33
STEEL TIMES INTERNATIONAL – January/February 2011 – Vol.35 No.1 January/February 2011 – Vol.35 No.1 – www.steeltimesint.com NEWS FLAT PRODUCTS PROCESS CONTROL CONFERENCE REPORT

STEEL TIMES IN
TERN
ATIO
NA
L – Janu
ary/Febru
ary 2011 – Vol.35 No.1
January/February 2011 – Vol.35 No.1 – www.steeltimesint.com
NEWS FLAT PRODUCTS PROCESS CONTROL CONFERENCE REPORT
STI jan_Layout 1 1/6/11 11:40 AM Page 1

Flat products – Page 20
Process control – Page 29
NewsNews – Chinese imports decline 2
Statistics & Events – November crude up 32% on November 09 8
USA Update – Amid post-recession uncertainties, Nucor believes steel will bounce back 10
Latin America Update – Usiminas: – Growing faster in iron ore than steel 12
China Update – China plans development of special steel sector 13
India Update – Indian steel maintains steady growth 14
Flat productsFlash Cooling technology for the production of high strength galvanised steels 17
Laser thickness gauge for high accuracy 20
An expert heating control system for bell annealing line 2 at Bokaro Steel Plant 21
Process controlInformation Technology in managing industrial knowledge 24
Process condition monitoring 27
Reliable air knife positioning sensor ensures uniform coating and improved surface quality 29
Qantum leap for sensing systems 32
Make-To-Stock/Finish-To-Order steelmaking 33
OthersStahl 2010 – The German steel industry post crisis 36
Heat recovery on an EAF at Georgsmarienhütte 39
Metal-Expo 2010 in Moscow 43
History: Iron and steel technology in Medieval times 44
Steel Times International – January/February 2011 – 1
Contents
ISSN 0143-7798
EDITORIAL
EditorTim Smith PhD, CEng, MIMTel: +44 (0) 1737 [email protected]
Deputy EditorGreg MorrisTel: +44 (0) 1737 855132
Production EditorAnnie Baker
SALESInternational Sales ManagerPaul [email protected]: +44 (0) 1737 855116
Area Sales ManagerAnne [email protected]: +44 (0) 1737 855139
Sales ExecutiveTammy [email protected]: +44 (0) 1737 855133
Group Sales ManagerKen [email protected]: +44 (0) 1737 855117
Marketing ExecutiveDanielle [email protected]: +44 (0) 1737 855391
Advertisement ProductionMartin [email protected]: +44 (0) 1737 855332
SUBSCRIPTIONS
Steel Times International is published eight times a year and is available on subscription.Annual subscription: UK £155.00Other countries: £222.00 (US$342) (€269)
2 years subscription: UK £279.00Other countries: £399.60 (US$615.60)(€484.20)Single copy (inc postage): £35.00Tel: +44 (0) 1737 8555136 Email: [email protected]
Published by: Quartz Business Media Ltd, Westgate House, 120/130 Station Road,Redhill, Surrey, RH1 1ET, England.Tel: +44 (0)1737 855000Fax: +44 (0)1737 855327www.steeltimesint.com
Steel Times International (USPS No: 020-958) ispublished monthly except Feb, May, July, Dec byQuartz Business Media Ltd and distributed in theUS by DSW, 75 Aberdeen Road, Emigsville, PA17318-0437. Periodicals postage paid atEmigsville, PA. POSTMASTER send addresschanges to Steel Times International c/o PO Box 437, Emigsville, PA 17318-0437.
Printed in England by: Pensord, Tram Road,Pontlanfraith,Blackwood, GwentNP12 2YA, UK
©Quartz Business
Media ltd 2011
January/February 2011Vol.35/No.1
Features on the web www.steeltimesint.comFlat Products: New lubrication technology for the hot strip mill
Front cover imagecourtesy of Tenova
Tenova Melt Shop atAcciaieria Arvedi
Flat products – Page 21
EAF – Page 39
January/February 2011 – Vol.35 No.1 – www.steeltimesint.com
NEWS FLAT PRODUCTS PROCESS CONTROL CONFERENCE REPORT
jan contents page_Contents_STI_Mar10 1/7/11 10:52 AM Page 3

2 – January/February 2011 – Steel Times International
News in Brief World News www.steeltimesint.com
VISIT: www.steeltimesint.comTo see a full list of news and features.
Posco Russian agreementRussian metal and mining companyMechel has signed an Agreementof Intent with South Korean steel-maker Posco.The two companies plan to establisha strategic partnership with eachother and collaborate on the long-term promotion of products madeby both Mechel and Posco.They will also examine the possibilityof implementing steel and miningprojects in Russia, South Korea andelsewhere.
Smelting plant sites identifiedTwo Thai preliminary sites for steelsmelting plants have been identifiedafter a long delay due to the politi-cal turmoil, the Iron and SteelInstitute of Thailand said.They are Songkhla's Ranot districtand Chanthaburi's Laem Sing dis-trict, according to a feasibility studyon areas for construction.Each location covers 160k m2,mostly abandoned shrimp farmsand each site will produce 5Mt/y ofsteel.
Ontario steel loanThe state government in Ontario,Canada has offered a $9M loan tosupport Max Aichler Inc’s plan toreopen a steel mill in the province.The business is installing newmachinery and equipment that willimprove manufacturing of newproducts in Canada including a fin-ishing mill. The site in Hamilton will create 300jobs.Max Aicher (North America) Inc pur-chased the Bar Mill and Bloom Mill,buildings, machinery, equipmentand related assets in Hamilton fromUS Steel Canada on November 12last year. The steel produced will be usedmainly by global auto manufacturersoperating in North America. It willalso be used for high strength hot-rolled threadbar used by the con-struction and mining industries.
Cold roll orderJiuquan Iron and Steel, China hasordered four 20Hi reversing coldrolling mills from Fives DMS, France.Three of the mills are similar and areof the ZR22BB-54 type. One mill islarger and of the ZR21BB-64 type.The four mills cover a thicknessrange of 0.2 to 8mm for a widthrange of 750mm to 1600mm. Totalproduction capacity predicted is500kt/y. The first cold rolled coil isdue to be produced in 2011.
Shougangin swap
Technology boost forStocksbridge plant
South Korean steelmaker Posco isto add a hot strip rolling mill to itsfacilities at Gwangyang.
The plans, approved at theboard of directors meeting, will seea fourth hot strip rolling mill with aproduction capacity of 3.3Mt/ybuilt at the steelmaker’s facilitiesin Gwangyang, South JeollaProvince.
The company plans to beginwork on the new plant inSeptember 2011 and complete thefacility in January 2014.
The company said the slab steelprocessed at the new hot rollingmill will be supplied from withinthe Gwangyang steelworks.
Following the completion of theplant, the company’s hot-rolledcoil production capacity will beraised to 26.84Mt.
Chinese steelmaker Shagang WidePlate Mills has contracted SiemensVAI Metals to provide service sup-port for its 5m plate mill No. 1 atits Zhangjiagang Works.
It is the first service contract fora plate mill in China for SiemensVAI Metals.
The Zhangjiagang plate mill isfitted with Siemens mechanicaland electrical equipment and hasbeen in operation since January2007. The rolling stand has arolling force of up to 10kt and isequipped with hydraulic roll gapcontrol and work roll bending.
A Mulpic intensive cooling sys-
tem is installed on the conveyingside to provide the acceleratedcooling required for the produc-tion of high-strength plates. Theplant can produce some 1.8Mt/y ofheavy plate, mainly for shipbuild-ing, tube manufacture and theconstruction industry in China.
The Siemens maintenance teamwill include specialists for the con-trol system, basic and processautomation, process technology,mechanical and fluid systems andan expert for the Mulpic system.
Shagang Wide Plate Mill is partof the Jiangsu Shagang Groupwhich has production of 23Mt/y.
Tata Steel (formerly Corus) is toinvest £6.5M in high-tech equip-ment at its Stocksbridge plant, UKto increase production of aero-space steels.
The company will install twovacuum arc remelting furnaces andspecialist testing equipment toallow it to make more special steelsfor the aerospace industry.
The new equipment will boostTata Steel’s output of these steelsby 30%. It will also lead to about10 new jobs.
Peter Hogg, General Managerof Tata Steel Speciality, said: “Thisinvestment will make us strongerand help secure the jobs of 2000South Yorkshire steelworkers. It’sa big confidence boost.”
The aircraft industry is forecastto grow strongly to cater forincreased passenger numbers inemerging economies, an increasein global air freight and the intro-duction of new fuel-efficientplanes.
Mr Hogg said: “As the demandfor aerospace steel increases, it’svital we have the ability to increaseour production of this highly tech-nical and demanding product,
which is used in aircraft landinggear, engines, wings and othersafety-critical components.
“Customers want higher-quality,higher-strength and superior-per-formance steels.
“This investment demonstratesour commitment to continue sup-plying steel to the most demandingapplications in the world.
“We have 60 years’ experienceof making steel for aircraft. As wellas expanding to meet the needs ofour existing customers in estab-lished markets like North America,we want to win more orders inemerging markets such as Chinaand India.”
The two new VAR furnaces willbe installed alongside seven exist-ing VAR furnaces and two elec-troslag remelting (ESR) furnacesat the Stocksbridge plant. The newfurnaces will be operational bywinter 2011/12.
Vacuum arc remelting (VAR)furnaces improve the chemical andmechanical properties of steel so itmeets the standards of the world’smost demanding applications.Ultrasonic and mechanical testingequipment will also be installed.
Posco hotstrip mill
Beijing Shougang Company sus-pended all steel facilities at itsShijingshan Plant in western sub-urban Beijing at the end of 2010,according to a companyannouncement by the Shenzhen-listed company.
The production suspension,involving assets valued at RMB4.5bn ($686.8M) is aimed at arestructuring via a swap for the‘high-quality’ assets of ShougangGroup, its major shareholder.
Facilities closed cover the steelproducer’s capacity of iron mak-ing, coking, steel smelting, high-speed wire rod, steel for construc-tion and colour-coating sheet,which contributed 4.42Mt pigiron, 4.63Mt steel and 2.95Mtsteel semis to Shougang Co’s 2009production.
With the suspension of itsShijingshan operations, its steelfacilities still in operation are awire rod plant with a 500kt/y hotrolling capacity and a cold rollingmill with a 1.5Mt/y sheet capacity.
Since 2005 Shougang Grouphas been involved in restructuringto phase out smelting operations inBeijing and relocate most of itsfacilities to Caofeidian, HebeiProvince.
In addition to greenfield proj-ects in Caofeidian, ShougangGroup has been carrying outM&As of Chinese steel groups.Source China Metals email [email protected]
Shagang plate orderShagang plate order
STI news_Layout 1 1/7/11 10:51 AM Page 1

Steel Times International – January/February 2011 – 3
News in BriefWorld Newswww.steeltimesint.com
VISIT: www.steeltimesint.comTo see a full list of news and features.
Agreement endsKobe Steel and its US subsidiaryMidrex Technologies have terminat-ed their Alliance Agreement withZincOx Resources.The groups were to collaborate onthe process, equipment design andengineering for electric arc furnacedust recycling plans using theFastmet and Fastmelt processesjointly owned by Kobe and Midrex.Midrex also said it had terminatedits license agreement with Zinc andIron Recycling of Ohio, a subsidiaryof ZincOx. The agreement granted the ZincOxsubsidiary the license to use technol-ogy related to the Fastmet process.
CR line comes on-stream Tianjin Rolling-one’s CR line, with adesigned capacity of 1Mt/y, hascome on stream.The company plans a total capacityof 3Mt/y, of which 1.1Mt will be forHDG coils, 400kt/y for colour coatedcoils and 1.5Mt/y for CR coil. Tianjin Rolling-one Steel is a sub-sidiary of Tianjin Rolling-one SteelGroup which has 3Mt/y crude steelcapacity and 5Mt/y of HR capacity.Source China Metalse-mail [email protected]
Severstal profitsRussian steel producer Severstalreported a jump in quarterly profit,beating market expectations.Severstal made a net profit of$388M between July andSeptember, up from $37M in thesame period in 2009.Despite the rise in profits, Severstal'sshares fell in both London andMoscow, as its US arm posted aloss. The loss resulted from a ‘chal-lenging US steel market and risingraw materials costs’.Severstal has said that restructuringits loss-making US assets was ‘thehighest priority’ for the company.
Anshan plans takeoverChina’s Anshan Steel Group plans totake over smaller rival FujianSangang Group in a move to speedup the domestic steel sector’srestructuring, Reuters reported, cit-ing a filing to the exchange ofSangang's listed arm SansteelMinguang.China has been pushing for consoli-dation of the country’s fragmentedsteel sector, aiming to create threeto five majors with greater competi-tiveness, it said. Anshan Steelreceived regulatory approval in lateMay to take over state-ownedPanzhihua Steel in Sichuan.
Eurofer has criticised a EuropeanCommission decision on bench-marks that set the level of freeemission allowances for industry.
The benchmark covers the thirdemissions trading period from2013 to 2020 under the EUEmission Trading Scheme (ETS).
Eurofer said: "The climatechange directive provides for freeallowances for industry subject tobenchmarks with the best 10% ofperformers in industry getting100% of their allowances for free.Yet the benchmarks for steelagreed by the EuropeanCommission and member statesare substantially below this."
Pointing out that this is a viola-tion of the directive, the NGOsaid European policy was doingnothing to tackle climate change inan efficient and effective way.
The decision also makes capaci-ty increases in industry almostimpossible, Eurofer said, addingthere was no longer any incentivefor industry to invest in capacitiesor jobs in Europe.
JSW Steel set to topIndia’s production JSW is set to become India’slargest steelmaker by March of thisyear, states a report.
With several expansions in thepipeline, JSW’s combined capacityis set to become 14.3Mt/y byMarch overtaking public sectormajor SAIL, which is 13.5Mt/y.
According to a Times of Indiareport JSW is set to buy a majoritystake in Ispat industries whichwould help boost its capacity by3.3Mt/y.
JSW would be the largest steel-maker in the country until at leastNovember this year, when Sail isset to add 2Mt extra to its capaci-ty. JSW’s combined capacity isalready ahead of the domesticcapacities of private sector playerssuch as Tata Steel (7Mt) and EssarSteel (8Mt).
According to the report, acquisi-tions have become a trend in theIndian industry rather than grow-ing organically.
Sajjan Jindal, MD, JSW Steel,said: “It is very hard to set upgreenfield capacities, it is likebuilding a universe.” By acquiringa substantial stake in Ispat, JSWhas got ready capacity to operate.Tata Steel and ArcelorMittal would
have got the same advantage hadtheir talks with Ispat materialised.
“It is a wake-up call for theentire industry. Smart moneyknows the value of steel capacity inIndia. Jindal is a second generationentrepreneur.
“He knows the difficulties ingetting land, resources and therequired infrastructure to set up asteel unit,” said Ankit Miglani,managing director, Uttam Galva,which entered into a co-promotionagreement with ArcelorMittal, giv-ing the latter a direct entry into theIndian steel market.
Along with a Compact StripMill, Ispat also has an in-housejetty, with a cargo handling capaci-ty of 12Mt/y that gives it an addedadvantage. Ispat’s mining conces-sions in India and overseas alongwith the geographical location ofthe plant in the west of Indiamakes it more attractive.
JSW said it would facilitatesourcing of key inputs such ascoke, pellet and power which willreduce the cost of production.JSW’s extensive pan India networkwill provide Ispat with better mar-ket penetration. JSW aims to pro-duce 34Mt/y by 2020.
Butech Bliss of Ohio, USA recent-ly completed the design and build-ing of the largest Hot Strip MillCrop Shear machine of its type inthe world.
The machine was contracted byArcelorMittal for its Bremen,Germany plant. The machine willcut up to 3inch (75mm) thick by87inch (2210mm) wide hot steelbars travelling at speeds of
250ft/min (76m/min). The shearwill weigh approximately 1MIbsfully assembled, with its largest sin-gle component weighing 100t.
Design and construction of theshear took just over a year to com-plete and was delivered inNovember. Butech Bliss designsand manufactures coil processingequipment, rolling mills and extru-sion presses.
Crop shear deliveryEurofercriticism
ImportsdeclineChina’s iron ore imports fromIndia posted a year-on-year fall inNovember for the third month in arow, official customs data showed.
Indian ore shipments to Chinastood at 5.34Mt in November,down 34.8% from a year earlier,despite rebounding quickly from2.91Mt in October.
Total imports from India fell6.94% y-o-y to 89.4Mt for the first11 months of this year, datashowed.
India, one of the top three ironore suppliers to China, has tight-ened shipments after the southernstate of Karnataka decided to keepa ban on exports in November.
China imported 23.74Mt of ironore from Australia in November,up 23% from the same period oflast year, taking the total 2.5%year-on-year higher to 241Mt forJanuary to November.
Australia remained the biggestiron ore exporter to China, takinga 41% share of the total of57.38Mt in November.
Ore sourced from Brazil rose2.13% to 14.35Mt in Novemberfrom a year ago. The year-to-dateshipments amounted to 117Mt,9% lower from the correspondingperiod of last year.
STI news_Layout 1 1/7/11 10:51 AM Page 2

4 – January/February 2011 – Steel Times International
World News www.steeltimesint.com
VISIT: www.steeltimesint.comTo see a full list of news and features.
Kobe Steel and India’s public-sec-tor company, Steel Authority ofIndia Limited (SAIL) will collabo-rate on technology, projects andother areas.
The pair have already begun afeasibility study for a joint venturethat uses Kobe’s ITmk3 ironmak-ing process.
With India’s steel industry andsteel-related business showingremarkable growth and promisingdevelopment for the future, KobeSteel and Sail intend to build arelationship of mutual benefitunder an MOU.
Both companies plan to formteams that will carry out collabora-
tive work to lead to actual projects.Projects/studies will be under-
taken to explore the possibility ofproducing high value products,such as automotive, nuclear andconventional power plants, specialalloy steel and bars, and stainlesssteel tube.
If the two businesses alreadyhave contractual agreements withother companies, the items cov-ered under the agreements wouldnot be considered in the MOU.
Both intend to build a relation-ship covering upstream to down-stream processes, enabling them tomutually explore ventures in theIndian and global markets.
Kobe Steel andIndia’s Sail sign deal
Severstal in Indianplant agreementRussia’s Severstal and India’sNational Mineral DevelopmentCorporation (NMDC) plan tobuild an integrated steel planttogether.
The pair have signed aMemorandum of Understanding(MOU) to establish a JointVenture company and constructthe plant.
The JVC proposes to have itscaptive coking coal mining sub-sidiary in Russia and iron ore min-ing subsidiary in India to ensurelong term supply of the critical
steelmaking raw materials to theplant. The plant will be construct-ed in Karnataka, will have a capac-ity between 2 and 5Mt/y.
NMDC and Severstal will eachhave a 50% shareholding in theJoint Venture and will appoint the-senior management team. NMDCis a Navratna Public SectorUndertaking under theGovernment of India. Severstal isan integrated steel and miningcompany. In 2009, it produced16.7Mt of steel. Revenues were$13.05bn and EBITA was $844M.
Sail South Africa planIndian state-run steel maker SteelAuthority of India Ltd (Sail) willexplore the feasibility of a jointventure plant in South Africa.
Senior government sources saidthe steel ministry had asked thecompany to look into the possibili-ty of such a facility, following thevisit of a high-level ministry dele-gation to South Africa.
While the purpose of the visitwas to obtain coal and iron orefrom the mineral-rich country, theproposal for the joint venture plantalong with assured coal and ironore supplies cropped up during thediscussions.
Sources said SAIL could look atsetting up a port-based plant witha capacity of up to 3.5Mt/y, ifSouth Africa allotted it coking coaland iron ore mines.
When contacted, SAIL officials
refused to comment. The venture, sources said, could
be a joint one with equity from anominated South African firm.ArcelorMittal and Tata Steel arealready present in the fast growingSouth African market.
SAIL has only looked at buyingraw material assets abroad butnever considered a facility, possiblyprompted by the fact that its mar-ket was mainly within India andthere was no necessity to fritteraway its resources abroad.
If SAIL sets up a plant in SouthAfrica, finished steel can be easilyshipped to India as well as to keymarkets in Europe and West Asia.
South Africa has emerged as anattractive prospect in steel due toits favourable production turnoverthat accounts for half of the conti-nent’s output.
RourkelacontractDanieli has awarded power con-version specialist Converteam a€20M contract for electrical engi-neering products and services for anew steel plate mill in India.
The Rourkela plate rolling facili-ty, for Steel Authority of India(SAIL), in the state of Orissa,north east India, will have an initialproduction capacity of 920kt/y ofsteel plate with a provision forfuture expansion to 1.674Mt/y.
Converteam is responsible forthe complete electrical packageincluding design, manufacture,installation and commissioning ofequipment including motors,drives, transformers and basicplant automation. It will be in co-operation with Danieli Automationoperator control desks, HMI and aCCTV system.
The project will also draw onConverteam’s resources in India,UK and Germany to deliver theengineering and manufacturing forthe project. The new Rourkelaplant is expected to be fully opera-tional in less than three years.
Australia
floods to
impact steelThe Queensland floods could havea ‘significant long-term effect’ onthe global steel industry, the pre-mier of the Australian state haswarned.
Anna Bligh’s comments came asthree quarters of the state’s coalfields are unable to operate due tobeing flooded. The situation inQueensland is being closelywatched by the global steel indus-try, because it exports half the cok-ing coal needed to make the metal.
However, steel analysts say it istoo soon to be able to quantify theimpact. They say this is because itdepends on how long the floodscontinue, and the size of the cok-ing coal stockpiles the world’ssteelmakers currently have inplace.
Ms Bligh told Australian broad-caster ABC: “We have three-quar-ters of all of our coal fields unableto operate and unable to supplymarkets.”
The global steel mill profit outlookfor 2011 is forecast to be ‘fair togood’ with a 45% probability for‘fair’ and a 30% probability for‘good’, according to World SteelDynamics Managing Partners,Peter Marcus and Karlis Kirsis.
They were speaking at the annu-al European Steel SuccessStrategies conference organised byMetal Bulletin and WSD held inLondon in December. For 2012,the likelihood of ‘good’ rises to40% while ‘fair’ drops to 30%.
While China continues to drivegrowth in 2011, a slow down isforecast in 2012 with growth incrude steel production falling from9.7% y-o-y in 2010 to 3.8% in 2011and 3.4% in 2012.Global steel pro-duction in 2010 is forecast to be arecord 1.41bnt, a 4.4% rise on theprevious high of 1.35bnt in 2007and 14.5% above the 2009 figure.
A full report on the conferencewill appear in STI March.
Powermaxlaunch
Hypertherm has launched twoPowermax systems.
The Powermax 65 andPowermax 85 come with moretorch options and a more ruggedtorch design for greater durabilityin difficult cutting environments.
Four new torch options—anergonomic 75 degree hand torch, a15 degree hand torch for gougingand cutting in tight locations, a38cm full-length machine torch,and a 15cm short barreledmachine torch for robotic andpipe-cutting applications—providegreater versatility.
Operators can now easily cutmetal in places that may have beenhard to access in the past.
2011 steelforecast
STI news_Layout 1 1/7/11 10:51 AM Page 3

6 – January/February 2011 – Steel Times International
World News www.steeltimesint.com
VISIT: www.steeltimesint.comTo see a full list of news and features.
Coil grab
Bushman AvonTec has developeda coil grab which easily handlesdensely packed slit coils.
Berwick Steel Coilplus, Ohio,USA needed to find a way to insertand remove thin slit steel coils(down to 1" wide) from a storagerack. The coils are closely stackedin the rack with a narrow 1.5"space between them.
Bushman AvonTec’s adjustablecoil lifter with flexible lifting legsthat fit between the coils androtate into the inside diameter fora safe lift.The hooks are adjustablein two inch increments to permithandling coils of varying thickness.The main advantage of the lifters isthat the feet rotate.
To remove a coil, the hooks arelowered with the feet parallel tothe coils. Once the feet are in theID of the coil, they are turned 90degrees so they can lift the coilwithout damaging it or neighbor-ing coils.
Vietnamese expansionPosco has begun work to expandits stainless steel mill in Vietnam tomeet growing demand in housingand infrastructure construction.
The company plans to triple pro-duction capacity of the Posco VSTplant to 235kt/y by February 2012and 285kt/y by 2014.
The plant in Dong Nai Province,is Vietnam’s only stainless steelcold rolling plant, and was estab-lished in October 2009 after theKorean firm acquired AsiaStainless Corp.
In the first stage of expansion a100kt/y cold rolling mill andannealing equipment capable ofprocessing 200kt/y will be added.
In the second stage, slated forcompletion in 2014, another100kt/y cold rolling mill will beinstalled.
Once the expansion is complete,Posco VST will be Southeast Asia’slargest cold rolled stainless steelproducer, the company said.
It added Southeast Asia’s coldrolled stainless steel output cur-rently falls far short of demand,resulting in the majority of prod-ucts being imported.
According to the steelmaker,310kt/y of cold rolled stainlesssteel is produced in the regionwhile demand stands at 660ktSource: The Korea Herald
$310M Evraz
upgradeEvraz has completed a $310Mupgrade of its converter shop at itsNTMK site in the Urals, Russia.
The converter shop’s capacityhas increased by 700kt to 4.5Mt/yof steel. The reconstruction of con-verter No 4 and caster No 3 wasthe last stage of a large-scale mod-ernisation project.
The cost of the modernisation ofthe No 4 converter was $50M andfor the caster no 3 upgrade $55M.
The NTMK steelmaking facili-ties now consist of four upgradedconverters and four continuouscasting machines. The installationof gas cleaning and extractionequipment decreased emissions atthe converter shop.
China’s Huaigang Special Steel(HSS) has placed an order withthe German company FriedrichKocks to upgrade its rod and barmill.
A Kocks 3-roll Reducing &Sizing Block will be installed toimprove product quality.
The reducing and sizing block isbuilt to operate with four 3-rollstands and a nominal roll diameterof 215mm.
It will be implemented as finish-ing block in the 600kt/y rolling millbehind an existing ten-year-oldDanieli Morgårdshammar rough-ing and intermediate mill consist-ing of 18 2-high HV stands.
The 3-roll block will roll straightbars from 13.0mm to 22.0mm onto the cooling bed. The RSB allowsrolling out of only one pass series
from the roughing and intermedi-ate mill and thus significantlyreduces the number of requiredfeeders. Any desired finisheddimension of the complete dimen-sional range can be produced inany sequence with a minimumnumber of roll sets and just a fewstand changes.
The optimum adjustment valuesfor motor speed, rolls and guidesas well as gear steps are calculatedby the bar mill configuration sys-tem Bamicon in relation to thefinal product.
Huaigang is based in Huaiían, amegacity with roughly five millionresidents in the Jiangsu province.HSS has 6000 employees and pro-duction of 2.8Mt/y. It is a supplierof spring steel for the automotiveindustry and for high-speed trains.
Huaigang rod andbar mill order
Sinosteel in Channarmining extensionRio Tinto and SinosteelCorporation have extended theirChannar Mining joint venture (JV)in the Pilbara region of WesternAustralia.
It leads the way for a further50Mt of iron ore to be producedunder the JV.
The original Channar agree-ments for the production of 200Mtwere signed in 1987, with strongAustralian and ChineseGovernment support.
This marked an historic break-through as the first major Chineseforeign investment in theAustralian mining industry, with
first ore being produced in 1990. The Channar JV (Rio Tinto
share 60%, Sinosteel share 40%)owns the Channar mine, 60kmsouth of Tom Price, which is man-aged by Rio Tinto.
The agreement providesSinosteel with 100% take-off rightsfor Pilbara Blend product (intowhich Channar ore feeds).
At the current production rate of10Mt/y, it is expected the 200 mil-lionth tonne of the original jointventure will be produced in thefirst quarter 2012. The pair alsoagreed to cooperate for any devel-opments close to the mine.
Indiansteel infiguresHow much electricity did Indiagenerate in 2009/10 (763bn kWh),how many automobile did it build(14.03M), how did it become theworld’s leader in sponge iron pro-duction (22.0Mt) and how muchsteel did it consume (59.9Mt)?
These, and many more, are thefacts that can be found in the SteelScenario Yearbook 2010 whichincludes statistics on Indian indus-trial production to financial year2009-10 where available or calen-dar year 2009, along with recentearlier annual data for comparison.
The 98-page publication con-tains some 139 Tables and charts,of which around 95 relate toIndian statistics and the remainderto the rest of the world.
Tables cover India’s present andpast economic situation, so thattrends can be followed, Indian ironand steel statistics, Internationalstatistics of production, consump-tion and imports and exports ofsteel products.
‘Steel Scenario Yearbook 2010’ ispublished by Spark Steel &Economy Research Centre (P)Ltd, CG-106, Salt Lake City,Sector II, Kolkata 700091, India.Tel +91 33 2334 0043 Email [email protected] web www.steelscenario.com
Profit boost
for China According to China Iron and SteelAssociation data, 75 steel groupsachieved sales income ofRmb258bn ($38.8bn) and profit ofRmb6.958M ($1.045M) inOctober.
This was Rmb1.076M ($161k)higher than in September. Theincrease in income and profit wasdue to rising steel prices and alower iron ore price. 12 companieswere in the red in October, withtotal losses at Rmb570M($85.7M), Rmb210M ($31.5M)less than in September.Profitability of major steel worksfell steeply into the negative fromSeptember 2008 and remainednegative until May 2009.Profitability in 2010 was positivebut at half or less than that experi-enced in the first three-quarters of2008. Source China Metals
STI news_Layout 1 1/7/11 10:51 AM Page 4

FEBRUARY 2011
2-4 18th International SteelSummitOberoi Grand Hotel, Kolkatawww.steelscenario.com/iss2011.html
11-14 Minerals, Metals,Metallurgy and Materials 2011New Delhi, Indiawww.mmmm-expo.com
15-17 16th CIS Metals SummitMoscow, Russiawww.asi-conferences.com/en/steel-metals-russia-cis
26-28 Metal & Steel 2011Cairo, Egyptwww.arabiangerman.com
27-03 March TMS 2011San Diego, USAwww.tms.org/tms2011
MARCH 2011
01-03 Arab Steel Summit 2011Beirut, Lebanonhttp://events.arabsteel.info
08-10 M&MT 2011Mumbai, Indiawww.asmpune.org/m&mt2011
10-11 Steel Markets NorthAmerica ConferenceChicago, USAhttp://www.steelbb.com/steelevents/smna11/
14-16 CRU 17th World SteelConferenceRome, Italyhttp://crugroup.com/Events/WorldSteel/Pages/worldsteel.aspx
APRIL 2011
05-07 Kuwait InternationalMetal & Steel Expo 2011www.bestexpo-kw.com
27-29 Latin American Iron &Steel Trends ConferenceRio de Janeiro, Brazil www.laironsteeltrends.com
MAY 2011
02-05 AISTech 2011 Indianapolis, USAwww.aist.org/aistech
12-14 China InternationalMetals Industry Trade FairGuangzhou, Chinawww.mc-ccpit.com/en/conference.asp
8 – January/February 2011 – Steel Times International
www.steeltimesint.comStatistics Events Diarywww.steeltimesint.com
VISIT: www.steeltimesint.comTo see a full listing of industryevents click on ‘events diary’
For full listing of monthly statistics by country visitwww.worldsteel.org/?action=stats&type=steel&period=latest
World output up fromNovember 2008
Essar Steel has granulated threeiron tappings at its 10Mt/y Hazira,India plant using UHT's Granshotmethod.
The plant has a capacity to gran-ulate 140t pig iron in less than anhour. The Granshot method is animportant buffering possibilitybetween the blast furnace and twoCorex 2000 units and the down-stream refining and castingprocesses in the new steelmakingplant.
The produced Granulated PigIron is used in the Conarc’s EAFto deoxidise the hot heel steel.Surplus GPI is used as an alterna-tive iron source to HBI or scrapwithin Essar’s production or is soldas granulated merchant pig iron. Iran aims for output
self-sufficiency
World crude steel production inNovember 2010 was 31.9% higherthan in November 2008 when theimpact of the global economic cri-sis on world crude steel productionbecame apparent.
Crude steel production for thefirst 11 months of 2010 was1.281bnt, 4.6% higher than in2008.
However, crude steel produc-tion in the EU and North Americafor the first 11 months of 2010 wasstill -15.3% and -14.1% respective-ly less compared to the same peri-od in 2008, while Asia’s crude steelproduction was 16.4% higher.
World crude steel production forthe 66 countries reporting to theWorld Steel Association (world-steel) was 114Mt in November -5.1% higher than November 2009.
World crude steel production forthe first 11 months of 2010 was1.281bnt, 16.2% higher comparedto the same period in 2009.
China’s crude steel productionfor November 2010 was 50.2Mtan increase of 4.8% compared toNovember 2009.
Elsewhere in Asia, Japan pro-
duced 9Mt of crude steel inNovember 2010, 1.4% higher thanNovember 2009. South Korea’scrude steel production forNovember 2010 was 5.2Mt, 16.4%up compared to the same monthlast year.
In the EU, Germany’s crudesteel production for November2010 was 3.8Mt, an increase of 8%on November 2009. Italy pro-duced 2.3Mt, 19.3% more than thesame month in 2009.
Turkey produced 2.5Mt of crudesteel in November 2010, anincrease of 15.7% compared toNovember 2009. The US pro-duced 6.5Mt of crude steel inNovember 2010, 13.0% higherthan November 2009.
Brazil produced 2.6Mt of crudesteel in November 2010, a -2.8%decrease over the same month lastyear. The crude steel capacity utili-sation ratio of the 66 countries inNovember 2010 remained stableat 75.2% compared to 75.3% inOctober 2010. Compared toNovember 2009, the utilisationratio in November 2010 slipped by0.8 percentage points.
Essar boost
Iran is pressing ahead with plans toexpand output capacity to achieveself-sufficiency by 2014 and thenboost it fivefold by 2025.
Around $32bn of investment isneeded for the country’s long-termgoal to reach a steel capacity of55Mt from 11Mt now, an execu-tive from state-owned EsfahanSteel Company told the recentMetal Bulletin’s steel and iron oreconference in Dubai.
“Around $14bn worth of steelprojects are currently under waybut some face delays or cancella-tion due to the US sanctions andincreasing manpower costs,” HadiHami, Middle East steel specialistin the Alam Steel Group said.
During the steel conference,Iranian producers echoed the offi-cial line, saying Iran did not haveproblems obtaining financing andmany foreign firms were still keento do business with the IslamicRepublic.
Countries including Japan,Korea and Australia, are currentlyimplementing projects in our
country, one executive said, butdid not say which companies wereinvolved.
The Iranian National SteelIndustrial Group (INSIG), whichwas privatised more than a yearago, also plans to double its pro-duction capacity in the next threeyears.
Its managing director, AbdolrezaRasouli said the expansion will costabout $500M and the companyhad already secured the financingneeded, partly through loans fromdomestic banks.
The projects would bring thecompany’s capacity to more than3.1Mt/y from the current 1.5Mt/y.,he added.
INSIG was in talks with Chineseand Italian companies to cooper-ate in technology.
“The construction sector grewby 11% in 2008, before the crisis,”Hami said. “It will grow by 3% in2010, after expanding 1.5% in2009,” he added.
Source: Gulf Times, Doha, Qatar.
Stats forthe UKThe Annual Statistics for theUnited Kingdom 2009 handbookis published by ISSB Ltd, priced at£210.
ISSB incorporates the activitiesof the former Iron and SteelStatistics Bureau. The 46-pagebook includes a general summarywith figures dating back to 1984,as well as chapters on raw materi-als, energy, ironmaking and steel-making. The steelmaking sectionincludes chapters on production ofall qualities by process and castmethod, production of alloy quali-ties and materials consumed.
It also includes an overview ofsteel products as well as look intoUK trade.
For more information contactISSB Ltd, 1 Carlton HouseTerrace, London, SW1Y 5DB.Tel +44 (0) 20 7343 3900,email [email protected], web www.issb.co.uk.
STI news_Layout 1 1/7/11 10:51 AM Page 5

10 – January/February 2011 – Steel Times International
USA Update
Amid post-recession uncertainties, Nucorbelieves steel will bounce backA slow but perceptible recovery of the steel industry is taking place in USA although margins are tight as raw material pricesincrease but buyers are reluctant to pay more for steel. By Manik Mehta, New York
2009. Weekly production has been erratic dur-ing the past two months when mills were strug-gling for new orders. The AISI weekly data isbased on estimated crude steel production froma sample of mills representing about 50% of thetotal US steelmaking capacity.
Max Aicher acquisitionThere are also other encouraging things hap-pening in the US steel industry. The Germancompany, Max Aicher, is trying to resuscitatetwo mills owned by US Steel that had beenclosed down. The revival comes on the heels ofa deal to sell the mills to Max Aicher (NorthAmerica), a subsidiary of Max Aicher GmbH &Co KG of Freilassing near Munich, which plansto produce steel used for the manufacture ofauto parts, and the mining and constructionindustries.
Thomas Fetzer, president of Max Aicher(North America), has been speaking about‘warming up the furnace’ at the acquired steelmills, and starting steel production early nextyear. Aicher formally became the owner of theformer Stelco bar and bloom mills, although ithad announced six months earlier its decisionto buy these from US Steel which had closedthe mills in January 2009.
The mills, which were known as No1 bar milland No 3 bloom and billet mill at US SteelCanada’s Burlington Street complex, had beenoffered for sale by Stelco in 2007, just after thecompany emerged from bankruptcy protection.However, despite its interest, the Aicher Groupseemed to be in no rush to finalise a deal.
The Government of Ontario announcing aloan of C$9M (US$8.96M) to support thereopening of the Hamilton-based mill whichwill cost an estimated C$106.25M(US$105.86M). The business plans to installnew machinery including a finishing mill toimprove manufacturing of new and innovativeproducts.
The new Hamilton plants will enable Aicherto enter the North American market as a steelprocessor; the company has already carved outa 20% share of Europe’s market for automotivesteel. The plants will process the steel sourcedfrom Canadian suppliers. According to recentcomments by Fetzer, the company will concen-trate on the value-added end of the marketinstead of large volumes.
US Steel Kobe JVUS Steel recently reached agreement with Kobe
NUCOR Corporation produces steel and steelproducts with operating facilities and cus-tomers, primarily, in North America. Nucor,which has three business segments – steel mills,steel products and raw materials, claims to bethe biggest recycler of steel scrap, its main rawmaterial, in USA.
Nucor executives have been closely monitor-ing what is described as the ‘U-turn recovery’which for many, understandably, has been tooslow and protracted. Nucor experiencedreduced demand for its construction productsfor both residential and non-residential build-ings which has plagued the company throughthe first three quarters of 2010. And, as the yeardrew to a close, many New York-based analystsspeculated that the fourth quarter might be themost challenging of the year. Historically, thefourth quarter has, generally, been the weakestnot only for Nucor but for the steel business asa whole.
Nucor’s management has also acknowledgedthat while quarterly revenues were stabilisingafter the massive decline of 2008-09, it is takinga very cautious view of the near-term futureprospects. Weak end-user demand continues toworry the company’s executives. Steel priceshave been falling for certain products, aggravat-ed by, as Nucor representatives point out, thecontinuing ‘dumping’ of Chinese steel in theUS market. The situation is further compound-ed by the 12% rise in the price of steel scrapwhich is Nucor’s primary feedstock. These fac-tors, along with its business concentration inthe North American confines, could contributeto a worsening of its situation.
But, as Nucor representatives keep saying, the‘steel industry is down, but not out’. The compa-ny’s ‘solid balance sheet, manageable debt levels,a flexible workforce and strong corporate leader-ship’, they say, will be key factors that will leadthe company out of the present low.
The coming weeks and months will be crucialnot only for Nucor but also, generally, for theUS steel industry. It will also show whether thecurrent recovery, though slow, will furtherimprove or revert back to its depressed state.
But the good news from the US steel industryis that crude steel production is showing gainsfor the first time in about eight weeks. Nucor’soutput in the US posted a 2.9% rise to 47 000short tons during the week-ended November13, according to the Washington-basedAmerican Iron and Steel Institute. This positiveturnaround, after declining production for atwo-month period, is seen as a ‘good sign’ bysome who believe that the recession-plaguedsteel industry may, at last, be moving steadily onthe road to recovery. Total crude steel produc-tion for the week in question was estimated at1.66M tons, compared with an estimated 1.62Mtons in the week before and 1.47M tons in thecorresponding week of 2009. The ten and a halfmonth cumulative production by US steel millsto mid November was 77M tons of crude steel,about 42% more than the estimated 54M tonsproduced to the second week of November in
Steel to expand their partnership in the jointventure Pro-Tec Coating Company to build acontinuous annealing line to produce high-strength steel for use in automobiles, a state-ment released by Kobe Steel said.
According to the statement, Pro-Tec wouldproduce cold-rolled advanced high-strengthsteel (AHSS) and ultra high strength steel(UHSS), both of which are new products forthe company. The joint venture company, locat-ed in Leipsic, Ohio, has been producing hot-dipped galvanized steel sheet for automakerssince 1993. The new continuous annealing linewill have a production capacity of approximate-ly 500 000 short tons per year to help meet thegrowing demand for high-strength steel sheetfor the automotive market.
Production is expected to start in early 2013at the new facility where construction will beginin early 2011.
According to Kobe Steel, the new line will beable to make next-generation high-strengthsteel products. Kobe Steel’s move comes in thewake of automakers wanting higher strengthsteels to comply with crash safety regulationsand also improve mileage performance byreducing the weight of cars by the use of thin-ner gauges of these latest hot-dipped galva-nized high-strength steel sheets. Pro-Tec isaddressing the need for cold-rolled AHSS sheetin the upper body which strengthens the overallvehicle structure.
PricesMany cash-strapped steel buyers are making itdifficult for steel producers to hike the prices ofsteel. The world’s largest steel producerArcelorMittal, for example, is facing a marginsqueeze because it is unable to increase prices tocover higher raw material costs, says LouSchorsch, the head of the company’s flat steelbusiness in the Americas. Schorsch, who wasspeaking at a Dahlman Rose & Co Mining andMetals conference, said that the global steelindustry’s recovery from the recession has beenslow. While order books had improved, cus-tomers were still restrained in their steel purchas-es, according to Schorsch.
Although he was ‘disappointed’ with the recov-ery process, Schorsch said that there had been noevidence of excess inventories, and hoped thatthe tight inventory would lead to improved vol-umes and a better price environment for thecompany. The present steel market conditionswere ‘challenging’, according to Schorsch. �
Olympic Steel to get 4-High Temper Mill Yalesville CT based Tenova I2S recently signeda contract with Olympic Steel Inc to supply a 4-High Temper Mill at the company’s plannednew site at US Steel’s Gary Works in Gary,Indiana. The new Tenova I2S Mill will be thethird Temper Mill supplied to Olympic Steel, anation wide steel service centre. The first two
Temper Mills are located at Olympic Steel’sfacilities in Cleveland, Ohio and Bettendorf,Iowa and have been in operation for over adecade.
The new Tenova I2S Mill will be placed in acut to length line which will produce over150kt/y of high quality tempered sheet.
USA_Layout 1 1/6/11 11:58 AM Page 1

Since the decision to postpone the new plant,EBITDA margin improved to 28% in Q4 2009but fell again by 5% to 23% in Q3 2010.According to Barclays Bank, the margin is con-tinuing to deteriorate during Q4 2010 – fallingto 17% – as a consequence of a new competi-tive environment that Brazilian steelmakers arefacing: pricing discounts and raw material pres-sures. It was in this context that Usiminas can-celled its plan for a new steelworks.
Usiminas’ new centre of attention is to opti-mise the Ipatinga and Cubatão steelworks,including improving energy efficiency. A newblast furnace is being considered for Ipatinga,which would replace two smaller ones andexpanding crude steel capacity from 4.8 to6.0Mt/y.
Concerning the other major previouslyannounced projects, the new coke oven batter-ies at Ipatinga were commissioned in Q3 2010;Unigal 2 is planned to come on stream in H12011; the new hot strip mill at Cubatão, in H22011; and the increased plate mill capacity atIpatinga is expected by H2 2012.
Iron Ore ExpansionUsiminas started to disclose EBITDA marginsby business unit from Q4 2009 onwards. Theiron ore margin has grown from 44% in Q42009 to 70% in Q3 2010 (Fig 2). The steel pro-duction business has remained at an 18%-20%plateau while steel processing has droppedfrom 14% to just 4% over the period. For capi-tal goods, the returns are 15% and 5% for thesame period. It is clear that the best results arecoming from the upstream activities, which isstimulating Usiminas to pump money into themining segment.
The mining division, Mineração Usiminas,was established as a 70:30 joint venturebetween Usiminas and Sumitomo Corporationin October 2010. The Japanese companyacquired the stake by subscribing to new sharesfor a consideration of up to $1.9bn. MineraçãoUsiminas owns four mines in the Serra Azulregion (State of Minas Gerais). It also has par-ticipation in a railway and in land at SepetibaBay (State of Rio de Janeiro) at which an iron
12 – January/February 2011 – Steel Times International
LA Update
Usiminas: – Growing faster in iron ore than steel
NOVEMBER 2010 was a crucial month forUsiminas, the Brazilian carbon steel flat pro-ducer. It decided to cancel the construction ofa new steel mill in the city of Santana do Paraíso(State of Minas Gerais). It also announced theapproval of the first stage of its iron ore miningexpansion plan. Thus, the company willincrease the importance of its mining activitiesto its total revenue in the coming years.
Cancelled Steel ProjectIn March 2007, Usiminas’ Board of Directorsapproved a plan to increase steel capacity by5Mt/y with a 2.2Mt/y expansion at its Ipatingasteelworks in the State of Minas Gerais and a3Mt/y investment at a location not then decid-ed. This investment was to go alongside theinvestments at its existing two sites. TheIpatinga mill now has a new coke plant, andwork is underway on a new galvanising line (ajoint venture with Nippon Steel named Unigal2), and an increase in heavy plate productioncapacity. The Cubatão mill (State of São Paulo)is to have a new hot strip mill. The company’sEBITDA margin was equivalent to 36% in Q42006 (Fig 1).
Because of the then good scenario for theglobal steel industry in the first part of 2008, inJuly 2008 Usiminas decided to accelerate itsinvestment programme, replacing the crudesteel expansions previously announced with aproposal to construct a 5Mt/y integrated mill atSantana do Paraíso, focused on slab produc-tion. The first 2.5Mt/y stage would be commis-sioned in 2011, and a second the following year.Approximately 60% of the slabs would beexported and 40% rolled at the Ipatinga andCubatão steelworks. Usiminas’ EBITDA mar-gin in Q2 2008 was equivalent to 37%.
But the Lehman Brothers’ bankruptcy inSeptember 2008 and the resulting global tur-moil negatively impacted the steel market. Notsurprisingly, in July 2009, Usiminas revealedthat it had suspended the Santana do Paraísoproject. The company said that the investmentwould be resumed as soon as market funda-mentals recovered. EBITDA margin in Q22009 was only 6%.
As a result of better returns from up-stream operations, Brazilian flat producer, Usiminas, which only established its mining divi-sion in 2008, has reallocated a proposed investment in a greenfield steel plant to increasing output at its iron ore mines with
plans to export ore. By Germano Mendes de Paula*
*Professor in Economics, Federal University of Uberlândia, Brazil. Email [email protected]
ore export terminal is eventually planned.Mineração Usiminas’ investment plan consistsof enlarging the capacities of its mines from thecurrent 7Mt/y total to 29Mt/y by 2015. In a firstphase, the capacity will reach 12Mt/y byH2 2012.
In November 2010, Usiminas reached anagreement with two subsidiaries of EBX (con-trolled by Eike Batista): LLX (harbour) andMMX (iron ore mining). Usiminas Mineraçãowill export its iron ore through the LLXSudeste port project.
The deal was positive for UsiminasMineração, considering the difficulties withUsiminas’ own harbour project, as its land hasno direct ocean access. The deal is for five yearsfrom 2012 to 2016, with an option for five moreyears, ramping up volumes from 3Mt/y in 2012to 16Mt/y in 2016.
Mineração Usiminas and MMX will jointlydevelop mining of the Pau de Vinho resource,the mining rights belong to MineraçãoUsiminas. MMX will be responsible for licens-ing, capital expenditure and operation of Paude Vinho (a deposit of over 800Mt), whichcould reach an output of 8Mt/y. Given that themine is adjacent to MMX’s current operations,the investment will be lower than for a green-field development, and the company should beable to generate significant operational syner-gies. Production will be split between the twocompanies with the bulk going to MMX(86.5%) and the remaining 13.5% to Usiminas.Thus, Usiminas will get around 1Mt/y of orefrom the Pau de Vinho mine without it makingany additional investment.
Usiminas Mineração argues that the deal wasgood for the company for two reasons, bothrelated to time saving: a) LLX’s harbour will beready before Usiminas has one; and b) accord-ing to its earlier mining sequencing plan, Pau deVinho would not have been mined until 2026.
Considering that Usiminas was established in1957 and started steelmaking in 1962, but didnot enter the iron ore mining business until2008 (via purchasing J Mendes), its recent deci-sions show that it is in hurry to increasinglybecome a mining concern.
Fig 2 Usiminas EBITDA margin for its individual business units (%)Fig 1 Usiminas combined EBITDA margin for its four business units (%)
LA_Layout 1 1/6/11 12:00 PM Page 1

Steel Times International – January/February 2011 – 13
CHINA Update
China plans development of special steel sector
ACCORDING to the China Iron & SteelAssociation, the Chinese government willattach greater importance to the developmentof high quality special steels in the coming fiveyears. Compared with carbon steel, there aremore severe requirements to produce specialsteels and their applications are more stringent.Markets are typically automotive, machinery,energy equipment, chemical plant, coastal facil-ities, transport, weapons, and others.
At present, domestically produced specialsteels can only satisfy the requirements of cer-tain industries, some top quality grades stillneed to be imported.
Figures from China’s Bureau of Statisticsshowed that output of special steels remainedat around 35Mt, which is only around 5% oftotal steel production while in other developedand industrialised countries the ratio is 10 to20%. Take Japan for example, the production ofspecial steel accounts for around 20% of totalsteel output.
Until now, China’s special steel producershave been undergoing continuous upgradingand many quality steel companies have formedsuch as Taiyuan Iron & Steel, Zhongxin TaifuSpecial Steel Group, Northeastern SpecialSteel Group, Baosteel Special Steel Branch andTianjin Steel Tube Company.
At the same time, specialised productionlines have been formed within the industry toproduce specific types of steel such as highspeed steels, alloy steel bar, medium thicknessplate, tube, wire, stainless steel, precision alloy,heat resistant steels and alloys, titanium alloyand alloy steel wire. A series of mergers andacquisitions have taken place to create a morestreamlined structure of ownership of theindustry.
Competitiveness of special steelsAround 24% to 35% of China’s special steels areused for the manufacture of machinery andautomobiles. In addition, it is also widely usedfor railways, vessels, energy projects, aircraft, etc.China has developed types of anti-corrosion,ultra-clean and ultra-hard steels in quantity andquality, to satisfy the demands of heavy machin-ery, automobile, oil, and military projects.
China’s special steel industry has seen rapiddevelopments in the past three years activatedby domestic demand. But the greatest increasein this steel output comes from low added valuealloy steels. Along with developments of China’snational economy and the world financial crisis,a conflict has arisen due to a surplus of thesegrades produced by the domestic steel industry,which has become increasingly prominent.
To maintain a sustainable development, theChinese government released a plan for thewhole industry at the beginning of 2010:‘Adjustment and Planning for Iron & SteelIndustry’ and further indicated the direction forthe industry. It is meant to stay away fromunnecessary expansion and instead rely ontechnological innovation, energy saving andrecycling. Special steel producers are meant tomove towards more specialised steels of higherquality, made at lower cost and with greaterefficiency, and produce more high added value
China’s special steel industry is expected to see a turning point in the next ten years to increase output from its present 35Mt/yand to produce more sophisticated grades to meet the growing domestic demand. By Shi Lilli, China correspondent
products. This will also help reduce the numberof anti-dumping lawsuits from foreign coun-tries. Companies must aim to satisfy thedemands of manufacturing for military projects,high and new technologies and others.
Yet, compared with developed countries,China still has a long way to go. Take Japan forcomparison, China’s special steel productsstructure is very different from that in Japan.China is mainly focused on carbon structuralsteels, alloy structure steel and stainless steel.These three types account for almost 80% of itstotal special steel production. Japan’s specialsteel industry pays more attention to carbonstructure steel, alloy structure steel, stainlesssteel and high speed steel together theseaccounting for 75% of the total. It can be seenthat China’s special steel products put greateremphasis on bars (over 65%), followed by tubes(20%). While in Japan, these four types of steelproducts take a lower proportion and bars,strip, and wire take a larger portion at 30.2%,29.7% and 20.8% respectively.
Improving China’s special steelsIn recent years, plant for China’s special steelproducing has been continuously upgraded andthe quantity and quality of output has steadilyincreased. Yet compared with the rapid growthin carbon steel production, its special steelindustry is still lagging behind. Therefore, it isdesperate to improve the overall technical levelof the special steel industry. Compared with theinternationally advanced production line andtechnology for special steel, China still has lotsof work to do.
First, the process flow for special steel is tobe optimised. Based on on-going and advancedproduction lines to be built for special steels, itsprocess flow will be optimised so that high qual-ity technology will come and the overall indus-try will be upgraded. Several top special steeltrial production lines will be set up to manufac-ture high quality special steels as steel bars, flatprofiles, rolled profiles, forged shapes andseamless tubes to satisfy the market demand ofequipment manufactures. By 2015, it is expect-ed that the output of special steel through theseimprovements will rise to 8% of total steel out-put, thus forming a strategic new industry fea-tured by high quality special steel.
Secondly, the technical level of special steelsproduced is to be raised. Production lines forsteel plate, tube, bar, forging blanks and wires,have gradually come into being. What is more,China already has its own relatively advancedequipment for producing special steels, but thetechnical level desperately needs upgrading.The industry still largely has a long way to go in
smelting, continuous casting, hot rolling, coldrolling, forging, heat treatment, and their appli-cations, compared with developed countries.
For example, special steel smelting and refin-ing technology needs tighter control of itschemistry; solidifying technology for specialsteels should be without significant segregation;and heat treatment must accurately control thestructures and properties. Therefore, a furtherupgrade of production technology could helpimprove the purity of special steel products,their homogenaity, consistency of properties,accuracy of measurement and surface quality.
Thirdly, China still needs to improve its abili-ty to generate top quality special steels.Compared with carbon steel, special steelinvolves a high degree of alloy element control,more complicated manufacturing technologies,better heat treatment and to avoid waste ofresources and energy.
China needs to further investigate the uses offerritic stainless steel as this is a low cost prod-uct and saves valuable nickel resources. Also, itis to produce high-nitrogen stainless steel toincrease tensile properties and to develop moreefficient heat resistant steels for thermal powergeneration and pay more attention to the devel-opment of stainless steel and anti-corrosionalloys for nuclear power plants. In Japan, SouthKorea and Europe, 80% of automotive forgedsteel parts no longer rely on micro-alloyed spe-cial steels.
Future of the special steel industryChina’s special steel industry is expected to seea turning point in the next ten years. The fol-lowing reasons will drive this:
Because the market from industrialisationand machinery manufacture increasingly needshigh quality special steels, demand will grow.For example, high-efficiency power generationplant need heat resistant steels and alloys towithstand higher temperatures. Nuclear powerunits need anti-corrosion stainless steel andalloys; cranes require special steels for highersafety and stability; jet airliners need ultra-strong steel; gas and oil exploration needs anti-corrosion steels for use in sour environments.Thus, different markets have different require-ments for special steels and therefore differentspecifications.
From the point of industrial development,China’s steel industry needs to be adjusted withregard to the structure of companies, processflow and products structure. At present,China’s special steels only meet a small propor-tion of domestic need compared with otherdeveloped countries. Most of the technologieswill be upgraded by producers step by step. �
According to the China Stainless Steel Council(CSSC) stainless steel output in Q3 2010 was2844kt, up 13.7% y-o-y. Of the different gradesproduced, austenitic increased 10.1% to1409kt, ferritic by 5.5% to 799kt, and 200series by 37.0% to 636kt. The period from Jan-Sept saw 8318kt of stainless steel produced, up
26.6% y-o-y. CSSC said stainless imports in Jan-Sep were
829.6kt, down 17.5% y-o-y. Export were 1083kt,up 127.1% y-o-y. Thus apparent consumption inJan-Sep was 7049kt, up 12.9% y-o-y.Source: China Metalse-mail [email protected]
Stainless production up 13.7% in Q3
China_Layout 1 1/6/11 12:01 PM Page 1

INDIA’S GDP is expected to grow by 8.5% inthe 2010-11 fiscal year (April 2010 to March2011) compared to 7.4% in 2009-10.
The revised growth prospects predicted bythe World Bank stated that India’s GDP willgrow by 8.3% in the calendar year 2010, nextonly to China’s 9.5% and will grow further to8.6% in 2011 just overtaking China’s growth of8.5% in that year.
In the first six months (April – September) offinancial year 2010-11 (H1 of FY’11), the coun-try’s Index of Industrial Production (IIP) hasgrown by 10.2% compared with 6.3% in H1 ofFY’10.
Automotive GrowthIndia’s automobile industry has posted robustgrowths in production, domestic sales, andexports in H1 of FY’11 as evident in Table 1.
Crude Steel ProductionIndia’s crude steel production in H1 of FY’11and its variance with the previous year is shownin Table 2.
Ferrous OutputIndia’s JPC is monitoring ‘Production for Sale’which is arrived at by deducting inter-planttransfers and producers’ own consumptionfrom gross production. A summary of produc-tion for sale of iron and steel materials by ISPsand secondary producers in H1 of FY’11 areshown in Table 3.
Steel tradeImports of carbon finished steel in H1 of FY’11at 3.98Mt rose by 30.49% over 3.05Mt in H1 ofFY’10. Major imports in H1 of FY’11 were HRCoils 1.77 Mt, CR sheets/coils 666kt, Plates548kt.
Exports of finished carbon steel from Indiain H1 of FY’11 at 1.31Mt went down by10.88% over 1.47Mt in H1 FY’10. Majorexports in H1 of FY’11 were GP/GC sheets628kt, HR coils 247kt, CR sheets/coils 144kt,and Pipes (large dia) 109kt. India remained anet importer of carbon finished steel in H1 ofFY’11.
ConsumptionIndia’s consumption of carbon finished steel inH1 of FY’11, after adjusting for variations instock and double counting was 28.0Mt asagainst 25.5Mt in H1 of FY’10 recording agrowth of 9.80%. For long products consump-tion in H1 of FY’11 at 14.74Mt rose by 5.66%while for flat products, the same at 16.86Mtgrew by 13.46%.
Financial PerformanceTata Steel made a remarkable turnaround in itsfinancial performance in H1 of FY’11. On aconsolidated basis including Tata Europe(Corus), its net sales rose to Rs551 000M(US$12.164bn) in H1 of FY’11 overRs485 610M ($107.21bn) in H1 of FY’10. Thecompany’s consolidated net profit in H1 ofFY’11 was Rs38 043M ($839.89M) over a netloss of Rs49 157M ($1085.26M) during thesame period of the previous year.
Details of sales and profits of some majorIndian steel companies in H1 of FY’11 (April-Sept 2010) compared to H1 of FY’10 areshown in Table 4.�
14 – January/February 2011 – Steel Times International
INDIA Update
Indian steel maintains steady growthThe World Bank predicts the growth in India’s GDP will exceed that of China’s in 2011 reaching 8.6%. In April to September 2010(H1 FY 2011), all major mills saw a return to profit as was the case for the same period a year earlier, with the exception of TataSteel which reported a loss but then bounced back strongly in 2010. By Sanjay Sengupta*
*Formerly manager (Mktg.), CMO, SAIL
Table 1 Production,domestic sales andexports of Indianautomobile industryin H1 of FY’11. Unit :Number of vehicles.Source: SIAM
Passenger Vehicles 1 396 431 31.20 1 176 518 32.91 214 774 1.48
Commercial Vehicles 347 470 46.81 312 841 45.59 32 142 84.01
Three Wheelers 376 716 38.86 249 095 19.87 132 669 99.99
Two Wheelers 6 452 310 29.85 5 626 306 25.86 781 173 52.33
Total 8 572 927 31.06 7 364 760 27.32 1 160 758 43.61
Type of Vehicles Production % change Domestic Sales % change Exports % change(H1 FY’11) over H1 FY’10 (H1 FY’11) over H1 FY’10 (H1 FY’11) over H1 FY’10
SAIL 199 394.9 191 987.7 3.86 22 666.6 29 939.2 (-)24.29
JSPL 60 761.9 52 156.6 16.50 18 512.1 17 968.3 3.03
Tata Steel* 551 000.0 485 610.0 13.46 38 043.0 (49 157.0) (-)22.6
Bhusan Steel 30 915.6 26 031.8 18.76 4647.6 3610.5 28.73
Monnet I & E 7810.3 6701.3 16.55 1383.1 1254.5 10.25
M Seamless** 8074.4 8314.5 (-)2.89 1805.4 1363.8 32.38
Surana Inds 5504.6 4153.0 32.55 2353.0 1744.1 34.91
Ankit M & P 3289.9 3096.2 6.26 124.9 65.1 91.86
Ad Metalics*** 8070.4 6433.8 25.44 927.7 432.3 114.60
*Tata includes overseas operations; **Maharashtra Seamless; ***Adhunik Metalics Exchange rate 2 Dec 2010 US$ = 45.295INR; (loss)
Company Net sales/Income from operations Net profitH1 of FY’11 H1 of FY’10 % change H1 of FY’11 H1 of FY’10 % change
Cold pig iron(1) 2867 0.35
of which ISPs 353 (-)3.81
Secondary 2514 0.96
Less IPT/own consumption 29 (-)25.64
Production for sale 2838 0.71
Sponge iron (DRI) 10423 0.76
of which ISPs 0.00 0.00
Secondary 10 423 0.76
Less IPT/own consumption - -
Production for sale 10 423 0.76
Finished carbon steel 31 773 4.13
of which ISPs 8584 (-)0.15
Secondary 23 189 5.81
Less IPT/own consumption 2898 6.66
Production for sale 28 875 3.89
Note (1) Surplus of steel making requirements supplied to foundries.
Product Production for sale % change overin H1 of FY’11(P) H1 of FY’10
Crude steel 33 715 5.31
of which ISPs(1) 11 534 1.76
Secondary(2) 22 181 7.25
Source: JPC Note (1): ISPs are SAIL, Tata Steel & Vizag Steel Plant;
Note (2): Secondary includes mini blast furnaces. (P) = Provisional
Production % change H1 over
of FY’11(P) H1 of FY’10
Table 2 Indian production of crude steel inH1 of FY’11 (kt)
Table 3 India’s fer-rous output for salein H1 of FY’11 (kt)
Table 4 Sales andprofits of someIndian steel compa-nies in H1 of FY’11(April-Sept 2010)versus H1 of FY’10(INRsM)
India_Layout 1 1/6/11 12:02 PM Page 1

Steel Times International – January/February 2011 – 17
Flat Products
Flash Cooling technology for the productionof high strength galvanised steels
FOR more than a decade, the demand for highstrength steels (HSS) has increased mainly dueto the automotive, building and pipeline mar-kets. To meet with this demand, a wider rangeof HSS has progressively been developed (Fig1). Thanks to improvements in coating process,these steels are increasingly hot dip galvanisedafter rolling instead of zinc coating by electrodeposition.
The annealing process of these high strengthsteel grades requires transformation of austen-ite into mainly martensite or bainite during thecooling stage. To achieve this requires sufficientcontrol of both steel composition and coolingrate, to match the cooling rate indicated by theappropriate time-temperature-transformation(TTT) diagram (Fig 2). A higher cooling ratewill require less alloying elements to stabilisethe austenite, hence facilitating easier galvanis-ing and better weldability.
Achieving a High Cooling RateThe heat exchange coefficient that quantifiesthe cooling capacity of the system can beexpressed with the use of experimental dimen-sionless numbers:
Rapid cooling following annealing and coating of hot dipped galvanised strip in high strength steel grades is necessary to producethe martensitic or bainitic structure required for a high yield point. Flash Cooling® developed by Fives Stein uses a high concentra-tion of hydrogen in the cooling gas and optimised blowing conditions to achieve the necessary cooling rates for HSS and watermist with nitrogen for AHSS. By D Delaunay, G Rodrigues, S Mehrain & F Marmonier
where:Nusselt number :Reynolds number : Prandtl number :
Starting from these dimensionless numbers,we see heat transfer can be intensified by:– Increased blowing velocity and flow rate of
cooling gas;– Decreased blowing distance;– Increased H2 content and thus conductivity
of cooling gas.
Since the early stages of the industrial pro-duction of HSS in continuous lines, Fives Steinpioneered and promoted the potential of highH2 concentration in the cooling gas to achievethe highest cooling rates and with the lowestimpingement effect onto the strip for greaterstrip stability (Fig 3). Other developments weremade to optimise the blowing geometry toreduce pressure drops and to properly managethe gas flow distribution. The combination ofthese factors brought about increased coolingrates while keeping the quality and stability of
production as before.The following advantages of using a high
concentration of H2 in the cooling gas atmos-phere were detailed 10 years ago at theGalvanizing Association Meeting conference[1]:
– Lower alloying elements for better zinc adherence and weldability;
– Reduced strip fluttering in the cooling sec-tion thanks to lower gas impingement (Fig 4).
– Smaller recirculating blower and associated circuit, and lower electricity consumption (Fig 4).
– Dramatic increase in the cooling efficiency.
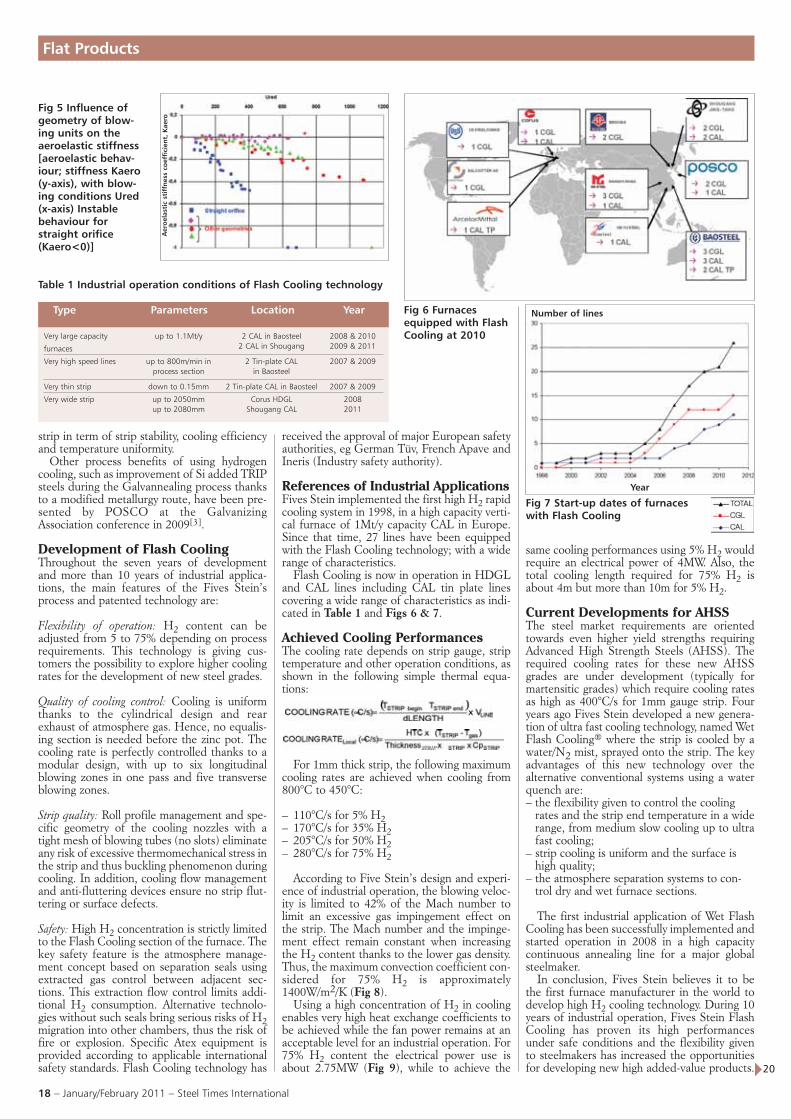
Another development has been carried out incooperation with a French institute specialisedin aerodynamics in order to control strip stabil-ity, using an experimental test rig as well asresults from actual tests on site. The strip aero-elastic behaviour has been characterised in termof aeroelastic damping and stiffness (Fig 5), asdescribed at the ASME conference in 2009[2].This development results in the definition ofthe most efficient design and geometry of theblowing units for an optimum gas flow on the
Presented at Galvanizers 2010, Huntsville, Alabama, USA The authors are with Fives Stein, France
Fig 2 Example of a time-temperature-transformation (TTT) diagramfor a HSS
Fig 4 Influence of H2 content on blowingparameters
Fig 3 Impact of hydrogen concentration on heat exchange coefficient and blowing velocity
Fig 1 Properties of high strength (HSS) and advanced high strength(AHSS) steels
5% H2
50% H2
Elo
ng
atio
n (
%)
Tem
per
atu
re (
°C)
Co
olin
g e
ffic
ien
cy (
%)
Gas velocity Gas density Impingementon strip
Recirculatingflow rate
Fan pressure Fan powerDuctsdiameter
stein & cframe_Layout 1 1/7/11 10:59 AM Page 1
18 – January/February 2011 – Steel Times International
received the approval of major European safetyauthorities, eg German Tüv, French Apave andIneris (Industry safety authority).
References of Industrial ApplicationsFives Stein implemented the first high H2 rapidcooling system in 1998, in a high capacity verti-cal furnace of 1Mt/y capacity CAL in Europe.Since that time, 27 lines have been equippedwith the Flash Cooling technology; with a widerange of characteristics.
Flash Cooling is now in operation in HDGLand CAL lines including CAL tin plate linescovering a wide range of characteristics as indi-cated in Table 1 and Figs 6 & 7.
Achieved Cooling PerformancesThe cooling rate depends on strip gauge, striptemperature and other operation conditions, asshown in the following simple thermal equa-tions:
For 1mm thick strip, the following maximumcooling rates are achieved when cooling from800°C to 450°C:
– 110°C/s for 5% H2– 170°C/s for 35% H2– 205°C/s for 50% H2– 280°C/s for 75% H2
According to Five Stein’s design and experi-ence of industrial operation, the blowing veloc-ity is limited to 42% of the Mach number tolimit an excessive gas impingement effect onthe strip. The Mach number and the impinge-ment effect remain constant when increasingthe H2 content thanks to the lower gas density.Thus, the maximum convection coefficient con-sidered for 75% H2 is approximately1400W/m2/K (Fig 8).
Using a high concentration of H2 in coolingenables very high heat exchange coefficients tobe achieved while the fan power remains at anacceptable level for an industrial operation. For75% H2 content the electrical power use isabout 2.75MW (Fig 9), while to achieve the
same cooling performances using 5% H2 wouldrequire an electrical power of 4MW. Also, thetotal cooling length required for 75% H2 isabout 4m but more than 10m for 5% H2.
Current Developments for AHSSThe steel market requirements are orientedtowards even higher yield strengths requiringAdvanced High Strength Steels (AHSS). Therequired cooling rates for these new AHSSgrades are under development (typically formartensitic grades) which require cooling ratesas high as 400°C/s for 1mm gauge strip. Fouryears ago Fives Stein developed a new genera-tion of ultra fast cooling technology, named WetFlash Cooling® where the strip is cooled by awater/N2 mist, sprayed onto the strip. The keyadvantages of this new technology over thealternative conventional systems using a waterquench are:– the flexibility given to control the cooling
rates and the strip end temperature in a widerange, from medium slow cooling up to ultrafast cooling;
– strip cooling is uniform and the surface is high quality;
– the atmosphere separation systems to con-trol dry and wet furnace sections.
The first industrial application of Wet FlashCooling has been successfully implemented andstarted operation in 2008 in a high capacitycontinuous annealing line for a major globalsteelmaker.
In conclusion, Fives Stein believes it to bethe first furnace manufacturer in the world todevelop high H2 cooling technology. During 10years of industrial operation, Fives Stein FlashCooling has proven its high performancesunder safe conditions and the flexibility givento steelmakers has increased the opportunitiesfor developing new high added-value products.
strip in term of strip stability, cooling efficiencyand temperature uniformity.
Other process benefits of using hydrogencooling, such as improvement of Si added TRIPsteels during the Galvannealing process thanksto a modified metallurgy route, have been pre-sented by POSCO at the GalvanizingAssociation conference in 2009[3].
Development of Flash CoolingThroughout the seven years of developmentand more than 10 years of industrial applica-tions, the main features of the Fives Stein’sprocess and patented technology are:
Flexibility of operation: H2 content can beadjusted from 5 to 75% depending on processrequirements. This technology is giving cus-tomers the possibility to explore higher coolingrates for the development of new steel grades.
Quality of cooling control: Cooling is uniformthanks to the cylindrical design and rearexhaust of atmosphere gas. Hence, no equalis-ing section is needed before the zinc pot. Thecooling rate is perfectly controlled thanks to amodular design, with up to six longitudinalblowing zones in one pass and five transverseblowing zones.
Strip quality: Roll profile management and spe-cific geometry of the cooling nozzles with atight mesh of blowing tubes (no slots) eliminateany risk of excessive thermomechanical stress inthe strip and thus buckling phenomenon duringcooling. In addition, cooling flow managementand anti-fluttering devices ensure no strip flut-tering or surface defects.
Safety: High H2 concentration is strictly limitedto the Flash Cooling section of the furnace. Thekey safety feature is the atmosphere manage-ment concept based on separation seals usingextracted gas control between adjacent sec-tions. This extraction flow control limits addi-tional H2 consumption. Alternative technolo-gies without such seals bring serious risks of H2migration into other chambers, thus the risk offire or explosion. Specific Atex equipment isprovided according to applicable internationalsafety standards. Flash Cooling technology has
Flat Products
Fig 5 Influence ofgeometry of blow-ing units on theaeroelastic stiffness[aeroelastic behav-iour; stiffness Kaero(y-axis), with blow-ing conditions Ured(x-axis) Instablebehaviour forstraight orifice(Kaero<0)]
Fig 6 Furnacesequipped with FlashCooling at 2010Very large capacity up to 1.1Mt/y 2 CAL in Baosteel 2008 & 2010
furnaces 2 CAL in Shougang 2009 & 2011
Very high speed lines up to 800m/min in 2 Tin-plate CAL 2007 & 2009process section in Baosteel
Very thin strip down to 0.15mm 2 Tin-plate CAL in Baosteel 2007 & 2009
Very wide strip up to 2050mm Corus HDGL 2008up to 2080mm Shougang CAL 2011
Type Parameters Location Year
Table 1 Industrial operation conditions of Flash Cooling technology
Fig 7 Start-up dates of furnaceswith Flash Cooling
Aer
oel
asti
c st
iffn
ess
coef
fici
ent,
Kae
ro
Number of lines
Year
�20
stein & cframe_Layout 1 1/7/11 10:59 AM Page 2

20 – January/February 2011 – Steel Times International
References1 ‘The processing of new materials in continuous gal-vanizing lines thanks to the rapid cooling route’ SMehrain, F Mignard, GA 92nd meeting, November2000.2 C Regardin, E Szechenyi, F Marmonier, YNyirumulinga, R Ohayon ‘Experimental approach tothe aeroelastic behaviour of an oscillating plateimpinged by interacting high velocity gas jets’,Proceedings of FEDSM2009, ASME 2009 FluidsEngineering Division Summer Meeting August 2-6,2009, Vail, Colorado USA.3 ‘Production of newly developed automotive steelsheets in Posco’s new CGL #5 & 6’ S B Lee, G SHwang, M H Hong, D Delaunay, GA 101st meeting,November 2009
Flat Products
Fig 8 Heat transfer coefficient /blowingvelocity resulting in a constant impinge-ment force onto the strip
Fig 9 Heat exchange coefficient/ aero poweraccording to Flash cooling H2 concentration
Contact
Fives Stein (Headquarters), ZAI du Bois de l’Epine, 3 rue Jules Guesde, 91130 Ris-Orangis, France Tel + 33 (0) 1 60 91 12 34, Fax + 33 (0) 1 60 77 67 55
e-mail [email protected] web www.fivesgroup.com/
HTC
(W
/M2 /
K
Blo
win
g s
pee
d (
m/s
ec)
tota
l blo
win
g p
ow
er (
KW
)
HTC
(W
/M2 /
K
Laser thickness gauge for high accuracy
THIS MDCV 83200 series thickness gauge isnow on-line and signed off by its customer,Bhuvee Stainless Plate Mill in Orrissa, India,measuring the thickness of steel plate to anunprecedented accuracy of better than 200microns. Operating from an exceptionallyrobust and uniquely cooled protected twotonne automated C-Frame, it takes its readingsdirect from the red hot steel plate on the exit ofthe reversing stand of the mill.
Exceptional accuracy has been achieved for alaser based gauge offering a new concept inreal-time measurement of hot plate over a widerange of thicknesses using a single instrument.Previously, isotope or x-ray radiation gaugeswere necessary for this application.
Safe Class II Lasers are used that require noprotective barriers, no costly safety proceduresor radioactive disposal procedures necessary forisotope gauges. Apart from providing thicknessmeasurement for about half the cost of themore typically used isotope gauges, the MDCV83 200 is able to provide accurate measurementof both thick and thin plate, substantiallyreducing the cycle time between each passthrough the reversing stand.
Another significant benefit with lasers isthere is no need for re-calibration when thealloy content of the steel grade being rolled ischanged, as is required for radiation-basedgauges where the degree of absorption dependson the alloy content of the steel.
Unlike the more normal C-frames thatincorporate internal cooling to protect internalinstrumentation, uniquely, the Moduloc gaugeC-frame is protected from radiant and ambientheat by externally suspended water-cooledradiators with insulation panels and reflectorpanels secured to all the exposed faces. Inaddition, the laser devices themselves aremounted within temperature-controlled water-cooled chambers fed from an integral closedloop water chiller to ensure precise linear dataoutput. Dimensional stability is second to nonein that the C Frame totally differs from thecommon box construction of competitors’devices by incorporating heavy grade metal-
A fully automated motor driven laser thickness gauge developed by Moduloc and tested in conjunction with Converteam UK hasmany innovative features to provide automatic high resolution thickness measurement on-line in a mill.
work with robust I beam and cantilever balanc-ing to minimise any frame distortion resultingfrom the hot plate passing through the throatof the gauge.
The continued accuracy of this new gauge isassured by an auto calibration procedure check-ing against a nationally certified small masterplate sample, permanently mounted on founda-tions between the throat of the C-frame andthe roller table which recalibrates the gaugeeach time it is moved on-line from the ambushposition. Moreover, all frame distortions due tochanging ambient conditions are nullified usingalgorithms based on the output from in-builtthermocouples positioned at pre-determinedstructural points combined with each gauge’sestablished and recorded pre-delivery thermalexpansion characteristics.
Applications can simply be to measure the
thickness at the centre line of strip or plate, theC-frame carrying the gauge being driven to themill centre-line for this and then stopped, or thegauge can be driven across slab while continu-ously recording to generate slab profile beforerolling. Alternatively, more than one laser canbe accommodated in the laser cubicles in theC-frame to provide thickness at various pointsacross the strip simultaneously.
Furthermore, all this is supported byConverteam’s Engineering Worldwide SupportTeam.
Contact
Moduloc Control Systems Ltd, London Road, Knebworth,
Hertfordshire, SG3 6JP, UK
Tel +44 (0) 845 873 6501, Fax +44 (0) 1438 814 366
e-mail [email protected] web www.moduloc-intl.com/
The Moduloc Laser gauge protected in reflective stainless steel is mounted on a C-frame onthe exit side of the reversing mill stand
Flash Cooling technology for the production of high strength galvanised steels
Flash Cooling® is a registered trademark of Fives Stein
� 18
%H2%H2
stein & cframe_Layout 1 1/7/11 10:59 AM Page 3
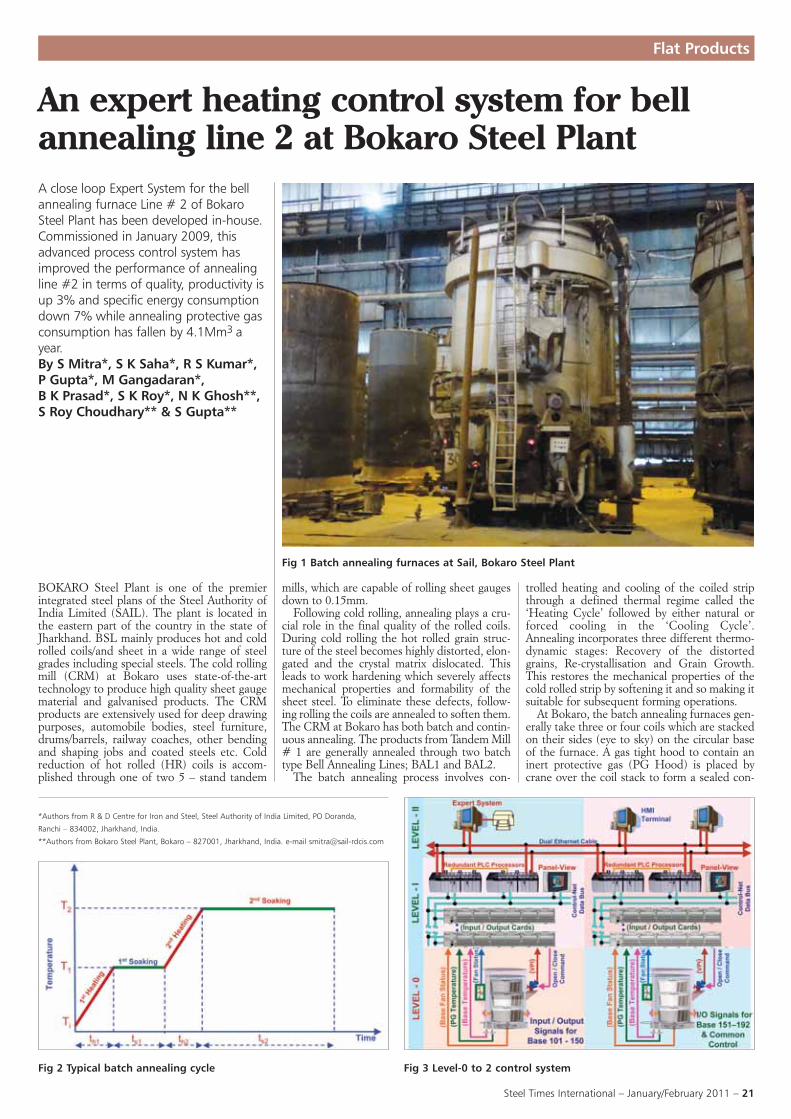
Steel Times International – January/February 2011 – 21
Flat Products
An expert heating control system for bellannealing line 2 at Bokaro Steel Plant
BOKARO Steel Plant is one of the premierintegrated steel plans of the Steel Authority ofIndia Limited (SAIL). The plant is located inthe eastern part of the country in the state ofJharkhand. BSL mainly produces hot and coldrolled coils/and sheet in a wide range of steelgrades including special steels. The cold rollingmill (CRM) at Bokaro uses state-of-the-arttechnology to produce high quality sheet gaugematerial and galvanised products. The CRMproducts are extensively used for deep drawingpurposes, automobile bodies, steel furniture,drums/barrels, railway coaches, other bendingand shaping jobs and coated steels etc. Coldreduction of hot rolled (HR) coils is accom-plished through one of two 5 – stand tandem
A close loop Expert System for the bellannealing furnace Line # 2 of BokaroSteel Plant has been developed in-house.Commissioned in January 2009, thisadvanced process control system hasimproved the performance of annealingline #2 in terms of quality, productivity isup 3% and specific energy consumptiondown 7% while annealing protective gasconsumption has fallen by 4.1Mm3 ayear.By S Mitra*, S K Saha*, R S Kumar*,P Gupta*, M Gangadaran*, B K Prasad*, S K Roy*, N K Ghosh**,S Roy Choudhary** & S Gupta**
mills, which are capable of rolling sheet gaugesdown to 0.15mm.
Following cold rolling, annealing plays a cru-cial role in the final quality of the rolled coils.During cold rolling the hot rolled grain struc-ture of the steel becomes highly distorted, elon-gated and the crystal matrix dislocated. Thisleads to work hardening which severely affectsmechanical properties and formability of thesheet steel. To eliminate these defects, follow-ing rolling the coils are annealed to soften them.The CRM at Bokaro has both batch and contin-uous annealing. The products from Tandem Mill# 1 are generally annealed through two batchtype Bell Annealing Lines; BAL1 and BAL2.
The batch annealing process involves con-
trolled heating and cooling of the coiled stripthrough a defined thermal regime called the‘Heating Cycle’ followed by either natural orforced cooling in the ‘Cooling Cycle’.Annealing incorporates three different thermo-dynamic stages: Recovery of the distortedgrains, Re-crystallisation and Grain Growth.This restores the mechanical properties of thecold rolled strip by softening it and so making itsuitable for subsequent forming operations.
At Bokaro, the batch annealing furnaces gen-erally take three or four coils which are stackedon their sides (eye to sky) on the circular baseof the furnace. A gas tight hood to contain aninert protective gas (PG Hood) is placed bycrane over the coil stack to form a sealed con-
Fig 2 Typical batch annealing cycle
*Authors from R & D Centre for Iron and Steel, Steel Authority of India Limited, PO Doranda,
Ranchi – 834002, Jharkhand, India.
**Authors from Bokaro Steel Plant, Bokaro – 827001, Jharkhand, India. e-mail [email protected]
Fig 1 Batch annealing furnaces at Sail, Bokaro Steel Plant
Fig 3 Level-0 to 2 control system
sailmitra_Layout 1 1/7/11 11:05 AM Page 1

22 – January/February 2011 – Steel Times International
ence to the annealing cycle selected duringactual furnace heating which is achieved by pre-cision temperature control. This necessitatesthe application of a process control with power-ful hardware and software in such crucial qual-ity conclusive applications.
Advanced R&D approach The Research & Development Centre for Iron &Steel (RDCIS), which is the corporate R & Dunit of SAIL and is situated at Ranchi, India hasdeveloped such an Expert System for batchannealing jointly with Bokaro Steel Plant. A veryadvanced Expert Heating Control System forthe entire Bell Annealing line #2 (BAL2) hasbeen successfully commissioned. The objectivesof this development are a reduction in coil down-grading, sticker formation, reduced specificenergy consumption and improved productivity.
This technology programme exemplifies astupendous effort in terms of marshalling mul-tidisciplinary resources in the fields of artificialintelligence, heat transfer & combustion, kinet-ics, control system design, instrumentation andlevels 0, 1 and 2 automation. A two tier com-prehensive human machine interface (HMI)has also been developed for effective processmonitoring and report generation.
Control SystemThe system has been designed following the con-cepts of hierarchical automation. Field instru-mentation essentially constitutes Level-0. Level-1 comprises an advanced Programmable andLogic Controller (PLC) system and the HumanMachine Interface (HMI). The Expert Systemcomprise Level-2 automation. A schematic ofthe control system is depicted in Fig 3.
The Level-2 Expert System selects the opti-mum annealing heating cycle for a given set ofcoils based on coil weight, strip width andgauge and steel grade. Based on several ‘if‘ and‘then’ rules and guidelines framed with theexpertise of the annealing shop, the expert sys-tem proposes many of the operational guide-lines such as mixed charging, stack height, com-pletion of PG purging, Base fan/combustionfan not working alarms etc. Fig 4 shows ascreen depicting an optimum annealing cycleselected by the expert system for a set of coils.
The selected annealing cycle is downloadedto a PLC based control system during furnacelight-up to achieve heating control. The ExpertSystem is implemented through several modu-lar programmes developed in VC++ and Win-32 Application Programming Interface (API).
Communication between the Expert Systemand PLC has been developed through OPC(Object Linking & Embedding for ProcessControl) based client interface software. OPC isa COM based protocol which operates in client– server mode.
The PLC system has been selected to be suit-able for failsafe operation in the arduous envi-ronment of a steel plant. A high degree of relia-bility has been built in by providing redundancyat the level of the PLC processor, communica-tion and power supply. Following the conceptsof distributed control, the control system com-prises two pairs of redundant PLC processors.The first pair caters for the control loops andI/Os of the first 50 bases (101-150), while thesecond pair caters for the remaining 42 bases(151-192) and common control parameters.The PLC system uses an Allen Bradley Control-Logix processor. RS-Linx Professional is theOPC Server and is provided by RockwellAutomation. A special OPC client software hasbeen developed for bi-directional communica-tion between the Expert System and theRockwell PLC.
The PLC controls furnace heating for theannealing cycle selected by the Expert System,by regulating the gas/air valves. The key processvariable inputs for the heating control are Base& PG temperatures and actual actuator posi-tion, which are directly connected to the PLC.The PLC performs watchdog functionality bycontinuously monitoring the status of base fan,combustion fan and cooling fan (during cool-ing). The PLC also incorporates the control ofthe mixed combustion gas (MG), the protectivegas (PG) and chimney pressures.
The Level – 0 instrumentation incorporatesbase and PG temperature measurement, valveposition, Base & Combustion/Cooling Hoodfan status and common parameter measurementand controls with mixed gas pressure/flow, PGpressure and flow, chimney draft etc.
Integrated OperationBoth Expert System and PLC software isdesigned to work in synergy. Upon confirma-tion from the shop operator of furnace light-up,the OPC client software in the Expert Systemconfigures the attributes of a pre-definedannealing cycle generator software block in thePLC. This function block basically generatesthe annealing cycle temperature- time cyclesuch as shown in Fig 2. In the cascade mode ofoperation, the output of this block becomes theinstantaneous set point for a Proportional-
tainer. The PG Hood is filled with an inertatmosphere containing a mixture of Nitrogenand Hydrogen gas. A bell shaped furnace isplaced over this assembly to slowly heat thecoils to a set temperature. BAL1 of Bokarocomprises 100 bases and 44 furnaces whileBAL2 comprises 92 bases and 43 furnaces. Fig1 shows a Bell Annealing Furnace in Bokarobeing heated.
Heating is normally by burners mountedaround the inside circumference of the furnace.The fuel generally used is mixed gas, which is acombination of gas derived from coke ovens(COG) and the blast furnace (BF). Once heat-ing of a stack of coil is completed, the bell fur-nace is removed by overhead crane and movedto some other base to heat the coils on that.The hot coils in the first base are then cooled byplacing a cooling hood over them. After thetemperature of the coils has dropped below acertain temperature, both cooling hood as wellas PG Hood are removed and the annealedcoils are unloaded from the base.
Automation RequirementAnnealing depends mainly on the appropriateselection of the heating cycle. A typical idealannealing cycle is indicated in Fig 2.
An annealing heating cycle can be describedby a First & Final soaking temperature (T1,T2), a First & Final soaking time (ts1 & ts2)and a First & Second heating time (th1 & th2).However there is no conclusive and establishedmathematical relationship between the coilquality parameters and the annealing heatingcycle. Based on years of experience, researchand industrial trials the values of T1, T2, th1,ts1, th2 and ts2 are generally selected for a par-ticular coils physical dimension and steel grade.Further, there are numerous rules framed forthe optimum grouping of coils on a particularbase. On the shop floor, experienced operatorsare not always available 24/7, and hence this isa good application where artificial intelligenceor an expert system can be employed for on-lineindustrial application. The concept of an ExpertSystem is that the knowledge of an experiencedperson is embedded in computer software forthe appropriate selection of an annealing heat-ing cycle for a group of coils. The expertise istranslated into software using many ‘if ’ and‘then’ rules. The expert system can advise theoperator to extend the heating cycle if the pro-posed conditions were not properly achievedduring actual heating. Another imperative fac-tor to achieve the desired coil quality is adher-
Flat Products
Fig 5 PID and heating ramp control for a single baseFig 4 HMI screen showing furnace settings selected by the ExpertSystem for a predicted annealing cycle
sailmitra_Layout 1 1/7/11 11:05 AM Page 2

Steel Times International – January/February 2011 – 23
Integral-Derivative (PID) control block.From the actual reading of thermocouples inthe base and the set temperature, the PIDcontrol block opens or closes the gas/airactuator valve. At the completion of theheating cycle, the PLC closes the gas/airvalve, thus stopping the furnace from fur-ther heating at the appropriate time. TheExpert System also facilitates operationssuch as cycle extension in the case of a slow-er than anticipated temperature rise.Through a synchronous OPC data access,the PLC keeps on informing the ExpertSystem of the Base/PG temperature, statusof the annealing operation including suchinformation as when the coils have cooledsufficiently to unload a base. The ExpertSystem uses these data to generate statusinformation.
Human Machine Interface (HMI)An effective and integrated HMI has beendesigned with three tier operation ie cover-ing the Expert System, PLC HMI and thePanel Graphics Terminal for convenient andfailsafe operation. At the top tier, the ExpertSystem provides operators with a GraphicsUsers Interface (GUI) to enter coil parame-ters such as its number, weight, width,gauge, grade, rolling data etc. Based onthese data the Expert System selects themost appropriate annealing cycle. Theselected cycle is presented to the operatorthrough another screen. It also facilitates theoperator with the GUI screens necessary forextending the annealing cycle in case of aslower than anticipated temperature rise,unloading the base once coils are cooledbelow a pre-defined temperature and aban-doning a particular heating cycle in case ofsevere problems. It generates many opera-tional and status indicating reports andprint-outs including Loading Report,Unloading Report, Production Report,Charge Report, Base Status Report, BaseUnder heating/cooling Report etc.
In the next tier, the operator’s interface isdeveloped as a PLC HMI using theRockwell Automation RS-View HMI pack-age. This has been implemented in two ded-icated operator terminals. It renders theprocess information through various consol-idated screens, graphics and trends. Theprocess overview of the entire AnnealingLine #2 as well as details of individualbase/furnace is available in the HMI. Likethe Expert System, the PLC HMI also facil-itates the operators with provisions regard-
ing base loading, annealing extension,charge abandon etc. It provides featuressuch as mode changing of the PID inCascade/Auto/Manual, changing the heat upramp segment, changing the ramp outputvalues, changing thermocouple selection,base unloading, etc. The GUI screen depict-ing the operation of the furnace heating con-trol is indicated in Fig 5. The main featureof the HMI is historical trending of all thebases which helps the shop personnelanalyse the control accuracy and adherenceto the desired heating cycle.
The lower tier of the operator’s interfaceis two Panel Graphics Terminals. It is veryreliable as it sits directly on the PLC I/Odata bus, which is the backbone network ofthe PLC.
ImplementationThe Expert System based heating control hasbeen successfully working at the BatchAnnealing Line #2 of Bokaro Steel sinceJanuary 2009. A benchmark control accuracyof ±5-10°C has been achieved under normaloperating condition. This is evident from theactual process trend as shown in Fig 6. Thetrend shows the annealing cycle as selectedby the Level – 2 Expert System and the Baseand PG temperature actually completed. It isclear from Fig 6 that the Base Temperature(blue colour curve in Fig 6), which is thecontrol parameter has meticulously followedthe annealing heating cycle corroborating theprecision temperature control achieved bythe PLC. As usual, the PG temperature (redcolour curve in Fig 6), has also closely fol-lowed the base temperature.
The optimum temperature control hasreduced the specific heat consumption by7%. The appropriate selection of an anneal-ing cycle and precision temperature controlhas reduced the average annealing time byaround 55 minutes per charge thus savingaround 4 100 000m3 a year of very costlyprotective gas. The same has also increasedthe base productivity by 3%. The precisioncontrol has improved the product quality bysharply reducing the need for repeat anneal-ing by 45% and reducing the sticking of lapsof coil together (sticker generation) by 4%.
It is evident from these results that theintroduction of such an advanced close loopexpert system and precision PLC based con-trol has greatly improve the performance ofthe bell annealing furnaces in terms ofincrease in productivity, quality and energysavings.
Flat Products
Fig 6 Historicaltrends of afurnace baseshowingadherence ofactual temper-ature to tem-perature setby the expertsystem (bluetemp of base;red temp gas)
Lechler nozzleshave been settingstandards in qua-lity, performanceand design forover 130 years.
A wide range ofspecially developed and proven nozzlesof many different designs and in a rangeof materials is available for applicationsthroughout the processes of metal smelting,refining, casting, rolling and processing.
www.lechler.de
Lechler GmbHPrecision Nozzles · Nozzle SystemsP.O. Box 13 2372544 Metzingen/GermanyPhone +49 (7123) 962-0Fax +49 (7123) 962-333info@ lechler.de · www.lechler.de
NOZZLESAND SYSTEMS
sailmitra_Layout 1 1/7/11 11:05 AM Page 3
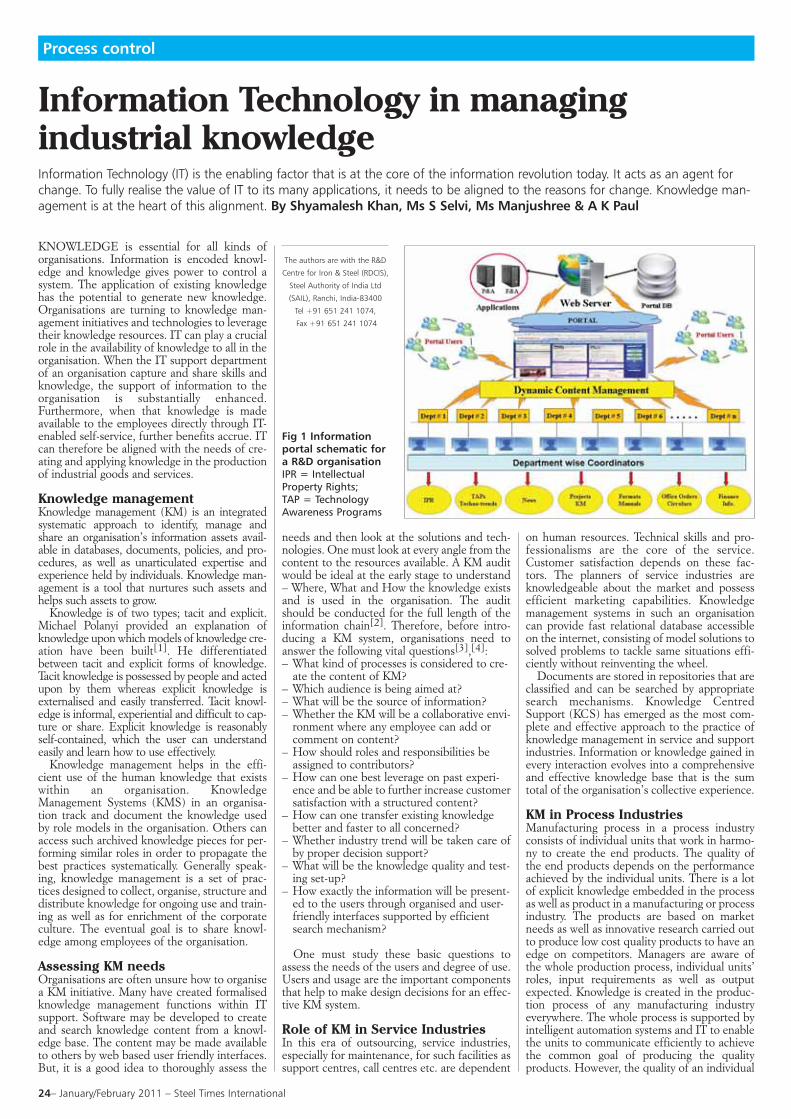
24– January/February 2011 – Steel Times International
Process control
Information Technology (IT) is the enabling factor that is at the core of the information revolution today. It acts as an agent forchange. To fully realise the value of IT to its many applications, it needs to be aligned to the reasons for change. Knowledge man-agement is at the heart of this alignment. By Shyamalesh Khan, Ms S Selvi, Ms Manjushree & A K Paul
needs and then look at the solutions and tech-nologies. One must look at every angle from thecontent to the resources available. A KM auditwould be ideal at the early stage to understand– Where, What and How the knowledge existsand is used in the organisation. The auditshould be conducted for the full length of theinformation chain[2]. Therefore, before intro-ducing a KM system, organisations need toanswer the following vital questions[3],[4]: – What kind of processes is considered to cre-
ate the content of KM? – Which audience is being aimed at?– What will be the source of information? – Whether the KM will be a collaborative envi-
ronment where any employee can add or comment on content?
– How should roles and responsibilities be assigned to contributors?
– How can one best leverage on past experi-ence and be able to further increase customersatisfaction with a structured content?
– How can one transfer existing knowledge better and faster to all concerned?
– Whether industry trend will be taken care ofby proper decision support?
– What will be the knowledge quality and test-ing set-up?
– How exactly the information will be present-ed to the users through organised and user-friendly interfaces supported by efficient search mechanism?
One must study these basic questions toassess the needs of the users and degree of use.Users and usage are the important componentsthat help to make design decisions for an effec-tive KM system.
Role of KM in Service IndustriesIn this era of outsourcing, service industries,especially for maintenance, for such facilities assupport centres, call centres etc. are dependent
Information Technology in managing industrial knowledge
on human resources. Technical skills and pro-fessionalisms are the core of the service.Customer satisfaction depends on these fac-tors. The planners of service industries areknowledgeable about the market and possessefficient marketing capabilities. Knowledgemanagement systems in such an organisationcan provide fast relational database accessibleon the internet, consisting of model solutions tosolved problems to tackle same situations effi-ciently without reinventing the wheel.
Documents are stored in repositories that areclassified and can be searched by appropriatesearch mechanisms. Knowledge CentredSupport (KCS) has emerged as the most com-plete and effective approach to the practice ofknowledge management in service and supportindustries. Information or knowledge gained inevery interaction evolves into a comprehensiveand effective knowledge base that is the sumtotal of the organisation’s collective experience.
KM in Process Industries Manufacturing process in a process industryconsists of individual units that work in harmo-ny to create the end products. The quality ofthe end products depends on the performanceachieved by the individual units. There is a lotof explicit knowledge embedded in the processas well as product in a manufacturing or processindustry. The products are based on marketneeds as well as innovative research carried outto produce low cost quality products to have anedge on competitors. Managers are aware ofthe whole production process, individual units’roles, input requirements as well as outputexpected. Knowledge is created in the produc-tion process of any manufacturing industryeverywhere. The whole process is supported byintelligent automation systems and IT to enablethe units to communicate efficiently to achievethe common goal of producing the qualityproducts. However, the quality of an individual
KNOWLEDGE is essential for all kinds oforganisations. Information is encoded knowl-edge and knowledge gives power to control asystem. The application of existing knowledgehas the potential to generate new knowledge.Organisations are turning to knowledge man-agement initiatives and technologies to leveragetheir knowledge resources. IT can play a crucialrole in the availability of knowledge to all in theorganisation. When the IT support departmentof an organisation capture and share skills andknowledge, the support of information to theorganisation is substantially enhanced.Furthermore, when that knowledge is madeavailable to the employees directly through IT-enabled self-service, further benefits accrue. ITcan therefore be aligned with the needs of cre-ating and applying knowledge in the productionof industrial goods and services.
Knowledge managementKnowledge management (KM) is an integratedsystematic approach to identify, manage andshare an organisation’s information assets avail-able in databases, documents, policies, and pro-cedures, as well as unarticulated expertise andexperience held by individuals. Knowledge man-agement is a tool that nurtures such assets andhelps such assets to grow.
Knowledge is of two types; tacit and explicit.Michael Polanyi provided an explanation ofknowledge upon which models of knowledge cre-ation have been built[1]. He differentiatedbetween tacit and explicit forms of knowledge.Tacit knowledge is possessed by people and actedupon by them whereas explicit knowledge isexternalised and easily transferred. Tacit knowl-edge is informal, experiential and difficult to cap-ture or share. Explicit knowledge is reasonablyself-contained, which the user can understandeasily and learn how to use effectively.
Knowledge management helps in the effi-cient use of the human knowledge that existswithin an organisation. KnowledgeManagement Systems (KMS) in an organisa-tion track and document the knowledge usedby role models in the organisation. Others canaccess such archived knowledge pieces for per-forming similar roles in order to propagate thebest practices systematically. Generally speak-ing, knowledge management is a set of prac-tices designed to collect, organise, structure anddistribute knowledge for ongoing use and train-ing as well as for enrichment of the corporateculture. The eventual goal is to share knowl-edge among employees of the organisation.
Assessing KM needsOrganisations are often unsure how to organisea KM initiative. Many have created formalisedknowledge management functions within ITsupport. Software may be developed to createand search knowledge content from a knowl-edge base. The content may be made availableto others by web based user friendly interfaces.But, it is a good idea to thoroughly assess the
The authors are with the R&D
Centre for Iron & Steel (RDCIS),
Steel Authority of India Ltd
(SAIL), Ranchi, India-83400
Tel +91 651 241 1074,
Fax +91 651 241 1074
Fig 1 Informationportal schematic fora R&D organisationIPR = IntellectualProperty Rights;TAP = TechnologyAwareness Programs
khan process_Layout 1 1/6/11 3:33 PM Page 1

26 – January/February 2011 – Steel Times International
Process control
through a sequence of activities which encom-passes:– Building of a knowledge database in respec-
tive areas; – Procedure for data capture and packaging; – Selection of methodology for sharing and
transfer of data;– Building the KM platform and services.
The Knowledge Piece of such KMS can havethe following attributes:– Knowledge Topic;– Knowledge Domain (Technical Domain);– Knowledge Source;– Knowledge Contributor;– Knowledge Content;– Annexure (Text and Video);– Hyperlinks;– Status (Approved/Rejected);– Knowledge Topic Hits; and– Knowledge Rating by visitors/users.
How to make KM successfulKnowledge management is unique to any givenorganisation. A solution appropriate for oneorganisation may not be appropriate to another,even if the two companies have similar prod-ucts and services. If the company is a product-based organisation, then a certain approach isfollowed for KM implementation; if it is cus-tomer-based or service oriented, a differentapproach is needed[2].
Existence of a formal project team is veryimportant to manage the whole KM pro-gramme. There may be various committeesconstituted such as an apex committee, creativeteam, development team, administrators, mod-ule and technical domain wise coordinators ormoderators appointed with proper roles andresponsibilities for a successful KM implemen-tation. Factors that must be addressed beforeimplementations of a KM system in a specificorganisation are clarity in design keeping inmind organisational hierarchy, attitude of stakeholders, change management issues, promotionof the new system, post implementation main-tenance & support, evaluation of the new sys-tem and culture in the organisation[3],[4],[8].
KM Tools & StrategiesThere are varieties of tools and strategies forsuccessful implementations of knowledge man-agement in the service as well as process indus-tries. The KM tools mainly focus on identifying,storing and sharing knowledge for efficient pro-cessing to achieve competitive advantage. Someof the KM tools are:
Enterprise Content Management (ECM): ECMassociates with document management, docu-ment imaging, web content management, real-time collaboration, e-learning tools, recordsmanagement etc. Various audio-visual scenarioson actual cases such as nature of job, processes,system training etc which help employees tolearn quickly.
Communities of Practice: According to EtienneWenger, Community of Practice (CoP) aregroups of people who share a concern, a set ofproblems, or a passion about a topic, and whodeepen their knowledge and expertise in theirarea by interacting on an ongoing basis.Formation of learning communities and provid-ing platform for sharing of knowledge is one ofthe effective strategies for success of a KMimplementation. ECM enhances the communi-cation and information sharing among employ-
ees. This helps people learn from others. Theconcept is useful in understanding the ways inwhich people develop competencies and under-standing of self through interactions with others.
KM portal: Company information is generallyscattered in disparate systems. It is difficult foremployees to get the useful information in time.KM, is therefore, implemented on the corpo-rate intranet to provide a platform for knowl-edge sharing. Different contents includingresearch abstract, learning points, results etc.are made available on intranet for all employeesand customers for better performance. A typi-cal KM Portal can have the following function-al components:– A repository of knowledge pieces with a pro-
vision of uploading/downloading; – A database where employees can upload
their areas of expertise and interests; – Community pages where the news and inter-
esting items are hosted; – A technical discussion forum where emplo-
yees can post questions for solutions.
Benefits of KMThe potential benefits of adopting a KnowledgeManagement System are significant and havefar-reaching implications for a business.Knowledge management can let companiesleverage their products, services and intellectu-al capital to their best advantage. It helps tolower costs by speeding up the response timeand efficiency of employees. The productivityof employees is increased as they can accessanswers to questions and company informationdirectly. This eliminates research time as well aschasing people for information. KM helps thecompany to transfer its tacit knowledge intoexplicit knowledge while the employees canwork efficiently and collaboratively. KMreduces re-work and repetitious research.
To have a successful KM system people,process and technology must be alignedtowards the goals of knowledge managementalong with best practice approach to help theorganisation benefit from the skills learned bythe employees. Further, organisational perform-ance is maximised when it is based on the effec-tive management and sharing of knowledgewithin a culture of continuous learning, devel-opment and innovation.
ConclusionEstablishing a KM system is not enough.Implementing the system will certainly causeproblems and confusions inherent to any majortechnology change. There may be a need toimprove employee relationships as well asequipping them with suitable skills for changes.KM by definition is complex and dynamic; itrequires great attention to the dynamics ofchange. Full benefits and return on investmentwill only be realised when people, process andtechnology issues are addressed properly. Ifemployees continue to see that top manage-ment is supportive of the KM system, they willbe encouraged to contribute generously, thenew system will be more quickly accepted anddeliver significant benefits.
Reward systems for knowledge sharing orappraisal systems that measure knowledge-sharing should be developed, whereby employ-ees are rewarded for sharing tacit and explicitknowledge. Some have even linked the sharingof information as well as knowledge contribu-tion as part of tasks in the performance areasand even the best contributions are suitably
unit is aligned with the whole productionprocess from front to end.
To have an efficient knowledge repository ina process industry, the plant network must besupported by user-friendly software for timelycommunication of the production details in theproduction route to eliminate the isolated‘island’ behaviour of the individual productionunits. This is vital to enable active knowledgemanagement. Operating practice is anotherarea for active knowledge management. Peopleuse various models and process optimisationtechniques to produce quality products andachieve high productivity. Comparison is madebetween actual process states and best practice.This adds value to the KM database as newknowledge is created. The creation of newknowledge may result in new technology, oper-ating practice and new products.
In an integrated plant, the KM model mainlyconsists of technology domain specific industri-al processes, technology domain specific knowl-edge and knowledge repository. Domain specif-ic processes are the applications that addressspecific industrial process such as various typesof manufacturing processes. Knowledge gener-ated by the technology processes can be storedin the knowledge repository. The repositorymay consist of documents including multimediafiles for the knowledge pieces acquired. Thedocuments are properly catalogued and taggedwith metadata supported by search engine foreasy retrieval[6].
Deployment of KMSInformation generally remains decentralised inorganisations having many departments withdifferent functionalities. A consistent KMSintegrates the information with an aim to expe-dite the access, circulate and archive the differ-ent outputs. Therefore, it is important tochoose an appropriate tool that is flexibleenough to adapt to the company for better useracceptance. Today, three-tier web enabledapplication with access to company databaseand proper data security features is the answerfor such requirements. Further, with web por-tal, the contributions are generally made viaweb forms or posted directly in a standard for-mat. If the interfaces are simple then theemployees can easily contribute to the knowl-edge base and access the stored knowledgefrom anywhere on the intranet or internet.
It is advisable to roll out the different KMmodules in phases. Before final deployment onemust have access to the technical teams for a fewdays or weeks after the initial deployment for anylast minute or crucial modifications. Keep inmind simply building and deploying a solutiondoes not guarantee success. There should be aplan to promote the KM system. The usersshould be fully trained on how to use the system.Allow sufficient time to deal with feedback andmake adjustments as the new system is putthrough its paces. One must remember the keymessage with any major technology implementa-tion – ‘Short-term pain, long term gain’[7].
A schematic diagram of the knowledge man-agement system in an R & D organisation of aprocess industry having many technical as wellas service departments is shown in Fig 1. Themain purpose of such a KMS is to codify, storeand disseminate information about all types ofoutputs including Intellectual Property Rights(IPR) and support sharing of knowledgeresources in respective technical domains whichhave been built through years of R&D experi-ence. The KM system can be accomplished �28
khan process_Layout 1 1/6/11 3:33 PM Page 2

Process control
Steel Times International – January/February 2011 – 27
Process Condition Monitoring maximisesuse of steelplant data by deploying ITsystems based on statistical analysis toprovide warnings if processes are out ofcontrol, thereby allowing preventativeaction to be taken. By Keith Walker*
the monitor must be practically faultless.There are many issues with this. There are
many different ways in which the tables whichmake up the database can be structured, andthe optimum structure needs to be developed.Rarely is it possible to put all of the plant datainto a single table, even though at first sight thismay seem the obvious option. Take a simpleexample of steelmaking operations which oftenuse a unique heat number to identify a singlecast of steel. It is clear that the data for that castshould be associated with the heat number.Table 1 shows data which includes the casteridentity, the ladle number and the temperaturesrecorded in the tundish during casting. This sin-gle table makes the assumption that there willbe only one ladle used for that heat and that theroutine number of tundish temperatures takenwill be three.
However, although it is quite reasonable tosuppose that, unless the plant has a re-ladlingstation, only one ladle number will be recordedin the database for that heat, it is quite possiblethat additional, or fewer, tundish temperatureswill be taken. This creates an obvious problemwith the structure of Table 1. What goes intothe empty columns (often a zero), and whathappens to additional temperature measure-ments if they are taken?
One solution is to split the data into twotables, as show in Table 2. Because the tundishtemperatures now go down the columns, ratherthan across them as in Table 1, any number ofmeasurements can be clearly recorded. Onecould record the time that the temperature wastaken, rather than a sequence number. This is asimple example, but the task of structuring the
ONE of the key advances in steel plants inrecent years has been development of comput-er systems. Increasingly, sensors on plant equip-ment, chemical analysers and many other thingsnow automatically collect massive amounts ofdata directly into permanent storage. It is com-mon for metallurgical plants to have data whichcontains incredible detail about their opera-tions, sometimes almost continuous in time andgoing back for many years.
Of course, this data is commonly used toanalyse errors in operations and also for report-ing purposes on a daily basis. The use to whichit is put is usually forensic, within investigationsinto happenings in the previous 24 hours. Therapid development of IT systems has meantthat it is now possible to display data very easi-ly on the computer screen, and then to analyseit quickly in ways which would have taken dayssome time ago. This sort of analysis oftenmakes use of statistical software packages,some of which are very advanced.
However, although this is very powerful, itcan only result in corrective action being takenafter an event. This is action taken after prob-lems have arisen to attempt to avoid a re-occur-rence. The focus is therefore only on a smallfraction of the data collected from the plant,where the problems have arisen. Little use ismade of the rest of the data. However, somesteel works have developed computer systemswhich are aimed at preventative action, wherethe focus is on avoiding problems.
There is an analogy which helps to make thepoint here. For many years, engineers haverecognised that using sensors to monitor piecesof equipment can avoid failures or breakdowns,because they can allow action before that hap-pens. A simple example is to monitor the tem-perature of bearings, information which revealsthe condition of them and creates an alarmbefore they fail completely. This approach isoften called ‘Plant Condition Monitoring’, andit is also based on preventative action. In thesteel works which have developed their use ofplant data in an analogous way, it can be called‘Process Condition Monitoring’.
Process Condition MonitoringIn Process Condition Monitoring, the plantdata collected is monitored continuously, likethe temperature of bearings. It requires noaction from plant people until there is an alarm.However, there are many challenges to be over-come before such an approach can be used.
The main challenge is to ensure that, howeverthe data is monitored, there are as few falsealarms as possible. Such events mean that the sys-tem is unreliable, and alarms will be ignored. Indata monitoring, it is essential that only the cor-rect data is used, and this is not a simple matter.When data is analysed manually within investiga-tions, people are at liberty to remove rogue dataand the most common example is missing datawhich has been recorded as a zero. For automat-ic data monitoring, such intervention is not possi-ble, and therefore the quality of data going into
* Dr Walker was formerly with Corus Group and is now MD of the steel consultancy SteelFolk e-mail [email protected]
10001 6 B 1556 1550 1543
10002 3 A 1571 1565 0
Heat Ladle Caster Tundish Tundish Tundishnumber number identity temp 1 temp 2 temp 3
Table 1 Single tabledisplay of castingdata
10001 6 B
10002 3 A
Heat Ladle Casternumber number identity
10001 1 1556
10001 2 1550
10001 3 1543
10002 1 1571
10002 2 1565
Heat Temp Tundishnumber identity temp
Table 2 a & b Revised method of displayingTable 1 data
plant database can be a major one when all ofthe massive amount of collected data is consid-ered. Too many separate tables will make thenext task of ‘data mining’ very difficult, where-as too few will result in problems with achievinga reliable stream of data into the ProcessCondition Monitoring system. An optimummust be found.
Assuming that the database structure prob-lem has been decided and populated, the taskof extracting a relevant sub-set for monitoringcan be undertaken. This is often called ‘datamining’ and it consists of writing a piece ofcomputer code which will obtain the requireddata from the plant databases and put it into atable against which a monitoring programmecan be automatically run.
From Table 2, take the example of wishing tomonitor the last tundish temperature taken on
Process conditionmonitoringProcess conditionmonitoring
Pict
ure
co
urt
esy
SMS
Co
nca
st
Keith process_Layout 1 1/7/11 11:13 AM Page 1

28 – January/February 2011 – Steel Times International
Process control
definition this means it will no longer lie withinthe Normal distribution. Some change on theplant will be the cause, and will introduce whatare called ‘special causes of variation’ into theprocess. The analysis of the data, by the comput-er, will reveal this and can then create an alarm.However, it is a matter of choice as to how to setthe conditions for the alarm.
Some steel works only create an alarm ifthere is a tundish temperature which falls out-side the red lines (ie: more than 3sd from themean). There is only a 1% chance of this hap-pening if the process is still in control, but it ishigher if it is not. There are alternatives,though. Some plants create an alarm if a tem-perature falls further than 2sd from the mean –there is 5% chance of this happening even if theprocess is in control, however, and it may bethat this is considered to cause too high a levelof false alarms. This is probably a sensibleoption only for data which is very critical tooperations.
SPC provides other options. When the statis-tics are looked at in detail, it is possible to cre-ate alarms for other conditions. If the process isin control, it is unlikely that a run of tundishtemperatures progressively goes either up ordown for more than seven data points, evenwithin the red lines. The computer can be pro-gramme to give an alarm if this happens.
It is also unlikely that a run of temperatureseither above or below the mean occurs for morethan seven data points, so the computer couldbe programmed to give an alarm for this also.This is an interesting case. Many steelmakerswould aim for a low tundish temperature forreasons of segregation control for some steelgrades. Although a run above the mean wouldtherefore cause concern, in fact a run below themean may reveal special causes of variationwhich are an improvement. If this alarm is
investigated, it may be possible to learn whathas caused it and fix it into operating proce-dures. This illustrates the proactive nature ofProcess Condition Monitoring.
How many of the possible conditions underwhich an alarm could be raised is a choice, abalance of too many false alarms and the criti-cality of the process being monitored. Thechoice must be carefully considered, though. Itis possible to have hundreds of these monitorsrunning in the background on the computer(indeed that is the aim) and there is a limit tohow many alarms can be properly investigated.Although SPC traditionally instructs aboutwhat constitutes an alarm condition, some pru-dence is required when it is used on this scale.
In Process Condition Monitoring, it is ofcourse the whole point that the plant people needdo nothing after the monitors are set up, unlessthere is an alarm. There is an analogy with the oilpressure warning light nowadays more commonon cars than is a gauge. This is the improvementwhich Process Condition Monitoring offers overshowing monitors on computer screens and ask-ing people to look at them.
In most plants using this approach, the com-puter is programmed to give an alarm by send-ing an e-mail to a specified address, that beingthe individual or group who can investigate it.There are other options, depending on the soft-ware in place, but a good deal of fun can be hadby being creative. With a little more up-frontwork to set up the monitor, it is possible toinclude the relevant data set, or an image of thecontrol chart, to the recipient of the alarm andthis reduces reaction time by avoiding themhaving to obtain it themselves. Since to allintents the monitors will run forever, with a lit-tle maintenance required in response to delib-erate changes to the plant, it is worthwhile mak-ing the system as user-friendly as possible. �
caster B (ie temp ID 3 of heat 10001). Becausewe wish to obtain the last temperature, theadvantages of the data structure becomes clear.Although the detail is not appropriate here, itwill be apparent that a piece of logical code canbe written to extract only the data which is thelatest temperature and only for caster B – therewill always be a value for each heat, or it will beentirely absent, but never a zero. We are nowready to create a monitoring programme.
Statistical Process ControlThere are countless ways of monitoring the dataand any can be chosen, but the most commonis to use a form of Statistical Process Control(SPC). This is an approach which is based onan assessment of historical data taken from aperiod of acceptable plant performance, calleda ‘capability study’. The plant data will showsome natural variability within an acceptablerange, and the data will usually have one of thecommon distributions. The most common isthe Normal Distribution (Fig 1), also known asthe ‘error’ or ‘bell’ curve. When the assessmentof the last tundish temperature taken on casterB is complete, the data will show a distributionof that form.
Fig 1 shows the normal distribution from thecapability study of the last tundish temperaturetaken on caster B. The ‘bell’ curve is turned onits side, so that its relation to the monitor isapparent. The power of the SPC approach liesin the natural way that data fits to a curve of thisshape. The normal distribution has the key char-acteristic that 99% of the data lies between plusor minus three standard deviations (sd) fromthe mean and 95% lies between plus or minustwo standard deviations. It is a simple matter tocalculate the standard deviation for the tundishtemperature data, and then the red and greenlines representing 3sd and 2sd respectively canbe drawn onto the monitor shown in Fig 1.These values are included in a monitoring pro-gramme which will analyse the tundish temper-ature data on the computer. (Of course, themonitor is drawn here for illustration – there isno need to show a chart on the computer, it issimply a matter of applying the logic).
Now there is a choice to be made. When themonitor is started on the computer, automatical-ly in the background, the tundish temperaturedata will be analysed. If the process is in control,the data will behave normally and remain a fit tothe normal distribution curve. There is no alarm.However, if the process goes out of control, by
Fig 1 Normal distri-bution from thecapability study ofthe last tundishtemperature takenon caster B
awarded. Finally, the correct use of knowledgemanagement techniques and technology makesa company more responsive to the needs of thecustomers resulting in enhanced business per-formance. �
References[1] Knowledge Management in the military context;S G McIntyre, M Gauvin and B Warussynski;Canadian Military Journal; 2003;http://portal.brint.com.[2] EFQM Excellence Model and KnowledgeManagement Implications; Dilip Bhatt;http://www.eknowledgecenter.com.[3] Enhancing IT Support with KnowledgeManagement, Peter Gilbert, Roger Morse andMonica Lee, White Paper, http://whitepapers.techre-public.com; December 2007.[4] Creating Your Corporate eLibrary, Andrea
Simmons, White Paper, Integration New Media, Inc.,http://www.inm.com; 2008.[5] What is Knowledge Management? Karl-ErikSveiby; http://www.sveiby.com.[6] What is knowledge management? Rebecca OBarclay, Philip C Murray, Knowledge Praxis;http://www.media-access.com.[7] Knowledge Centered Support: A best practice-based approach to knowledge Management, WhitePaper, www.hp.com, 2007.[8] Knowledge Management Practice inTelecommunication Industry; Chang Mei Ying et al;Knowledge Management Cases in Asia - Wikibooks;http://en.wikibooks.org.[9] Knowledge Management: The Power ofLeveraging Information - A Soffront Whitepaper,http://www.soffront.com.[10] Website of Larry Prusak; http://www.lauren-ceprusak.com.
[11] SECI Model (Nonaka and Takeuchi);http://www.12manage.com.[12] Knowledge Management in the DigitalEconomy: A Case of Republic of Korea, ChinnapakaChitharanjandas, School of business KoreaUniversity; Jaemin Han, School of business, KoreaUniversity; http://www.swdsi.org; 2005 [13 Knowledge Management for Performance; KKAw; Director, Multicentric Technology;http://www.multicentric.com. [14] Complexity and Knowledge Management:Learning from the Industrial Revolution; KK Aw,Multicentric Technology, www.multicentric.com;Philip Murray, Semantic Advantage, www.semanti-cadvantage.com; International Conference onKnowledge Management; Kuala Lumpur; 2005.[15] Content Management in a KnowledgeManagement Context; Jed Cawthorne;http://www.prescientdigital.com.
Information Technology in managing industrial knowledge� 26
Keith process_Layout 1 1/7/11 11:13 AM Page 2
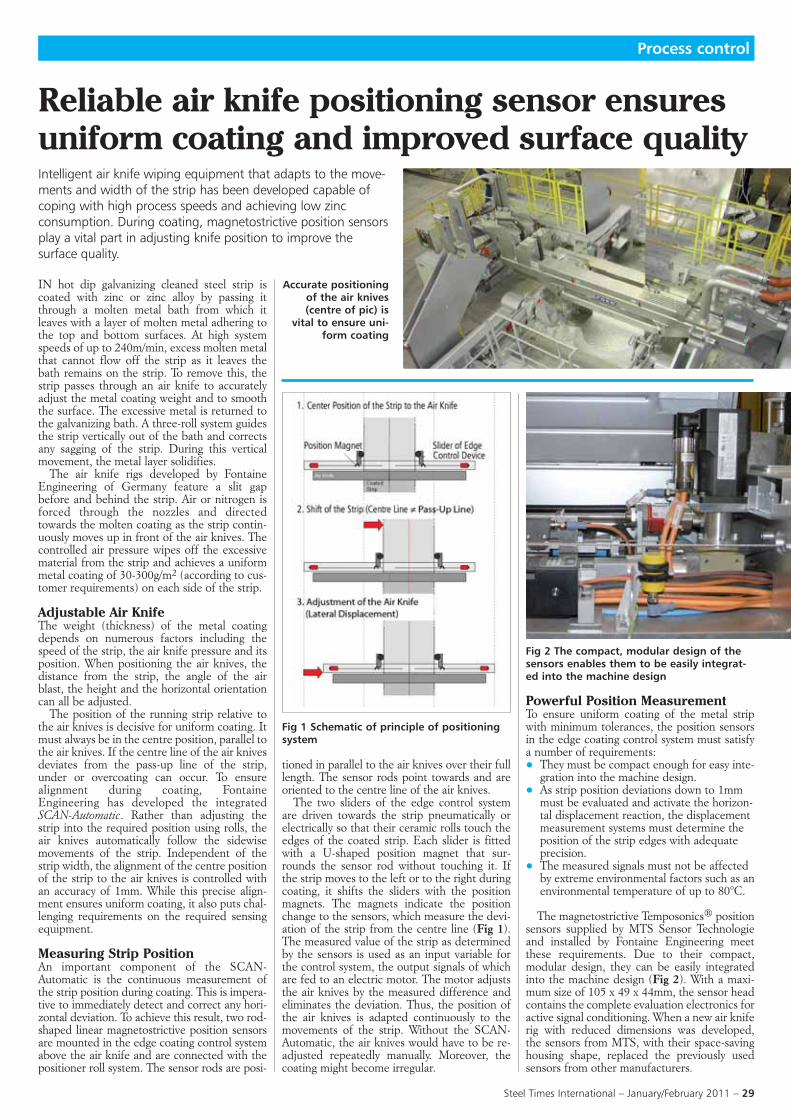
Steel Times International – January/February 2011 – 29
Process control
Intelligent air knife wiping equipment that adapts to the move-ments and width of the strip has been developed capable ofcoping with high process speeds and achieving low zincconsumption. During coating, magnetostrictive position sensorsplay a vital part in adjusting knife position to improve thesurface quality.
Reliable air knife positioning sensor ensuresuniform coating and improved surface quality
Powerful Position MeasurementTo ensure uniform coating of the metal stripwith minimum tolerances, the position sensorsin the edge coating control system must satisfya number of requirements:• They must be compact enough for easy inte-
gration into the machine design. • As strip position deviations down to 1mm
must be evaluated and activate the horizon-tal displacement reaction, the displacement measurement systems must determine the position of the strip edges with adequate precision.
• The measured signals must not be affected by extreme environmental factors such as anenvironmental temperature of up to 80°C.
The magnetostrictive Temposonics® positionsensors supplied by MTS Sensor Technologieand installed by Fontaine Engineering meetthese requirements. Due to their compact,modular design, they can be easily integratedinto the machine design (Fig 2). With a maxi-mum size of 105 x 49 x 44mm, the sensor headcontains the complete evaluation electronics foractive signal conditioning. When a new air kniferig with reduced dimensions was developed,the sensors from MTS, with their space-savinghousing shape, replaced the previously usedsensors from other manufacturers.
IN hot dip galvanizing cleaned steel strip iscoated with zinc or zinc alloy by passing itthrough a molten metal bath from which itleaves with a layer of molten metal adhering tothe top and bottom surfaces. At high systemspeeds of up to 240m/min, excess molten metalthat cannot flow off the strip as it leaves thebath remains on the strip. To remove this, thestrip passes through an air knife to accuratelyadjust the metal coating weight and to smooththe surface. The excessive metal is returned tothe galvanizing bath. A three-roll system guidesthe strip vertically out of the bath and correctsany sagging of the strip. During this verticalmovement, the metal layer solidifies.
The air knife rigs developed by FontaineEngineering of Germany feature a slit gapbefore and behind the strip. Air or nitrogen isforced through the nozzles and directedtowards the molten coating as the strip contin-uously moves up in front of the air knives. Thecontrolled air pressure wipes off the excessivematerial from the strip and achieves a uniformmetal coating of 30-300g/m2 (according to cus-tomer requirements) on each side of the strip.
Adjustable Air KnifeThe weight (thickness) of the metal coatingdepends on numerous factors including thespeed of the strip, the air knife pressure and itsposition. When positioning the air knives, thedistance from the strip, the angle of the airblast, the height and the horizontal orientationcan all be adjusted.
The position of the running strip relative tothe air knives is decisive for uniform coating. Itmust always be in the centre position, parallel tothe air knives. If the centre line of the air knivesdeviates from the pass-up line of the strip,under or overcoating can occur. To ensurealignment during coating, FontaineEngineering has developed the integratedSCAN-Automatic. Rather than adjusting thestrip into the required position using rolls, theair knives automatically follow the sidewisemovements of the strip. Independent of thestrip width, the alignment of the centre positionof the strip to the air knives is controlled withan accuracy of 1mm. While this precise align-ment ensures uniform coating, it also puts chal-lenging requirements on the required sensingequipment.
Measuring Strip PositionAn important component of the SCAN-Automatic is the continuous measurement ofthe strip position during coating. This is impera-tive to immediately detect and correct any hori-zontal deviation. To achieve this result, two rod-shaped linear magnetostrictive position sensorsare mounted in the edge coating control systemabove the air knife and are connected with thepositioner roll system. The sensor rods are posi-
tioned in parallel to the air knives over their fulllength. The sensor rods point towards and areoriented to the centre line of the air knives.
The two sliders of the edge control systemare driven towards the strip pneumatically orelectrically so that their ceramic rolls touch theedges of the coated strip. Each slider is fittedwith a U-shaped position magnet that sur-rounds the sensor rod without touching it. Ifthe strip moves to the left or to the right duringcoating, it shifts the sliders with the positionmagnets. The magnets indicate the positionchange to the sensors, which measure the devi-ation of the strip from the centre line (Fig 1).The measured value of the strip as determinedby the sensors is used as an input variable forthe control system, the output signals of whichare fed to an electric motor. The motor adjuststhe air knives by the measured difference andeliminates the deviation. Thus, the position ofthe air knives is adapted continuously to themovements of the strip. Without the SCAN-Automatic, the air knives would have to be re-adjusted repeatedly manually. Moreover, thecoating might become irregular.
Accurate positioningof the air knives(centre of pic) is
vital to ensure uni-form coating
Fig 1 Schematic of principle of positioningsystem
Fig 2 The compact, modular design of thesensors enables them to be easily integrat-ed into the machine design
fountaine_Layout 1 1/6/11 3:23 PM Page 1

30 – January/February 2011 – Steel Times International
Process control
edge control system sliders contacting to thesensing element. The magnetic field provides apartial distortion of the waveguide – producinga torsional wave, which travels at ultrasonicspeed towards the ends of the sensing element.From there, it is converted into a standard out-put signal by a special signal converter. Precisedetermination of the position is achieved byruntime measurement, which determines themagnet position using the time between thestart of the current pulse and the arrival of theelectric response signal.
Since position measurement does not requiredirect contact between the position magnet andthe sensing element, the operation ofTemposonics sensors is free of wear and main-tenance. Position measurement is absolute, ieno reference run is necessary after machinedowntimes.
Variable Sensor ParametersThe R-Series sensors, integrated into theFontaine Engineering equipment, meet all ofthe requirements of Profibus-DP (according toEN50170) and can be connected directly to thefieldbus as a slave. The sensors are certified bythe Profibus International user organisation.Apart from the transmission of measuring data,the sensor-integrated software supports compre-hensive monitoring and diagnostics functions.
The sensors are configured at the factoryaccording to the specification ordered. Certainparameters, such as the active measuring rangeor the zero position, can be edited subsequent-ly via the programming software of the controlsystem. A GSD file, supplied with the sensors,contains information relative to the adjustment
options. LEDs fitted on the sensor head pro-vide visual information on the sensor state andfacilitate commissioning and adjustment of thesensor’s parameters. Fontaine Engineering usesthe preset function of the position sensors andsets the zero at the strips’ edge. This means thevalue of both sensors is zero when the stripstands in the centre position to the air knifenozzles. As the strip is displaced to the left or tothe right, the sensors measure the deviationboth in the positive and negative range. Thisprocess eliminates data conversion needs by thecontrol and the data can be used for positioncontrol directly.
MTS linear displacement sensors meet all ofthe requirements for Fontaine Engineering.Even when working with the thinnest metalcoatings, the sensors’ precise displacement sig-nals ensure centre alignment of the strip to theair knives, resulting in a uniform coatingweight.
In addition to position measuring systemswith Profibus interface, the MTS product port-folio also offers analogue, SSI, CANbus,Ethernet Powerlink and EtherCAT sensors.The sensors can provide speed signals as well assimultaneous multiple positions in some mod-els. The different housing options provided bythe profile and flexible measuring rod housingenable the sensors to be used for a wide varietyof applications. �
Contact
MTS Sensor Technologie GmbH & Co KG
Auf dem Schüffel 9, D- 58513 Lüdenscheid
Tel +49 23 51 95 87 0, Fax +49 23 51 56 49 1
e-mail [email protected] web www.mtssensor.de
Despite difficult environmental conditions,the Temposonics sensors are very accurate.With a resolution of 1μm and a linearity devia-tion of 0.01% of the measured length, thesedevices measure even the smallest strip dis-placements. A repeatability of less than 2.5μmensures an exact approach to defined positions.Additionally, the sensors are temperature-resist-ant in a range of -40°C to +80°C. With a meas-uring interval of 0.5 to 3.1ms (dependent onthe measuring length), the sensors can matchthe scanning cycle of the control system.
Non-Contact MeasurementAll Temposonics position sensors are based onmagnetostrictive measuring technology. Thisoperating principle enables the sensors to beinstalled in a hermetically sealed housing (Fig3). Magnetic fields transfer the position infor-mation without surface contact through thehousing wall and into the sensor. To achievethis, a current pulse from the sensor electronicsis sent through a sensing element in the sensorrod. The passive, U-shaped magnet movesalong the pipe and indicates the position of the
Fig 3 Temposonics sensors use non-contactmagnetostrictive measuring enabling themto be installed in a hermetically sealedhousing
WITH COMBILIFT
FREE FREE
Increase Space Productivity
Safer Product Handling
Indoor And Out
Capacities from 2.5 - 25 Tonnes
Diesel / LPG / AC Electric
C-Series
4-
Y HAAAYWWA
Y HANDLING
Y HANDLING
ease SpaceIncr
Contact us fFREE ehouse Design SerarWWa
FREE VD D
:orContact us fviceehouse Design Ser
VD
Combilift Co
E-mail:
+el::TTeeland Monaghan Ir..Combilift Co
[email protected]:: www
07870el::TTe +353 47 80500 UK
.combilift.comwwww.
07870 976758
.combilift.com
fountaine_Layout 1 1/6/11 3:23 PM Page 2

32 – January/February 2011 – Steel Times International
Process control
A WIDE choice of disparate equipment ispresently available for sensing purposes.
For example, a typical fix mounted gas detec-tion system invariably has to be integrated intoexisting control equipment by a contracted gasdetecting specialist. Or, in the case of largecompanies, by a dedicated individual or depart-ment within the company who would have asso-ciated repairs capability, calibration and servic-ing equipment or would out-source all of this toa specialist support company.
Often a full team of electronics and softwareexperts would be required to deliver and sup-port systems, particularly where datacomms ordistributed multiple systems were involved. Thecreation of a system would often require theintegration of sensors, controllers, alarms,standby batteries, cabling and accessories fromseparate suppliers and would need specialists toinstall and commission it. Invariably, thisprocess would need on-going technical supportthroughout the life of the installation.
A new advanced systemThrough understanding this problem, listeningto users and customers, and applying availabletechnological developments, a completely newconcept in environmental monitoring, gasdetection and machine condition monitoringhas been developed.
First trialled in the harsh conditions of thetunnelling industry with great success, the sys-tem, has now, importantly, received ATEX cer-tification for use in hazardous area applications,which will allow its widespread application.
The new system which has emerged – namedSentro 8 – is an integrated multi-purpose sensingstation ready to be configured to meet gas detec-tion and condition monitoring requirementswithout the need for complex investment in sys-tem design or the need for specialist back-up.
The system features intelligent, inter-change-able sensing modules served by a universal datacommunications architecture, making it straight
A multi-purpose combined condition monitoring and gasdetection system uses inter-changeable sensing modules servedby a universal data communications architecture has beendeveloped to replace multiple individual sensors. This makes itstraight forward to network sensor stations and expand thesystem in the future. By Mark Rowland*
ing a high brightness, dot matrix display forclear information about all eight sensor chan-nels with direct on-screen instructions and diag-nostic data. Also there is a powerful integralsounder and high intensity warning beacon foralarms. A large waterproof keypad providesdirect access to the universal programmabilityand diagnostics of the sensor station.
Networking by single cableThe increased processing capabilities of thenew technology allows the sensors to communi-cate directly using a standard Modbus protocol,whereas previously conventional analogue sig-nals would have had to go through data conver-sion modules to communicate with datacomsystems. Once again the potential benefits with-in large plants or on multiple sites are huge.
This means that Sentro 8 can use a standardRS485 data network to link up to 32 sensingstations into a single cable to a PC running aSCADA (supervisory control and data acquisi-tion) software package. The capability of com-municating this way over distances in excess of1km on a standard cable, allows for ultimateefficiency and one-man supervision. It is alsopossible to link the local RS485/Modbus net-work onto larger Ethernet networks opening upthe possibility of monitoring the Sentro 8 fromanywhere in the world via the internet.
Safety & electrical standardsThe Sentro 8 concept has resulted in a systemof pure simplicity with no complex functionali-ty, simple two-button programming, and plug-gable sensing modules. It is also an example ofconformity to the WEEE directives on sustain-able product development where a productshould be designed to be adaptable for alterna-tive purposes in the future. Any future systemsrequired can be incorporated into the existingarchitecture whether it is gas or plant conditionmonitoring.
The safety aspect also cannot be under esti-mated. Whereas once a sensing system wouldhave been needed to be housed in a large andheavy explosion-proof housing, the small over-all size of the new development means that it iseasier to design housings suitable for applica-tions in hazardous areas and with improved lev-els of ingress protection, an extremely impor-tant criteria in harsh industrial environments.Intrinsic functional security is also considerablyimproved as the sensing system is engineered asan integrated whole. This eliminates the risk ofinvalid or unsafe equipment combinations thatcan occur in a piece-meal system. �
Contact
Trolex Ltd, Newby Road, Hazel Grove, Stockport, Cheshire SK7
5DY, UK. Tel +44 (0)161 483 1435
email glyn.jones@trolex Web www.trolex.com *Engineering Manager, Trolex Ltd
Quantum leapfor sensing systems
Heavy industry is set to benefit from the Sentro 8 system for environ-mental monitoring, gas detection and machine condition monitoring
The new Sentro 8 isan integrated multipurpose sensingstation ready to beconfigured to meetgas detection andcondition monitor-ing requirements
forward to network sensor stations to a mastercomputer and expand the system if required ata later date.
The developers consider this to be a break-through for the process industries where a widevariety of sensing principles need to be conve-niently combined. It represents a simple andcost effective way to integrate sensors, con-trollers, alarms and other systems using com-pact Sentro 8 sensing stations. Each Sentro 8can simultaneously monitor the concentrationof up to eight different gases or a combinationof condition monitoring sensors; ambient tem-perature, ventilation, air velocity or any choiceof remote connected sensors that is required.
Benefits to plant engineerIn most process industries, this means that thenew system can monitor all types of machineconditions such as temperature, vibration, pres-sure, flow and speed of rotation, as well as theconcentration of dangerous gases in the sur-rounding atmosphere; methane, oxygen andcarbon monoxide. All this in one integratedpackage.
The benefits are considerable and wide rang-ing – reduced cabling, installation and commis-sioning costs, reduced maintenance costs anddowntime, a smaller number of failure riskpoints, improved integration of plant-widemonitoring collateral, reduced size, weight andstorage requirements, easy and fast calibrationwithout the need to power down and a fullyscaleable and flexible technology base forresponding to, and integrating future require-ments. Also the ability to communicate directlywith standard protocols means that any numberof systems can be integrated, on a single datacable and controlled and monitored from a cen-tral location, all of this using any standard plantand maintenance skills.
‘Plug & Play’ simplicityThe development of Sentro 8 has produced arugged 8-channel integrated sensor station.Inside, there is a facility for up to eight pre-cal-ibrated sensing modules. These sensing mod-ules are literally intelligent ‘plug-and-play’ ele-ments each with its own processor for intelli-gent data storage and signal conditioning cir-cuits. Each has data storage capacity to recordup to 4000 points of data. They are designed tocontinuously display the data they retrieve,store the full service history such as data log-ging, calibration, failure modes and alarm set-tings, and to run comprehensive self-diagnosticchecks. They are also designed to be simplyreplaced with pre-calibrated modules wheneverrequired, making maintenance, service and cal-ibration straight forward.
The compact, high strength IP65, EMC pro-tected housing features a large LCD screen giv-
trolex_Layout 1 1/6/11 3:26 PM Page 1

Steel Times International – January/February 2011 – 33
Process control
Make-To-Stock/Finish-To-Order steelmaking
STEELMAKERS are under increasing pressureto respond to rising raw material and trans-portation costs and be increasingly competitivein global markets. This requires a need for bet-ter customer service; greater customer pricepressure; and an even greater focus on reducingproduction costs.
Many steelmakers will need to develop newstrategies to deal with these business dynamics,which will require a rethinking of how the steelproduction supply chain is designed. For inte-grated, end-to-end flat-products plants, thereneeds to be a change from the traditional‘Make-To-Order’ (MTO) process, to a moreflexible, Make-To-Stock/Finish-To-Order(MTS/FTO) process, in order to increase cus-tomer satisfaction and to reduce costs.
Optimising Production, Sales Orders & StockThe traditional approach to steelmaking –Make-To-Order – sees for each customer order,slabs cast to the specific grade and dimensionsrequired for that customer, and then rolled, andfinished in a continuous process. This maximis-es yield, because everything that is produced, isfor a customer order.
To provide responsive service levels in anMTO plant, it is necessary to schedule ordersfor casting within a very short time frame sothat there are no ‘lost’ production days. But, tomaximise productivity it is important to have aheat sequence as large as possible. Therefore, ifthe order quantity is not large enough to pro-vide an acceptable heat sequence, then theprice of providing a responsive service time is adecrease in productivity and a consequentincrease in costs.
In practice, multiple heats of the same orcompatible grades of steel are run as a singleheat sequence so as to maintain a high capacityutilisation, because there are significant fixedcosts and downtime associated with cleanupand setup between different heat sequences.
Moving to a Make-To-Stock/Finish-To-Order (MTS/FTO) business process, allows steelmakers to increase customer satisfaction, increase production efficiency and become moreresponsive through the use of strategic service stocks, while atthe same time controlling inventory levels and reducing costs. By David Mushin* & Richard Wightman**
A typical flat products steel plant will have amix of orders, including high volume/lowvolatility long term contracts and medium vol-ume/high volatility orders with differing grades,dimensions, volumes and due dates.
To move to Make-To-Stock/Finish-To-Order(MTS/FTO), requires a review of the produc-tion processes from demand analysis through todemand aggregation and product rationalisa-tion, that will maximise heat sequences andincrease manufacturing agility.
Typically long term customers such as vehiclemanufacturers have their orders called-offagainst a schedule, allowing optimum heatsequences. This gives rise to High volume/Lowvolatility orders.
In contrast, Medium - High volume/Highvolatility orders do not allow large heatsequences over the 2-3 day scheduling periodbut larger heat sequences can be obtained overa 2-3 week horizon at the expense of sales leadtime.
Low volume/Low volatility orders have toolow a weekly order volume and cannot be effi-ciently produced without adversely impactingproductivity or holding inventory over a longtime period.
The desired solution, is to consolidate multi-ple small-lot orders into common stock specifi-cations that can be the basis for a MTS/FTOstock policy to give a working inventory thatcan be used for a wide variety of sales orders. Tomake this approach work requires careful con-sideration of inventory against forecastdemand, in order to improve the responsive-
ness of the steel plant without adversely affect-ing its productivity.
Order Flow for Make-to-Order Typically, a Production Planning tool generatesa planned start date (PSD) which is for eachorder, for each production process on the plantfloor, and is typically back calculated from duedates. A production scheduling tool then usesthe planned start dates to generate productionsequences for each process over a 2-3 day hori-zon. There are typically two alternative produc-tion scenarios:
High Productivity: to plan for a large heatsequence without producing too many surplusslabs, orders with a PSD within a two week win-dow into the future are considered. When thedemand outstrips capacity this process max-imises the use of capacity but builds stocks orproduces orders early, which can delay otherorders as a consequence.
On-time Delivery: In order to reduce delays andensure on-time delivery, the schedule builds insurplus stock in order to include all orders witha PSD within the current two day planninghorizon.
Some disadvantages of MTO are:– Long lead-times: Every order passes through
the complete production sequence, creating long production lead times.
– Unplanned Inventory: There are productionconstraints that lead to the creation of unplanned stock. For example, the width
*Chief Executive Broner Metals
Solutions, Watford, UK,
**Marketing Manager Broner
Metals Solutions. Fig 1 Inventory de-couplingpoints
Fig 2 Demand analysis Fig 3 Make to stock/Finish to order process
broner_Layout 1 1/7/11 11:18 AM Page 1

34 – January/February 2011 – Steel Times International
By definition there will be Work In Progress(WIP), but stock turnover will be higher as slabspecifications are more flexible, which will coun-teract the effect of higher WIP.
Overall, there will be a significant increase incustomer satisfaction, leading to greater cus-tomer retention and ability to win new customers,which will increase plant utilisation, lower unitproduction costs and increase profitability.
Demand Analysis To build the strategic stock at the de-couplingpoint, we need to pool orders that are similar inthe various attributes that can be produced inthe same heat sequence, keeping in mind futuredemand. To improve the size of the heatsequence (and hence improve productivity)orders need to be pooled based on (i) duedates, (ii) grade and (iii) coil width. The size,replenishment frequency, and replenishmentlot-size of this service stock will be determinedfrom a demand analysis that covers the com-plete demand cycle from demand forecasts toinventory requirements, plant capacity needsand requirements for external supplies (Fig 2).
The first stage is to determine the demandforecast (based on historical demand, long termcontracts, steel market dynamics and macro-economic influences) which should be split byproduction resource.
The second part of the analysis is to evaluateinventory requirements to meet the demandforecast and also meet the expected service lev-els. This should also assign stock locations andlevels and replenishment stocks that can be
generated so that production flows smoothlyand customer satisfaction targets are met. Thisrequires consideration of minimum safety stocklevels and the setting of replenishment stockorders that are at least as large as the smallestheat sequence size that is acceptable for effi-cient production.
The demand for production capacity is deter-mined next and is a review of the capacityrequired to meet the demand forecast takinginto account plant operational restrictions,routes and capacities for efficient processing ofspecific orders.
The demand forecast will also lead to a fore-cast of Purchases of slabs or HRC that may berequired to meet peak demand when capacityof stocks are insufficient.
At each stage of the process, steelmakersshould carry out an impact analysis to examinehow the forecast from that stage will impact theproduction of an optimum demand forecast.For example if it is noticed thatinventory/capacity is unbalanced leading toexcessive external purchases at increased cost,then it should be possible to revise the forecastwith different order phasing to reduce excessiveexternal purchases.
Reduced Sales Lead Times The MTS/FTO process enables the plant tooffer shorter lead times to customers, therebyincreasing customer satisfaction and competi-tive positioning. In the example below, there isa slab stock in front of the hot mill that will beused for three separate customer orders.
transition requirement creates slabs that are not assigned to an order. These constraints lead to excess inventory, which make proac-tive inventory planning difficult.
– Loss of Production Capacity: Large variety ofgrades and slabs sections together with smallorder volume can lead to short sequences and lost production time due to the associat-ed changeovers and setup times.
– Poor service levels: Because every order has along production lead-time, there are more uncertainties in the scheduling process and agreater chance for unplanned events. This can result in longer delivery times and reduced on-time delivery.
Make-To-Stock/Finish-To-Order The core focus of the MTS/FTO approach is tomanage demand, product and inventories, inthe most effective manner, such that the plantcan offer competitive delivery lead times,increased on-time delivery with high utilisation,lower costs and optimised inventory levels.
For a flat products plant, the wide range offinished products that are produced, with vary-ing grades, dimensions and finishing require-ments, make finished goods inventory unsuit-able for a make to stock process. Howeversemi-finished materials such as slabs or hotcoils can be shared between many finishedproducts and are more suitable candidates forthe MTS process.
These semi-finished materials can thereforebe regarded as ‘replenishment’ or ‘decouple’points in the supply chain where inventorybuffers can be produced in advance of ordersfor finished product being received.
When orders for finished product arereceived, the semi-inventory is already availableand only the manufacturing lead time for con-version to the customer finished specificationneeds to be considered. This process also pro-vides more opportunities to product long heatsequences with corresponding efficiencies insteel making cast and productivity.
Slabs provide the maximum flexibility as ade-coupling point for semi stock, but, depend-ing on the customer/demand profile, you mayachieve additional benefit by adding de-cou-pling points at Hot Rolled Coil (HRC) – priorto cold-rolling, and Cold Rolled Coil (CRC) –prior to finishing. De-coupling at HRC or evenCRC, provides shorter leads times for thoseproducts that can be fulfilled from these semi-finished pieces, although the number of consol-idation options diminish the closer one is to thefinished product (Fig 1).
The objective is to continue to offer the samevariety of products while improving customerservice through the adoption of the most costeffective specification of strategic service stock.This demands a detailed and thorough consid-eration of the manufacturing supply chain thatwill include:– Demand Analysis to identify sales order pro-
files and potential grouping opportunities;– Existing long term contracts with due dates,
grades, dimensions; – Inventory policies, de-coupling points,
replenishment size & frequency, that keeps average inventory levels low;
– Single and multi-plant requirements;– Order sizes and volatility;– Optimum plant operations such as minimum
heat sequence;– Service level requirements.
Process control
Fig 4 Identifyingservice stock candi-dates (Demandaggregation)
Fig 5 Identifyingservice stock candi-dates (Productrationalisation)
�37
broner_Layout 1 1/7/11 11:18 AM Page 2

36 – January/February 2011 – Steel Times International
Conference report
Stahl 2010 – The German steel industry post crisis
STAHL 2010 celebrated not only 150 years ofVDEh but the start of the emergence of theGerman steel industry – Europe’s largest –from the cut backs of 2009 following the globalfinancial crisis. Crude steel production inGermany dipped 28.6% in 2009 to 32.7Mtcompared with 45.8Mt in 2008. Output in2008 itself fell below the growth trend of recentyears which saw output in 2007 at 48.6Mt,since cut backs had commenced in the finalquarter 2008 following the start of the crisis.Compared with 2007, the drop in output in2009 was close to one-third (32.7%) and was itslowest output for more than 40 years. The fore-cast of crude steel production for 2010 basedon output from January to September is43.9Mt, an increase of 34% over 2009 but stillclose to 10% below that reached in 2007. Table1 summarises the year-on-year (y-o-y) changes.
Technical and economic papers were present-ed on day one followed by the annual generalmeeting on day two.
Federal President Christian Wulff was theguest of honour on Day 2. The steel industrywas the foundation of Germany’s industrialstrength, he said, unlike in some neighbouringEU countries. The industry contributed to theeconomic and social success of Germany andalso to the environment – for example, the useof high-strength steels enabling lightweightstructures in the automobile industry to reduceemissions in use.
Germany’s annual ‘Stahl’ meeting each November, organised by the German Iron & Steel Institute (VDEh) and the German SteelFederation (WVS), took place at its established venue, the CCD Congress Centre at the Düsseldorf Messe, on 11 – 12 Novemberwhen VDEh also celebrated its 150th anniversary.
The steel industry depends on a well quali-fied new generation for its future and thereforethe enthusiasm of students for the natural sci-ences must increase, particularly for youngwomen.
He called on the industry to ensure its rawmaterial supplies but not to rely on governmentpolicy to achieve this and he called on theEuropean Commission to see that climatechange regulation did not put the Europeansteel industry at a disadvantage to the rest ofthe world.
Technical SessionsSeven topics were addressed in four parallelsessions on day 1 as well as an extensive exhibi-tion consisting of suppliers to the steel industry,academic institutes and steel companies. Themajority of technical presentations were in theGerman language with simultaneous transla-tion, and many of the visual aid slides were pre-sented in English. One conference, ESTEPConference Talent Management, was allocateda full day and presentations were in English.
ESTEP Conference Talent ManagementIn 2003, the steel sector created the Europeansteel technology platform ESTEP with the aimsof contributing towards a sustainable societyand maintaining competitiveness through astrong focus on innovation and the role of edu-
cation and training for a skill-intensive industry.ESTEP brings together the steel industry, tradeunions, the European Commission as well asother European institutions and member states.
The full day conference provided anoverview of innovative personnel policies inEuropean steel companies regarding talentmanagement. It aimed to improve the image ofthe steel industry and to present it as a partnerfor universities, to attract students to the steelindustry and enhance the attractiveness of steelcompanies as future-oriented employers. Thechallenge of demographic change in Europeand the importance of research, innovation andskills development was addressed by represen-tatives of the European Commission and theEuropean Centre for the Development ofVocational Training. Human ResourcesManagers and industrial researchers were giventhe opportunity to discuss innovative coopera-tion between universities and companies.
The steel industry after the crisisThis half day conference heard five presenta-tions reviewing the current position in Germanyand Europe with regard to global competitive-ness. It examined the industry’s greatest asset –its workforce and how to attract and motivatesuitably qualified personnel. It also examinedthe benefits of adding value to products and therole of the steel industry in the German econo-my. The influence of financial markets on the
Fig 2 Specific CO2 emissions in the German Steel industry fell 20%since 1990 but have increased 4% since 2006 due to increasedenvironmental controls
Fig 1 Although energy efficiency in the German steel industry hasdropped 40% since 1960 it began to rise again from 2006 due toincreasingly stricter emission control regulations
Fig 4 Specific water consumption has been reduced by 70% in theGerman steel industry since 1983
Fig 3 Use of slag as a by-product
Stahl_Layout 1 1/7/11 11:25 AM Page 1

Steel Times International – January/February 2011 – 37
steel industry was also considered. Speakersincluded representatives from ArcelorMittal,ThyssenKrupp, Salzgitter and DillingerHüttenwerk as well as the IKB DeutscheIndustriebank and a representative of theAssistant Secretary of State,Bunbeskanzleramt, Berlin.
Material & Energy EfficiencyThe challenges of climate change wereaddressed in this session which reviewed howthe 2200 grades of steel available today canimprove the efficiency of industrial and domes-tic processes thereby reducing energy require-ments and so CO2 emissions. The challenges toproduce lightweight materials for electric auto-mobiles necessary to compensate for the addedbattery weight, and material requirements forwind and tidal power generation wereaddressed.
New Plant & processesChanging market conditions require rapid tech-nological developments in plant design. In thissession, Giovanni Arvedi described the ESPmill in which a thin slab caster is directly linkedto the hot strip mill via an induction homogeni-sation furnace. Unlike other thin slab casting –rolling lines no cutting of the slab takes placeprior to entering the mill and no long tunnelfurnace is required to buffer the process.
Raw MaterialsThe price shock in the raw materials marketwas addressed in this session and how it wasimpacting the fragile recovery taking place inEurope under economic constrains not seenbefore in post-war Europe. The removal of along-term pricing mechanism, in particular foriron ore, and the increased influence of finan-cial market players along with protectionisttendencies by resource-rich countries werediscussed.
Vision of steel production in EuropeThe current and future visions of iron and steelproduction in Europe requires an assured sup-
ply of high quality ore for the integrated (blastfurnace – oxygen steelmaking) route. The blastfurnace remains the dominant means of pro-ducing iron with alternative ironmaking meth-ods such as direct reduced iron (DRI) beingvery minor contributors in Europe. However,the CO2 emissions associated with the BF-BOSroute are penalising production and EC draftproposals to limit specific CO2 emissions to1.328tCO2eq per tonne crude steel in the BF-BOS route were below what is physically possi-ble, said some presenters, since a minimumcoke burden is necessary in the blast furnace tosupport the charge. (This figure excludes emis-sions from coke making, sinter production andpelletising ore which are 0.286, 0.171 and0.019t/CO2eg/t product respectively). In con-trast, benchmark emissions for electric arc fur-naces are 0.285tCO2eq/t for carbon steel and0.357tCO2eq/t for high alloy steel.
Environmental & Energy PoliciesThe production of steel in Germany is based onthe EU Directive for Integrated PollutionPrevention and Control (to become theIndustrial Emissions Directive). As well as this,there are a large number of national regulationson environment protection which increasinglychallenge industry. Greater environmental pro-tection inevitably leads to greater energydemands and therefore potential increases inCO2 emissions as well as increased costs (Fig 1& 2). The industry must remain competitiveglobally. There is a real possibility of ‘carbonleakage’ where the industry moves off-shore tooperate in a less stringent regime. Indeed, inanother session this question was specificallyposed to Johannes Nonn Member of the Boardof Salzgitter who said the company was techno-logically very competitive but additional envi-ronmental burdens could force it to relocateout of Germany to remain competitive.
The political path thus affects the future ofthe steel industry. Technology ‘fixes’ such as car-bon capture and storage (CCS) were examinedand the development of high-strength steel andhigh temperature steels to reduce emissions in
Conference report
The German Iron and Steel Institute (VDEh)was founded in 1880 and was renamedStahlinstitut VDEh in 2003. Its role is toencourage technical, technico-scientific, andscientific cooperation between engineers witha view to advancing steel technology and pro-moting steel as a material.Today, Steel Institute VDEh has a member-ship of about 9000 individuals holding collegeor university degrees in engineering, scienceor business administration, or with seniorpositions in industry and commerce. In addi-tion, some 100 companies active in iron andsteelmaking and associated industries havejoined the organisation.
The German Steel Federation –Wirtschaftsvereinigung Stahl (WV Stahl) rep-resents the political and economic interests ofthe German steel industry. Founded in 1874as the ‘Verein Deutscher Eisen - und Stahl-Industrieller’, the organisation that wasrenamed the German Steel Federation in1988. WVStahl represents the branch-relatedpolitical interests of almost all the companiesproducing steel in Germany, and associatedforeign member companies, in politics, inbusiness and to the public.
Stahlinstitut VDEh, and WVS share the samecontact details: Sohnstraße 65, D-40237Düsseldorf, Germany.Tel +49 (0) 211/67 07-0Fax +49 (0) 211/6707-31 0Web http://www.stahl-online.de/english/the_stahlzentrum/wv_stahl_english.asp
VDEh & WVS
Crude Steel (Mt) 48.6 45.8 32.7 43.9
y-o-y change (%) +2.9 -5.7 -28.6 +34.2
Source: worldsteel F = Forecast based on 9-months
Table 1 Crude steeloutput in Germany2007-2010
2007 2008 2009 2010F
use were addressed. Also the importance of by-products and their value in conserving rawmaterials was considered. Surprisingly, recyclingwas not addressed.
The day concluded with ‘Steel Get-togeth-er’ in which members and guests were treatedto a buffet meal, German beer and wine andentertainment.
In all 2500 delegates attended the sessionson day 1 – including 100 students – and 1000on day 2.
A selection of the papers will be published inthe VDEh publication Stahl und Eisen over thecoming 12 months.
In week 1 the slab stock begins to be consumedagainst the first two customer orders which arefinished within a further three weeks process-ing. At the same time, three more replenish-ment stock orders are cast, which will becomeinventory in front of the hot mill for Week 2-3.The MTS/FTO process has reduced the leadtime from five weeks, for complete manufactur-ing lead time, to just three weeks (Fig 3).
If there is also a service stock of HRC, thenthe same processes apply, except that the corre-sponding sales lead time will be shorter, allow-ing the steel plant to become even more com-petitive on delivery time.
Demand AggregationDemand aggregation allows the grouping of anumber of different order specifications, whichcan be made from a common slab stock. In thefollowing example, three different coils are
made from the same steel grade, ASTM 304,but differ in dimensions and in their demandprofiles and were previously made from differ-ent slabs.
Starting from a strategic stock of 1300mmslabs, a 1mm x 1255mm coil can be rolled, or a1.2mmx1265mm coil or a 1.5mmx1275mmcoil. The result, is a smaller inventory buffer ofa common stock and the ability to produce coilsin more economic quantities. The consolidationimproves order planning by providing moreconsistent production volumes with lowervolatility (Fig 4).
Taking this a step further, we can look atopportunities for product rationalisation to givea strategic service stock that can meet a widerrange of sales orders. In addition to the prod-ucts produced from the 1300mm slab, there area further three products of the same grade thatcan be produced from a 1350mm slab. By ratio-
nalising these to a 1325mm slab, there isincreased aggregation allowing the plant to getcloser to the ideal demand profile with high vol-ume and low volatility.
The benefits are increased, resulting in:– Reduced variety of slabs to be cast;– Increased customer service;– Longer heat sequences leading to reduced
production cost.
This needs to be balanced against someincrease in the scrap produced from edge trim-ming (Fig 5).
Contact
Broner Metals Solutions Ltd, 1 Century Court, Tolpits Lane,
Watford, WD18 9RS, UK.
Tel +44 (0)1923 652000, Fax +44 (0) 1923 816456
e-mail [email protected]
web www.bronermetals.com/contact_us.php
Make-To-Stock/Finish-To-Order steelmaking� 34
Stahl_Layout 1 1/7/11 11:25 AM Page 2

Steel Times International – January/February 2011 – 39
EAF
Heat recovery on an EAF at GeorgsmarienhütteEvaporative Cooling, already well established on oxygen converters and reheat furnaces, has been applied to EAF flue gas coolingat Georgsmarienhütte to generate steam for the VOD station thereby enabling closure of the boiler house. Consideration is beinggiven to using excess steam for power generation via an ORC turbine. By H Schliephake*, C Born**, R Granderath**, F Memoli*** & J Simmons***
while heating the cooling water from approxi-mately 20°C to around 40°C, and sometimesfrom 70°C to 90°C. When off-gas temperaturesare below 600°C a quench tower is typicallyused to cool the waste gas to approximately200-250°C. The heated water is cooled and theenergy is released into the atmosphere.
For cooling water at about 40°C, there is nolow cost technology that can reverse the cycleand return the water to 20°C and recover theenergy.
If the cooling water has a temperature ofaround 90°C it might be used for space heatingpurposes.
If the following two conditions are fulfilledthen there is perfect use for waste gas energy:– No other source of hot water in the plant;– There is a demand for heating all year.
In many plants, there is more hot water thandemand for it. The geographical location of aplant and seasonal demands can make the sup-ply and demand gap even wider. Fig 2 showsthe typical hot water demand in a steel plant inMiddle Europe during a year. There are exam-ples of plants needing a constant supply of hotwater for such uses as preheating feed water fora nearby power station, but these plants are theexception[3].
Steam by Evaporative CoolingThere are several reasons why steam produc-tion is the best method for flexible heat recov-ery. For example:– Steam can be used for many purposes (eg
process steam, heating, compressor opera-tion and power generation);
– Wide temperature range (similar to off-gas temperatures – steam temperatures can be variable);
– Relatively easy to transport;– Water is an inexpensive and non toxic media;– Proven technology.
The technology used to turn waste gas ener-
gy into steam is called an Evaporative CoolingSystem (ECS). An ECS waste gas duct is a tube-tube-construction which looks very similar to aconventional cooling duct (Fig 3).
The main difference between an ECS and aconventional cooling system is that in ECSpressurised water at boiling point is fedthrough the piping. The chosen temperature-pressure combination is determined by therequired steam parameters at the plant, typicalvalues are between 13 bar at 192°C and 28 barat 230°C. Higher pressures are used to runsteam turbines.
The nearly boiling water absorbs the energyfrom the waste gas by evaporation. The physi-cal process of evaporation consumes muchmore energy due to latent heat than heatingwater without boiling.
An ECS system is designed for partial evapo-ration of the water; typically no more than 5-12% will be evaporated under normal operationconditions, which means there is spare capacityin the cooling system.
Fig 4 demonstrates that an ECS with a steamweight content of 12.5% in the return streamrequires approximately 35% less water than coldwater cooling requires. This means smallerdiameter piping and smaller pumps are possible.
ECS technology has been approved andapplied to Basic Oxygen Furnaces (BOF) andwalking beam reheating furnaces since the1980s. The main factors for early use of theECS technology on BOF vessels and largereheating furnaces was the presence of stableoperating conditions due to: – Constant temperature in the complete cool
ing system (saturated steam has the same temperature as water);
– Fewer problems with corrosion and other chemical reactions due to a closed system using clean boiler water;
– Robust system at energy/temperature peaks;– Robust at interruptions of water supply since
it is a closed system with nearly no water loss-es unless steam is taken out.
THE target for any optimisation of an EAF orother industrial furnace is either to increaseproduct quality or lower energy consumption.If we look at the different ongoing discussionsthe current focus is clearly on energy reduction.There has been much progress in minimisingthe input of primary energy through attentionto such areas as slag management, optimisedcharging schemes or intelligent furnace controlsystems (eg EFSOP)[1].
How great this progress is and will be is stillundetermined, however, a large amount of theenergy supplied to the EAF will be lost in theoff-gas and cooling water of the respectiveprocess.
When we view heat recovery, we should viewit as a secondary option behind reducing theenergy input. It is better to use one kWh lessthen to recover one kWh.
Fig 1 shows that the energy contained in theoff-gas of an EAF amounts to at least 25% forfurnaces with optimised use of chemical energy,or up to around 30% without optimisation,making the off-gas by far the greatest source forheat recovery. This does not apply to all types ofmill equipment. For example, large walkingbeam reheating furnaces typically measurecooling water as the biggest energy loss.
Energy Savings vs Heat recoveryWhen viewed from an economical standpointwe must weigh up whether a project to reduceenergy consumption is too costly when com-pared to achieving the same amount of overallenergy savings by implementing heat recovery.If the EAF has been recently modernised itbecomes more difficult and expensive to makeeven slight improvements in the operating effi-ciency. At this point the greatest potential forefficiency improvement in the EAF is by heatrecovery from the off-gas.
Temperature as the determinantA typical modern EAF has a water cooled wastegas duct that cools the off-gas to around 600°C
*Georgsmarienhütte GmbH, Neue Hüttenstraße 1, 49124 Georgsmarienhütte (Germany) Tel +49 5401 39 0, e-mail [email protected]
**Tenova Re Energy GmbH, Graf-Adolf-Plats 6, 40213 Düsseldorf, Germany, Tel +49 211 540976 0, e-mail [email protected]
***Tenova Core Cherrington Corporate Center, 100 Corporate Center Drive Coraopolis, PA 15108-3185 Tel +1 412 262 2240, e- mail [email protected]
Fig 1 Energybalance for a
modernpractice
EAF[2]
Fig 2 Typical demand for hot water in a European steel plant
Heat demand 2008
tenova_Layout 1 1/7/11 11:42 AM Page 1

40 – January/February 2011 – Steel Times International
Heat recovery is the main driver behindtoday’s growing interest in ECS for use onother types of furnaces such as electric arc fur-naces (EAF). ECS benefits for the EAF otherthan heat recovery are viewed as secondaryadvantages.
ECS waste gas ducts work with radiationheat transfer which is efficient down to approx-imately 600°C. Below this temperature heattransfer by convection becomes more effective.Thus, a waste heat boiler must be used torecover the energy for temperatures between600°C and an inlet temperature of 180-250°C.Due to the extremely high dust load in EAFwaste gas the design of the waste heat boilermust be planned very carefully. Solutions forsimilar situations can be found at waste inciner-ators. Fig 5 provides a schematic illustration ofthe two stages of EAF heat recovery.
Georgsmarienhütte Heat RecoveryGeorgsmarienhütte (GMH) operates a 140t/hDC EAF and is located in Georgsmarienhütte,Germany. A unique feature of this EAF was theexisting duct cooling system: When GMHswitched from blast furnace – oxygen steelmak-ing (BOF) to EAF steel production in 1996some of the main parts of the cooling systemfrom the former BOF were kept in place andused for the new EAF. Since the former BOFwas equipped with ECS the newly built EAFbegan operating using a used BOF ECS fromthe 1980s. Only the first section of the ECS ducthad been upgraded in the 1990s to use conven-tional cold water cooling. However, the steamproduced was not used due to the semi-continu-ous nature of production; a boiler house insteadsupplied steam to the vacuum degassing stationand other minor steam consumers in the plant.
In 2007 GMH decided to replace the coolingsystem after almost 25 years of continuousoperation – including the period when it wasused for the BOF. The cooling system had dete-riorated considerably and GMH also wanted toreplace steam produced by the gas fired boilerhouse with steam generated in the new ECS.
One main challenge was to smooth out the
steam output and efficiently handle the energypeaks. Fig 6 shows a simplified time line forsteam production during four EAF heats with adifferent melt type during the third cycle. Thepeaks of 75t/h are more than three times theaverage steam production of 20t/h. Normally,energy peaks in waste heat recovery process arereduced by releasing some energy. However, onan EAF, cooling of the flue gas is essential andeach energy peak must be reliably transformedto steam to absorb the heat.
The normal EAF operating process createsgaps of 10-20 minutes power-off time whenthere is practically no steam production. Thevacuum degassing station is the melt shop’smain steam consumer and operates in its ownbatch mode asynchronous to the EAF.Additionally, vacuum degassing follows theEAF on a one cycle delay; when the EAF shutsdown there is an EAF tapped ladle waiting forthe vacuum degasser. GMH required a guaran-tee of enough steam for this situation.
This requirement was achieved by fourdesign elements:– The whole ECS was designed slightly bigger
than required for cooling purposes, thereforethe additional amount of water had an excessstored energy capacity.
– Two Ruth buffers were built into the system.Ruth buffers are large pressure vessels that store energy in hot water converting the water to steam when the pressure drops;
– Sliding pressure between 13 bar and 20 bar[4]. During the EAF power-on time the pressure rises with the effect, that a part of the absorbed energy heats the water that would evaporate at the lower temperature. During the power-off time the pressure will sink leading to steam production although nonew energy is brought into the system.
– Variable temperature of feed water. The typi-cal feed water temperature for boiler systemsis 105°C. In the GMH system the tempera-ture moves between 105°C and 159°C duringthe peaks of the power-on time. Energy is used to heat the feed water, thus leading to less energy required for evaporating the feed
EAF
Project start October 2007
Commissioning January 2009
Maximum steam production 75t/h
Average steam production 20t/h
Steam parameters Saturated steam, sliding pressure 13-20 bar
Steam buffer capacity 8t
Main steam consumer VOD 7t/h
Plant type ECS waste gas duct for EAF 140 t/hwater in the steam drum during lower energyoutput of the EAF.As a result of these actions 8t of steam is
buffered at the end of each melt.Table 1 presents an overview of the main
data of the project
Future Power Generation The boiler house at GMH has reduced con-sumption of natural gas for the vacuumdegassing to almost zero resulting in the eco-nomical success of the project.
However, there is a large excess of steam; anaverage production of 20t/h compared to anaverage demand of 7t/h. Thus, about two-thirdsof the energy recovered is eventually lostalthough it is initially recovered in the first stepof the process. Although the project was eco-nomically profitable, the question remains as tohow the system can make full use of its potential.
This is not an atypical situation. A VOD nor-mally consumes only a third of the steam thatcan be won from the corresponding EAF.While some plants have steam networks to feedvarious other on-site steam consumers, otherplants like GMH have no other plant demand-ing steam.
Power GenerationThe other area to evaluate to use the excesssteam is power generation. An average of 13t/hof steam may seem feasible for power genera-tion, but a number of factors exist at GMHwhich are common for power generation fromwaste heat in steel plants in general:– The amount of available steam fluctuates (as
previously noted);– The demand for process steam is the main
priority; the use of steam as process steam ismore economic than to use it for power gen-eration and so have to use the boiler house tomake process steam. This leads to a near unpredictable availability of the excess steamwhile steam turbines need constant operationto guarantee their efficiency.
– An EAF shuts down more frequently, com- pared to regular power stations, plants for petrochemical processes and waste incinera-tors. Standard power generation steam tur-bines require a lot of energy for starting and stopping.
– Another important point is that ECS steam can be buffered (as previously discussed) butsuperheated steam needed for efficient power generation cannot be buffered. Efficient power generation steam turbines require superheated steam; this means an external superheater would be necessary for
Table 1 Main Figures
Fig 3 TheEvaporative Coolingwaste gas duct onthe EAF atGeorgsmarienhütte
Fig 4 Comparison of
cooling capacityby water
circulation versuswater evaporation
tenova_Layout 1 1/7/11 11:42 AM Page 2

Steel Times International – January/February 2011 – 41
low compared with the nominal efficiency of ahigh temperature steam turbine of the samecapacity. But, due to its ability to better cope at apartial load factor, the effective efficiency ifemploying an ORC turbine in an EAF steelshopwould be at least equal to that of a steam turbine.
This combined with an automated start-stop-procedure and the near unmanned operationmakes ORC turbines a highly interesting per-spective for all scenarios with noteworthyamounts of excess waste heat. �
References1 Doug Suliani, Vittorio Scipolo, Carsten Born:Opportunities to Reduce Operating Costs, IncreaseProductivity and Lower GHG Emissions in Electricand Oxygen Steelmaking, stahl und eisen 129 (200)
2 Doug Suliani, Vittorio Scipolo, Joe Maiolo:Opportunities for Increasing Productivity andLowering Operating Costs while Reducing GHGEmissions in Steelmaking, AISTech Conference,Pittsburg, 2010. 3 R Granderath: Intelligente Abwärmenutsung alsTeil jedes Feuerungskonseptes, GaswärmeInternational 5-20094 In this special case the existing steam network didnot allow to go above 20 bar. Generally speaking thisis a low value
Contact
Tenova Re Energy GmbH, Graf-Adolf-Plats 6, 40213 Düsseldorf,
Germany,
Tel +49 211 540976 0,
e-mail [email protected]
EAF power-off periods. The superheater would have to be powered by gas, oil or
coal, which is an additional cost.
When searching for a solution to these prob-lems Organic Rankine Cycle (ORC) turbinesoffer an interesting alternative. The organicworking fluid which flows through the turbinein a closed circuit has a low energy density andrelatively large mass leading to a much lowerrpm turbine value, enabling a relatively simplesystem design with an excellent partial load fac-tor. The steam is not led through the turbinebut transfers its energy to the ORC fluid via aheat exchanger; therefore no superheatedsteam is required.
The nominal efficiency of an ORC turbine is
EAF
Fig 6 Simplified time-line for EAF steam productionFig 5 Scheme of 2-Stage Heat Recovery for an EAF
LocationThe Southeastern United States or the Upper Midwest area of the USA.
Reporting to/Department President IA US/Sales.
The positionThe Regional Sales Manager (USA) is a key and challenging role. In line with IA’ USstrategy, you will ensure the promotion and follow-up of HI-Cal introductions and salesthrough defined sales channels (IA subsidiaries, end users, distributors or/and resellers).For further information, please check our website: http://www.injectionalloys.com
The job holderThe ideal candidate has to have • Technical/Engineer background• Previous industrial or technical sales experience • Willing to travel extensively• Analytical and problem-solving skills • Ability to sell, negotiate and influence• Resilience and tenacity• Self-starter who has the ability to prioritize, multi-task and deal with pressure• Time management, organization and customer service skills• Excellent presentation design and delivery skills as well as ability to drive programs
and manage projects• Sound interpersonal skills with outgoing personality, in order to build relationships
at all levels of internal and external customers• Good communication skills. Excellent English, both spoken and written; ideally with
knowledge in other languages• Good IT literacy in Microsoft Office.
For further information, to apply or to recommend someone for this position, please contact [email protected]
LocationThe Southeastern United States or the Upper Midwest area of the USA.
Reporting to/Department Technical Applications Manager/Sales.
The positionThe Hi- Cal® Specialist is a key and challenging role. In line with IA’ US strategy, you willensure the promotion and follow-up of Hi-Cal® introductions (PIP) and sales throughdefined sales channels (IA subsidiaries, end users, distributors or/and resellers). Beresponsible for completing each technical process of introducing our key product Hi-Cal® in the steel market. Provide technical and metallurgic assistance to our full rangeof our products. Document and collect all technical and scientific details that supportthe research and development of existing products and new projects. Also be respon-sible for developing statistical analysis of data collected (graphs and tables).
The job holder• Metallurgical Engineering or materials engineering• Minimum 3 years of relevant experience • Desirable: 4 years in steel production activities in the area of secondary metallurgy
and/or refining• Extensive knowledge in the manufacturing and refining of steel• Experience in secondary metallurgy including knowledge about Ladle Metallurgy
Furnace operation, Argon Stir Station, CAS-OB operation, degasser vessel operationand an overall knowledge of the conventional cored wire technology
• Technical expertise qualified• Proficiency level of English, able to engage in technical and commercial discussions
and to develop written reports • Being multi-lingual would be an asset, Spanish particularly• Advanced computer skills (Word, PowerPoint, and Excel)• Project management in order to complete assigned work • Skill in managing the commercial area, ability to relate to both administrative and
operational staff• Leader willing and able to promote technical aspects of our products convinced and
dedicated to 100% in its development • Analytical and detail-oriented to help troubleshooting• Able to prepare detailed reports and consistent visits to describe and visualize the
performance of the product • Customer-oriented, management of their needs but with experience of managing
conflicts and problems • Highly motivated to be always looking to be the best and part of the best team • Availability to travel and spend extended periods away from home.
For further information, please check our website www.injectionalloys.com. To applyor to recommend someone for this position, please contact [email protected]
Regional Sales Manager USA
Hi-Cal® Specialist
The companyInjection Alloys is a group of companies with manufacturing facilitiesand commercial offices in many locations across the globe. InjectionAlloys is committed to forming close customer relationships. Throughthis the Injection Alloys Group has gained a thorough understandingof the operating conditions and requirements of industries worldwide.
RECRUITMENTRECRUITMENT
Steam-Water mix
Pressurised water at boiling point, ie 220°C
~200°C ~600°C max 1500 - 1800°C
tenova_Layout 1 1/7/11 11:42 AM Page 3

Steel Times International – January/February 2011 – 43
Exhibition report
THE international exhibition Metal-Expo is akey industrial exhibition in Russia for metallur-gical, metals traders and metals consumingcompanies. In 2010 the exhibition returned tothe All-Russia Exhibition Centre in new spa-cious and comfortable pavilion No75. The exhi-bition took place within three adjacent exhibi-tion halls under one roof – unlike earlier showswhere halls were widely separated.
Over its 16 years of history Metal-Expo hasbecome the main business platform for steelproducers and steel users in Russia, CIS, andEastern Europe. About 570 companies from 28countries took part in this annual event.Around 3000 representatives of participatingcompanies manned the booths each day. 30 ofthe exhibitors had scores of professionals ontheir stands. Among these were major Russianand international ferrous and non-ferrous pro-ducers including MMK, Severstal, Mechel,TMK, OMK, ChTPZ Group, UMMC,VSMPO-AVISMA, ArcelorMittal, Ruukki,Anshan Iron and Steel Group Corporation, aswell as stainless steel and tubes manufacturerssuch as Acerinox, Marcegaglia, Padana Tubiand Ilta Inox.
The integrated corporate booth of Mechelincluded the group’s subsidiaries, Chelyabinskand Beloretsk Metallurgical Plants, Izhstal,Urals Stampings Plant and Vyartsilya MetalProducts Plant. At least 120 Mechel representa-tives worked on their stand. More than 100professionals of Metalloinvest, one of the lead-ing Russian mining and metallurgical compa-nies, worked on its booth. Metalloinvest wasthe first producer of iron ore in the CIS and isthe largest producer of HBI in Europe. Thedelegation representing ArcelorMittal exceed40 representing all the divisions of the compa-ny including ArcelorMittal Temirtau andArcelorMittal Krivoy Rog.
Around one-third of exhibitors were foreignmanufacturers of metallurgical products andequipment. SMS Group, BWG, Guss-Ex, Z&JTechnologies, Olimpia 80, Eirich,Inductotherm, Sund Birsta, VSM, Ideal Werke,CMRC, to name some. Refractory producersMagnezit, RHI and Vesuvius also exhibited.Country pavilions included German, CzechRep, Finnish and Italian, and this year, Chinahad over 30 companies on their pavilion. As thehead of a sales department in CIS countries,SMS Group said, prior to the crisis, about 20-25% of all equipment delivered by the compa-ny was to the Russian market, but during thecrisis this fell to just 4-5%. SMS Group expectssales to Russia will return to 20-25% in 2011-2012.
About 23 000 managers and specialists fromdifferent spheres of industry, such as metallur-gical, machine-building, oil and gas, transportand building enterprises visited the exhibition.According to an independent audit about 54%of visitors represented direct consumers ofmetal products and 24% represented metalsservice centres and the distribution companies.The greatest number of visitors were from theCentral region of Russia – 52%, about 13%
The 16th International industrial exhibition Metal-Expo 2010took place on 9-12 November 2010 at the All-Russia ExhibitionCentre in Moscow. Alex Gurov, Steel Times Internationalrepresentative in Russia, reports from Moscow.
from Moscow and the remainder from otherCIS countries and abroad of which 12% werefrom the Ural, Siberian and Far East. Top man-agers accounted for about 50% of visitors.
The Russian market for metals The event includes the international conferenceon the Russian metals market which took placein the Renaissance Hotel the day before theexhibition opened. In addition, about 40 scien-tific practical conferences, round tables, semi-nars and presentations were held within theshow ground. Titles included: RailwayTransport Market, Innovations in Rational Useof Secondary Resources and Problems ofEnvironmental Protection, Up-to-DateTechnologies of Metals Production andTreatment, Metal and Steel Products for theAutomotive Industry, New Potential Materials,Equipment and Technologies, and IT for theSteel Industry.
According to a report presented byMinpromtorg, Russia remains the fourth largestproducer of steel worldwide accounting forabout 5% of global production. Russian manu-facturers of pipes are in the top ten world lead-ers of this product on a volume basis. In 2010,production of rolled steel finished productsincreased 19% in comparison with 2009 andbillets and semi-finished products grew 35%.
Russian steel pipe manufactures will make8.4Mt in 2010 but consumption of large diam-eter pipes in 2010 will be just 2.9Mt.
The crisis starting in Q3 2008 has led to adecrease in investments in the steel industrydropping from 199bn roubles (US$6.37bn) in2007 to 159bn roubles (US$5.09bn) in 2009.
In 2010, investment will remain at the 2009level. In spite of everything, Russian metallurgi-cal companies completed a number of veryimportant projects, such as ‘Vysota-239’ inChelyabinsk and the Heavy Plate Mill 5000 inMMK, Magnitogorsk. It has started the build-ing of a new complex for cold rolling high-strength steels for the needs of car industry. TheRussian Government has widely supportedinvestment projects in the form of state guaran-tees for the total sum 53.4bn roubles.
The Coordination Council for the iron andsteel industry led by the Ministry of Industryand Trade of the Russian Federation also con-vened on Day 2. About 30 heads of leadingRussian steel companies discussed currentproblems and a programme for the develop-ment of the Russian metallurgical complex for2011-2013, as well as reviewing the mechanismof application of protective measures within a
common customs zone including Russia,Kazakhstan and Byelorussia. “The plan fordevelopment of the Russian metallurgical com-plex should follow domestic demand for met-als. In my opinion, it is the most acute problemof the next three years”, declared AndreyDementyev, the deputy minister of the industryand trade.
Steel Times International’s Russian languageissue was widely distributed to all visitors via abooth shared with its sister publication‘Aluminium International Today’.
MetallStroyForum’2010 The key market of domestic consumption ofmetallurgical products is the building industry.MetallStroyForum is an exhibition of metalproducts and structures for this sector. Thebuilding industry is expected to become a pow-erful stimulus to the growth of the Russianeconomy in the near future to satisfy demandand fill a shortage of houses. Increasing num-bers of companies will build new capacity formanufacturing steel for construction and mod-ern building materials.
A congress, ‘Steel in Construction: Presentand Future’ discussed the use of reinforcing-barproducts in building, the use of metal productsin high-rise buildings, and modern methods ofsteel frame building. During the congress adecision to create a ‘Committee of manufactur-ers of reinforcing-bar products’ was accepted.
In 2011 the exhibition MetallStroyForum willtake place in near-by pavilion No69. PavilionsNo75 and No69 will be connected by an inter-nal passage.
Contact
Metal-Expo, Bolshaya Maryinskaya st, 9, bld 1 Russia 129085,
Moscow. Tel +7 (495) 734 9966
e-mail [email protected] web www.metal-expo.ru
Metal-Expo 2010 in Moscow
Metal-Expo nowtakes place in adja-cent linked halls atthe All-RussiaExhibition Centre inMoscow
The next Metal-Expo will take place on November15-18th, 2011. The organisers plan to attractautomotive, transportation and constructionindustries as well as oil and gas producers.It is predicted that the floor area of Metal-Expo’2011 will increase by 25% to 10 000m2.Alexander Romanov, Co-chairman of OrganisingCommittee estimated at the closing ceremonythat the number of companies exhibiting in2011 will grow to 750 and the number of visi-tors to 30 000.In 2011 Metal-Expo will include a new topicnamed ‘MetallurgMash’ covering equipmentand technologies for metallurgy and metal pro-cessing.
Metal-Expo’2011
metal expo_Layout 1 1/7/11 11:45 AM Page 1

44 – January/February 2011 – Steel Times International
History
LOOKING back at medieval times is an explo-ration of forgotten techniques, interestingvocabulary and innovation. The topic has beencovered in technical detail in a number of excel-lent books and is kept alive by various societiesand institutions to this day. In this short article,a selection has been made to illustrate the waymedieval people worked and how they copedwith the limitations of contemporary technology.
Already well-established since the iron age,and further developed during Roman times,production of iron and steel moved on duringthe 10th to 15th centuries. Naturally, the start-ing point was the reduction of iron ores, ofwhich there were three main types available:hematite, limonite and carbonate. There washowever an interesting fourth option and thiswas bog iron ore. This is not a rock, but moreakin to peat which is formed when iron-bearingwaters come into contact with organic material.Iron oxides form in a layer which can be foundjust below moorland turf and these could beused in the contemporary reduction furnaces.
Whereas hematite was usually heated andquenched, so with a combination of crushing, asize of around 3mm was achieved ready forreduction, limonite (hydroxide) and carbonateores were roasted first to present a more efficientmaterial for the reduction process. Roasting fur-naces or pits reached around 600°C to transformcarbonate and hydrate ores to the oxide.
A common reduction furnace was the bowl-hearth, constructed using a pit in the groundlined with fired clay. Most often around 1m indiameter in the early medieval period, the fur-nace was equipped with a tuyere and bellowsfor blast and the bellows were generally operat-ed by hand or foot. Early in the period, woodwas used as the fuel and reductant, later chang-ing to charcoal making the furnace more effi-cient and the product lower in sulphur content.The bloom produced by this solid-state processwas of the order of a few kilogrammes, being amixture of slag and iron, although most fur-naces did include slag tapping as the furnacetemperature reached ensured the slag, but notthe iron, was liquid.
Life in the 14th century is illustrated by therecords of bloom production for a major fur-nace at Tynedale in UK. In 1351 it produced143 blooms (the exact weight is uncertain),falling to just 26 in 1353 as the Black Deathtook hold.
It was water-power which resulted in signifi-cant changes in the later medieval period, start-ing in the 14th century. This was not to drivebellows, but to drive large hammers to processthe bloom from the furnace. The technologyrequired to make a water-driven train suffi-ciently powerful was out of reach before thistime – estimates for driving bellows are 1HP,but 5HP was needed to drive large hammers.Once this was available, larger furnaces produc-ing larger blooms were feasible because theblooms could now be processed easily, and dur-ing the last part of the 15th century, bloomweights increased from a few kilogrammes to150kg from most furnaces.
Not only did production increase but the costof iron reduced considerably, because an esti-mated 20 to 30% of costs previously had beenlabour, much of it employed in the processingof blooms. It is also interesting to note that anestimated 50% of iron costs were for charcoal.
Increased ironmaking produced a surge indemand for charcoal. In the 16th century, therewas significant political conflict betweendemand for timber for building navy vesselsand to drive iron production. In 1546, manyleases for bloom-smithies were cancelled andthis lasted until 1564 when locals were grantedpermission to make iron for their own use.
As is still common today, the most advancedmaterials were often used for military applica-tions in the first instance. Blooms were hotcleaved into ‘gads’ for further processing in thesmithies, and this also allowed an assessment oftheir quality. The most well-known applicationis for swords, and the making of them using so-called ‘pattern welding’, which produced beau-tiful swirling patterns on the surface, dates towell before early medieval times. This tech-nique relied on the repeated twisting, heatingand hammering of bundles of rods with differ-ent properties needed to produce a sword withthe necessary combination of toughness andhardness. Bloomery iron was mixed with pureriron bars, called ‘osmonds’ imported in barrelsfrom Scandinavia where low phosphorus oreswere available. Such was the work required toproduce these pattern welded swords it wouldcommonly take a man two to three weeks. Thiscomplex and skilful practice coped with theabsence of technology to control compositionand heat treatment. It is of interest that moderninvestigations have concluded that the fine slagand scale incorporated into the core of theseswords does contribute to its properties, per-haps a first metal-matrix composite.
Metallurgical innovation, as evidenced byarchaeological finds, moved ahead. It is com-mon for period swords to have carburisededges, sometimes quenched and even tem-pered. In addition, carburising compoundsused often included bird droppings whichresulted in higher nitrogen contents at thesword edges. However, the major innovation,
which led to the early obsolescence of patternwelding from the 9th century onwards, was thediscovery that a high carbon steel (up to 0.7%Chas been recorded) could be used providedheat-treated was sufficient to spheroidise thepearlite. This permitted sword-making by ‘pil-ing’ sheets of different compositions, withouttwisting, to form a relatively homogenous prod-uct more easily, and with better property com-binations. Such swords often had hardenededges, reaching 550HV in some cases.
It is clear that military needs drove a lot ofdevelopment during the medieval period. Inrecords of one early battle, a participant noted:
“his sword bit not when it smote armour and ofthe must straighten it under his foot”.
Clearly some cause for complaint, althoughthe image is amusing. The technological devel-opment also transferred to knife-making. Over70 knives through the medieval period wereexamined as part of a programme examiningearly edged tools. Of these, over 50% had anedge hardness of 500 to 900HV, achieving acutting edge equivalent to modern non-stain-less kitchen knives, signifying that militaryneeds were not the only medieval driver formetallurgical innovation.�
By Keith Walker*
*Dr Walker was formerly with Corus Group and is now MD of the steel consultancy SteelFolk e-mail [email protected]'
Medieval armourersfrom contemporaryrecords
A typical bloom from a replica furnacesectioned to reveal the mass of inhomog-eneous iron formed in the solid state.Weight 4kg Av diam 80mm
Iron and steel technology in Medieval timesIron and steel technology in Medieval times
HISTORY_Layout 1 1/7/11 11:46 AM Page 1

















