15 Address for correspondence: M/s. VPL Chemicals Pvt. Ltd., # 27, Behind “The Club” Nayandahalli, Mysore Road, Bangalore-560039
Name Shri Shashidhar G Patil
Designation (Owner/Partner/CEO) Managing Director
Address As above
Pin Code Bangalore – 560 064
E – mail -
Telephone No. +91-80-27734119
Fax No. +91-80-28601336
16 Details of alternative sites examined, if any? Location of these sites would be shown on a topo sheet.
Village – District – State 1. 2. No alternative sites are examined.
17 Interlined Projects NA
18 Whether separate application of interlined project has been submitted?
NA
19 If yes, date of submission? NA
20 If no, reason? Proposed project is expansion/modification of Active Pharmaceutical Ingredients (APIs) &
FORM I 3
Intermediates manufacturing industry.
21 Whether the proposal involves approval/clearance under: a) The Forest (Conservation) Act 1980? b) The wildlife (Protection) Act, 1972? c) The C R Z Notification, 1991? If yes, details of the same and their status to be given.
No No No
22 Whether there is any Government Order/Policy relevant/relating to the site?
None
23 Forest land involved (Hectares)? None
24 Whether there is any litigation pending against the project and/or land in which the project is proposed to be set up?
a) Name of the court b) Case No. c) Orders/directions of the court,
if any and its relevance with the proposed project.
None
Screening Category: The proposed project is under category 5(f) as per amended EIA notification September 14th 2006
Capacity corresponding to sectoral activity (such as production capacity for manufacturing, mining lease area and production capacity for mineral production, area for mineral exploration, length for linear transport infrastructure, generation capacity for power generation etc.)
(ii) Activity
1. Construction, operation or decommissioning of the Project involving actions, which will cause physical changes in the locality (topography, land use, changes in water bodies, etc.)
Sl. No.
Information/Checklist confirmation Yes/No
Details thereof (with approximate quantities/rates, wherever possible) with source of information data
1.1 Permanent or temporary change in land use, land cover or topography including increase in intensity of land use (with respect to local land use plan)?
Yes The proposed project is an expansion/modification proposal in existing & on-going consented industry and also the industry is developed in KIADB Industrial area. Therefore there will not be any permanent or temporary changes in land use, though the proposed industry is likely to increase the intensity of land use.
FORM I 4
1.2 Clearance of existing land, vegetation and buildings?
No NA
1.3 Creation of new land uses?
No Creation of new land uses from the proposed project is not expected as the intended use of the plot is for the industrial purpose. 1.4 Pre-construction investigations e.g.
bore houses, soil testing? No The proposed expansion/modification
of the project will be done in existing facility.
1.5 Construction works?
Yes The proposed project does not involve any construction activity as the proposed expansion and modification will be done in the existing facility, hence, will not have any major impact on the environment.
1.6 Demolition works?
No Demolition works are not expected in the proposed expansion project.
1.7 Temporary sites used for construction works or housing of construction workers? (Details of labor camps, no. of labors, no. of toilets, bath rooms, medical facilities for labors, safety measures for labors, nursery for labors children).
No The proposed project does not involve any construction activity as the proposed expansion and modification will be done in the existing facility, hence, construction workers are not required.
1.8 Above ground buildings, structures or earthworks including linear structures, cut and fill or excavations? (Calculation for earth work estimation).
Yes The proposed project does not involve any construction activity as the proposed expansion and modification will be done in the existing facility, hence, construction work not envisaged.
1.9 Underground works including mining or tunneling?
No NA
1.10 Reclamation works? No NA
1.11 Dredging? No NA
1.12 Offshore structures? No NA
1.13 Production and manufacturing processes?
Yes Manufacture of Active Pharmaceutical Ingredients (APIs) & Intermediates Existing scenario
APIs Production capacity
(kg/month)
Amyl meta cresol 600
Benazepril Hydrochloride
600
Fexofenadine hydrochloride
1200
FORM I 5
Ambroxol hydroxide
6000
Oxcarbazepine 1200
P-nitrobenzene sulfonyl chloride
1200
2,4- Dichlorobenzyl 16800
Emerging scenario
APIs & Intermediates Production capacity
(kg/annum)
Fexofenadine HCl 4500
Ambroxol HCl 4500
Amlodipine besylate 4500
Fluconazole HCl 4500
Febuxostat 1000
Pregabalin IP 3000
Dabigetran 3000
Verapamil HCl 3000
Terfenadine 3000
1.14 Facilities for storage of goods or materials?
Yes Storage facilities are proposed for
Raw materials, APIs (details in section 3.6.1, Chapter 3 of PR appended)
Industrial effluents (details in section 3.6.1, Chapter 3 of PR appended)
Hazardous wastes (details in section 3.8.2, Chapter 3 of PR appended).
1.15 Facilities for treatment or disposal of solid waste or liquid effluents?
Yes Liquid waste
Construction phase:
No construction phase Operation phase:
Domestic sewage: The domestic sewage generated during operation phase (2000 L/day) will be discharged into septic tank and soak pit Industrial effluent:
The industrial wastewater (11.8 KLD) will be treated in Effluent treatment Plant (ETP) with MEE followed by RO filtration for treatment and reuse
FORM I 6
Solid waste Occupancy phase: Domestic solid wastes: Collection and segregation at the source composted and used as manure for landscape development Hazardous wastes: The hazardous wastes generated during the process of manufacture of different APIs and sludge from forced evaporators are stored at hazardous waste storage area and sent to M/s. Karnataka Waste Management Project (having authorization from KSPCB for collection, transportation, storage and disposal of hazardous waste – TSDF facility) for scientific disposal. The solid waste details are appended in section 3.13 & 3.15, Chapter 3 of PR appended.
1.16 Facilities for long term housing of operational workers?
No No long term housing plan for the operational workers is planned in the proposed project. The local population residing in the surrounding area of the project site is expected to find employment opportunities for various maintenance needs of the Project.
1.17 New road, rail or sea traffic during construction or operation?
No NA
1.18 New road, rail, air, waterborne or other transport infrastructure including new or altered routes and stations, ports, airports etc.?
No NA
1.19 Closure or diversion of existing transport routes or infrastructure leading to changes in traffic movements?
No NA
1.20 New or diverted transmission lines or pipelines?
No NA
1.21 Impoundment, damming, culverting, realignment or other changes to the hydrology of watercourses or aquifers?
No NA
1.22 Stream crossings? No NA
1.23 Abstraction or transfers of water Yes The source of water supply for the
FORM I 7
form ground or surface waters? project is from Bore-well water supply from project site
1.24 Changes in water bodies or the land surface affecting drainage or run-off?
No NA
1.25 Transport of personnel or materials for construction, operation or decommissioning?
Yes
1.26 Long-term dismantling or decommissioning or restoration works?
No NA
1.27 Ongoing activity during decommissioning which could have an impact on the environment?
No NA
1.28 Influx of people to an area either temporarily or permanently?
Yes There will be influx of people during the occupancy phase. Occupancy phase
Existing scenario – 50 After Expansion proposal – 50
1.29 Introduction of alien species? No NA
1.30 Loss of native species or genetic diversity?
No NA
1.31 Any other actions? No NA
2. Use of natural resources for construction or operation of the Project (such as land, water, materials or energy, especially any resources which are non-renewable or in short supply):
Sl. No.
Information/checklist confirmation Yes/No
Details
2.1 Land especially undeveloped or agricultural land (ha)
No The proposed project is Expansion in existing & on-going consented unit. Land is already available and developed for industrial use. No additional land is required. Also it is in KIADB Industrial area. The total site area is 0.5 ha
2.2 Water (expected source & competing users) unit: KLD
Yes The source of water for the project is bore-well water supply. Total fresh water requirement is about 6.5 KLD. Details are appended in section 3.3, Chapter 3.11 of the PFR report appended.
2.3 Minerals (MT) No NA
FORM I 8
2.4 Construction material – stone, aggregates, sand/soil (expected source – MT)
No No construction activity
2.5 Forests and timber (source – MT) No No construction activity
2.6 Energy including electricity and fuels (source, competing users) Unit: fuel (MT), energy (MW)
Yes Power requirement As the proposed project is Expansion in existing & on-going consented unit the required power (of 150 kVA) is available and no additional power is required for manufacturing the proposed additional products.
DG sets are used during occupancy phase which serves as back-up power supply during power failure. Existing scenario: 250 kVA… 1 No Emerging scenario: 15 kVA…. 1 No
Fuel requirement 58.75 for 250 kVA DG set and 3.5 L/hr for 15 kVA DG set.
2.7 Any other natural resources? (use appropriate standard units)
No NA
FORM I 9
3. Use, storage, transport, handling or production of substances or materials, which could be harmful to human health or the environment or raise concerns about actual or perceived risks to human health
Sl. No.
Information/Checklist confirmation Yes/No
Details thereof (with approximate quantities/ rates, wherever possible) with source of information data
3.1 Use of substances or materials, which are hazardous (as per MSIHC rules) to human health or the environment (flora, fauna, and water supplies)?
Yes Details of the hazardous raw materials used and hazardous wastes generated are in section 3.6 & 3.8.2, Chapter 3 of PR appended.
3.2 Changes in occurrence of disease or affect disease vectors (e.g. insect or water borne diseases)?
No NA
3.3 Affect the welfare of people e.g. by changing living conditions?
Yes The implementation of the proposed expansion project is beneficial both socially and economically to its local populace, as it will create both long term and short term employment opportunities.
3.4 Vulnerable groups of people who could be affected by the project e.g. hospital patients, children, the elderly etc.?
No NA
3.5 Any other causes? No NA
4. Production of solid wastes during construction or operation or decommissioning
(MT/month)
Sl. No.
Information/Checklist confirmation Yes/ No
Details thereof (with approximate quantities/rates, wherever possible) with source of information data
4.1 Spoil, overburden or mine wastes? No NA
4.2 Municipal waste (domestic and or commercial wastes)?
Yes Quantities of solid waste generated from the project during operation phase are detailed in section 3.15 Chapter 3 of PR appended.
4.3 Hazardous wastes (as per Hazardous Waste Management Rules)?
Yes DG sets: Spent oil from DG sets category 5.1. About 200 L/annum of spent oil is generated which is sent to authorized spent oil reprocessor with manifest as per notification of Hazardous Waste (Management and Handling Rules). Details of hazardous raw materials used and hazardous wastes generated during the manufacturing processes are in
FORM I 10
section 3.8.2 of Chapter 3 in PR appended.
4.4 Other industrial process wastes? NO No other industrial waste is generated
4.5 Surplus product? No NA
4.6 Sewage sludge or other sludge from effluent treatment?
No About 38.7 kg/day of sludge is generated from forced evaporators which is proposed to be handed over to TSDF facility for scientific disposal.
4.7 Construction or demolition wastes? No No construction activity is proposed
4.8 Redundant machinery or equipment? ?
No NA 4.9 Contaminated soils or other
materials? Yes The following measures are adopted to
control soil contamination. Prevention of spillage and leakage of oils, providing kerb stones, lined gutter and oil traps.
4.10 Agricultural wastes? No NA
4.11 Other solid wastes? No NA
5. Release of pollutants or any hazardous, toxic or noxious substances to air (kg/hr)
Sl. No.
Information/Checklist confirmation Yes/ No
Details thereof (with approximate quantities/rates, wherever possible) with source of information data
5.1 Emissions from combustion of fossil fuels from stationary or mobile sources
Yes The sources of air pollution from the project are generators, boilers and thermic fluid heaters installed during occupancy period.
Air pollution source
SPM (g/s)
SO2
(g/s) NOx
(g/s)
DG set
250 kVA 0.016667
0.016667
0.51111
15 kVA 0.001 0 0.030667
Boiler – 2 Ton
0.11736 1.706 0.2988
1 Ton (Proposed)
0.05904 0.8582 0.150333
5.2 Emissions from production processes? Yes The waste gases generated during manufacturing process are passed through a stack provided with a packed column scrubber before letting out into the atmosphere.
5.3 Emissions from materials handling including storage or transport?
No NA
FORM I 11
5.4 Emissions from construction activities including plant and equipment?
No No construction activity is required as the proposed expansion will be done in existing facility. EMP during occupancy phase is appended in report
5.5 Dust or odors from handling of materials including construction materials?
No No construction activity is required as the proposed expansion will be done in existing facility.
5.6 Emissions from incineration of waste? No NA
5.7 Emissions from burning of waste in open air (e.g. slash materials, construction debris)?
No NA
5.8 Emissions from any other sources? No NA
6. Generation of noise and vibration, and emissions of light and heat
Sl. No.
Information/Checklist confirmation
Yes/ No
Details thereof (with approximate quantities/rates, wherever possible) with source of information data
6.1 From operation of equipment e.g. engines, ventilation plant, crushers?
Yes Operation of generators, boilers and scrubber during occupancy phase. They are provided with acoustic enclosures/silencer. Further noise attenuation by way of planting peripheral trees and noise barriers at the project boundary is also ensured.
6.2 From industrial or similar processes?
Yes Same as mentioned in 6.1 above is applicable.
6.3 From construction or demolition? Yes Noise generation due to demolition activities is not anticipated as no demolition works are involved.
6.4 From blasting or piling? No NA
6.5 From construction or operational traffic?
Yes Vehicular movement by the employees during occupancy phase. The details of mitigation measures planned to reduce the noise level are detained in Environmental Management Plan during operational phase
6.6 From lighting or cooling systems? No NA
6.7 From any other sources? No NA
FORM I 12
7. Risks of contamination of land or water from release of pollutants into the ground or into sewers, surface waters, groundwater, coastal waters or the sea:
Sl. No.
Information/Checklist confirmation Yes /No
Details thereof (with approximate quantities/rates, wherever possible) with source of information data
7.1 From handling, storage, use or spillage of hazardous materials?
Yes Appropriate management measures to prevent contamination of land, water is detailed in Chapter 1 of PFR report appended under water and land environment.
7.2 From discharge of sewage or other effluents to water or land (expected mode and place of discharge)?
No Domestic sewage Sewage generated during operation phases are treated in septic tank and soak pit. Industrial effluent The industrial wastewater will be treated in Effluent treatment Plant (ETP) with MEE followed by RO filtration for treatment and reuse.
7.3 By deposition of pollutants emitted to air, into the land or into water?
No NA
7.4 From any other sources? No NA
7.5 Is there a risk of long term build-up of pollutants in the environment from these sources?
No NA
8. Risk of accidents during construction or operation of the Project, which could affect
human health or the environment
Sl. No.
Information/Checklist confirmation Yes/No
Details thereof (with approximate quantities/rates, wherever possible) with source of information data
8.1 From explosions, spillages, fires etc. from storage, handling, use or production of hazardous substances?
Yes
8.2 From any other causes? No NA
8.3 Could the Project be affected by natural disasters causing environmental damage (e.g. floods, earthquakes, landslides, cloudburst etc.)?
No NA
9. Factors which should be considered (such as consequential development) which
could lead to environmental effects or the potential for cumulative impacts with other existing or planned activities in the locality
wherever possible) with source of information data
9.1 Lead to development of supporting utilities, ancillary development or development stimulated by the Project which could have impact on the environment e.g.
• Supporting infrastructure (roads, power supply, waste or wastewater treatment, etc.) • Housing development • Extractive industries • Supply industries • Other
Yes Yes NA No Yes No
Net positive impact in terms of overall development of the area is expected from the proposed project. Direct & indirect employment opportunities are created due to expansion of this project. Manufacturing of APIs & Intermediates. The quantity proposed to be manufactured is detailed in section 2.1, Chapter 3 section 3.5 of PR report appended.
9.2 Lead to after-use of the site, which could have an impact on the environment?
No NA
9.3 Set a precedent for later developments? Yes The proposed project is an expansion proposal in KIADB industrial area and therefore no major impacts are expected.
9.4 Have cumulative effects due to proximity to other existing or planned projects with similar effects?
No NA
(II) Environmental sensitivity
Sl. No.
Areas Name/ identity
Aerial distance (within 15 km) proposed project location boundary
1 Areas protected under international conventions, national or local legislation for their ecological, landscape, cultural or other related value?
No NA
2 Areas which are important or sensitive for ecological reasons - wetlands, watercourses or other water bodies, coastal zone, biospheres, mountains, forests?
No No eco sensitive areas or water bodies within 5km from project site
3 Areas used by protected, important or sensitive species of flora or fauna for breeding, nesting, foraging, resting, over wintering, migration?
No NA
4 Inland, coastal, marine or underground waters?
No NA
5 State, National boundaries? No NA
FORM I 14
6 Routes or facilities used by the public for access to recreation or other tourist, pilgrim areas?
No NA
7 Defense installations? No NA
8 Densely populated or built-up area? No Since the project is in an industrial area no densely populated or built-up area is located close to the project site.
9 Areas occupied by sensitive man-made land uses (hospitals, schools, places of worship, community facilities)?
No NA
10 Areas containing important, high quality or scarce resources (ground water resources, surface resources, forestry, agriculture, fisheries, tourism, minerals)?
No NA
11 Areas already subjected to pollution or environmental damage (those where existing legal environmental standards are exceeded)?
No NA
12 Areas susceptible to natural hazard which could cause the Project to present environmental problems (earthquakes, subsidence, landslides, erosion, flooding or extreme or adverse climatic conditions)?
No NA
“I hereby undertake that the data and information given in the application and enclosures are true to the best of my knowledge and belief and I am aware that if any part of the data and information submitted is found to be false or misleading at any stage, the project will be rejected and clearance, if any, given to the project will be revoked at our risk and cost. Date: 03.02.2016 Place: Bangalore
Shri Shashidhar G Patil M/s. VPL Chemicals Pvt. Ltd.,
# 27, Behind “The Club” Nayandahalli, Mysore Road,
Bangalore-560039 Signature of the applicant
With Name and Full address (Project Proponent / Authorized Signatory)
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 1 -
CHAPTER 1
EXECUTIVE SUMMARY
1.1 INTRODUCTION
1.1.1 Preamble
Amendment of the Environmental Impact Notification No. S.O. 60(E) dated 27.01.1994, issued
by the MoEF, Govt. of India has made mandatory under Schedule-I of EIA notification for 30
different activities to obtain NOC (No Objection Certificate) from the State Pollution Control
Board and Environmental Clearance from the Ministry of Environment & Forests, Govt. of
India. This amendment to the EIA Notification is effective from 14.09.2006.
As per the amended EIA notification dated 14th September, 2006 the API manufacturing
industry will fall under category B schedule 5(f). The proposed project is
Expansion/Modification of API manufacturing.
The proposed expansion and modifications envisages deletion of some of the existing and
addition of some product, which will be manufactured within the existing manufacturing
facilities. The effluent quality and quantity generation will marginally increase with 5 to 10 %
which will be treated in the existing Zero Discharge Plant (ZDP) having an adequate capacity
of 600 liters/hour. There is no additional process emissions except thermic fluid heater boiler,
which has an adequate stack height. Existing Zero Discharge Plant (ZDP).
4 Treatment/Disposal details Effluent Treatment Plant (ETP) with Multiple Effect Evaporator (MEE) followed by RO Filtration.
B Air pollution details
1 Sources of air pollution Process sections, Boiler, DG set
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 4 -
2 Air pollution control units provided
* Packed column scrubbers for process sections with Chimney height of 15 m above RL. * DG set stack height as per the stack height calculation for 250 kVA is 12 m AGL and 15 kVA(proposed) 3m AGL * For agro based fuel boiler for 2 Ton and 1 Ton (proposed) combined stack height of 30.48 m above GL and with Mechanical dust collector. * Thermic Fluid Heater (TFH) of stack 10 m will be provided
C Solid/Hazardous wastes
1 Source of solid waste Domestic sources and Manufacturing process.
* The domestic wastes are segregated at source and collected in bins. The organic portion of the solid wastes will be composted and recyclable portion will be disposed to the recycler for scientific recycling. * The disposal for various types of generated hazardous waste handling and management is detailed in Chapter 3, Section 3.8.2 of this report.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 5 -
1.1.4 Water Requirement and Wastewater Treatment and Discharge Details I) Quantity of Water Required and Wastewater Generated The total quantity of water requirement for the industry is about 6 KLD. The break-up of the consumption of water is as presented in Table 1.3.
Table 1.3 Water Consumption and Discharge
Water consumed for Consumption (LPD)
Discharge (LPD)
(a) Domestic (toilet, canteen etc.) 2000 1800
(b) Gardening/Landscape development 350 -
(c) Industrial purpose
Process
1. RO plant and its reject 7200-5513=1687 (reject)
8873 (process effluent + Rejects)
a. Process consumption 5513
2. Washing/Cleaning 1500 1500
3. Boiler feed for 2 MT boiler 3000 100 (Blow down)+ DM reject 600 a. DM plant/rejects 600
LPD = L/day; KLD = kilo liter/day. At any given time only one product will be manufactured. The excess quantity of process effluent generated is due to the reactions taking place
during the manufacturing process. Startup water requirement for industrial purpose is 13950. After recycling of
Evaporator condensate the fresh water requirement will be 4000 LPD.
ii) WASTEWATER TREATMENT AND DISPOSAL DETAILS The treatment methods and the final disposal of each type of wastewater generated is
appended in the table 1.4
Table 1.4 Sewage/wastewater treatment and discharge
Sewage/effluent generated from
Treatment provided Final disposal point
(a) Domestic Sewage is treated septic tank Disposed in Soak pit
(b) Industrial Full-fledged ETP with collection tanks of 10 KL capacity (4 no.s) are provided.
Industrial effluent is treated in Effluent Treatment Plant (ETP) with Multiple Effective Evaporator (MEE) followed by RO filtration for treatment, reuse.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 6 -
1.1.5 Raw Materials The raw materials required for the manufacture of APIs are appended in the table 1.5 below. Raw materials as listed will be procured as per the production requirement.
Table -1.5 Raw Materials Requirement for manufacture of API Sl.
No. Product Raw materials Quantity required Solvents
* At any given time only one or two products shall be made
1.1.6 Solvent Recovery and Recycling
Various solvents will be used during the manufacturing process. The solvents proposed to be recovered and recycled during the process of recovering the solvent of such product are detailed in table 1.6 below.
Table 1.6 Solvent Recovery
Sl.No
Product Raw materials Quantity (kg/annum)
Recovered and recycled
Lost
1 Fexofenadine HCL Stage 1
Ethyl acetate 52920 5400
Stage 2 Methanol 176580 19440
Stage 3 Iso propyl alcohol 27000 2700
Methanol 27000 2700
Methyl iso butyl ketone
186840 9720
2 Ambroxol HCL Stage 1
Methanol 198180 22140
Stage 2 Acetone 298080 25920
3 Amlodipine besylate Stage 3
Methanol 310500 3240
Ethyl acetate 312660 1080
4 fluconazole Toluene 18360 2700
5 Febuxostat Iso propyl alcohol 68460 3600
Acetone 152052 8004
6 Pregabalin Stage 3
Iso propyl alcohol 162000 7560
7 Dabigetran Iso propyl alcohol 44100 227
Acetone 6897.6 432
8 Verapamil HCL Stage 1
Toluene 249840 9720
Stage 2 Toluene 200880 1800
9 Terfenadine Ethyl acetate 35280 3600
Stage 2 Methanol 153360 8280
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 10 -
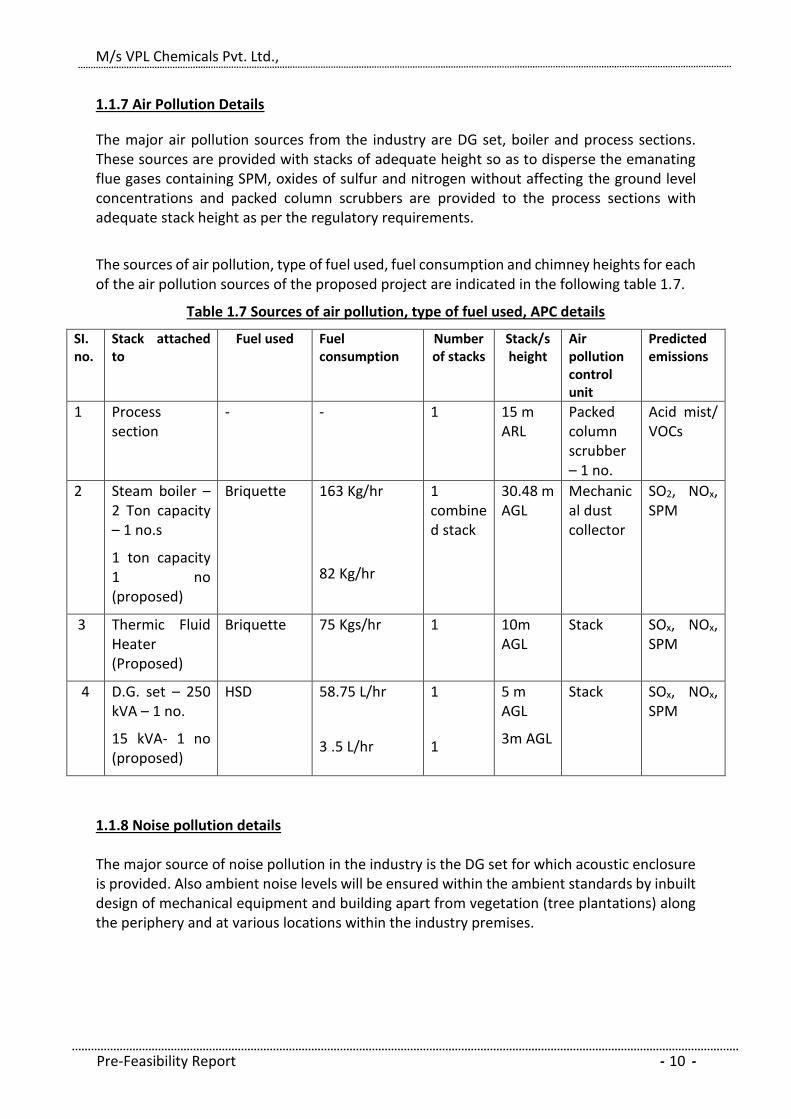
1.1.7 Air Pollution Details
The major air pollution sources from the industry are DG set, boiler and process sections. These sources are provided with stacks of adequate height so as to disperse the emanating flue gases containing SPM, oxides of sulfur and nitrogen without affecting the ground level concentrations and packed column scrubbers are provided to the process sections with adequate stack height as per the regulatory requirements.
The sources of air pollution, type of fuel used, fuel consumption and chimney heights for each of the air pollution sources of the proposed project are indicated in the following table 1.7.
Table 1.7 Sources of air pollution, type of fuel used, APC details
SI. no.
Stack attached to
Fuel used Fuel consumption
Number of stacks
Stack/s height
Air pollution control unit
Predicted emissions
1 Process section
- - 1 15 m ARL
Packed column scrubber – 1 no.
Acid mist/ VOCs
2 Steam boiler –2 Ton capacity – 1 no.s
1 ton capacity 1 no (proposed)
Briquette 163 Kg/hr
82 Kg/hr
1 combined stack
30.48 m AGL
Mechanical dust collector
SO2, NOx, SPM
3 Thermic Fluid Heater (Proposed)
Briquette 75 Kgs/hr 1 10m AGL
Stack SOx, NOx, SPM
4 D.G. set – 250 kVA – 1 no.
15 kVA- 1 no (proposed)
HSD 58.75 L/hr
3 .5 L/hr
1
1
5 m AGL
3m AGL
Stack SOx, NOx, SPM
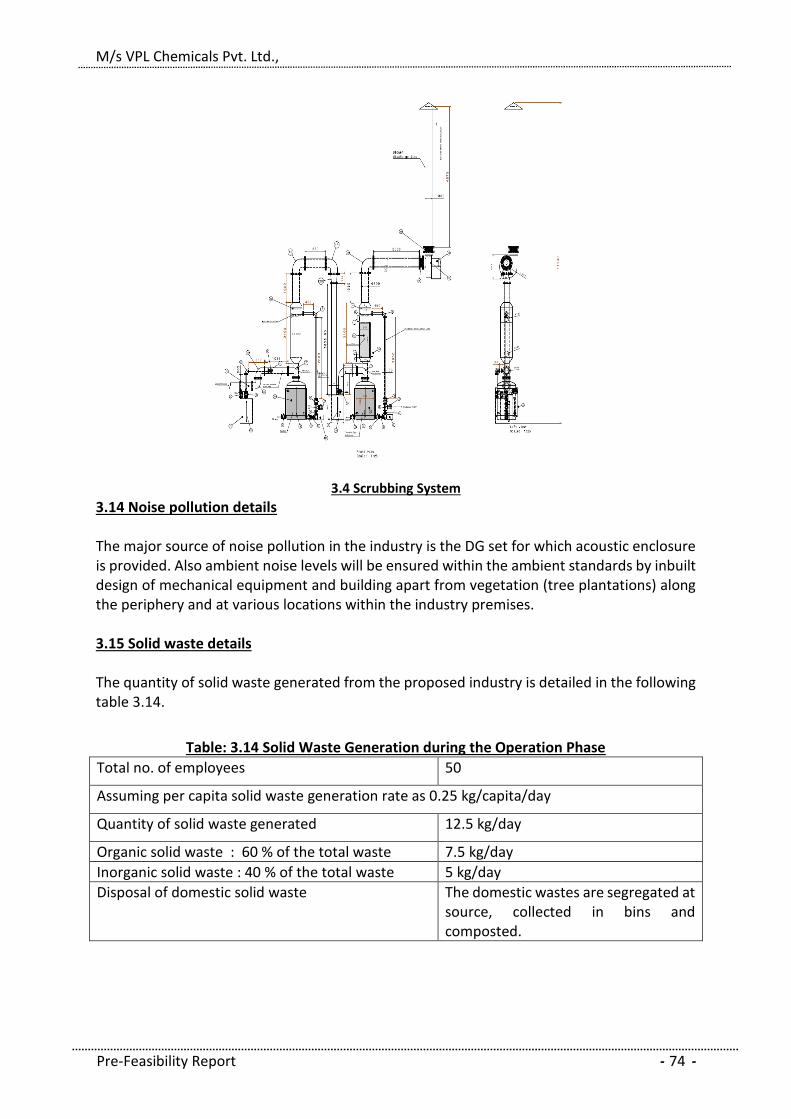
1.1.8 Noise pollution details The major source of noise pollution in the industry is the DG set for which acoustic enclosure is provided. Also ambient noise levels will be ensured within the ambient standards by inbuilt design of mechanical equipment and building apart from vegetation (tree plantations) along the periphery and at various locations within the industry premises.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 11 -
1.1.9 Solid waste details The quantity of solid waste generated from the proposed industry is detailed in the following table 1.8.
Table: 1.8 Solid Waste Generation during the Operation Phase
Total no. of employees 50
Assuming per capita solid waste generation rate as 0.25 kg/capita/day
Quantity of solid waste generated 12.5 kg/day
Organic solid waste : 60 % of the total waste 7.5 kg/day
Inorganic solid waste : 40 % of the total waste 5 kg/day
Disposal of domestic solid waste The domestic wastes are segregated at source, collected in bins and composted.
1.1.10 Hazardous Raw Materials Used in the Manufacturing Process
The following raw materials used during the process of manufacture of APIs are hazardous in nature according to Manufacture, Storage and Import of Hazardous Chemical (Amendment) Rules, 19th January 2000, Schedule I, Part II in the table 1.9
Table: 1.9 Hazardous raw materials
Hazardous raw material Sl. No. as per Manufacture, Storage and Import of Hazardous Chemical (Amendment) Rules, 19th January 2000, Schedule I, Part II
Hydrochloric acid 313
Ethanol 248
Sodium Hydroxide 571
Potassium hydroxide 522
Methanol 377
Toluene 628
Iso Propyl Alcohol 334
Formaldehyde 295
Dimethyl Amine 215
Acetone 4
Chloroacetyl Chloride 124
Methylene chloride 400
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 12 -
1.1.11 Hazardous Waste Generation and Its Management during the Manufacturing Process
The hazardous wastes generated during the process of manufacture of different APIs are
stored at hazardous waste storage area and sent to authorize processers. The quantities of
hazardous waste generated from various processes are shown in the following tables 1.10.
1) Solvent Residue and Spent Carbon
Table: 1.10 Quantity of process residue generation from solvent recovery and Carbon
waste generated from manufacturing process
Sl. No.
APIs Quantity of hazardous waste generated, kg/annum
Spent Carbon waste generated, kg/annum
1 Fexofenadine HCl Stage 1
25380 -
Stage 2 23760 -
Stage 3 17820 - 2 Ambroxol HCl
Stage 1 17820 -
Stage 2 18360 1080
3 Amlodipine Besylate 11880 1080
4 Fluconazole stage 1 64260
Stage 2 16200 3240
5 Febuxostat 3468
Stage 2 4404 2244
6 Pregabalin Stage 1 8172 -
Stage 2 16560 -
7 Dabigatran 34200 -
Stage 2 26700 -
8 Verapamil HCl stage 1 38520 -
Stage 2 7200 -
9 Terfenadine 16920 -
Stage 2 18720 -
TOTAL 3,70,344 7,644
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 13 -
Table 1.11 Environmental Management Plan during Operation Phase
Sl. no.
Environmental components
Predicted impacts Probable source of impact Mitigation measures Remarks
1 Ambient air quality
Minor negative impact.
Process of manufacture of APIs
Particulate and gaseous emissions from DG set and boiler
Vehicular Movement
Manufacturing process involves closed operations in various controlled reactors.
The process area is provided with abundant natural light and ventilation and high roofs to disperse the fumes/gases to the outside atmosphere; preventing the increase of ground level concentrations (GLC’S) as it gets dispersed.
Packed column scrubbers are installed to neutralize and control dust and fumes from the process section.
The treated waste gases and fumes will be let out through adequate stack height.
The emissions from DG & boiler will be let out through adequate stacks height
Orderly Movement of Vehicles will done in the premises.
The roads are made of tar and regularly water sprinkling will be done to control fugitive emissions.
DG sets will be used only during power failure.
2 Noise Minor negative impact near noise generation sources inside the premises.
Operation of machineries during the manufacturing process.
Handling and conveying of raw
The conveying system shall be maintained by following routine and periodic maintenance to reduce noise generation in material handling.
-
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 14 -
materials and semi-finished components to different areas of operations
Operation of DG set.
DG set with prebuilt acoustic enclosure as per CPCB norms is installed in dedicated utility area, where the access will be restricted. Also the use of PPE (ear plugs) will be mandatory in this area.
Green belt at the project boundary will act as noise barrier and help in attenuation of noise.
3 Water quality No significant adverse impact
Discharge of and industrial effluent
Domestic sewage treated in septic tank and soak pit.
The industrial effluent is proposed to be treated in an Effluent Treatment Plant (ETP) with Multiple Effect Evaporator (MEE) followed by RO Filtration for treatment, reuse and disposal.
Water conservation measures will be encouraged.
4 Land No negative impact
Discharge of wastewater.
Storage and disposal of solid wastes.
Domestic sewage will be treated in septic and sent to soak pit The industrial effluent is treated in Effluent
Treatment Plant (ETP) with Multiple Effect Evaporator followed by RO Filtration for treatment, reuse and disposal.
-
5 Socio-economic Overall positive impact
Employment opportunities Locally available man power will be utilized to the maximum possible extent.
-
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 15 -
CHAPTER 2
INTRODUCTION OF THE PROJECT/
BACKGROUND INFORMATION 2.1 INTRODUCTION OF PROJECT PROPONENT M/s VPL Chemicals Pvt. Ltd. having registered office at # 27, Behind “The Club” Nayandahalli,
Mysore road, Bangalore have established API’s manufacturing industry at plot no 64,
Sompura Industrial Area, Dabaspet, Nelamangala Taluk, Tumkur Road, Bangalore. Now M/s
VPL Chemicals Pvt. Ltd intend to expand and modify the API’s in the existing facility.
Mr. Patil Shashidhar Gowd S/o Veerana Gowda Patil is aged about 46 years is a young,
dynamic entrepreneur. He is a Post–Graduate (M.Com) and also completed the intermediate
in Chartered Accountants Course (ICAI). He is quite conversant with the corporate financial
matters and corporate laws. Before being taken over the charge of Managing Director of VPL
Chemicals Pvt. Ltd, he has served in many reputed organizations and acquired good
knowledge on financial and management of accounts. He is very conversant with corporate
affairs and travelled widely abroad. Apart from overall corporate matters, personally taking
care of taking care of Accounts & Finances and Human Resources Department.
Mr.Sreedhar G. Patil:
Mr. Shridhar G. Patil S/o Veerana Gowda Patil is aged about 45 years. He has completed his
Master degree (M.Sc. in Chemistry) with 1st Rank and recipient of Gold Medal from Gulbarga
University. With research bent of mind, he joined Indian Institute of Science (IISc), Bangalore,
as Research Scholar. He has secured funding from TEPP from Dept. of Science and Technology
from Govt of India on his independent capacity on the project titled design and development
of Temperature Indicating chalks. Mr. Shridhar could successfully completed the research
project by developing more than 200 formulations and commercialized the developed
technology. He has also developed Temperature Indicating Labels/strips very first time in
India and successfully commercialized the technology. He has also exposed to bulk drugs R &
D and manufacturing processes and travelling widely abroad. Presently he is on the Board of
Directors in VPL Chemicals Pvt. Ltd. His current responsibilities include overall in charge of
Production, Sourcing of raw Materials, Quality Control and R & D departments apart from
rendering technical services to the company.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 16 -
Dr. Yerriswamy Pateel
Dr. Yerriswamy Pateel S/o Veerana Gowda Patil is aged about 43 years has completed his
Master degree (M.Tech. in Mineral Processing) with 1st Rank and he was recipient of Gold
Medal from Gulbarga University. Acquired Ph.D. Degree on Coal Beneficiation from
Barkatullah (Bhopal) University in the year 2001. He has published more than 25 research
papers in National, International Journals, Conferences, and Seminar proceedings. Before
joining VPL Chemicals Pvt. Ltd, he has served for various institutes and industries. Dr. Pateel
has widely traveled in India and abroad and acquired basic knowledge international
marketing. He is currently one of the Board of Directors of VPL Chemicals Pvt. Ltd. His current
responsibilities include managing of marketing activities and successful commercialization of
the newly developed technologies apart from developing new business alliances. Also taking
care of Quality Assurance Department.
2.2 BRIEF DESCRIPTION ABOUT THE NATURE OF THE PROJECT
M/s VPL Chemicals Pvt. Ltd. Is a private limited company with Shri. Shashidhar G Patil as
Managing Director have already established API’s manufacturing industry at plot no 64,
Sompura Industrial Area, Dabaspet, Nelamangala Taluk, Tumkur Road, Bangalore. Now M/s
VPL Chemicals Pvt. Ltd intend to expand and modify the existing API’s in the existing facility.
An active ingredient (AI) is the substance of a pharmaceutical drug that is biologically active. Terms in similar use include: active pharmaceutical ingredient (API) and bulk active in medicine. Some medications may contain more than one active ingredient. The traditional word for the API is pharmacon or pharmakon which originally denoted a magical substance or drug. A dosage form of a drug is traditionally composed of two things: The API, which is the drug
itself; and an excipient, which is the substance of the tablet, or the liquid the API is suspended
in, or other material that is pharmaceutically inert. Drugs are chosen primarily for their active
ingredients.
2.3 NEED FOR THE PROJECT AND ITS IMPORTANCE TO THE COUNTRY AND/REGION
Bulk drugs have become a part of our life for sustaining many of our day-to-day activities,
preventing and controlling diseases. Bulk drugs manufacturing sector in India is well
established and has recorded a steady growth in the overall Indian industrial scenario. The
bulk drugs and allied industries have been amongst the fastest growing segments of the
Indian industry.
The Indian Pharmaceutical Industry today is in the front rank of India’s science-based
industries with wide ranging capabilities in the complex field of drug manufacture and
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 17 -
technology. It is expected to reach a level of Rs 3200 billion by 2012. It ranks very high in the
third world, in terms of technology, quality and range of medicines manufactured. From
simple headache pills to sophisticated antibiotics and complex cardiac compounds, almost
every type of medicine is now made indigenously.
Playing a key role in promoting and sustaining development in the vital field of medicines,
Indian Pharma Industry boasts of quality producers and many units approved by regulatory
authorities in USA and UK. International companies associated with this sector have
stimulated, assisted and spearheaded this dynamic development in the past years and helped
to put India on the pharmaceutical map of the world.
India's pharmaceutical industry is the third largest in the world in terms of volume. Its rank is
14th in terms of value. India is also one of the top five active pharmaceutical ingredients (API)
producers (with a share of about 6.5 per cent).
The pharmaceutical industry in India meets around 70% of the country's demand for bulk
drugs, drug intermediates, chemicals, tablets, capsules, orals and injectibles. .Between
September 2008 and September 2009, the total turnover of India's pharmaceuticals industry
was US $21.04 billion. The domestic market was worth US $12.26 billion. This was reported
by the Department of Pharmaceuticals, Ministry of Chemicals and Fertilizers. As per a report
by IMS Health India, the Indian pharmaceutical market reached US $10.04 billion in size in July
2010. A highly organized sector, the Indian Pharma Industry is estimated to be worth $4.5
billion, growing at about 8 to 9 percent annually.
The pharmaceutical industry in Karnataka contributes Rs. 350 crore in revenue to the State
exchequer and provides employment for 12,000 people. Its growth rate is between 10-12 per
cent as against the national pharma growth of 12-14 percent. Pharma products worth Rs.
2,000 crore are produced annually, which is 10 per cent of the national production. The
exports sales are Rs.850 crore which is 8 per cent of Indian exports.
International pharma majors have preferred many companies from the State. When large
companies offer their services on contractual basis to global MNCs, they want to outsource
drug production for the domestic market from quality small-medium manufacturers in State.
Here the small-medium units ideally fit into slot as third party manufacturers and serve as
major hubs for pharmaceutical outsourcing. In fact, two of Indian pharma sectors top five
brands, are already outsourced from Karnataka. The units have been recognized for stringent
regulatory enforcement and known to manufacture quality products.
Hence the proponents have proposed to modify and expand the products in the existing facility of the industry at - M/s. VPL Chemicals Pvt. Ltd., at Plot no: 64, Sompura Industrial Area, Dabaspet, Nelamangala Taluk, Tumkur Road, Bangalore.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 18 -
2.4 DEMANDS‐SUPPLY GAP Based on their informal survey of the market with their current customers and various traders, they have found that there is a big potential for the range of the products they are planning. These products will be an addition to the current range of their products. 2.5 EXPORT POSSIBILITY Depending on the international demand of products they shall export the products. 2.6 DOMESTIC/EXPORT MARKETS Majority of the products will be used for domestic market and some products will be
exported depending on the international market.
2.7 EMPLOYMENT GENERATION (DIRECT AND INDIRECT) DUE TO PROJECT. M/s. VPL Chemicals Pvt. Ltd., will give direct employment to local people based on qualification and requirement. In addition to direct employment, indirect employment shall generate ancillary business to some extent for the local population.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 19 -
CHAPTER 3
PROJECT DESCRIPTION 3.1 TYPE OF PROJECT The proposed project is expansion/modification of the APIs in the existing facility. The total production capacity 31,000 kg/month.
3.2 LOCATION OF THE INDUSTRY M/s VPL Chemicals Pvt. Ltd., is established at plot no 64, Sompura Industrial Area, Dabaspet, Nelamangala Taluk, Tumkur Road, Bangalore. Google Map Showing Project Site is shown in Fig 3.1
Fig 3.1 Google Map Showing Project Site
933 m above MSL; Latitude: 13°13’'29.51"N; Longitude: 77°15'55.85"E
PROJECT SITE
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 20 -
Fig 3.2 Map showing the Project Site Location on District Map of Bangalore
3.3 BASIS OF SELECTING THE SITE
The efficient functioning of any industry mainly depends on the availability of its basic requirements viz. raw materials, fuel, power, water, manpower etc. The industry is established in Sompura Industrial Area, Dabaspet, Bangalore. The choice of the land confers several advantages, which are summarized below.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 21 -
1. The site is well connected by roadways. 2. Water will be supplied from Bore well. 3. Power will be supplied from BESCOM. 4. No incidence of cyclones, earthquake, floods or landslides in the region.
3.4 SIZE/MAGNITUDE OF OPERATION The industry “M/s. VPL Chemicals Pvt. Ltd.,” is a small scale industrial unit with a total capital investment of the Expansion project is Eight Lakhs. The total production capacity proposed is 31,000 kg/month. 3.5 PRODUCTS MANUFACTURED The APIs are proposed to be manufactured/Expanded are given in Table no-3.1
Table 3.1: APIs are proposed to be manufactured
Sl. No.
APIs Existing production capacity(Kg/Month)
Production capacity (kg/month)
1 Fexofenadine HCl 100 4500 ( After Expansion)
2 Ambroxol HCl 500 4500 ( After Expansion)
3 Amlodipine Besylate
New Products
4500
4 Fluconazole 4500
5 Febuxostat 1000
6 Pregabalin 3000
7 Dabigetran 3000
8 Verapamil HCl 3000
9 Terfenadine 3000
3.5.1 Manufacturing Process Description Manufacturing process Details of each products is given below
1. FEXOFENADINE HCl 1.1 Process Description
Stage I:
Preparation of Methyl-4{4- [4-(hydroxydiphenylmethyl)-l-piperidinyl}-l-oxobutyl]-α, α-
diphenylmethyl benzene acetate.
Methyl-4-(4-chloro-l-oxobutyryl)-α,α-dimethylρhenyl acetate (Ketone) (meta and para
isomers) [Chloro compound]was dissolved in Methyl Iso butyl Ketone followed by addition of
Azacyclanol and water in presence of Sodium bi carbonate and potassium iodide. Reaction
mixture was refluxed. After the reaction was completed, reaction mixture was cooled to room
temperature and aqueous layer was discarded. Organic layer was filtered and distilled. Add
ethyl acetate cool to room Temp. and filter the material l, i.e., Methyl-4{4- [4-
Preparation of Methyl-4{4-r4-(hydroxydiphenylmetyl)-l-piperidinyl}- l-hydroxybutyll-α,α-
dimethyl benzene acetate
The addition of sodium hydroxide in potable water followed by reflux once the reaction
desprotection was completed. The reaction mixture was cooled to room temperature and
slowly cooled cooled to about 0 to 200C followed by addition of sodium boro hydride. At the
same temperature reaction mass stirred for 2 hours. After the reduction was completed the
reaction mass was stirred at room temperature pH of the reaction mass was adjusted to
hydrochloric acid solution. The crystallized mass was stirred at room temperature. The
reaction mixture was centrifuged and dried.
Stage - III:
Preparation of Methyl-4{4-r4-(hydroxydiphenylmetyl)-l-piperidinyl}- l-hydroxybutyll-α,α-
dimethyl benzene acetate to yield crude isomer of Fexofenadine base to Fexofinadine
Hydrochloride (Pure).
Fexofenadine base thus isolated from the above steps was charged to a mixture of methanol
in methyl iso butyl ketone and treated with IPA HCl to make the pH of the solution between
3.0 to 4.0 charcolised, filtered and product is isolated after chilling by centrifuging. The
product is dried at 50 - 60C to a constant weight.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 23 -
1.2 ROUTE OF SYNTHESIS:
Stage-1
MIBK
Sodium bi carbonate
Azocyclonal
Stage-II
Fexofinadine base
OH
O
NO
OH
O
N
O
OH
OH
OH
N
O
OH
OH
O
NO
OH
O
N
O
OH
CH3 CH3
O CH3
Cl
O
NaOH
Sodium boro hydried
Methanol
HCl
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 24 -
IPA HCL
MIBK , Methanol
Stage-3
Fexofinadine baseFexofinaidine HCL
OH
OH
N
O
OH
ClH
OH
OH
N
O
OH
1.3 FLOW CHART
Stage-1 Chloro Compound RO Water MIBK Sodium Bi Carbonate Potassium Iodide Ethyl Acetate Maintenance at 90-95oC Distillation Crystallization Centrifuge and EA washing Unloading the material (Stage-1)
SS Reactor
SSR-101
1.6 KL
CF-01
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 25 -
Stage-2
Stage-1 Material Caustic Soda Flakes Methanol Sodium Boro Hydride
Temp. Maintenance 65-68oC
pH Adjustment 6.50 to 6.80 Centrifuge and Methanol Washing Unloading the material (Crude)
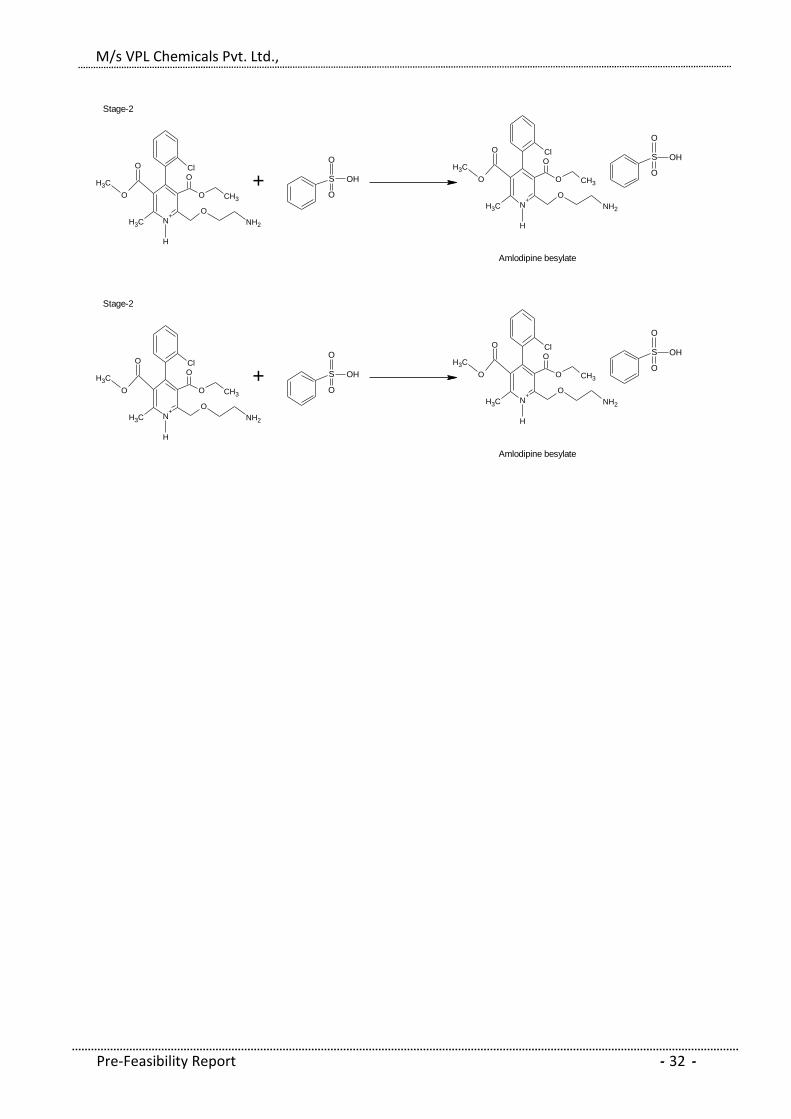
Stage-1 Mono methylamine is charged into the reactor and Phathoyl Amlodipine is charged under
stirring at 25 - 30C. The reaction mass is maintained for about 16 hours between 25 and 30°C and Centrifuged. Wet cake is washed with DM water and dried and taken for next stage of processing. Stage-II To Stage-1 material, Benzene Sulphonic acid is added slowly and the mass is maintained for about 3 hours, centrifuged and washed with DM water. The wet material is charged into SS
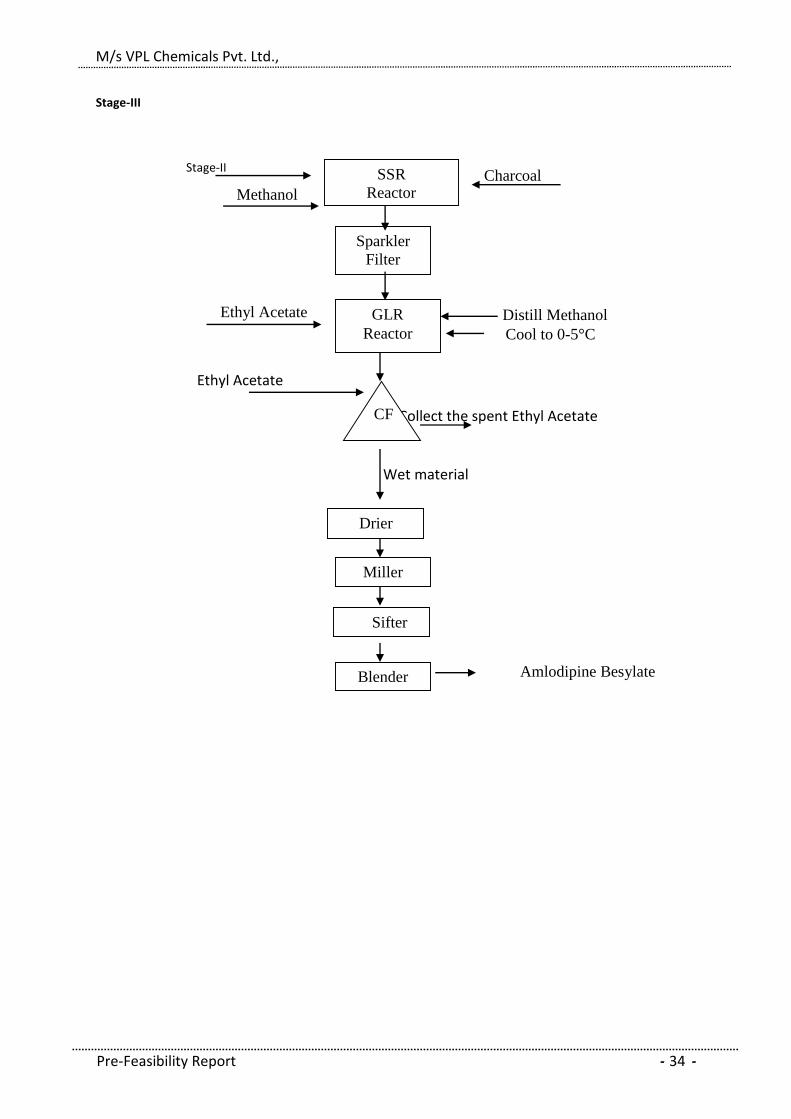
tray drier. The Material is air dried for 1 hour and then at 60C to 65C with steam. Drying is continued till water content is less than 0.5% w/w. Dried material is unloaded and taken for next stage of purification. Stage III (Purification) The stage II material is taken in a reactor and treated with methanol and charcoal and filtered. The filtrate is distilled to remove methanol and the residue cooled. Ethyl acetate is added to the residue and centrifuged, the mother liquor is collected to recover the ethyl acetate and the wet material is dried. 3.2 ROUTE OF SYNTHESIS
Cl
N+
O
CH3
O
CH3
H
O N
O
O
O CH3
O
Stage-1
CH3 NH2
Phthloyl Amlodipine
M.F :C28H27ClN2O7
M.W :538.98
Mono Methyl Amine
+
Cl
N+
O
CH3
O
CH3
H
O
O CH3
O
NH2
Amlodipine base
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 32 -
Cl
N+
O
CH3
O
CH3
H
O
O CH3
O
NH2
+ S
O
O
OH
Cl
N+
O
CH3
O
CH3
H
O
O CH3
O
NH2
S
O
O
OH
Amlodipine besylate
Stage-2
Cl
N+
O
CH3
O
CH3
H
O
O CH3
O
NH2
+ S
O
O
OH
Cl
N+
O
CH3
O
CH3
H
O
O CH3
O
NH2
S
O
O
OH
Amlodipine besylate
Stage-2
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 33 -
3.3 FLOW CHART Stage-I
MMA
Phthaloyl Amlodipine
Water
To next step
Stage-II
Dried Stage II
SSR
Reactor
Centrifuge ML’s to ETP
Wet material
Drier
Drying
Stage-1
Water
Reactor Stage-I
material
Water + Benzene
Sulphonic acid
Water
Dryer
CF ML’s to ETP
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 34 -
Stage-III Stage-II
Ethyl Acetate
Collect the spent Ethyl Acetate
Wet material
SSR
Reactor
Sparkler
Filter
GLR
Reactor
Drier
Charcoal Methanol
Distill Methanol
Ethyl Acetate
Cool to 0-5°C
Amlodipine Besylate
Miller
Sifter
Blender
CF
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 35 -
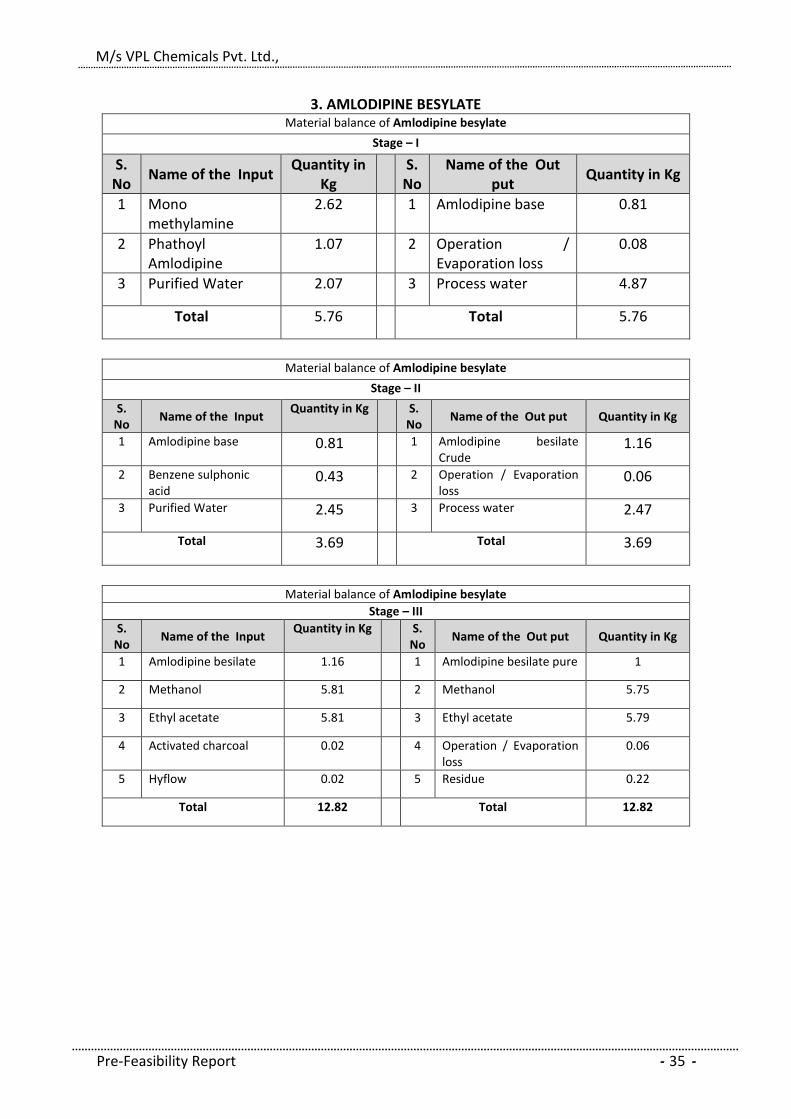
3. AMLODIPINE BESYLATE Material balance of Amlodipine besylate
Stage – I
S. No
Name of the Input Quantity in
Kg S.
No Name of the Out
put Quantity in Kg
1 Mono methylamine
2.62 1 Amlodipine base 0.81
2 Phathoyl Amlodipine
1.07 2 Operation / Evaporation loss
0.08
3 Purified Water 2.07 3 Process water 4.87
Total 5.76 Total 5.76
Material balance of Amlodipine besylate
Stage – II
S. No
Name of the Input Quantity in Kg S.
No Name of the Out put Quantity in Kg
1 Amlodipine base 0.81 1 Amlodipine besilate Crude
1.16
2 Benzene sulphonic acid
0.43 2 Operation / Evaporation loss
0.06
3 Purified Water 2.45 3 Process water 2.47
Total 3.69 Total 3.69
Material balance of Amlodipine besylate
Stage – III
S. No
Name of the Input Quantity in Kg S.
No Name of the Out put Quantity in Kg
1 Amlodipine besilate 1.16 1 Amlodipine besilate pure 1
2 Methanol 5.81 2 Methanol 5.75
3 Ethyl acetate 5.81 3 Ethyl acetate 5.79
4 Activated charcoal 0.02 4 Operation / Evaporation loss
0.06
5 Hyflow 0.02 5 Residue 0.22
Total 12.82 Total 12.82
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 36 -
4. Fluconazole
4.1 Brief Manufacturing Process Stage-1 To di-floro aceto phenone material, 1,2,4 trizole, Toluene and TMSI is added slowly and the mass is maintained for about 4 hours, Adjust pH with KOH flakes and kept under maintenance at 65-68oC,Cool to 5oC and centrifuge, washed with Toluene. The wet material is charged in
to SS tray drier. The Material is air dried for 1 hour and then at 45C to 50C with steam. Drying is continued till LOD content is less than 0.5% w/w. Dried material is unloaded and taken for next stage of purification. Stage 2 The stage I material is taken in a reactor and treated with MDC, Citric acid adjust the pH 3.5 with HCL and charcoal and filtered. The filtrate is distilled to remove MDC and the mother liquor is collected to recover the MDC and the wet material is dried. 4.2 ROUTE OF SYNTHESIS
Stage-I&II
O
N
N
NF
F
NH
N
N
OH
N
N
NF
F
N
N
N
+
2,4-Difluoro-1-(1H-1,2,4 Trizoyl) Aceto phenone
C10H7F2N3O 223.18
1,2,4 Trizole
C3H9IOS 69.06
TMSI
FLUCONAZOLE
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 37 -
4.3 FLOW CHART Stage-1 Difloro Aceto phenone RO Water TMSI Potassium Hydroxide 1,2,4 Triazole Toluene Maintenance at 65-68oC Distillation Crystallization Centrifuge and Toluene washing Unloading the material
Ethyl-2-(3-cyano-4-isobutoxyphenyl)-4-methyl-5-thiazolecarboxylate (NV07-3) is
hydrolyzed with sodium hydroxide solution in isopropyl alcohol to furnish the product. The
pH is adjusted with hydrochloric acid and solid is separated by filtration as Febuxostat
crude.
Stage-II
Febuxostat (crude) is dissolved in acetone and charcolised. After filtration, acetone is
distilled out and solid is filtered to give Febuxostat.
5.2 Route of Synthesis:
Ethyl-2-(3-Cyano-4-isobutoxyphenyl)-4- IPA, NaOH, HCl Febuxostat Crude methyl-5-thiazolecarboxylate M.Wt.=344.428 Stage II – Purification of Febuxostat
H 3C H O
H 3C
H O S O Acetone S
H 3C O O
N
H 3C O
C H 3
C H 3 N
N Febuxostat Crude N Febuxostat
M.Wt=316.37
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 41 -
5.3 Process Flow chart:
STAGE –1: NV07-3 Purified Water Sodium hydroxide Hydrochloric acid Isopropyl alcohol Maintenance Temp. Distillation Crystallization Centrifuge and EA washing Unloading the material (Stage-1)
Purification:
Stage-I Crude Acetone
Temp. Maintenance
Centrifuge and Acetone Washing Unloading the material (Pure)
6.1 PROCESS DESCRIPTION Stage-I (+)-3-(Carbamoy methyl)-5-methyl hexanoic acid (Di Acid) react with R(+) Phenyl Ethyl amine in the presence of Chloroform to get the product R-(-)-3-(Carbamoylmethyl)-5-methylhexanoic acid Stage-II R-(-)-3-(Carbamoylmethyl)-5-methylhexanoic acid react with Bromine in the presence of alkaline condition by using sodium hydroxide in the presence of chloroform and purified water to get pregabalin technical Stage-III The product of Pregabalin, the technical grade, dissolved with Iso propyl alcohol at temperature 80-85oC and filtered the reaction mass. Then cool to 0-5oC then filter in Centrifuge to get Pregabalin pharma
6.2 ROUTE OF SYNTHESIS Stage-I
NH2
OCH3
CH3
OH O
CH3 NH2
R-(+)-1-Phenyl ethyl amine salt ofR-(-)-3-(Carbamoylmethyl)-5-methylhexanoic acid
1 Stage I Product 0.0423 Dabigetran 0.05 Final Product
2 Hexa chlorofomate 0.014 Potassium chloride
0.0063 To Wastewater
3 Acetone 0.6 Water formed in reaction
0.0014 To Wastewater
4 Potassium Hydroxide
0.0048 Acetone recovered
0.5748 Recovered & Reused
5 Hydrochloric acid 0.00019 Acetone loss 0.0036 Fugitive loss
6 Water 0.5 Acetone to Wastewater
0.0048 To Wastewater
Acetone residue 0.0168 Solvent in residue
Organics
Stage I Product 0.0025 Organic residue
Hexa chlorofomate
0.0008 Organic residue
Water 0.5001 To Waste water
Total Input 1.1612 Total out put 1.1612
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 52 -
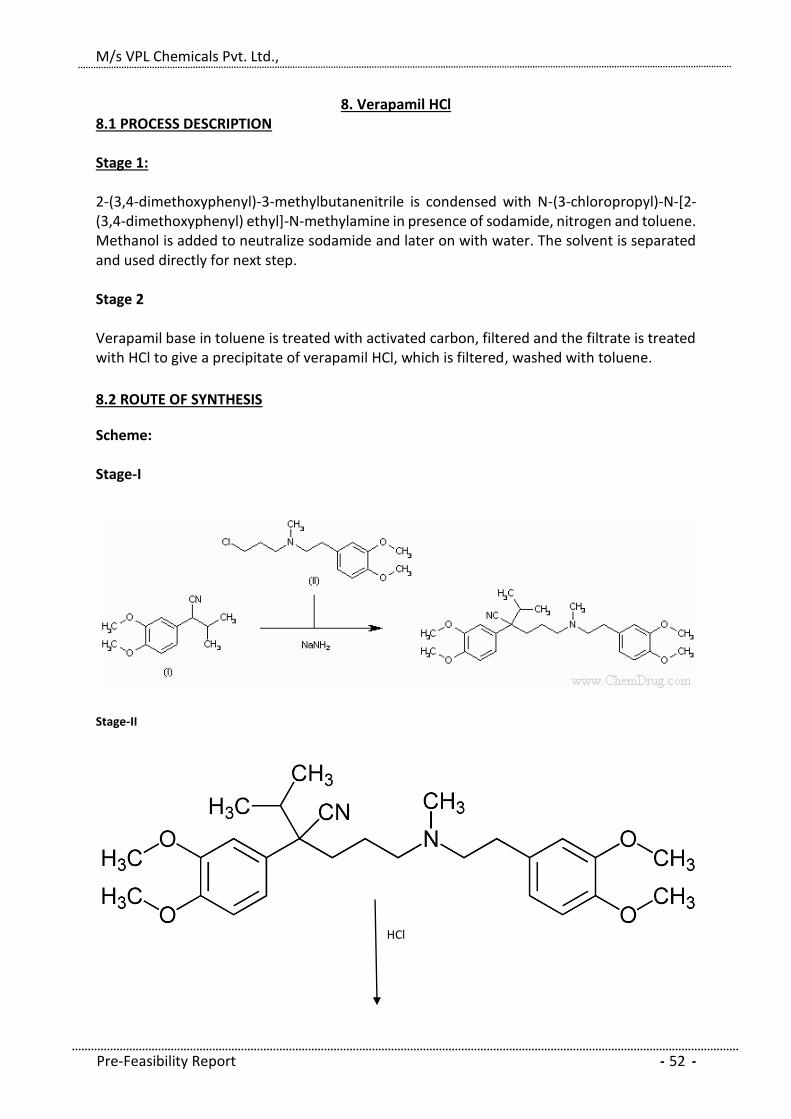
8. Verapamil HCl 8.1 PROCESS DESCRIPTION Stage 1: 2-(3,4-dimethoxyphenyl)-3-methylbutanenitrile is condensed with N-(3-chloropropyl)-N-[2-(3,4-dimethoxyphenyl) ethyl]-N-methylamine in presence of sodamide, nitrogen and toluene. Methanol is added to neutralize sodamide and later on with water. The solvent is separated and used directly for next step. Stage 2 Verapamil base in toluene is treated with activated carbon, filtered and the filtrate is treated with HCl to give a precipitate of verapamil HCl, which is filtered, washed with toluene.
TR Chloro Compound Purified Water MIBK Sodium Bi Carbonate Potassium Iodide Ethyl Acetate Maintenance Temp. Distillation Crystallization Centrifuge and EA washing Unloading the material (Stage-1)
SS Reactor
1.6 KL
CF
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 57 -
Stage-2
Stage-1 Material Sodium Boro Hydried Methanol
Temp. Maintenance 65-68oC
pH Adjustment 6.50 to 6.80 Centrifuge and Methanol Washing Unloading the material (Crude)
Purification:
Stage-II Crude Methanol
Temp. Maintenance 65-68oC
Cool to 5oC Centrifuge and Methanol Washing Unloading the material (Pure)
SS Reactor
103
CF
SS Reactor
103
CF
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 58 -
Material balance of Terfenadine
Stage – I
S. No Name of the Input Quantity in
Kg S. No
Name of the Out put
Quantity in Kg
1 1-(4-tert-butylphenyl)-4-chloro-1-butanone
0.91
1
Stage-I 1.18
2 Azacyclonol 0.77 2
Operation / Evaporation loss
0.2
3 Purified water 2.27 3 Process water 2.6 4 Sodium bi carbonate 0.39 Ethyl Aceate 0.98 5 Potassium Iodide 0.01 Residue 0.47 6 Ethyl Aceetate 1.08
3.6 RAW MATERIALS The raw materials required for the manufacture of APIs are appended in the table 3.2 below. Raw materials as listed will be procured as per the production requirement.
Table -3.2 Raw Materials Requirement for manufacture of API Sl.
No. Product Raw materials Quantity required Solvents
3.6.1 STORAGE FACILITY FOR RAW MATERIALS AND PRODUCTS Adequate storage facilities are provided for the raw materials, products etc. the details of
Storage Facilities is given in Table-3.3
Table 3.3:- Details of Storage Facilities
Sl. No. Storage Facility for Facility
1 Raw Materials Warehouse 2 Products Bonded finished goods store 3 Industrial Effluent Effluent treatment Plant with Multiple Effective
Evaporator (MEE) followed by RO filtration with adequate storage tanks
4 Hazardous Waste In organic Process residue and organic waste from process is collected in HDPE Bags and sent to PCB authorized Processers for land filling Spent carbon is collected in HDPE Bags and sent to PCB authorized Processers for land filling Used Containers after detoxification will be sold to authorized agents.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 63 -
3.6.2 MACHINERY & EQUIPMENT DETAILS The detailed list of machinery & equipments in the industry are appended in the tables 3.4 below
Location: Pharma Block
Table 3.4 List of Major Production Equipment
Location: Intermediate Block
Sl. No.
Name of the Equipment Identification Number
MOC Capacity
1. Glass Lined Reactor R-107 GLR 1.6 KL 2. SS Reactor R-106 SS 316 2.0 KL 3. Leaf Filters LF-01 SS 316 100 L 4. Nutsche Filter NF-02 SS 316 500 L 5. Centrifuge CF-02 SS 316 36” 6. Tray Dryer TD-02 SS 316 48 Trays 7. Multi Mill MM-01 SS 316 100 Kg / Hr 8. Double Cone Blender B-01 SS 316 500 L 9. Sifter SF-01 SS 316 30” 10 Pulveriser PUL-01 SS 316 50 Kg / Hr
Sl. No.
Name of the Equipment
Identification Number
MOC Capacity
1. Glass Lined Reactor R-104 GLR 3.0 KL 2. Glass Lined Reactor R-102 GLR 1.6 KL 3. Glass Lined Reactor R-109 GLR 3.0 KL 4. SS Reactor R-105 SS 316 3.0 KL 5. SS Reactor R-103 SS 316 2.0 KL 6. SS Reactor R-101 SS 316 1.6 KL 7. SS Reactor R-108 SS 316 2.0 KL 8. SS Receivers REC-01 SS 316 500 L 9. SS Receivers REC-02 SS 316 500 L
10. SS Receivers REC-03 SS 316 500 L 11. SS Addition Tanks AT-01 SS 316 500 L 12. SS Addition Tanks AT-02 SS 316 500 L 13. SS Addition Tanks AT-03 SS 316 500 L
14. FRP Addition Tanks AT-04 FRP 500 L
15. Leaf Filter LF-101 SS 316 100 L
16. Nutsche Filter NF-101 SS 316 500 L
17. Centrifuge CF-101 SS 316 48”
18. Tray Dryer TD-101 SS 316 48 Trays
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 64 -
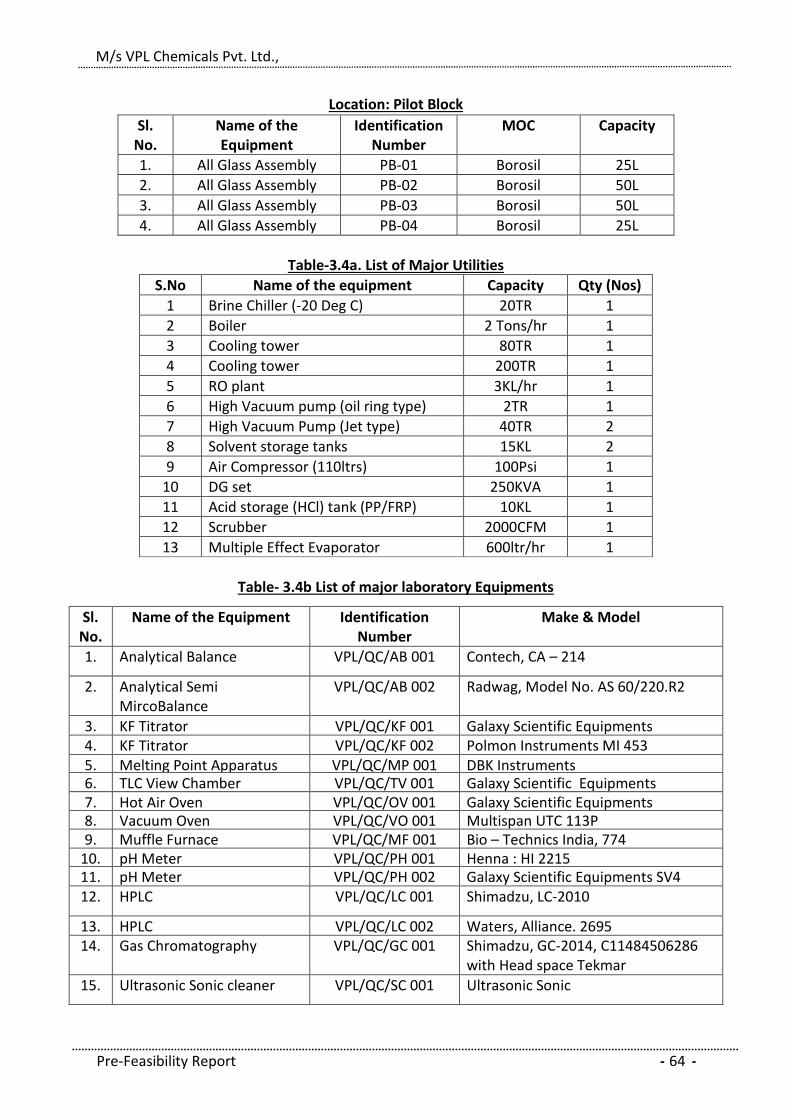
Location: Pilot Block
Table-3.4a. List of Major Utilities
S.No Name of the equipment Capacity Qty (Nos)
1 Brine Chiller (-20 Deg C) 20TR 1
2 Boiler 2 Tons/hr 1
3 Cooling tower 80TR 1
4 Cooling tower 200TR 1
5 RO plant 3KL/hr 1
6 High Vacuum pump (oil ring type) 2TR 1
7 High Vacuum Pump (Jet type) 40TR 2
8 Solvent storage tanks 15KL 2
9 Air Compressor (110ltrs) 100Psi 1
10 DG set 250KVA 1
11 Acid storage (HCl) tank (PP/FRP) 10KL 1
12 Scrubber 2000CFM 1
13 Multiple Effect Evaporator 600ltr/hr 1
Table- 3.4b List of major laboratory Equipments
Sl. No.
Name of the Equipment
Identification Number
MOC Capacity
1. All Glass Assembly PB-01 Borosil 25L
2. All Glass Assembly PB-02 Borosil 50L
3. All Glass Assembly PB-03 Borosil 50L
4. All Glass Assembly PB-04 Borosil 25L
Sl. No.
Name of the Equipment Identification Number
Make & Model
1. Analytical Balance VPL/QC/AB 001 Contech, CA – 214
2. Analytical Semi MircoBalance
VPL/QC/AB 002 Radwag, Model No. AS 60/220.R2
3. KF Titrator VPL/QC/KF 001 Galaxy Scientific Equipments 4. KF Titrator VPL/QC/KF 002 Polmon Instruments MI 453 5. Melting Point Apparatus VPL/QC/MP 001 DBK Instruments 6. TLC View Chamber VPL/QC/TV 001 Galaxy Scientific Equipments 7. Hot Air Oven VPL/QC/OV 001 Galaxy Scientific Equipments 8. Vacuum Oven VPL/QC/VO 001 Multispan UTC 113P 9. Muffle Furnace VPL/QC/MF 001 Bio – Technics India, 774
10. pH Meter VPL/QC/PH 001 Henna : HI 2215 11. pH Meter VPL/QC/PH 002 Galaxy Scientific Equipments SV4 12. HPLC VPL/QC/LC 001 Shimadzu, LC-2010
15. Ultrasonic Sonic cleaner VPL/QC/SC 001 Ultrasonic Sonic
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 65 -
3.7 RESOURCE OPTIMIZATION/RECYCLING AND RE-USE ENVISAGED IN THE PROJECT 3.7.1 Solvent Recovery & Re-Use Various solvents are proposed to be used during the manufacturing process. The solvents
proposed to be recovered and recycled during the process of recovering the solvent of such
product are detailed in table 3.5 below.
Table 3.5 Solvent Recovery
Sl.No
Product Raw materials Quantity (kg/annum)
Recovered and recycled
Lost
1 Fexofenadine HCL Stage 1
Ethyl acetate 52920 5400
Stage 2 Methanol 176580 19440
Stage 3 Iso propyl alcohol 27000 2700
Methanol 27000 2700
Methyl iso butyl ketone
186840 9720
2 Ambroxol HCL Stage 1
Methanol 198180 22140
Stage 2 Acetone 298080 25920
3 Amlodipine besylate Stage 3
Methanol 310500 3240
Ethyl acetate 312660 1080
4 fluconazole Toluene 18360 2700
5 Febuxostat Iso propyl alcohol 68460 3600
Acetone 152052 8004
6 Pregabalin Stage 3
Iso propyl alcohol 162000 7560
7 Dabigetran Iso propyl alcohol 44100 227
Acetone 6897.6 432
8 Verapamil HCL Stage 1
Toluene 249840 9720
Stage 2 Toluene 200880 1800
9 Terfenadine Ethyl acetate 35280 3600
Stage 2 Methanol 153360 8280
Note: * The solvent lost during the process of solvent distillation is mainly due to organic thermal disintegration and in form of residue left behind from the bottom un-distilled product. Evaporation loss is minimized by the passage of chilled water through the condenser.
20. Potentiometer VPL/QC/AT 001 Spectra Lab Model No. AT38-C
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 66 -
3.7.2 SOLVENT RECOVERY SYSTEM 1. Solvent to be recovered is transferred in to a closed, Jacketed, Vertical, cylindrical and
agitated reactor.
2. Control measure for reactor, are Temperature, Pressure and speed of agitator.
3. Reactor Jacket has all the utility connections.
4. Vapor line connected to primary condenser, where in the cooling water is circulated.
(Cooling water has the multi pass facility to achieve better heat transfer and counter flow).
5. The system has an additional facility of reflux system.
6. The condensed liquid from primary condenser will flow to secondary condenser by
gravity, where in chilled water is circulated for further sub cooling of recovered solvent.
7. The vent of primary condenser is connected again to the same secondary condenser with
necessary control valve system. In total secondary condenser acts like sub cooler and as
well as vent cooler.
8. The measure control for both condenser and sub cooler are pressure and temperature
both on tube side and on shell side.
9. The sub cooled solvent then flows and collects in 2 receivers, where in further cooling is
made by circulating the chilled brine. The measure control for both receiver is the
temperature and pressure in shell as well as in Jacket.
10. The vent is always from the receiver to the wet scrubber or the vacuum pump.
3.8 HAZARDOUS RAW MATERIALS USED IN THE MANUFACTURING PROCESS The following raw materials used during the process of manufacture of APIs are hazardous in nature according to Manufacture, Storage and Import of Hazardous Chemical (Amendment) Rules, 19th January 2000, Schedule I, Part II in the table 3.6
Table: 3.6 Hazardous raw materials
Hazardous raw material Sl. No. as per Manufacture, Storage and Import of Hazardous Chemical (Amendment) Rules, 19th January 2000, Schedule I, Part II
Hydrochloric acid 313
Ethanol 248
Sodium Hydroxide 571
Potassium hydroxide 522
Methanol 377
Toluene 628
Iso Propyl Alcohol 334
Formaldehyde 295
Dimethyl Amine 215
Acetone 4
Chloroacetyl Chloride 124
Methylene chloride 400
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 67 -
3.8.1 Hazardous waste generation and its management during the manufacturing process
The hazardous wastes generated during the process of manufacture of different APIs are
stored at hazardous waste storage area and sent to authorize processers. The quantities of
hazardous waste generated from various processes are shown in the Table- 3.7.
1. Solvent residue/ Spent Carbon
Table: 3.7 Quantity of process residue generation from solvent recovery and Carbon waste
generated from manufacturing process
Sl. No.
APIs Quantity of hazardous waste generated, kg/annum
Spent Carbon waste generated, kg/annum
1 Fexofenadine HCl Stage 1
25380 -
Stage 2 23760 -
Stage 3 17820 - 2 Ambroxol HCl
Stage 1 17820 -
Stage 2 18360 1080
3 Amlodipine Besylate 11880 1080
4 Fluconazole stage 1 64260
Stage 2 16200 3240
5 Febuxostat 3468
Stage 2 4404 2244
6 Pregabalin Stage 1 8172 -
Stage 2 16560 -
7 Dabigatran 34200 -
Stage 2 26700 -
8 Verapamil HCl stage 1 38520 -
Stage 2 7200 -
9 Terfenadine 16920 -
Stage 2 18720 -
TOTAL 3,70,344 7,644
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 68 -
3.8.2 Hazardous Waste Quantity and Disposal Details
Table 3.8 Hazardous Waste Quantity and Disposal Details
Sl. no
Hazardous waste Quantity kg/annum
Disposal Details
1 Residue from the manufacturing process
3,70,344 In organic Process residue and organic waste from process is collected in HDPE Bags and sent to PCB authorized Processers for land filling
2 Spent Carbon 7,644 Spent carbon is collected in HDPE Bags and sent to PCB authorized Processers for land filling 3 Waste oil
generation from DG set
200 Collected and sent to authorized reprocessors
4 Inorganic salt from MEE.
52,800 Spent carbon is collected in HDPE Bags and sent to PCB authorized Processers for land filling 5 Used Containers 12 kg Used Containers after detoxification will be sold to authorized agents.
3.9 DOMESTIC SOLID WASTE RE-USE
The total quantity of domestic wastes generated is about 12.5 kg/day which will be segregated at source, collected in bins and composted. The composted waste will be used as manure for landscape development.
3.10 WATER, ENERGY/POWER REQUIREMENT & SOURCE
3.10.1 Water
The water demand is met from Bore well water supply. The requirement of water for the unit is for domestic, industrial purposes. Details are appended in section 3.11.1 later in the report.
3.10.2 Power
The total power requirement of the industry is 150 kVA. Further two diesel generator of 250 kVA and 15 kVA capacity is installed to serve as an alternative source of power supply to this unit.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 69 -
3.11 WASTES GENERATED & SCHEME FOR THEIR MANAGEMENT/DISPOSAL
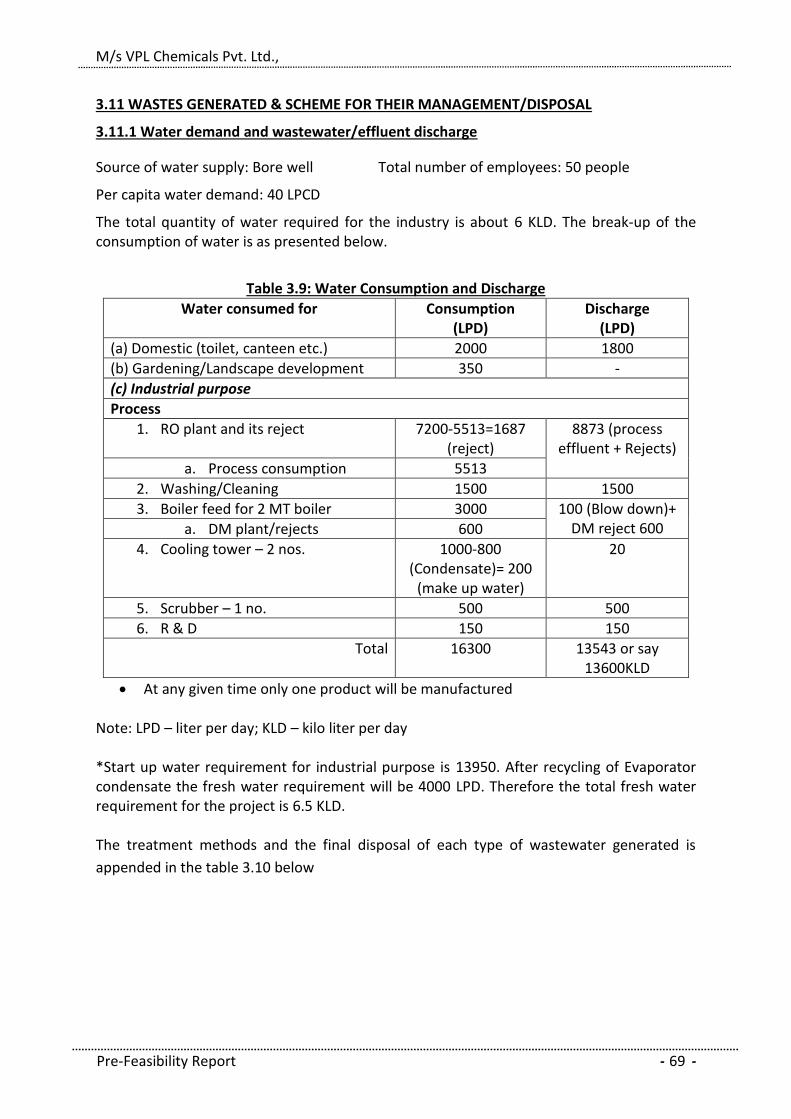
3.11.1 Water demand and wastewater/effluent discharge
Source of water supply: Bore well Total number of employees: 50 people
Per capita water demand: 40 LPCD
The total quantity of water required for the industry is about 6 KLD. The break-up of the consumption of water is as presented below.
Table 3.9: Water Consumption and Discharge
Water consumed for Consumption (LPD)
Discharge (LPD)
(a) Domestic (toilet, canteen etc.) 2000 1800
(b) Gardening/Landscape development 350 -
(c) Industrial purpose
Process
1. RO plant and its reject 7200-5513=1687 (reject)
8873 (process effluent + Rejects)
a. Process consumption 5513
2. Washing/Cleaning 1500 1500
3. Boiler feed for 2 MT boiler 3000 100 (Blow down)+ DM reject 600 a. DM plant/rejects 600
At any given time only one product will be manufactured Note: LPD – liter per day; KLD – kilo liter per day *Start up water requirement for industrial purpose is 13950. After recycling of Evaporator condensate the fresh water requirement will be 4000 LPD. Therefore the total fresh water requirement for the project is 6.5 KLD. The treatment methods and the final disposal of each type of wastewater generated is
appended in the table 3.10 below
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 70 -
Table 3.10: Sewage/effluent treatment and discharge
Sewage/effluent generated from
Treatment units provided Final disposal point
(a) Domestic Treated in Septic tank Disposed to Soak pit
(b) Industrial Collection tanks of 10 KL capacity (4 No.s) are provided.
Industrial effluent is proposed to be treated in Effluent Treatment Plant with Multiple Effect Evaporator (MEE) followed by RO filtration for treatment, reuse and disposal.
3.12 Product wise water consumption and discharge
Table 3.11: Product-wise water consumption for process and effluent discharge
Considering no. of working days/month = 25 1. Daily water consumption from process
= 1,37,804.75/25 = 5512.19 or say 5513 LPD 2. Daily effluent discharge from the process
= 179640/25= 7185.6 or say 7186 LPD 3. Daily effluent discharge from the washings/Cleaning
= 37500/25 = 1500 LPD
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 71 -
3.12.1 Waste Water Characteristics Table 3.12 Waste Water Characteristics
3.12.2 Treatment Scheme for Industry Waste water
Sl.No Characteristics
Units Values
1. pH Mg/L 6.20-6.50
2. Total Dissolved Solids Mg/L 10,500-19,500
3. Total Suspended solids Mg/L 130-180
4. Chemical Oxygen Demand Mg/L 1000-1800
5. Biological oxygen Demand Mg/L 1600-3000
6. Chlorides as Cl Mg/L <500
7 Sulphates as SO4 Mg/L <1500
8. Oil & Grease Mg/L <1.00
11743 LPD
Screening
Neutralization
tank
Clarifier Tank
Feed
Tank
Condensate
9982 LPD
(85%)
Inorganic
Residue
176 Kg
Loss
235 LPD
MEE
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 72 -
Water Balance Chart
LANDSCAPING 350 LPD
BOREWELL WATER SUPPLY
Cooling Tower bleed off 20 LPD
WATER CONSUMPTION- 6318 LPD or 6.5 KLD
DOMESTIC WATER DEMAND 2000 LPD
Scrubber
500 LPD Boiler consumption 3600-2700=900 LPD
Cooling tower Make - up water 200 LPD (1000-800 return)
Washing/ Cleaning
1,500 LPD
Scrubber effluent 500 LPD
INDUSTRIAL WATER DEMAND- 13950 LPD- Start up requirement Daily requirement after recycling from Evaporator Condensate:
13950 – 9982 = 3968 LPD or say 4KLD
RO water Plant
7200 LPD
Process consumption
5,513LPD
Domestic wastewater
1800 LPD
R&D
150 LPD
R&D effluent 150 LPD
DM tank 900 LPD
Boiler blow down
100 LPD + DM reject 600
* Process effluent & RO
rejects 8873 LPD
Washing effluent
1,500 LPD
12 KLD will be sent to Effluent Treatment Plant with Multiple Effect Evaporator followed by RO for Reuse
Loss 180 LPD
Septic tank Soak pit
Condensate, 2700
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 73 -
3.13 Air Pollution Details The major air pollution sources from the industry are DG set, boiler and process sections. These sources are provided with stacks of adequate height so as to disperse the emanating flue gases containing SPM, oxides of sulfur and nitrogen without affecting the ground level concentrations and packed column scrubbers are provided to the process sections with adequate stack height as per the regulatory requirements.
The sources of air pollution, type of fuel used, fuel consumption and chimney heights for each of the air pollution sources of the project are indicated in the following table 3.13.
Table-3.13 Air Pollution Sources and Control
SI. no.
Stack attached to
Fuel used Fuel consumption
Number of
stacks
Stack/s height
Air pollution control unit
Predicted emissions
1 Process section
- - 1 15 m ARL
Packed column scrubber – 1 no.
Acid mist/ VOCs
2 Steam boiler –2 Ton capacity – 1 no.s
1 ton capacity 1 no (proposed)
Briquette 334.81 Kg/hr
167.47 Kg/hr
1 30.48 m AGL
Mechanical dust collector
SO2, NOx, SPM
3 D.G. set – 250 kVA – 1 no.
15 kVA- 1 no (Proposed)
HSD 58.75 L/hr
3 .5 L/hr
1 5 m AGL
3m AGL
Stack SOx, NOx, SPM
4 Thermic Fluid Heater (Proposed)
Briquette 75 Kgs/hr 1 10 m AGL
Stack SOx, NOx, SPM
3.13.1 Scrubbing System Details
Evacuation 750M3/Hr at Room temperature Acid Fume Capacity 25 Kg/Hr Scrubbing Media Caustic Solution/Chilled water MOC PP+FRP, body made of 3mm PP and 5mm FRP Pickings 12mm Honeycomb packing in PVC Operating Temperature Ess than 350C Blower Capacity 750M3/Hr, 2 HP Motor
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 74 -
3.4 Scrubbing System
3.14 Noise pollution details The major source of noise pollution in the industry is the DG set for which acoustic enclosure is provided. Also ambient noise levels will be ensured within the ambient standards by inbuilt design of mechanical equipment and building apart from vegetation (tree plantations) along the periphery and at various locations within the industry premises. 3.15 Solid waste details The quantity of solid waste generated from the proposed industry is detailed in the following table 3.14.
Table: 3.14 Solid Waste Generation during the Operation Phase
Total no. of employees 50
Assuming per capita solid waste generation rate as 0.25 kg/capita/day
Quantity of solid waste generated 12.5 kg/day
Organic solid waste : 60 % of the total waste 7.5 kg/day
Inorganic solid waste : 40 % of the total waste 5 kg/day
Disposal of domestic solid waste The domestic wastes are segregated at source, collected in bins and composted.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 75 -
3.16 SCHEMATIC REPRESENTATIONS OF THE FEASIBILITY DRAWING
A schematic representation of the overall feasibility and environmental assessment process is shown in Figure 3.6.
Fig 3.6: Feasibility & environmental assessment process
Significant
Not
economic
Feasibility study conducted for newly proposed industry
Statement of intent by proponent
Guidelines for EIA by SEAC/MoEF
Abandon project
Determine the coverage of the EIA - scoping
Describe the environment – baseline study
Describe the project
Identify the impacts
Evaluate the impacts
Mitigation
Preventive measures
Prepare draft EIS
FINAL EIA REPORT
CONSIDER ALL PHASES OF PROJECT –
CONSTRUCTION, DEVELOPMENT, INSTALLATION &
FINAL OPERATION/ PRODUCTION
SO
CIO
-ECO
NO
MIC
ISSU
ES
MO
NIT
OR R
EVIE
W
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 76 -
4.1 SITE CONNECTIVITY
Table-4.1 Connectivity to Project Site
Sl. No.
Road Distance from the project site (km)
Direction w.r.t. project site
1 NH 207 1.4 North west
2 NH-4 1.7 South west
3 Dabaspet Railway station 2 North west
4 Tumkur 20 South west
5 Kempegowda International Airport, Bangalore
48 East
Fig- 4.1 Google Map Showing Connectivity to Project Site
Note: All distances mentioned are aerial.
CHAPTER 4
SITE ANALYSIS
Dabaspet
railway station
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 77 -
4.2 LAND FORM, LAND USE & OWNERSHIP M/s. VPL Chemicals Pvt. Ltd., is an Active Pharmaceutical Ingredients (APIs), manufacturing
industry already established at Plot No. 64, Sompura Industrial Area, Dabaspet, Nelamangala
Taluk, Tumkur Road, Bangalore. Now the proponents intend to expand and modify the
products in the existing facility.
4.3 TOPOGRAPHY
M/s. VPL Chemicals Pvt.Ltd., is located at latitude of 13°13'29.51"N & longitude
77°15'55.85"E at an elevation of 933 m above MSL. The topo map showing the location of the
project site is appended as fig 4.2.
Fig-4.2 Topo Map
Project Site
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 78 -
4.4 EXISTING LAND USE PATTERN Table 4.2 Existing Land Use Pattern
Sl. No.
Particulars Details Distance from the project site
(km)
Direction w.r.t. project site
1 Agriculture Minor activities - scattered Beyond industrial area
-
2 National park, forest
Bannerghatta national park
60 km South east
3 Water bodies Hosahalli lake 1.89 km South
Note: a) All distances mentioned are aerial. b) The project is a notified by KIADB, Karnataka Govt. industrial area.
4.5 EXISTING INFRASTRUCTURE
The list of existing infrastructure at the project site is 1. Water supply from Bore well 2. Power supply will be from BESCOM 3. Storm water drainage system is provided
4.6 SOIL CLASSIFICATION The soils of Bangalore Rural districts are broadly classified in to four categories viz (i). Loamy
soil (ii) Lateritic soil (iii) Lateritic gravelly soil and (iv) Red sandy soil. Red loamy soils generally
occur on hilly to undulating land slope on granite and granite gneisses. Lateritic soil occurs in
undulating terrain forming plain to gently sloping topography of peninsular gneiss region.
Lateritic gravelly soils occur in upland regions of lateritic soils, Red sandy soil occurs in
undulating land slopes. These soils are derived from acidic rocks granites and granitic gneiss.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 79 -
4.7 CLIMATIC DATA FROM SECONDARY SOURCES
Table 4.3: Meteorological Data of Bangalore for the Year 2015 Mont
h Temperature
0C Relative
humidity % Precipitation
rate (mm/hr)
Atmospheric pressure (mb)
Wind speed (m/s)
Inversion / mixing height
(m)
Cloud cover
(tenths)
Min Max Max Min Min Max Min Max Min Max Day Night Min Max
4.7.1 Temperature The mean maximum temperature is observed at (32°C) in the month of May and the mean
minimum temperature at (11.8°C) is observed in the month of December. In the summer
season the mean minimum temperature is observed during the month of March (16.4°C).
During the monsoon the mean maximum temperature is observed to be 30.9°C in the month
of June with the mean minimum temperature at 17°C during August. By the end of September
with the onset of post monsoon season (October - November), day temperatures drop
slightly with the mean maximum temperature at 28.8°C in October and mean minimum
temperature is observed at 16.8°C for both October & November. The values are presented
in table 4.3.
4.7.2 Relative Humidity
Minimum and maximum values of relative humidity have been recorded. The minimum
humidity is observed to be at 38.8% in the month of March and the maximum is 91.4% in the
month of September. The mean minimum values of humidity during summer, monsoon, post-
monsoon and rainy seasons are 38.8%, 71.7%, 73.5% & 44.8% during the months of March,
June, October and February respectively. Similarly the maximum values are 82.7%, 91.4%,
93.5%, 87.6% in the months of May, September, November & December during the summer,
monsoon and post monsoon & winter seasons. The values are presented in table 4.3.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 80 -
4.7.3 Rainfall
The monsoon in this region usually occurs twice in a year i.e. from June to September and
from October to November. The maximum annual rate of precipitation over this region ranges
between 1.02 to 4.83 mm/hr.
4.7.4 Atmospheric Pressure
The maximum and the minimum atmospheric pressures are recorded during all seasons. In
the summer season, the mean maximum and minimum pressure values are observed to be
917 mb in the month of March and 905 mb in the month of May respectively. During monsoon
season, the maximum pressure is 913 mb and minimum 904 mb. The maximum pressure
during the post-monsoon season is observed to be 915 mb in November and minimum
pressure is 904 mb in the month of October. During the winter season the minimum
atmospheric pressure is 906 mb in December and the maximum is 919 mb in the month of
January. The values are presented in table 4.3.
4.7.5 Inversion Height
The maximum inversion heights at the project site during the day time & night time for all the
months of the year is as given in the table 3.1. The maximum mixing height of 4000 m is
observed during the month of June during the night time and 3319 m during the month of
May during the day time. The minimum inversion heights are 1756 m in the month of
December during the day and 1786 m during the night in the month of February.
4.7.6 Cloud cover
The minimum cover measured in the unit of tenths is 2 and the maximum observed cloud
cover is 10.
4.7.7 Wind
The data on wind patterns are pictorially represented by means of wind rose diagrams for the entire year as figure 4.3 (for different seasons).
Predominant wind directions
Season Period Wind direction Summer March to May North West
Monsoon June to September East
Post monsoon October to November South West
Winter December to February North West
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 81 -
4.8 SOCIAL INFRASTRUCTURE
Infrastructure is the basic physical and organizational structures needed for the operation of
a society or enterprise or the services and facilities necessary for an economy to function.
The term typically refers to the technical structures that support a society, such as roads,
water supply, sewers, electrical grids, telecommunications and so forth and can be defined as
"the physical components of interrelated systems providing commodities and services
essential to enable, sustain or enhance societal living conditions”.
Viewed functionally, infrastructure facilitates the production of goods and services and also
the distribution of finished products to markets, as well as basic social services such as schools
and hospitals; for example, roads enable the transport of raw materials to a factory.
Table -4.4 List of Infrastructural Facilities in the Surroundings
Sl. No.
Hospital Distance from the industry
Direction w.r.t. the industry
1 Nelamangala General Hospital 19.8 South East
2 Harsha Hospital 18.8 South East
3 Manipal Hospital 20.2 North West
4 Nidavanda Govt.high school 10 South east
5 Nidavanda Railway Station 2.3 North East
6 Bangalore City Railway Station 43 South East
7 Kempegowda International Airport 48 East
Note: All distances mentioned are aerial.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 82 -
Fig 4.3: Wind Rose Diagrams
1. March to May (summer season)
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 83 -
2. June to September (monsoon season)
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 84 -
3. October to November (post monsoon season)
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 85 -
4. December to February (winter season)
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 86 -
CHAPTER 5
PLANNING BRIEF
5.1 PLANNING CONCEPT M/s. VPL Chemicals Pvt. Ltd., is an Active Pharmaceutical Ingredients (APIs) manufacturing industry. It is the expansion and modification project. The expansion and modification of the API’s will be done in the existing facility. 5.2 POPULATION PROJECTION The expansion and modification will be done in existing facility no construction activity is envisaged Total no. of people employed during operation phase: 50 people 5.3 LAND-USE PLANNING The land use planning is given in Table 5.1
Table 5.1: Land-Use Pattern
Sl. No. Particulars Area (SQM) In %
1 Total plot area 4856.23 100%
2 Hard paved area 926.23 20%
3 Landscape/Green-belt area 1500 30%
4 Built-up area 2430 50%
5.4 ASSESSMENT OF INFRASTRUCTURE DEMAND 1. National highway 207 is at 1.4 Km from project site
2. National highway 4 which connects Bangalore – Pune is at distance 1.7 km from project
site
3. The project is in designated industrial area internal roads in the industrial area and
project site is already available.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 87 -
5.4.1 Water supply & sewerage infrastructure Water demand for the industry is from Bore well. The domestic sewage generated is treated in septic tank and sent to soak pit. The industrial wastewater is treated in Effluent treatment Plant (ETP) with MEE followed by RO filtration for treatment, reuse and disposal. 5.5 AMENITIES/FACILITIES Proper site services such as with Drinking water, safety equipments & first Aid is provided to
the workers.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 88 -
CHAPTER 6
PROPOSED INFRASTRUCTURE
6.1 INDUSTRIAL AREA (PROCESSING AREA) M/s. VPL Chemicals Pvt. Ltd., is an Active Pharmaceutical Ingredients (APIs) manufacturing industry. The expansion and modification of the API’s will be done in the existing facility. 6.2 RESIDENTIAL AREA (NON PROCESSING AREA) The non-processing area is green belt and open area.
6.3 GREEN-BELT An area of 1500 Sq.m of total plot area is green-belt/landscape development. About 50 trees of various native/indigenous variety are already planted. Another 50 trees are proposed in the expansion project 6.4 SOCIAL INFRASTRUCTURE Details Given in Chapter- 4, section 4.8 6.5 CONNECTIVITY The site is well connected with roadways. NH-207 & NH-4 which is about 1.4 km & 1.7 km
respectively.
6.6 SEWERAGE SYSTEM Sewage pipes are laid in entire company for the removal and disposal of mainly non harmful
liquid wastes from the offices and domestic waste, these liquid wastes are sent to septic tank
& soak pit.
6.7 INDUSTRIAL WASTE MANAGEMENT The industrial wastewater is treated in Effluent Treatment Plant with Multiple Effect Evaporator followed by RO filtration for treatment, reuse and disposal.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 89 -
6.8 SOLID WASTE MANAGEMENT The domestic garbage is composted within the industry premises & the product will be used as manure for green-belt/landscape development. Hazardous solid waste will be stored in HDPE bags and sent to authorize reprocessors. 6.9 POWER REQUIREMENT & SUPPLY SOURCE The total power requirement of the industry is 150 kVA which is sourced from BESCOM.
Further two diesel generator of 250 kVA & 15 kVA capacity is installed to serve as an
alternative source of power supply to this unit.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 90 -
CHAPTER 7
REHABILITATION & RESETTLEMENT
PLAN
M/s VPL Chemicals Pvt. Ltd. is in a designated industrial area. The expansion and
modification will be in the existing facility. No home outstees/land outstees are expected &
hence no rehabilitation plan is envisaged.
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 91 -
CHAPTER 8
PROJECT SCHEDULE & COST
ESTIMATES 8.1 TIME SCHEDULE The time schedule for completion of the proposed project is given in the following table
Particulars Time schedule
Start of construction activity Existing plant
Completion Existing facility
8.2 ESTIMATED PROJECT COST Total capital investment on the proposed Project is detailed as under
Sl.No. Details In lakhs
1 Investment on Plant and machinery 5
2 Environment Management Budget 3
TOTAL 8
Eight Lakhs only
M/s VPL Chemicals Pvt. Ltd.,
Pre-Feasibility Report - 92 -
CHAPTER – 9
ANALYSIS OF PROPOSAL
Observing the demographic pattern of the study area it can be inferred that occupational pattern is a mixture more of agriculture rather industrial. The proposed project will increase the employment potential by creating direct and in-direct employment opportunities and thus be beneficial for the local and nearby populace The management of the industry gives preference to local people with both direct and indirect employment.