79
Metal Cutting Plasma Oxy Fuel Band Saw Sawz-All Portable Disk (Angle) Grinder
| Date post: | 16-Dec-2015 |
| Category: |
Documents |
| Upload: | jessie-warner |
| View: | 228 times |
| Download: | 2 times |
Metal Cutting
PlasmaOxy FuelBand SawSawz-All Portable Disk (Angle) Grinder
Plasma Arc Cutting (PAC)
Cutting process that uses an arc and a high-velocity, ionized gas coming through a small nozzle to cut ALL metals
Link:
CNC PAC
CNC http://www.youtube.com/watch?v=XARu4bLXZnM
PAC
Plasma is a super heated gas that is ionized.
Ionized- Electrons in the gas have broken away form their atoms and will conduct electricity.
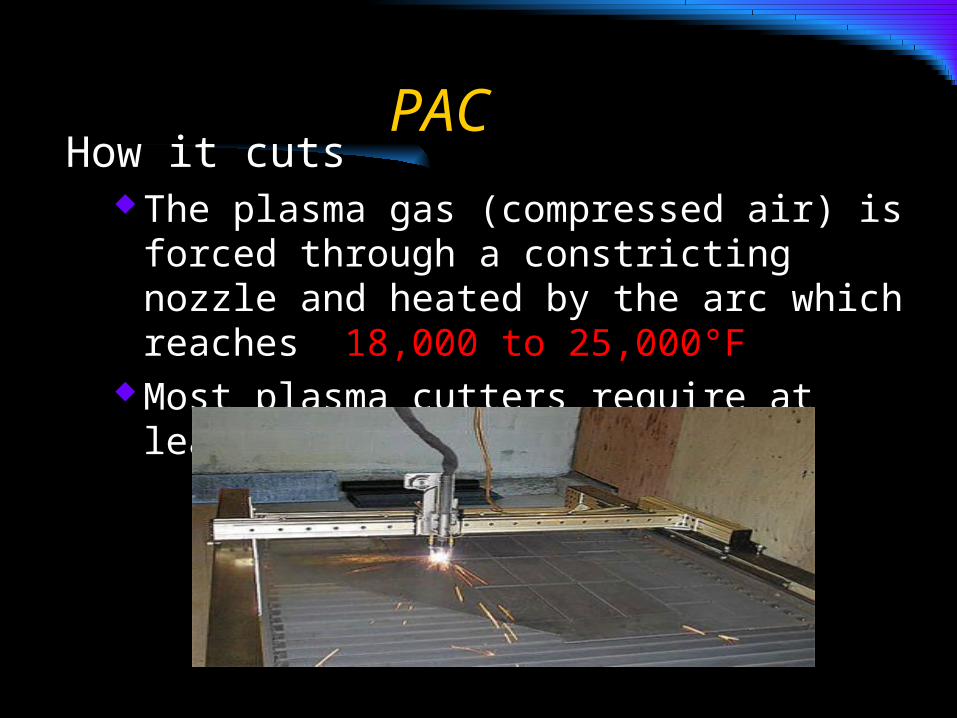
PACHow it cuts
The plasma gas (compressed air) is forced through a constricting nozzle and heated by the arc which reaches 18,000 to 25,000°F
Most plasma cutters require at least 70 PSI
Advantages of PAC
Can cut ANY metal Torch can’t cut aluminum or stainless, PAC
slices right through it.
Super fast setup & cutting speedsLittle distortion (warping) from heatNo hazardous gasses (O2 or
Acetylene)
Disadvantages
Plasma Torch is expensivePortability (needs electricity
& compressed air)70PSI is need to run most
PAC machinesMetal fumes created can be
a health hazard
Safety/ Maintenance
A minimum of a #4-5 filter shield should be used
Need proper ventilation to remove harmful fumes
Do not allow Pilot Arc to continue for long periods of time
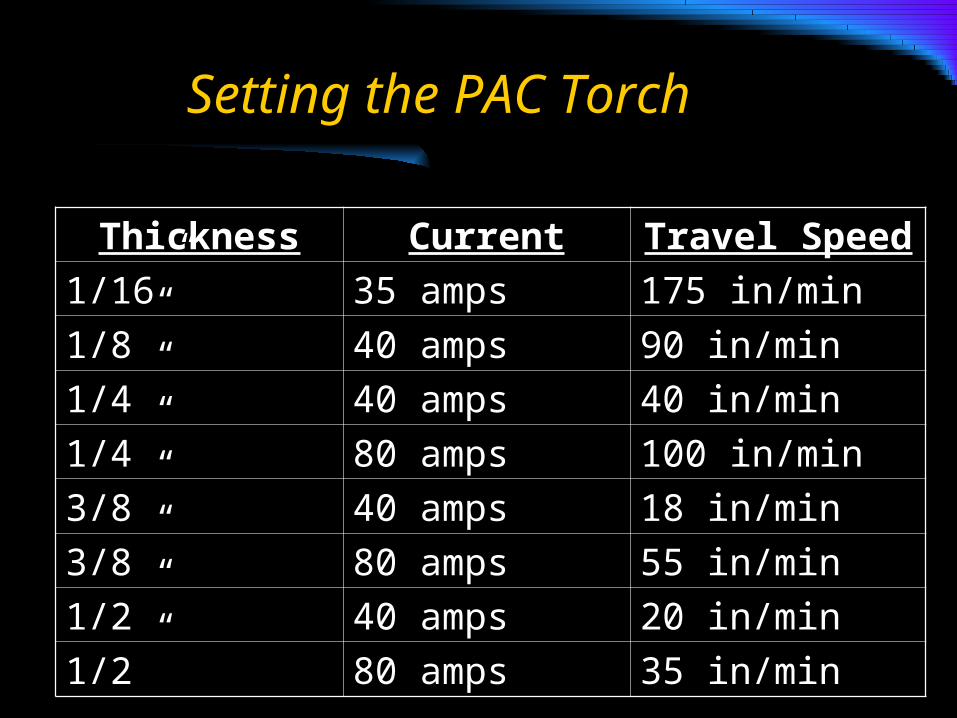
Setting the PAC Torch
Thickness Current Travel Speed
1/16” 35 amps 175 in/min
1/8” 40 amps 90 in/min
1/4” 40 amps 40 in/min
1/4” 80 amps 100 in/min
3/8” 40 amps 18 in/min
3/8” 80 amps 55 in/min
1/2” 40 amps 20 in/min
1/2” 80 amps 35 in/min
PAC Setup & Procedure
Clean metalHook up ground cableDraw cutting pattern or template on metalPlace electrode as close to base metal as
possible without touching. 1/16-1/8” from metal
Position torch at a 70 to 90° anglePull the trigger & pull torch across metal
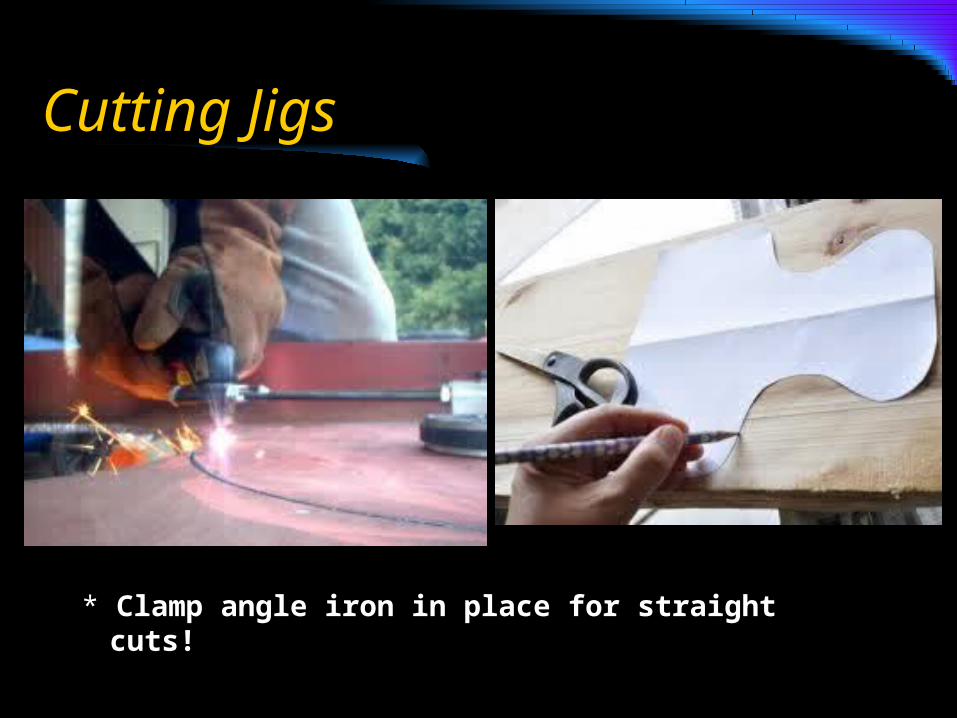
Cutting Jigs
* Clamp angle iron in place for straight cuts!
Cutting Speed
Too Slow- Molten metal (dross) will collect on bottom
Too Fast- Metal will not be cut all the way through Sparks may fly upwards
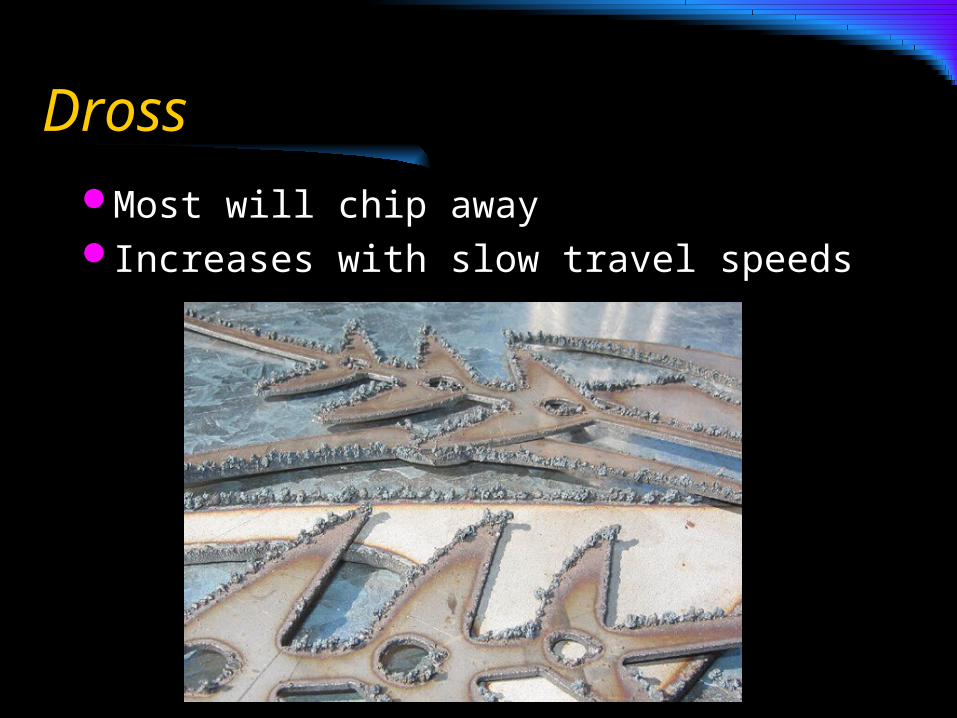
Dross
Most will chip away Increases with slow travel speeds
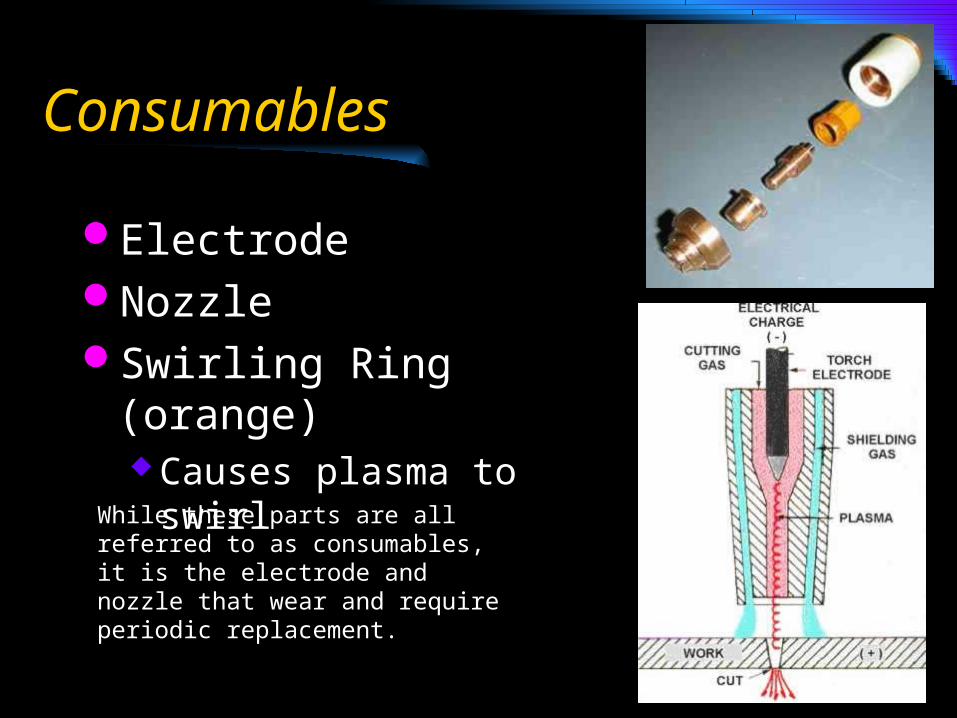
Consumables
ElectrodeNozzle Swirling Ring (orange)
Causes plasma to swirl
While these parts are all referred to as consumables, it is the electrode and nozzle that wear and require periodic replacement.
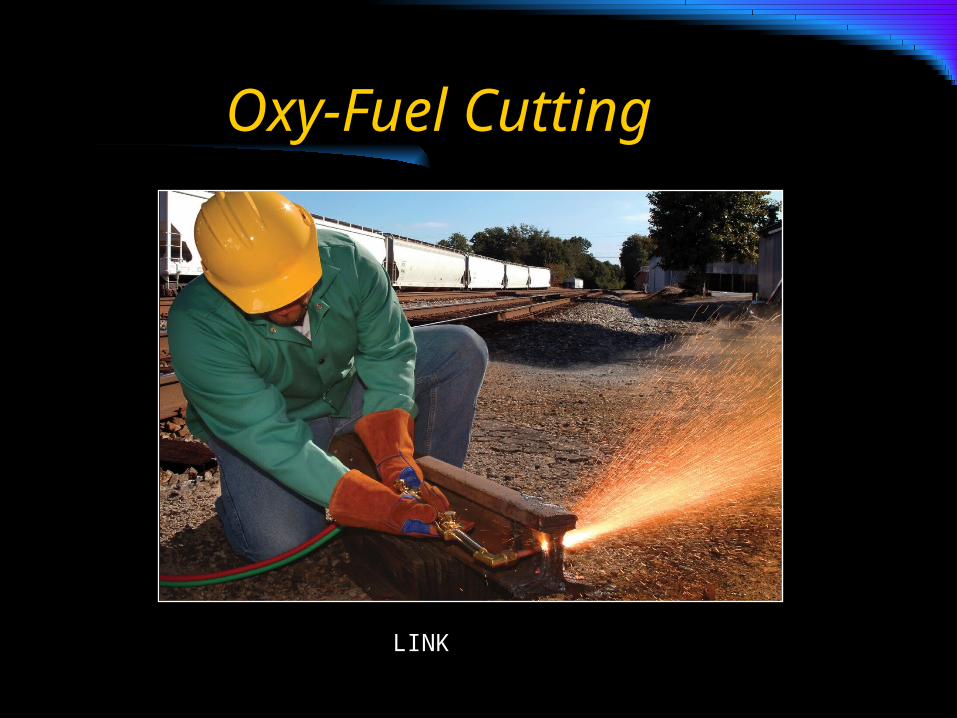
Oxy-Fuel Cutting
LINK
Oxy Torpedo
Oxy-Fuel Cutting
A torch is used to heat metal to its kindling temperature.
A stream of oxygen is then forced into the metal, burning it into a metal oxide that blows out of the kerf as slag.
Does Metal Burn?
Virtually all materials will burn if they are first heated to their ignition temperature.
Steel ignition temp is when it is cherry red, 1300-1400° F
Oxygen burns preheated metal and blows it away from the work piece.
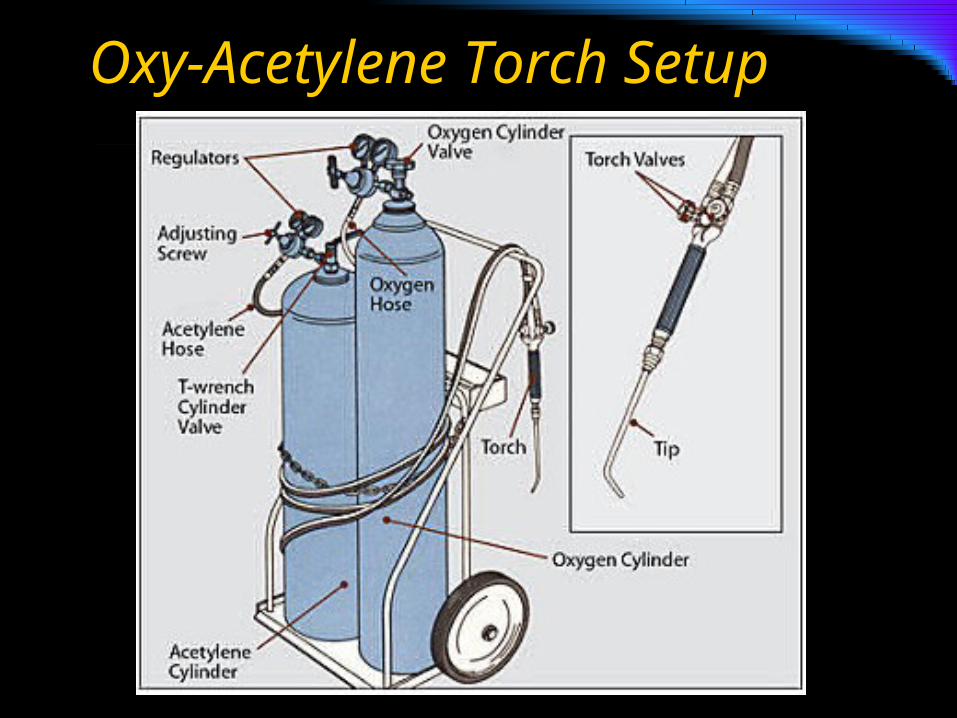
Oxy-Acetylene Torch Setup
Oxy-Fuel Cutting Process
Oxygen (green) 20-23lbs | Acetylene (Red) 5-7lbs Open cutting valve to set oxygen
Clean metalDraw line or make jig if straight cut is neededHold tip ~ 1/8” above metalPreheat metal to cherry red colorOpen oxygen valve and push
Angle tip slightly toward direction of cut
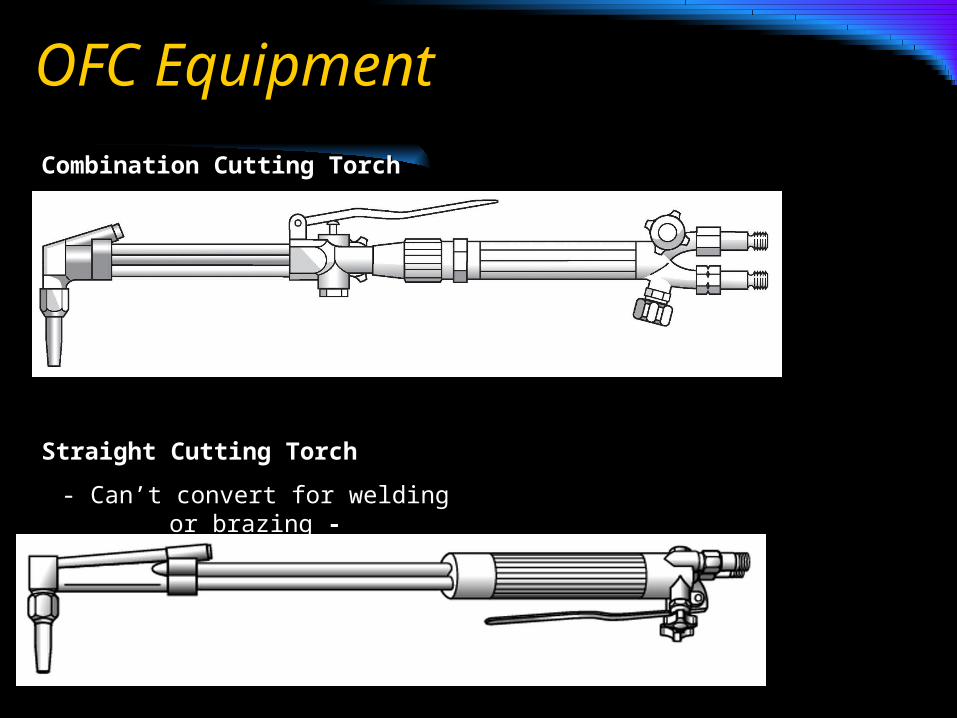
Straight Cutting Torch Straight Cutting Torch
- Can’t convert for welding or brazing- Can’t convert for welding or brazing - -
Combination Cutting TorchCombination Cutting Torch
OFC Equipment
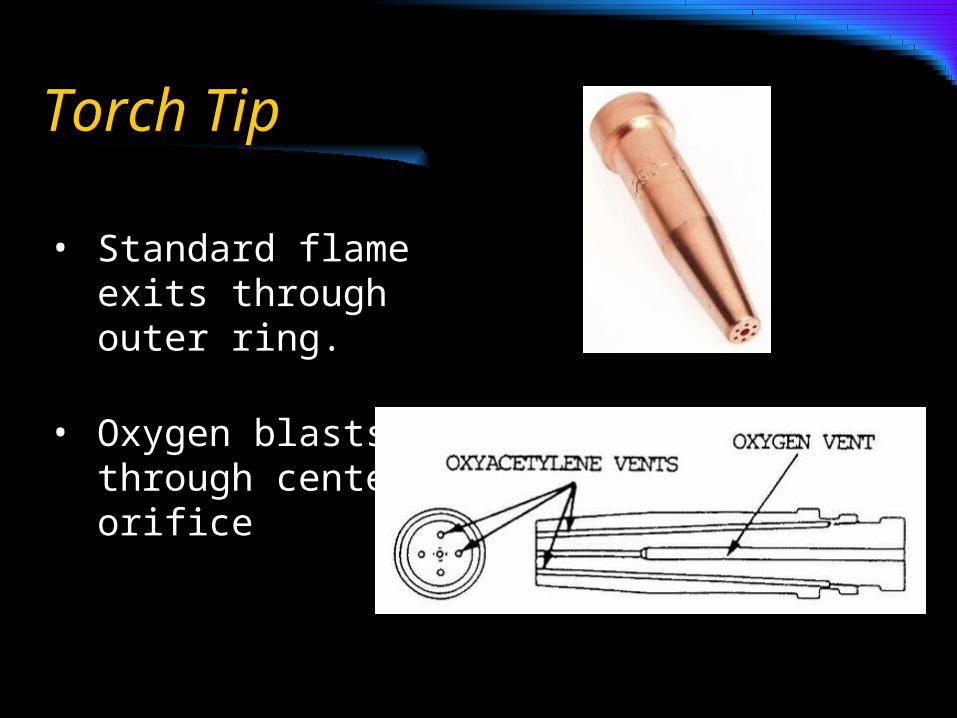
Torch Tip
• Standard flame exits through outer ring.
• Oxygen blasts through center orifice
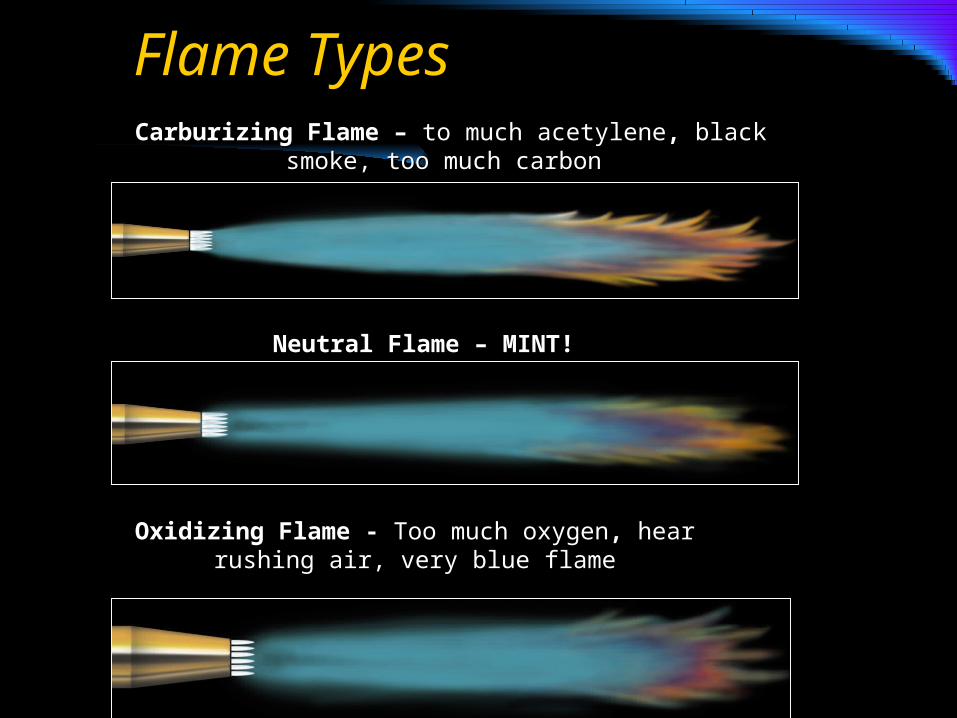
Carburizing Flame – Carburizing Flame – to much acetyleneto much acetylene, , black smoke, too black smoke, too much carbonmuch carbon
Neutral Flame – MINT! Neutral Flame – MINT!
Oxidizing Flame - Oxidizing Flame - Too much oxygenToo much oxygen, , hear rushing air, hear rushing air, very blue flamevery blue flame
Flame Types
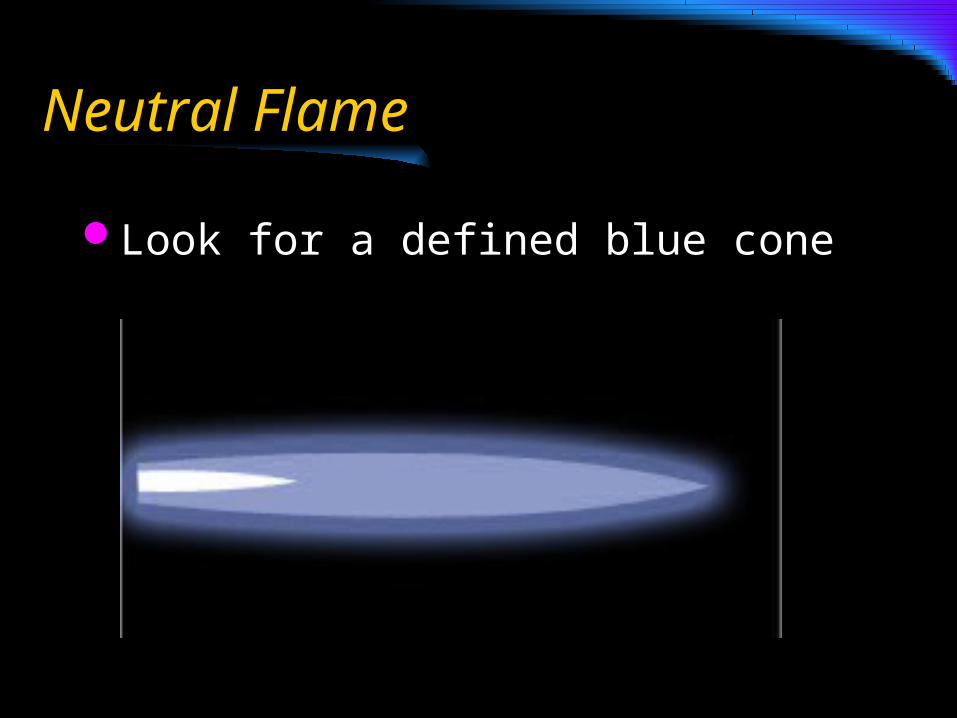
Neutral Flame
Look for a defined blue cone
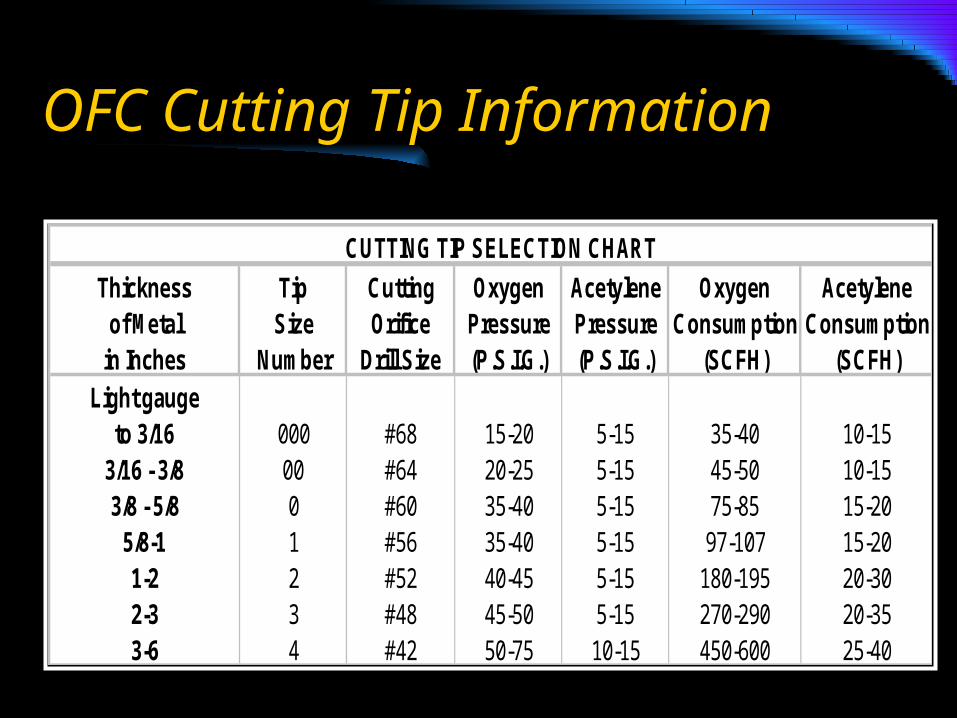
CUTTING TIP SELECTION CHART
Thickness Tip Cutting Oxygen Acetylene Oxygen Acetyleneof Metal Size Orifice Pressure Pressure Consumption Consumption
in Inches Number Drill Size (P.S.I.G.) (P.S.I.G.) (SCFH) (SCFH)Light gauge
to 3/16 000 #68 15-20 5-15 35-40 10-153/16 - 3/8 00 #64 20-25 5-15 45-50 10-153/8 - 5/8 0 #60 35-40 5-15 75-85 15-20
5/8-1 1 #56 35-40 5-15 97-107 15-201-2 2 #52 40-45 5-15 180-195 20-302-3 3 #48 45-50 5-15 270-290 20-353-6 4 #42 50-75 10-15 450-600 25-40
OFC Cutting Tip Information
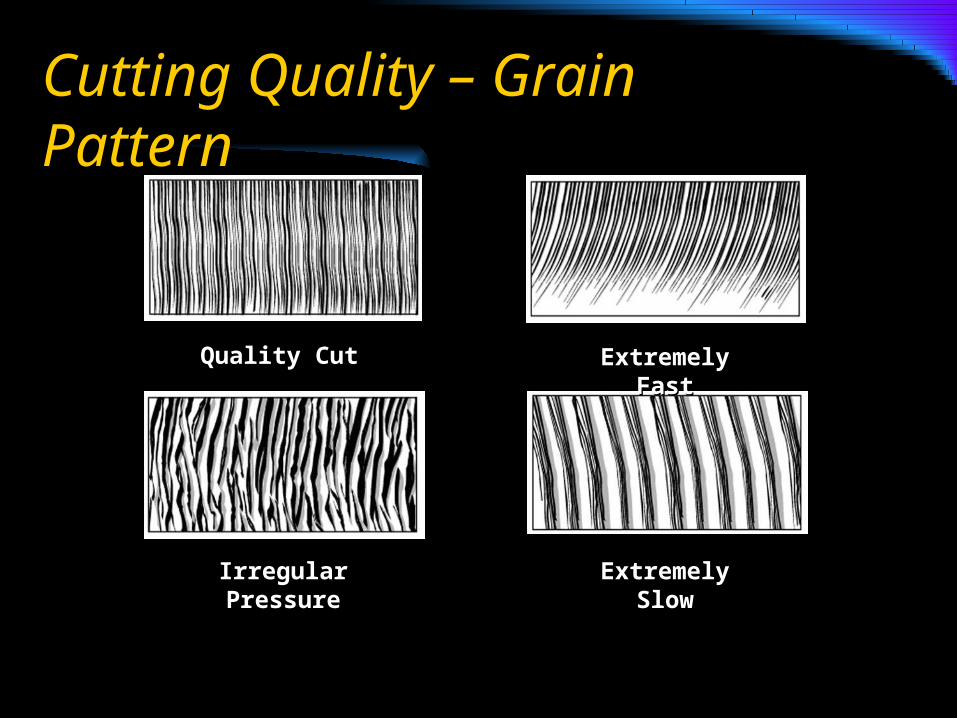
Quality CutQuality Cut Extremely FastExtremely Fast
Extremely SlowExtremely SlowIrregular PressureIrregular Pressure
Cutting Quality – Grain Pattern
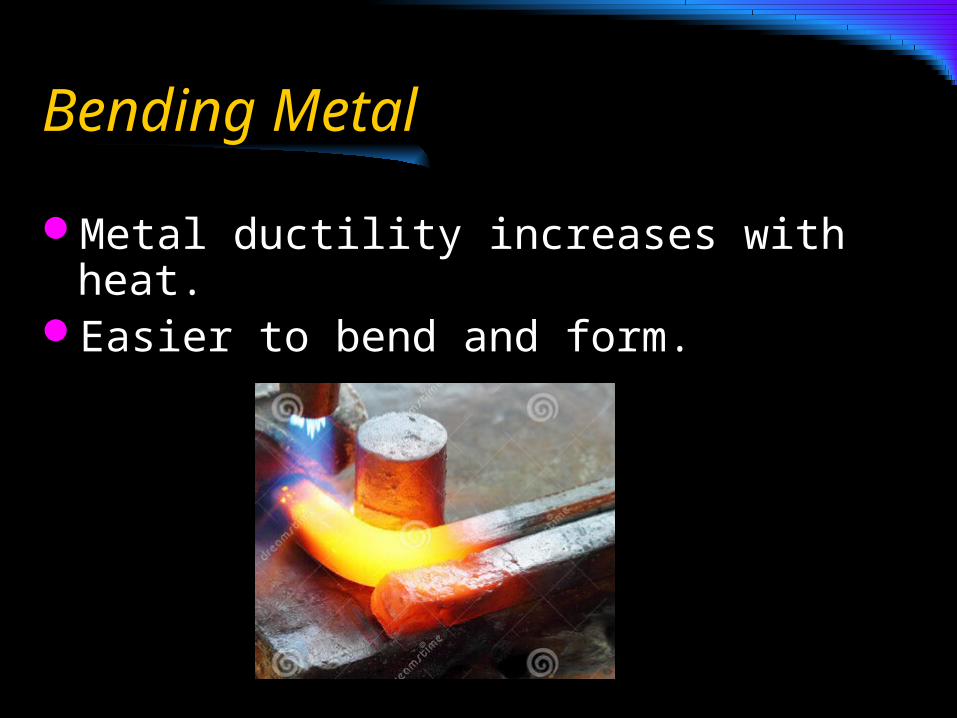
Bending Metal
Metal ductility increases with heat. Easier to bend and form.
Hardening Metal
Different steels have different methodsHeat steel to ignition temp. (1300-1400*F)
Test with magnet (loses magnetic properties) Quench in oil (peanut, mineral, motor) for
“X” amount of time Immediately place in an oven to temper. Steel becomes very hard but becomes
brittle You need to do your homework first!
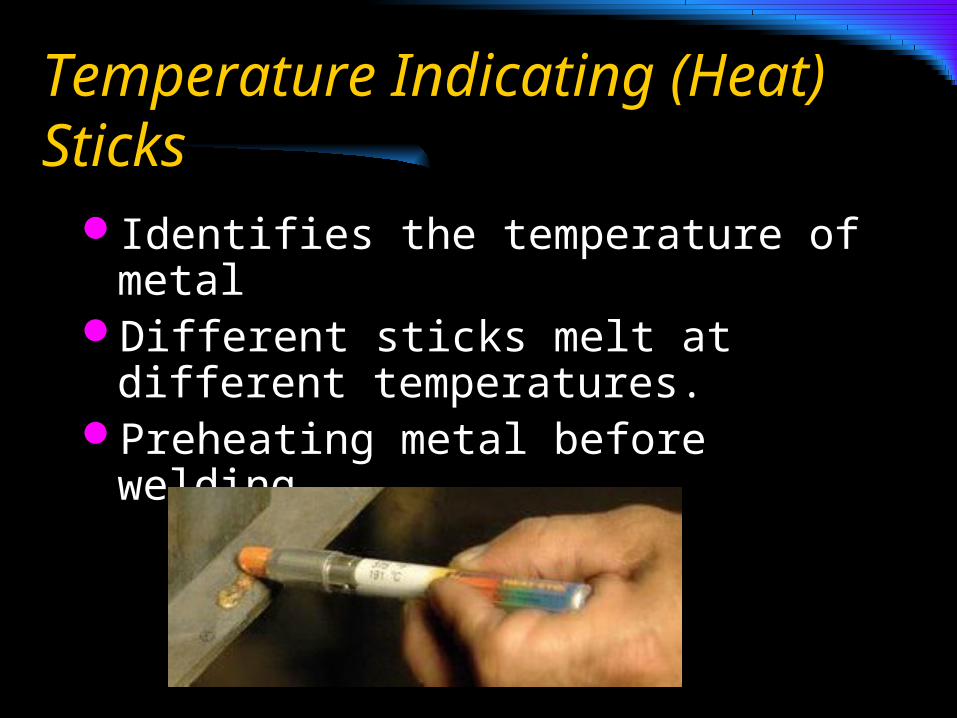
Temperature Indicating (Heat) Sticks
Identifies the temperature of metalDifferent sticks melt at different
temperatures.Preheating metal before welding
Safety
Proper PPE 4-5 Face Shield, pants, gloves, jacket
Keep tanks upright & chained!Let tanks settle for at least 15 minutes
after changeover. Stand to the side of regulators Always cap unused tanks Acetylene tanks ¼ turn max

Horizontal Band Saw (Metal)
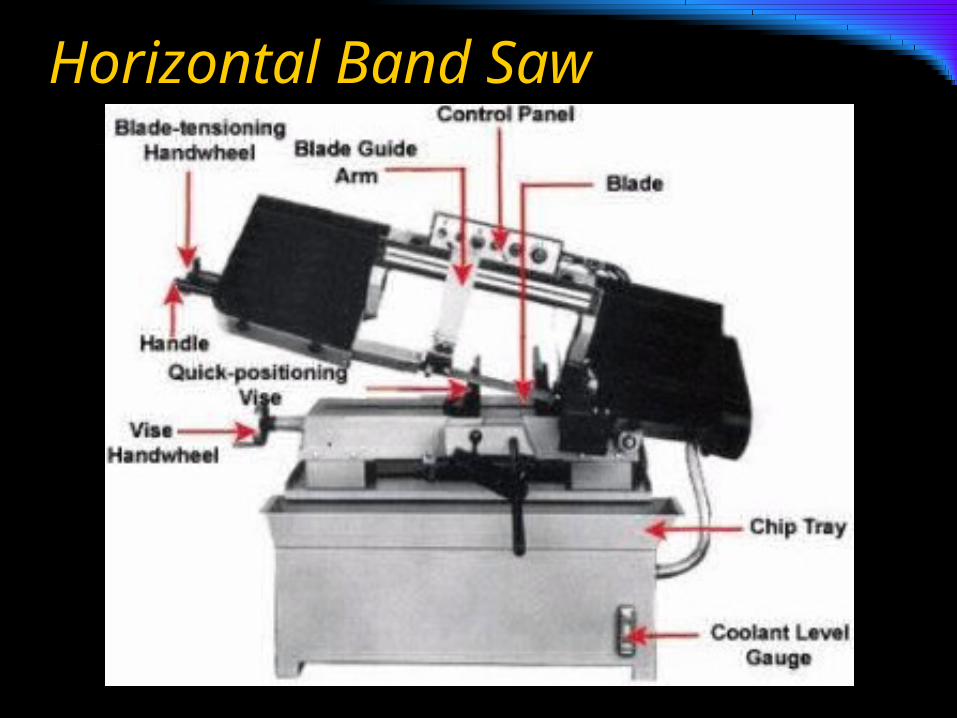
Horizontal Band Saw
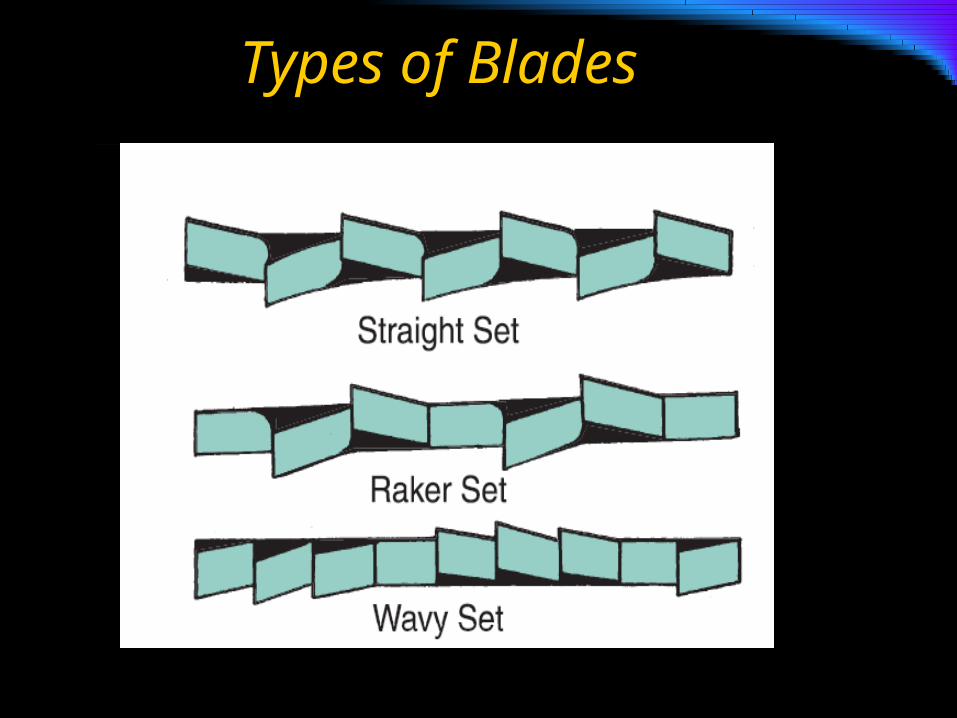
Types of Blades
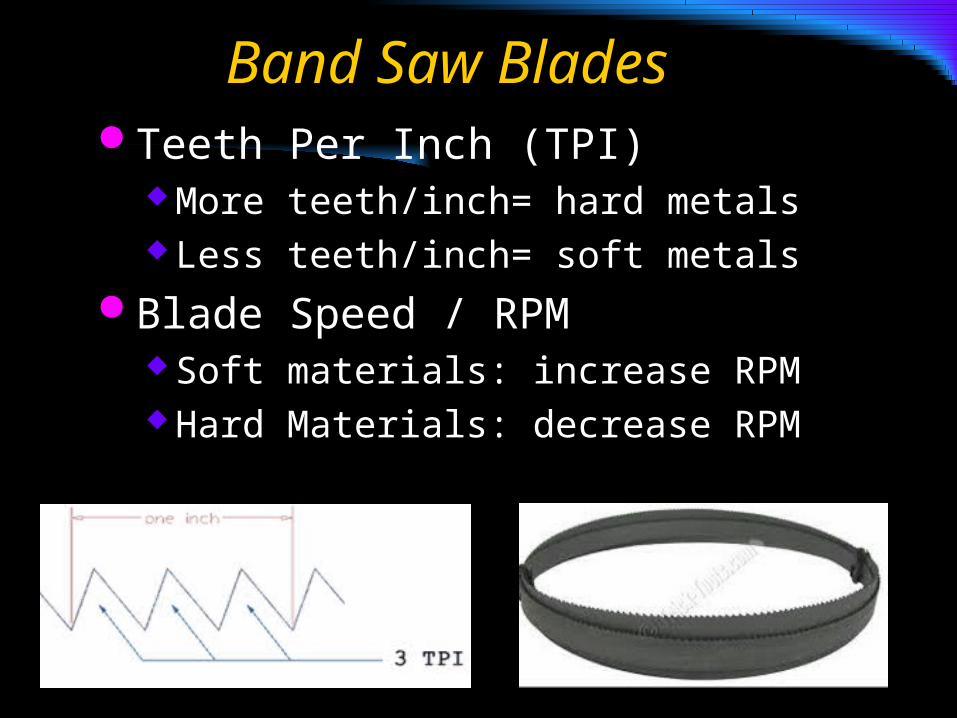
Band Saw BladesTeeth Per Inch (TPI)
More teeth/inch= hard metals Less teeth/inch= soft metals
Blade Speed / RPM Soft materials: increase RPM Hard Materials: decrease RPM
Blade Tension
Blade will seize in work piece if too lose.Blade may snap if too tight. Tool of choice for long cuts
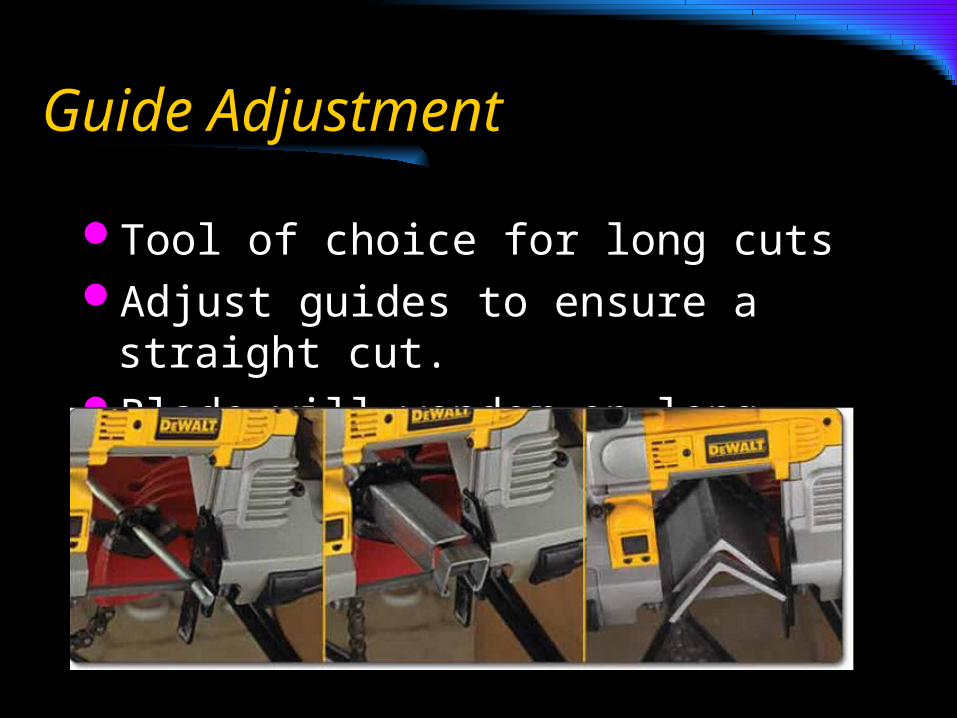
Guide Adjustment
Tool of choice for long cuts Adjust guides to ensure a straight cut.Blade will wonder on long cuts.
Band Saw safety Rules
Burrs on cut pieces are sharp. Use special care when handling pieces with
burrs Check for proper tension on the blade Secure piece in vice Check & adjust guards Use a brush to clean chips Keep your hands away from moving parts Stop machine before making adjustments
Band Saw Operation
Mark metal where cut is to be madeMount solidly in the vice
Support tail with jack standCheck tension and condition of bladeSet guide as close as possibleTurn on sawSlowly open gravity feed (use proper force)Lubricate with cutting oilClean saw when finished
Vertical Band Saw Safety Rules
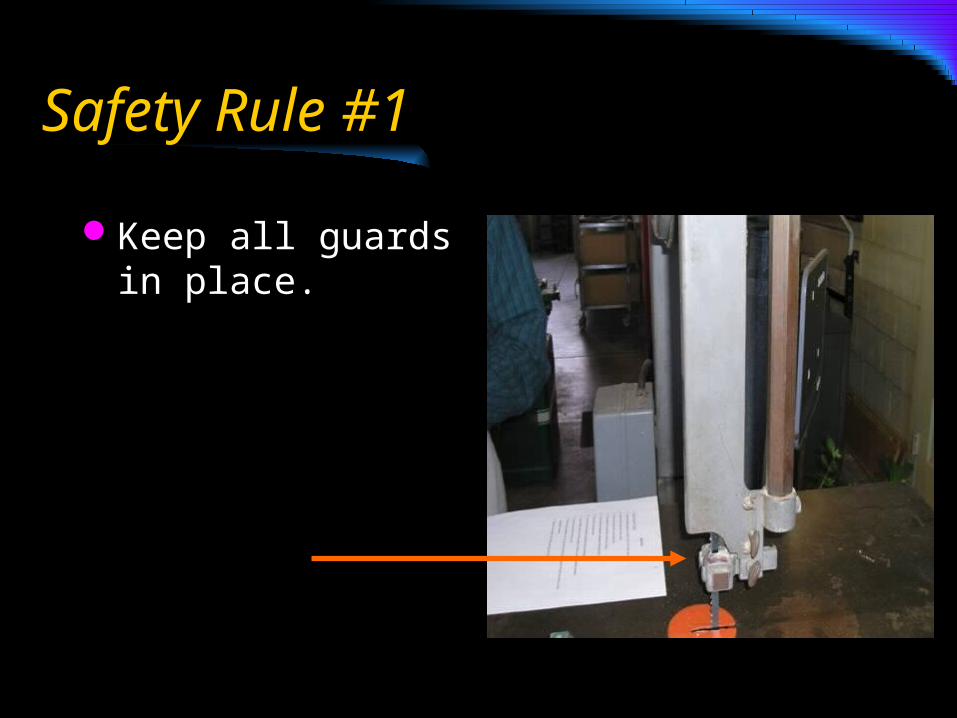
Safety Rule #1
Keep all guards in place.
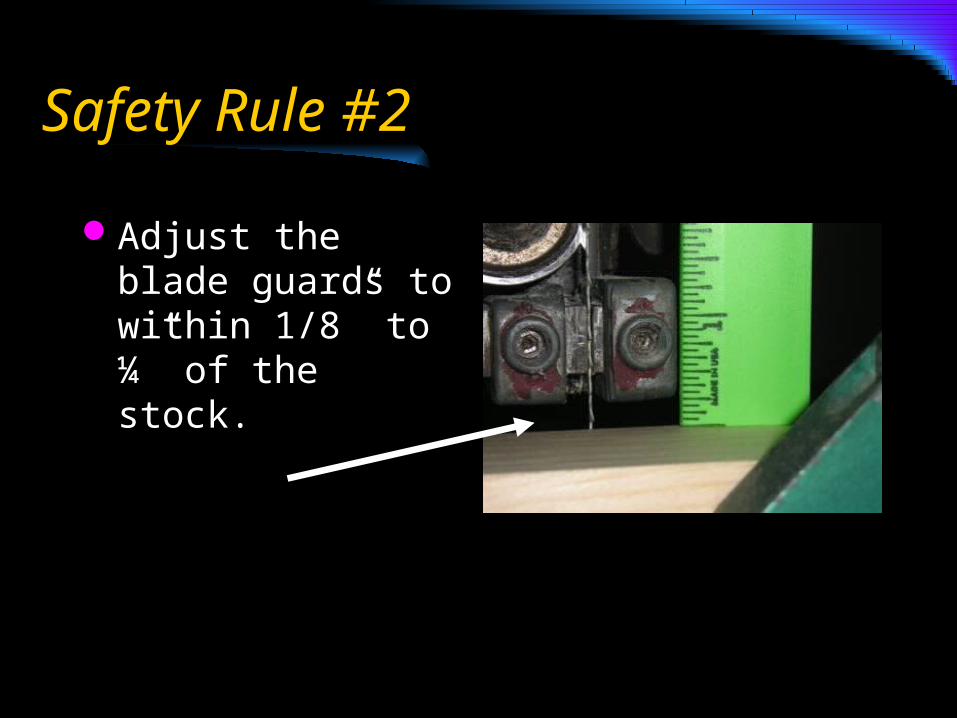
Safety Rule #2
Adjust the blade guards to within 1/8” to ¼” of the stock.
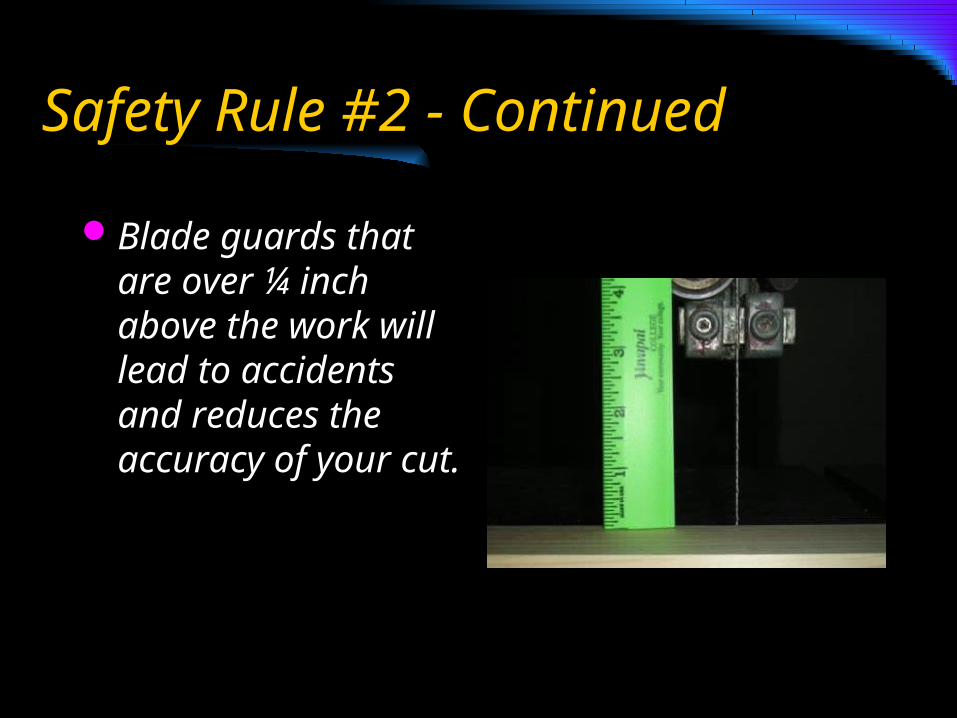
Safety Rule #2 - Continued
Blade guards that are over ¼ inch above the work will lead to accidents and reduces the accuracy of your cut.
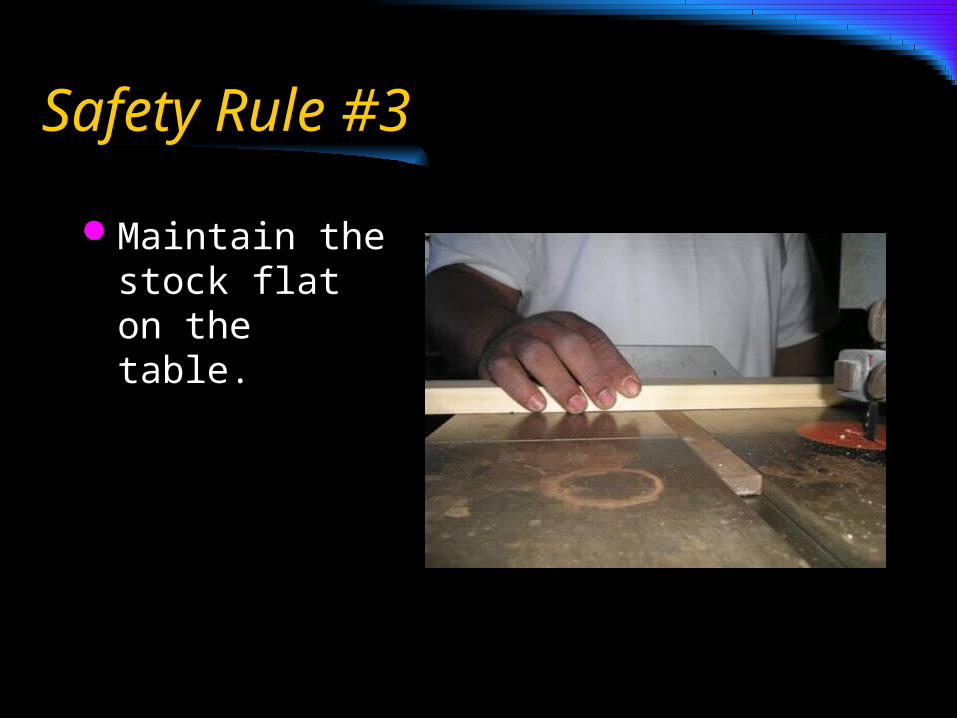
Safety Rule #3
Maintain the stock flat on the table.
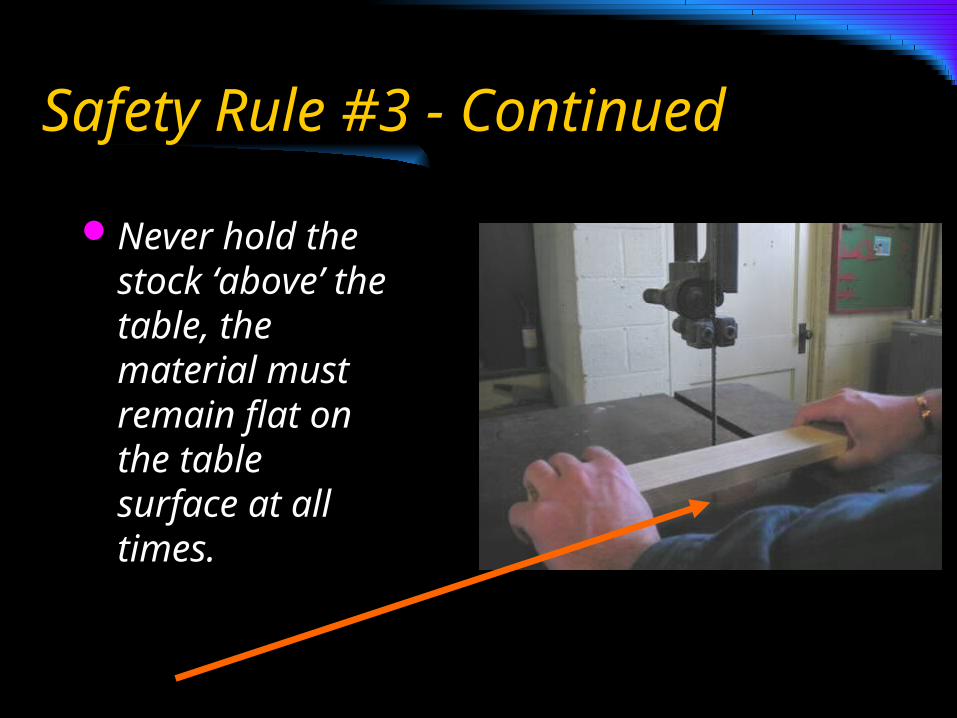
Safety Rule #3 - Continued
Never hold the stock ‘above’ the table, the material must remain flat on the table surface at all times.
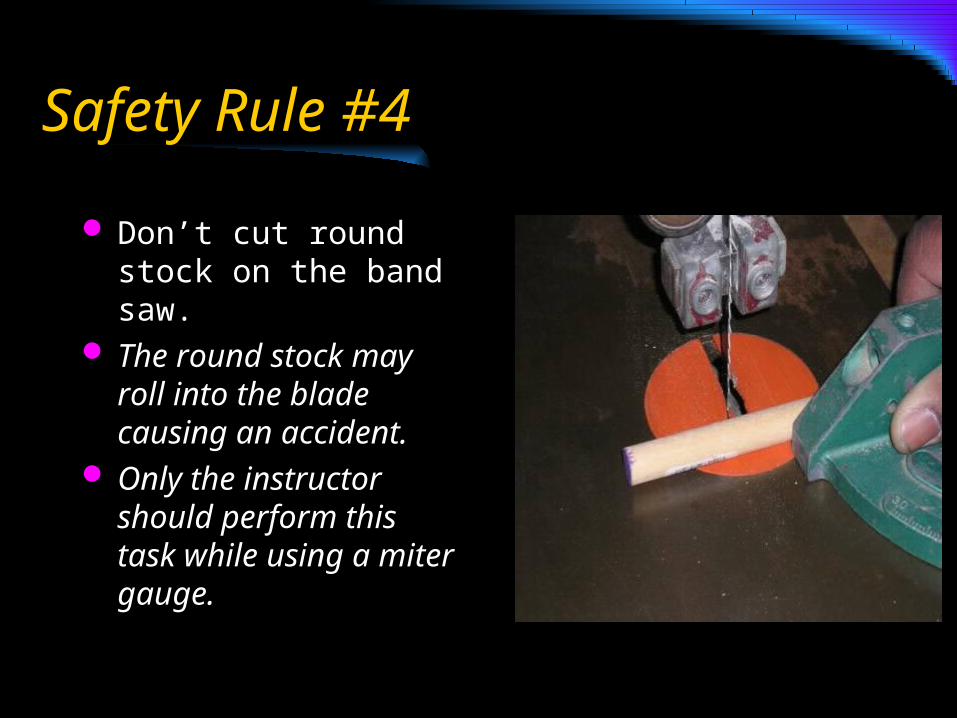
Safety Rule #4
Don’t cut round stock on the band saw.
The round stock may roll into the blade causing an accident.
Only the instructor should perform this task while using a miter gauge.
Safety Rule #5
Concentrate your attention on the job at hand.
Safety Rule #5 - Continued
Do not interrupt others while using power equipment.
Stay focused until the blade has stopped moving.
Safety Rule #6
Never leave the machine operating while unattended.
Safety Rule #7
Keep the work area clean.
Safety Rule #7 - Continued
Scrap wood or tools on the floor or the bandsaw table will lead to accidents and injuries.
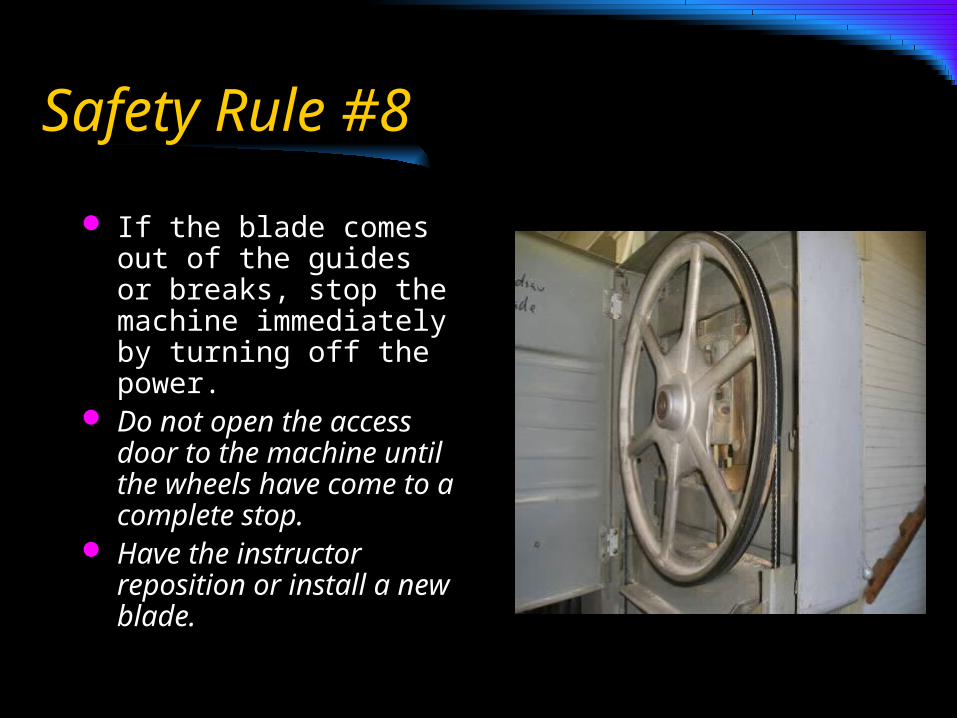
Safety Rule #8
If the blade comes out of the guides or breaks, stop the machine immediately by turning off the power.
Do not open the access door to the machine until the wheels have come to a complete stop.
Have the instructor reposition or install a new blade.
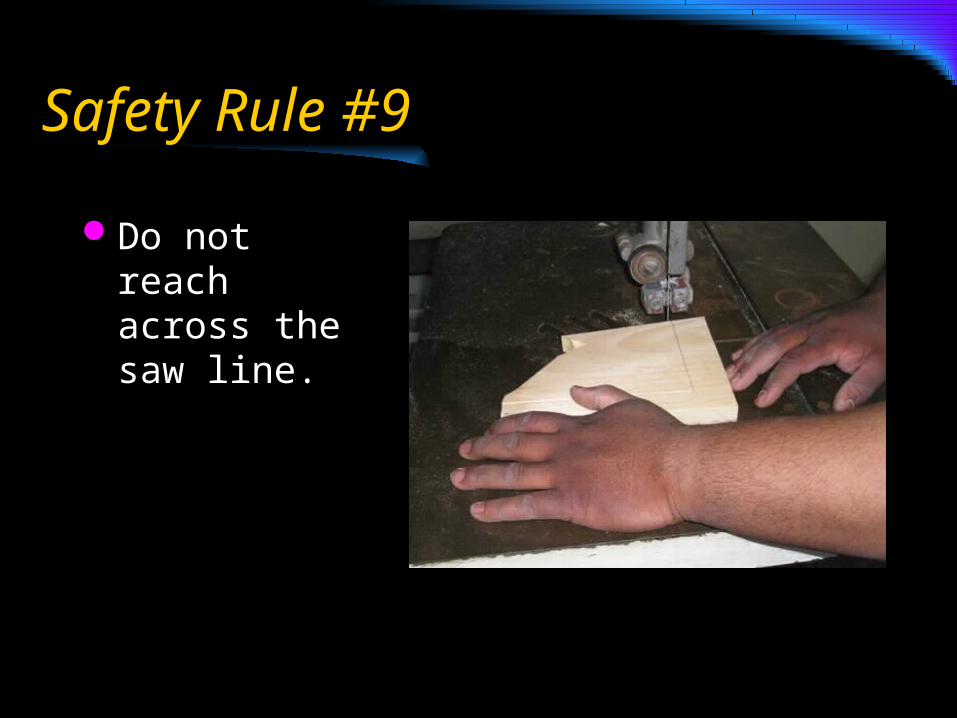
Safety Rule #9
Do not reach across the saw line.
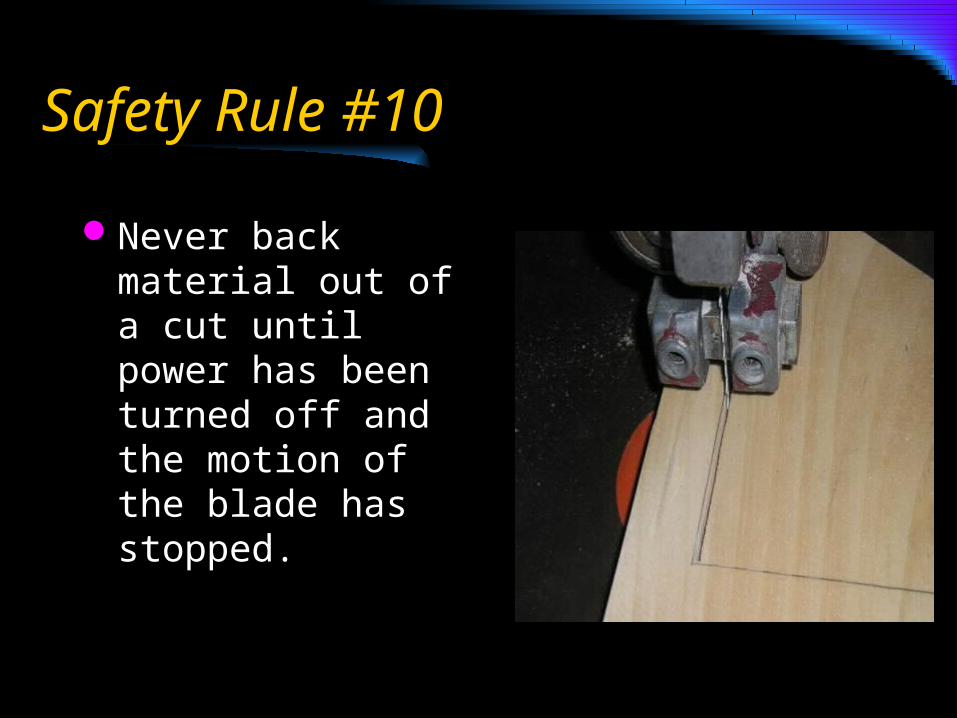
Safety Rule #10
Never back material out of a cut until power has been turned off and the motion of the blade has stopped.
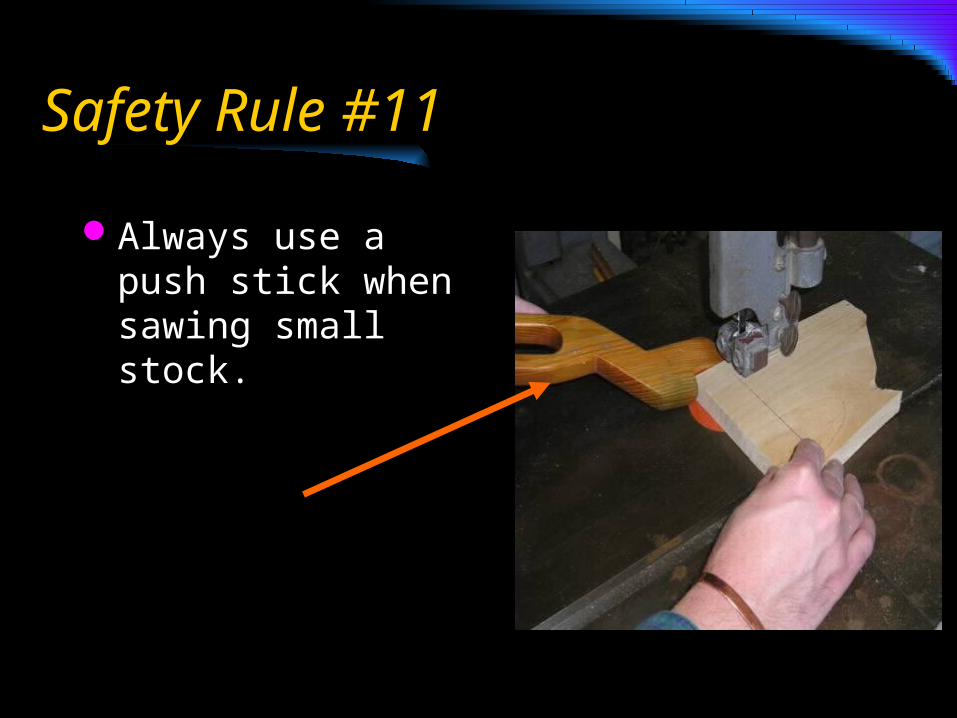
Safety Rule #11
Always use a push stick when sawing small stock.
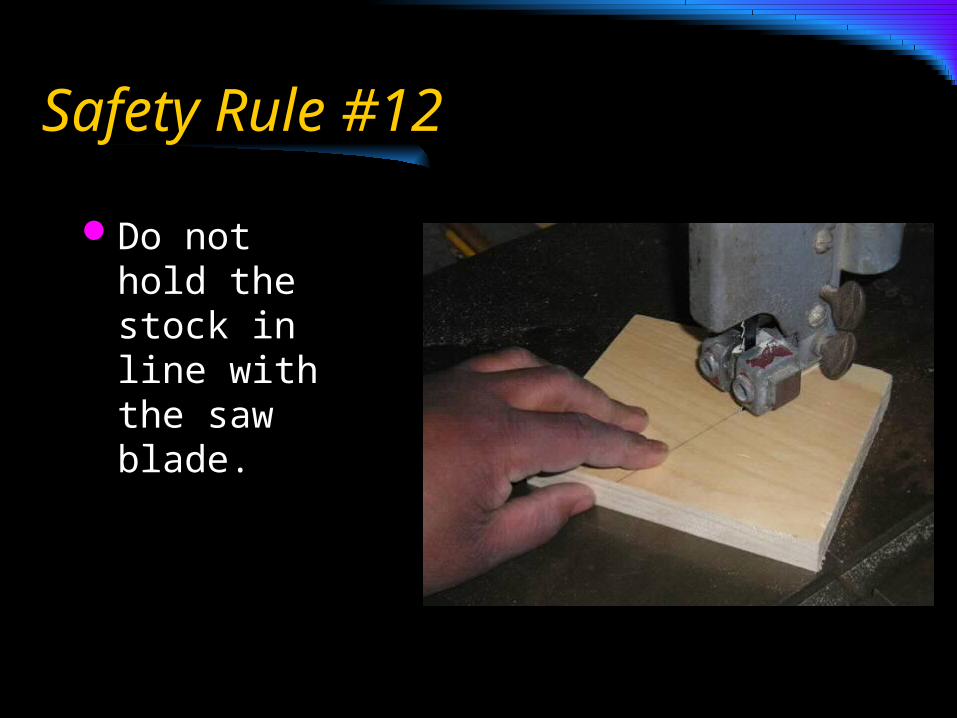
Safety Rule #12
Do not hold the stock in line with the saw blade.
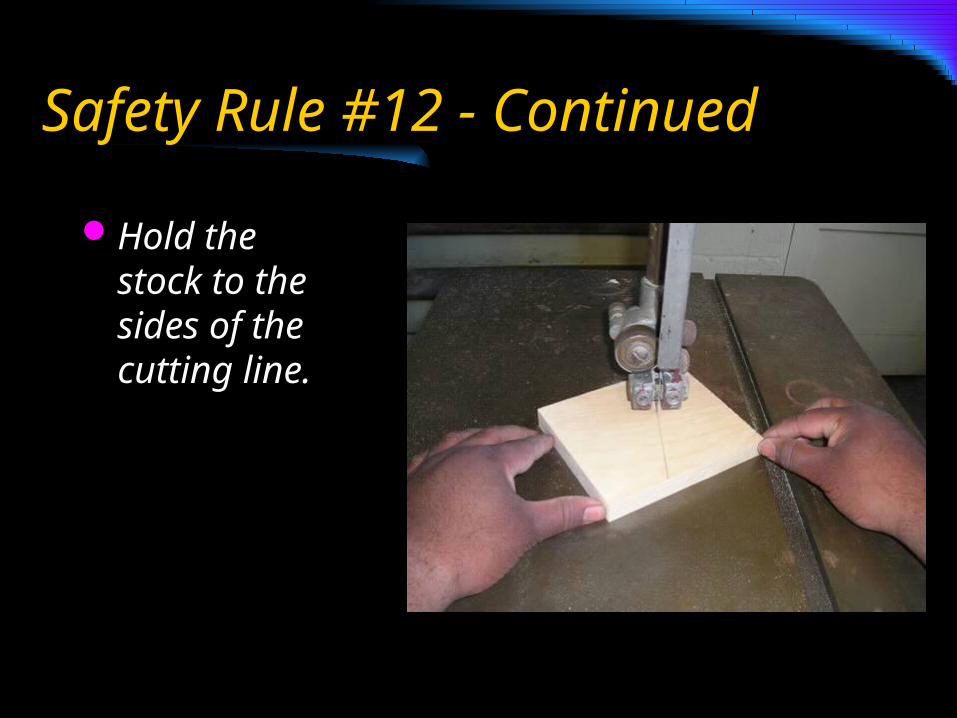
Safety Rule #12 - Continued
Hold the stock to the sides of the cutting line.
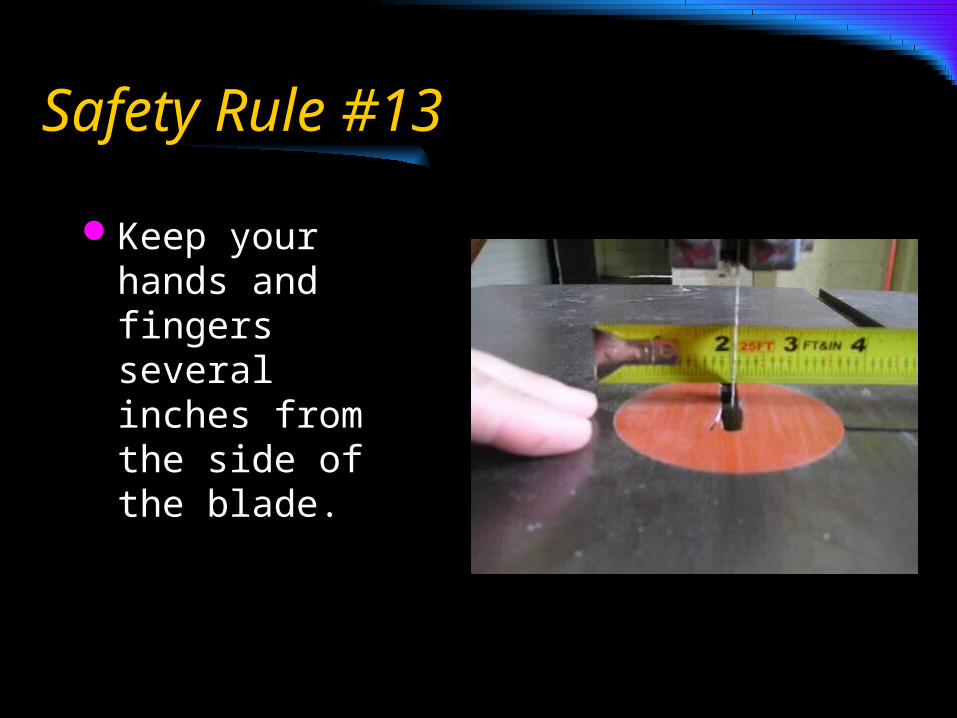
Safety Rule #13
Keep your hands and fingers several inches from the side of the blade.
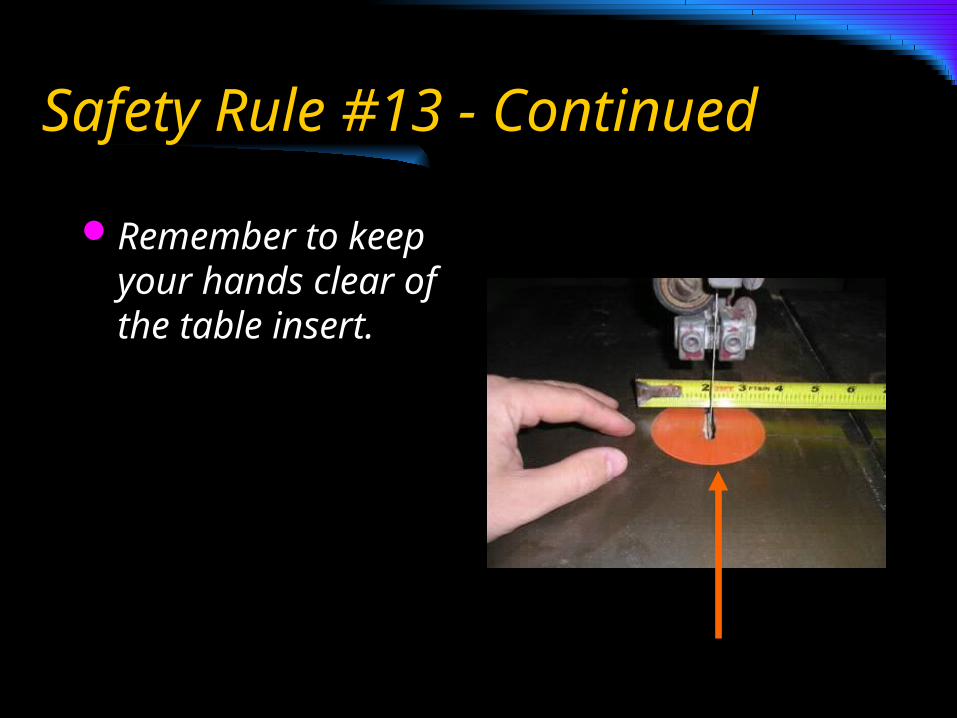
Safety Rule #13 - Continued
Remember to keep your hands clear of the table insert.
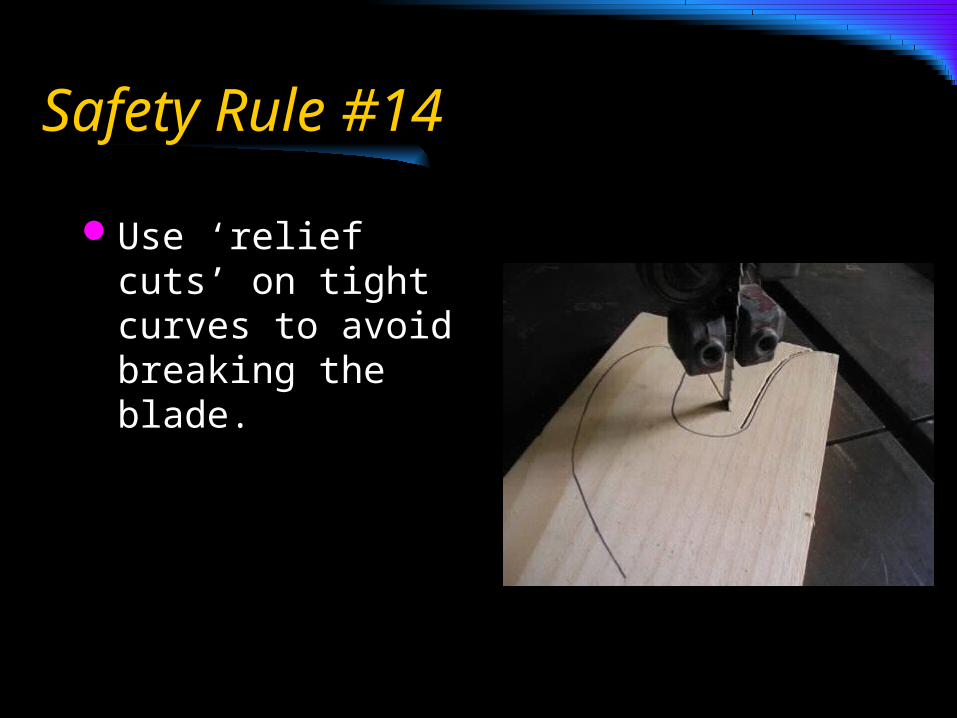
Safety Rule #14
Use ‘relief cuts’ on tight curves to avoid breaking the blade.
Chop Saw
Manually cuts metal with a fiber composite saw blade.
Cut angles
Link:
Safety Rules
Always wear safety glassesInspect wheel before each useClamp all metal before cutting, adjust if
necessary Support tail of stock with blocks
Safety Rules
Watch where sparks are aimedLet cutting wheel do the workDo not cut pieces less than 6 inches.
Blades
Inspect blade before each use. Chips, cracks, etc.
Remove blade when it reaches ½ of its original diameter.
Do not over tighten blade
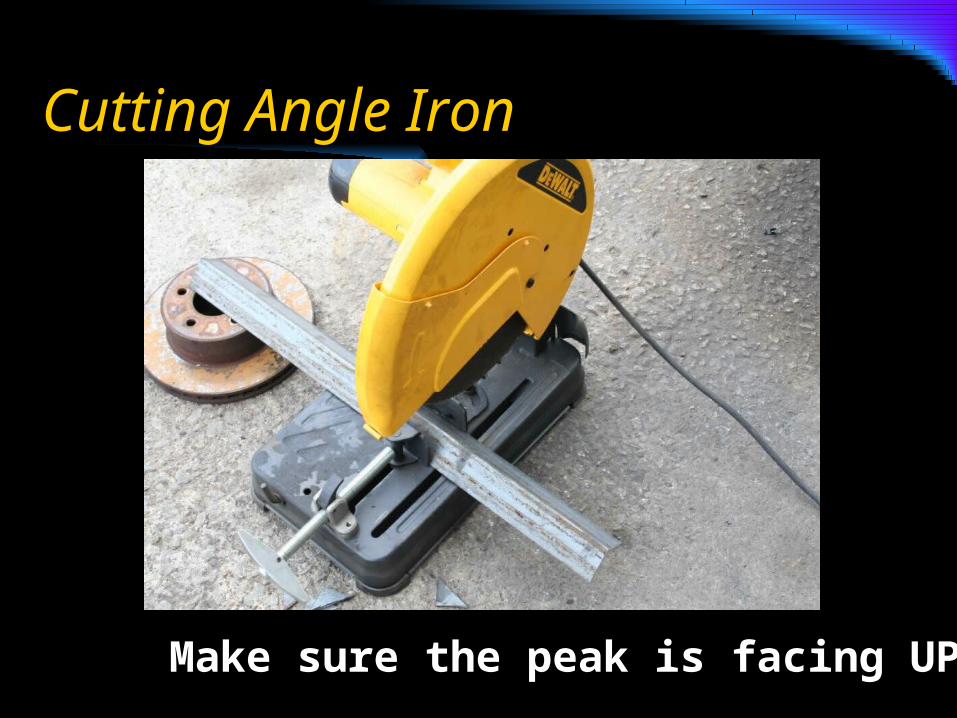
Cutting Angle Iron
Make sure the peak is facing UP
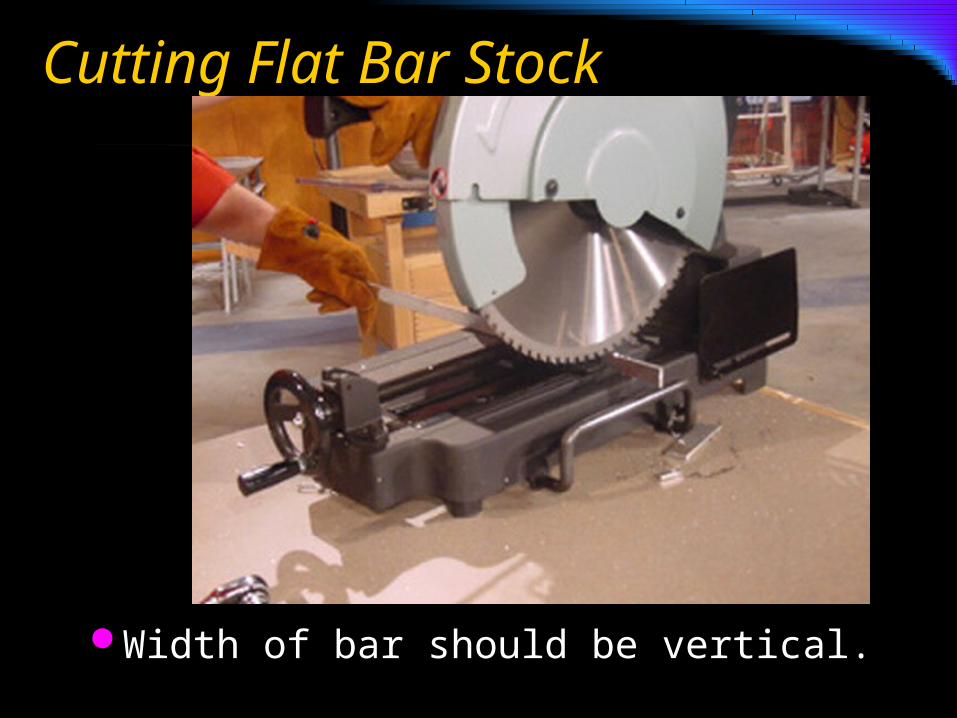
Cutting Flat Bar Stock
Width of bar should be vertical.
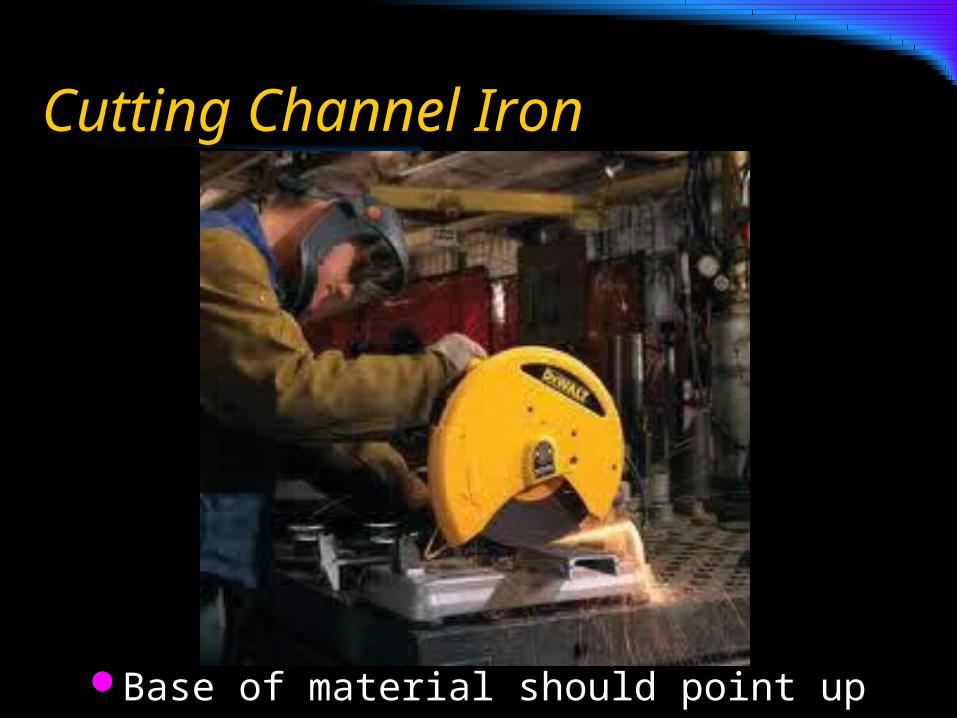
Cutting Channel Iron
Base of material should point up
Reciprocating Saw (Sawz-All)
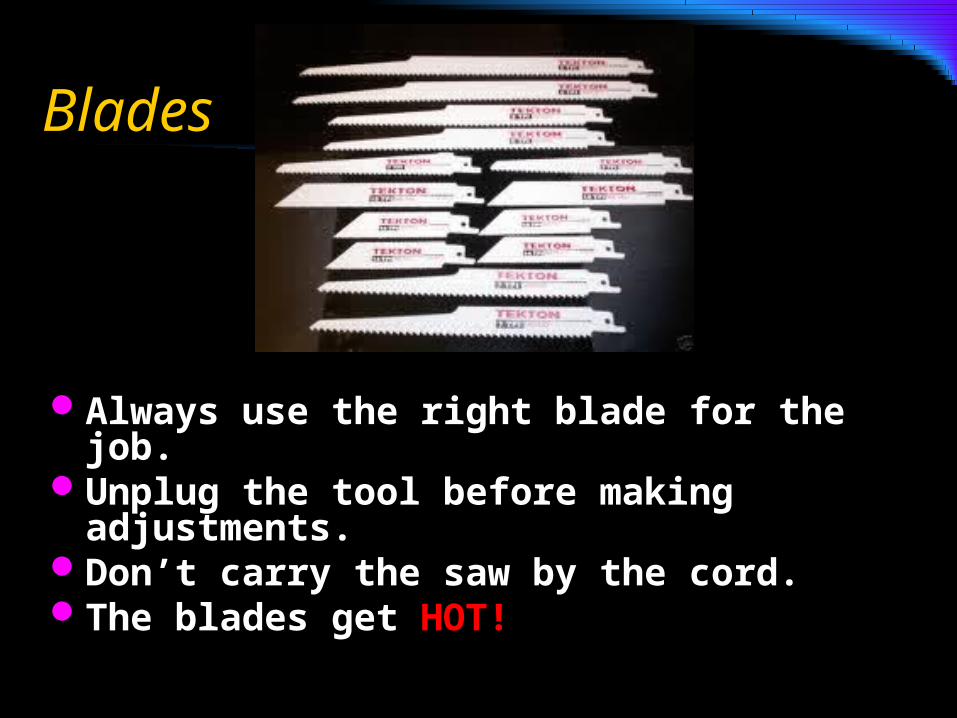
Blades
Always use the right blade for the job. Unplug the tool before making adjustments.Don’t carry the saw by the cord. The blades get HOT!
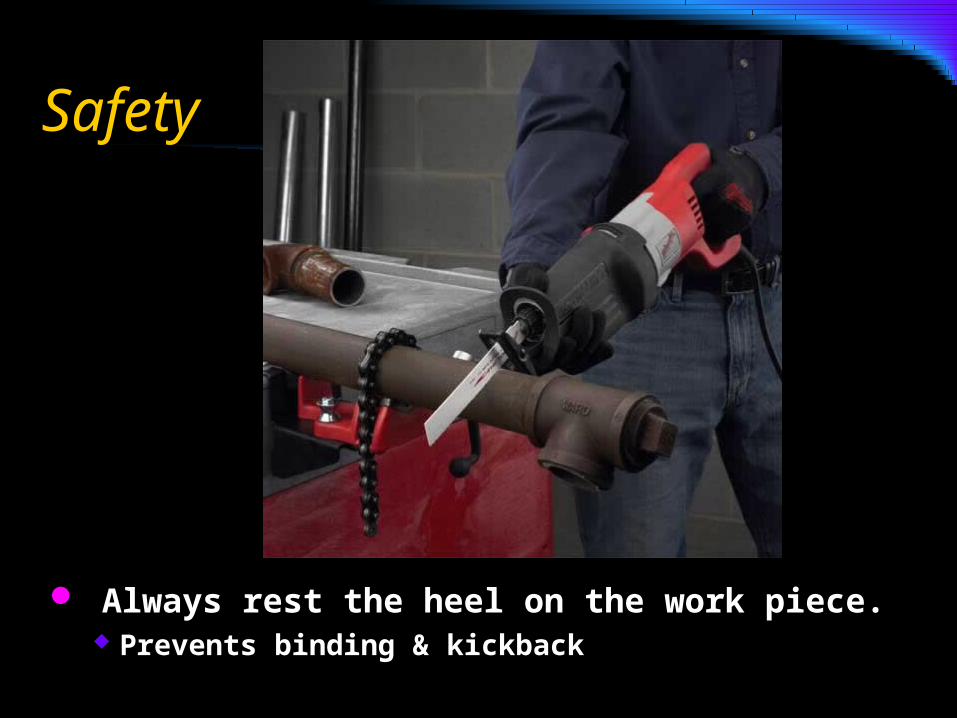
Safety
Always rest the heel on the work piece. Prevents binding & kickback
Blades
Applications are identified by labels on the packaging and blade.
Most Common: Wood Metal Multi-purpose
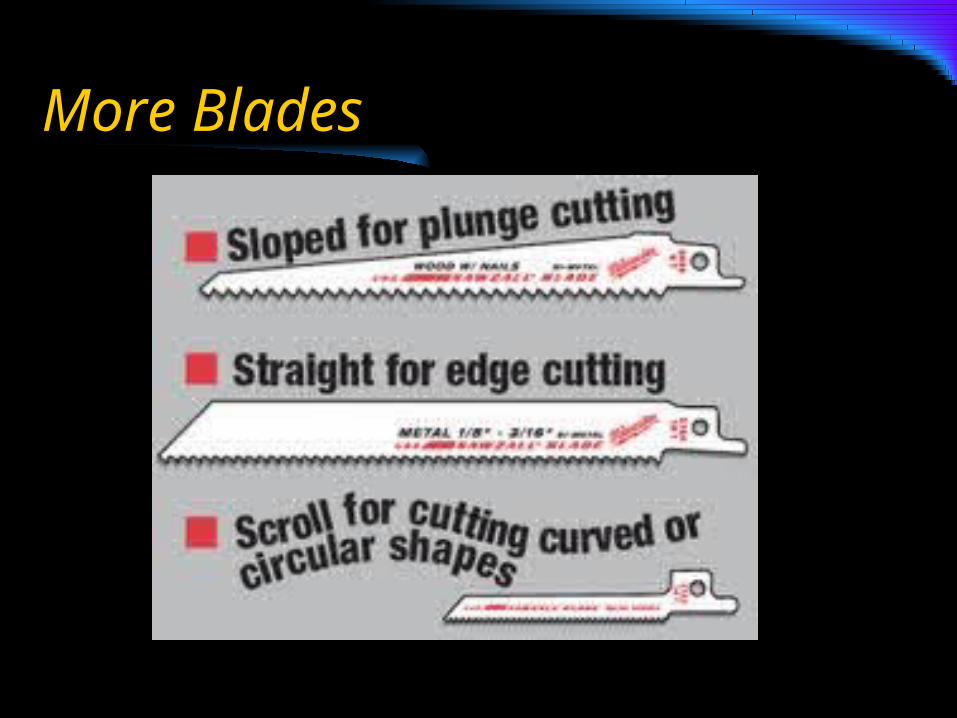
More Blades
Hand Tools
Tin SnipsAviation SnipsScribers Steel Blue Soap StonePaint Markers
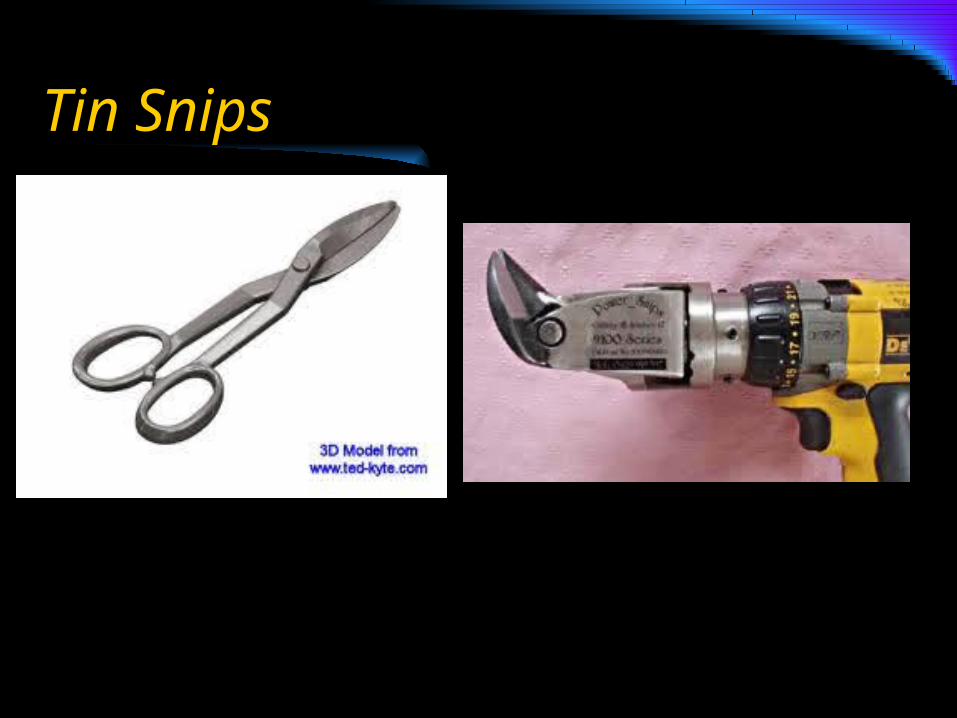
Tin Snips
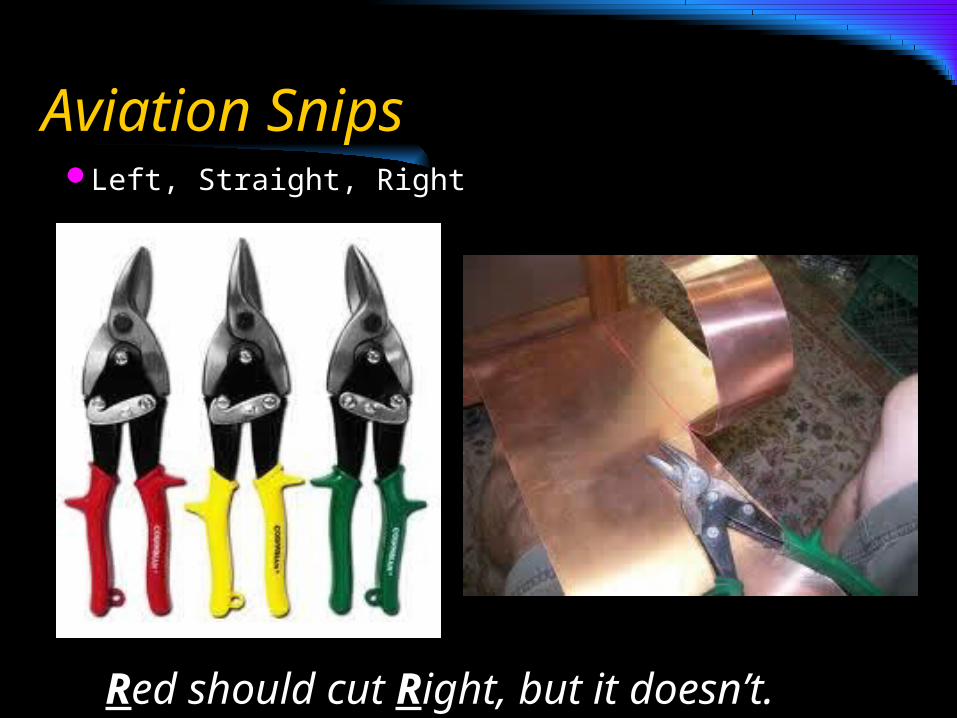
Aviation Snips Left, Straight, Right
Red should cut Right, but it doesn’t.

Layout Tools
ScribeScratch-Awls
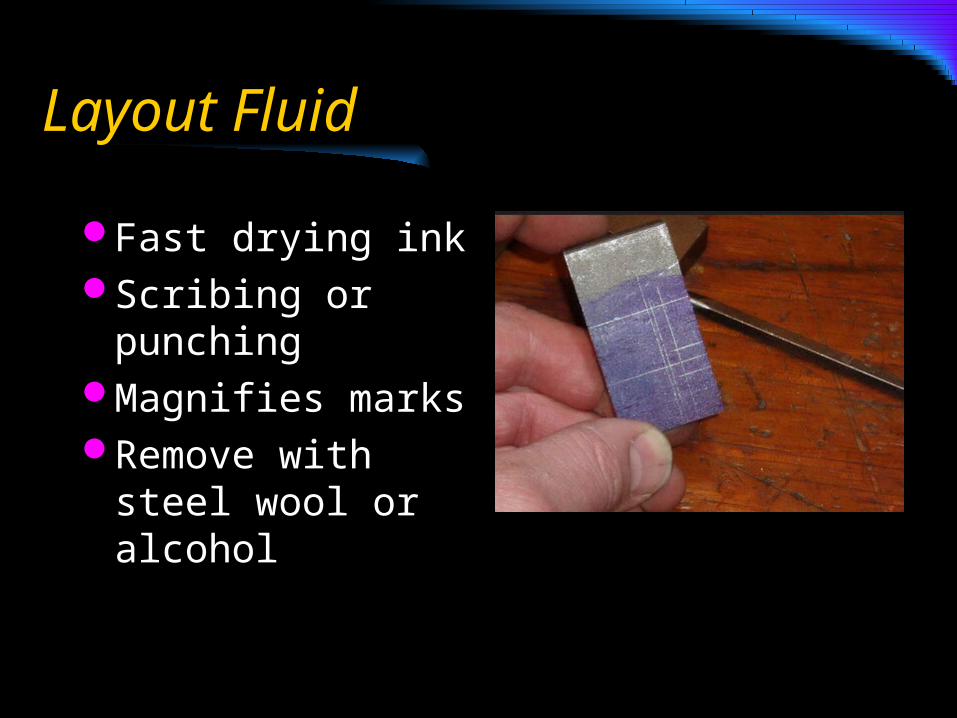
Layout Fluid
Fast drying inkScribing or
punching Magnifies marksRemove with steel
wool or alcohol

Identification Tools Soap Stone Paint Marker
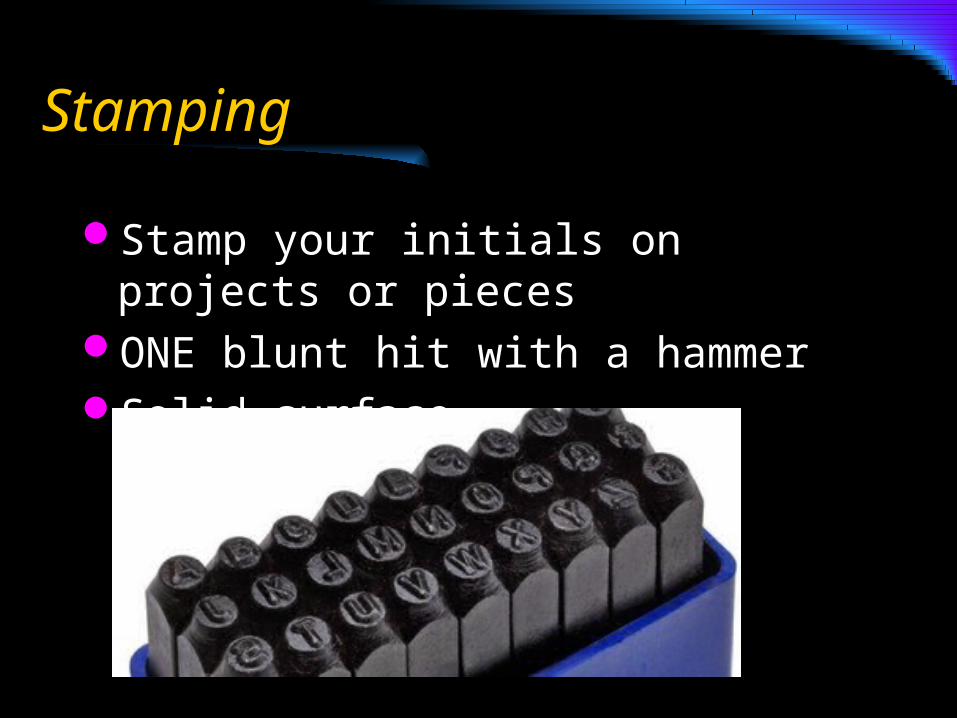
Stamping
Stamp your initials on projects or pieces
ONE blunt hit with a hammer Solid surface
Summary
Follow the safety rules.Use the laboratory tools only for their
intended purpose.Follow the directions and safety
guidelines as listed by the machine’s manufacturer.
ASK QUESTIONS!!!!

















