NR 3/2013 INŻYNIERIA MATERIAŁOWA 185 Dr hab. inż. Andrzej Młynarczak, prof. nadzw. ([email protected]. pl), mgr inż. Przemysław borecki, mgr inż. Dariusz bartkowski – Instytut Inży- nierii Materiałowej, Politechnika Poznańska ANDRZEJ MŁYNARCZAK, PRZEMYSŁAW bORECKI, DARIUSZ bARTKOWSKI Microstructure and corrosion resistance of chromed diffusion layers and chrome plated galvanic coatings, before and after CO 2 laser modification INTRODUCTION Machine parts and other products exploited in a corrosive environ- ment should be characterized by specified physicochemical proper- ties. Surface layer properties have a decisive influence on corrosion resistance of products. Their enrichment by chemical elements with improved resistance to corrosion (such as chromium) is justified. Diffusion chromizing and galvanic chromizing are the most popular methods [1]. Diffusion chromizing is a heat treatment procedure. Phase com- position of diffusion chromized layers is determined by carbon content in the substrate as well as time and temperature of diffu- sion process. In the case of saturation of the substrate with a carbon content of less than 0.2%, the chromium layer is a solid solution of chromium in the α iron. This solid solution was characterized by increased resistance to water-supply water and sea water. When carbon content in the substrate exceeds 0.2%, it leads to formation of surface layer with zone chromium carbides, which are resistant to wear by friction. In practical applications, diffusion chromizing is applied to steels with a carbide content in the range of 0.7÷1.5% and in the temperature range of 950÷1050°C for up to 6 hours. Products after diffusion chromizing can be subjected to different heat treatment procedures, depending on applications and service loads distribution. Diffusion chromizing has a number of applica- tions, like cold metal forming tools, metal casting tools and differ- ent machine parts. Galvanic chrome coatings are obtained in the process of elec- trolytic deposition of chromium on conductive substrate. Galvanic chromium coatings (whit a thickness higher than 25 microns), have a number of advantages: high wear resistance, coefficient of friction lower steel, good thermal conductivity and stability at high tem- perature. However, these coatings are porous, and their tightness is obtained only when their thickness is higher than 0.1 mm. Galvanic chromizing is often used for products such as: cylinders in internal combustion engines, piston rings and piston rod hydraulic jacks. An important application of galvanic chromizing is also regeneration of worn out machines parts [2÷6]. Changing the properties of surface layers produced by diffusion and galvanic methods can be achieved using laser beam – then the surface layers acquire unique properties [7, 8]. EXPERIMENTAL DETAILS The paper describes methods of modifying surface layers of tool steel with chromium. A gas-contact method was applied first and as a result, chromium carbides layer was prepared. A galvanic method was applied second. Galvanic chrome coating, and diffusion chrome layer prepared on tool steel were modified with CO 2 laser beam. Microstructure, thickness and resistance to galvanic corrosion were investigated. The effect of power laser beam on microstructure and on corrosion properties of the layers were determined. Rectangular specimens (width 14 mm, length 14 mm and height 4 mm) made of 102Cr6 steel were used in the study. Chemical com- position of this steel is shown in Table 1. The parameters of dif- fusion chromizing process, galvanic chromizing process and laser modification are shown in Tables 2 and 3, respectively. In order to produce diffusion carbide layers a so-called open retort method was used. The specimens were placed in the retort which were then filled with powder mixture, where the grit was less than 63 microns. Iron-chromium, kaolin and activator were includ- ed in the powder mixture. The diffusion chromizing process was as follows: firstly the retort was preheated for 45 min from room tem- perature to process temperature, afterwards the retort was annealed in this temperature for 6 h. After the diffusion process, the retort was cooled in room temperature. To produce galvanic coatings self-controlled bath was applied, which guarantees good performance and uniformity of chromium deposition. The produced layers were subjected to laser modification. Trumpf CO 2 laser (TLF 2600 Turbo model) with a power rating of 2.6 kW and TEM 01* density distribution of power beam was used. Table 1. The chemical composition of 102Cr6 steel, wt % Tabela 1. Skład chemiczny stali 102Cr6, % mas. Material C Mn Si Cr P S 102Cr6 1.32 0.56 0.22 1.42 0.025 0.026 Table 2. Parameters of the processes of diffusion chromizing and laser modification of 102Cr6 steel Tabela 2. Parametry procesów chromowania dyfuzyjnego i laserowej mo- dyfikacji stali 102Cr6 Material Diffusion chromizing Laser modification 102Cr6 Mixture composition % Time h Temp. °C Power laser beram kW Scan rate m/min 60 iron-chromium 39.5 kaolin 0.5 NH 4 Cl 6 1000 1050 0.6 1.2 1.8 2.5 Table 3. Parameters of galvanic chromizing and laser modification of 102Cr6 steel Tabela 3. Parametry procesów chromowania galwanicznego i laserowej modyfikacji stali 102Cr6 Material Galvanic chromizing Laser modification 102Cr6 Bath composition g/l Time h Temp. °C Current density A/dm 2 Power laser beram kW Scan rate m/min 250 CrO 3 18 K 2 SiF 6 1 SrSO 4 5 10 50 45 0.6 1.2 1.8 2.5
Transcript
NR 3/2013 I N Ż Y N I E R I A M A T E R I A Ł O W A 185
Dr hab. inż. Andrzej Młynarczak, prof. nadzw. ([email protected]), mgr inż. Przemysław borecki, mgr inż. Dariusz bartkowski – Instytut Inży-nierii Materiałowej, Politechnika Poznańska
ANDRZEJ MŁYNARCZAK, PRZEMYSŁAW bORECKI, DARIUSZ bARTKOWSKI
Microstructure and corrosion resistance of chromed diffusion layers and chrome plated galvanic coatings, before and after CO2 laser
modificationINTRODUCTION
Machine parts and other products exploited in a corrosive environ-ment should be characterized by specified physicochemical proper-ties. Surface layer properties have a decisive influence on corrosion resistance of products. Their enrichment by chemical elements with improved resistance to corrosion (such as chromium) is justified. Diffusion chromizing and galvanic chromizing are the most popular methods [1].
Diffusion chromizing is a heat treatment procedure. Phase com-position of diffusion chromized layers is determined by carbon content in the substrate as well as time and temperature of diffu-sion process. In the case of saturation of the substrate with a carbon content of less than 0.2%, the chromium layer is a solid solution of chromium in the α iron. This solid solution was characterized by increased resistance to water-supply water and sea water. When carbon content in the substrate exceeds 0.2%, it leads to formation of surface layer with zone chromium carbides, which are resistant to wear by friction. In practical applications, diffusion chromizing is applied to steels with a carbide content in the range of 0.7÷1.5% and in the temperature range of 950÷1050°C for up to 6 hours. Products after diffusion chromizing can be subjected to different heat treatment procedures, depending on applications and service loads distribution. Diffusion chromizing has a number of applica-tions, like cold metal forming tools, metal casting tools and differ-ent machine parts.
Galvanic chrome coatings are obtained in the process of elec-trolytic deposition of chromium on conductive substrate. Galvanic chromium coatings (whit a thickness higher than 25 microns), have a number of advantages: high wear resistance, coefficient of friction lower steel, good thermal conductivity and stability at high tem-perature. However, these coatings are porous, and their tightness is obtained only when their thickness is higher than 0.1 mm. Galvanic chromizing is often used for products such as: cylinders in internal combustion engines, piston rings and piston rod hydraulic jacks. An important application of galvanic chromizing is also regeneration of worn out machines parts [2÷6].
Changing the properties of surface layers produced by diffusion and galvanic methods can be achieved using laser beam – then the surface layers acquire unique properties [7, 8].
EXPERIMENTAL DETAILS
The paper describes methods of modifying surface layers of tool steel with chromium. A gas-contact method was applied first and as a result, chromium carbides layer was prepared. A galvanic method was applied second. Galvanic chrome coating, and diffusion chrome layer prepared on tool steel were modified with CO2 laser beam. Microstructure, thickness and resistance to galvanic corrosion were investigated. The effect of power laser beam on microstructure and on corrosion properties of the layers were determined.
Rectangular specimens (width 14 mm, length 14 mm and height 4 mm) made of 102Cr6 steel were used in the study. Chemical com-position of this steel is shown in Table 1. The parameters of dif-fusion chromizing process, galvanic chromizing process and laser modification are shown in Tables 2 and 3, respectively.
In order to produce diffusion carbide layers a so-called open retort method was used. The specimens were placed in the retort which were then filled with powder mixture, where the grit was less than 63 microns. Iron-chromium, kaolin and activator were includ-ed in the powder mixture. The diffusion chromizing process was as follows: firstly the retort was preheated for 45 min from room tem-perature to process temperature, afterwards the retort was annealed in this temperature for 6 h. After the diffusion process, the retort was cooled in room temperature.
To produce galvanic coatings self-controlled bath was applied, which guarantees good performance and uniformity of chromium deposition.
The produced layers were subjected to laser modification. Trumpf CO2 laser (TLF 2600 Turbo model) with a power rating of 2.6 kW and TEM01* density distribution of power beam was used.
Table 1. The chemical composition of 102Cr6 steel, wt %Tabela 1. Skład chemiczny stali 102Cr6, % mas.
Material C Mn Si Cr P S
102Cr6 1.32 0.56 0.22 1.42 0.025 0.026
Table 2. Parameters of the processes of diffusion chromizing and laser modification of 102Cr6 steelTabela 2. Parametry procesów chromowania dyfuzyjnego i laserowej mo-dyfikacji stali 102Cr6Material Diffusion chromizing Laser modification
102Cr6
Mixture composition%
Timeh
Temp.°C
Power laser beramkW
Scan ratem/min
60 iron-chromium39.5 kaolin0.5 NH4Cl
6 10001050
0.61.21.8
2.5
Table 3. Parameters of galvanic chromizing and laser modification of 102Cr6 steelTabela 3. Parametry procesów chromowania galwanicznego i laserowej modyfikacji stali 102Cr6Material Galvanic chromizing Laser modification
102Cr6
Bath composition
g/l
Timeh
Temp.°C
CurrentdensityA/dm2
Power laser beramkW
Scan ratem/min
250 CrO318 K2SiF61 SrSO4
510 50 45
0.61.21.8
2.5
186 I N Ż Y N I E R I A M A T E R I A Ł O W A ROK XXXIV
The laser beam was run along a straight line at a rate of 2.5 m/min. Remelting of previously produced surface layers and coatings as well as partial mixing of the components with the substrate were the aim of laser treatment.
Microstructure studies were carried out using Neophot 2 light microscope. Thickness studies of the layers were carried out using PMT-3 microscope. The arithmetic average of 20 measurements is shown in Table 4 and 5.
Potentiodynamic corrosion tests in 3% NaCl solution were car-ried out using Eco Chemie Autolab potentiostat. The specimens with an area of 56 mm2 were studied at 22°C and the rate of poten-tial change was equal to 1 mV/s. The specimens were polarized in the direction of the anode in the potentials range from –2.0 to 1.5 V. Corrosion current and corrosion potential were defined.
RESULTS AND DISCUSSION
Diffusion chromized layers formed on 102Cr6 steel (Fig. 1) demonstrate typical microstructure of Cr7C3 carbide as described in literature [2].
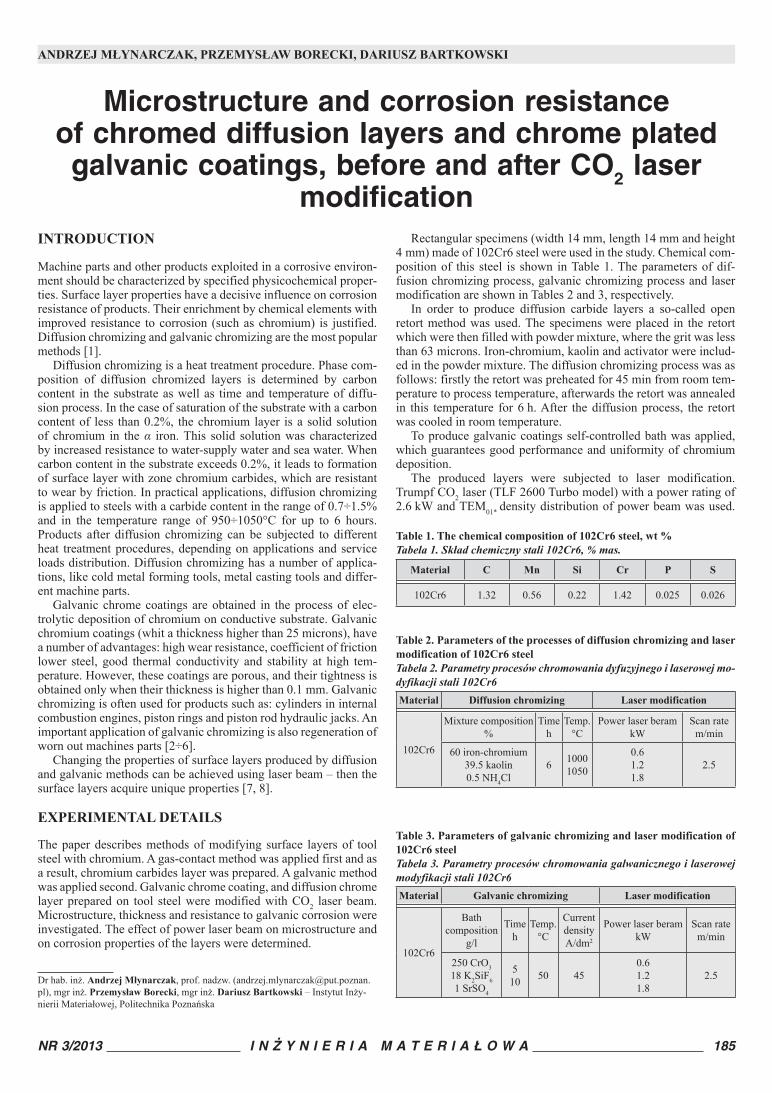
Laser modifying of the diffusion chrome layer causes changes in its microstructure. The structure of the modified layers depend on the applied power laser beam [9]. Application of the 0.6 kW power laser beam does not produce changes in carbides zone. Such power value just creates a martensitic structure in the heat affected zone (HAZ). Application of the 1.2 kW power laser beam causes a change the substrate as well as expansion of carbides zone (Fig. 2). Finally, layer modified in this way consists of extended chromium carbides zone of Cr7C3, martensitic zone (heat affected zone, HAZ), and pearlitic steel substrate.
Figure 3 shows both the galvanic chromized coating and part of laser beam remelted zone. Visible cracks on coating microstructure from the surface to the substrate are the cause of corrosion suscep-tibility this type of coatings.
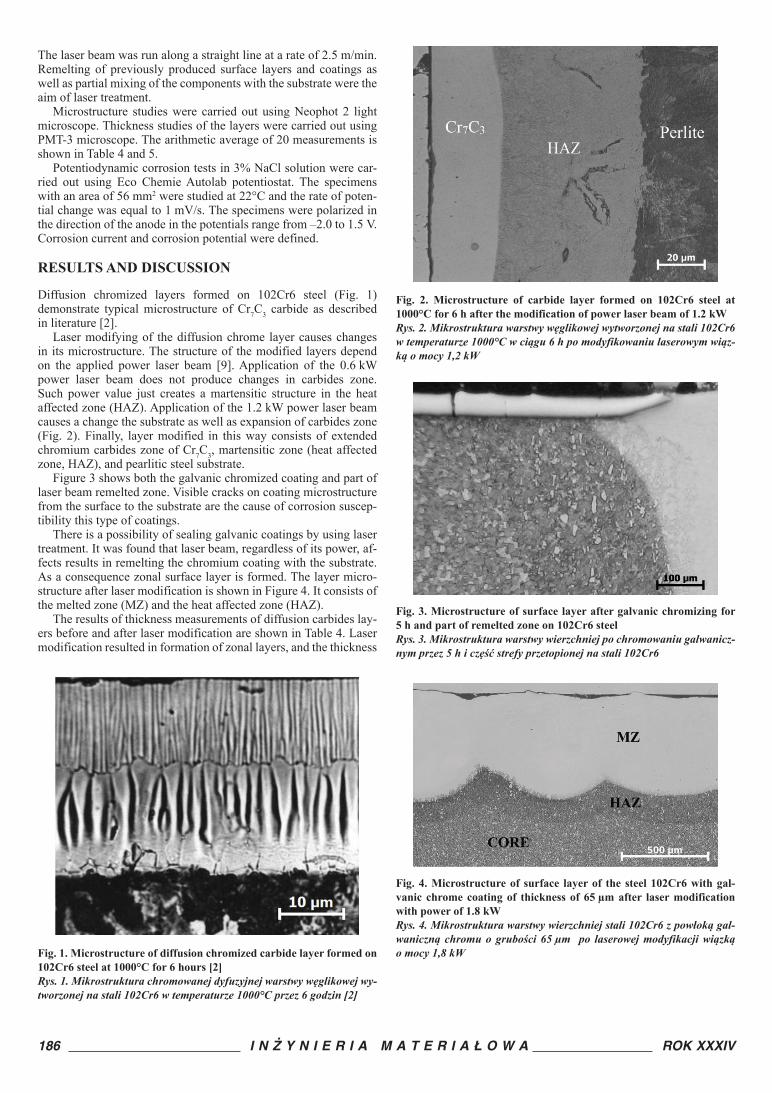
There is a possibility of sealing galvanic coatings by using laser treatment. It was found that laser beam, regardless of its power, af-fects results in remelting the chromium coating with the substrate. As a consequence zonal surface layer is formed. The layer micro-structure after laser modification is shown in Figure 4. It consists of the melted zone (MZ) and the heat affected zone (HAZ).
The results of thickness measurements of diffusion carbides lay-ers before and after laser modification are shown in Table 4. Laser modification resulted in formation of zonal layers, and the thickness
Fig. 1. Microstructure of diffusion chromized carbide layer formed on 102Cr6 steel at 1000°C for 6 hours [2]Rys. 1. Mikrostruktura chromowanej dyfuzyjnej warstwy węglikowej wy-tworzonej na stali 102Cr6 w temperaturze 1000°C przez 6 godzin [2]
Fig. 2. Microstructure of carbide layer formed on 102Cr6 steel at 1000°C for 6 h after the modification of power laser beam of 1.2 kWRys. 2. Mikrostruktura warstwy węglikowej wytworzonej na stali 102Cr6 w temperaturze 1000°C w ciągu 6 h po modyfikowaniu laserowym wiąz-ką o mocy 1,2 kW
Fig. 3. Microstructure of surface layer after galvanic chromizing for 5 h and part of remelted zone on 102Cr6 steelRys. 3. Mikrostruktura warstwy wierzchniej po chromowaniu galwanicz-nym przez 5 h i część strefy przetopionej na stali 102Cr6
Fig. 4. Microstructure of surface layer of the steel 102Cr6 with gal-vanic chrome coating of thickness of 65 µm after laser modification with power of 1.8 kWRys. 4. Mikrostruktura warstwy wierzchniej stali 102Cr6 z powłoką gal-waniczną chromu o grubości 65 µm po laserowej modyfikacji wiązką o mocy 1,8 kW
NR 3/2013 I N Ż Y N I E R I A M A T E R I A Ł O W A 187
of each of the two zones was correlated to the laser beam power as well as the initial thickness of diffusion layer. Application of the 0.6 kW laser beam power, does not result in changes in the thick-ness of carbides layer. Increasing the beam power to the value of 1.2 kW resulted in expansion of the carbides zone. Application of the largest laser beam power (1.8 kW) resulted in remelting of car-bide layer and steel substrate (Fig. 4). It can be seen that the thicker the layer of chromium carbides, the wider remelted zone (MZ).
The results of thickness measurements of galvanic chromed coatings before and after laser modification are shown in Table 5. Laser modification of galvanic chromed coatings creates layers of varying thicknesses, which depend on laser beam power and initial thickness of chromium coating. It was found that the greater coating thickness, the smaller remelted zone.
Laser modification improves corrosion resistance, regardless of the method used to produce chrome layers. Evidence of this are the potentiodynamic graphs shown in Figures 5 and 6. In both cases, the corrosion current was reduced, and the stationary potential was shifted in the direction of higher values.
The corrosion resistance increase is related with remelted chro-mium surface layer with the substrate.
Laser modification of galvanically chromized coatings reduces or completely removes pores and cracks. It allows to produce tight and corrosion resistant surfaces with microstructure of solid solu-tion of chromium in iron. Improving corrosion resistance of diffu-sion chromized layers is associated with increase in thickness of chromium carbides layers.
CONCLUSIONS
– Improvement of electrochemical corrosion resistance of the diffusion chromized layers and galvanic chromized coatings is made possible by laser modification.
– Laser modification of diffusion chromium layers extends the range of carbides chromium zone.
– Laser modification of galvanic chrome coatings sealings the surface layer by the removing voids present from the surface to the substrate.
REFERENCES[1] Burakowski T., Wierzchoń T.: Inżynieria powierzchni metali. WNT,
Warszawa (1995).[2] Młynarczak A.: Modyfikowanie budowy i właściwości jedno-
i wieloskładnikowych dyfuzyjnych warstw węglików chromu, wanadu i tytanu wytwarzanych na stalach metodą proszkową. Wydawnictwo Po-litechniki Pozańskiej, Poznań (2005).
[3] Młynarczak A., Jastrzębowski K.: Struktura, własności i zastosowanie niektórych powłok dyfuzyjnych wytworzonych metodami proszkowymi. Zeszyty Naukowe Politechniki Śląskiej. Hutnictwo 18 (1979) 19÷32.
[4] Młynarczak A.: Wpływ składu mieszaniny proszkowej na strukturę, skład chemiczny i fazowy oraz grubość i twardość wielofazowych dyfuzyjnych warstw węglikowych wytwarzanych na narzędziach ze stali narzędzio-wych. Inżynieria Materiałowa 5 (130) (2002) 477÷481.
[5] Młynarczak A.: Zastosowanie chromowania dyfuzyjnego stali w procesie zwiększania trwałości narzędzi. Zeszyty Naukowe Politechniki Poznań-skiej, Mechanika 13 (1971) 129÷148.
[6] Młynarczak A.: Jakubowski J.: Obróbka powierzchniowa i powłoki ochronne. Wydawnictwo Politechniki Poznańskiej, Poznań (1998).
[7] Kusiński J.: Technologie laserowe w inżynierii materiałowej. III Szkoła Letnia Inżynierii Powierzchni, Zeszyt Naukowe Politechniki Świętokrzy-skiej 82 Kielce (2005).
[8] Kusiński J.: Zmiany struktury i właściwości mechanicznych stali pod wpływem obróbki laserowej. Metalurgia i Odlewnictwo, Zeszyty nauko-we 132, Kraków (1989).
[9] Borecki P., Młynarczak A.: Modification of chromized diffusion carbide layer on tool steels using laser treatment. Archives of Metallurgy and Ma-terials 3 (53) (2008) 939÷943.
Table 4. Diffusion carbide layers thickness and zones of laser modified layer on 102Cr6 steelTabla 4. Grubość węglikowych warstw dyfuzyjnych oraz stref wchodzą-cych w skład warstw modyfikowanych laserowo na stali 102Cr6
No. Temp.°C
Chromium layer thickness
µm
Power laserbeamkW
Remelted zone dimension
µm
Heat affected zone dimension
µm
1 1000 280.6
30 125
2 1050 33 33 120
3 1000 271.2
72 160
4 1050 32 80 140
5 1000 281.8
620 260
6 1050 33 590 230
Table 5. Galvanic coating thickness and zones of laser modified layer on 102Cr6 steel Tabela 5. Grubość powłok galwanicznych oraz stref wchodzących w skład warstw modyfikowanych laserowo na stali 102Cr6
No. Timeh
Chromium coating thickness
µm
Power laserbeamkW
Remelted zone dimension
µm
Heat affected zone dimension
µm
1 5 650.6
120 130
2 10 105 100 110
3 5 641.2
500 160
4 10 104 290 120
5 5 651.8
620 180
6 10 105 300 200
Fig. 5. Potentiodynamic curves of 102Cr6 steel after diffusion chro-mizing process and after laser modificationRys. 5. Krzywe potencjodynamiczne korozji stali 102Cr6 po chromowa-niu dyfuzyjnym i po modyfikacji laserowej
Fig. 5. Potentiodynamic curves of 102Cr6 steel after galvanic chromiz-ing process and after laser modificationRys. 5. Krzywe potencjodynamiczne korozji stali 102Cr6 po chromowa-niu glwanicznym i po modyfikacji laserowej







![WELCOME TO . Welcome to Irmex Zakład Obróbki Mechanicznej Metali [Metalworking Plant] IRMEX – Marcin Brysk has been established in 1986 by.](https://static.documents.pub/doc/80x56/551c181d550346a34f8b5747/welcome-to-wwwirmexeu-welcome-to-irmex-zaklad-obrobki-mechanicznej-metali-metalworking-plant-irmex-marcin-brysk-has-been-established-in-1986-by.jpg)






