Repeat the above step with all 4 weights and include a test with zero weight.
Page 63
53
Set up the foot for the next test configuration, re-zero the sensor, and then repeat this
process.
The MATLAB code works by taking four seconds of time averaged data of the foot with no load
applied and setting this vector of data equal to a variable called set point array. Then when a
calibration test is conducted the new values of the ADC are subtracted from the set point array to
find the change in output for a specified load condition. This change in output is saved as a matrix
adc mean containing the column vectors of strain gauge output data; one column per test. Once all
30 tests are completed they are constructed into a matrix as shown in equation 4.10.
𝑋𝑐 = [𝑎𝑑𝑐 𝑚𝑒𝑎𝑛1, 𝑎𝑑𝑐 𝑚𝑒𝑎𝑛2, ⋯ , 𝑎𝑑𝑐 𝑚𝑒𝑎𝑛6]8𝑥30 (4.10)
Once the matrix of calibration data 𝑋𝑐 is constructed a similar matrix containing the applied loads
is also created as shown in Equation 4.11.
𝐹𝑐 = [𝐹1, 𝐹2, 𝐹3, 𝐹4, 𝐹5, 𝐹6]6𝑥30 (4.11)
Where F1-F6 are the matrices of applied loads for each test configuration. To calculate the gain
matrix that will be used to determine the external loads on the foot 𝐹𝑐 and 𝑋𝑐 were input into
Equation 4.12. This equation takes advantage of matrix inversion and the built in MATLAB
function pinv which creates a pseudo inverse with a minimized norm. It was found that using the
pseudo inverse created a much more well-conditioned system than using a true inverse.
𝐺6𝑥8 = 𝐹𝑐 ∗ 𝑝𝑖𝑛𝑣(𝑋𝑐) (4.12)
Table 4.4: Test configuration force and moment direction and magnitudes
Page 64
54
Figure 4.21: Configuration 1 setup, full weight (left); configuration 2 setup full weight (right)
Figure 4.22: Configuration 5 setup, full weight
Page 65
55
After the gain matrix was calculated the calibration data was used to test the goodness of fit by
substituting the new G and the adc mean data into equation 4.8 and comparing the resulting force
vector with the known load conditions. Figure 4.21 shows the results of the calibration data being
processed by the gain matrix G for the first configuration. These results show a reasonably good
fit of the measured data being output from the gain matrix to the known load condition. These
Figure 4.23: Calibration results for all configuration 1 tests.
Page 66
56
results reflect data collected from 7 strain gauges instead of 8 because there were some hardware
issues with one of the circuits that still need to be fixed.
The results from the other five configurations can be found in the appendix B. It is expected that
the regions of the graphs that deviate from the known applied weight will be improved with the
addition of data from the eighth sensor. This data is sufficient as a proof-of-concept for the foot
sensor design although there are still several things that can be improved. The noise level of the
ADC output was also examined as a potential source for improvement of the data fit, however, as
seen in figure 4.24 the noise in the signal has a relatively small amplitude. The average standard
deviation of the noise was about 4.6 bits out of the total range of 0-4096 bits meaning the ADC is
accurate to about 4 least significant bits or 3.6 mV. This level of accuracy gives a maximum
possible SNR of 61 dB. With the current sensitivity of the strain gauges the SNR will most likely
be in the range of 25 to 40 dB.
Figure 4.24: ADC difference from set point as measured during a configuration 1 test.
Page 67
57
5. Conclusion
The mechanical design changes for the OLL-E exoskeleton described in chapter 3 of this thesis
have allowed for the continuation of the fabrication process of the exoskeleton. These changes
removed multiple points of interference between parts in the assembly as well as improving the
manufacturability and factor of safety for a number of components. The hip yaw housing
component was separated into two smaller pieces and connected by a bolted joint to make the part
easier to manufacture. This change also increased the strength of the hip yaw housing assembly.
The hip yaw actuator trunnion was redesigned and reinforced to reflect the changes made in the
hip yaw housing assembly. In addition several changes were made to the knee joint to eliminate
interference between parts and improve the performance of the joint. These design changes were
verified using CAD and FEA modeling to ensure that the new part versions would have sufficient
safety factors and would eliminate manufacturing difficulties and interference issues. These parts
were then manufactured via CNC machining.
After solving the mechanical design and manufacturing problems a six-axis force-torque sensor
was designed and integrated into OLL-E’s foot. The foot sensor design consists of two plates
connected by four load bearing posts. These posts have an array of eight strain gauges, two gauges
per post, which send a signal through a filter and amplifier to the microcontroller. The state of
strain is then used to calculate the external forces and moments applied to the foot using a linear
gain matrix. The initial calibration results have confirmed the functionality of this sensor. The
sensor was found to be several times less expensive than purchasing an OTS solution as well as
having a superior form factor. This force-torque sensor will allow the central control system to
have sufficient environmental feedback and enable OLL-E to be self-balancing.
5.1. Recommendations
While the foot sensor is functional and has a good data fit for measuring external forces there are
a few changes that could be made to improve its function. One of the difficulties in calibrating the
foot sensor is tuning the voltage offset so that when the top and bottom plates are fastened together
the sensor maintains an output that is within the voltage range of the ADC. This is difficult to
achieve because when the M8 bolts that secure the bottom and top plates together are tightened it
changes the state of strain in the posts significantly. The offset trimmers are not physically
accessible once the two plates have been fastened together so you must guess at where to place the
Page 68
58
trim offset and repeat this process via trial and error. To fix this problem it is recommended that
an access panel be added to the top foot plate that will allow the trimmers to be adjusted after the
two plates have been bolted together.
In addition to the difficulty with setting up the trim offsets, the offset tuning circuit has some
reliability issues during the soldering process. It has been found that occasionally the analog filter
circuits prematurely fail. It is hypothesized that this is due to excess heat during the soldering
process causing capacitor failure. A potential fix for this problem is to either change the capacitor
type or to separate the filter circuit from the main board so that it can be examined individually for
functionality before being connected.
It is expected that the foot sensor performance will improve upon further testing and calibration
using the full array of eight sensors, however, if greater sensitivity is required there are several
options to improve performance. It is possible to double or quadruple the sensitivity of a
Wheatstone bridge circuit by using a half-bridge or full-bridge circuit rather than the current
quarter bridge. Similarly, the sensitivity could also be increased by slightly reducing the size of
the load bearing posts and introducing some type of strain relief where the stress concentration is
in figure 4.8.
While the FEA simulations conducted in this thesis are helpful and provide a better understanding
of where stress concentrations may occur they are only as accurate as the load estimations used to
conduct the simulations. It is recommended that during future tests and revisions to the OLL-E
platform that the accelerations and loads on the exoskeleton be investigated further. This may be
done by placing additional strain gauges at representative locations and estimating forces based on
these strains. Special attention should be paid to the characteristics of the time varying loads so
that fatigue failure modes can be examined in more detail.
5.2. Future Work
Now that the assembly process is well under way and all of the manufacturing has been completed
there are several areas that have yet to be addressed before OLL-E can be a fully functioning
product. The most immediate need is to design and fabricate a harnessing system for the user’s
legs and feet. This is necessary to keep the user aligned with the movement of the exoskeleton as
well as keeping appendages clear of pinch points and sharp edges. This harness system needs to
Page 69
59
keep the user safe and comfortable by allowing a small amount of compliance but not so much
that the user can become detached from the exoskeleton in any way.
After a harnessing system has been designed testing with the full assembly can begin. Initially
OLL-E should be set up on a test stand and its joints should be carefully checked for any issues
before moving on to walking, sit-to-stand, or stair tests. Once OLL-E has been verified to be fully
functional then testing can begin with a life-size human mannequin.
Page 70
60
References
[1] A. B. Zoss, H. Kazerooni, “Biomechanical Design of the Berkeley Lower Extremity
Exoskeleton (BLEEX),” IEEE/ASME Trans. on Mech., vol.11, no. 2, Apr. 2006, doi:
10.1109/TMECH.2006.871087
[2] M. Fontana, R. Vertechy, S. Marcheschi, F. Salsedo, M Bergamasco, “The Body Extender,”
IEEE Robotics & Auto. Mag., Dec. 2014, doi: 10.1109/MRA.2014.2360287
[3] “HULCTM| Berkeley Robotics & Human Engineering Laboratory.” Berkeley.edu.
http://bleex.me.berkeley.edu/research/exoskeleton/hulc/. (accessed 14-Jan-2018).
[4] “ReWalkTM Personal 6.0.” ReWalk.com. http://rewalk.com/rewalk-personal-3/. (accessed 8-
June-2020).
[5] Gogoa Mobility Robotics, “Hank for Clinical Rehabilitation.” Gogoa.eu.
http://gogoa.eu/products/robotic-neuro-rehabilitation/hank-for-clinical-rehabilitation/ (accessed
8-June-2020).
[6] K. Bialik. “7 Facts About Americans With Disabilities.” Pewresearch.org.
https://www.pewresearch.org/fact-tank/2017/07/27/7-facts-about-americans-with-disabilities/
(Accessed 8-June-2020).
[7] Shafrin, Jason et al. “The association between observed mobility and quality of life in the
near elderly.” PloS one vol. 12,8 e0182920. 21 Aug. 2017, doi:10.1371/journal.pone.0182920
Available: https://www.ncbi.nlm.nih.gov/pmc/articles/PMC5572211/
[8] National Spinal Cord Injury Statistical Center. “Spinal Cord Injury Facts and Figures at a
Glance.” ncsic.uab.edu.
https://www.nscisc.uab.edu/Public/Facts%20and%20Figures%202020.pdf (accessed 8-June-
2020).
[9] J. Wall and T. Colley, "Preventing pressure ulcers among wheelchair users: preliminary
comments on the development of a self-administered risk assessment tool." J. Tissue
Viability, vol. 13, no. 2, pp. 48-50, 52-54, 56, 2003 doi: 10.1016/s0965-206x(03)80035-9
[10] "HAL for Medical Use (Lower Limb Type)." Cyberdyne.jp
https://www.cyberdyne.jp/english/products/LowerLimb_medical.html. (accessed 8-June-2020)
[11] "PHOENIX Medical Exoskeleton." Suitx.com. https://www.suitx.com/phoenix-medical-
exoskeleton (accessed 8-June-2020)
Page 71
61
[12] X. Li, “Structural Design of a 6-DoF Hip Exoskeleton using Linear Series Elastic
Actuators,” M.S. thesis, Dept. Mech. Eng., Virginia Tech, Blacksburg, Virginia, 2017.
[13] J. T. Kendrick, “Design of High-Performance, Dual-Motor Liquid-Cooled, Linear Series
Elastic Actuators for a Self-Balancing Exoskeleton,” M.S. thesis, Dept. Mech. Eng., Virginia
Tech, Blacksburg, Virginia, 2018.
[14] B. A. Wilson, “Mechanical Design of the Legs for OLL-E, a Fully Self-Balancing Lower-
Body Exoskeleton,” M.S. thesis, Dept. Mech. Eng., Virginia Tech, Blacksburg, Virginia 2019.
[15] Z. Pang, “Modeling, Analysis, and Experimental Validation of an Electric Linear Series
Elastic Actuator for an Exoskeleton,” M.S. thesis, Dept. Mech. Eng., Virginia Tech, Blacksburg,
Virginia 2020.
[16] “Aluminum 7075 vs 6061 Discussion Thread.” cnczone.com
https://www.cnczone.com/forums/tormach-personal-cnc-mill/327362-aluminum-7075-vs-6061-
a.html (accessed 10-June-2020).
[17] “7075 vs 6061 Discussion Form.” homemodelenginemachinist.com
https://www.homemodelenginemachinist.com/threads/7075-vs-6061.1703/ (accessed 10-June-
2020).
[18] “Thread: 7075-T6 versus 6061-T6.” practicalmachineist.com
https://www.practicalmachinist.com/vb/cnc-machining/7075-t6-versus-6061-t6-160864/
(accessed 10-June-2020).
[19] “Aluminum 6061-T6 Material Property Datasheet.” matweb.com
http://www.matweb.com/search/datasheet_print.aspx?matguid=1b8c06d0ca7c456694c7777d9e1
0be5b (accessed 10-June-2020).
[20] “Aluminum 7075-T6; 7075-T651.” asm.matweb.com
http://asm.matweb.com/search/SpecificMaterial.asp?bassnum=MA7075T6 (accessed 10-June-
2020)
[21] “7075-T6 Aluminum Mechanical Properties.” makeitfrom.com
https://www.makeitfrom.com/material-properties/7075-T6-Aluminum (accessed 9-Aug-2020)
[22] “6061-T6 Aluminum Mechanical Properties.” makeitfrom.com
https://www.makeitfrom.com/material-properties/6061-T6-Aluminum (accessed 9-Aug-2020)
Page 72
62
[23] Understanding Extruded Aluminum Alloys, Alcoa, Cressona, PA, USA, 2002 [Online]
Available: https://web.archive.org/web/20061020230114/http://www.alcoa.com/adip/
catalog/pdf/Extruded_Alloy_6061.pdf (accessed June-10-2020).
[24] Aluminum Alloy Plate and Sheet, Alcoa, Bettendorf, IO, USA [Online] Available:
https://web.archive.org/web/20130829200933/http://www.alcoa.com/mill_products/catalog/pdf/a
lloy7075techsheet.pdf
[25] Brown et al., “Guideline for Bolted Joint Design and Analysis: Version 1.0,” Sandia Nat.
Lab., Albuquerque, NM, USA [Online] Available: https://prod-ng.sandia.gov/techlib-
noauth/access-control.cgi/2008/080371.pdf
[26] R. Budynas and J. Nisbett, “Shigley’s Mechanical Engineering Design,” 10th ed. New York,
NY, USA: McGraw-Hill, 2011.
[27] “Friction and Friction Coefficients.” engineeringtoolbox.com
https://www.engineeringtoolbox.com/friction-coefficients-d_778.html (accessed 12-June-2020).
[28] “Element Library: Overview.” Abaqus 6.10-EF
http://130.149.89.49:2080/v6.10ef/books/usb/default.htm?startat=pt06ch24s01abo23.html
(accessed 12-June-2020)
[29] “Calculation of Thread Lead Angle.” Mitsubishicarbide.com
http://www.mitsubishicarbide.com/en/technical_information/tec_turning_tools/tec_threading/tec
_threading_formula_top/tec_threading_formula (accessed 15-June-2020)
[30] “External Metric Thread Table Chart and Fastener Sizes M1.6-M18.”
https://www.engineersedge.com/hardware/metric-external-thread-sizes1.htm (accessed 15-June-
2020).
[31] R. Budynas and J. Nisbett, “Shigley’s Mechanical Engineering Design,” 10th ed. New York,
NY, USA: McGraw-Hill, 2011, A-22, p. 1051.
[32] “Materials and Processes Strengthening/Hardening Mechanisms.” Nde-ed.org
https://www.nde-
ed.org/EducationResources/CommunityCollege/Materials/Structure/strengthening.htm (accessed
15-June-2020).
[33] Satkunskienė et al., “Acceleration Based Evaluation of the Human Walking and Running
Parameters,” J. Vibroeng. vol. 11, pp. 506-510, Aug. 2009. [Online]. Available:
https://www.researchgate.net/publication/258112310_Acceleration_based_evaluation_of_the_hu
man_walking_and_running_parameters
Page 73
63
[34] “Body Segment Data: Mean Segment Weights.” Exrx.net
https://exrx.net/Kinesiology/Segments (accessed 16-June-2020)
[35] Zalnezhad et al., “A Fuzzy Logic Based Model to Predict the Fretting Fatigue Life of
Aerospace Al7075-T6 Alloy,” Caspian J. App. Sci. Res., vol. 1, pp. 39-48, Oct. 2012. [Online].
Available: https://www.researchgate.net/publication/281624274_A_Fuzzy_Logic_Based_
Model_to_Predict_the_Fretting_Fatigue_Life_of_Aerospace_Al7075-T6_Alloy
[36] R. Oskouei and R. Ibrahim, “The effect of a heat treatment on improving the fatigue
properties of aluminium alloy 7075-T6 coated with TiN by PVD,” Procedia Eng., vol. 10, pp.
1936-1942, June. 2011. [Online]. Available: https://tinyurl.com/y33vfjlk
[37] I. K. Leong, “Aluminum 7075-T6 Cyclic Fatigue Testing at Elevated Temperatures,” M.S.
thesis, Univ. New South Wales, 2008. [Online]. Available: https://preview.tinyurl.com/y3ah4kag
[38] Z. Pang, (2020) knee_kinematics source code (v1_1) [MATLAB® Source Code]
[39] “Tiva™ C Series LaunchPad Evaluation Board Software.” ti.com
https://www.ti.com/tool/SW-EK-TM4C123GXL?keyMatch=TIVA&tisearch=Search-EN-
everything (accessed 17-June-2020).
[40] “Precision Strain Gages and Sensors.” Vishaypg.com
http://www.vishaypg.com/docs/50003/precsg.pdf (accessed 18-June-2020)
Page 74
64
Appendix A: Coordinate System for the Foot Sensor
Figure A.1: Post numbering and axis labels for the foot
sensor
Figure A.2: Post numbering and axis labels for the foot
sensor
Page 75
65
Appendix B: Foot Sensor Calibration Results
Figure B.1: Calibration results for configuration 2
Figure B.2: Calibration results for configuration 2
Page 76
66
Figure B.3: Calibration results for configuration 3
Page 77
67
Figure B.4: Calibration results for configuration 4
Page 78
68
Figure B.5: Calibration results for configuration 5
Page 79
69
Figure B.6: Calibration results for configuration 6