NATIONAL PRODUCTIVITY SUMMIT 2020 “Showcasing Competitiveness in Manufacturing” Productivity Summit 2020 AWARDS SPONSOR ® MEDIA PARTNER ORGANISED BY Indian Machine Tool Manufacturers’ Association 18 -19 December 2020 VIRTUAL EVENT JOIN THE BIGGEST PRODUCTIVITY MOVEMENT IN INDIA www.productivity.imtma.in
Transcript
NATIONAL PRODUCTIVITYSUMMIT 2020
“Showcasing Competitiveness in Manufacturing”
Productivity Summit 2020
AWARDS SPONSOR
®
MEDIA PARTNERORGANISED BY
Indian Machine Tool
Manufacturers’ Association
18 -19 December 2020 VIRTUAL EVENT
JOIN THE BIGGEST PRODUCTIVITY MOVEMENT IN INDIA
www.productivity.imtma.in
NATIONAL PRODUCTIVITYSUMMIT 2020
“Showcasing Competitiveness in Manufacturing”
Productivity Summit 2020
18 -19 December 2020 VIRTUAL EVENT
We are in the midst of the largest disruption of this century. This new 'Normal' of doing business is certainly
going to affect the way we do manufacturing. There is no better time than now when companies look ways to
improve their bottom lines through productivity improvement and cutting costs.
The unprecedented volatility in business cycles and the manufacturing landscape are driving companies to
enhance competitiveness through structured innovation, marked differentiation, cost reduction, and enhance
productivity. Companies will also have to revamp its manufacturing processes and business models from the
bottom up, to keep abreast of the evolving technologies, and leverage on the growing physical-digital
convergence in the manufacturing world, in order to build a sustainable competitive advantage and growth.
To champion the cause of productivity in the Indian manufacturing industry, Indian Machine Tool
Manufacturers' Association (IMTMA) is organizing the 14th edition of National Productivity Summit on 18 – 19
December 2020 (Virtual Summit). The event showcases best practices in manufacturing through enriching
keynotes and Live Case Study Presentations.
This summit brings out why companies should embrace an integrated approach to increase manufacturing
productivity, and how to prepare their people, processes and technology as part of this journey of productivity
excellence.
Industry leaders will share their knowledge and expertise on various facets of manufacturing competitiveness.
Dr. Gregory H WatsonChairman
Business Excellence Solutions
Finland
Mr. Vipin SondhiManaging Director & CEO
Ashok Leyland
India
ENRICHING KEYNOTE SESSIONS
IMTMA - ACE MICROMATIC PRODUCTIVITY
CHAMPIONSHIP AWARDS 2020
Witness Live Case Study Presentations on
some of the best practices in manufacturing.
The IMTMA - ACE MICROMATIC Productivity
Championship Awards 2020 will recognize and
reward outstanding efforts from the shortlisted
case studies of companies which have excelled
in achieving superior performance and gives
away cash prizes worth ̀ 10 Lakhs.
CONTESTING COMPANIES AND THEIR CASE STUDY SUMMARY
Quantum leap in productivity in gas cutting, with edge preparation of Pipes up to 1400 mm
dia. and 10 meters long
BHEL produces fabrication of heavy duty pipes, and their manufacturing process involves Gas / Flame cutting
of large pipes followed by edge preparation for welding. The pipes range from 100mm-1400mm diameter,
6-10m length, 5-100mm thickness and weigh between 3-10 tons. Gas cutting and edge preparation was
hitherto being done by turning the pipes manually with crow bars while operating on one quarter of the
circumference in each setup. A Rotator based positioner has been implemented for continuously rotating the
pipes, so as to improve productivity, safety and ergonomics.
Innovation in Plating process change leads not just to productivity improvement but also
step forward in the Industry 4.0 implementation
Brakes India were facing major quality issues due to black dots on plated parts, leading to rejections and
customer complaints. They addressed the problem by changing the Zinc Barrel Plating process from acidic
process to alkaline process. A major project was undertaken to modify innovatively the Zinc Plating Line as a
Combined Acid & Alkaline Zinc Plating Plant which is unique, with specific efforts to crunch the process cycle
time. They could achieve the quality target, improve productivity by 20%, avoid significant Capex incurrence,
and implemented bar code traceability in line with I4.0
300% ramp up of helicopter kits and that too in a short time!
Dynamatic-Oldland Aerospace supplies kits of some fabricated structural parts for BELL 407 Helicopters.
They had to gear up for a spurt in volumes from BELL and increase capacity from 3 helicopter kits / month to
9 kits / month at short notice. Their approach was advance planning, push for aggressive resources &
inventory management, use of Auto-nesting for optimizing and speeding up cutting of parts, and
implementing a number of administrative best practices. Not only did they smoothly ramp up production, but
also improved their operational performance and work culture.
Capacity doubling and signicant cost savings through Lean MOST methodology
Faiveley Transport Rail Technologies are the sole supplier of E70 brake panels for Indian Railways. In order to
address increase in demand, they were required to improve their process. After systematic process of VSM
(Value Stream Mapping) and application of MOST (Maynard Operation Sequence Testing) techniques, a
number of improvements were done in the bottleneck area. This included elimination of non-value adding
activities, layout changes and work-cell optimization, automation in testing of panels and nut runner
improvement. With these improvements, they were able to double their capacity and realise significant cost
savings.
Low Cost Automation and JIT, the magic wand, for a signicant enhancement of productivity
Cylinder kit line at Hero MotoCorp's facility at Neemrana produces kits of loose parts for two wheeler engine
cylinders. Owing to increase in demand, they were required to increase the production rate from 8 kits / minute
to 14 kits / minute. They have implemented Low Cost Automation through addition of conveyors in line with JIT
principles. They have also implemented modernization by replacing conventional label sticking on product,
with automated laser engraving on the fly. Apart from increasing the rate of production, they could also reduce
manpower and realised savings through the improvements.
Bharat Heavy Electricals Limited., Thirumayam
Brakes India, Chennai
Dynamatic-Oldland Aerospace, Bangalore
Faiveley Transport Rail Technologies India, Hosur
Hero MotoCorp, Neemrana
Automation & Robotics, a case study on reducing manual intervention to boost productivity
in MIM (Metal Injection Molding) parts
The performance of metal injection molding was suffering on account of sluggish process, higher dependence
on manual work, low productivity and consistency. Indo MIM have undertaken a drive to implement slew of
improvement measures such as use of tools with additional cavities, automation in thread unwinding, use of
Robots for material handling between machines, automation in de-gating operation and I4.0 based on line
productivity monitoring. With this, they could achieve about 30% increase in throughput per machine, and 45%
increase in throughput per operative.
Foundry productivity, prot and sustainability improvement through innovative yet frugal
solutions in core making
In line with Mahindra & Mahindra Group's commitment towards adopting Green manufacturing and reducing
Carbon footprint in their oldest plant, they identified captive foundry, and within the foundry, the Core shop as
the priority areas. Two varieties of cores were merged into one type for optimization of lines and handling. To
reduce handling of hot core and improve productivity, they have implemented automation and added
pneumatic sand transfer system. This resulted in improving productivity of Core shop by 110%, improving
production capacity of Crankcase castings by 50%, in addition to achieving aggressive environmental results.
They have also achieved I4.0 compatibility for energy monitoring.
Using latest cermet hobs to boost productivity in gear cutting
Tata Hitachi Construction Machinery manufactures Transmission devices and Gears for their products,
in-house. They had to scale up volumes by 50%, for which they considered options of achieving this with
minimal Capex. The original process of gear manufacturing was roughing by hobbing. They have changed the
process where directly Finish machining is done by cermet hobbing, followed by heat treatment. They could
achieve the required capacity for much lesser Capex and have verified gear quality with the new process.
Cobots on the y inspection; a case study of I4.0 implementation for quality
TVS Motor Company was faced with a pressing need to improve quality appeal, coupled with capacity rise.
Final inspection was identified as a vital area for improvement. They implemented AI backed, automated,
Cobot maneuvered, Digital camera based “in-line” 100% inspection from Left Hand (LH) and Right Hand (RH)
sides of two wheeler assembly line. Thus their capacity increased from 1000 products / shift to 1800 products /
shift, with much better assurance of quality and being able to stop the line at first appearance of any major
defect. It is an example of I4.0 implementation for quality.
Re-engineering of Chip compacting machine to improve productivity, reduce lead time and
better chip handling capacity
Yuken manufactures Chip Compacting machines to help machine shops in user industries to improve
Productivity in chip handling and to enable better realization of scrap value. The chip compacting machine has
been extensively reengineered for better productivity and operational performance, both for themselves as
well as to offer better value proposition to their customers. The principle benefits were reduction in Die change
time and power saving for their customers, and reduction of throughput time, inventory and import substitution
for Yuken.
Indo MIM, Bangalore
Mahindra & Mahindra, Automotive Division, Mumbai
Tata Hitachi Construction Machinery, Kharagpur
TVS Motor Company, Hosur
Yuken India Limited, Kolar
Low Cost Automation in Rasp teeth punching process
Adler Medieqip manufacture medical implants. When an implant is placed in Femoral hip joint to provide
support to the largest load bearing bone in the thigh, the cavity needs to be filed / rasped to match the shape of
implant. This is done with a Trial Rasping tool, with teeth punched on its surface for abrasive action. Teeth were
being manually punched on this tool which was low on Safety, Speed and Consistency. Besides, the punches
used needed frequent re-sharpening and punching, followed by annealing. A fixture was developed, which
positions the Rasp below a fly press for easy and consistent punching. The fixture has an embedded heating
coil in order to combine annealing within the punching process. The capacity could thus be raised from 1-1.5
Rasp / shift to 3-3.5 Rasps / shift.
Many Kaizens add up when a SME embarks on a Zero Effect Zero Defect journey- a case study
Khutale Engineering are “lean” suppliers of sheet and tube parts, and assemblies for White Goods industry. For
an all round improvement in their operations, they embarked upon Zero Effect and Zero Defect journey in letter
and spirit. They did extensive deployment of 5S, Safe practices / conditions, Poka Yoke, conservation measures
and addressed productivity issues by use of Digital Read Out and improvement in fixture, among other
measures. Significant multidimensional results could be achieved with this drive.
SPECIAL STREAM FOR SMALL & MICRO ENTERPRISES
Ÿ Learn & benchmark from best manufacturing practices
Ÿ Listen to keynote presentations from industry leaders
Ÿ Learn innovative approaches to address productivity challenges
Ÿ Exchange new ideas & concepts – Knowledge networking
Ÿ Ideal platform to interact and network with several manufacturing professionals
Wheels India
..... and many more ….
TOYOTA KIRLOSKAR AUTO PARTS
Adler Medieqip, Ratnagiri
Khutale Engineering, Satara
KEY TAKE AWAYS
PRODUCTIVITY CHAMPIONS OF EARLIER SUMMITS
PROGRAMME SCHEDULE
1000 : 1020 Welcome Address
1020 : 1050 Keynote Address : Dr. Gregory Watson, Chairman, Business Excellence Solutions
1050 : 1055 Introduction to next session
1055 : 1125 Case Study 1 : Quantum leap in productivity in gas cutting, with edge preparation of Pipes up to 1400 mm dia. and 10 meters long, Bharat Heavy Electricals Limited
1125 : 1130 Introduction to next session
1130 : 1200 Case Study 2 : 300% ramp up of helicopter kits and that too in a short time!, Dynamatic-Oldland Aerospace
1200 : 1205 Introduction to next session
1205 : 1235 SME Case Study 1 : Low Cost Automation in Rasp teeth punching process, Adler Medieqip
1235 : 1240 Introduction to next session
1240 : 1310 Case Study 3 : Low Cost Automation and JIT, the magic wand, for a signicant enhancement of productivity, Hero MotoCorp
1310 : 1400 Lunch Break
1400 : 1405 Introduction to next session
1405 : 1435 Case Study 4 : Foundry productivity, prot and sustainability improvement through innovative yet frugal solutions in core making, Mahindra & Mahindra
1435 : 1440 Introduction to next session
1440 : 1510 Case Study 5 : Re-engineering of Chip compacting machine to improve productivity, reduce lead time and better chip handling capacity, Yuken India
1510 : 1515 Introduction to next session
1515 : 1545 Case Study 6 : Using latest cermet hobs to boost productivity in gear cutting, Tata Hitachi Construction Machinery
1545 : 1550 Introduction to next session
1550 : 1620 Case Study 7 : Automation & Robotics, a case study on reducing manual intervention to boost productivity in MIM (Metal Injection Molding) parts, Indo MIM
1620 : 1625 Closing remarks by moderator
1000 : 1010 Glimpses of Day 1 sessions and introduction of Keynote speaker
1010 : 1040 Keynote Address: Mr. Vipin Sondhi, Managing Director & CEO, Ashok Leyland
1040 : 1045 Introduction to next session
1045 : 1115 Case Study 8 : Capacity doubling and signicant cost savings through Lean MOST methodology, Faiveley Transport Rail Technologies India
1115 : 1120 Introduction to next session
1120 : 1150 SME Case Study 2 : Many Kaizens add up when a SME embarks on a Zero Effect Zero Defect journey- a case study, Khutale Engineering
1150 : 1155 Introduction to next session
1155 : 1225 Case Study 9 : Innovation in Plating process change leads not just to productivity improvement but also step forward in the Industry 4.0 implementation, Brakes India
1225 : 1230 Introduction to next session
1230 : 1300 Case Study 10 : Cobots on the y inspection; a case study of I4.0 implementation for quality, TVS Motor Company
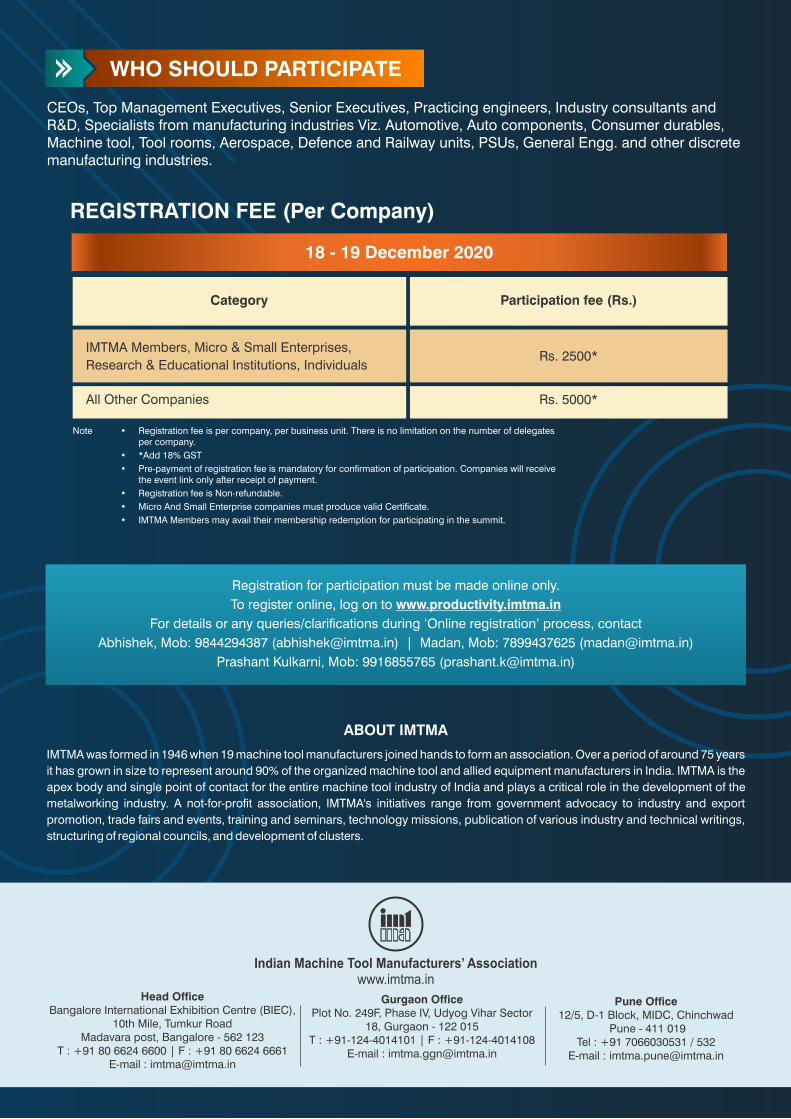
CEOs, Top Management Executives, Senior Executives, Practicing engineers, Industry consultants and R&D, Specialists from manufacturing industries Viz. Automotive, Auto components, Consumer durables, Machine tool, Tool rooms, Aerospace, Defence and Railway units, PSUs, General Engg. and other discrete manufacturing industries.