MODIFIED PLYWOOD SYNTHETIC PATCH MATERIALS by P.R. Steiner Forintek Canada Corp. Western Laboratory 6620 N.W. Marine Drive Vancouver, B.C. V6T 1X2 prepared for Science Council of British Columbia 7671 Alderbridge Way Richmond, B.C. V6X 1Z9 Contract No. 02-60-69-575 April, 1984 M.R. Clarke Manager Composites Department P.R. Steiner Research Scientist Composites Department
Transcript
MODIFIED PLYWOOD SYNTHETIC PATCH MATERIALS
by
P.R. Steiner
Forintek Canada Corp. Western Laboratory
6620 N.W. Marine Drive Vancouver, B.C.
V6T 1X2
prepared for
Science Council of B r i t i s h Columbia 7671 Alderbridge Way
Richmond, B.C. V6X 1Z9
Contract No. 02-60-69-575
A p r i l , 1984
M.R. Clarke Manager Composites Department
P.R. Steiner Research S c i e n t i s t Composites Department
SUMMARY
As the a v a i l a b i l i t y of good q u a l i t y peeler logs declines, the plywood industry i s experiencing increasing d i f f i c u l t i e s i n obtaining s u i t a b l e face grade veneer. Lower q u a l i t y veneer faces often can be upgraded by using synthetic patch material (SPM) to repair plywood panels following pressing. These SPM's are two component systems, a p o l y o l and an isocyanate, usually combined i n a 4 to 1 r a t i o . The B.C. plywood industry uses over $2.5 m i l l i o n worth of SPM's annually.
Although convenient to apply, SPM's are r e l a t i v e l y expensive and t h e i r surface properties make them d i f f i c u l t to uniformily coat with o i l s t a i n s . This study was undertaken to determine i f chemical costs could be reduced by incorporating organic or inorganic f i l l e r s i n t o the polyo l component. Five f i l l e r s were evaluated: wheat f l o u r , p articleboard sanderdust, hemlock bark, spruce bark and calcium carbonate. These f i l l e r s were added at l e v e l s of 5 to 30% based on po l y o l weight. Flow c h a r a c t e r i s t i c s of these modified p o l y o l s were quantified i n d e t a i l because of the importance t h i s factor has on processing and repair a p p l i c a t i o n s of SPM's.
Addition l e v e l s of up to 15% for a l l f i l l e r s gave p o l y o l mixture v i s c o s i t i e s which appear su i t a b l e for current a p p l i c a t i o n equipment. The most promising f i l l e r was wheat f l o u r where even 25% addition l e v e l s produced mixtures with acceptable v i s c o s i t y behavior. Hardening properties of SPM's were affected most by f i l l e r type with spruce bark causing the greatest retardation i n cure. Hardening times also increased moderately as the amount of f i l l e r was increased.
Properties of the cured, modified SPM's were i n most cases s i m i l a r to the standard SPM. At higher f i l l e r addition l e v e l s , spruce bark, sanderdust and hemlock bark extended SPM's, tended to produce patches which cracked during n a i l i n g and gave coarse sanded surfaces. Darker colored f i l l e r s l i k e hemlock bark also gave a s i g n i f i c a n t l y darker tone to the repair patch. Accelerated aging and te s t fence exposure further demonstrated that modified SPM's had sim i l a r properties to the standard formulations provided the higher l e v e l s of f i l l e r a d d i t i o n were avoided.
A small m i l l t r i a l of a Willamette formulation containing 10% wheat fl o u r demonstrated that t h i s modification could be s u c c e s s f u l l y processed i n the present SPM a p p l i c a t i o n equipment.
Page
LIST OF TABLES i i i
LIST OF FIGURES i i i
OBJECTIVES 1
INTRODUCTION 1
STAFF 2
EXPERIMENTAL 2 MATERIALS 2 METHODS 2
V i s c o s i t y 4 Cure 4 Ash Content 4 SPM Test Properties 4 Accelerated Aging Tests 5 Test Fence Evaluation 5
RESULTS AND DISCUSSIONS GENERAL OBSERVATIONS 6 VISCOSITY BEHAVIOR 6 CURE BEHAVIOR 8 CURED SPM PROPERTIES 11 PROPERTIES AFTER ACCELERATED AGING AND TEST FENCE EXPOSURE 15
MILL APPLICATION POTENTIAL 15
CONCLUSIONS 19
REFERENCES 20
APPENDICES
Table 1
Table 2
Table 3
Table 4
LIST OF TABLES
Patch Properties of Modified Willamette SPM
SPM Properties Following Five C y c l i c Vacuum Pressure (VP) Test
SPM Properties Following Two C y c l i c B o i l - D r y - B o i l (BDB) Test
Willamette Modified SPM Properties After Six Month Test Fence Exposure
LIST OF FIGURES
Figure 1 Standard Patch Pattern for Plywood Squares (4 ply)
Figure 2 V i s c o s i t y at 43«'C of Modified Willamette Polyol Component A One Hour After Mixing
Figure 3 V i s c o s i t y at 43"'C of modified p o l y o l Component A With D i f f e r e n t Types and Amounts of F i l l e r (Spindle #4)
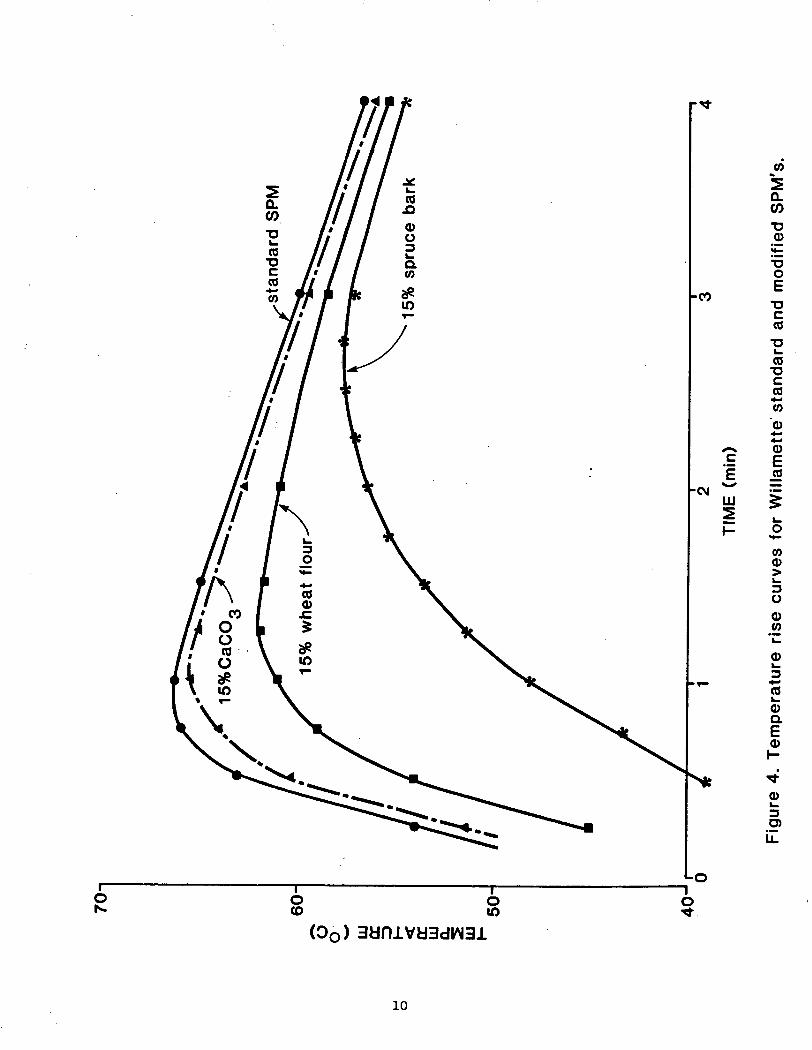
Figure 4 Temperature Rise Curves for Willamette Standard and Modified SPM' s
Figure 5 Maximum Temperature Reached During Cure of Modified Willamette SPM's
Figure 6 Hardening Times on Ambient Temperature (23°C) Plywood f o r Modified Willamette SPM
OBJECTIVE
To assess the s u i t a b i l i t y of incorporating inexpensive organic or inorganic f i l l e r s i n plywood synthetic patch material (SPM) as a means of reducing chemical costs and improving coating behavior.
INTRODUCTION
Peeler logs a v a i l a b l e to B.C. plywood m i l l s are in c r e a s i n g l y smaller i n diameter and poorer i n q u a l i t y . As a consequence, recovery of s u i t a b l e face grade veneer for s p e c i a l t y sheathing, sanded underlay or shelving plywood i s becoming i n c r e a s i n g l y d i f f i c u l t . Panel surfaces often are upgraded by r e p a i r i n g knots, s p l i t s or other veneer defects with wood or p l a s t i c patches.
For many years the wood patch (Raimann type) was used conventionally for r e pairing knot areas but required s p e c i a l i z e d machinery and s u b s t a n t i a l labor input. More recently, synthetic patch material (SPM) applied to the panel following pressing and trimming has been used. Only machine routing of the defect area i s required before applying the SPM. This has the advantage of l i m i t i n g the rep a i r s to the defect area rather than cutting a prescribed s i z e hole and f i l l i n g with a large wooden patch. Since the SPM i s applied as a l i q u i d , i t r e a d i l y flows to f i l l the defect area, whether i t be a knothole, gap or s p l i t of any length. SPM's are two component systems, mixed just p r i o r to a p p l i c a t i o n , and usually s e t t i n g to a hard polymer within 30 seconds. The most common system employs pol y o l and isocyanate components which, when combined, react to form a durable, s o l i d polyurethane patch.
With the future of the plywood industry depending upon improved process e f f i c i e n c y and reduced labor costs, i t i s anticipated that increased use of SPM's together with automated routing and patching l i n e s w i l l be employed.
SPM, while convenient to use, i s r e l a t i v e l y expensive, costing about $2.00 per kg (92^ per pound). Considering that about 30% of plywood production contains some patching with costs averaging about $5.00 per 1000 square feet of panel, t h i s amounts to an annual SPM cost of over $2.5 m i l l i o n for B.C. plywood m i l l s .
This study reports on the s u i t a b i l i t y of adding organic and inorganic f i l l e r s t o SPM i n order to reduce chemical costs. Some assessment a l s o i s included of the changes i n patch appearance with regard to paint and s t a i n coatings when f i l l e r s are added. Since m i l l patching l i n e s as presently i n s t a l l e d have s p e c i a l pumps, s t a t i c mixers and s p e c i f i c cure time requirements, information on v i s c o s i t y and cure parameters was considered a major aspect of t h i s f i l l e r assessment.
STAFF
P.R. Steiner Research S c i e n t i s t Composites Department
A.W. Andersen S c i e n t i s t Composites Department
K. Pickles Technician Composites Department
EXPERIMENTAL
MATERIALS
Two SPM's were obtained i n 4 l i t e r l o t s from Canadian Forest Products Ltd. (P & M D i v i s i o n , New Westminster) and Weldwood of Canada (Kent Street Plywood D i v i s i o n , Vancouver). The two formulations were manufactured by Willamette Valley Co. and Artek Ltd. Both were two component, l i q u i d formulations with portion A containing the amber colored p o l y o l ( s p e c i f i c g r a v i t y = 1.6) and portion B containing the dark brown polymeric methylene-di-phenyl-di-isocyanate (MDI)(specific gr a v i t y = 1.2). The SPM was formed by mixing 4 parts of component A with 1 part of component B (hardener).
F i l l e r s were obtained from commercial sources where p o s s i b l e . The following f i l l e r s were evaluated: wheat fl o u r ( E l l i s o n #3 c l e a r s ) , particleboard sanderdust (MBX-10), calcium carbonate (Fisher Chemicals), hemlock bark f i l l e r (RX-lOO) and ground white spruce bark (lab stock 200-300 mesh). A l l f i l l e r s were dried i n an oven at SO'C to 2% or le s s moisture content and then stored i n sealed containers.
Four ply, 12.5 cm thick spruce plywood was used as the substrate for patching and cure t e s t s . Three f u l l plywood panels were cut i n t o 300 X 300 mm (1 X 1 foot) pieces (approximately 70 square cut) and four s e m i - e l l i p t i c a l holes, 88 mm long x 38 mm wide x 3.1 mm (face veneer thickness) deep (3.5 x 1.5 x 0.125 inches) were routed out of each plywood square (see Figure 1). T h i r t y - f i v e of the squares were routed to a depth so that the f r e s h l y cut surface was just below the g l u e l i n e (set A) while another 35 squares were routed just to the g l u e l i n e surface (set B).
METHODS
Prior to each te s t sequence, f i l l e r s and p o l y o l were f r e s h l y mixed on a weight percentage basis. The Willamette po l y o l was modified with the following f i l l e r amounts: wheat f l o u r - 5, 10, 15, 20, 25 and 30%;
300 mm
Figure 1. Standard patch pattern for plywood squares (4 ply).
C a C 0 3 , MBX-10, RX-lOO and spruce bark - a l l at 5, 10, 15 and 20%. The Artek p o l y o l was modified with the following f i l l e r amounts: wheat flo u r and CaCOs - 10 and 20%; MBX-10, RX-lOO and spruce bark a l l at 10%. The f i l l e r was added to the p o l y o l with continuous mechanical s t i r r i n g over a 10 minute period or u n t i l a smooth mix was obtained. The maximum f i l l e r amount added was governed by the working properties of the r e s u l t i n g mixture.
V i s c o s i t y
V i s c o s i t y measurements were determined with a Brookfield LVL viscometer using a #4 spindle r o t a t i n g at 6, 12, 30 or 60 RPM. These correspond to shear rates of 0.07, 0.14, 0.34 and 0.67 sec.~^ r e s p e c t i v e l y . Sample mixtures of p o l y o l and f i l l e r without the hardener component were prepared and v i s c o s i t i e s determined after 1 and 3 days storage at ambient temperature. Mix temperatures were adjusted to 23 and 43"'C just p r i o r to v i s c o s i t y measurements. The v i s c o s i t y value i s an average of three measurements for each sample.
Cure
Cure evaluations were determined on the standard holes routed i n the plywood squares (see Figure 1). Temperatures within the SPM during cure were determined using a thermocouple stapled to the bottom of the hole. SPM's were prepared by mixing 8 g of isocyanate component B with 32 g of p o l y o l modified component A i n a paper cup. The mixture was r a p i d l y s t i r r e d for 10 seconds with a spatula and then poured i n t o the standard hole. Care was taken to minimize the number of bubbles formed. Temperature r i s e was c o n t i n u a l l y monitored for 4 minutes and the hardening of the SPM determined by i n t e r m i t t e n t l y i n s e r t i n g a spatula i n t o the patch. Hardening was defined as the time after mixing when the spatula no longer caused a permanent damaging impression on the patch surface. Duplicate samples were run for each combination of p o l y o l and f i l l e r .
Ash Content
Ash contents of Willamette and Artek component A p o l y o l s were determined following procedures of ASTM D1951-1973 except that a 20 g sample was used.
SPM Test Properties
For each modified formulation, duplicate SPM rep a i r s were prepared using standard holes routed i n plywood squares as previously described. These were l e f t at ambient conditions for seven days p r i o r to sanding and t e s t i n g . Each sample was sanded (60 g r i t paper) to remove excess hardened polymer.
(i) Sanding, sawing, d r i l l i n g and n a i l i n g
These t e s t s were performed following procedures described for class A repai r s i n VPX-131 "Evaluation Procedures for SPM Repairs of Plywood Panels" (Hancock, 1975).
( i i ) Impact
SPM impact t e s t s were conducted with the plywood square secured along i t s edges i n a metal frame and the patch facing downward i n the unsupported centre portion of the frame. A 500 g s t e e l b a l l was dropped successively from heights of 3, 4, 5 and 6 f t . onto the back of the panel. The a b i l i t y of the patch to remain i n place was determined.
( i i i ) Hardness Test
Hardness was determined following procedures described i n ASTM D 143-1978. The hardness value was the average load of two measured runs for a s t e e l b a l l (11.3 mm diameter) to penetrate half i t s diameter i n t o the substrate.
Accelerated Aging Tests
For each SPM modified formulation, four 15 x 15 cm (6 x 6 inch) specimens, each containing a c e n t r a l l y located, cured patch were cut from plywood squares of both sets A and B. One half of each specimen was covered with a coat of white latex paint while the other half was covered with brown colored o i l s t a i n . Two specimens from each formulation and set were treated to f i v e vacuum-pressure-soak c y c l e s . Each cycle consisted of immersing the sample i n water (12 +2''C) and drawing a vacuum of 2.7 kPa (0.026 Atm.) for one hour followed by one hour pressure at 414 kPa (60 ps i ) and then drying i n an oven at 60 +_2''C for 20 hours.
The remaining specimens were treated to two b o i l - d r y - b o i l c y c l e s . Each cycle consisted of b o i l i n g the submerged specimens i n water for 4 hours and then drying i n an oven at 60 +2''C for 20 hours.
Performance of the modified systems were compared with a standard SPM. Vis u a l comparisons were made of patch surfaces and i n t e r n a l portions displayed a f t e r sawing through the middle of each patch. The bond between wood and patch was tested by i n s e r t i n g a knife i n the g l u e l i n e and prying the patch out of the repair hole. The removed patch was examined for attached wood f i b e r .
Test Fence Evaluation
Plywood squares repaired with modified Willamette SPM formulations were cut i n half to give two s t r i p s containing duplicate patches for each
formulation. Half of each patch was coated with latex paint or o i l s t a i n . Sets of f i v e s t r i p s were nailed to a wooden support stringer and placed on a t e s t fence located at Westham Island i n Richmond, B.C. Samples were exposed at a 45" angle facing south. Test duration was for six months between July 15, 1983 and January 15, 1984. Weather conditions during the f i r s t three months of exposure were dry with mild temperatures. Extensive r a i n f a l l occurred during the l a t t e r period of exposure. The samples were removed and evaluated i n a manner s i m i l a r to the accelerated aging t e s t s described above.
RESULTS AND DISCUSSION
GENERAL OBSERVATIONS
The p o l y o l components of both commercial SPM formulations are s i m i l a r i n color and v i s c o s i t y . Differences were noted when p o l y o l samples were allowed to stand over a period of time. The Artek formulation separated into two d i s t i n c t layers within a one week standing period while the Willamette sample remained homogeneous for about 3 weeks whereupon separation occurred. Artek and Willamette p o l y o l components have average ash contents of 55.3 and 51.2% r e s p e c t i v e l y . This i s l i k e l y the reason for the lower cost of the Artek p o l y o l .
Since component B of the formulations contain polyisocyanate, care was taken i n t h i s study to add only dry f i l l e r s ( < 3% moisture content) when modifying the system. Water reacts with isocyanate to produce carbon dioxide gas which can produce bubbles i n the SPM. Of the two formulations, the Artek brand tends to more r e a d i l y form bubbles i n s o l u t i o n when f i l l e r i s present.
VISCOSITY BEHAVIOR
Pumping and metering equipment for mixing SPM components A and B require proper v i s c o s i t y ranges to insure optimum processing. Figure 2 shows the v i s c o s i t y behavior of Willamette p o l y o l (component A) with 10% addition of various f i l l e r s . V i s c o s i t i e s are shown at 43*'C conditions, a temperature to which these mixtures would be preheated i n the m i l l applicator system. V i s c o s i t y i s measured at four spindle speeds to ind i c a t e the e f f e c t s of varying shear rate on v i s c o s i t y value. A l l these solutions have non-Newtonian behavior, that i s , t h e i r v i s c o s i t y changes as shear speed changes. V i s c o s i t i e s for the standard p o l y o l mixture increase about two-fold between the highest and lowest shear speeds. Addition of 10% MBX-10 to the p o l y o l r e s u l t s i n a mixture having about a f o u r - f o l d increase i n v i s c o s i t y over the shear range tested. In contrast, adding 10% wheat fl o u r r e s u l t s i n a p o l y o l mixture which has a v i s c o s i t y p r o f i l e almost i d e n t i c a l to the p o l y o l alone. The other f i l l e r s tend to produce v i s c o s i t y p r o f i l e s f a l l i n g
between the wheat f l o u r and MBX modified systems. The Artek p o l y o l formulation shows a 3imilar order for v i s c o s i t y p r o f i l e s with 10% addition of various f i l l e r s .
Appendix I and I I presents d e t a i l e d v i s c o s i t y data for both Willamette and Artek formulations at several addition l e v e l s for a l l f i l l e r s tested. From these data the following trends are evident:
- Mixture v i s c o s i t i e s increase as more f i l l e r i s added. - A reduction of 20 to 50% i n v i s c o s i t y usually occurs when mixture
temperature increases from 23 to 43''C. - Aging f i l l e r - p o l y o l mixtures for 3 days at 22 j^l'C often r e s u l t s i n
a v i s c o s i t y increase, e s p e c i a l l y with the lower shear speed measurements.
- F i l l e r modified Artek formulations produce much higher v i s c o s i t i e s at 23«'C compared to s i m i l a r f i l l e r modified Willamette formulations, but at 43°C these v i s c o s i t y d i f f e r e n c e s were l e s s evident.
The e f f e c t of varying f i l l e r amounts and types on v i s c o s i t y i s shown i n Figure 3. A l l these v i s c o s i t i e s were measured at 30 RPM following a one-hour time period a f t e r mixing. Standard Willamette and Artek polyols had v i s c o s i t i e s of 3,840 and 2,190 cp. under these conditions. Addition of 5% of any f i l l e r type to the Willamette p o l y o l causes l i t t l e change i n mixture v i s c o s i t i e s while at 10% addition l e v e l s both RX-lOO and MBX-10 f i l l e r s produced r e l a t i v e l y large v i s c o s i t y changes. The Artek p o l y o l at t h i s f i l l e r addition l e v e l also displayed s i m i l a r behavior. With 15% f i l l e r a d d i t i o n , the v i s c o s i t y of MBX-10 modified p o l y o l increased to a value (estimated to be 25,000 cps) greater than could be measured with the viscometer scale while RX-lOO and CaC03 modified systems also produced high v i s c o s i t i e s . Only the v i s c o s i t y of the wheat f l o u r modified formulation remained r e l a t i v e l y s t a t i c as f i l l e r content was increased.
It can be concluded from t h i s segment of the study that wheat f l o u r , because of i t s moderate v i s c o s i t y increasing e f f e c t , i s the most promising candidate for modification of p o l y o l . Spruce bark and CaC03 modified p o l y o l may also be s u i t a b l e at the higher f i l l e r a d dition l e v e l s provided the metering and mixing equipment can adequately process these higher v i s c o s i t i e s .
CURE BEHAVIOR
Knowledge about the cure speed of SPM's i s important for e s t a b l i s h i n g flow l i m i t s , processing speed and the minimum time required before a repaired panel can be returned to the plywood stack. T y p i c a l l y the heat of reaction r e s u l t i n g from combining components A and B produces a temperature r i s e i n the mixture which a s s i s t s the speed of SPM cure. Figure 4 shows some temperature r i s e curves for patches prepared i n t h i s study. Both component A and B were mixed at ambient temperature
uidj 08 IB (sdo) AllSOOSIA
(22 +^1°C) for 10 seconds and immediately used to f i l l standard plywood holes. The standard Willamette formulation reaches m.aximum temperature af t e r about 45 seconds at which time the patch transforms i n t o a rubbery s o l i d . Addition of f i l l e r to the p o l y o l r e s u l t s i n an increase i n hardening time and a reduction i n maximum temperature reached. Figure 5 presents comparisons of maximum temperatures attained during cure of SPM's containing various f i l l e r s . More d e t a i l e d data are shown i n Appendices III and IV.
These r e s u l t s i n d i c a t e that temperature r i s e i s af f e c t e d by f i l l e r type and amount. F i l l e r s l i k e spruce bark and RX-lOO tend to r e s t r i c t temperature r i s e the most. Other f i l l e r s have a more moderate e f f e c t on temperature r i s e e s p e c i a l l y at the lower add i t i o n l e v e l s . Temperature r i s e and hardening time are related i n that the SPM forms a rubbery s o l i d at the time that maximum temperature i s reached. Hardening times for several Willamette modified SPM's are shown i n Figure 6. Additional data are given i n Appendices III and IV. Spruce bark f i l l e r modifications which produce the smallest temperature r i s e have the longest hardening times. A l i k e l y reason for t h i s i s that the tannins present i n spruce bark are i n t e r f e r i n g with the reaction of p o l y o l and isocyanate. Isocyanates are known to be highly r e a c t i v e with tannins ( P i z z i , 1982). The other f i l l e r s tested have a varying e f f e c t on hardening time but general inceasing the f i l l e r content r e s u l t s i n extended hardening times.
In plywood plants hardening time for SPM's i s c o n t r o l l e d by a number of f a c t o r s . These include the formulations, temperature of components A and B p r i o r to mixing, panel temperature and ambient a i r temperature. Most m i l l s adjust formulations to give hardening times s u i t a b l e for t h e i r p a r t i c u l a r SPM l i n e speed and length. Apart from spruce bark, the other f i l l e r s examined i n t h i s study appear to have hardening time ranges su i t a b l e for m i l l use. The longer hardening time observed with c e r t a i n f i l l e r s may i n some cases be an advantage when flow behavior i s considered. With higher v i s c o s i t y mixtures, flow w i l l be slower and thus an increase i n hardening time may allow a d d i t i o n a l opportunity for the SPM to completely f i l l the repair area.
CURED SPM PROPERTIES
SPM's of modified Willamette formulations were evaluated for eight properties using some of the t e s t methods described by Hancock (1975). The r e s u l t s are presented i n Table 1. Many of these t e s t s are q u a l i t a t i v e , requiring only a v i s u a l comparison of the modified with the standard formulation. The hardness test was undertaken to provide some quantitative data. F i l l e r a ddition resulted i n about a 5 to 20% reduction i n hardness. The most notable property d i f f e r e n c e s were found i n sanding and n a i l i n g evaluations. Spruce bark, MBX-10 and RX-lOO f i l l e r modified formulations tended to produce more cracking and coarse sanded surfaces i n these t e s t s . Similar cracking during n a i l i n g
CO
(D O 3 i-a (0
Q. CO
E CO
^1 »o
O J
lO
— r -(0 CD
CM CD
O CD
I X m IS
o o 1—
I X
3 O
CO o
JC
3
O <
UJ a. >• I -
OJ
I D
CO O O CO
O
C O ^
c Q . COCO
CO
CD to
" D
O
E o
o CJ) c Urn 3
T3 T3 0)
o CO <D k_ 0)
CO
o a
E
E 3 E "x CO uj 0) k. 3 C3)
( O Q ) 3aniva3cji 3i
120T 15%
110H
looH
o CO H^
90^
80H
g 70 cr < I
60H
50H
4 0 H
15%
25%
15%
r^15% 5%
standard CaC03 wheat SPM flour
5%
15%
5%
J
RX-100 MBX-10
5%
spruce bark
Figure 6. Hardening times on ambient temperature (230C) plywood for modified Willamette SPM.
Patch Properties of Modified Willamette SPM
M o d i f i c a t i o n Color Impact Hardness' Sanding^ Sawing'' D r i l l i n g ^ N a i l i n g (kg)
5$ dark brown passed 414 C9 SASF SASF SASF 10$ dark brown passed 422 C SASF SASF SASF 15$ dark brown passed 405 c SASF SASF c r a c k l ng
MBX-10
5$ 1 Ight brown passed 393 SASF SASF SASF SASF 10$ 1Ight brown passed 419 SASF SASF SASF c rack t ng 15$ 1 Ight brown passed 420 C SASF SASF c r a c k l n g
Spruce Bark
5$ dark brown passed 403 C SASF SASF SASF 10$ dark brown passed 378 C SASF SASF SASF 15$ dark brown passed 424 C SASF SASF SASF
Standard Formu l a t i o n Amber passed 452 - - - -
Spruce Plywood
293
load r e q u i r e d for a 1.13 cm diameter s t e e l b a l l t o penet ra te hal f I ts diameter Into the s u b s t r a t e power sanding using 60 g r i t paper two c u t s 1/2 Inch t w i s t dr i II b i t
2 I nch common nal I
passed If patch remains In p l a c e
same as standard f o r m u l a t i o n (SASF)
smal l c r a c k s o c c u r r e d during t e s t i n g
coarser than standard f o r m u l a t i o n (0)
was found for samples containing 30% wheat flour addition while impact, sawing and d r i l l i n g properties were s i m i l a r to standard formulation samples.
F i l l e r type had a dominant e f f e c t on SPM c o l o r . RX-100 modifications produced a dark brown color which would be acceptable for cedar panels but l i k e l y undesirable for spruce or Douglas-fir panels. Wheat f l o u r and CaC03 f i l l e r s did not a l t e r the standard formulation color while MBX-10 and spruce bark caused only a s l i g h t darkening i n c o l o r .
PROPERTIES AFTER ACCELERATED AGING AND TEST FENCE EXPOSURE
Both f i v e c y c l e vacuum pressure t e s t s and two cycle b o i l - d r y - b o i l t e s t s were performed on a number of SPM r e p a i r s . The evaluation r e s u l t s are presented i n Tables 2 and 3. These te s t conditions produced minor cracks i n many of the samples. A s t r i k i n g feature of these r e s u l t s i s the consistent d i f f e r e n c e i n wood f a i l u r e produced by each p o l y o l formulation. Wood f a i l u r e was determined by measuring the amount of wood f i b e r attached to the patch surface a f t e r prying the SPM from the repair hole. While no delamination occurred i n the patches during t e s t i n g , the much lower wood f a i l u r e values of the Artek formulations indicated a poorer polymer-wood bond. This may a f f e c t the long term d u r a b i l i t y of these SPM's.
No differences were discernable between SPM's used to repair wood surfaces and those applied to g l u e l i n e surfaces. Many plywood manufacturers are of the opinion that g l u e l i n e areas offer much poorer bonding surfaces for SPM's.
Each patch also was coated with either latex paint or o i l s t a i n p r i o r to t e s t i n g . Under these severe accelerated aging conditions, coating behavior for CaC03 and wheat fl o u r modified formulations was s i m i l a r to the c o n t r o l formulation while MBX-10 and RX-100 modified SPM's exhibited poorer coating appearance.
A 6 month outdoor fence exposure t e s t also was undertaken for some of the Willamette modifications. An assessment of repair q u a l i t y following t h i s exposure i s give i n Table 4. The r e s u l t s are s i m i l a r to those found for 5 c y c l e vacuum pressure t e s t s , although the milder conditions allowed mould growth to form on the wheat f l o u r and spruce bark modified SPM's. This mould was s i m i l a r i n appearance to the dark colored s t a i n formed on the wood surface surrounding the patch. Latex paint helped to i n h i b i t mould formation on these modified SPM's.
MILL APPLICATION POTENTIAL
The t e c h n i c a l aspects of t h i s study have demonstrated, i n a laboratory scale, that f i l l e r s can be s u c c e s s f u l l y incorporated into SPM's. With
SPM P r o p e r t i e s F o l l o w i n g F i v e C y c l i c Vacuum P r e s s u r e (VP) T e s t
FI I l e r Added* W i l l a m e t t e F o r m u l a t i o n A r t e k F o r m u l a t i o n
Appearance % Wood F a i l u r e Appearance % Wood F a i l u r e
None None (G)
10% CaC03 10? CaCOj (G) 20% CaC03 20% CaC03 (G)
10? WF 10? WF (G) 20? WF 20? WF (G)
10? MBX 10? MBX (G)
10? RX 10? RX (G)
good 100 minor wa i l c r a c k s 70-100
minor c r a c k s 100 minor c r a c k s 100 minor c r a c k s 100 good 60-80
good iOO good 100 m i nor c r a c k s I 00 minor c r a c k s 100
m I nor wa i l c r a c k s 100 minor wa l l c r a c k s 100
moderate c r a c k s 100 good 100
good < 20 m I nor waI I c r a c k s < 20
smaI I c r a c k s 0 s m a l l c r a c k s < 20 smaIi c r a c k s < 20 sma i I c r a c k s 0
good < 20 good < 20 good 0 good 0
smaI I c r a c k s 0 minor wa i l c r a c k s < 20
smaI I c r a c k s smaI I c r a c k s 50
*WF: wheat f l o u r MBX: MBX-10 f i l l e r ( s a n d e r d u s t ) RX: R X - i O O f i l l e r (hemlock bark ) G: s u r f a c e r e p a i r e d was a g i u e i i n e
SPM Properties Following Two C y c l i c BolI-Dry-BolI (BDB) Test
A p p e a r a n c e % Wood F a i l u r e A p p e a r a n c e % Wood F a i l u r e
None moderate wa l l c r a c k 100 good 0 None (G) sma 1 1 wa l l c r a c k 100 good 35-60
10? CaC03 sma 1 1 c r a c k 95 sma 1 1 c r a c k s 0 10? CaCOj (G) sma 1 1 c r a c k 7 5-9 5 sma 1 1 c r a c k s 0 20? CaC03 edge c r a c k 100 good 0 20? CaC03 (G) good 100 good 0
10? WF edge c r a c k 1 00 sma 1 1 wa l l c r a c k 20-50 10? WF (G) good 1 00 sma 1 1 wa 1 1 c r a c k 0 2 0? WF b 1 I s t e r 100 b 1 I s t e r < 20 20? WF (G) good 100 s m a l l c r a c k s 0
10? MBX moderate edge c r a c k 100 good 20-50 10? MBX (G) moderate edge c r a c k 1 00 good 60 -80
10? RX m I nor wa l l c r a c k 100 m I nor wa l l c r a c k s 0 10? RX (G) good 100 sma 1 1 c r a c k s <20
*WF: wheat f l o u r MBX: MBX-10 f i l l e r ( s a n d e r d u s t ) RX: RX-100 f i l l e r (hemlock bark ) G: s u r f a c e r e p a i r e d was a g l u e l i n e
W i l l a m e t t e M o d i f i e d SPM P r o p e r t i e s A f t e r S i x Month T e s t Fence E x p o s u r e *
P e r f o r m a n c e F I 1 l e r * Appearance
Pal nt S t a i n ? Wood Fa
None good good moderate 90-100 None (6) good good moderate 60-95
5% CaC03 sma 1 1 edge c r a c k S A S F * SASF 1 00 10? CaCOj good SASF SASF 80-100 10? CaCOj (G) sma 1 1 edge c r a c k SASF SASF 90-100 15? CaC03 sma 1 1 edge c r a c k SASF poor 90-100 20? CaC03 sma 1 1 edge c r a c k SASF poor 90-100
5? WF good SASF SASF 80-100 1 0? WF good SASF poor 80 10? WF (G) good SASF poor 60-80 1 5? WF ml Id 1 mou 1 d g rowth SASF SASF 80-100 20? WF heavy mould growth SASF poor 80-100 2 5? WF hea vy mould growth SASF poor 80-100 30? WF he a vy mould growth SASF poor 80
5? MBX good SASF SASF 90-100 10? MBX m I nor edge c r a c k SASF SASF 90-100 10? MBX (G) good SASF SASF 1 00
5? RX good SASF SASF 1 00 10? RX sma 1 i edge c r a c k SASF SASF 100 10? RX (G) good SASF SASF 90-100 1 5? RX good SASF SASF 1 00
5? SB sma 1 1 edge c r a c k SASF SASF 100 1 0? SB m i l d mou1d growth SASF SASF 90 -100 10? SB (6) m i l d mou 1 d growth SASF SASF 90-100 1 5? SB m i l d mou1d growth SASF SASF 90-100
a l l p r o p e r t i e s r e p r e s e n t an a v e r a g e of 4 s a m p l e s *WF: wheat f l o u r MBX: MBX-10 f i l l e r ( s a n d e r d u s t ) RX: RX-100 f i l l e r (hemlock b a r k ) S B : s p r u c e bark f i l l e r G: s u r f a c e r e p a i r e d was a g l u e l i n e * same as s t a n d a r d f o r m u l a t i o n s (SASF)
t h i s knowledge and the cooperation of Weldwood, a small plant t r i a l was c a r r i e d out with about 50 l i t e r s of Willamette SPM modified with 10% wheat f l o u r . No problems were encountered i n processing t h i s formulation through the pumps and metering system. Flow properties, hardening speed and sanding c h a r a c t e r i s t i c s of the patch were at least equal to the standard formulation. Weldwood personnel considered the t r i a l a complete success.
Larger scale t e s t s and an a n a l y s i s of economic benefits are necessary before these changes can be implemented i n plywood m i l l s . Detailed economic analysis w i l l not be discussed here but some saving can be projected by just considering chemical costs. SPM's are formed by combining four parts of p o l y o l with one part isocyanate component. The r e l a t i v e cost of these chemicals are about $1.65 and $2.75 per kg r e s p e c t i v e l y . Based on proportions used, about 70% of the SPM cost i s p o l y o l . With wheat f l o u r p r i c e s f a l l i n g i n the range of 27^ to 35^ per kg, a cost saving of about 8% (~16^ per kg SPM) can be achieved even with an addition of only 10% of t h i s f i l l e r . Greater savings accrue i f a volume gain ( i . e . s p e c i f i c g r a v i t y decrease) r e s u l t s from f i l l e r a d dition. The presence of small amounts of water can further increase SPM volume per unit weight due to the foaming reaction with isocyanate. If foaming can be c a r e f u l l y c o n t r o l l e d to avoid large bubbles, 1.5 to 2.0 f o l d volume increases may be possible while s t i l l r e taining adequate SPM p r o p e r t i e s .
CONCLUSIONS
SPM's can be modified with f i l l e r s to give mixtures with v i s c o s i t i e s and hardening times comparable to standard formulations. However, f i l l e r type and addition l e v e l chosen w i l l influence the SPM properties. The most e f f e c t i v e f i l l e r tested was wheat fl o u r where up to 25% could be added to the p o l y o l . At the 15% addition l e v e l , most f i l l e r s gave SPM's with acceptable properties. Higher f i l l e r additions resulted i n repairs d i s p l a y i n g more frequent cracks and rougher surfaces following accelerated aging and outdoor exposure t e s t s . In most case, coating behavior of modified SPM with latex paint and o i l s t a i n was s i m i l a r to that found with standard formulations.
Further plant t r i a l using the more favorable f i l l e r modified formulations should be undertaken to e s t a b l i s h the appropriate i n d u s t r i a l a p p l i c a t i o n of these r e s u l t s . Some consideration should also be given to c o n t r o l l e d foaming of SPM's i n order to further reduce chemical costs of plywood r e p a i r s .
REFERENCES
American Society for Testing and Material, Standard test for ash i n drying o i l s and f a t t y acids. ASTM D-1951-1979. Ph i l a d e l p h i a , Pa.
American Society for Testing and Materials, ASTM D-143-1978.
Hancock, W.V. 1975. Evaluation procedures for synthetic patching materials for r e p a i r s to plywood panels. Information Report VPX-131, Forintek (Western Forest Products Laboratory), Vancouver,
P i z z i , A. 1982. Pinke Tannin Adhesives for Particleboard. Holz a l s Roh-und Werkstoff 40:293-301.
Viscosities for Modified Wlllonette Ptolyol Component A Using a Brookfield Spindle tA at Varying Speeds
Measured at 23»C
F i l l e r Type Viscosity (cps) [I hr after mlxingl Viscosity (cps) 13 days after mixing 1 and Amount at RPM at RPM
Hardening Time ( s e c ) and Maximum Temperature C O Reached f o r M o d i f i e d A r t e k SPM*
F i l l e r Added CaC03 Wheat F l o u r RX-100 MBX-10 % ( s e c ) C O (sec ) C O (sec ) C O (sec ) C O
10 50 6 0 . 5 45 66 .0 73 60 .0 56 59 .0
20 71 59.4 58 63 .5 - - -
* Harden ing t ime and maximum t e m p e r a t u r e r e a c h e d f o r the s t a n d a r d A r t e k SPM was 35 s e c . and 66 .5 ' 'C r e s p e c t i v e l y .