10 th International Conference on Wood and Biofiber Plastic Composites 11-13 May 2009, Madison, USA Natural Fiber Composites Manufactured using Long Fiber Thermoplastic (LFT) Compounding and Compression Moulding Kristiina Oksman Niska and Aji P Mathew Division of Manufacturing and Design of Wood and Bionanocomposites, Luleå University of Technology, Sweden www.ltu.se
Transcript
10th International Conference on Wood and Biofiber Plastic Composites11-13 May 2009, Madison, USA
Natural Fiber Composites Manufactured using Long Fiber Thermoplastic (LFT) Compounding and
Compression Moulding
Kristiina Oksman Niska and Aji P Mathew
Division of Manufacturing and Design of Wood and Bionanocomposites,Luleå University of Technology,
7-8. Cutting and separation units9. Handling system10. Compression moulding
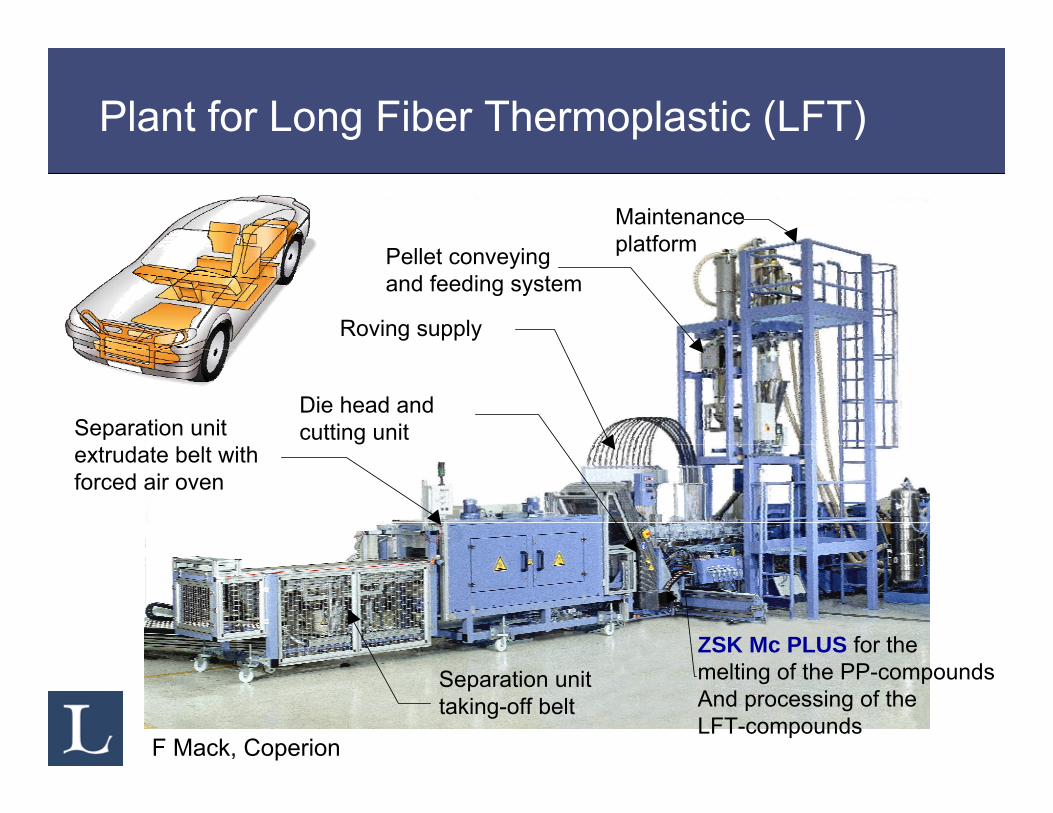
Plant for Long Fiber Thermoplastic (LFT)
ZSK Mc PLUS for the melting of the PP-compoundsAnd processing of the LFT-compounds
Separation unittaking-off belt
Roving supply
Die head and cutting unitSeparation unit
extrudate belt withforced air oven
Pellet conveyingand feeding system
Maintenanceplatform
F Mack, Coperion
Materials
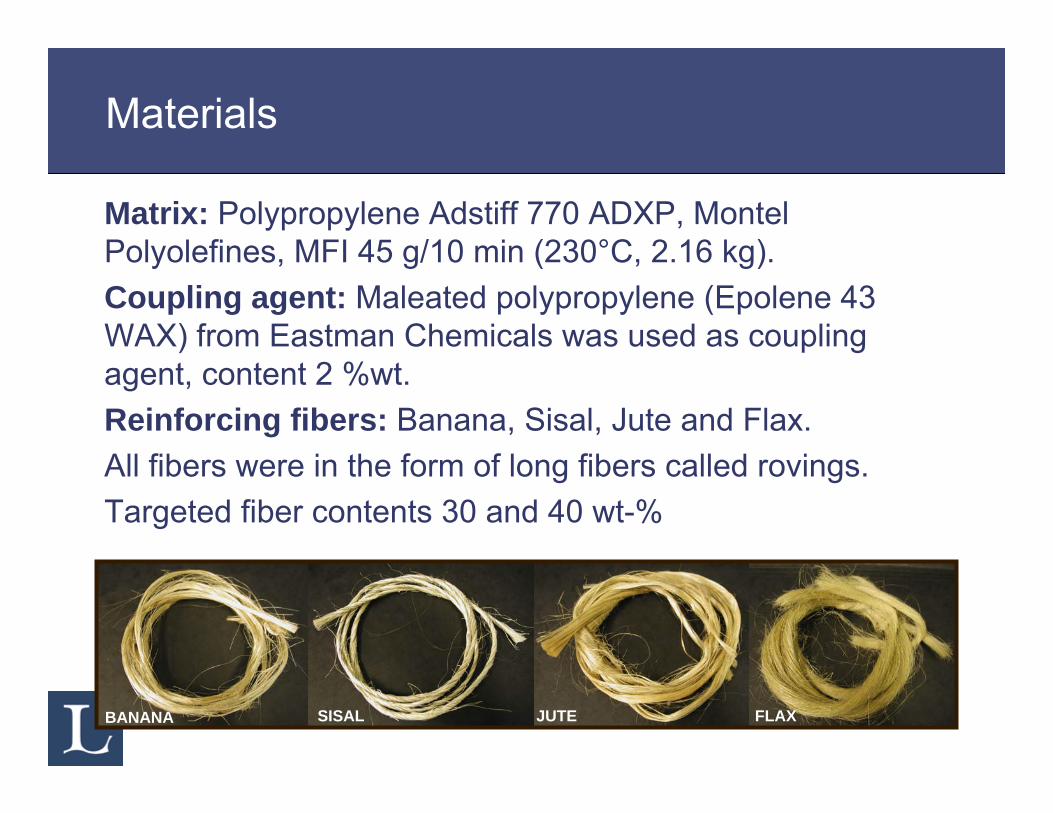
Matrix: Polypropylene Adstiff 770 ADXP, MontelPolyolefines, MFI 45 g/10 min (230°C, 2.16 kg).Coupling agent: Maleated polypropylene (Epolene 43 WAX) from Eastman Chemicals was used as coupling agent, content 2 %wt.Reinforcing fibers: Banana, Sisal, Jute and Flax.All fibers were in the form of long fibers called rovings.Targeted fiber contents 30 and 40 wt-%
BANANA SISAL JUTE FLAX
Characterization
Fiber breakage• Fibers were extracted from PP with xylene. The lengths
were measured with optical microscopy and image analysis.
Mechanical properties• The flexural testing according to ASTM D790 standard. • Impact testing was performed according to ISO 179
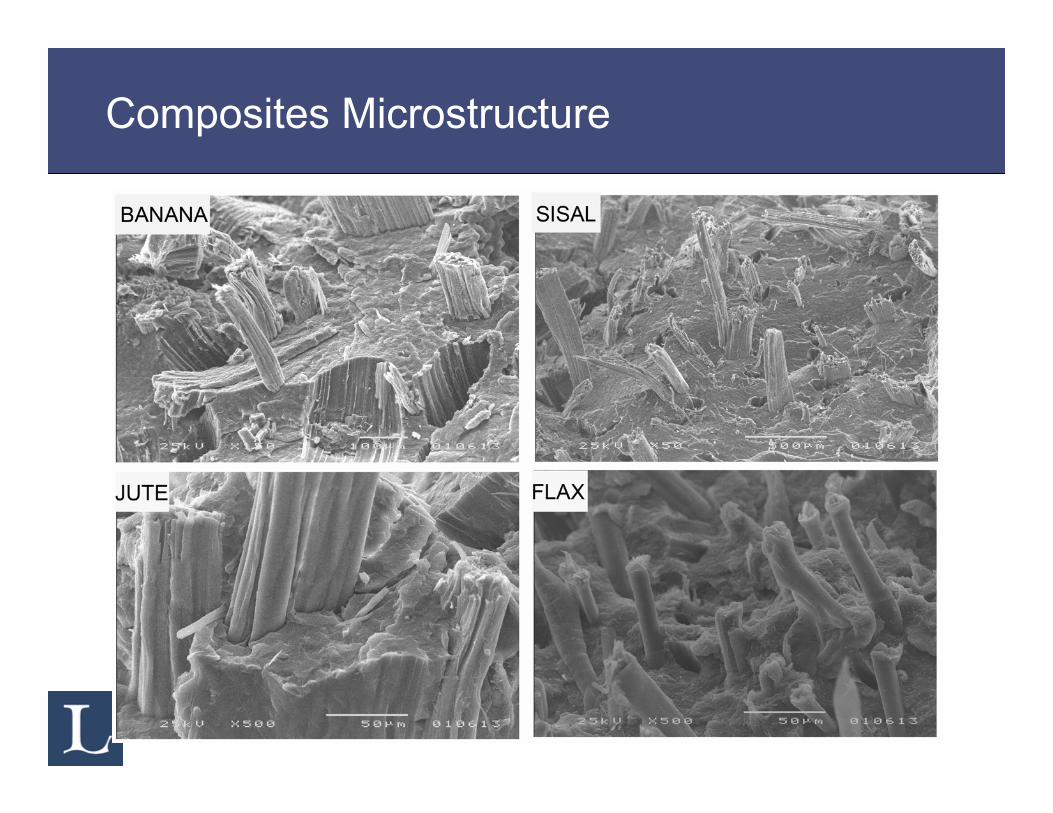
unnotched Izod standard. • At least ten specimens were tested for every material.Microstructure• Composites fractured surfaces and fibers were studied
with a scanning electron microscope, Jeol JSM 5200.
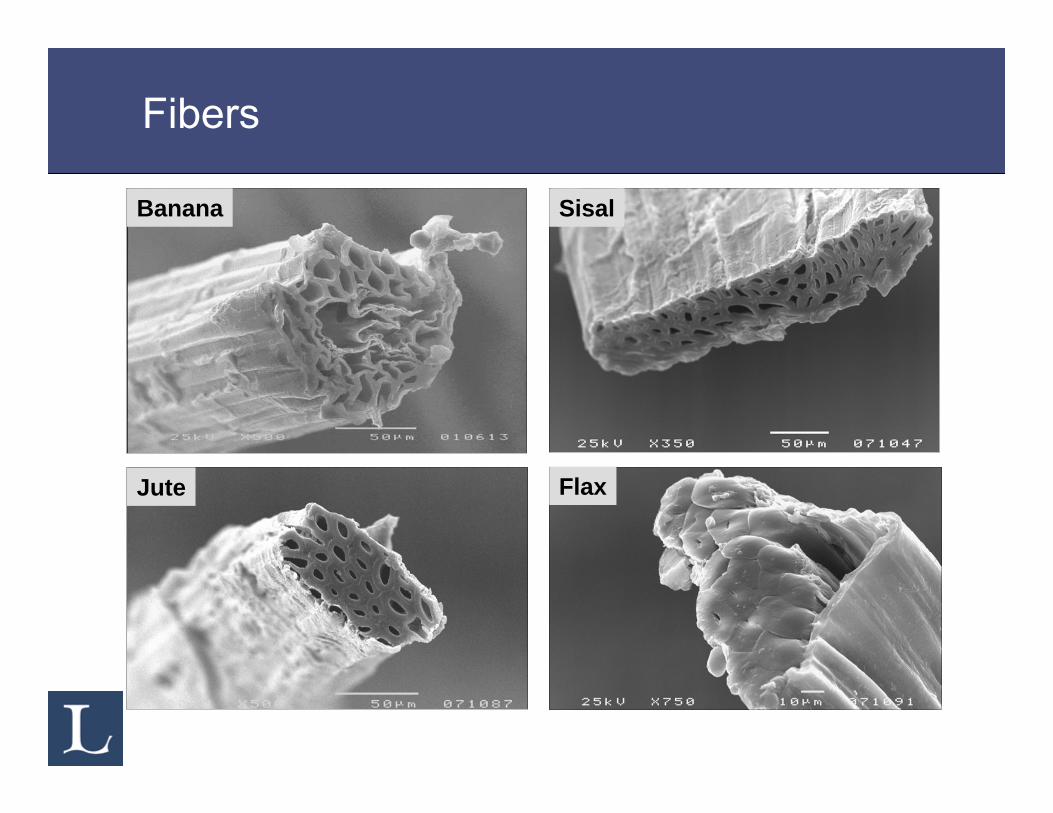
Fibers
Banana
Jute
Sisal
Flax
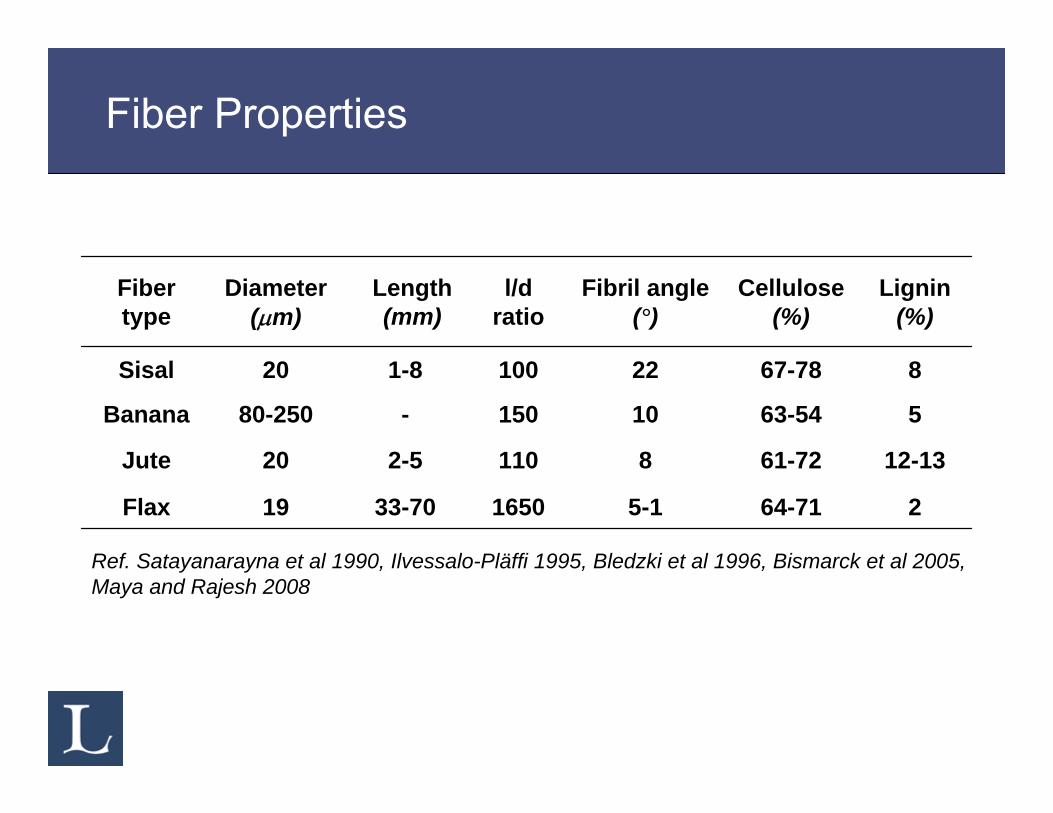
Mechanical Properties
Ref. Satayanarayna et al 1990, Ilvessalo-Pläffi 1995, Bledzki et al 1996, Bismarck et al 2005, Maya and Rajesh 2008
• Constant screw speed 300 rpm in main extruder and varied speed in side extruder
• Total output 16 kg/h• The targeted fibre contents were predecided and the fibre feeding
rate was calculated
F
F
Continuous Feeding of Fibers
Example: Total throught put 16 kg/hTargeted 40% fiber content, 6.4 kg/h fibersRoving weight: 12 g/m
Screw speed for fiber feeding 296 rpm
Targeted weight of fibres
length/revolution x time x weight/lengthScrew speed =
6400 / (0.03 x 60 x 12) = 296
Compression Moulding
Load 600 kNPressure 70 MPaMould temperature 50°CPress time 40 s
Fjellman Press, Mariestad, 3100 ton
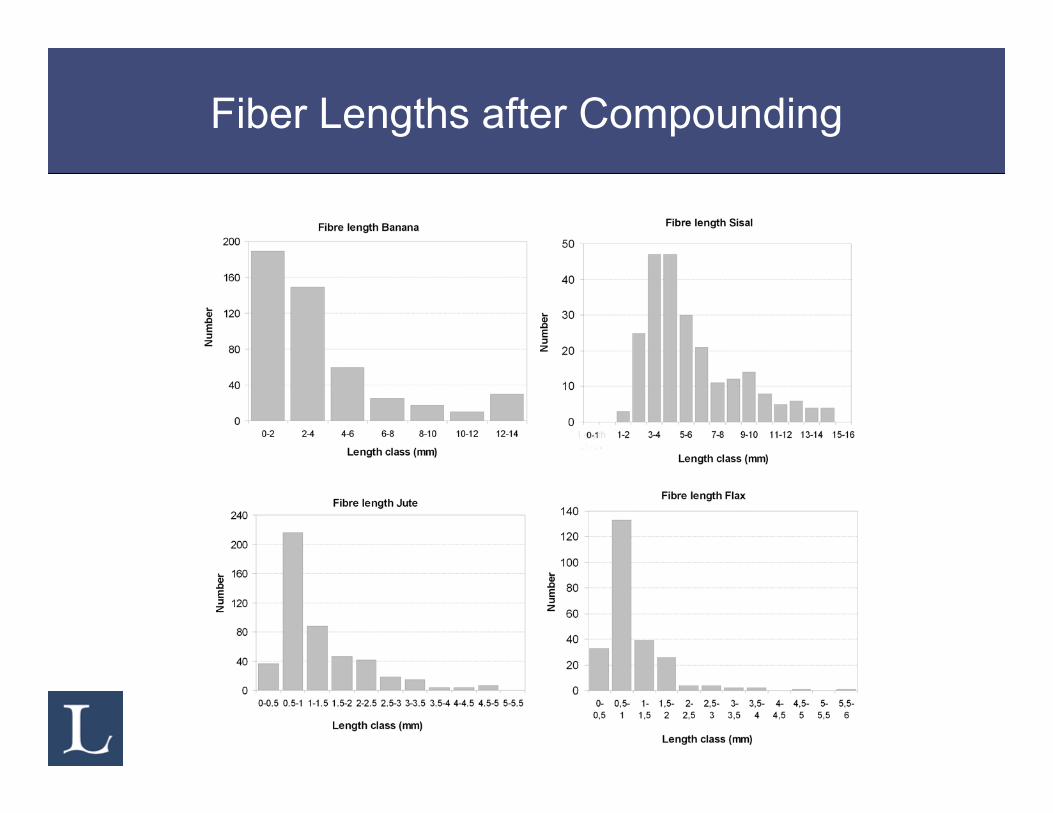
Fiber Lengths after Compounding
Composites Microstructure
Mechanical Properties
(kJ/m)
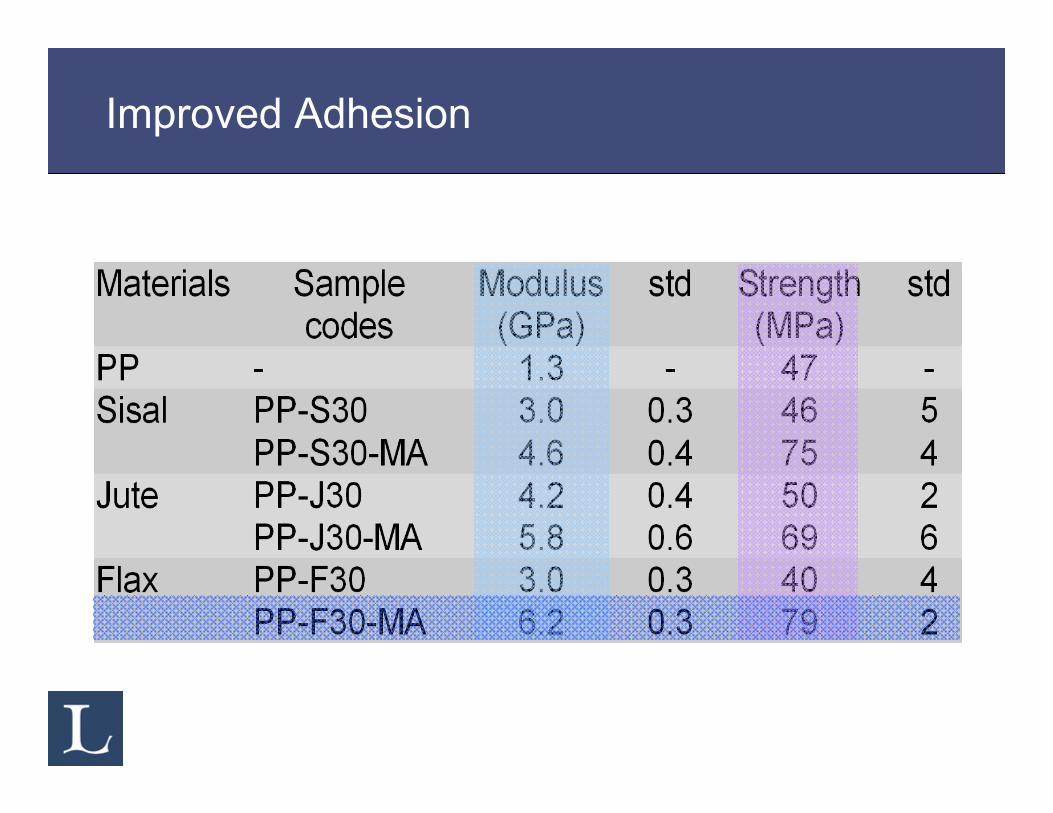
Improved Adhesion
Improved Adhesion
Conclusions
• Fiber roving feeding is an suitable way to feed natural fibers in to the extruder.
• Flax fibers were separated to single elementary fibers during the compounding process while all other fibers were in the form of fiberbundles.
• The fiber length measurements showed that flax and jute fiberswere shortest followed by banana and sisal. The typical sisal fiberlength was between 3-5.5 mm.
• Mechanical testing showed that highest stiffness was obtained byaddition of jute and flax fibers while sisal resulted in composites with the best impact behaviours.
• Fiber l/d ratio, microfibrillar angle, fiber properties had limited impact on the mechanical properties when the adhesion between the fiberand matrix was poor.
• MAPP coupling agent had positive effect on mechanical properties.
Acknowledgements
Runar Långström at Swerea SICOMP, Sweden and Joseph Kuruvilla at Indian Institute of Space Science and Technology, India for help with process and mechanicaltesting and MSc-students Laborde Laure and SimonetYann for the fibre length measurements.