25
Modern Practice of Sampling and Flotation Testing N.O. Lotter E. Whiteman D.J. Bradshaw

Modern Practice of Sampling and
Flotation Testing
N.O. Lotter
E. Whiteman
D.J. Bradshaw

Summary
• Geology, mineralogy, sampling, mineral processing
– Used to practice as separate disciplines
• Henley, 1983
– Proposed their integration to draw more value into flowsheet diagnosis and development
• Modern practice developed
– 1st generation: method development, reactive support of operations
• Initial sampling model for plant surveys
• Initial sampling model for flotation testing
• Replicate flotation testing with QC
• Imaging and interpretation of polished thin sections
– 2nd generation: method development, predictive support of new flowsheet development
• Improved sampling models
• Improved sample presentation for ore mineralogy
• New liberation model for grinding strategy
• Case studies reviewed
Integration brings synergy

Desired Outcome
• Project Requirements of Flotation Testing
– Need clear, unambiguous “before” and “after” test conditions
– This requires:
• Representative Sample Material
• Comparable Flotation Test Charges
• Replicate Testing and QC
• Tight Metal Balances
• Reproducible Results
• Accurate Sizing of Survey Samples
• Multiple Polished Sections
• Mineralogical Skill and Experience
• Project/Operations Manager
– May not see the connection between the above and the reduction of risk
Clear proofs
These constitute parts of best
practice
The Milestone: Henley, 1983
The Turning Point

The Milestone - Questions
• Interface Between Operating Plants and Automated Mineralogy
– What standard do we have to work at?
– What methods and procedures must we develop?
– What responsibilities do we face in subsequent project implementation?
• Capital cost
• Expectations of improved performance
– What type of decision do we want to make?
• Every decision has a consequence
– Some Decided that only Best Practice Would Suffice
• This paper describes best practice
Diagnose Existing Conventional Plants

1st Generation: Reactive
• Prototype Toolbox – Initial Sampling Models
– Basic Diagnostics
– Value Delivery
• Mt Isa, Queensland – Pease et al.
– Johnson et al.
• Lac des Iles, Ontario – Martin et al.
• Clarabelle, Ontario – Kerr et al.
• Raglan, Québec – Lotter et al.
• Candalaria, Chile – Baum et al., Kendrick et al.
Diagnose Existing Conventional Plants
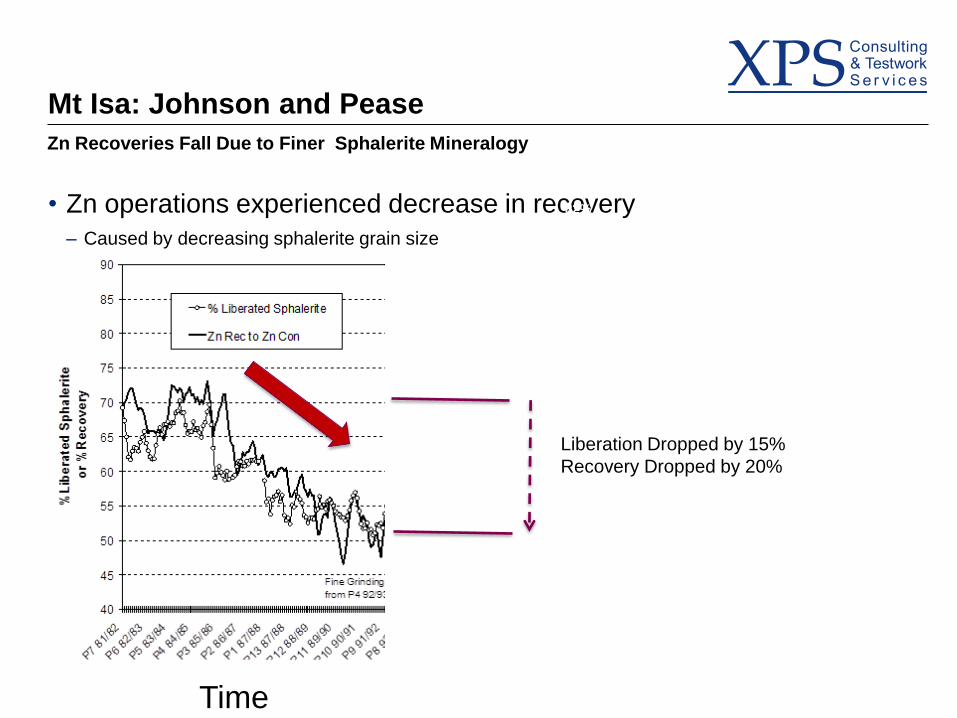
Mt Isa: Johnson and Pease
• Zn operations experienced decrease in recovery
– Caused by decreasing sphalerite grain size
Zn Recoveries Fall Due to Finer Sphalerite Mineralogy
82%
67.5%
74%
Liberation Dropped by 15%
Recovery Dropped by 20%
Time

Mt Isa: Johnson and Pease
• Finer Grinding Stategies (IsaMill) restored recovery
– Caused by improved sphalerite liberation
Zn Recoveries Improved by Finer Grinding
82%
67.5%
74%
Finer Grinding Introduced
Zn Recovery
Improved to
80% from 52%

Lac des Iles, Ontario: Martin et al., 2003
• Operation Expanded from 2,400
to 15,000 tpd
• New Concentrator – Design Recovery was 82% Pd
– Commissioned Plant Recovery only 67.5% Pd
• Several Diagnostic Surveys – Discovered Bimodal Distribution of PGM Grain Size
• Modes at 20 and 5 microns
– Most Tailings Losses Found in the Finer Subdistribution
– Reduce Talc Depressant Dose in Rougher to Stabilise
Froth and Increase Rougher Mass Pull
– Regrinding of all Rougher Concentrates
– Additional Cleaner Circuit
• Implemented Changes – Recovery Improved to 74% Pd
– Grade Improved to 240 g/t Pd from 174 g/t
Pd Grades and Recoveries Improved
82%
67.5%
74%
60
65
70
75
80
85
Design Comm Improved
Pd
Reco
very
%
150
170
190
210
230
250
Design Comm Improved
Gra
de g
/t P
d
170 174
240
82
67.5
74
Pd Recovery
Pd Grade

Clarabelle, Ontario: Kerr et al., 2003
• Circuit Expansion 1991
• Key Part of Circuit was Mag Sep on Float Feed
– Monoclinic Pyrrhotite
• New Orebody in North Mine Commissioned1998
– Only Makes Up 5% of Total Mill Feed
– But this Pyrrhotite is Hexagonal (found by mineralogy after the fact…)
– Damaged Flotation Selectivity
– Ni Recovery Fell from 78% to 70%
• Testwork performed
– Reallocate the regrind mill
– Add TETA/sulphite to depress Hexagonal Pyrrhotite
• Changes Implemented
– Recovery was restored
Loss in Ni Recovery Restored
82%
67.5%
74%

Raglan, Québec: Lotter et al., 2002
• Concentrator Commissioned
Jan 1998 – Conventional Design
– Excellent Agreement Between Design and
Commissioned Performance
• Ni Recovery Design 87.0% Actual 86.7%
• Ni Grade Design 16.0% Actual 16.0%
• What Opportunities? – Survey June 1998- QEMSCAN – Float Tests
• Reroute Recleaner Tailings to Cleaner Circuit Feed
• Regrind Cleaner Tailings Before Scavenger Flotation
• Add CMC Depressant to Rougher
– Implemented Changes
• Recovery Gains:
– 2.1% Ni, 1.5% Cu, 1.9% Pd, 4.1% Pt
• Grade Gains:
– Concentrate from 16 to 18% Ni
Ni Recovery Advanced Beyond Design
82%
74%
85.5
86
86.5
87
87.5
88
88.5
89
Design Comm Improved
Ni R
eco
very
, %
87 86.7
88.8
15
15.5
16
16.5
17
17.5
18
18.5
Design Comm Improved
Ni G
rad
e,
%
16 16
18

Modern Toolbox
• Many Contributors
– Advance the QEMSCAN and MLA
• Gottlieb, Gu
– Better Sampling and Sizing
• Restarick, Hartley et al., Lotter
– Understanding Grinding and Grinding Media
• Greet, Peng, Grano, McIvor, Finch
– Understanding Flotation Synergy/Mixed Collectors
• Bradshaw, Lotter
– Advancing Modelling
• Wightman, Evans
More Powerful

2nd Generation: Predictive
• Advanced Toolbox – Improved Sampling Models
• Stratified Sampling of Drill Core – Lotter
• Distribution Modelling for Sampling Drill Core – Oliveira
• Statistical Benchmark Surveying - Lotter
– Ore Characterisation at the Geomet Unit Level
– Improved Liberation Models – Wightman, Evans
• Advancement of QEMSCAN to FEG Platform
• Addition of Advanced Microprobe CAMECA SX100
– Advancement of Mixed Collector Models – Bradshaw, Lotter
– Statistical Models for Flotation Testing – Napier-Munn
– Small Scale Flotation Testing - Bradshaw
• Prominent Hill, Australia – Barns et al.
• Kamoa, DRC – Lotter et al.
Contribute to New Designs

Prominent Hill
• Drill Core Mineralogy - MLA
– Chalcocite, bornite, chalcopyrite at sizes 24-40 µm
– 70% associated with haematite
– 15% associated with pyrite
– Fluorite present…penalty element
• Flowsheet Development
– Primary grind of 106 µm selected from tests
– Xanthate-based collector suite
– Lime added to control pyrite
– Regrind rougher concentrate to 25 µm
Contribute to New Designs – Barns et l., 2009
80
81
82
83
84
85
86
87
88
89
90
Design Comm
Cu
Re
cove
ry
% Month 4 87.0
85.0

Kamoa Project, DRC
• Sampling Equations
Contribute to New Designs
Hypogene
Supergene
fv
Ms95.424
fv
Ms10.218
Ms = 66.4 kg; Project required 265 kg
Ms = 34.08 kg; Project required 193 kg

Kamoa Project, DRC
• Safety Line
Contribute to New Designs
0.001
0.01
0.1
1
10
100
1000
0.1 1 10 100
Mass,
Kg
Topsize, mm
E
A B
C
D
A: 250 kg HQ quarter
core B: 250 kg crushed
sample
C: 125 x 2 kg replicate
test charges
D: 2 kg milled ore at
float feed size
E: Chemist‟s analytical
sample
UNSAFE SIDE
SAFE SIDE

Kamoa Project, DRC
• Mineralogy Identified and Quantified
a Wide Range of Copper Sulphides
- Complex Electrochemistry
– Fine to Ultrafine CuS Grain Sizes
• How to Float all of these in
1 Flowsheet?
Contribute to New Designs
0
10
20
30
40
50
60
70
80
90
100
Hypo Super
Dis
trib
ution %
Other
Azurite
Covellite
Chalcocite
Bornite
Chalcopyrite

Kamoa Project, DRC
• Mineralogy Quantified
Liberation of Copper Sulphides
in Rougher Float Feed
- Incomplete Liberation at
80% -75 microns
• How to Float all of these as
liberated and middling particles?
Contribute to New Designs
0
10
20
30
40
50
60
70
80
90
100
Lib
Midds
Locked
Hypo Super
Dis
trib
ution %
62.5
16.6
20.9
53.1
22.2
24.7
Rougher Float Feed at 80% - 75
microns

Kamoa Project, DRC
• Process Implications
– Use an MF2 Rougher-Scavenger Circuit
– Formulate a Mixed Collector to Recover the Range of Copper Sulphides at Incomplete Liberation
Through a Mixed Potential
– Regrind the Rougher and Scavenger Concentrates before Cleaner Flotation
– Use Two Separate Cleaner Circuits (Fast and Slow)
Contribute to New Designs
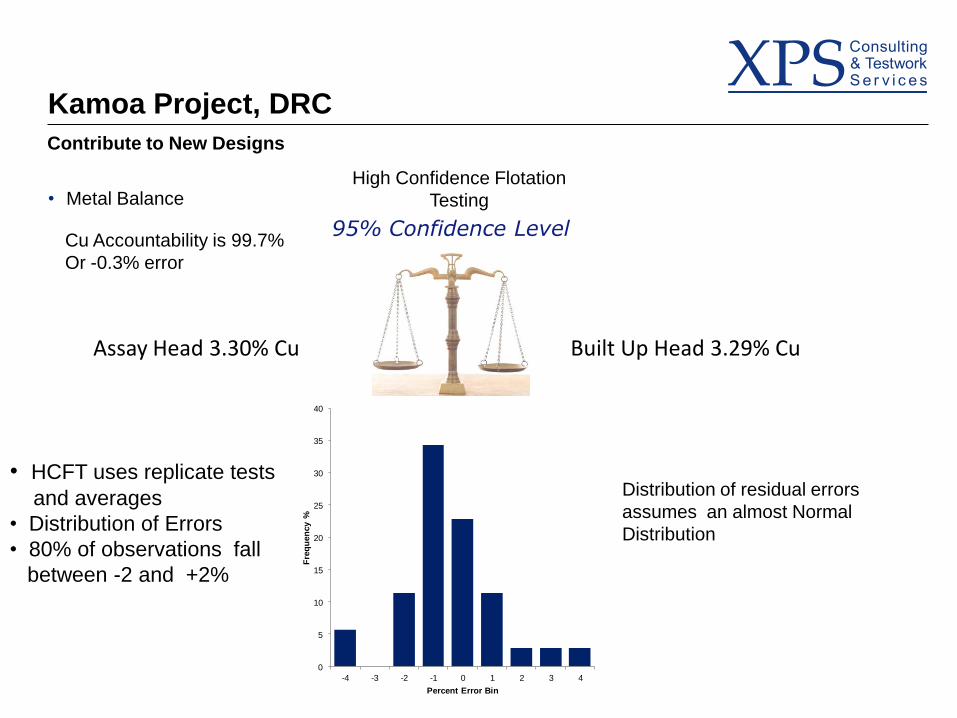
Kamoa Project, DRC
• Metal Balance
Contribute to New Designs
Cu Accountability is 99.7%
Or -0.3% error
High Confidence Flotation
Testing
95% Confidence Level
Assay Head 3.30% Cu Built Up Head 3.29% Cu
0
5
10
15
20
25
30
35
40
-4 -3 -2 -1 0 1 2 3 4
Fre
qu
en
cy %
Percent Error Bin
• HCFT uses replicate tests
and averages
• Distribution of Errors
• 80% of observations fall
between -2 and +2%
Distribution of residual errors
assumes an almost Normal
Distribution

Kamoa Project, DRC
Contribute to New Designs
0
5
10
15
20
25
30
35
40
45
20 30 40 50 60 70 80 90 100
Prototype
Breakthrough
Milestone
31.95 65.58 28.17 83.43 32.78 85.37
Grade% Rec%
Cum. Recovery % Cu
Cu
m. G
rad
e %
Cu
Each flowsheet revision advances the grade-recovery curve
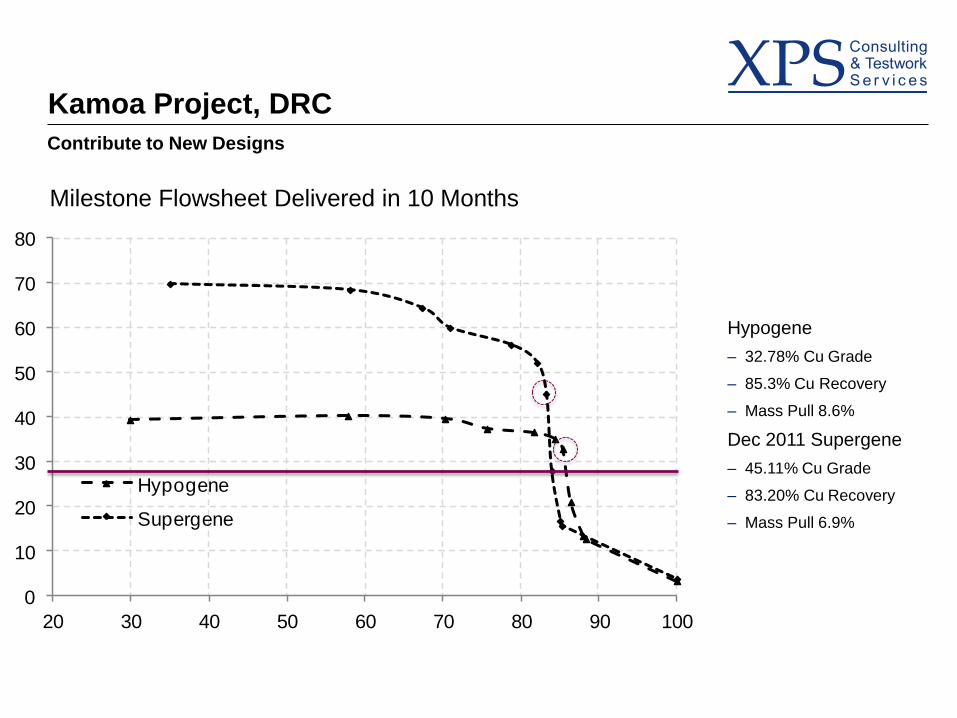
Kamoa Project, DRC
Contribute to New Designs
• Hypogene
– 32.78% Cu Grade
– 85.3% Cu Recovery
– Mass Pull 8.6%
• Dec 2011 Supergene
– 45.11% Cu Grade
– 83.20% Cu Recovery
– Mass Pull 6.9%
Milestone Flowsheet Delivered in 10 Months
0
10
20
30
40
50
60
70
80
20 30 40 50 60 70 80 90 100
Hypogene
Supergene

Kamoa Project, DRC
Contribute to New Designs
Further Grinding Requirements Modelled from Scavenger Tailings
0
10
20
30
40
50
60
0 10 20 30 40 50 60 70
Gra
de o
f C
u S
ulp
hid
es
Co
nta
inin
g
Pa
rti
cle
s, V
ol
%
Mid-Size, Micrometers
L0
Initial regrind size of 20 um indicated for further liberation of locked copper sulphides

Conclusions
• Conventionally-designed concentrators offer an easy platform from which to deliver performance
improvements
• Greenfield projects can now draw on the modern practice with improved capabilities to deliver better
performance at startup
• The High Confidence Flotation Testing System has been proven to scale up reliably
• The JKSMI microflotation system has accurately scaled up to an operation
• Variability testing at several levels, including mineralogy, is key to reducing project risk

Acknowledgements
The authors would like to thank the management of XPS Consulting and Testwork Services for their kind
permission to present this work to Flotation „13. The management of Ivanplats kindly granted permission
for the use of the case study on Kamoa.

















