.. MI14TD-105O 29 April 1963 SUPERSEDING MIL-STD-105C 18 July 1961 MILITARY STANDARD SAMPLING PROCEDURESAND TABLES FOR INSPECTION BY ATTRIBUTES Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23Z Check the source to verify that this is the current version before use.
Transcript
.. MI14TD-105O29 April 1963
SUPERSEDINGMIL-STD-105C
18 July 1961
MILITARY STANDARD
SAMPLING PROCEDURESAND TABLESFOR INSPECTION BY ATTRIBUTES
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
MIW3TD-105D2$1APRIL1963
DEPART?fEtJTOF DEFENSEWashington 25, D. C.
SAMPLINGPROCEDURESANDTABLESFI)RINSP~TION M ATTRIMJTES
Mu Fsrblojv 29 APRIL1963
1. This standard has been approved ~ the Department Of Defense and ismandatory f~ r use by the Departments Of the ~, the Navy, the Air Forceand the Defense Supply &ency. This revision supersedes MIL-STB105C,dated 18 July 1961.
2. ‘l’his publication provides SSMpM~ proc~ure~ ad reference tablesfor use ,in planning and conduct- inspection by attributes. Thispublication was developed by a working group representing the mi~t~SeMCeS of C&~ada, the United Kingdom and the united States of Americawith the assi stance and cooperation of ~ericw Ud European organizationsfor q~tity conLrol. The international designation of this document isALX-STD-105. When revision or cancellation of this standard is proposed,the departmental custotims uiu infG~ their respective Department.alStandardization Office so that appropriate action m~ be taken respectingthe international agreement concerned.
*
,)
3. The U.S. Amy Munitions co~d is designated as preparing activity forthis stada.rd. Recommendedcorrections, additions, or deletions should beaddressed to the Comrnandi.rIgOfficer, U. S. * CRRKngineer@g Office,Attn: 9411C&E&S, ArmjjChemical Center, Mary]md.
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
SCOPE .................................................................................................. 1CLASSIFICATION OF DEFECTS AND DEFECTIVES . 2PERCENT DEFECTIVE AND DEFECTS PER HUNDRED UNITS 2ACCEPTABLE QUALITY LEVEL (AQL) ................................. .. 3SUBMISSION OF PRODUCT .......................................................... 3ACCE~ANCE AND R~ECTION .............................i.................... 4DRAWING OF SAMPLES ................................................................ 4NORMAL, TIGHTENED, AND REDUCED INSPECTION .......... 5SAMPLING PLANS .......................................................................... 6DETERMINATION OF ACCEPTABILITY .................................... 7SUPPLEMENTARY INFORMATION .............................................. 7
TABLES
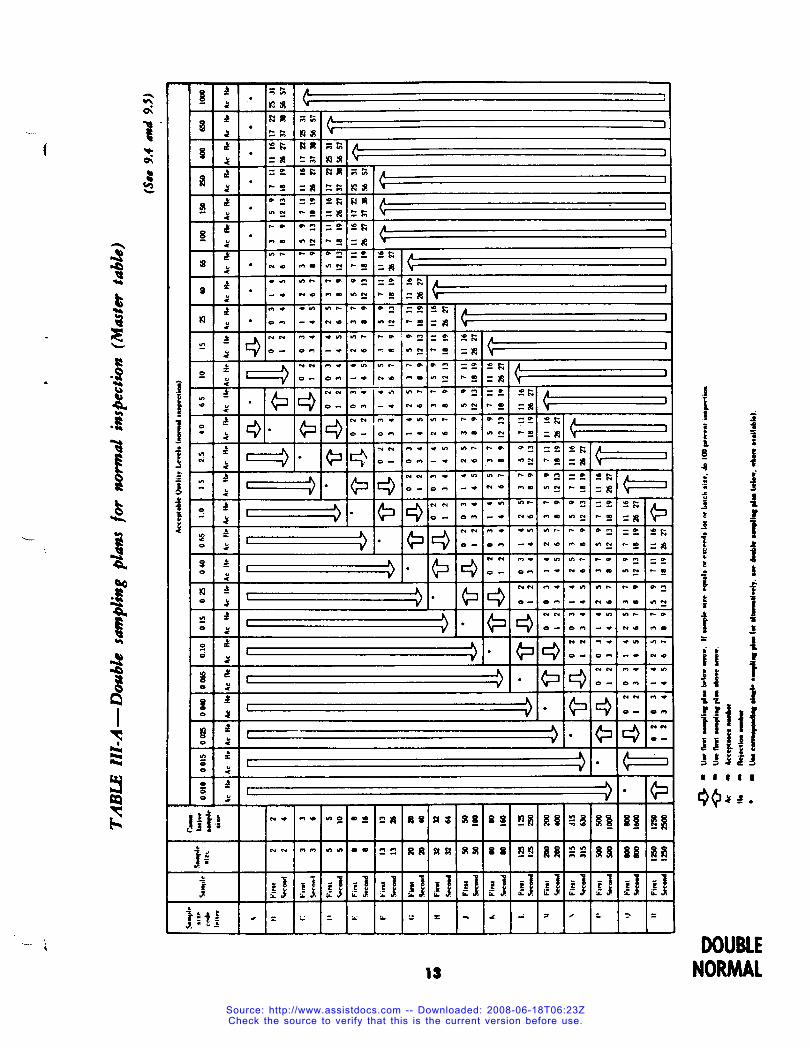
Sample Size Code Letters .................................................................. 9Single Sampling Plans for Normal Inspection (Master Table) . .... 10Single Sampling Plans for Tightend Insp~tion (Master Table) ... 11Single Sampling Plans for Reduced Inspection (Master Table) . .. 12Double Sampling Plans for Normal Inspection (Master Table) .... 13Double Sampling Plans for Tightened Inspection (Master Table) 14
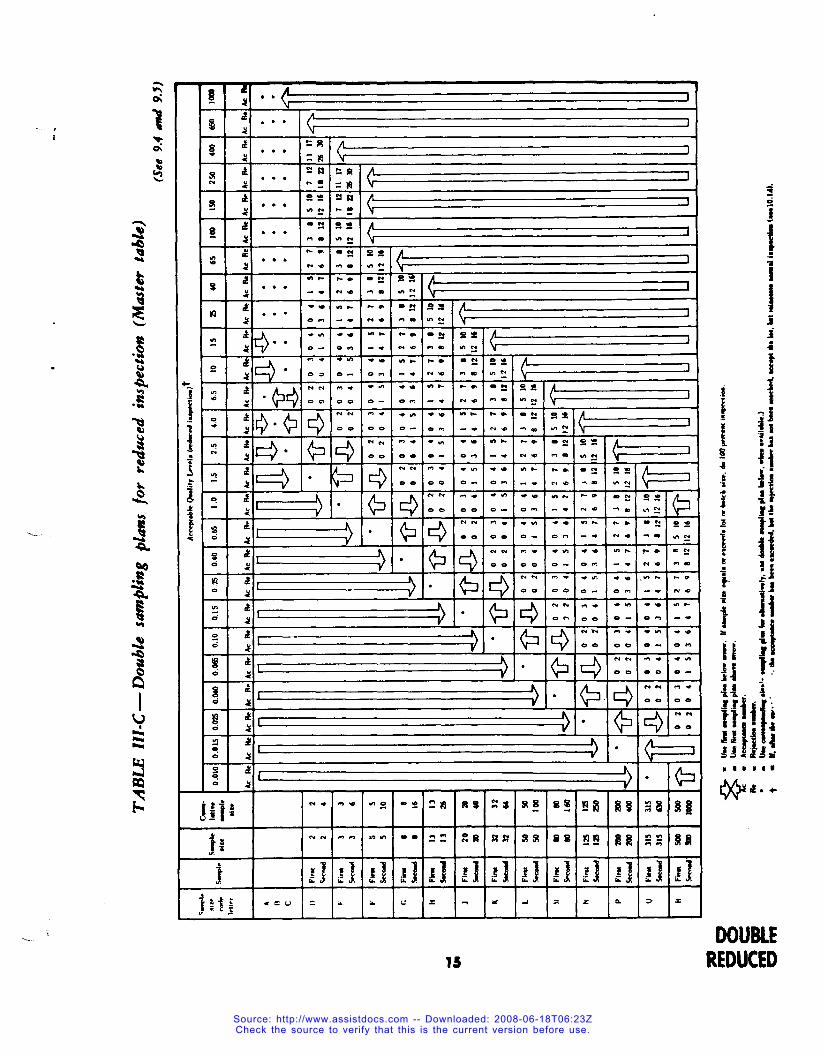
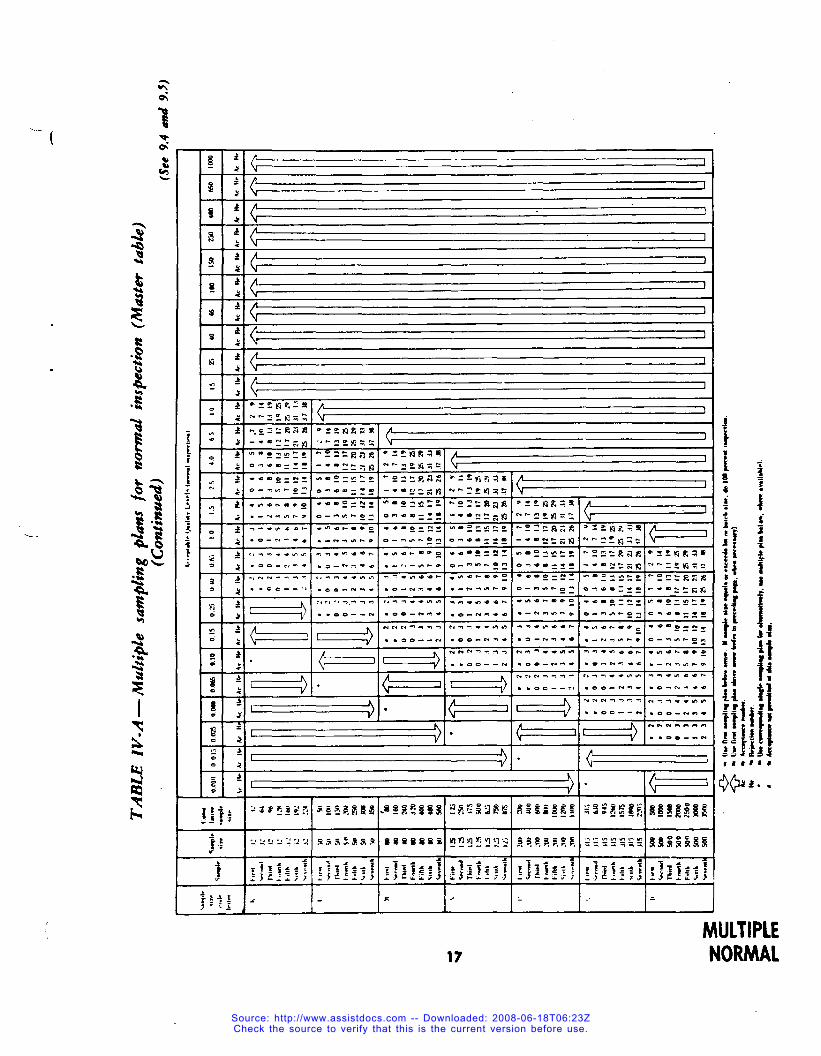
Double Sampling Plans for Reduced Inspection (Master Table) .. 15Multiple Sampling Plans for Normal Inspection (Master Table) .. 16
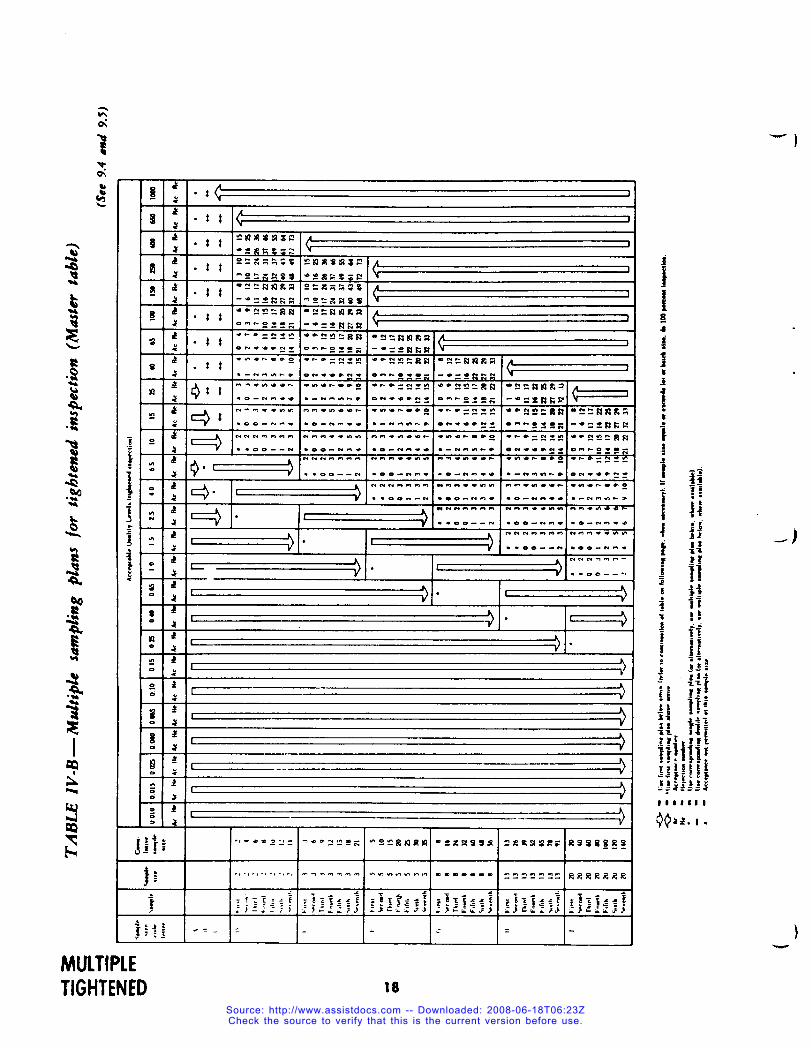
Multiple Sampling Plans for Tightened Inspection(Master Table) ................................................................................ 18
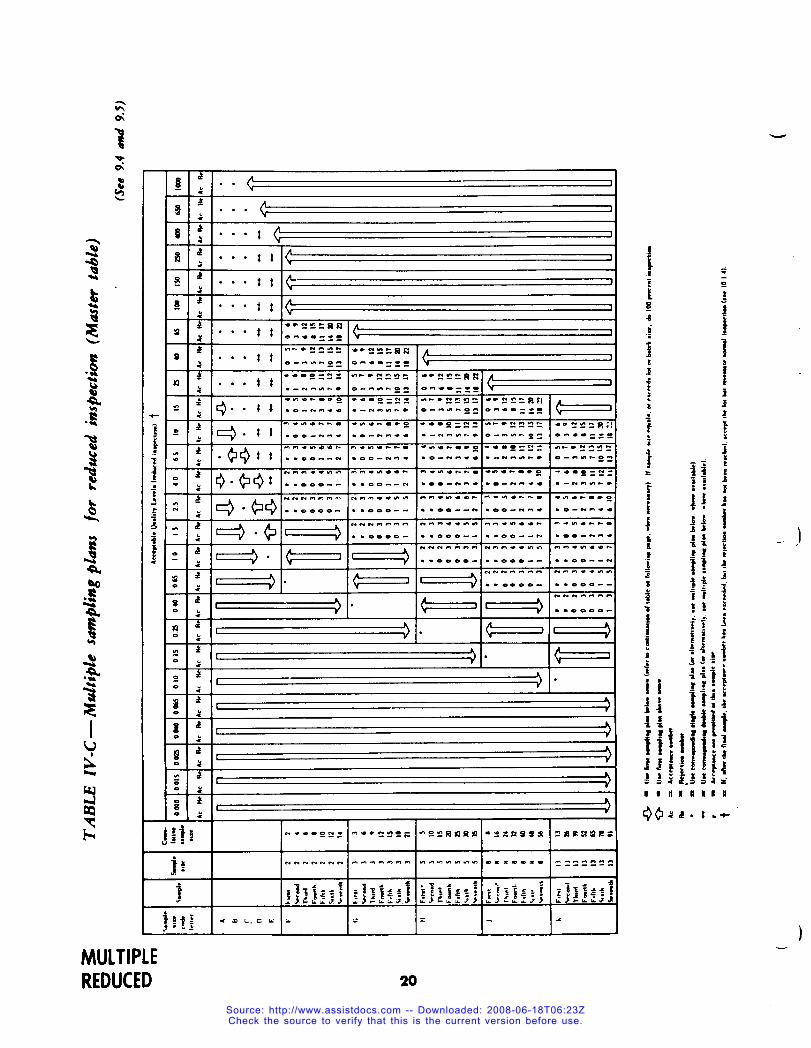
Multiple Sampling Plans for Reduced Inspection (Master Table) . 20Average Outgoing Quality Limit Factors for Normal Inspection
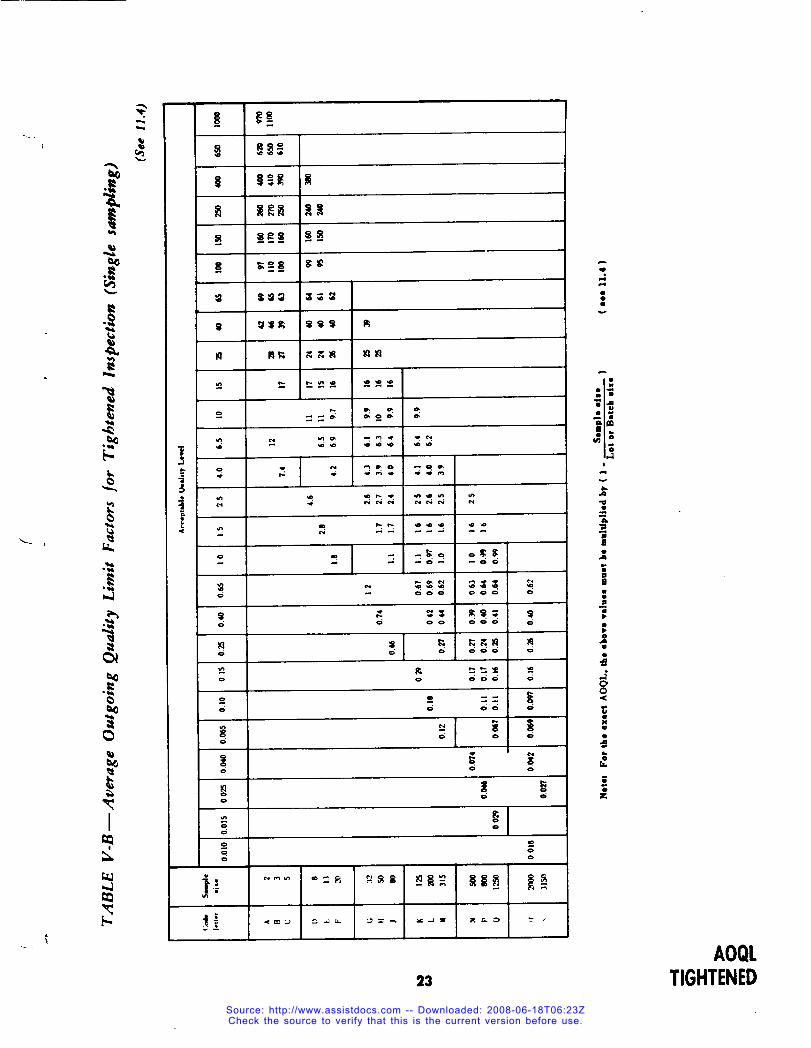
(Single Sampling) .......................................................................... 22Average Outgoing Quality Limit Factor for Tightened
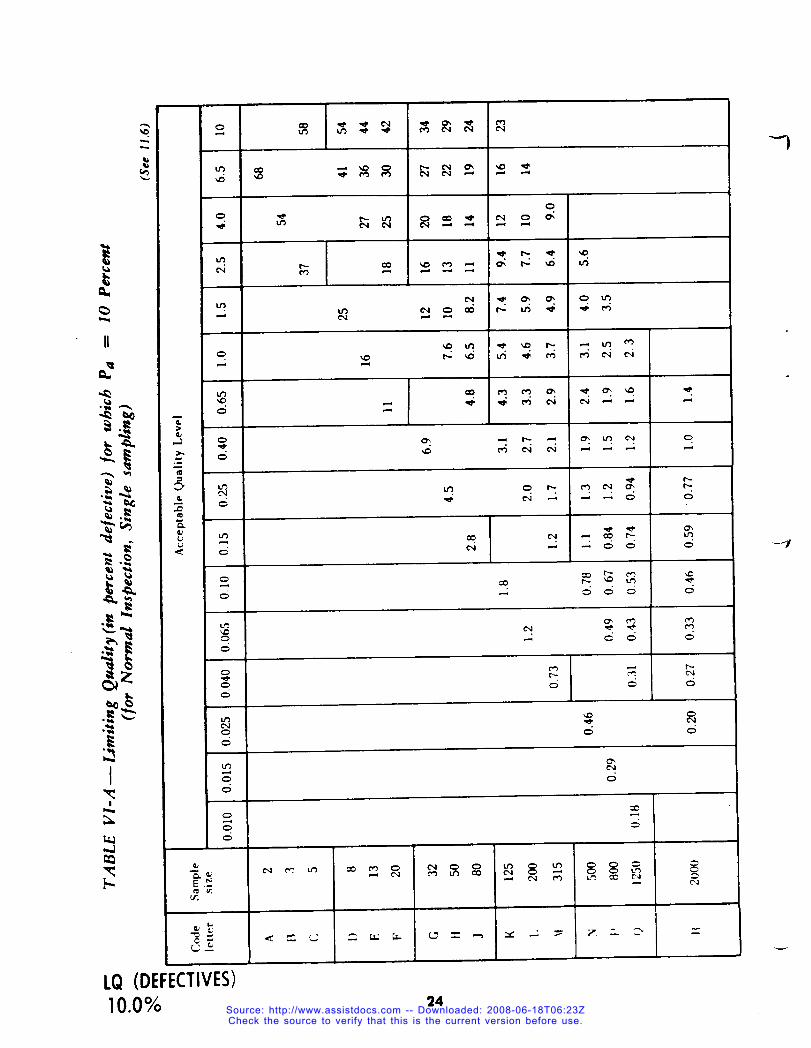
Inspection (Single Sampling) ...................................................... 23Limiting Quality (in percent defective ) for which the Pa = 10~
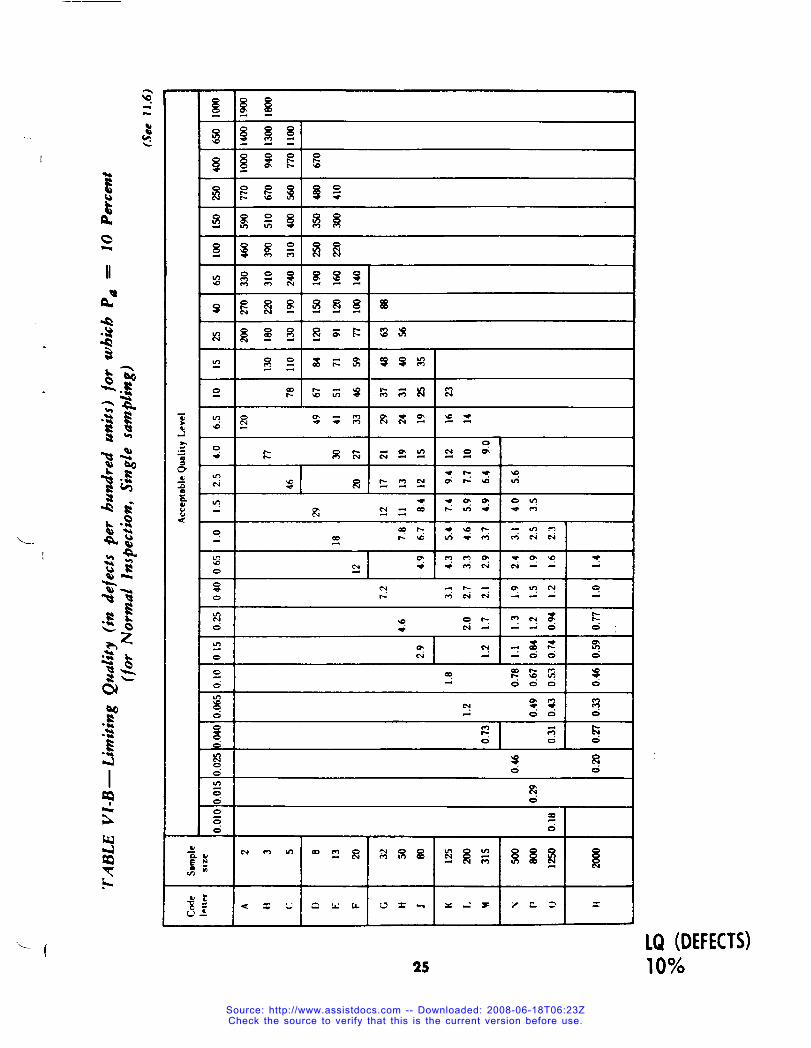
(for Normal Inspection, Single Sampling) ................................ 24Limiting Quality (in defects per hundred units) for which the
Pa = 10Y, (for Normal Inspection, Single Sampling) .. ... ... 25Limiting Quality (in percent defective) for which the Pa = 5~C
(for Normal Inspection, Single Sampling) .................................. 26Limiting Quality (in defects per hundred units) for which
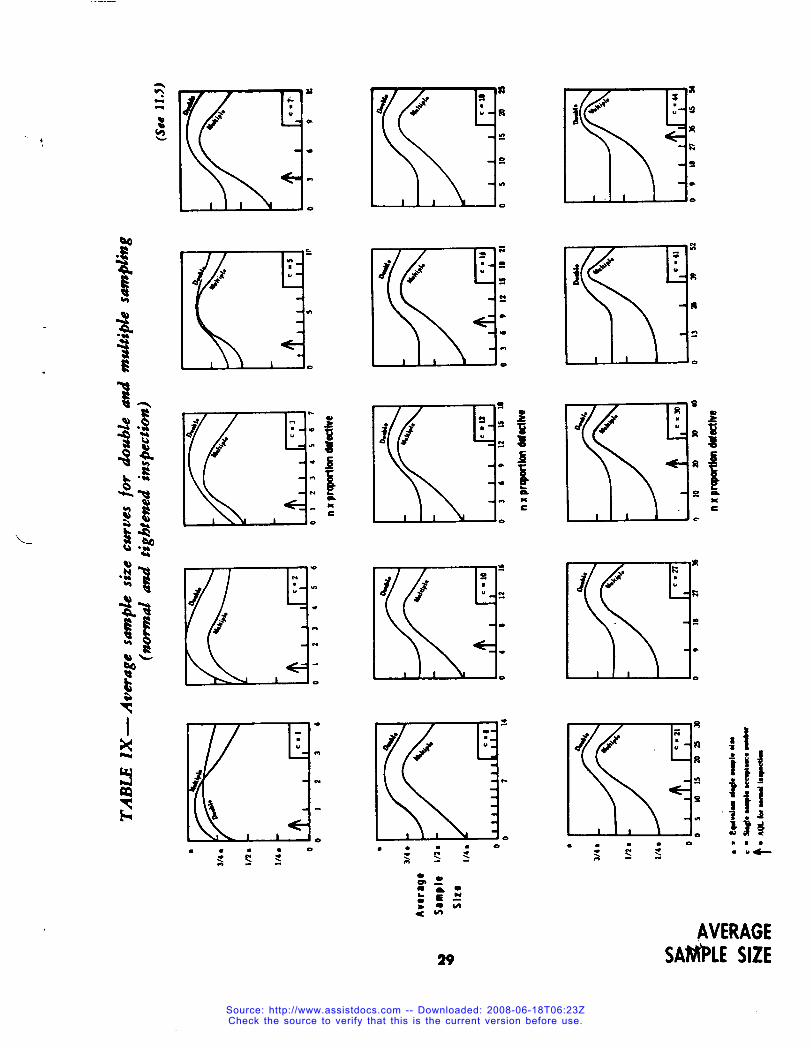
Pa = 574 (for Normal Inspection, Single Sampling) ............ 27Limit Numbers for Reduced Inspection ........................................ 28Average Sample Size Curves for Double and Multiple Sampling .. 29
Sampling Plans and Operating Characteristic Curves(and Data) for:
Sample Size Code Letter A .............................................................. 30Sample Size Code Letter B .............................................................. 32Sample Size Code Letter C .............................................................. 34
iii
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
Sample Size Code Letter D .............................................................. 36Sample Size Code- Letter E .............................................................. 38
Sample Size Code Letter F .............................................................. 40Sample Size Code Letter G .............................................................. 42Sample Size Code Letter H ......................................................... .... 44Sample Size Code Letter J .............................................................. 46Sample Size Code ktter K .............................................................. 48Sample Size Code Letter L .............................................................. 50Sample Size Code Letter M ............................................................. 52Sample Size Code Letter N .............................................................. 54Sample Size Code Letter P .............................................................. 56Sample Size Code Letter Q .............................................................. 58Sample Size Code Letter R .............................................................. 60Sample Size Code Letter S .............................................................. 62
‘)
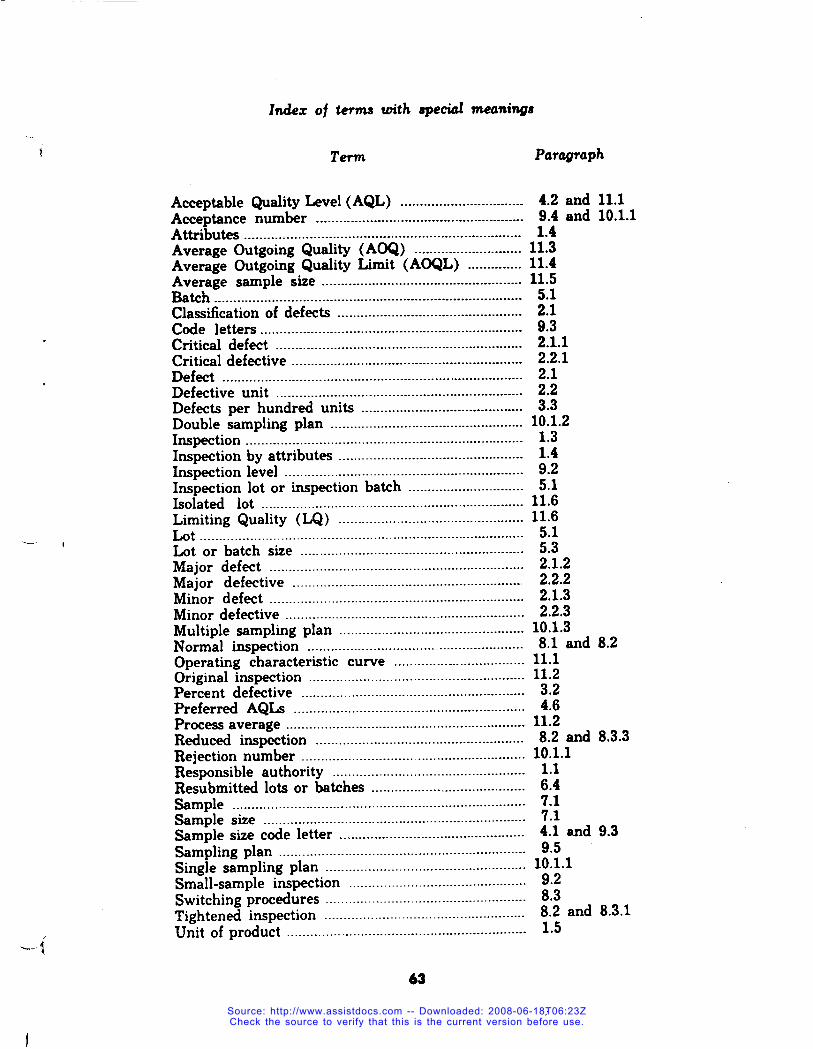
INDEX OF TERMS WITH SPECIAL MEANINGS .............................. .................... 63
--)
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
SAMPLING PROCEDURES AND TABLES
FOR INSPECTION BY ATTRIBUTES
1. SCOPE -
1. I PURPOSE. T’nis publication estab-lishes sampling plans and procedures forinspection by attributes. When specified bythe responsible authority, this publicationshall be referenced in the specification, con-tract, inspection instructions, or other docu-ments and the provisions set forth hereinshall govern. The “responsible authority”shall be designated in one of the abovedocuments.
1.2 APPLICATION. Sampling plans des-ignated in this publication are applicable, butnot limited, to inspection of the following:
a.
b.
c.
d,
e.
f.
g.
h.
End items.
Components and raw materials.
Operations.
Materials in process.
Supplies in storage.
Maintenance operations.
Data or records.
Administrative procedures.
These plans are intended primarily to beused for a continuing series of lots or batches.
-. i
The plans may also be used for the inspectionof isolated lots .or batches, but, in this lattercase, the user is cautioned to consult theoperating characteristic curves to find a planwhich will yield the desired protection (see11.6).
1.3 INSPECTION. Inspection is the proc-ess of measuring, examining, testing, orotherwise comparing the unit of product (see1.5 ) with the requirements.
1.4 INSPECTION BY ATTRIBUTES. In-spection by attributes is ,inspection wherebyeither the unit of product is classified simplyas defective or nondefective, or the numberof defects in the unit of product is counted,with respect to a given requirement or setof requirements.
1.5 UNIT OF PRODUCT. The unit ofproduct is the thing inspected in order todetermine its classification as defective ornondefective or to count the number of de-fects. It may be a single article, a pair, a set,a length, an area, an operation, a volume, acomponent of an end product, or the endproduct itself. The unit of product may ormay not be the same as the unit of purchase.supply, production, or shipment.
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
2. CLASSIFICATION OF
2.1 METHOD OF CLASSIFYING DEFECTS.A classification of defects is the enumerationof possible defects of the unit of productclassified according to their seriousness. Adefect is any nonconformance of the unit ofproduct with specified requirements. Defectswill normally be grouped into one or moreof the following classes; however, defectsmay be grouped into other classes, or intosubclasses within these classes.
2.1.1 CRITICAL DEFECT. A critical de-fect is a defect that judgment and experienceindicate is likely to result in hazardous orunsafe conditions f o r individuals using,maintaining, or depending upon the product;or a defect that judgment and experienceindicate is likely to prevent performance ofthe tactical function of a major end item suchas a ship, aircraft, tank, missile or spacevehicle. NOTE: For a special provision re-lating to critical defects, see 6.3.
2.1.2 MAJOR DEFECT. A major defectis a defect, other than critical, that is likelyto result in failure, or to reduce materiallythe usability of the unit of product for itsintended purpose,
3. PERCENT
3.1 EXPRESSION OF
DEFECTIVE AND
NONCONFORM.ANCE. The extent of nonconformance ofproduct shall be expressed either in termsof percent defective or in terms of defects perhundred units.
3.2 PERCENT DEFECTIVE. The percentdefective of any given quantity of units ofproduct is one hunderd times the number ofdefective units of product contained thereindivided by the totai number of units of prod-uct, i.e.:
DEFECTS AND DEFECTIVES
2.1.3 MINOR DEFECT. A minor defect -is a defect that is not likely to reduce ma-terially the usability of the unit of productfor its intended purpose, or is a departurefrom established standards having little bear-ing on the effective use or operation of theunit.
2,2 METHOD OF CLASSIFYING DEFEC-TIVES. A defective is a unit of product whichcontains one or more defects. Defective willusually be classified as follows:
2.2.1 CRITICAL DEFECTIVE. A criticaldefective contains one or more critical de-fects and may also contain major and orminor defects. NOTE: For a special provi-sion relating to critical defective, see 6.3.
2.2.2 MAJOR DEFECTIVE, A major de-fective contains one or more major defects,and may also contain minor defects but con-tains no critical defect.
2.2.3 MINOR DEFECTIVE. A minor de-fective contains one or more minor defectsbut contains no critical or major
DEFECTS PER HUNDRED UNITS
defect,
Number of defectivePercent defective =
Number of units inspected x lM
3.3 DEFKTS PER HUNDRED UNITS. The
number of defects per hundred units of any
given quantity of units of product is one
hundred times the number of defects con-
tained therein (one or more defects being
possible in any unit of product) divided by
the total number of units of product,
Defects per Number of defects
hundred units = Number of units inspected
i.e.:
x 100
-)
2
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
4.
4.1 USE. The AQL,Sample Size Code Letter,
ACCEPTABLE QUALITY LEVEL (AQL)
together with theis used for index-
ing the sampling plans provided herein.
4.2 DEFINITION. The AQL is the max-imum percent defective (or the maximumnumber of defects per hundred units) that,for purposes of sampling inspection, can beconsidered satisfactory as a process average(see 11.2).
.4.3 NOTE ON THE MEANING OF AQL.
When a consumer designates some specificd value of AQL for a certain defect or group
of defects, he indicates to the supplier thathis (the consumer’s) acceptance samplingplan will accept the great majority of the lotsor batches that the supplier submits, pro-vided the process average level of percentdefective (or defects per hundred units) inthese lots or batches be no greater than thedesignated value of AQL. Thus, the AQLis a designated value of percent defective (ordefects per hundred units) that the consumerindicates will be accepted most of the timeby the acceptance sampling procedure to beused. The sampling plans provided hereinare so arranged that the probability of ac-ceptance at the designated AQL value de-pends upon the sample size, being generallyhigher for large samples than for small ones,for a given AQL. The AQL alone does not
describe the protection to the consumer forindividual lots or batches but more directlyrelates to what might be expected from aseries of lots or batches, provided the stepsindicated in this publication are taken. It isnecessary to refer to the operating character-istic curve of the plan, to determine whatprotection the consumer will have.
4.4 LIMITATION. The designation of anAQL shall not imply that the supplier hasthe right to supply knowingly any defectiveunit of product.
4.5 SPECIFYING AQLs. The AQL to beused will be designated in the contract or bythe responsible authority. Different AQLsmay be designated for groups of defects con-sidered collectively, or for individual defects.An AQL for a group of defects may be des-ignated in addition to AQLs for individualdefects, or subgroups, within that group.AQL values of 10.0 or less may be expressedeither in percent defective or in defects perhundred units; those over 10.0 shall be ex-pressed in defects per hundred units only.
4.6 PREFERRED AQLs. The values ofAQLs given in these tables are known aspreferred AQLs. If, for any product, an AQLbe designated other than a preferred AQL,these tables are not applicable.
... i
5. SUBMISSION OF PRODUCT
5.1 LOT Oi? BATCH. The term lot or for other purposes (e.g., production, ship-
batch shall mean “inspection lot” or “inspec- ment, etc.).
tion batch,” i.e., a collection of units of prod- 5.2 FORMATION OF LOTS OR BATCHES.uct from which a sample is to be drawn and The product shall be assembled into identi-inspected to determine conformance with the fiable lots, sublots, batches, or in such other
acceptability criteria, and may differ from a manner as may be prescribed (see 5.4). Each
collection of units designated as a lot or batch lot or batch shall, as far as is practicable,
3
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
5. SUBMISSION OF PRODUCT (Continued)
-tconsist of units of product of a single type, batches, lot or batch size, and the mannergrade, class, size, and composition, manu- in which each lot or batch is to be presentedfactured under essentially the same condi- and identified by the supplier shall be des-tions, and at essentially the same time. ignated or approved by the responsible au-
thority. As necessary, the supplier shall5.3 LOT OR BATCH SIZE. The lot or
batch size is the number of units of productprovide adequate and suitable staage spacefor each lot or batch, equipment needed for
in a lot or batch.proper identification =d presentation, and
5.4 PRESENTATION OF LOTS OR personnel for all handling of product re-BATCHES. The formation of the lots or quired for drawing of samples.
6. ACCEPTANCE AND REJECTION
6.1 ACCEPTABILITY OF LOTS ORBATCHES. Acceptability of a lot or batchwill be determined by the use of a samplingplan or plans associated with the designatedAQL or AQLs.
6.2 DEFECTIVE UNITS. The right is re-served to reject any unit of product founddefective during inspection whether thatunit of product forms part of a sample ornot, and whether the lot or batch as a wholeis accepted or rejected. Rejected units maybe repaired or corrected and resubmitted forinspection with the approval of, and in themanner specified by, the responsible au-thority,
6.3 SPECIAL RESERVATION FOR CRITl-CAL DEFECTS. The supplier may be requiredat the discretion of the responsible authorityto inspxt every unit of the lot or batch for
critical defects. The right is reserved to in-spect every unit submitted by the supplier forcritical defects, and to reject the lot or batchimmediately, when a critical defect is found.The right is resemmd also to sample, for crit-ical defects, every lot or batch submitted bythe supplier and to reject any lot or batchif a sample drawn therefrom is found to con-tain one or more critical defects.
6.4 RESUBMITTED LOTS OR BATCHES.Lots or batches found unacceptable shall beresubmitted for reinspection only after allunits are re-examined or retested and all de-fective units are removed or defects cor-rected. The responsible authority shall deter-mine whether normal or tightened inspectionshall be used, and whether reinspection shallinclude all types or classes of defects or forthe particular types or classes of defectswhich caused initial rejection.
7. DRAWING OF SAMPLES
7.1 SAMPLE. A sample consists of one 7.2 REPRESENTATIVE SAMPLING. Whenor more units of product drawn from a lot orbatch, the units of the sample being selected
appropriate, the number of units in the sam-
at random without regard to their quality.ple shall be selected in proportion to the size
The number of units of product in the sample of sublets or subbatches, or parts of the lot or
is the sample size. batch, identified by some rational criterion.
4Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
7. DRAWING OF ‘“ “----- ‘- - “..—
( When representative sampling is used, theunits from each part of the lot or batch shallbe selected at random.
7.3 TIME OF $AMPLING. Samples maybe drawn after all the units comprising thelot or batch have been assembled, or sam-
8. NORMAL, TIGHTENED
8.1 INITIATION OF INSPECTION. Nor-mal inspection will be used at the start ofinspection unless otherwise directed by the*responsible authority.
8.2 CONTINUATION OF INSPECTION.Normal, tightened or reduced inspectionshall continue unchanged for each class ofdefects or defective on successive lots orbatchs except where the switching proce-dures given below require change. Theswitching procedures given below require achange. The switching procedures shall beapplied to each class of defects or defectiveindependently.
8.3 SWITCHING PROCEDURES.
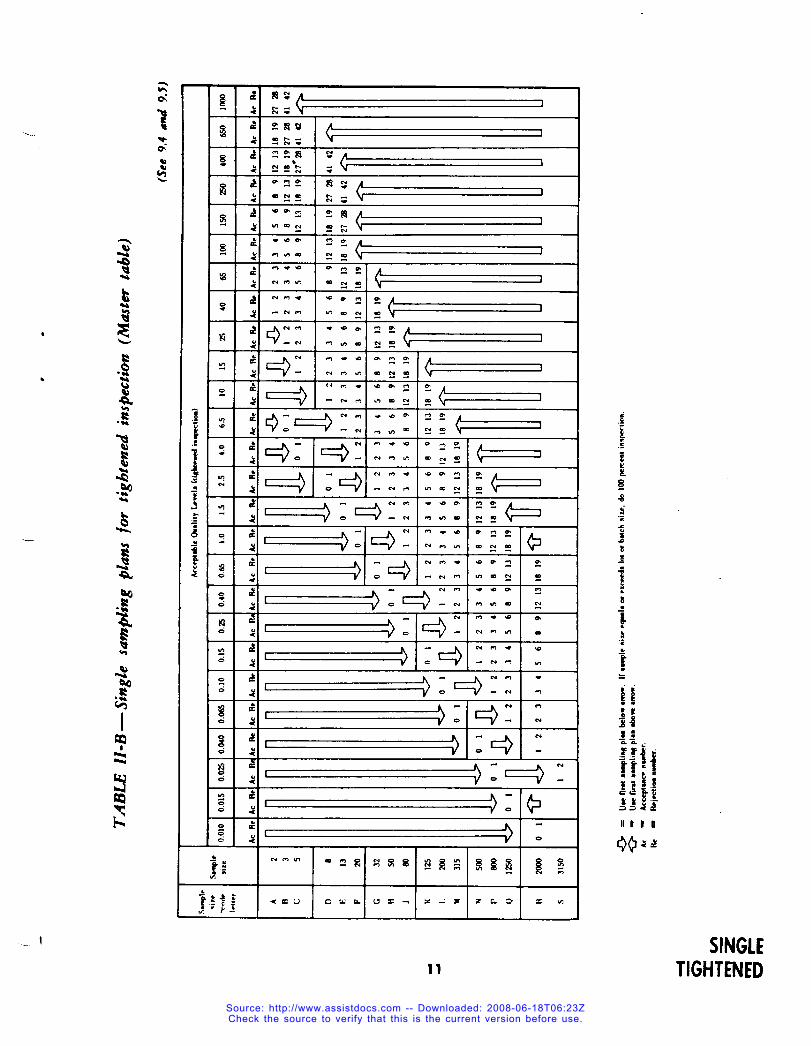
8.3.1 NORMAL TO TIGHTENED. Whennormal inspection is in eflect, tightened in-spection shall be instituted when 2 out of 5consecutive lots or batches have been re-jected on original inspection (i.e., ignoringresubmitted lots or batches for this proce-dure).
8.3.2 TIGHTENED TO NORMAL. Whentightened inspection is in effect, normal in-spection shall be instituted when 5 consecu-tive lots or batches have been considered
acceptable on original inspection.
8.3.3 NORMAL TO REDUCED. W h e nnormal inspection is in effect, reduced inspec-
-.. { tion shall be instituted providing that all ofthe following conditions are satisfied:
SAMPLES (Continued)
pies may be drawn during assembly of thelot or batch.
7.4 DOUBLE OR MULTIPLE SAMPLING.When double or multiple sampling is to beused, each sample shall be selected over theentire lot or batch.
AND REDUCED INSPECTION
a. The preceding 10 lots or batches (ormore, as indicated by the note to Table VIII)have been on normal inspection and nonehas been rejected cm original inspection; and
b. The total number of defective (or de-fects) in the samples from the preceding 10lots or batches (or such other number as wasused for condition “a” above) is equal to orless than the applicable number given mTable VIII. If double or multiple samplingis in use, all samples inspected should be in-cluded, not “first” samples only; and
c, Production is at a steady rate; and
d. Reduced inspection is considered de-sirable by the responsible authority.
8.3.4 REDUCED TO NORMAL. When re-duced inspection is in effect, normal inspec-tion shall be instituted if any of the followingoccur on original inspection:
a. A lot or batch is rejected; or
b. A lot or batch is considered acceptableunder the procedures of 10.1.4; or
c. Production becomes irregular or de-layed; or
d. Other conditions warrant that normalinspection shall be instituted.
8.4 DISCONTINUATION OF INSPECTION.In the event that 10 consecutive lots orbatches remain on tightened inspection (orsuch other number as may be designated bythe responsible authority ), inspection underthe provisions of this document should bediscontinued pending action toquality of submitted material.
5
improve the
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
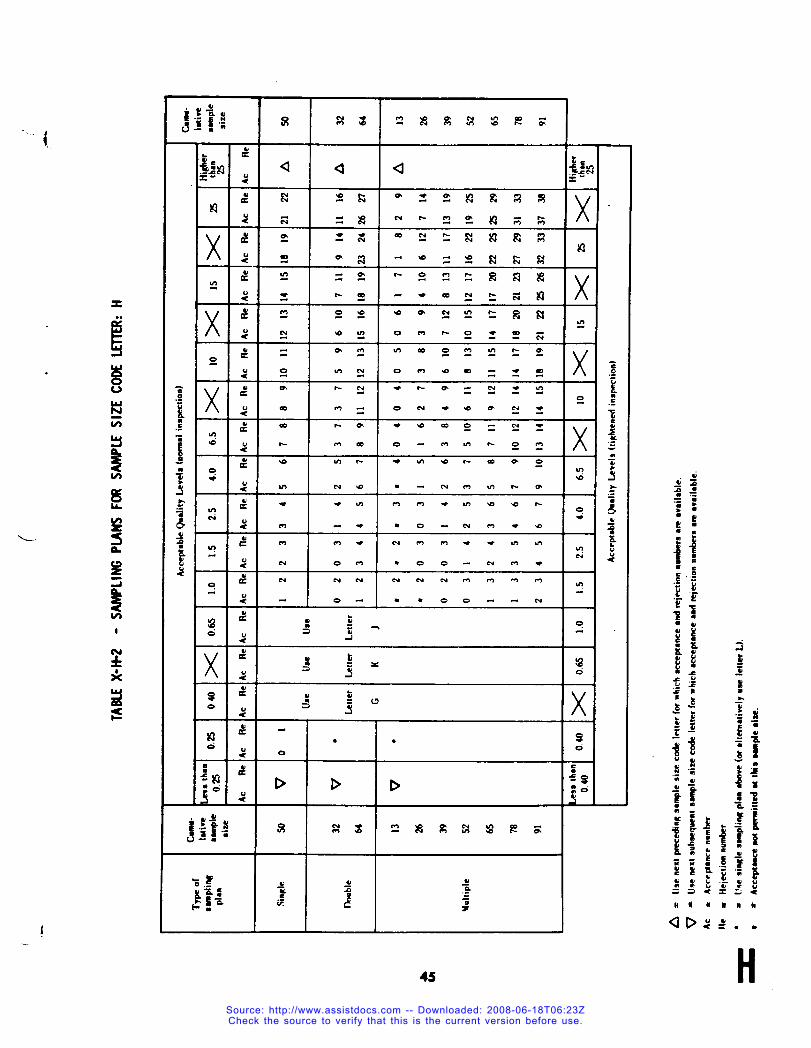
9. SAMPLING PLANS
9.1 SAMPLING PLAN. A sampling plan
indicates the number of units of product
from each lot or batch which are to be in-
spected (sample size or series of sample
sizes) and the criteria for determining the
acceptability of the lot or batch (acceptance
and rejection numbers).
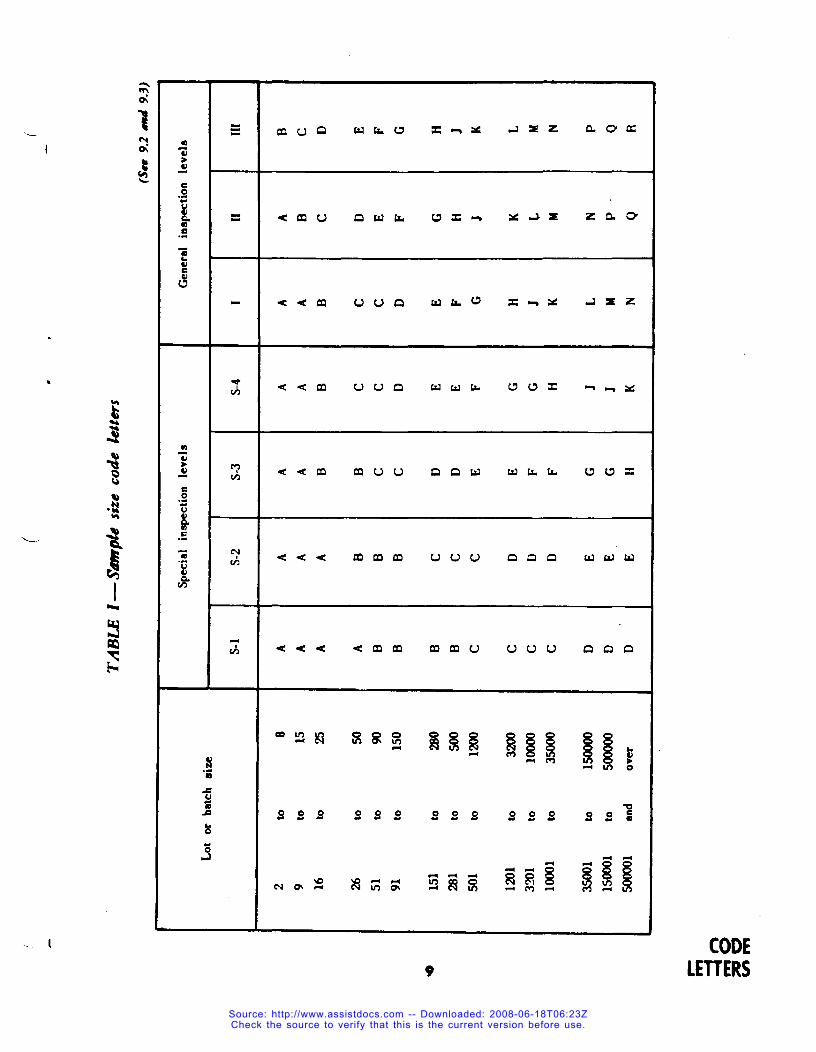
9.2 INSPECTION LEVEL. The inspection
level determines the relationship between
the lot or batch size and the sample size. The
inspection level to be used for any particular
requirement will be prescribed by the re-
sponsible authority. Three inspection levels:I, II, and III, are given in Table I for general
use. Unless otfierwise specified. Inspection
Level II will be used. However, Inspection
Level I may be specified when less discrimi-
nation is needed, or Level III may be speci-fied for greater discrimination. Four addi-
tional special levels: S-1, S–2, S–3 and S-4,
are given in the same table and may be used
where relatively small sample sizes are neces-
sary and large sampling risks can or must be
tolerated.
NOTE: In the designation of inspectionlevels S-1 to S-4, care must be exercised to
avoid AQLs inconsistent with these inspec-
tion levels.
9.3 CODE LETTERS. Sample sizes are
designated by code letters. Table I shall beused to find the applicable code letter for the
particular lot or batch size and the prescribed
inspection level.
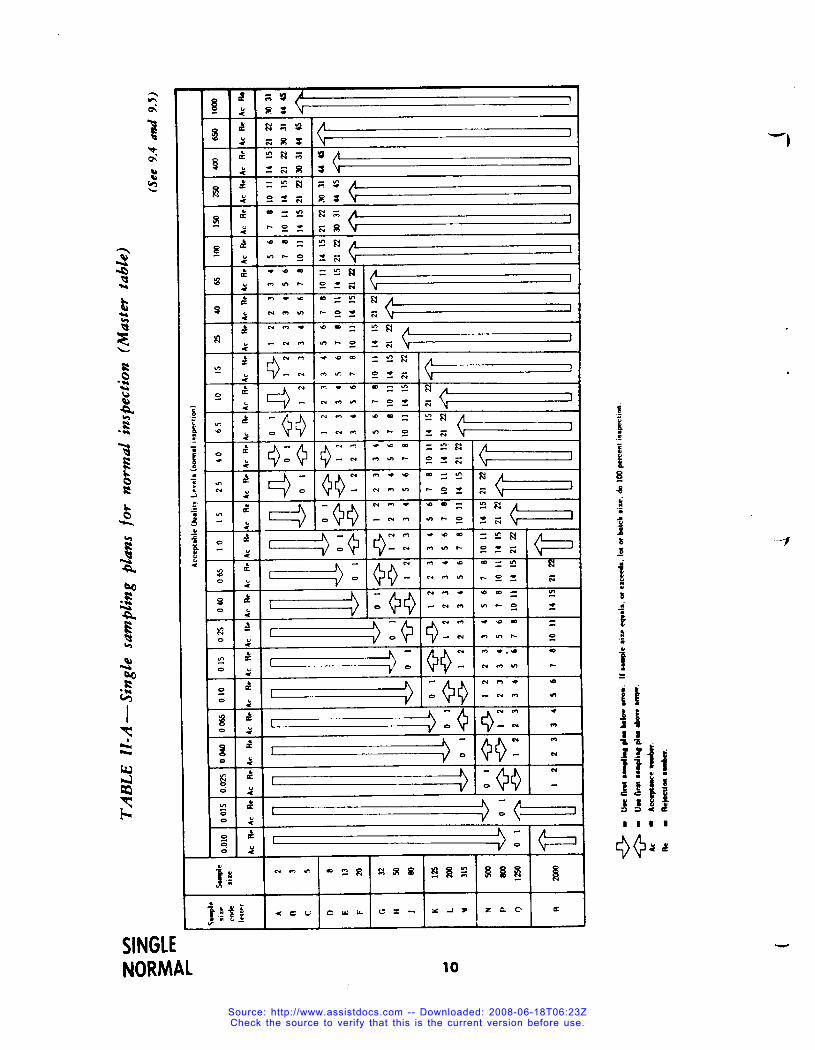
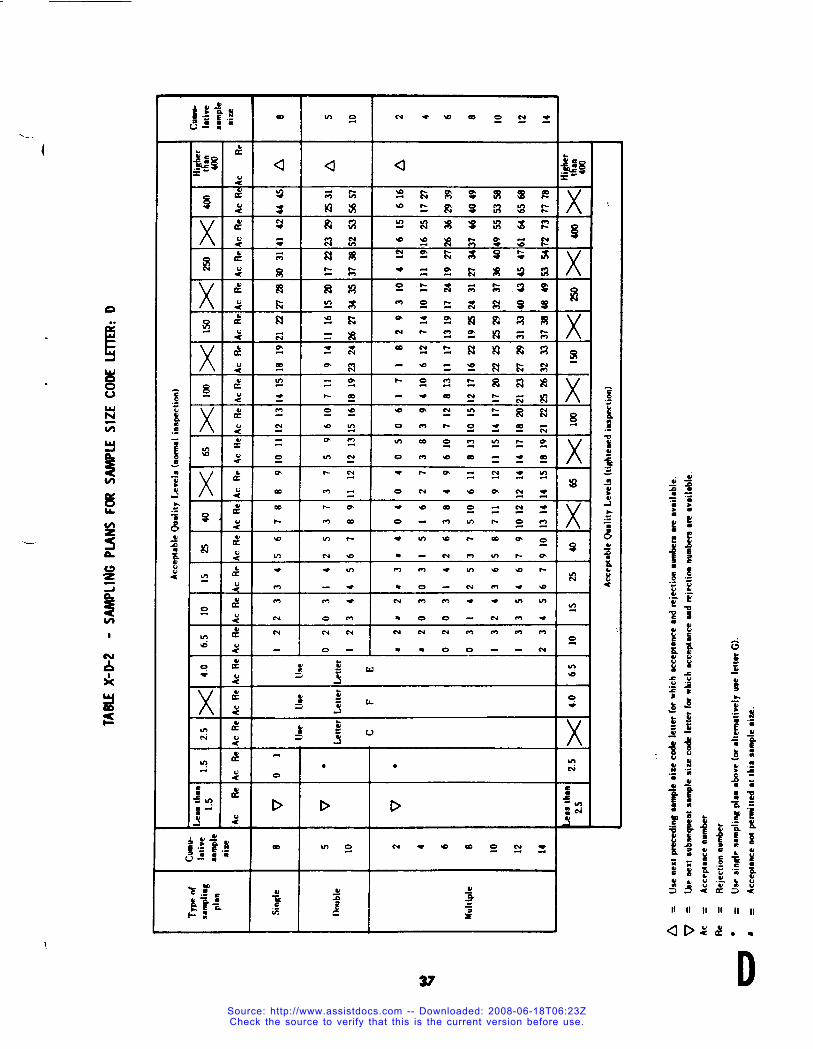
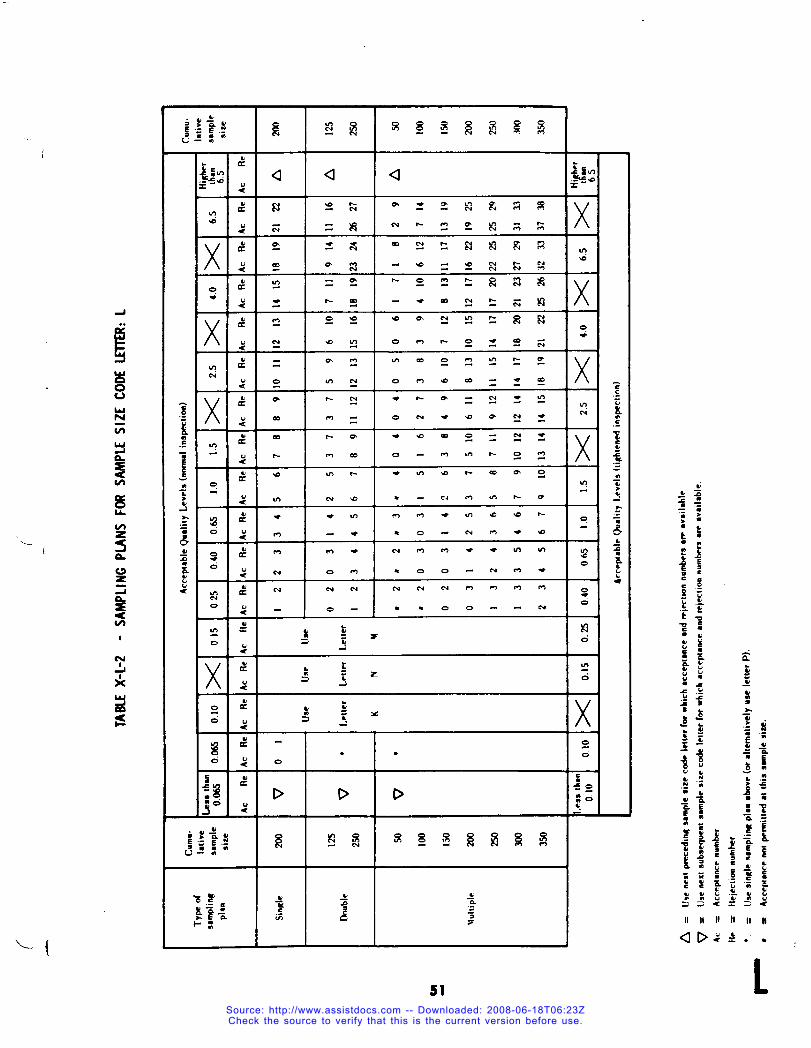
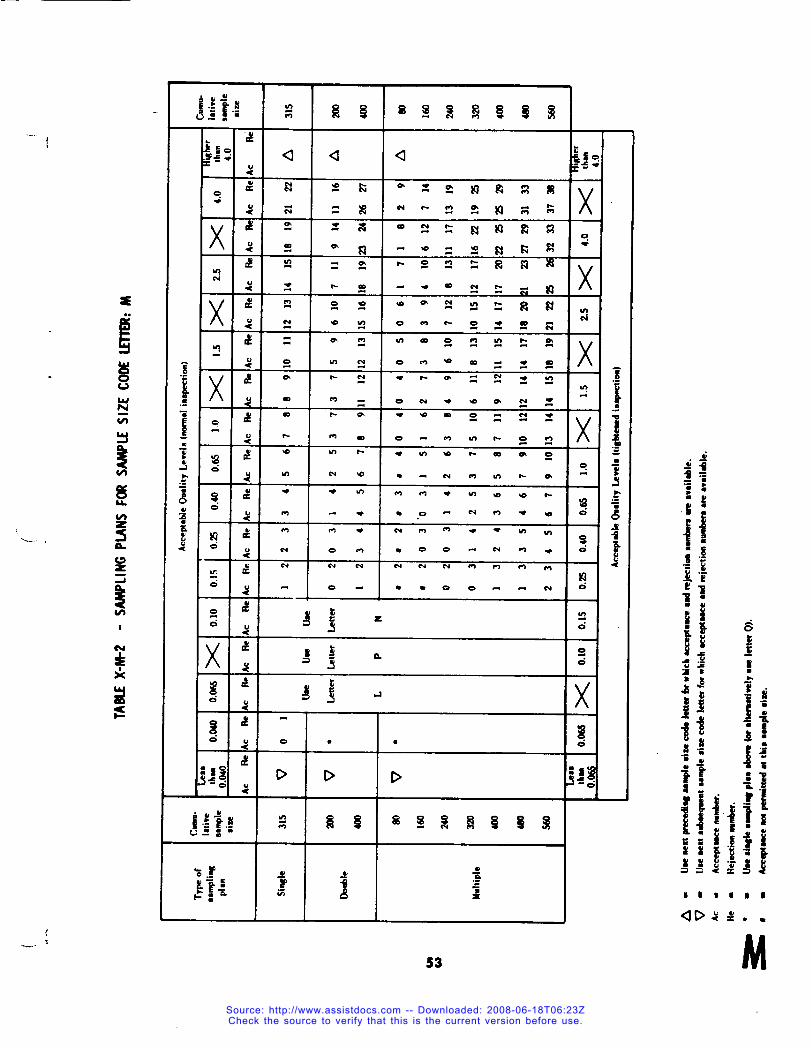
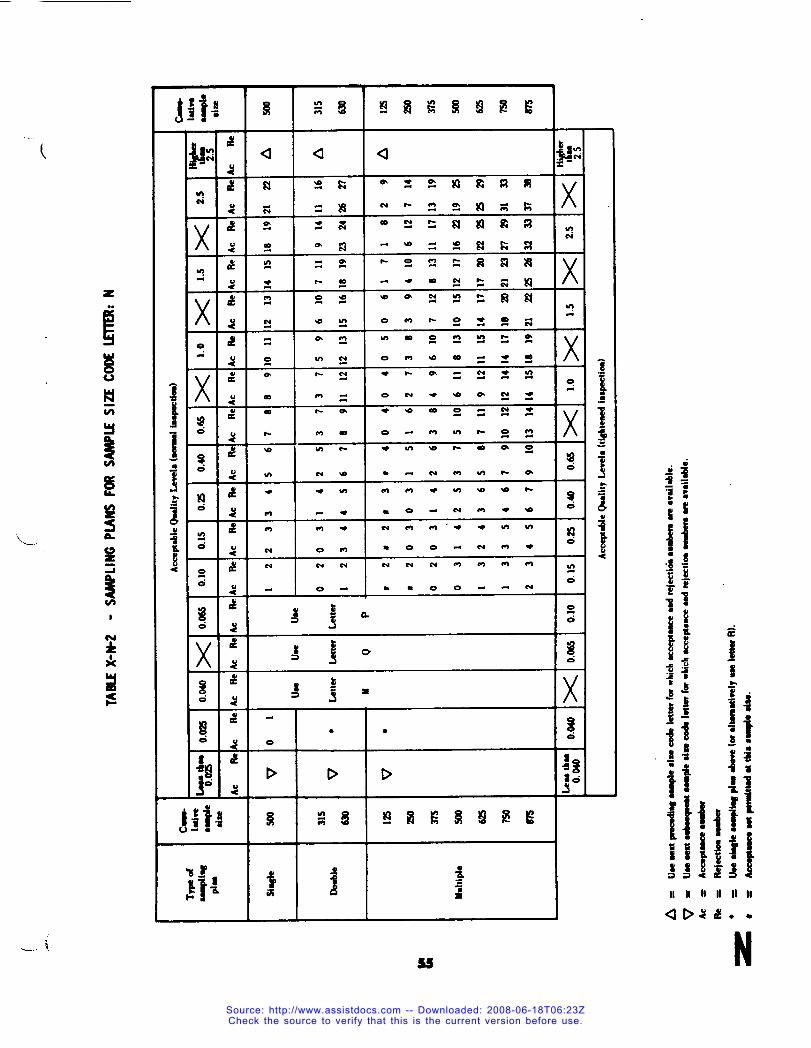
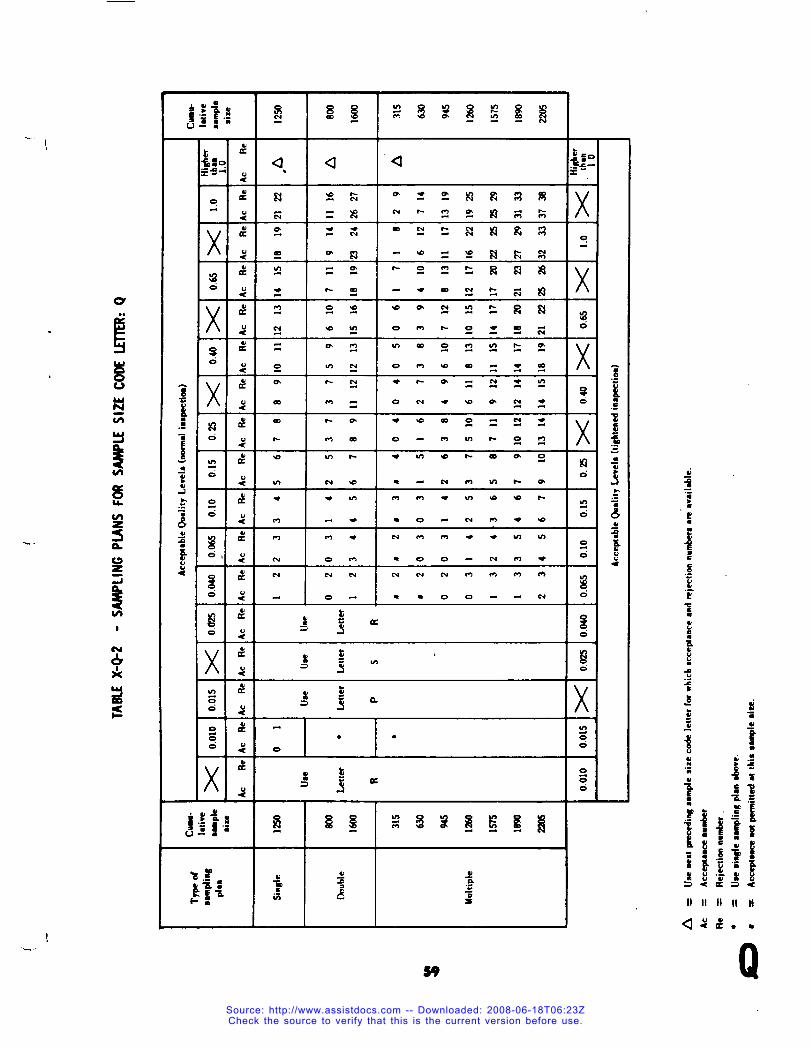
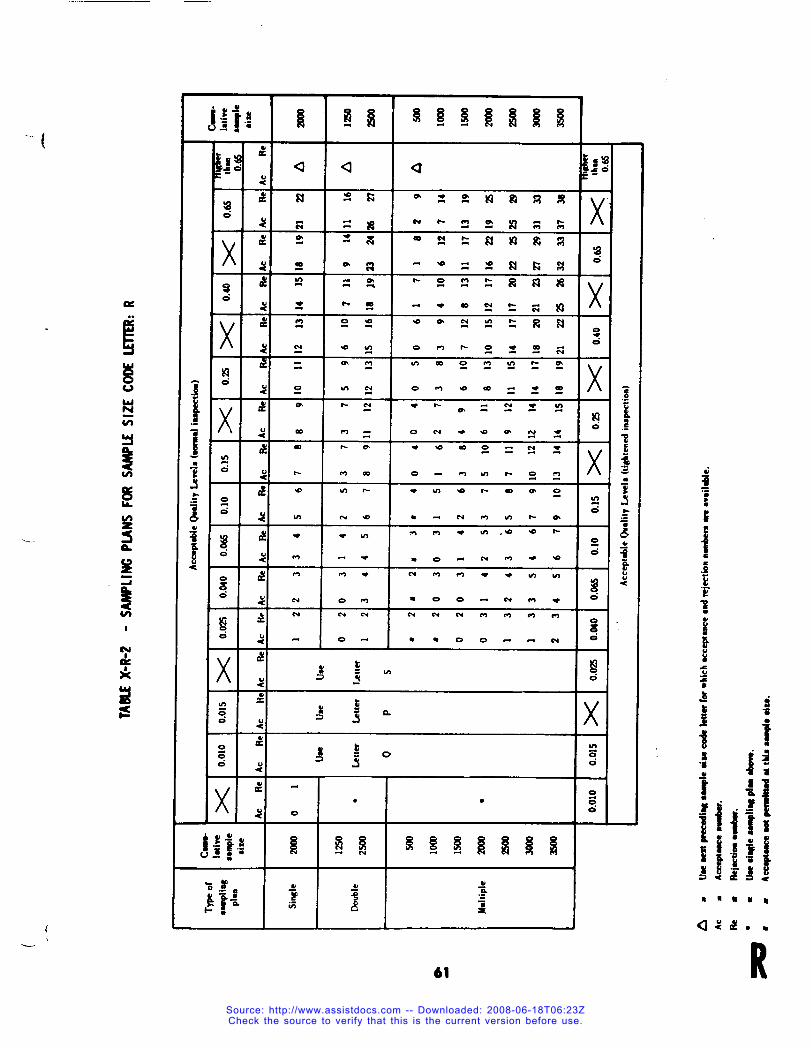
9.4 OBTAINING SAMPLING PLAN. The
AQL and the code letter shall be used to ob-
tain the sampling plan from Tables II, III or
IV. When no sampling plan is available for a
given combination of AQL and code letter,
the tables direct the user to a different letter,
The sample size to be used is given by the
new code letter not by the original letter, If
this procedure leads to different sample sizes
for different classes of defects, the code letter
corresponding to the largest sample size de-
rived may be used for all classes of defects
when designated or approved by the respon-
sible authority. As an alternative to a single
sampling plan with an acceptance number
of O,the plan with an acceptance number of 1
with its correspondingly larger sample size
for a designated AQL (where available), may
be used when designated or approved by the
responsible authority.
9.5 TYPES OF SAMPLING plANS. Three
types of sampling plans: Single, Double and
Multiple, are given in Tables II, HI and It’,
respectively. When several types of plans are
available for a given AQL and code letter,
any one may be used. A decision as to type
of plan, either single, double, or multiple,
when available for a given AQL and code
letter, will usually be based upon the com-
parison between the administrative difficulty
and the average sample sizes of the available
plans. The average sample size of multiple
plans is less than for double (except in the
case corresponding to single acceptance num-
ber 1) and both of these are always less than
a single sample size. Usually the administra-
tive difficulty for single sampling and the
cost per unit of the sample are less than for
double or multiple.
-)
6
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
---
‘\.
10. DETERMINATION
10.1 PERCENT DEFECTIVE INSPECTION.To determine acceptability of a lot or batchunder percent defective inspection, the ap-plicable sampling plan shall be used inaccordance with 10.1.1, 10.1.2, 10.1.3, 10.1.4,and 10.1.5.
10.1.1 SINGLESAMPLING PLAN. Thenumber of sample units inspected shall beequal to the sample size given by the plan.
. If the number of defective found in thesample is equal to or less than the acceptancenumber, the lot or batch shall be considered.acceptable, If the number of defective isequal to or greater than the rejection num-ber, the lot or batch shall be rejected.
10.1.2 DOUBLE SAMPLING PLAN. Thenumber of sample units inspected shall beequal to the first sample size given by theplan. If the number of defective found inthe first sample is equal to or less than thefirst acceptance number, the lot or batchshall be considered acceptable. If the num-ber of defective found in the first sample isequal to or greater than the first rejectionnumber, the lot or batch shall be rejected.If the number of defective found in the firstsample is between the first acceptance andrejection numbers, a second sample of thesize given by the plan shall be inspected. The
OF ACCEPTABILITY
number of defective found in the first andsecond samples shall be accumulated. If thecumulative number of defective is equal toor less than the second acceptance number,the lot or batch shall be considered accept-able. If the cumulative number of defectiveis equal to or greater than the second rejec-tion number, the lot or batch shall be rejected.
10.1.3MULTIPLE SAMPLE PLAN. Undermultiple sampling, the procedure shall besimilar to that specified in 10.1.2, except thatthe number of successive samples requiredto reach a decision may be more than two.
10,1.4 S P EC I A L PROCEDURE FOR RE-DUCED INSPECTION. Under reduced in-spection, the sampling procedure may termi-nate without either acceptance or rejectioncriteria having been met. In these circum-stances, the lot or batch will be consideredacceptable, but normal inspection will bereinstated starting with the next lot orbatch ( see 8.3.4 (b)).
10.2 DEFECTS PER HUNDRED UNITS IN-SPECTION. To determine the acceptabilityof a lot or batch under Defects per HundredUnits inspection, the procedure specified forPercent Defective inspection above shall beused, except that the word “defects” shall besubstituted for “defective.”
11. SUPPLEMENTARY INFORMATION
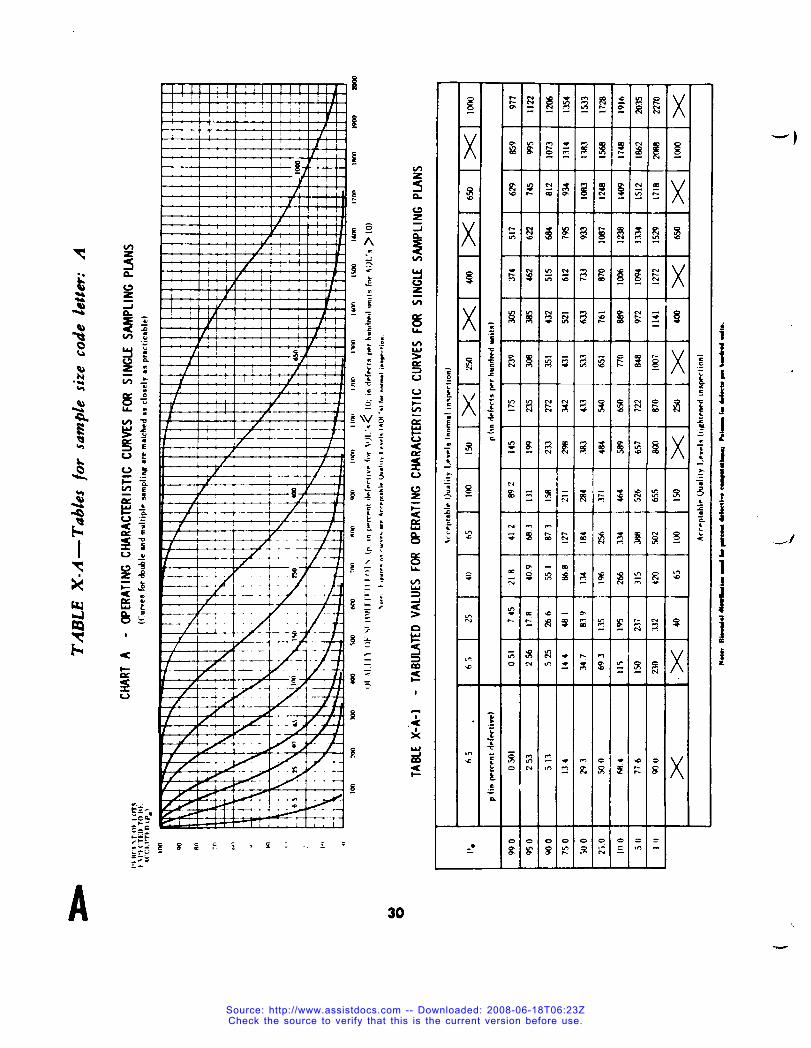
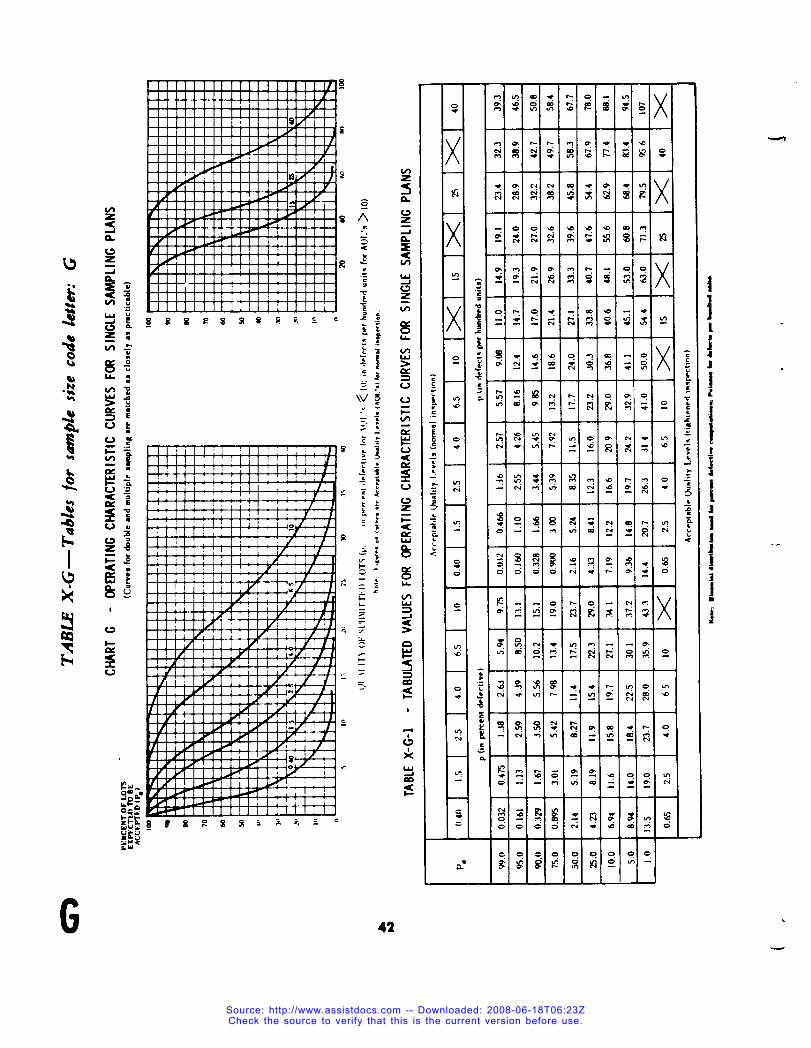
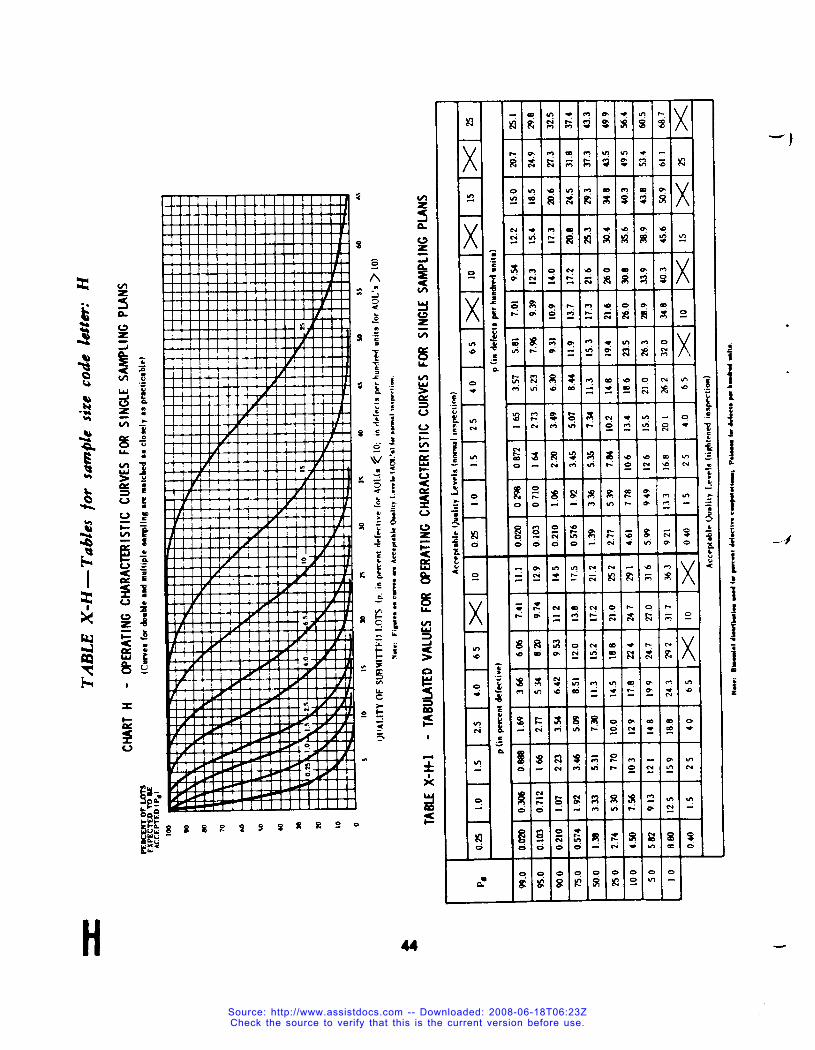
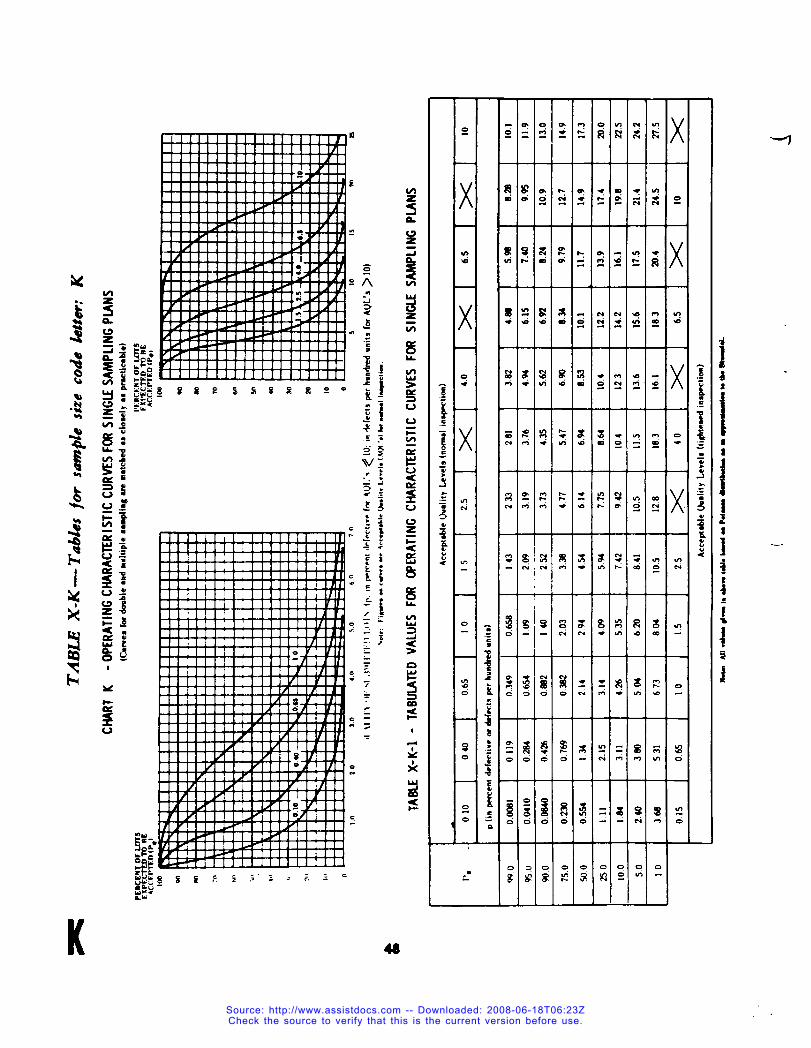
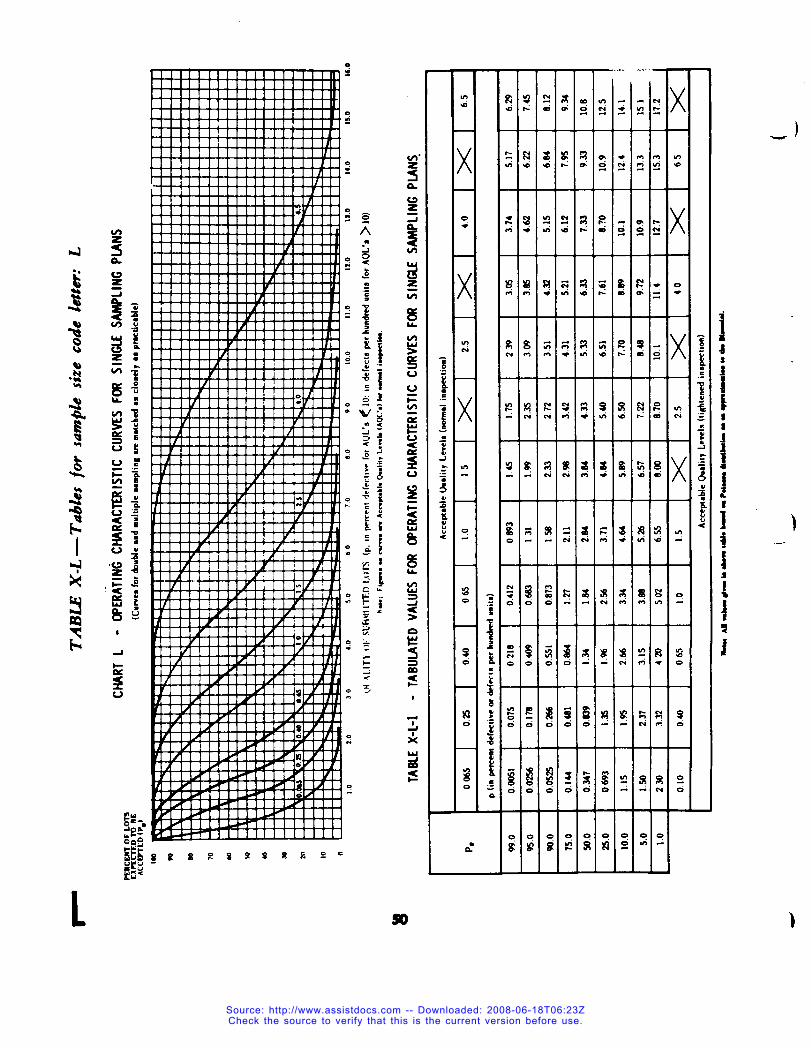
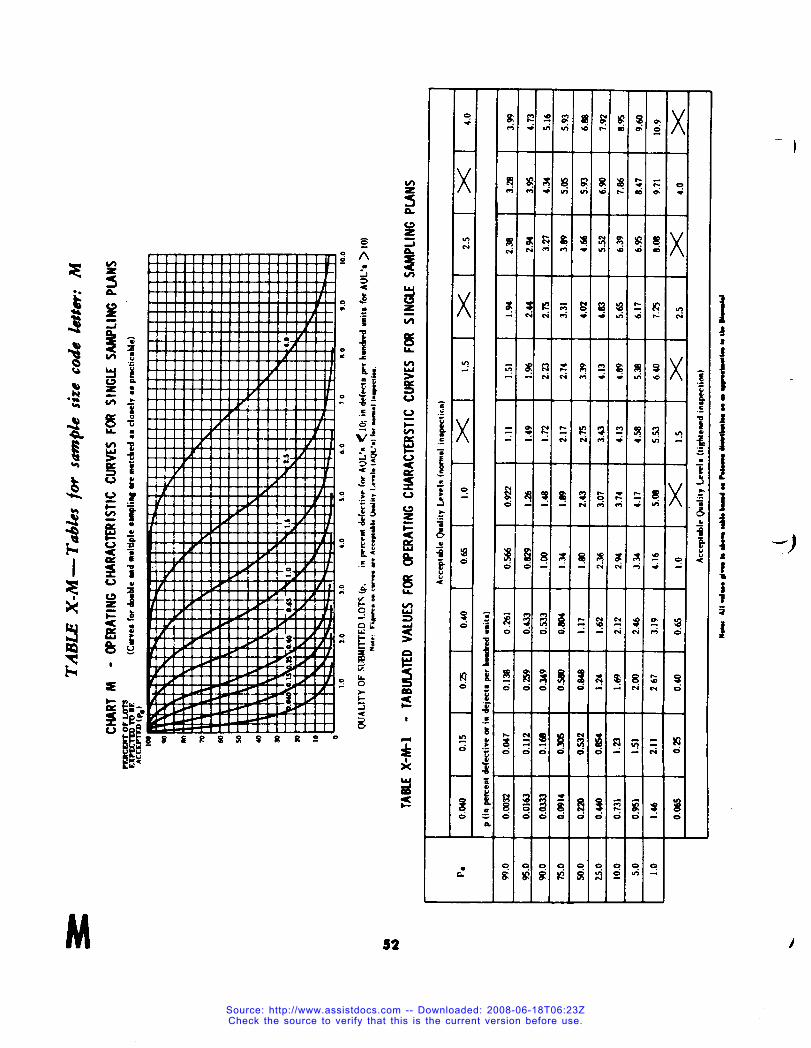
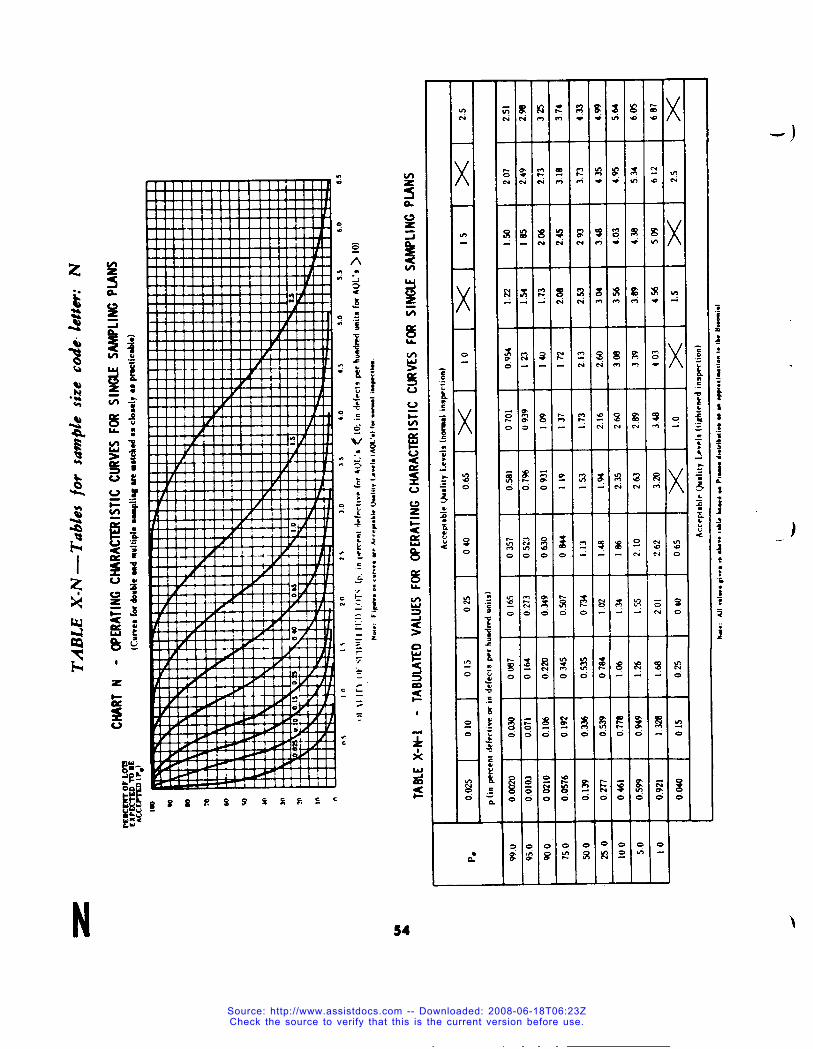
11.1 0 P E R A T I N G CHARACTERISTICCURVES. The operating characteristic curvesfor normal inspection, shown in Table X(pages 30-62 ), indicate the percentage oflots or batches which may be expected to beaccepted under the various sampling plansfor a given process quality. The curves shown
1are ior single sampling; curves for double. .
and multiple sampling are matched as closelyas practicable. The O. C. curves shown forAQLs greater than 10.0 are based on thePoisson distribution and are applicable fordefects per hundred units inspection; thosefor AQLs of 10.0 or less and sample sizes of80 or less are based on the binomial distri-bution and are applicable for percent defec-
7
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
11. SUPPLEMENTARY INFORMATION (Continuocf)
tive inspection; those for AQLs of 10.0 orless and sample sizes larger then 80 are basedon the Poisson distribution and are applica-ble either for defects per hundred units in-spection, or for percent defective inspection(the Poisson distribution being an adequateapproximation to the binomial distributionunder these conditions). Tabulated values,corresponding to selected values of probabil-ities of acceptance (Pa, in percent ) are givenfor each of the curves shown, and, in addi-tion, for tightened inspection, and for defectsper hundred units for AQLs of 10.0 or lessand sample sizes of 80 or less.
11.2 PROCESS AVERAGE. The processaverage is the average percent defective oraverage number of defects per hundred units(whichever is applicable) of product sub-mitted by the supplier for original inspec-tion. Original inspection is the first inspec-tion of a particular quantity of product asdistinguished from the inspection of productwhich has been resubmitted after priorrejection.
11.3 AVERAGE OUTGOING QUALITY(AOQ). The AOQ is the average quality ofoutgoing product including all accepted lotsor batches, plus all rejected lots or batchesafter the rejected lots or batches have beeneffectively 100 percent inspected and all de-fective replaced by nondefectives.
11.4 AVERAGE OUTGOING QUALITYLIMIT (AOQL). The AOQL is the maximumof the AOQS for all possible incoming quali-ties for a given acceptance sampling plan.AOQL values are given in Table V-A foreach of the single sampling plans for normalinspection and in Table V-B for each of thesrngle sampling plans for tightened inspec-tion.
11.5 AVERAGE SAMPLE SIZE CURVES. -1Average sample size curves for double andmultiple sampling are in Table IX. Theseshow the average sample sizes which may beexpected to occur under the various samplingplans for a given process quality. The curvesassume no curtailment of inspection and areapproximate to the extent that they arebased upon the Poisson distribution, and thatthe sample sizes for double and multiplesampliig are assumed to be 0.631n and 0.25n -respectively, where n is the equivalent singlesample size.
11.6 LIMITING QUALITY PROTECTION.The sampling plans and associated proce-dures given in this publication were designedfor use where the units of product are pro-duced in a continuing series of lots or batchesover a period of time. However, if the lotor batch is of an isolated nature, it is desira-ble to limit the selection of sampling plans J
to those, associated with a designated AQLvalue, that provide not less than a specifiedlimiting quality protection. Sampling plansfor this purpose can be selected by choosinga Limiting Quality (LQ) and a consumer’srisk to be associated with it. Tables VI andVII give values of LQ for the commonly usedconsumer’s risks of 10 percent and 5 percentrespectively. If a different value of con-sumer’s risk is required, the O.C. curves andtheir tabulated values may be used. Theconcept of LQ may also be useful in specify-ing the AQL and Inspection Levels for aseries of lots or batches, thus fixing minimumsample size where there is some reason foravoiding (with more than a given consumer’srisk) more than a limiting proportion of de-fective (or defects) in any single lot or
batch.)
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
CODELETTERS
(
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
.
-?
SINGLENORMAL 10
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
●
✎
0
Ilinll
w“
(. .
11
SINGLETIGHTENED
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
.—
I-) .-)-I
-J
,
,
SINGLEREDUCED 12
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
t
.
.*-.=0.—..0-
lPl~l. -l.=” l--l
Pl~l--l-.l
-LL. .
. .,
DOUBLENORMAL
-..4
19
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
I
nlflllll
-.
--)
DOUBLETIGHTENED
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
.
..-
DOUBLE15 REDUCED
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.
Copies of this Mlit&FY Star@@ may be obtained for other thanofficial use by individuals,firms, and contractorsfrom the Superintendentof Documents, U.S. Government Prtithg Office, Washington 25, D. C.
Both the title and identi&ing symbol number should be stipulatedwhen requesting copies of Military Standards.
.
custodians:
Amy - Munitions CommandNavy - Bureau of WeaponsAir Force - Air Force Logistics ComnandDefense Supply Agency
Preparing Activity:
Army - Munitions Command
‘)..
&
Source: http://www.assistdocs.com -- Downloaded: 2008-06-18T06:23ZCheck the source to verify that this is the current version before use.