New generation of phosphate-esters for MWF: balancing per- formance, labeling and economics. Claude-Emmanuel Hédoire 1), 1) Solvay Novecare, Aubervilliers, France 1 Introduction Phosphate-esters are well known multi- functional additives for metalworking fluids. They are emulsifiers for expandable oils, as well as anti-wear additives, corrosion and staining inhibitors. The most currently used phosphate-esters are based on long carbon chains, like cetyl oleyl chain. While providing excellent emulsion stability, good anti- wear performance and good staining inhibition, they tend to foam too much and to generate soap in hard water, creating deposits on tools, work-pieces or filters. Besides, their eco-toxicity has been reviewed in 2015 and they are now classified as very toxic to aquatic life. They are no longer a good optimum between perfor- mance, regulation and economics and this paper intro- duces a new generation of phosphate-esters 2. Summary Solvay researchers took a number of steps to optimize the performance, classification of phosphate- esters. The first one was the switch to a shorter chain alcohol. This provides a better classification, an en- hanced soap formation control and a better security of supply. The second one was propylene oxide insertion into the molecule. This provides similar performance to cetyl oleyl alcohol ethoxylates in terms of emulsion stability as well as anti-wear performance, and en- hanced performance in terms of foam control. The result is the development of a new genera- tion of phosphate-esters that optimize performance and economics, and allow milder labeling.
Transcript
New generation of phosphate-esters for MWF: balancing per-formance, labeling and economics. Claude-Emmanuel Hédoire 1), 1) Solvay Novecare, Aubervilliers, France
1 Introduction Phosphate-esters are well known multi-functional additives for metalworking fluids. They are emulsifiers for expandable oils, as well as anti-wear additives, corrosion and staining inhibitors. The most currently used phosphate-esters are based on long carbon chains, like cetyl oleyl chain. While providing excellent emulsion stability, good anti-wear performance and good staining inhibition, they tend to foam too much and to generate soap in hard water, creating deposits on tools, work-pieces or filters. Besides, their eco-toxicity has been reviewed in 2015 and they are now classified as very toxic to aquatic life. They are no longer a good optimum between perfor-mance, regulation and economics and this paper intro-duces a new generation of phosphate-esters 2. Summary Solvay researchers took a number of steps to optimize the performance, classification of phosphate-esters.
The first one was the switch to a shorter chain alcohol. This provides a better classification, an en-hanced soap formation control and a better security of supply.
The second one was propylene oxide insertion into the molecule. This provides similar performance to cetyl oleyl alcohol ethoxylates in terms of emulsion stability as well as anti-wear performance, and en-hanced performance in terms of foam control.
The result is the development of a new genera-tion of phosphate-esters that optimize performance and economics, and allow milder labeling.
New generation of phosphate-esters for MWF:
balancing performance, regulation and economics
v1
STLE annual meeting,Las Vegas, May 2016
Claude-Emmanuel Hédoire
Agenda
• Common emulsifiers for MWF
• Current generation of phosphate-esters: pros and cons Ö Phosphate-esters based on cetyl oleyl alcohol are no longer an
optimum between performance, classification and economics
• Molecular design of phosphate-esters • Some chemistry • State of the art: what are the tools to improve performance, classification and economics
Ö There is no ideal phosphate-ester on the market
• Development of a new generation of phosphate-ester Ö New optimum between performance, classification and economics
0/0/13 2
Common Emulsifier types in MWF
• Anionics and non-ionics are used in MWF formulations • Besides emulsion stability, emulsifiers can provide MWF with other side-
benefits • Emulsifier systems are elaborated blends of components to finely balance their
benefits and their limitations
Low foam
Corrosion / staining
protection
Lubricity Anti-wear Stability in HW
Anionics Amine soaps of fatty acids [ [
Synthetic and natural sulfonates [
Amine soaps of phosphate-esters
Amine soaps of ether-carboxylates [ [
Non-ionics Ethoxylated fatty alcohols [ [
Ethoxylated fatty acids [ [
Ethoxylated amines and amides [
Common Emulsifier types in MWF
• Anionics and non-ionics are used in MWF formulations • Besides emulsion stability, emulsifiers can provide MWF with other side-
benefits • Emulsifier systems are elaborated blends of components to finely balance their
benefits and their limitations
Low foam
Corrosion / staining
protection
Lubricity Anti-wear Stability in HW
Anionics Amine soaps of fatty acids [ [
Synthetic and natural sulfonates [
Amine soaps of phosphate-esters
Amine soaps of ether-carboxylates [ [
Non-ionics Ethoxylated fatty alcohols [ [
Ethoxylated fatty acids [ [
Ethoxylated amines and amides [
STLE 2016
5
The current generation is based on phosphate-ester of (cetyl oleyl + 5 EO)
• Good emulsion stability • Low foam in DI water, ultra low-foam in
HW due to soap formation • No defoaming in DI water, excellent
defoaming in hard water due to soap formation
Phosphate-esters: pros and cons of current generation (1)
Cetyl oleyl: C16-C18:1
Performance: emulsion
• Heavy soap formation in HW • Soap formation is positive for foam control,
but soap precipitates on tools, workpieces, filters …
Performance: hard water stability
Cle
ar s
olut
ion
Heavy soap formation
6
Phosphate-esters: pros and cons of current generation (2)
• Good corrosion / staining inhibition
Performance: side benefits
1% PE
blank
The current generation is based on phosphate-ester of (cetyl oleyl + 5 EO) Cetyl oleyl: C16-C18:1
• Good AW performance
Regulation
• Classification • H315: Causes skin irritation • H318: Causes serious eye damage • H410: Very toxic to aquatic life with
long-lasting effects
• Labels
Pros and cons of current generation: conclusion
• Phosphate-esters based on cetyl oleyl alcohol are no longer an optimum between performance, classification and economics
Ö A new optimum has to be found 7
Cetyl oleyl: C16-C18:1
Cetyl oleyl phosphate-ester
Performance
Emulsion stability Good Low foaming DI water: good, Hard water: good through soap formation Defoaming DI water: good, Hard water: good through soap formation Hard water stability Poor Staining inhibition Good AW performance Good
Classification and labeling
Toxicity H315, H318
Eco-toxicity H410
Commercial Raw material availability Supply of cetyl oleyl alcohol is very tight
Agenda
• Common emulsifiers for MWF
• Current generation of phosphate-esters: pros and cons Ö Phosphate-esters based on cetyl oleyl alcohol are no longer an
optimum between performance, classification and economics
• Molecular design of phosphate-esters • Some chemistry • State of the art: what are the tools to improve performance, classification and economics
Ö There is no ideal phosphate-ester on the market
• Development of a new generation of phosphate-ester Ö New optimum between performance, classification and economics
0/0/13 8
9
Some chemistry …
• The phosphation process leads to a mixture of several substances:
Mono-ester: 50 – 60%
Di-ester: 30 – 45%
Residual non-ionic 3 – 10%
Ö When considering performance and classification, it is necessary to take into account noth the phosphate-esters and the residual non-ionic
Molecular design: state of the art
O H R R (CH 2 - CH 2 - O) n (CH 2 - CH 2 - O) n (CH 2 - CH 2 - O) m (CH 2 - CH 2 - O)
- CH 3
OH O R R (CH 2 - CH 2 - O) n (CH 2 - CH 2 - O) n (CH 2 - CH 2 - O) m (CH 2 - CH 2 - O)
- CH 3
P O OH
• More favorable classification and labelling for higher EO and PO degrees (CESIO guidelines)
Regulation
• More favorable classification and labelling for short carbon chain vs long carbon chain (CESIO guidelines)
• Cetyl oleyl alcohol supply is very tight • Other carbon feedstocks are more
available
• Higher EO degree increases foam • PO insertion enables a better foam
control … the challenge is to maintaing good emulsification performance
Ethylene oxide (EO)
Propylene oxide (PO)
Fatty alcohol (ROH)
Commercial
Performance
• Higher AW performance with longer chain
• Better soap formation control with shorter chain
Classification of short chain phosphate-esters is more favorable
CESIO guidelines for environmental classification. CESIO is European Committee of Organic Surfactants and Intermediates. Most of the surfactant manufacturers belong to CESIO
0/0/13 11
Chemical name Carbon chain length
EO degrees
Hazard statement
(classification)
Hazard phrase (classification)
Label
C8 – C10 3 - 20 NC None _
12 3 - 20 NC None _
iC13 3 H400 H411
Very toxic to aquatic life Toxic to aquatic life with long lasting effects
5 - 20 H412 Harmful to aquatic life with long lasting effects _
13 3 - 20 H412 Harmful to aquatic life with long lasting effects _
12 - 14 3 – 20 NC
12 - 15 3 – 20 NC
12 - 18 3 - 20 NC
18 : 1 5 – 6 H400 H412
Very toxic to aquatic life Harmful to aquatic life with long lasting effects
18 : 1 12 - 20 NC
Classification of short alcohol ethoxylates is more favorable
CESIO guidelines for environmental classification. CESIO is European Committee of Organic Surfactants and Intermediates. Most of the surfactant manufacturers belong to CESIO Environmental classification of surfactant according to 2nd ATP, public revision 2015
0/0/13 12
Chemical name Carbon chain length
EO degrees
Hazard statement
(classification)
Hazard phrase (classification)
Label
Alcohols, C8, ethoxylated 8 All NC None _
Acohols, C10, ethoxylated 10 All NC None _
Alcohols, C12-C16, ethoxylated
12 - 16 < 5 H400 H412
Very toxic to aquatic life Harmful to aquatic life with long lasting effect
5 – 15 H412 Harmful to aquatic life with long lasting effects _
> 15 NC None _
Alcohols, C14, ethoxylated
14 < 6 H400 H412
Very toxic to aquatic life Harmful to aquatic life with long lasting effects
6 - 15 H412 Harmful to aquatic life with long lasting effects _
> 15 NC None _
Alcohols, C16-C18, ethoxylated Saturated and unsaturated
16 - 18 < 5 H411 Toxic to aquatic life with long lasting effects
5 – 10 H400 H412
Very toxic to aquatic life Harmful to aquatic life with long lasting effects
10 - 20 H412 Harmful to aquatic life with long lasting effects
> 20 EO NC None _
Short chain phosphate-ester
Cetyl oleyl phosphate-ester
Classification Eco-toxicity
Commercial Raw material availability
Performance
Emulsion stability
Low foaming
Defoaming
Hard water stability
AW performance
State of the art: short chain phosphate-ester vs cetyl oleyl phosphate-ester
13
0/0/13 14
Commercial: availability depends on the feedstock type and manufacturing
Lauryl alcohol
• Manufactured from palm kernel oil and synthetically from crude oil
• Commonly and widely available:
• > 10 suppliers in Asia • > 5 suppliers in Europe • Approx. 5 suppliers in North
America
• Base feedstock for numerous types of surfactants (home and personal care)
Cetyl oleyl alcohol
• Manufactured from palm kernel oil, with a patented technology
• Only 3 suppliers in the world, with production sites in Asia and Europe
Branched alcohols
• Synthetically manufactured from crude oil
• Base feedstock for numerous types of surfactants (coatings)
Short chain phosphate-ester
Cetyl oleyl phosphate-ester
Classification Eco-toxicity
Commercial Raw material availability
Performance
Emulsion stability
Low foaming
Defoaming
Hard water stability
AW performance
State of the art: short chain phosphate-ester vs cetyl oleyl phosphate-ester
15
Performance: state of the art
16
Performance: hard water stability Performance: AW
• Higher AW performance with cetyl oleyl phosphate-ester
• Heavy soap formation with cetyl oleyl phosphate-ester
• Lower soap formation with short chain phosphate-ester
Performance: state of the art
17
cGood emulsion stability with cetyl oleyl phosphate-ester and with short chain phosphate-ester
dLow foam in DI water with cetyl oleyl phosphate-ester and with short chain phosphate-ester Low foam in Hard water with short chain phosphate-ester. Lower foam with cetyl oleyl phosphate-ester, due to soap formation
eBetter defoaming in DI water with short
chain phosphate-ester
c
d
e
Short chain phosphate-ester
Cetyl oleyl phosphate-ester
Classification Eco-toxicity
Commercial Raw material availability
Performance
Emulsion stability
Low foaming
Defoaming
Hard water stability
AW performance
State of the art: short chain phosphate-ester vs cetyl oleyl phosphate-ester
18
• There is no ideal phosphate-ester for MWF on the market
Agenda
• Common emulsifiers for MWF
• Current generation of phosphate-esters: pros and cons Ö Phosphate-esters based on cetyl oleyl alcohol are no longer an
optimum between performance, classification and economics
• Molecular design of phosphate-esters • Some chemistry • State of the art: what are the tools to improve performance, classification and economics
Ö There is no ideal phosphate-ester on the market
• Development of a new generation of phosphate-ester Ö New optimum between performance, classification and economics
0/0/13 19
Development of a new generation of phosphate-ester
O H R R (CH 2 - CH 2 - O) n (CH 2 - CH 2 - O) n (CH 2 - CH 2 - O) m (CH 2 - CH 2 - O)
- CH 3
OH O R R (CH 2 - CH 2 - O) n (CH 2 - CH 2 - O) n (CH 2 - CH 2 - O) m (CH 2 - CH 2 - O)
- CH 3
P O OH
More favorable classification and labelling for higher EO and PO degrees (CESIO guidelines)
Regulation
Eco-toxicity: Must be a short chain
Raw material availability: Must be a short chain
EO and PO distribution fine-tuning in order to improve the AW performance. The challenge is not to loose the emulsion performance
Ethylene oxide (EO)
Propylene oxide (PO)
Fatty alcohol (ROH)
Commercial
Performance
Soap formation control: must be a short chain
Best candidate; Improved Overall Performance
• Stable emulsions, with paraffinic and naphthenic oil based formulations, in soft and hard water
• Low foaming, without soap formation
• Outstanding defoaming, especially for DI water emulsions
21
Naphthenic oil
• Water hardness: 400 ppm • Emulsion stability: 7d @ 40 °C • Foam test: CNOMO
Best candidate: good AW performance
0/0/13 22
Higher AW performance
• Nytex 810 with 2% of additive • Falex Pin and Vee blocks, ASTM D2670 (700 lbs, 10 min)
Best candidate: limited soap formation
0/0/13 23
Cle
ar s
olut
ion
Cle
ar s
olut
ion
Heavy soap formation
Limited soap formation
Water hardness: 400 ppm
Best candidate: good aluminum staining inhibition
0/0/13 24
Weight uptake (mg)
Al 2024 Al 6061 Al 7075
No additive 30,6 34,8 30,5
Best candidate (1%) 0,1 0,1 0,1
Cetyl oleyl phosphate-ester (1%)
0,3 0,2 0,1
• Water hardness: 0 ppm • 28d @ 40 °C
Best candidate Cetyl oleyl phosphate-ester
Performance
Emulsion stability Good Good
Low foaming Good Good
Defoaming Excellent Good
Hard water stability Good Poor
Staining inhibition Good Good
AW performance Good Good
Classification
Toxicity H315, H318 H315, H318
Eco-toxicity Not classified H400, H412
Commercial Raw material availability Globally available raw material
Supply of cetyl oleyl alcohol is very tight
Best candidate versus Cetyl Oleyl phosphate-ester
25
www.solvay.com
Please come and visit us at booth #
Common Emulsifier types in MWF
• Anionics and non-ionics are used in MWF formulations • Besides emulsion stability, emulsifiers can provide MWF with other side-
benefits • Emulsifier systems are elaborated blends of components to finely balance their
benefits and their limitations
Low foam
Corrosion / staining
protection
Lubricity Anti-wear Stability in HW
Anionics Amine soaps of fatty acids [ [
Synthetic and natural sulfonates [
Amine soaps of phosphate-esters
Amine soaps of ether-carboxylates [ [
Non-ionics Ethoxylated fatty alcohols [ [
Ethoxylated fatty acids [ [
Ethoxylated amines and amides [
STLE 2015
STLE 2016
STLE 2015: introduction of new non-ionic emulsifiers
0/0/13 28
Cetyl oleyl 5 EO
Short chain alcohol Low EO/PO degree
Short chain alcohol Medium EO/PO degree
Short chain alcohol High EO/PO degree
Emulsion stability
Low foam
Defoaming
Labels
9 Sustainability benefits • Low eco-toxicity (no dead fish
label) • Readily biodegradable • Based on commonly and globally
available raw materials
9 Performance benefits • Low foam to ultra-low foam • Outstanding defoaming • Excellent low temperature stability
Emulsifiers for MWF
0/0/13 29
2,2
2,5
2012 2017
WW MWF market (million MT)
CAGR = 2,3 %/y Corrosion inhibitors
24%
Emulsifiers 23%
Friction modifiers
19%
Extreme pressure
13%
Buffer 6%
Antiwear 3% Others
12%
Additives for MWF (WW), 600 kT
10 - 40% additives 60 - 90% base oil
• Emulsifiers are backbone additives for water soluble MWF: soluble oils and semi-synthetic fluids
• They stabilize the oil in water emulsions • The oil droplet size distribution is a result of the choice of
emulsifiers • Some of them bring valuable side benefits
• With corrosion inhibitors, emulsifiers are the type of additives the most used in MWF • They represent 140 kT/y out of a global additive consumption of 600 kT/y
(Kline)
Trends in MWF and challenges for emulsifiers
0/0/13 30
• New generation of high speed machine tools require much improved foam control
Trends in MWF
Challenges for emulsifiers
Performance
Regulation
Commercial
• GHS in place for substances and formulations
• More and more stringent regulations for biocides (boric acid, formaldehyde releasers …)
• Cost-effectiveness of RM and MWF
• WW availability of RM
• Development of a new generation of emulsifiers with ultra low foam and enhanced defoaming, without defoamer addition and without soap formation
• Change in classification and labelling for some emulsifiers
• Development of a new generation of emulsifiers with millder labelling
• Development of biostable emulsifiers
• New generations of emulsifiers should be based on commonly and globally available raw materials
• A lot of challenges faced by MWF formulators and emulsifiers suppliers !
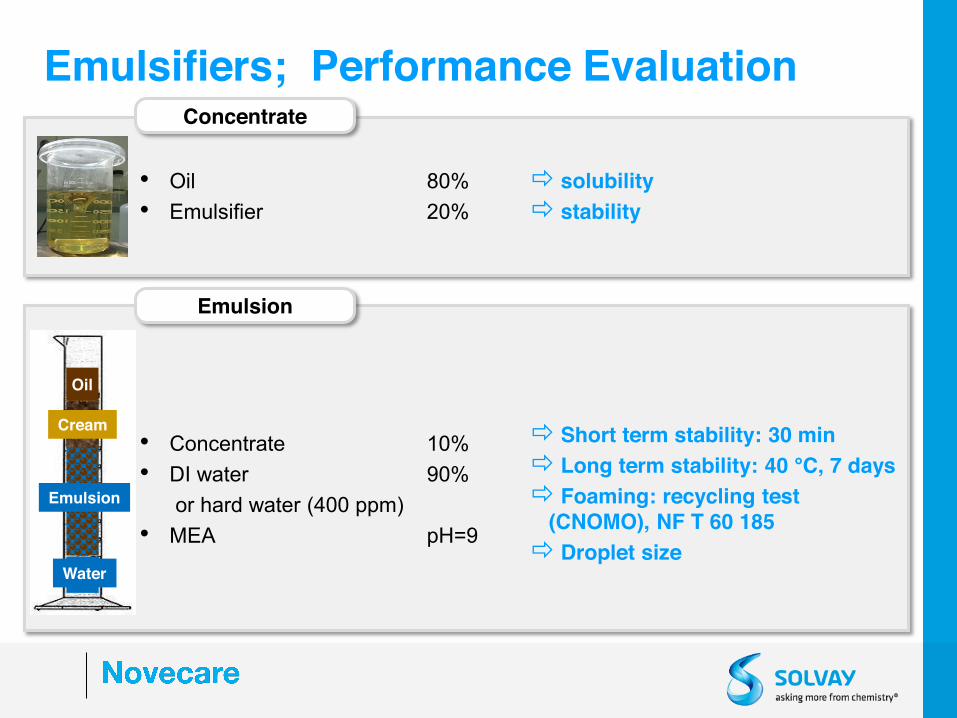
Emulsifiers; Performance Evaluation
Ö solubility Ö stability
• Oil 80% • Emulsifier 20%
Concentrate
Cream
Emulsion
Water
Oil
Ö Short term stability: 30 min Ö Long term stability: 40 °C, 7 days Ö Foaming: recycling test
(CNOMO), NF T 60 185 Ö Droplet size
Emulsion
• Concentrate 10% • DI water 90% or hard water (400 ppm) • MEA pH=9
The CNOMO Foam Test
• The CNOMO foam test D655212 describes a fluid circulation test using a centrifugal pump and a water-jacketed 2000 mL graduated cylinder with an outlet on the side, near the bottom
• A formulation is added to the cylinder to the 1000 mL level. It is then pumped from the bottom of the cylinder at a rate of 250 L/h and cascaded backed upon itself from a height of 390 mm above the 1000 mL mark.
• The test is run for a maximum of 5h or until the foam level reaches the 2000 mL mark. The pump is then stopped.
• Collected data are: • Volume of foam above the 1000 mL mark immediately after
the pump is stopped (5h). • Time to reach the 2000 mL mark (if reached) • Volume of foam above the 1000 mL mark 15 minutes after the
pump is stopped
• This test simulates fluid flow in a machine sump or central system, but is much more severe due to the extremely high turnover rate
MWF: CNOMO Foam Test
Low foam MWF
Ultra Low foam MWF
• High amount of foam is generated rapidely: 1000 mL within 2 to 15 minutes
• The pump is then stopped for defoaming evaluation
• Low amount of foam is generated: the test can be run for 5 hours without reaching 1000 mL of faom
• The pump is then stopped for defoaming evaluation
Low foam
Ultra Low foam
Spiders; An overall Evaluation of Performance
0/0/13 34
Higher Emulsion stability
Lower foam Improved defoaming
Results; An overall Evaluation of Performance
• Emulsion stability index • 100 – 5 × volume of oil phase – 5 × volume of water phase – 1 × volume of cream







































![Synthetic Catalysts that Hydrolyze Phosphate and Carboxylate … · 2011-05-14 · T- H ] Synthetic Catalysts that Hydrolyze OHIO Phosphate and Carboxylate Esters SlA UNIVERSITY Anthony](https://static.documents.pub/doc/80x56/5fadd5faca620003d90ae693/synthetic-catalysts-that-hydrolyze-phosphate-and-carboxylate-2011-05-14-t-h-.jpg)












