New directions in ion exchange The ion-exchange process separates and concentrates contaminating inorganic ions and exchanges these for innocuous ions. One of the major problems associated with this process, however, is the cost of chemicals for regenerating the ion ex- changers to their original ionic form. This cost is often the principal operating cost. Another problem is the safe handling and disposal of the resultant waste, which may contain highly toxic metals or concentrated salts. Two ion-exchange processes have recently been applied on a commercial scale that: eliminate the need for the regenerant chemicals, while minimizing the quantity of dissolved salts in the effluent waste stream, or substantially reduce the quantity of regenerants, thus making it easier to dispose of or recover the contaminant ions. The conventional process In its most widely used form, the ion-exchange process in- volves the exchange of some ions in solution for an equivalent amount of ions of the same charge in a solid phase (or ion ex- changer). There is no exchange of ions of the opposite charge. The solid-ion exchangers may be spherical (Figure 1) or irregular granules, are relatively insoluble in water, and are always in a state of electroneutrality. In the conventional process, the number of ion equivalents produced is at least twice as much as that removed from the contaminated feed water. The following equation for the softening of water illustrates the conventional ion-exchange process: where R , represents the negative immobile ions in the ex- changer. Duringthe service cycle the reaction is to the right and involves the exchange of the contaminant ions in the feed water for the innocuous sodium ions in the exchanger. In order to re- generate the exchanger-to return sodium to its original form-a concentrated salt solution and at least an equivalent amount of sodium must be provided to replace the calcium on the resin, which when replaced becomes a pollutant. However, in order to have the reaction proceed from right to left, a higher dosage of salt is required than indicated by the stoichiometry of the equation. An industrial water softening system (Figure 2) requires a salt equivalent of 1.5 times the theoretical or stoichiometric value. Two-thirds of the salt dosage is converted to the calcium salts by actual regenerationof the exchanger, while one-third of the salt dosage is wasted and passes through into the regenerant waste stream unchanged. A 100 ft3 resin bed that is regenerated daily with a salt dosage of 6 Ib/ft3 will use annually (300 days) 180 000 Ib of salt, of which 60 000 Ib is wasted unless recovered through multiple beds or other schemes. Some of the limitations of the conventional ion-exchange process have been overcome by the introduction of two long- known ion-exchangeprocesses that are beginning to be applied commercially. These are the Sirotherm process, which utilizes special exchangers that can be regeneratedwith hot water, and the use of specific ion exchangers that can remove a specific contaminant ion without removing other innocuous ions in so- lution. With the latter process, a substantial reduction in the amount of chemical regenerants needed and, hence, a reduction in the regenerant waste stream is obtained. The Slrotherm process The Sirotherm process was developed as a cheap and reliable means of desalting brackish water; it can reduce the concen- tration of dissolved salts by about 80 % . This process does not add pollutant chemicals beyond what is already present in the raw water. Its main advantage is that expensive chemicals are not requiredfor regeneration. And waste heat is usually available in water treatment plants to heat the water to the desired tem- perature for exchanger regeneration. Initially developed to partially demineralize brackish surface and groundwater supplies to the recommended (Australian) drinking water standard of 5500 mg/l TDS, Sirotherm's greatest promise appears to be in industrial water treatment applications. Here it can be used as a roughing step to reduce the bulk of the dissolved salts before the more conventional demineralization processes. The Sirotherm process is particularly attractive as a desal- ination process because of its low energy consumption and ease of scaleup to larger units. The process appears to be competitive with reverse osmosis and electrodialysis for the desalination of water having a total dissolved solids concentration up to 3000 mg/l. It is not applicable for seawater desalting. New ion exchangers or resins have been developed that contain both fixed weak acid and base groups in a single matrix and are able to absorb salt at very high rates within a given pH range. The Sirotherm resins are prepared in the same size range as the more conventional resins, have good resistance to abrasion, and are chemically stable under the high-temperature 980 Environmental Science & Technology
Transcript
New directions in ion exchange The ion-exchange process separates and concentrates
contaminating inorganic ions and exchanges these for innocuous ions. One of the major problems associated with this process, however, is the cost of chemicals for regenerating the ion ex- changers to their original ionic form. This cost is often the principal operating cost. Another problem is the safe handling and disposal of the resultant waste, which may contain highly toxic metals or concentrated salts.
Two ion-exchange processes have recently been applied on a commercial scale that:
eliminate the need for the regenerant chemicals, while minimizing the quantity of dissolved salts in the effluent waste stream, or
substantially reduce the quantity of regenerants, thus making it easier to dispose of or recover the contaminant ions.
The conventional process In its most widely used form, the ion-exchange process in-
volves the exchange of some ions in solution for an equivalent amount of ions of the same charge in a solid phase (or ion ex- changer). There is no exchange of ions of the opposite charge. The solid-ion exchangers may be spherical (Figure 1) or irregular granules, are relatively insoluble in water, and are always in a state of electroneutrality. In the conventional process, the number of ion equivalents produced is at least twice as much as that removed from the contaminated feed water.
The following equation for the softening of water illustrates the conventional ion-exchange process:
where R, represents the negative immobile ions in the ex- changer. During the service cycle the reaction is to the right and involves the exchange of the contaminant ions in the feed water for the innocuous sodium ions in the exchanger. In order to re- generate the exchanger-to return sodium to its original form-a concentrated salt solution and at least an equivalent amount of sodium must be provided to replace the calcium on the resin, which when replaced becomes a pollutant. However, in order to have the reaction proceed from right to left, a higher dosage of salt is required than indicated by the stoichiometry of the equation.
An industrial water softening system (Figure 2) requires a salt equivalent of 1.5 times the theoretical or stoichiometric value. Two-thirds of the salt dosage is converted to the calcium salts
by actual regeneration of the exchanger, while one-third of the salt dosage is wasted and passes through into the regenerant waste stream unchanged. A 100 ft3 resin bed that is regenerated daily with a salt dosage of 6 Ib/ft3 will use annually (300 days) 180 000 Ib of salt, of which 60 000 Ib is wasted unless recovered through multiple beds or other schemes.
Some of the limitations of the conventional ion-exchange process have been overcome by the introduction of two long- known ion-exchange processes that are beginning to be applied commercially. These are the Sirotherm process, which utilizes special exchangers that can be regenerated with hot water, and the use of specific ion exchangers that can remove a specific contaminant ion without removing other innocuous ions in so- lution. With the latter process, a substantial reduction in the amount of chemical regenerants needed and, hence, a reduction in the regenerant waste stream is obtained.
The Slrotherm process The Sirotherm process was developed as a cheap and reliable
means of desalting brackish water; it can reduce the concen- tration of dissolved salts by about 80 % . This process does not add pollutant chemicals beyond what is already present in the raw water. Its main advantage is that expensive chemicals are not required for regeneration. And waste heat is usually available in water treatment plants to heat the water to the desired tem- perature for exchanger regeneration.
Initially developed to partially demineralize brackish surface and groundwater supplies to the recommended (Australian) drinking water standard of 5500 mg/l TDS, Sirotherm's greatest promise appears to be in industrial water treatment applications. Here it can be used as a roughing step to reduce the bulk of the dissolved salts before the more conventional demineralization processes.
The Sirotherm process is particularly attractive as a desal- ination process because of its low energy consumption and ease of scaleup to larger units. The process appears to be competitive with reverse osmosis and electrodialysis for the desalination of water having a total dissolved solids concentration up to 3000 mg/l. It is not applicable for seawater desalting.
New ion exchangers or resins have been developed that contain both fixed weak acid and base groups in a single matrix and are able to absorb salt at very high rates within a given pH range. The Sirotherm resins are prepared in the same size range as the more conventional resins, have good resistance to abrasion, and are chemically stable under the high-temperature
980 Environmental Science & Technology
Calvin Calmon an
Wafer furificafio Cambridge, Mz
Two commercial process that substantially reduce
the need for regene
conditions of regeneration, when the dissolved oxygen content is less than 0.1 ppm.
The reaction for the Sirotherm process is given in Eq. (2) for brackish water:
When the temperature is about 20 'C, the reaction goes from left to right and the resins adsorb salt from the brackish water. At temperatures between 85-90 "C there is an increase in the ionization of water with H+ and OH- replacing Na+ and CI- on the exchange sites: the equilibrium shifts to the left. A portion of the feed water is used for regenerating the resin. Waste heat can be used for heating the water to the desired regenerant temperature. For large-scale operations, heat can be recovered from the hot regenerant waste effluent. The product water yield is 7 5 4 5 % of the feed water with the other 15-25% used for the regeneration of the resin.
Like every desalination process, the Sirotherm process has its limitations:
It is economically applicable to brackish waters containing only up to 3000 mgll of dissolved salts, preferably those of so- dium.
It requires pretreatment by clarification and filtration to remove suspended solids and organic matter and deaeration or degasification to remove dissolved carbon dioxide and oxygen. The feed water can be dealkalized with conventional weak acid ion-exchange resins regenerated by dilute H2S04.
The resins have a higher affinity for the divalent ions cai- cium and magnesium than for the monovalent sodium ion. Consequently, it is not practical to remove significant amounts of both monovalent and divalent calions in a single step. The hardness (Ca2+, Mg2+) is removed First by softening with con- ventional sodium exchangers and then the sodium ions are re- moved by the Sirotherm resins. If both softening and clarification are required, lime or lime-soda trealment can be used.
The Sirotherm process is a roughing step in which the concentration of the dissolved salts can be reduced by about 80%. If still lower concentrations are required, other desalination processes such as demineralization by conventional ion ex- change could be used after the Sirotherm process.
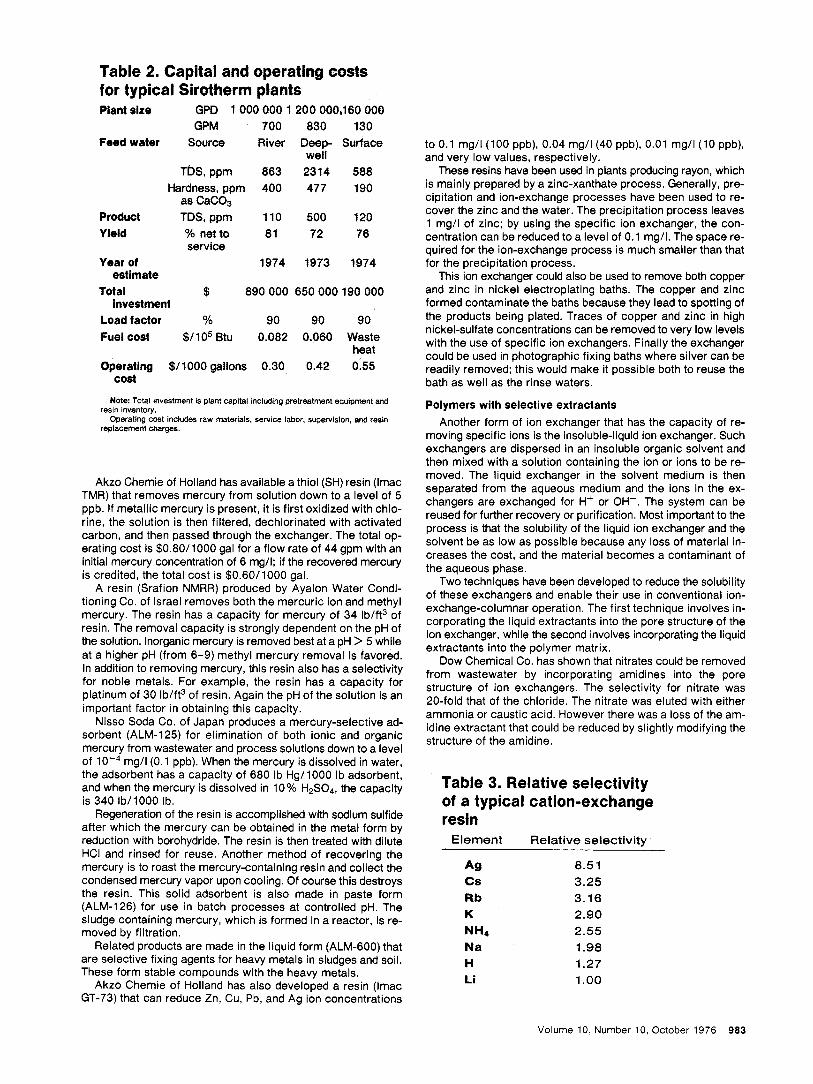
More details Tables 1 and 2 show the performance data and the capital and
operating costs for three typical installations. The capital cost
estimates include pretreatment, installation, ana resin inventory but do not include the cost of the feed water and effluent dis- posal.
A full-scale Sirotherm plant with a capacity of GOO m3/day (160 000 gpd) has recently been started up in Osborne for the purpose of increasing the output of soda ash from an existing ICi Australia Ltd. chemical plant. The Sirotherm resins remove approximately 80% of the dissolved salt from surface water down to a salt content of 100 mgll. Further demineralization is
Figure 1. Spherical synthetic ion exchang
accomplished by Conventional ion-exLrlallyr lr31113 Lv prvuuva a relatively pure water for high-pressure boilers. A small Siro- therm plant is also being installed in Japan to determine the suitabilitv to recover water for industrial use from sewaae ef- - fluent.
Special ion exchangers Present ion exchangers are selective in their ion-exchange
properties. For example, when comparing monovalent ions the exchange affinities will typically be in the order of:
Ag+ > Cs+ > Rb+ > K+ > NH: > Na' > H+ > Li+
Volume 10, Number 10, October 1976 981
Figure 2. industrial water softening ionexchange unit
This is illustrated in Table 3 where the relative selectivity of a typical cation resin is shown. On the average, the affinities will be higher the higher the valence of the ion.
In water containing CaZ+, Mg2+, and Fez+, the cation ex- changer used for illustration in Table 1 will have a selectivity in the order of Ca > Fe > Mg, with relative selectivities of 3.9,2.55, and 2.5, respectively. While the resin has a greater affinity for calcium, it wiii, however, during the service cycle, remove the other two ions. The removal of iron alone could not be achieved by using this particular exchanger. Therefore, for this exchanger the amount of water that could be treated would be limited by the total concentration of divalent ions. For example, if water contains 10 ppm of Fez+ and 40 ppm of Cap+ (as CaC03) and Mg2+ it can be shown that five times the amount of water could be treated with the same quantity of regenerant if the ion ex- changer would remove only iron to the exclusion of calcium and magnesium.
in many applications, a toxic ion is present in small amounts together with a relatively large amount of other innocuous ions of the same or higher valence. in order to remove the toxic ions with conventional ion exchangers, all of the other ions must be removed, resulting in both excess chemical regenerant usage and regenerant waste. Another example is where there is a chemical bath of high concentration that becomes contaminated with a small quantity of unwanted ions; here it is difficult to re- move only the contaminant ions with the conventional ion ex- changers.
To overcome the above limitations, specific ion exchangers have been developed that are capable of reacting with specific ions in solutions. Although a specific ion exchanger for potas- sium was made as early as 1945, until recently there have not been, outside of resins prepared for research studies, specific ion exchangers made for the commercial market. The new commercially developed exchangers make possible the re- covery of a specific material, through the removal of trace contaminants from valuable chemical baths; the recovery of valuable materials present in trace amounts in solutions or
rinses; the removal of toxic ions below their solubility limits as insoluble salts; an increase in the amount of water that can be treated for a fixed amount of ion exchanger; and a concomitant decrease in the chemical regenerant usage and in the amount of regenerant waste.
There are two types of specific ion exchangers: polymers with fixed polar groups having a high affinity for specific ions; and polymers containing polar solvents that act as extractants.
Polymers with fixed polar groups A specific ion exchanger now available commercially for
ammonia removal is Clinoptilolite, a natural zeolite, which will selectively remove ammonia from secondary waste effluents. For boron removal, the specific ion exchanger is Amberlite XE 243, which has been marketed for many years by Rohm and Haas. Regeneration of the resin can be accomplished with H2S04 and NH3. The operating cost is relatively high, about $0.12-0.28/1000 gal of water originally containing 10 ppm of boron.
Table 1. Performance data for fixed bed pilot plants Pi101 plant Melbourne Perth Adelalde
Clarified surface surface dosed Deep water
Feed water with well after lime source Salt water softening
Feedwater TDSppmas 1285 927 239
Nappmas 1190 840 130 analysis CaC03
CaC03 Ca ppm as 95 45 55
CaCO, 33 54
CI ppmas 1010 730 150
HC03ppmas 172 166 31 CaC03
CaCO* S04ppmas 103 41 58
CaC03 Product Average ppm as 540 425 68
Minimumppm 400 213 50 water CaC03
as CaCOs Regenerant Average ppm as 2750 2700 700
MaximumDDm 5400 3100 1350 effluent CaC03
as cac& Service flow gpmlft3 1.4 1.6 1.8
rate Bed depth ft 5.0 5.0 5.0 Yield % net to 71 79 84
service Regenerative OC 93 90 82
Influent temp OC 25 29 14 temp
Note: All data were obfained on a single stage Strothem P ~ O C ~ S J . Higher o p erating capacities could be achieved by prior softening.
982 Environmental Science 8. Technology
Table 2. Capital and operating costs for typical Sirotherm plants Plant size GPD 1 000 000 1 200 000,160 000
Feed water Source River Deep- Surface GPM 700 830 130
well TbS,ppm 863 2314 588
Hardness, ppm 400 477 190 as CaC03
Product TDS, ppm 110 500 120 Yleld % net to 81 72 76
Note: Total investment is plant capital includrng pretreatment equipment and
Operating cost includes raw materials. service labor, supervision. and resin resin inventory.
replacement charges
Akzo Chemie of Holland has available a thiol (SH) resin (Imac TMR) that removes mercury from solution down to a level of 5 ppb. If metallic mercury is present, it is first oxidized with chlo- rine, the solution is then filtered, dechlorinated with activated carbon, and then passed through the exchanger. The total op- erating cost is $0.80/1000 gal for a flow rate of 44 gpm with an initial mercury concentration of 6 mg/l; if the recovered mercury is credited, the total cost is $0.60/1000 gal.
A resin (Srafion NMRR) produced by Ayalon Water Condi- tioning Co. of Israel removes both the mercuric ion and methyl mercury. The resin has a capacity for mercury of 34 Ib/ft3 of resin. The removal capacity is strongly dependent on the pH of the solution. Inorganic mercury is removed best at a pH > 5 while at a higher pH (from 6-9) methyl mercury removal is favored. In addition to removing mercury, this resin also has a selectivity for noble metals. For example, the resin has a capacity for platinum of 30 Ib/ft3 of resin. Again the pH of the solution is an important factor in obtaining this capacity.
Nisso Soda Co. of Japan produces a mercury-selective ad- sorbent (ALM-125) for elimination of both ionic and organic mercury from wastewater and process solutions down to a level of low4 mg/l (0.1 ppb). When the mercury is dissolved in water, the adsorbent has a capacity of 680 Ib Hg/1000 Ib adsorbent, and when the mercury is dissolved in 10% H2S04, the capacity is 340 lb/1000 Ib.
Regeneration of the resin is accomplished with sodium sulfide after which the mercury can be obtained in the metal form by reduction with borohydride. The resin is then treated with dilute HCI and rinsed for reuse. Another method of recovering the mercury is to roast the mercury-containing resin and collect the condensed mercury vapor upon cooling. Of course this destroys the resin. This solid adsorbent is also made in paste form (ALM-126) for use in batch processes at controlled pH. The sludge containing mercury, which is formed in a reactor, is re- moved by filtration.
Related products are made in the liquid form (ALM-600) that are selective fixing agents for heavy metals in sludges and soil. These form stable compounds with the heavy metals.
Akzo Chemie of Holland has also developed a resin (Imac GT-73) that can reduce Zn, Cu, Pb, and Ag ion concentrations
to 0.1 mg/l (100 ppb), 0.04 mg/l (40 ppb), 0.01 mg/l (10 ppb), and very low values, respectively.
These resins have been used in plants producing rayon, which is mainly prepared by a zinc-xanthate process. Generally, pre- cipitation and ion-exchange processes have been used to re- cover the zinc and the water. The precipitation process leaves 1 mg/l of zinc; by using the specific ion exchanger, the con- centration can be reduced to a level of 0.1 mg/l. The space re- quired for the ion-exchange process is much smaller than that for the precipitation process.
This ion exchanger could also be used to remove both copper and zinc in nickel electroplating baths. The copper and zinc formed contaminate the baths because they lead to spotting of the products being plated. Traces of copper and zinc in high nickel-sulfate concentrations can be removed to very low levels with the use of specific ion exchangers. Finally the exchanger could be used in photographic fixing baths where silver can be readily removed; this would make it possible both to reuse the bath as well as the rinse waters.
Polymers with selective extractants Another form of ion exchanger that has the capacity of re-
moving specific ions is the insoluble-liquid ion exchanger. Such exchangers are dispersed in an insoluble organic solvent and then mixed with a solution containing the ion or ions to be re- moved. The liquid exchanger in the solvent medium is then separated from the aqueous medium and the ions in the ex- changers are exchanged for Hf or OH-. The system can be reused for further recovery or purification. Most important to the process is that the solubility of the liquid ion exchanger and the solvent be as low as possible because any loss of material in- creases the cost, and the material becomes a contaminant of the aqueous phase.
Two techniques have been developed to reduce the solubility of these exchangers and enable their use in conventional ion- exchange-columnar operation. The first technique involves in- corporating the liquid extractants into the pore structure of the ion exchanger, while the second involves incorporating the liquid extractants into the polymer matrix.
Dow Chemical Co. has shown that nitrates could be removed from wastewater by incorporating amidines into the pore structure of ion exchangers. The selectivity for nitrate was 20-fold that of the chloride. The nitrate was eluted with either ammonia or caustic acid. However there was a loss of the am- idine extractant that could be reduced by slightly modifying the structure of the amidine.
Table 3. Relative selectivity of a typical cation-exchange resin
Element Relat ive selectivi ty
A§ c s Rb K "4
Na H Li
8.51 3.25 3.16 2.90 2.55 1.9% 1.27 1 .oo
Volume IO, Number IO, October 1976 983
Electrostatic Precipitator
Reduces CaDital Costs Speeds Construction
p fh . . . the unique United McGllll f P
. - ,w.* UJ des& slashes * .
energy requirements. r.
United McGill's highly efficient E.P. has been made even better through modular design. In-plant manufacture is maximized and on-site work is reduced to merely the fast assembly of modular units.
This approach results in substantial savings in time and labor, and the basic compactness of the United McGill design provides significant savings in costly real estate.
In addition, the United McGill design, which utilizes sharp needles mounted on the edges of solid electrode plates, provides 99.9% efficiency at a power consump- tion level that's a small fraction of that required by other types of E.P.'s.
Request details on the new Modular E.P. and about pre-design, on-the- site performance vcrifica- tion with United IlcGill's Mobile E.P. and Mobile Air Qualit) Testing Lab- oratory.
united electrostatic
corporation precipitators P 0 Box 820, Columbus, OH 43216 614/443-0192 CIRCLE 19 ON READER SERVICE CARD
984 Environmental Science & Technology
Cornaz, J. P., and Deuel, H., [fxperientia, 10, 137 (1959)] prepared a hydroxamic acid-cation-exchanger that is specific for iron. Vernon, F., (Proceedings of the lnternational Conference on Theory and Practice of Ion Exchange, SOC. of Chemical In- dustry, London, England, July 1976) has taken a solid polymeric absorbent (XAD-2) and incorporated hydroxamic acid into its pore structure to remove iron, copper, cobalt, nickel and uranium ions from solution.
Meyer, A., and coworkers (ibid) incorporate the extractants into the polymer so that the extractant always remains in the resin where it functions as an ion exchanger and concentrator. Control of the porosity of the resin through crosslinking, and control of the quantity of extractant are essential in reducing the outward diffusion of the extractant into the solution to be treated. The development of specific extractants for the removal of specific metal ions is continuing; emphasis is being placed on incorporating exchange properties into controlled polymeric structures.
Future developments Ion exchangers basically are polymers containing active sites.
New laboratory developments, reported in the literature, often forecast future large-scale commercial applications. A few developments that fit into this category are:
use of precipitating agents incorporated into polymers enzymes attached to polymers to break down organics organisms attached to polymers for adsorption or con-
centration organic-metallic ion-exchange polymers capable of with-
standing higher temperatures than the present exchangers polymers containing groups capable of reacting with
specific organics in water or wastewaters. Developments in the ion-exchange field have kept pace with
the rapidly changing requirements for pollution abatement and control.
Addltlonal readlng Bolto, B. A,, et al., Desalination, 12, 217 (1976); ibid., 13, 269 (1973); and Chemtech, pp 303-7 (May 1975). Helferrich, F., /on exchange, McGraw-Hill Book Co., Inc., New York, N.Y., 1962, p 169. Nisso Soda Co., Bulletin on ALM, "New Types of Selective Adsorbents and Fixing Agents of Heavy Metals," Tokyo, Japan. Marinsky, J. A,, and Marcus, Y., (Editors), Ion Exchange and Solvent Extraction, Volumes 4 and 5, Marcel Dekker, New York, 1973. Warshawsky, A., and Patchornik, A., Proceedings of the lnternational Conference on Theory and Practice of Ion Exchange, SOC. of Chemical Industry, London, England, (July, 1976).
Calvin Calmon is a partner in Water Pu- rification Associates and a private con- sultant. Before retiring in 1973, Dr. Cal- mon was a research consultant and senior vice president of research at the Sybron Corporation. From 1962 to 1972 he was the Water Section Editor of Chemical Abstracts.
Harris Gold has been a partner in Water Purification Associates since its inception in 1974. For four years prior to that he worked on the development of a contin- uous countercurrent-moving-bed ion- exchange system. He is presently devel- oping innovative water treatment systems for cooling towers and high-pressure boilers, and is writing a manual for the EPA on the use of ion exchange for the treatment of industrial wastes.