3
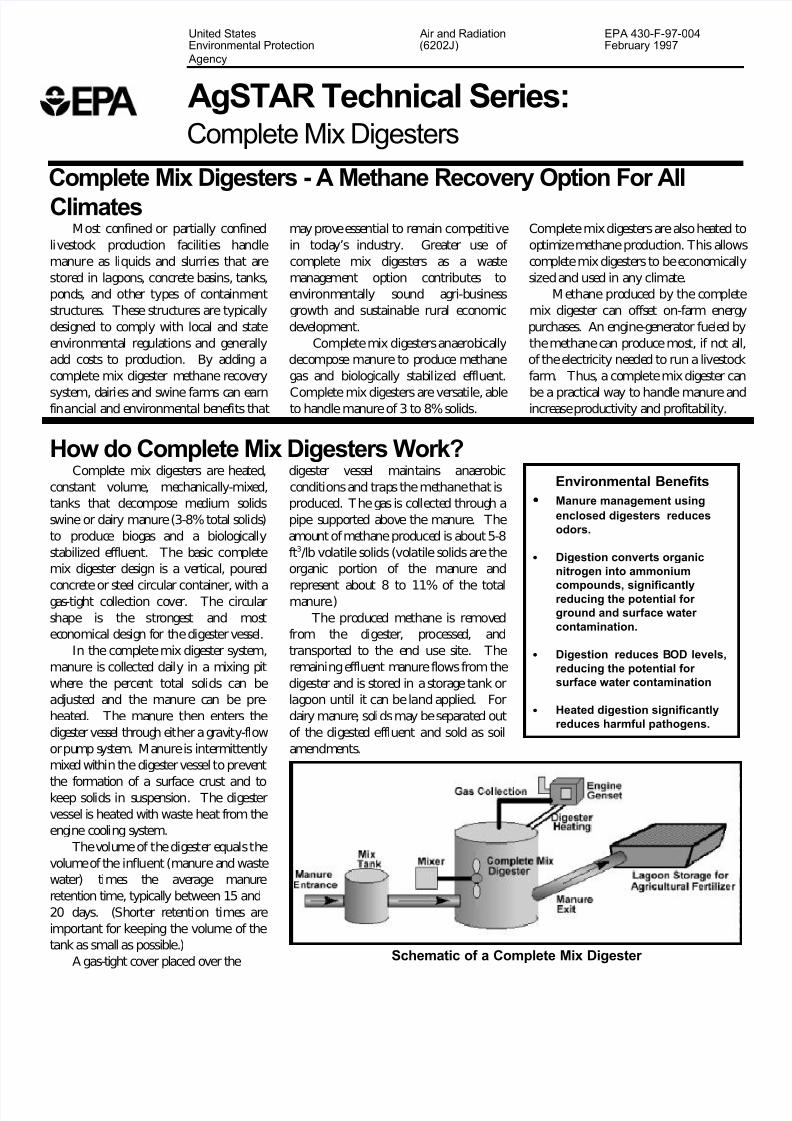
Schematic of a Complete Mix Digester Environmental Benefits C Manure management using enclosed digesters reduces odors. C Digestion converts organic nitrogen into ammonium compounds, significantly reducing the potential for ground and surface water contamination. C Digestion reduces B OD levels, reducing the potential for surface water contamination C Heated digestion significantly reduces harmful pathogens. United States Air and Radiation EPA 430-F-97-004 Environmental Protection (6202J) February 1997 Agency AgSTAR Technical Series: Complete Mix Digesters Complete Mix Digesters - A Methane Recovery Option For All Climates M os t co nfined or pa rtially confined m a y pr ov e e s s e ntial to re main com pe titive Comp lete mix dig e s ters are a lso he ate d to li ve s toc k pro duc tion facilitie s ha ndle in toda y’s indus try. Gre a te r use of op timizem e thane pro duc tion. This a llows manure as liquids a nd s lurrie s that are com plete mix dig e ste rs as a wa s te c om ple te mix dig e s te rs to be econo mica lly stored in lag oo ns , conc re te ba s ins, ta nks , m a na g e me nt op tion contributes to s ized and us e d in a ny clima te . po nd s , and oth e r typ e s of c on ta inme nt e nv ironme nta lly s ou nd a g ri-b us ine s s M e thane pro du c ed by the c om ple te s truc ture s. The se s truc ture s are typ ica lly g rowth a nd su s ta inab le rura l e co nom ic mix dig e s te r can offs et on-fa rm e ne rg y d e s ig ne d to com p l y w it h l oca l an d state d e v e l o p ment. p urc h ases. An e n g ine- g enerator f ue l e d b y e nv ironme nta l re g ula tions a nd g e ne ra lly Comp le te mix dig e s te rs a na erobica lly the m e tha ne ca n p roduce m os t, if no t all, add co s ts to pro duc tion. By a dd ing a deco mp ose manure to p rod uc e me tha ne of the e le ctr icity ne e ded to run a live s toc k co mp lete mix dig e s te r m e thane re co ve ry g as a nd biolog ically s tab ilize d e ffluent. farm . Thus , a co mp lete mix dig e s te r ca n sys te m, d airi e s a nd s wine farm s c an e arn Comple te mix dig e s te rs are ve rs a tile, a ble be a pra ctical wa y to hand le ma nure and financial a nd e nvironme ntal be ne fits that to ha ndle manure of 3 to 8% solids. incre ase produ ctivity a nd profitab ility. How do Complete Mix Digesters Work? Comple te mix dige ste rs are hea ted , dige ste r ve ss e l ma intains ana e robic co ns tant volum e , mecha nically-mix e d, conditions a nd trap s the me thane that is tanks that de comp os e me dium s olids produce d. T he g a s is co lle cte d throug h a s wine or da iry ma nure (3-8% tota l s olids ) pipe s uppo rte d a bov e the manure. The to produc e biog a s and a biolog ica lly a m ou nt of m e tha ne prod uce d is about 5-8 sta bilized e fflue nt. The b a s ic com ple te ft /lb vo latile s olids (vo latile s olids are the mix dig e s te r de s ign is a ve rtical, poure d orga nic portion of the manure a nd co ncre te or s te el circula r conta iner, with a repre s e nt a bou t 8 to 11% of the tota l ga s -tig ht co llec tion co ver. The circ ula r ma nure .) s ha pe is the str on g e s t a nd m os t The pro du c e d me tha ne is rem ov e d ec onomi cal des ig n for the dige ster ves se l . from the dig es ter, proce sse d, and I n the co mp lete mix dig e s ter s ys te m, transporte d to the e nd use site. The ma nure is colle cte d da ily in a m ixing p it re m a ini ng e fflue nt m a nure flows from the whe re the pe rcent tota l so lids can be dige ste r a nd is s tore d in a s tora g e tank or ad jus ted a nd the ma nure can be pre - lag oon until it can be land a pp lied . For heate d. The ma nure then enters the da iry ma nure , so li ds ma y be se pa rate d out dig es te r ve s se l th roug h e ither a g rav ity-flow of the dig e ste d efflue nt and sold as soil or pu m p s ys te m . M a nure is inte rm itte ntly am e ndm e nts. mixed within the di g es ter vess el to preve nt the formation of a surface crust and to keep solids in s uspe nsion. The dig es ter vessel is heated with waste heat from the eng ine cooli ng s ystem. Th e v o lu me o f th e d ig ester e q ua ls th e volum eof the influent (manure a nd waste water) time s the ave rage manure retention time, typically between 15 and 20 da ys. (Shorter rete nti on time s are important for keeping the volume of the tank as small as possible.) A gas-tight cover placed over the 3