30
Heat Sterilization Module- 40 Lec- 40 Dr. Shishir Sinha Dept. of Chemical Engineering IIT Roorkee
| Date post: | 21-Apr-2018 |
| Category: |
Documents |
| Upload: | nguyencong |
| View: | 220 times |
| Download: | 1 times |
Heat Sterilization
Module- 40
Lec- 40
Dr. Shishir Sinha
Dept. of Chemical Engineering
IIT Roorkee
• Sterilization is the total elimination of all microorganisms including spores
Typically the last things to die are the highly heat- and chemical-resistant bacterial
endospores
Instruments used for invasive procedures must be sterilized prior to use
Moist heat or steam, radiation, chemicals (e.g., glutaraldehyde), and ethylene oxide (a
gas) are employed for sterilization
Sterilization by autoclaving, which uses moist heat, is used in most hospital and
microbiology laboratory settings
Heat Sterilization
• Applying heat to foods to decrease the concentration of the viable microorganisms to
such a level that would only allow growth of microorganisms and spores in the food
under defined storage conditions to an acceptable level (commercial sterility).
In heat processing, to achieve microbial stability and eating quality both:
1. The temperature of heating and
2. The duration of the thermal process are important. An optimum balance needs to be
found to avoid over- and underprocessing.
To design a heat process it is necessary to determine:
1. The heat resistance of the spoilage microorganisms (target microorganism)
2. The temperature history of the food at the slowest heating point. (thermal center)
Thermal destruction of bacteria
Bacteria have a logarithmic order of death when subjected to high temperatures.
Log of viable bacteria concentration vs. time of exposure is a straight line relationship
called a survivor or a thermal destruction curve.

F
co
log
The
log
D
D
D
te
T
ce
te
F
N
or the target
oncentration
g (N/Ni) = Sl
e slope of th
(N/Ni) = -t/D
D is called th
D(T)
D is the time
emperature.
The decimal r
ertain types
emperatures.
rom survivo
N = Ni x 10
-(t
Surviv
t microorgan
n at time t ca
ope (t-0)
he survivor cu
D
he decimal re
e period nee
reduction tim
s of food (
. It is strongl
or curve equa
t/D)
N0 on
vor or therm
nism, if the
an be estimat
urve is defin
eduction tim
eded to decre
me, D is dete
(growth me
ly dependent
ation:
nly if t
mal destruc
initial viabl
ted by:
ned as -1/D,
me which is c
ease viable
ermined for
dium, aw, p
t on tempera
ction curve
le cell conce
constant at a
cell concent
each type o
pH, compos
ature.
entration is N
a given temp
tration 10-fo
f target micr
sition etc.)
Ni, viable ce
perature. D
old at a give
roorganism i
for differen
ell
=
en
in
nt
A
Bas
P
ce
th
su
A
m
Effect of
During
Since D
T =
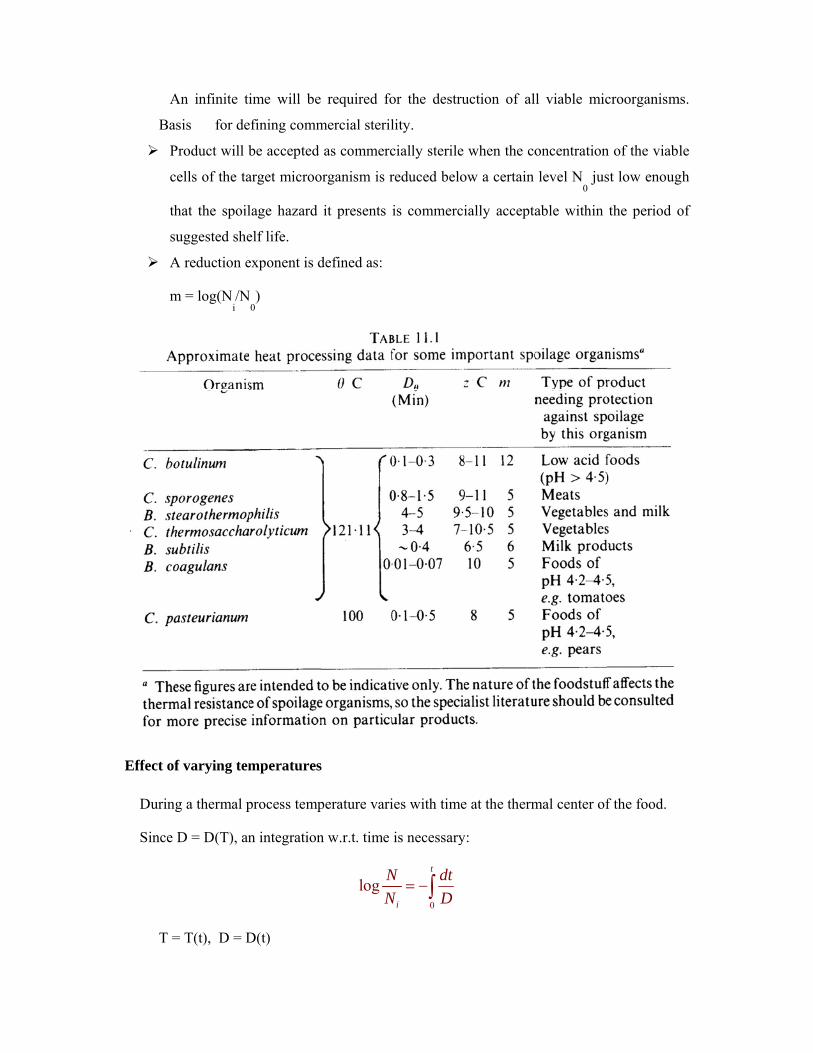
An infinite ti
sis for de
roduct will b
ells of the ta
hat the spoil
uggested she
A reduction e
m = log(Ni/N
f varying tem
g a thermal p
D = D(T), an
= T(t), D = D
ime will be
efining comm
be accepted
arget microo
lage hazard
elf life.
exponent is d
N0)
mperatures
process temp
n integration
D(t)
required fo
mercial steril
as commerc
organism is r
it presents
defined as:
s
perature vari
n w.r.t. time
logN
N
or the destru
lity.
cially sterile
reduced belo
is commerc
ies with time
is necessary
0
t
i
N dt
N D
uction of al
when the co
ow a certain
ially accepta
e at the therm
y:
l viable mic
oncentration
level N0 jus
able within
mal center of
croorganism
n of the viab
st low enoug
the period o
f the food.
ms.
le
gh
of

Ni,
tf :
Con
log
con
The
Ste
Nf : initial a
duration of t
ndition for c
g (Nf/N
i) lo
ndition for co
e processing
ps: Generate
and final viab
the thermal p
commercial s
og (N0/N
i) ,
ommercial s
g time tf can b
e T vs. t data
ble cell conc
process need
logN
N
sterility: Nf
since m = -
0
tfd
D
terility beco
be estimated
a find D v
centrations,
ded to achiev
0
tff
i
N dt
N D
N0
log (N0/N
i)
dtm
D
omes:
d by graphica
versus T data
ve commerc
al integration
a from litera
ial sterility.
n of 1/D ver
ature plot
rsus t
1/D versus t
t.

T
cor
If
The variation
rrelated as
f at temp. t
Mode
n in the lo
a linear fun
the decimal r
eling tempera
ogarithm of
nction of tem
reduction tim
ature depend
the decima
mperature.
me is D , th
dency of D
al reduction
hen at T, D w
n time D co
will be:
ould be weell

z-
te
Plu
lett
For c
L is d
F
-value is the
enfold. From
ugging into c
ting:
commercial s
defined as th
or each kind
e temperatur
m the equatio
condition for
sterility:
he lethal rate
d of microorg
re difference
on above:
r commercia
1L
(
0
110
tf
D
logD
D
1
D D
0
tf
Ld
ganism z-va
e required to
l sterility: 0
tf
( )/10 T z
( )/T zdt m
( )T
z
( )/110 T z
D
dt mD
alues can be f
o change th
fdt
mD
m
found in lite
e decimal re
erature.
eduction tim
me

(1
T
an
T
kn
fo
S
te
is
is called th
121.10
C), the
The value of
nd it is deno
The equivale
nown z-valu
or commerci
ince most ta
emperature
F
s used. For c
he reference
e max. temp
f the integral
oted by F.
ent time val
ues at a fixe
ial sterility is
arget microo
is usually t
= F0
(F121.1
)
commercial s
temperature
perature expe
l 0
tLdt
lues are est
ed reference
s denoted as
organisms h
taken as 121
)
sterility: F
e. For steriliz
erienced by t
is called the
timated for
temperature
zF
ave z-values
.10
C, for thi
mD
zation opera
the food in r
e equivalent
certain targ
e. Therefore
s close to 10
s specific ca
ations it is ta
retorts.
t time of the
get microorg
e, equivalent
0 and since
ase:
aken as 2500
e heat proces
ganisms wit
t time neede
the referenc
0
F
ss
th
ed
ce

Example
H
or
time n
the pr
e Problem:
Heat penetrat
rganism for
ecessary to
rocess ?
tion data on
this food is
achieve com
Time(m
0
2
4
6
8
11
14
17
20
n a vacuum
s C. Sporoge
mmercial ster
min) T (
packed cor
enes (D=0.
rility for thi
(Deg.F)
82
217
230
233
233
228
232
237
240
rn are given
8). What is
s food assum
L
0
0.0146
0.0775
0.114
0.114
0.06
0.1
0.215
0.278
in the Tabl
the minimu
ming instant
le. The targ
um processin
t cooling afte
et
ng
er
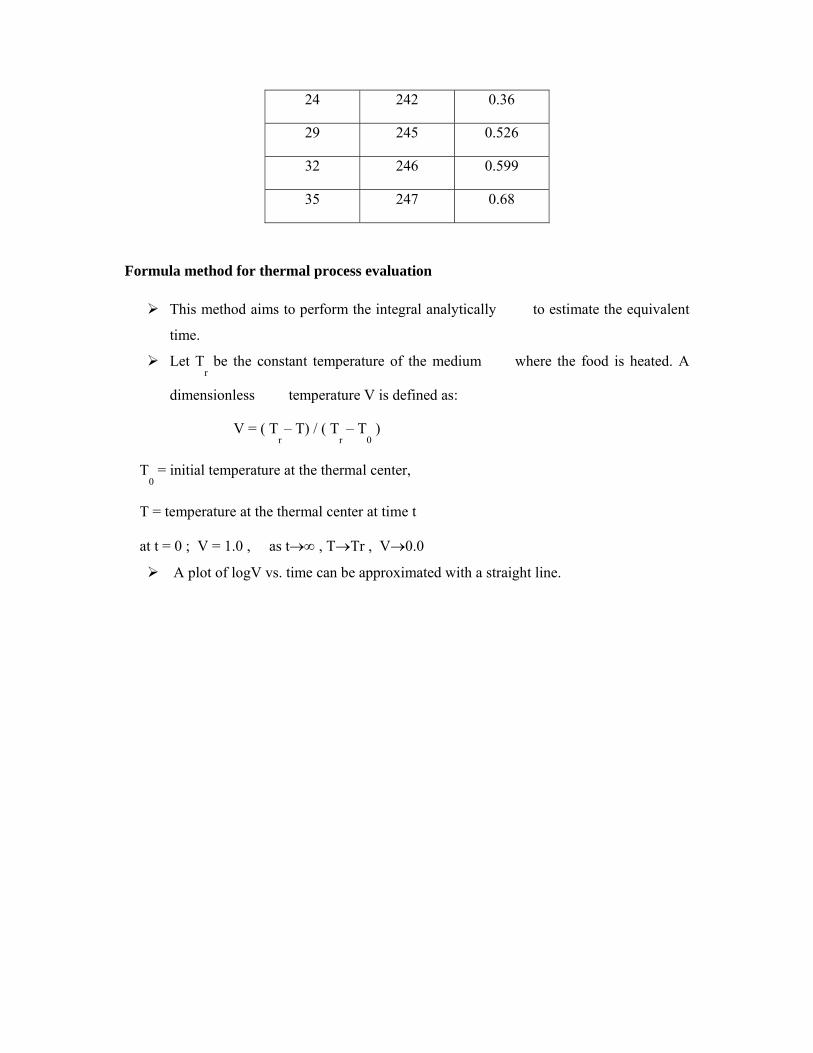
24 242 0.36
29 245 0.526
32 246 0.599
35 247 0.68
Formula method for thermal process evaluation
This method aims to perform the integral analytically to estimate the equivalent
time.
Let Tr be the constant temperature of the medium where the food is heated. A
dimensionless temperature V is defined as:
V = ( Tr – T) / ( T
r – T
0 )
T0 = initial temperature at the thermal center,
T = temperature at the thermal center at time t
at t = 0 ; V = 1.0 , as t , TTr , V0.0
A plot of logV vs. time can be approximated with a straight line.
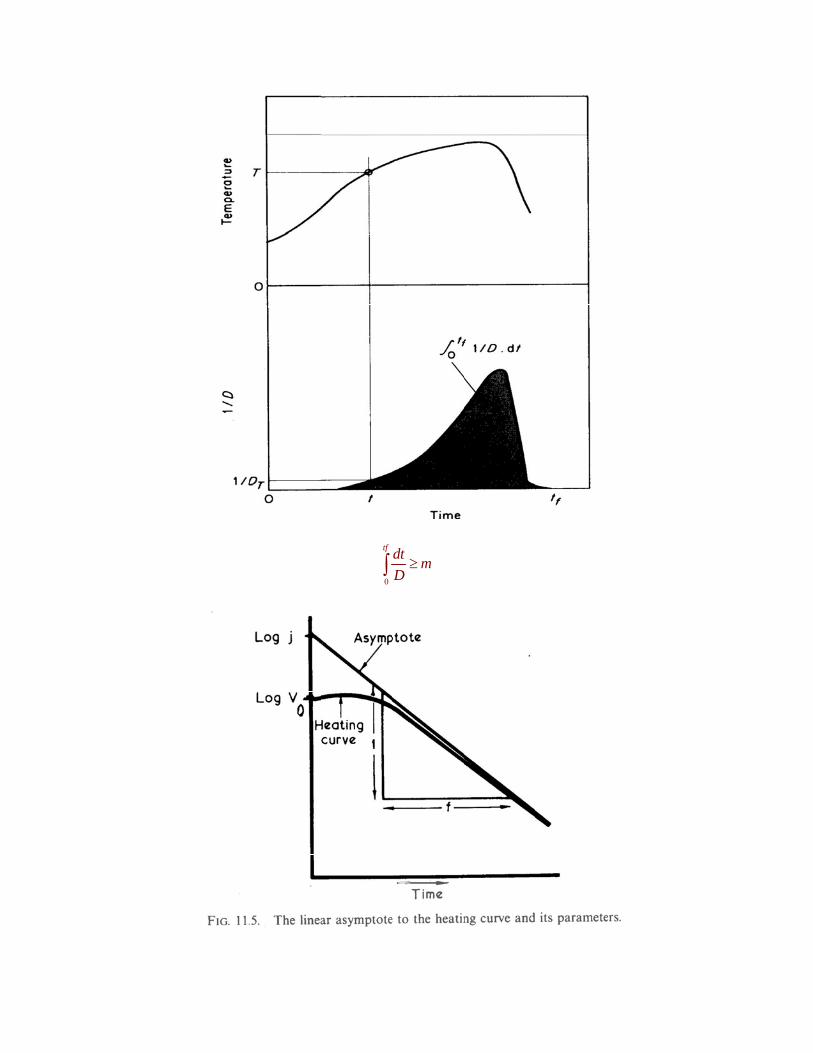
0
tf
dt
mD

Thermal destruction of microorganisms occurs to the most part when the linear
asymptote forms a good approximation to the heating curve.
The linear asymptote is specified by defining two parameters; the lag factor j ( j=1.06-
1.40 for conduction-, j1.0 for convection heating) and the slope –1/f .
The equation for the asymptote is:
-1/f = (logV-logj) / (t-0) t/f = log(j/V)
log j ( Tr – T
0 ) / ( T
r – T ) = (1/f) t
dt = f M dT/(Tr-T) , M = loge = 0.4343
Inserting dt = f M dT/(Tr-T) into the integral for equivalent time
F= o
10(T- )/z
dt
F = o
10(T- )/z
fM dT/(Tr-T) this integral is
analytically solved in many steps to obtain:
F = M f exp(Tr-)/Mz -E
i(-g/Mz) + E
i -(T
r-T
0)/Mz
g = Tr-T at the end of the heating period (t=t
h)
Ei(-x)
is an exponential function, values of which are read from mathematical tables.
Since (Tr-T
0)/Mz has a high value, E
i -(T
r-T
0)/Mz is very small, this term is usually
neglected.
F = M f exp(Tr-)/Mz -E
i(-g/Mz)
This equation relates the equivalent time to the processing temperature (Tr) and
processing time (contained in g), for a given target microorganism of given z-value, for
a certain food (heat transfer characteristics, contained in g and f)
g = Tr-T
log j ( Tr – T
0 ) / ( T
r – T ) = (1/f) t
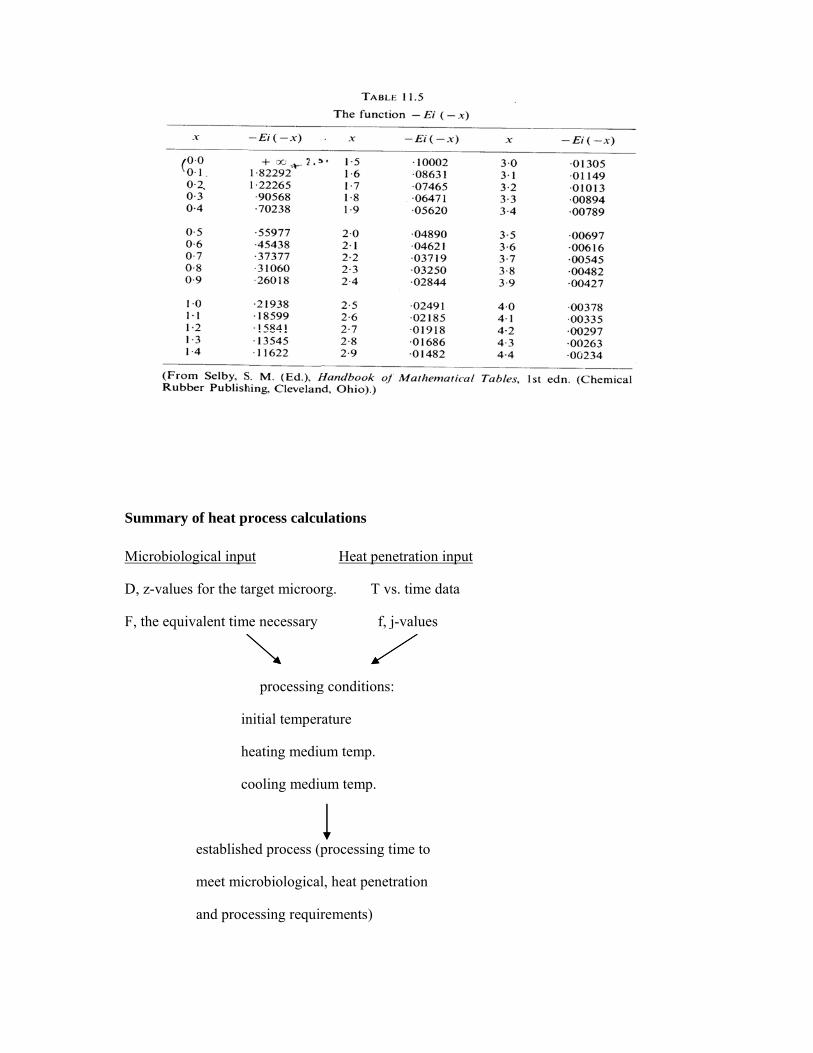
Summar
Microbio
D, z-valu
F, the equ
ry of heat pr
ological inpu
ues for the ta
uivalent tim
in
he
co
establishe
meet mic
and proce
rocess calcu
ut
arget microor
e necessary
processing
nitial temper
eating mediu
ooling mediu
ed process (p
crobiological
essing requir
ulations
Heat pen
rg. T vs
f, j
g conditions:
rature
um temp.
um temp.
processing t
l, heat penet
rements)
etration inpu
s. time data
j-values
:
time to
tration
ut

Steriliza
Mainly tw
1. S
2. S
Selection
on the pa
- tin
- gla
- film
Steriliza
M
ation method
wo methods
terilization i
terilization b
n of sterilizat
ackaging ma
(metallic) ca
ass jars
m pouches
ation in cont
Mostly carrie
ds
:
in containers
before placin
tion method
terial used:
ans
tainers
ed out by hea
s,
ng into the c
largely depe
ating the pac
ontainer
ends
ckaged foodss in saturatedd steam

S
pr
In retort
a) have
b) min
c) limi
1. c
2. u
con
3. p
Internal p
1. T
2. T
3. In
terilization o
ressurized v
t operations
e adequate v
nimize therm
it thermal an
control of he
use of press
ntainer.
processing ja
pressure incr
Thermal expa
Thermal expa
ncreased vap
of low acid
vessels (retor
s it is impor
venting of air
mal shock to t
nd pressure s
eat-up, cool-d
surized air d
ars immersed
rease ofconta
ansion of foo
ansion of hea
por pressure
foods is car
rts) are used.
rtant to:
r from the re
the food,
strain on the
down rates.
during coolin
d in water.
ainers:
od
adspace gas
of water
rried out at
.
etort and con
containers b
ng to balanc
temperature
ntainer surfa
by:
ce increased
es above 100
ces to avoid
d internal pr
00
C, therefor
d air pockets,
ressure in th
re
,
he
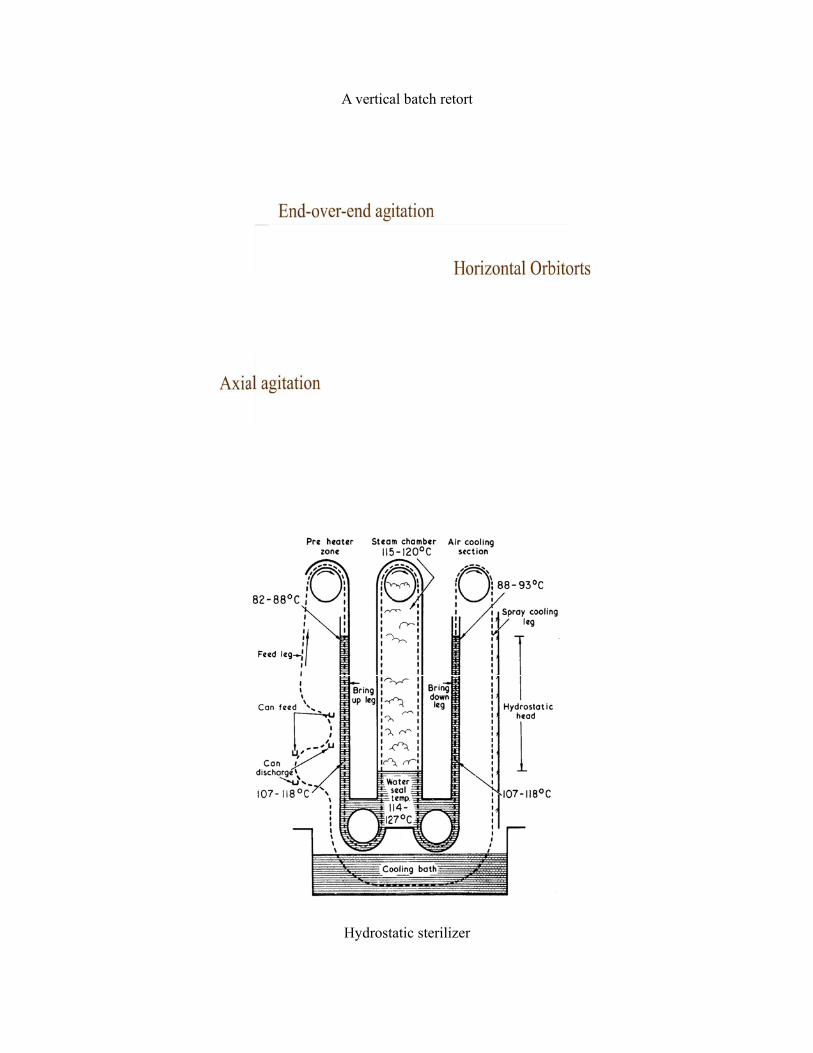
A vertica
Hydrost
al batch retor
tatic sterilize
rt
er

Sterilization of food outside container
High temperature processing (T1500
C) by means of high speed heat exchangers
reduces processing time substantially (to few seconds) and improves product quality.
Such processes are called high-short processes (HTST -applied to sterilization of
milk).
Improved product quality is due to the fact that destruction of nutrients and flavor
components in foods (vitamins, colors, antioxidants, enzymes, amino acids) are
similar to destruction of bacteria. But the z-values of nutient compounds are
considerably larger than that of the microorganisms.
Example: For a certain food F10
120 = 10 min is needed for commercial sterility. Two
alternative procedures:
1. Heat food instantaneously to 1200
C, hold at this temperature for 10 min and cool
instantaneously. F=10(T-)/z
tf= 10
(120-120)/10
x 10 = 10min.
2.
Heat food inst. To 1400
C, hold at this T for 0.1min and cool inst. F= 10(140-120)/10
x 0.1 = 10min.
Suppose this food contains a valuable enzyme with a z-value of 50C0
which requires 4
min at 1200
C for inactivation. At 1400
C time required for inactivation will be:
t = 4 x 10(120-140)/50
= 1.6 min.
Processing time needed Time needed for enzyme inactiv.
Procedure 1: 10 min 4 min
Procedure 2: 0.1 min 1.6 min
Aseptic processing
Sterilized food packed in sterile containers under aseptic conditions.
Advantages:
1. Product with higher organoleptic and nutritional quality,
2. Possibility to use large containers to pack the food,
3. Extended possibilities for using packaging materials of many package sizes, shapes
and materials,
4. Handling of containers during subsequent sterilization is avoided, recontamination
risk during cooling is minimized.
Limitations:
1. Large capital investment.
2. Pumping at high pressures, product must be relatively homogeneous.
3. Need for specific design of systems for a specific product.
4. Complex operation requiring careful control and sophisticated instrumentation, need
for highly trained personnel
5. Relatively limited filling rate (200 packages per min. versus 600 tin cans per min)
There are two methods of commercial sterilization:
• Heating the food after placing it in a container.
• Heating and cooling the food then aseptically packaging and sealing.
Heat
• Moist heat
– effective against all types of microorganisms
– degrades nucleic acids, denatures proteins, and disrupts membranes
– Boiling, autoclaving
• Dry heat sterilization
– less effective, requiring higher temperatures and longer exposure times
– oxidizes cell constituents and denatures proteins
– Flame, oven
• Endospores – greatest resistance
• Vegetative cells differ in sensitivity to heat
• Higher temperatures allow shorter exposure times

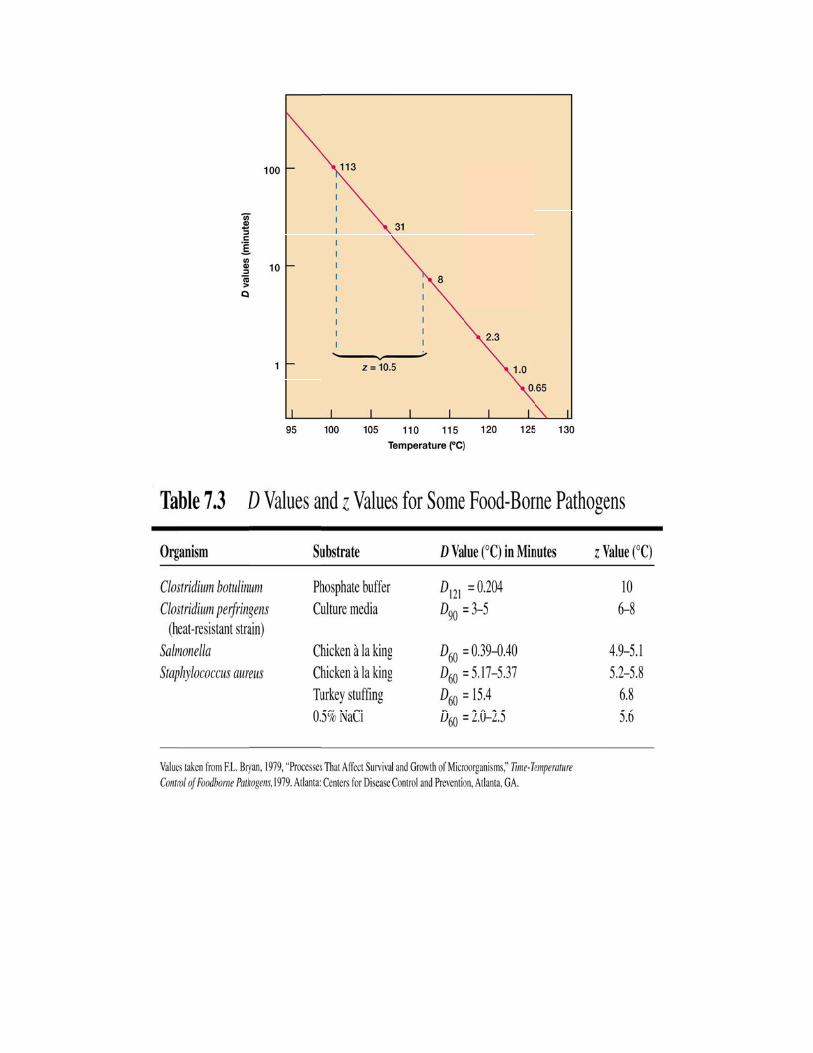
Measuri
• T
• D
Other m
• Z
• F
ing heat-kill
Thermal deat
– shorte
tempe
Decimal redu
– time r
tempe
measures…
Z value
– increa
value
– time i
spores
ling efficien
th time (TDT
est time need
erature and u
uction time (D
required to k
erature
ase in temper
n minutes at
s
ncy
T)
ded to kill a
under defined
D or D value
kill 90% of m
Fig
rature requir
t a specific t
all microorg
d conditions
e)
microorganis
gure 7.1
red to reduce
temperature
ganisms in a
s
sms or spore
e D by 1/10
needed to ki
a suspension
s in a sampl
ill a populati
n at a specif
e at a specif
ion of cells o
fic
fic
or

Moist he
• C
• 4
Boiling w
o 1
o B
o B
o M
• A
• u
• ki
• H
eat
Coagulation a
methods:
– Boilin
– Steam
– Pasteu
– Non-p
water:
00 °C
Boiling water
Bacterial end
Method less e
Autoclave
se saturated
ill endospore
Heat-resistant
and denatura
ng water
m under press
urisation
pressurised s
r kills vegeta
dospores - res
effective wit
steam under
es
t materials –
ation of prote
sure – autocl
steam
ative cells an
sistant to bo
th change in
r pressure to
– glassware,
eins – halts c
laving
nd spores of
iling water a
atmospheric
o reach temp
cloth, metal
cellular meta
eucaryotes w
and will not
c pressure
eratures abo
llic instrume
abolism
within 10 mi
be sterilized
ove boiling
nts, liquids,
inutes
d
• 121 o
C for 15 min - kills all endospores and vegetative organisms
• Wet steam generated under a pressure of 100 kPa/ 15 pounds per sq. inch to reach 121 o
C
• destroys nucleic acids, enzymes and proteins in the cell
• Endospores of Bacillus stearothermophilus or Clostridium used to determine
effectivity of heat sterilisation
Pasteurization of milk
• flash pasteurization:
– high temperature short-term – HTST: 72 °C for 15 seconds then rapid cooling
– batch pasteurization:
– Low temperature high term – LTHT: 63 °C for 30 min
• ultrahigh-temperature (UHT) sterilization:
– 140 to 150°C for 1 to 3 seconds
Tyndallisation
• Some products cannot withstand autoclaving temperatures
• Repeated heating at 90 – 100 °C for 30 min on 3 successive days and in between
incubation at 37 °C
• Allows endospores to germinate into less resistant vegetative cells
• Temperature not sufficient to kill spores – so multiple exposures required
• Eggs, carbohydrates, some canned foods
Dry heat sterilization
• Incineration – flame, incinerators
• Microbes reduced to ashes and gas
• Items are heated in an oven at 150 – 180 °C for 2 to 4 h
• Destruction of spores
• Glassware, powders, oil
Low temperatures
• freezing
– stops microbial reproduction due to lack of liquid water - bacteriostatic
– some microorganisms killed by ice crystal disruption of cell membranes
• refrigeration
– slows microbial growth and reproduction
• Psychrophiles
• -70 °C to -135 °C – preservation of cultures
Dessication and osmotic pressure
Dessication - dehydration of organisms – not microbicidal, but microbistatic Used in
food preservation
Freeze-drying – fast freezing, sublimation of water under a vacuum
Increasing the osmotic pressure of the external environment
High salt- or sugar concentrations
Hypertonic environment – cell lysis
Filtration
• reduces microbial population or sterilizes solutions of heat-sensitive materials by
removing microorganisms
• also used to reduce microbial populations in air
Filtering liquids
• Heat-sensitive liquids
• depth filters
– thick fibrous or granular filters that remove microorganisms by physical
screening, entrapment, and/or adsorption

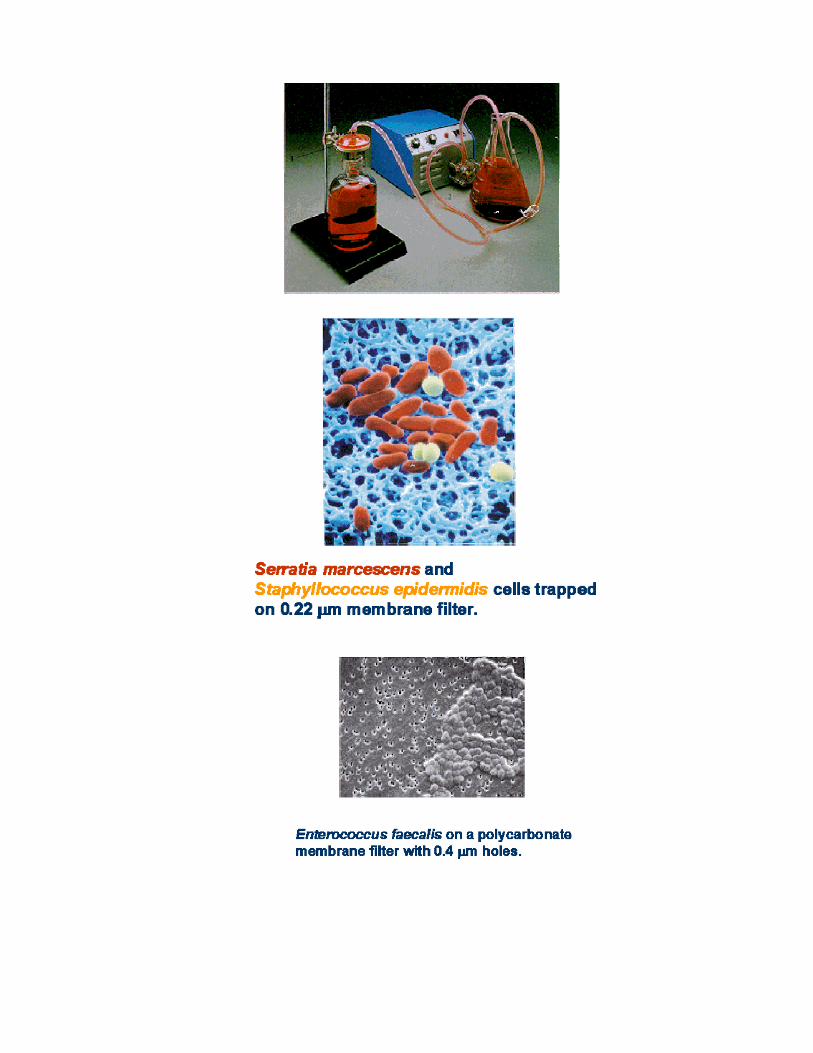
• m
membrane fil
– porou
prima
lters
us membran
arily by phys
nes with de
sical screenin
Fig
efined pore
ng
gure 7.4a
sizes that remove mi
icroorganismms

Filtering
• su
• co
• hi
Fi
g air
urgical mask
otton plugs o
igh-efficienc
– used i
– Hospi
igure 7.5b po
ks
on culture ve
cy particulat
in laminar flo
ital theatres
olycarbonate
essels
te air (HEPA
ow biologica
e membrane
A) filters
al safety cab
with 0.4 μm
binets
m pores
Radiatio
• U
• T
• P
• L
m
• D
on
Ultraviolet lig
Thymine dim
enetrates gla
Low penetra
microorganism
Damaging to
ght (UV) - 2
mers – misrea
ass, water et
ating ability
ms
the skin and
Fig
260 nm
ading of gen
c poorly
y – used
d eyes
gure 7.6a
etic code – l
to decont
leads to cell
aminate su
death or alte
urfaces or
ered growth
for airborn
ne
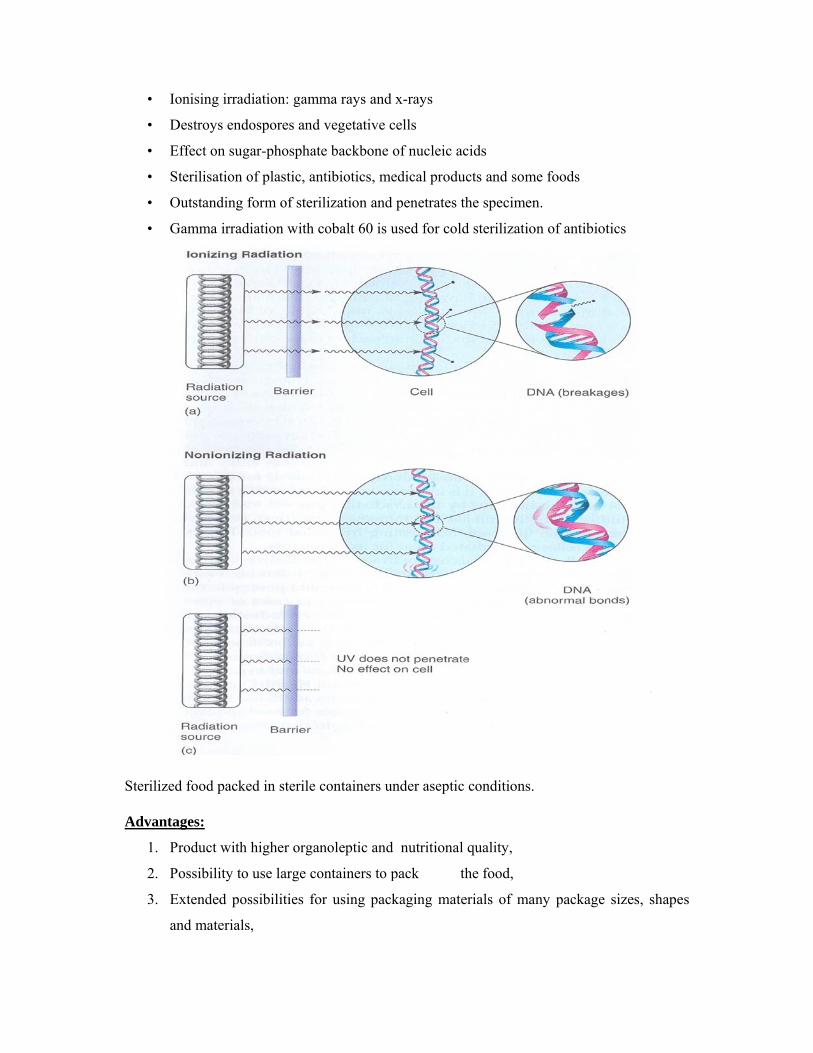
• Io
• D
• E
• S
• O
• G
Sterilized
Advanta
1. P
2. P
3. E
an
onising irrad
Destroys endo
Effect on sug
terilisation o
Outstanding f
Gamma irrad
d food packe
ages:
roduct with
ossibility to
Extended pos
nd materials
diation: gamm
ospores and
gar-phosphat
of plastic, an
form of steri
diation with c
ed in sterile c
higher organ
use large co
ssibilities fo
s,
ma rays and
vegetative c
e backbone
ntibiotics, me
ilization and
cobalt 60 is u
containers u
noleptic and
ontainers to p
or using pack
x-rays
cells
of nucleic ac
edical produ
d penetrates t
used for cold
nder aseptic
d nutritional
pack t
kaging mate
cids
ucts and som
the specimen
d sterilizatio
c conditions.
quality,
the food,
erials of man
me foods
n.
on of antibiot
ny package
tics
sizes, shapees
4. Handling of containers during subsequent sterilization is avoided, recontamination
risk during cooling is minimized.
Limitations:
1. Large capital investment.
2. Pumping at high pressures, product must be relatively homogeneous.
3. Need for specific design of systems for a specific product.
4. Complex operation requiring careful control and sophisticated instrumentation, need
for highly trained personnel
5. Relatively limited filling rate (200 packages per min. versus 600 tin cans per min)

References
http://apps.who.int/phint/en/p/docf/
http://www.gibraltarlabsinc.com/gibraltarblog/difference-between-moist-heat-
sterilization-dry-heat-sterilization/
http://en.wikipedia.org/wiki/Sterilization_%28microbiology%29
http://en.wikipedia.org/wiki/Dry_heat_sterilization

















