47
Nondestructive Testing Reference Standards: Utilization, Manufacturing and Custom Applications Phil Herman

No
nd
est
ruct
ive
Te
stin
g R
efe
ren
ce S
tan
da
rds:
Uti
liza
tio
n,
Ma
nu
fact
uri
ng
an
d C
ust
om
Ap
pli
cati
on
s
Ph
il H
erm
an

Pre
sen
ter:
P
hil
He
rma
n,
Pre
sid
en
t/C
EO
PH
To
ol
Re
fere
nce
Sta
nd
ard
s, L
LC.
�C
om
pan
y fo
un
de
d in
19
73
as
ma
nu
fact
ure
r o
f m
old
s
�In
vest
me
nt
in E
DM
te
chn
olo
gy in
late
19
70
’s le
d t
o
ND
T w
ork
�P
ion
ee
r in
art
ific
ial d
efe
ct m
ach
inin
g in
pip
e a
nd
tu
be
�T
we
nty
ye
ars
as
exe
cuti
ve le
ad
er
of
com
pa
ny
�R
eco
gniz
ed
lead
er
in m
an
ufa
ctu
re o
f R
efe
ren
ce
Sta
nd
ard
s a
nd
Ca
libra
tio
n B
lock
s

Pre
sen
ter:
P
hil
He
rma
n,
Pre
sid
en
t/C
EO
PH
To
ol
Re
fere
nce
Sta
nd
ard
s, L
LC.
Cu
rre
nt
job
�O
vers
ee
op
era
tio
ns,
wo
rk w
ith
OE
Ms
an
d
ind
ust
ry e
xpe
rts
on
ne
w b
lock
de
sign
s, s
up
po
rt
sale
s to
en
d-u
ser
clie
nts
an
d d
eale
rs w
orl
dw
ide
�U
niq
ue
op
po
rtu
nit
y to
su
pp
ort
nu
me
rou
s
ind
ust
rie
s in
clu
din
g, O
il a
nd
Ga
s, P
ow
er
Ge
ne
rati
on
, Ae
rosp
ace
, Pri
ma
ry M
eta
ls, D
ep
t.
of
De
fen
se, R
&D
, an
d m
an
y m
ore

�P
urp
ose
of
Pre
sen
tati
on
�W
ha
t a
re R
efe
ren
ce S
tan
da
rds?
�D
isti
nct
ion
be
twe
en
Re
fere
nce
Sta
nd
ard
s
an
d C
ali
bra
tio
n B
lock
s
�H
ow
are
ea
ch u
sed
?
�C
riti
cal
asp
ect
s o
f m
an
ufa
ctu
re a
nd
insp
ect
ion
�In
tere
stin
g C
ust
om
Ap
pli
cati
on
s a
nd
th
e
late
st i
n s
tan
da
rd d
esi
gn
s

So
me
OIL
an
d G
AS
in
du
stry
FA
ST
FA
CT
S:
•A
me
rica
’s o
il a
nd
na
tura
l ga
s in
du
stry
su
pp
ort
s 9
.2
mil
lion
job
s a
nd
co
mp
rise
s 7
.5 p
erc
en
t o
f G
DP
.
•T
he
na
tio
nal
ave
rage
an
nu
al s
ala
ry f
or
oil
an
d g
as
exp
lora
tio
n a
nd
pro
du
ctio
n is
$9
6,8
44
or
ab
ou
t $
47
pe
r h
ou
r –
mo
re t
ha
n d
ou
ble
th
e a
vera
ge a
nn
ua
l
sala
ry o
f a
ll o
ccu
pa
tio
ns.
•Fr
om
20
04
-20
07
, th
e o
il a
nd
na
tura
l ga
s in
du
stry
wa
s re
spo
nsi
ble
fo
r cr
ea
tin
g n
ea
rly
2 m
illio
n
ad
dit
ion
al d
om
est
ic jo
bs.
Co
pyri
gh
t 2
01
0 –
Am
eri
ca
n P
etr
ole
um
In
stitu
te,
all
righ
ts
rese
rved
. A
PI C
om
mu
nic
atio
ns:
20
10
-17
4 | 1
0.1
5.1
0 | P
DF

So
me
OIL
an
d G
AS
in
du
stry
FA
ST
FA
CT
S:
•T
he
U.S
. co
nsu
me
s a
bo
ut
19
.5 m
illio
n
ba
rre
ls/d
ay
. A
ba
rre
l of
oil
con
tain
s 4
2
ga
llon
s. S
o,
tha
t’s
82
0 m
illi
on
ga
llo
ns
of
oil
pe
r d
ay
div
ide
d b
y 3
00
mil
lio
n,
wh
ich
giv
es
a
pe
r p
ers
on
, p
er
da
y c
on
sum
pti
on
of
ap
pro
xim
ate
ly 2
.7 g
all
on
s, w
hic
h e
qu
als
ap
pro
xim
ate
ly 2
ba
rre
ls o
f o
il p
er
mo
nth
,
pe
r p
ers
on
.
Co
pyri
gh
t 2
01
0 –
Am
eri
ca
n P
etr
ole
um
In
stitu
te,
all
righ
tsre
se
rved
. A
PI C
om
mu
nic
atio
ns:
20
10
-17
4 | 1
0.1
5.1
0 | P
DF

Th
e R
ole
of
ND
T i
n t
he
Oil
an
d G
as
ind
ust
ry
•N
o m
atte
r h
ow
we
ge
t a
t it
, we
ne
ed t
o g
et
it t
o a
re
fin
ery
an
d
ult
ima
tely
to
th
e c
on
sum
er.
•T
his
mu
st b
e d
on
e in
th
e sa
fest
man
ne
r p
oss
ible
.
•N
on
de
stru
ctiv
e T
est
ing
(ND
T)
ensu
res
tha
t th
is c
riti
cal g
oal
is
ach
ieve
d.
•M
uch
of
the
eq
uip
me
nt
in o
ur
ind
ust
ry i
s m
eta
l an
d m
eta
ls f
ail.
•N
DT
he
lps
ow
ne
rs a
nd
op
era
tors
to
loca
te it
em
s o
f p
ote
nti
al
fail
ure
be
fore
th
ey
cre
ate
pro
ble
ms.
•C
rack
ing,
Co
rro
sio
n,
Pit
tin
g, W
all
Loss
, an
d m
ore
.

Wh
at
are
Re
fere
nce
Sta
nd
ard
s?
•Si
nce
re
al o
r a
ctu
al f
law
ed
sp
eci
men
s a
re d
iffi
cult
to
ob
tain
an
d e
ven
mo
re d
iffi
cult
to
qu
anti
fy, N
DT
R
efe
ren
ce S
tan
da
rds
serv
e a
vit
al r
ole
.
•T
he
y a
re a
ctu
al it
em
s to
be
insp
ect
ed
into
wh
ich
a
rtif
icia
l, p
reci
se d
efe
cts
are
intr
od
uce
d v
ia
ma
chin
ing
me
tho
ds.
•T
he
de
fect
s re
pre
sen
t a
va
rie
ty o
f u
nd
esi
rab
le
con
dit
ion
s in
va
ryin
g d
egr
ee
s o
f se
veri
ty.
•In
th
is w
ay,
Re
fere
nce
Sta
nd
ard
s p
rovi
de
re
pe
ata
ble
ND
T in
spe
ctio
n r
esu
lts
tha
t al
low
in
spe
ctio
n p
ers
on
nel
to
ma
ke a
cce
pt/
reje
ct
de
cisi
on
s.

Wh
at
are
Re
fere
nce
Sta
nd
ard
s?
He
re a
re a
fe
w e
xa
mp
les:
•P
ipe
s w
ith
ED
M n
otc
he
s, f
lat-
bo
tto
m
or
sid
e-d
rille
d h
ole
s
•T
ub
es
wit
h n
otc
he
s o
n I
D a
nd
OD
, p
its,
we
ar
•Li
ftin
g g
ea
r w
ith
sim
ula
ted
cra
ckin
g
•T
hre
ad
ed
Co
up
lers
•T
urb
ine
Bla
de
s

�So
me
exa
mp
les
of
Ref
ere
nce
Sta
nd
ard
s
ASM
E S
ec.
V A
rtic
le 4
An
gle
Be
am
Pip
e S
tan
da
rds
wit
h 1
0%
de
ep
fla
ws
for
UT

�So
me
exa
mp
les
of
Ref
ere
nce
Sta
nd
ard
s
Die
sel
Pis
ton
in
alu
min
um
wit
h E
DM
slo
ts m
ach
ine
d i
n c
om
bu
stio
n b
ow
l fo
r E
dd
y C
urr
en
t

�So
me
exa
mp
les
of
Ref
ere
nce
Sta
nd
ard
s
Forg
ed
all
oy
ste
el n
ozz
le w
ith
OD
an
d I
D n
otc
he
s fo
r U
ltra
son
ic I
nsp
ect
ion

Wh
at
are
Ca
lib
rati
on
Blo
cks?
•A
no
n-r
ep
rese
nta
tive
blo
ck c
on
tain
ing
pre
cisi
on
-m
ach
ined
ge
om
etr
ies
(th
ickn
ess
es,
ra
dii
, an
gle
s,
ho
les
an
d s
lots
) th
at
are
use
d t
o c
alib
rate
or
set-
up
N
DT
eq
uip
me
nt.
•B
lock
use
d t
o “
sta
nd
ard
ize
”N
DT
inst
rum
en
ts,
the
reb
y e
nsu
rin
g p
rop
er
fun
ctio
n, a
nd
th
e a
bili
ty t
o
pe
rfo
rm t
he
re
qu
ire
d in
spe
ctio
n w
ith
co
nfi
de
nce
.
•W
ith
ou
t ca
libra
tio
n s
tan
da
rds,
ND
T p
ers
on
ne
l are
u
nab
le t
o m
ove
fo
rwa
rd w
ith
th
e in
spe
ctio
n
pro
cess
.
•B
oth
ca
libra
tio
n b
lock
s a
nd
re
fere
nce
sta
nd
ard
s m
ust
be
ma
nu
fact
ure
d w
ith
utm
ost
ca
re a
nd
a
ccu
racy
. A
po
orl
y-m
an
ufa
ctu
red
or
un
cert
ifie
d
sta
nd
ard
pu
ts s
ub
seq
ue
nt
test
ing
in d
ou
bt.
•M
an
ufa
ctu
rers
en
sure
dim
en
sio
na
l in
tegr
ity
thro
ugh
an
arr
ay
of
QA
re
qu
ire
me
nts
th
at
en
sure
“t
race
ab
ility
to
na
tio
na
l sta
nd
ard
s”su
ch a
s N
IST
.

Wh
at
are
Ca
lib
rati
on
Blo
cks?
•A
fe
w e
xam
ple
s:
–S
tep
Blo
cks
for
ult
raso
nic
th
ick
ne
ss
calib
rati
on
–II
W T
est
Blo
cks
for
an
gle
be
am
veri
fica
tio
n,
dis
tan
ce c
alib
rati
on
,
sen
siti
vity
an
d m
ore
–H
ori
zon
tal a
nd
Ve
rtic
al
Lin
ea
rity
blo
cks
–A
ST
M f
lat-
bo
tto
m h
ole
blo
cks

�So
me
exa
mp
les
of
Ca
libra
tio
n B
lock
s
Tw
o t
ype
s o
f U
ltra
son
ic T
hic
kne
ss B
lock
s fo
r a
ccu
rate
in
stru
me
nt
cali
bra
tio
n

�So
me
exa
mp
les
of
Ca
libra
tio
n B
lock
s
IIW
-Typ
e 2
Ult
raso
nic
Te
st B
lock

�So
me
exa
mp
les
of
Ca
libra
tio
n B
lock
s
AST
M E
42
8 F
lat
Bo
tto
m H
ole
Dis
tan
ce A
mp
litu
de
se
t o
f 1
9 b
lock
s w
ith
#3
(3
/64
”) F
BH

Cri
tica
l a
spe
cts
of
Ma
nu
fact
uri
ng
an
d I
nsp
ect
ion
�E
lect
rica
l Dis
cha
rge
Ma
chin
ing
in m
an
ufa
ctu
rin
g
sim
ula
ted
fla
ws/
de
fect
s
�T
he
pro
cess
of
ma
nu
fact
uri
ng
ED
M N
otc
h R
efe
ren
ce
Sta
nd
ard
s
�C
on
ven
tio
nal
Ma
chin
ing
of
Cal
ibra
tio
n B
lock
s

Ele
ctri
cal
Dis
cha
rge
Ma
chin
ing
(E
DM
)
•E
DM
is
a m
eta
lwo
rkin
g o
pe
rati
on
uti
lizi
ng
sp
ark
ero
sio
n f
or
pre
cise
sh
ap
ing
of
the
me
tal
wo
rkp
iece
.
Th
e w
ork
pie
ce(a
no
de
) a
nd
ele
ctri
cal
too
l (e
lect
rod
e)
are
su
bm
erg
ed
in
a b
ath
of
die
lect
ric
flu
id a
nd
bro
ug
ht
clo
ser
tog
eth
er
un
til
the
vo
lta
ge
ov
erc
om
es
the
insu
lati
ng
eff
ect
of
the
flu
id,
cau
sin
g a
sp
ark
be
twe
en
the
ele
ctro
de
an
d w
ork
pie
ce.
Co
nse
cuti
ve
dis
cha
rge
s
pro
du
ce a
se
rie
s o
f m
icro
-cra
ters
on
th
e w
ork
pie
ce
un
til
the
de
sire
d s
ha
pe
is
ach
iev
ed
.
Sinker EDM
Sinker EDM
Sinker EDM
Sinker EDM
(Electrode in yellow)
(Electrode in yellow)
(Electrode in yellow)
(Electrode in yellow)
Wire EDM
Wire EDM
Wire EDM
Wire EDM
(Electrode in yellow)
(Electrode in yellow)
(Electrode in yellow)
(Electrode in yellow)

Ad
va
nta
ge
s o
f E
DM
ov
er
con
ve
nti
on
al
“ch
ip-m
ak
ing
”
ma
chin
ing
me
tho
ds
in m
ak
ing
ND
T S
tan
da
rds:
•T
he
ab
ilit
y t
o m
ach
ine
ex
tre
me
ly n
arr
ow
no
tch
es
(un
de
r .0
01
”)
•T
he
ab
ilit
y t
o a
cce
ss h
ard
-to
-re
ach
lo
cati
on
s
such
as
pip
e/t
ub
e I
Ds
wit
ho
ut
the
ne
ed
to
sect
ion
th
e w
ork
pie
ce.
•T
he
ab
ilit
y t
o h
old
ve
ry c
lose
dim
en
sio
na
l
tole
ran
ces.
•T
he
ab
ilit
y t
o m
ach
ine
ha
rde
r m
ate
ria
ls a
nd
ex
oti
c a
llo
ys.

Ad
va
nta
ge
s o
f E
DM
ov
er
con
ve
nti
on
al
“ch
ip-m
ak
ing
”
ma
chin
ing
me
tho
ds
in m
ak
ing
ND
T S
tan
da
rds:
•T
he
ab
ilit
y t
o m
ach
ine
irr
eg
ula
r sh
ap
es
no
t
oth
erw
ise
po
ssib
le.
•A
ll c
on
du
ctiv
e m
ate
ria
ls a
re a
ble
to
be
ED
M'd
. E
DM
no
tch
es
can
be
ma
chin
ed
on
bo
th t
he
OD
an
d I
D o
f p
ipe
an
d t
ub
e.
No
tch
es
can
be
ma
chin
ed
on
ID
s a
s sm
all
as
0.0
40
".

Ty
pic
al
ED
M N
otc
h p
roce
ss
•It
em
arr
ive
s a
t P
H T
oo
l a
nd
is
un
iqu
ely
id
en
tifi
ed
.
•D
raw
ing
s a
re p
rep
are
d.
•W
ork
pie
cela
yo
ut
is c
om
ple
ted
.
•E
DM
pa
ram
ete
rs a
re e
sta
bli
she
d b
ase
d o
n n
otc
h
req
uir
em
en
ts/a
llo
y/p
rod
uct
sh
ap
e/s
ize
.
•E
DM
Ele
ctro
de
s a
re m
ad
e.
•W
ork
pie
ceis
fix
ture
do
n E
DM
ta
ble
.
•E
DM
te
st-c
ut
ma
y b
e p
erf
orm
ed
.
•“
Re
al”
no
tch
is
ma
chin
ed
. (E
DM
’ers
say
“b
urn
ed
”)

Th
e E
DM
pro
cess
(co
nti
nu
ed
)…
•E
lect
rod
e i
s re
tra
cte
d a
nd
th
e r
ep
lica
tio
n m
ate
ria
l is
m
ixe
d a
nd
ap
pli
ed
.
•R
ep
lica
(tw
o-p
art
sil
ico
ne
pro
du
ct)
is c
ross
-se
ctio
ne
d
an
d e
xa
min
ed
at
hig
h-m
ag
nif
ica
tio
n (
13
5 t
o 2
70
X)
on
V
ide
o M
ea
sure
me
nt
Sy
ste
m.
•N
otc
h “
As-
bu
ilt”
dim
en
sio
ns
are
re
cord
ed
on
th
e
rep
lica
ho
lde
r.
•A
dd
itio
na
l n
otc
he
s a
re m
ach
ine
d.
•C
ert
ific
ati
on
Re
po
rt p
rov
idin
g N
IST
tra
cea
bil
ity
is
pre
pa
red
.
•S
tan
da
rd i
s p
rep
are
d f
or
retu
rn s
hip
me
nt
to
cust
om
er.

Ite
m a
rriv
es
at
PH
To
ol
an
d i
s u
niq
ue
ly
ide
nti
fie
d.

ED
M E
lect
rod
es
are
ma
de
.

Ex
am
ple
s o
f E
DM
Ele
ctro
de
s
•ID Notch electrodes for tubing standards

Mo
re e
xa
mp
les
of
ED
M E
lect
rod
es

Wo
rkp
iece
is f
ixtu
red
on
ED
M t
ab
le

ED
M N
otc
h i
s “b
urn
ed
”

Mo
re N
otc
he
s…
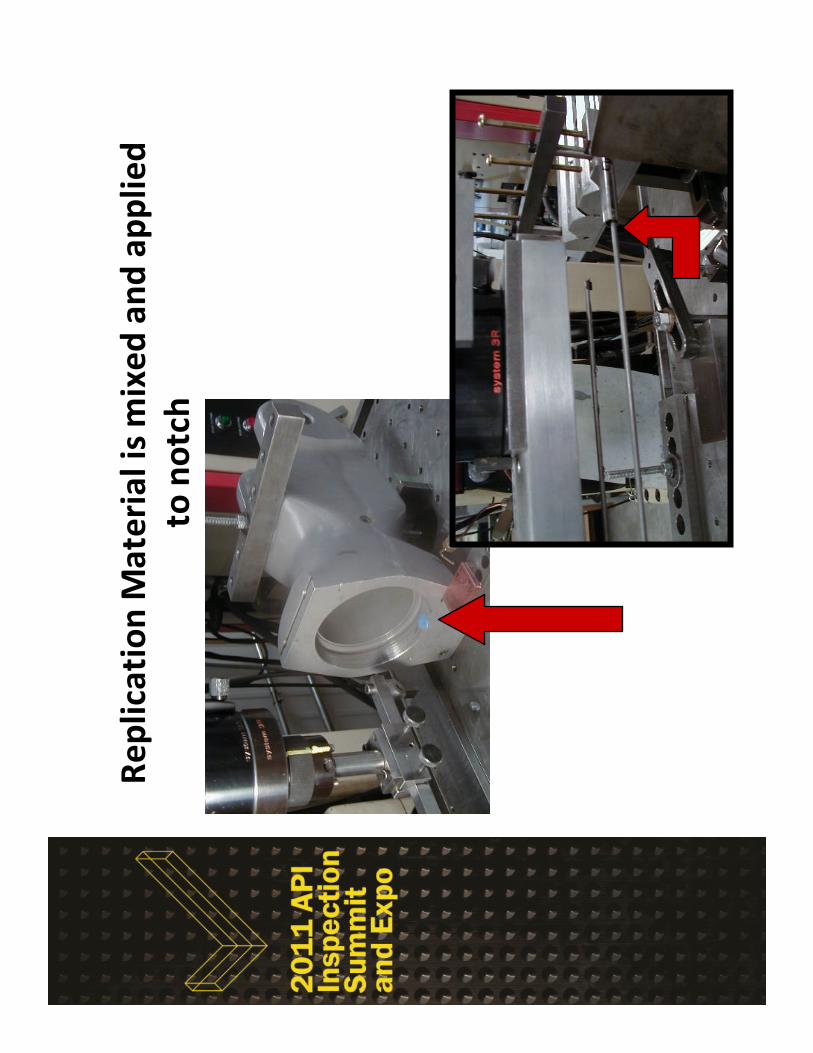
Re
pli
cati
on
Ma
teri
al
is m
ixe
d a
nd
ap
pli
ed
to n
otc
h

Re
pli
ca i
s cr
oss
-se
ctio
ne
d a
nd
ex
am
ine
d a
t
hig
h-m
ag
nif
ica
tio
n (
13
5 t
o 2
70
X)
on
Vid
eo
Me
asu
rem
en
t S
yst
em
.

Co
nv
en
tio
na
l M
ach
inin
g o
f
Ca
lib
rati
on
Blo
cks
•O
rde
r ra
w m
ate
ria
l (m
ain
tain
he
at
no
. tr
ace
ab
ilit
y)
•U
T p
re-s
can
of
ma
teri
al
•D
esi
gn
er
wri
tes
CN
C m
ill
pro
gra
m
•S
aw
/mil
l/g
rin
d t
o m
ak
e “
CN
C b
lan
k”
•C
NC
ma
chin
ing
ce
nte
r p
rofi
les
blo
ck
an
d p
eck
dri
lls
ho
les
•C
NC
en
gra
ve
se
ria
l n
o.,
all
oy
, d
esc
rip
tio
n
•H
an
d f
inis
h
•F
ina
l In
spe
ctio
n a
nd
pla
ce i
n i
nv
en
tory
•Lo
go
ap
pli
cati
on
•C
ert
ific
ati
on
to
NIS
T

Sta
nd
ard
Te
st B
lock
s UT of material
UT of material
UT of material
UT of material
Machining of IIW
Machining of IIW
Machining of IIW
Machining of IIW
blanks
blanks
blanks
blanks
CNC program and
CNC program and
CNC program and
CNC program and
verification
verification
verification
verification
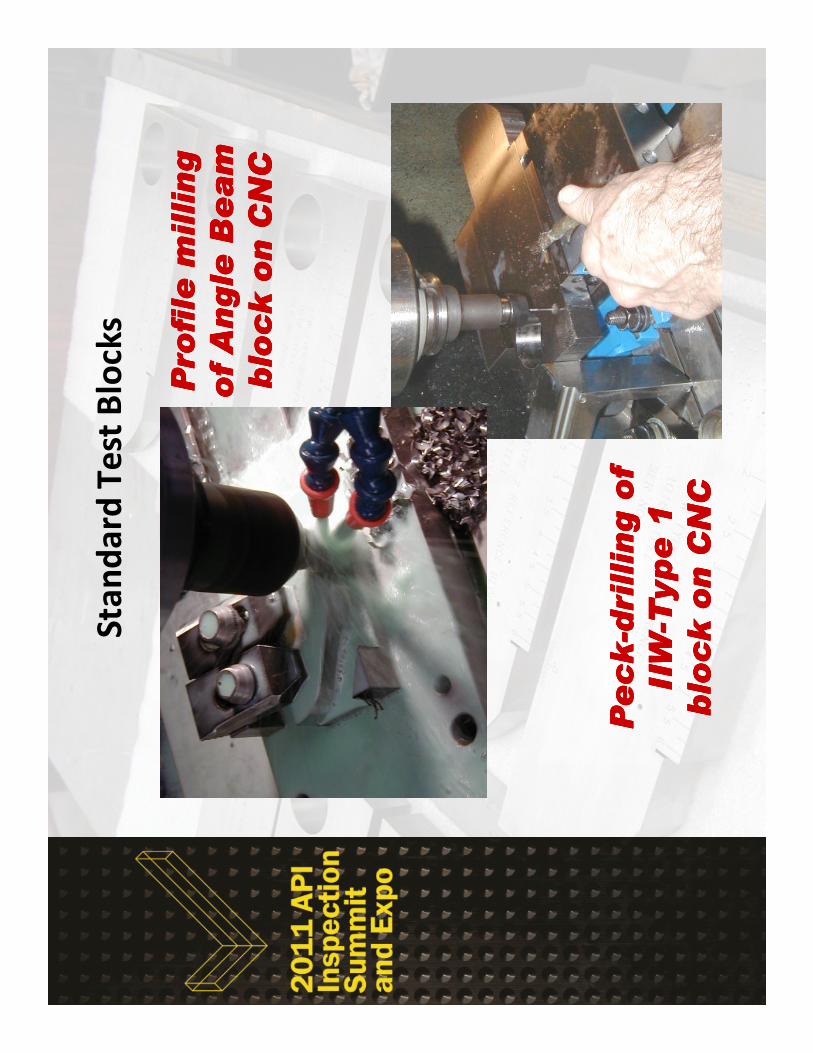
Sta
nd
ard
Te
st B
lock
s
Profile milling
Profile milling
Profile milling
Profile milling
of Angle Beam
of Angle Beam
of Angle Beam
of Angle Beam
block on CNC
block on CNC
block on CNC
block on CNC
Peck
Peck
Peck
Peck- ---drilling of
drilling of
drilling of
drilling of
IIWIIWIIWIIW- ---Type 1
Type 1
Type 1
Type 1
block on CNC
block on CNC
block on CNC
block on CNC

Sta
nd
ard
Te
st B
lock
s
Polishing and
Polishing and
Polishing and
Polishing and
hand finishing
hand finishing
hand finishing
hand finishing
Test Block Inventory
Test Block Inventory
Test Block Inventory
Test Block Inventory

Sta
nd
ard
Te
st B
lock
s
Block Serial Nos.
Block Serial Nos.
Block Serial Nos.
Block Serial Nos.
are engraved for
are engraved for
are engraved for
are engraved for
traceability and
traceability and
traceability and
traceability and
tietietietie- ---in to
in to
in to
in to
Certification
Certification
Certification
Certification
Report
Report
Report
Report
Logo and Serial No.
Logo and Serial No.
Logo and Serial No.
Logo and Serial No.
application on Laser
application on Laser
application on Laser
application on Laser
Engraving System
Engraving System
Engraving System
Engraving System

�C
ust
om
ap
pli
cati
on
s a
nd
th
e l
ate
st t
ren
ds
in r
efe
ren
ce s
tan
da
rd a
nd
ca
l b
lock
de
sig
n
�Sm
all
er
fla
ws
(no
tch
es,
FB
Hs,
mic
ro-h
ole
s)
�E
mb
ed
ded
or
Sub
-su
rfa
ce F
law
s to
me
et
ASM
E
Co
de
Ca
ses
for
Qu
ali
fica
tio
n B
lock
s
�Lo
nge
r, h
ea
vie
r st
an
da
rds
(pip
e a
nd
ba
r) f
or
UT
�Fa
ste
r tu
rna
rou
nd
tim
es/
Em
erg
en
cy s
erv
ice
s
�St
rin
gen
t Q
A r
eq
uir
em
en
ts a
nd
NIS
T t
race
ab
ility
as
“ho
me
-ma
de
”st
an
da
rds
are
exp
ose
d in
au
dit
s

Cro
ss-s
ect
ion
of
we
ld-e
mb
ed
de
d f
law
ma
chin
ed
by
ED
M (
sho
ws
he
igh
t a
nd
wid
th)

Cro
ss-s
ect
ion
of
we
ld-e
mb
ed
de
d f
law
ma
chin
ed
by
ED
M (
sho
ws
he
igh
t a
nd
le
ng
th)

Va
ria
tio
n f
rom
th
e “
Sta
nd
ard
”th
em
e
DSC blocks with
DSC blocks with
DSC blocks with
DSC blocks with radiussed
radiussed
radiussed
radiussed
scanning surfaces
scanning surfaces
scanning surfaces
scanning surfaces
Double
Double
Double
Double- ---
wide IIW
wide IIW
wide IIW
wide IIW- ---
type 2
type 2
type 2
type 2
block for
block for
block for
block for
wide
wide
wide
wide
transducers
transducers
transducers
transducers
Special wide step blocks in
Special wide step blocks in
Special wide step blocks in
Special wide step blocks in
titanium alloy
titanium alloy
titanium alloy
titanium alloy
Special thickness step blocks
Special thickness step blocks
Special thickness step blocks
Special thickness step blocks

Sta
nd
ard
s fo
r A
uto
ma
ted
an
d R
ob
oti
c
Insp
ect
ion
sy
ste
ms
req
uir
e a
hig
he
r le
ve
l
of
pre
cisi
on
.
Boeing Delta IV AUSS
Boeing Delta IV AUSS
Boeing Delta IV AUSS
Boeing Delta IV AUSS
Special thickness standard
Special thickness standard
Special thickness standard
Special thickness standard
with relieved steps
with relieved steps
with relieved steps
with relieved steps
measuring 1
measuring 1
measuring 1
measuring 1” ”””x 8x 8x 8x 8” ”””at .020
at .020
at .020
at .020” ”””
to .400
to .400
to .400
to .400” ”””thickness.
thickness.
thickness.
thickness.

Co
rro
sio
n S
am
ple
sca
n b
e m
ad
e u
sin
g
ele
ctro
de
s ca
st f
rom
act
ua
l, i
n-s
erv
ice
corr
od
ed
se
ctio
ns
of
air
cra
ft s
kin
or
pip
eli
ne
.
EDM corrosion is indistinguishable
EDM corrosion is indistinguishable
EDM corrosion is indistinguishable
EDM corrosion is indistinguishable
from real corrosion.
from real corrosion.
from real corrosion.
from real corrosion.

Ult
ra-N
arr
ow
ED
M N
otc
he
s
EDM notches for Magnetic Particle
EDM notches for Magnetic Particle
EDM notches for Magnetic Particle
EDM notches for Magnetic Particle
Inspection measuring less than 0.001
Inspection measuring less than 0.001
Inspection measuring less than 0.001
Inspection measuring less than 0.001” ”””
wide at depths up to .012
wide at depths up to .012
wide at depths up to .012
wide at depths up to .012” ”””in SPS
in SPS
in SPS
in SPS
fasteners
fasteners
fasteners
fasteners

Mic
roh
ole
sfo
r Li
qu
id P
en
etr
an
tT
est
Pro
ps
Typical Micro
Typical Micro
Typical Micro
Typical Micro- ---holes are .004
holes are .004
holes are .004
holes are .004- ---.006
.006
.006
.006” ”””diameter x
diameter x
diameter x
diameter x
.008
.008
.008
.008- ---.010
.010
.010
.010” ”””deep.
deep.
deep.
deep.
Holes can be machined in welds in plate, pipe,
Holes can be machined in welds in plate, pipe,
Holes can be machined in welds in plate, pipe,
Holes can be machined in welds in plate, pipe,
and fasteners. For Personnel qualification.
and fasteners. For Personnel qualification.
and fasteners. For Personnel qualification.
and fasteners. For Personnel qualification.

ED
M S
tart
er
No
tch
es
for
Cra
ck p
rop
ag
ati
on

Ph
il H
erm
an
Pre
sid
en
t/C
EO
PH
To
ol
Re
fere
nce
Sta
nd
ard
s, L
LC
Te
lfo
rd,
PA
26
7-2
03
-16
00
ph
il@
ph
too
l.co
m
ww
w.p
hto
ol.
com
Qu
est
ion
s

















