Journal of Research in Engineering and Applied Sciences JREAS, Vol. 1, Issue 04, Oct. 2016 166 NOVEL TRENDS IN REFORMING SOUR NATURAL GAS FOR HYDROGEN & SYNTHESIS GAS PRODUCTION Hussein K. Abdel-Aal Professor Emeritus of Chemical Eng. / Petroleum Refining (retired), NRC, Cairo Founding member &Fellow of the International Association of Hydrogen Energy (IAHE) Address: 18 Jeddah Street, Doki, Cairo, Egypt {E mail: [email protected]} Abstract When reforming natural gas to obtain hydrogen and synthesis gas, it is taken for granted that the feed gas has to be sour-free. This is based on the ground that catalysts used in the reforming process are susceptible to poisoning by sulfur compounds. Therefore, we are faced with the dilemma of the exhaustive desulfurization process of the sour gas in order to make it sweet. The other option is to use thermal reforming and avoid the catalytic route. In this paper,trends in the reforming technology of natural gas, in general, are reviewed first. Next, novel trends in reforming sour natural gas, in particular, are presentedusing high temperature heat (H.T.H.) approach. This method can be carried out using non-catalytic partial oxidation NCPO in a chamber combustion (CC) or rich combustion in porous media (CPM). Simulation results for NCPO, reported earlier by Abdel-Aal et al [1,2] are re-examined on the ground that using CPM is a promising method to handle the reforming of sour natural gas through the proposed given process-schemeThe application of ultra-rich super-adiabatic partial oxidation in an inert porous medium forhydrogen generation is a novel area of research and technology. This is particularly true when dealing with sour natural gas resources. The present contribution focuses on this approach. The review helps to document the foundation on which the needed development can build.The proposed scheme avoids the problem of separation of acidic gases and aims instead, to direct chemical conversion. The partial combustion of sour natural gas will end up converting the sulfur element into to sulfuric acid as a co-product along with synthesis gas and hydrogen as end products. Key Words :Sour natural gas, Reforming, Hydrogen, Non-catalytic partial oxidation 1. Introduction A viable question could be asked: What is the largest single source of industrial hydrogen in the world? The answer could be either water or methane gas (natural gas). This is simply a matter of economics. It requires more energy to dissociate the elements of hydrogen and oxygen from the water molecule than it does to combine methane with steam to form hydrogen and carbon dioxide. Current technology for hydrogen production from natural gas is mature and practiced ona large scale for producing methanol (MeOH), ammonia (NH ) and others, for the 3 petrochemical industry and other uses. The major part of the world's hydrogen production is accomplished by steam methane reforming (SMR). This is a catalytic process that requires S-free feed stock of natural gas. Natural gas is usually considered sour if there are more than 5.7 milligrams of H S per cubic meter of natural gas, 2 (around 4 ppm by volume). Worldwide, increasing energy costs and growing demand for natural gas along with deep gas-drilling have driven the development of sour gas fields around the world. In addition, about forty percent of the world's natural gas reserves are in the form of sour gas where H S and CO compositions exceed 10% by 2 2 volume.[3]. In some cases the acid gas composition in these reserves is very high and the economics of producing pipe line quality gas are marginal. More than 200,000 tons/day of hydrogen sulfide (H S) processing capacity is in place 2 worldwide, mainly as undesirable by-products of fossil fuel-processing including natural gas. Middle East counties such as Qatar & Saudi Arabia as well as Canada, China, Venezuela, Brazil and many other countries have a high demand to treat sour gas fields[4,5] Although the technology for natural gas reforming is advancing rapidly, several challenges remain. One of them is how to handle sour natural gas that contains H2S? In recent years, many approaches have been initiated to produce H , in addition to S, from H S. Despite the 2 2 advances made, no method of H S decomposition can be 2 considered commercially feasible today. On the other hand, when it comes to thedirect production of synthesis gas from sour natural gas, literature discloses few publicationson pursuing such approach [6,7]. Because of these limitations and other considerations, such as strict environmental regulations on sulfur emissions, the search for a novel reforming method to handle sour natural gas is worth considering. Among the several techniques used to produce synthesis- gas from hydrocarbons, Thermal Partial Oxidation
Transcript
Journal of Research in Engineering and Applied Sciences
JREAS, Vol. 1, Issue 04, Oct. 2016166
NOVEL TRENDS IN REFORMING SOUR NATURAL GASFOR HYDROGEN & SYNTHESIS GAS PRODUCTION
Hussein K. Abdel-Aal
Professor Emeritus of Chemical Eng. / Petroleum Refining (retired), NRC, CairoFounding member &Fellow of the International Association of Hydrogen Energy (IAHE)
When reforming natural gas to obtain hydrogen and synthesis gas, it is taken for granted that the feed gas has to be sour-free. This is based on the ground that catalysts used in the reforming process are susceptible to poisoning by sulfur compounds. Therefore, we are faced with the dilemma of the exhaustive desulfurization process of the sour gas in order to make it sweet. The other option is to use thermal reforming and avoid the catalytic route. In this paper,trends in the reforming technology of natural gas, in general, are reviewed first. Next, novel trends in reforming sour natural gas, in particular, are presentedusing high temperature heat (H.T.H.) approach. This method can be carried out using non-catalytic partial oxidation NCPO in a chamber combustion (CC) or rich combustion in porous media (CPM). Simulation results for NCPO, reported earlier by Abdel-Aal et al [1,2] are re-examined on the ground that using CPM is a promising method to handle the reforming of sour natural gas through the proposed given process-schemeThe application of ultra-rich super-adiabatic partial oxidation in an inert porous medium forhydrogen generation is a novel area of research and technology. This is particularly true when dealing with sour natural gas resources. The present contribution focuses on this approach. The review helps to document the foundation on which the needed development can build.The proposed scheme avoids the problem of separation of acidic gases and aims instead, to direct chemical conversion. The partial combustion of sour natural gas will end up converting the sulfur element into to sulfuric acid as a co-product along with synthesis gas and hydrogen as end products.
Key Words :Sour natural gas, Reforming, Hydrogen, Non-catalytic partial oxidation
1. Introduction
A viable question could be asked: What is the largest single source of industrial hydrogen in the world? The answer could be either water or methane gas (natural gas). This is simply a matter of economics. It requires more energy to dissociate the elements of hydrogen and oxygen from the water molecule than it does to combine methane with steam to form hydrogen and carbon dioxide.
Current technology for hydrogen production from natural gas is mature and practiced ona large scale for producing methanol (MeOH), ammonia (NH ) and others, for the 3
petrochemical industry and other uses. The major part of the world's hydrogen production is accomplished by steam methane reforming (SMR). This is a catalytic process that requires S-free feed stock of natural gas.
Natural gas is usually considered sour if there are more than 5.7 milligrams of H S per cubic meter of natural gas, 2
(around 4 ppm by volume). Worldwide, increasing energy costs and growing demand for natural gas along with deep gas-drilling have driven the development of sour gas fields around the world. In addition, about forty percent of the world's natural gas reserves are in the form of sour gas where H S and CO compositions exceed 10% by 2 2
volume.[3].
In some cases the acid gas composition in these reserves is very high and the economics of producing pipe line quality gas are marginal. More than 200,000 tons/day of hydrogen sulfide (H S) processing capacity is in place 2
worldwide, mainly as undesirable by-products of fossil fuel-processing including natural gas. Middle East counties such as Qatar & Saudi Arabia as well as Canada, China, Venezuela, Brazil and many other countries have a high demand to treat sour gas fields[4,5]
Although the technology for natural gas reforming is advancing rapidly, several challenges remain. One of them is how to handle sour natural gas that contains H2S?
In recent years, many approaches have been initiated to produce H , in addition to S, from H S. Despite the 2 2
advances made, no method of H S decomposition can be 2
considered commercially feasible today.
On the other hand, when it comes to thedirect production of synthesis gas from sour natural gas, literature discloses few publicationson pursuing such approach [6,7]. Because of these limitations and other considerations, such as strict environmental regulations on sulfur emissions, the search for a novel reforming method to handle sour natural gas is worth considering.
Among the several techniques used to produce synthesis-gas from hydrocarbons, Thermal Partial Oxidation
JREAS, Vol. 1, Issue 04, Oct. 2016167
(TPOX) offers several advantages, such as: absence of catalysts which eliminates the catalyst deactivation problems; no need for external heat sources and additional feeds like water; good process dynamic response; and applicability to almost all hydrocarbons.
The application of high temperature heat in reforming sour naturalgas is pursued in this presentation.
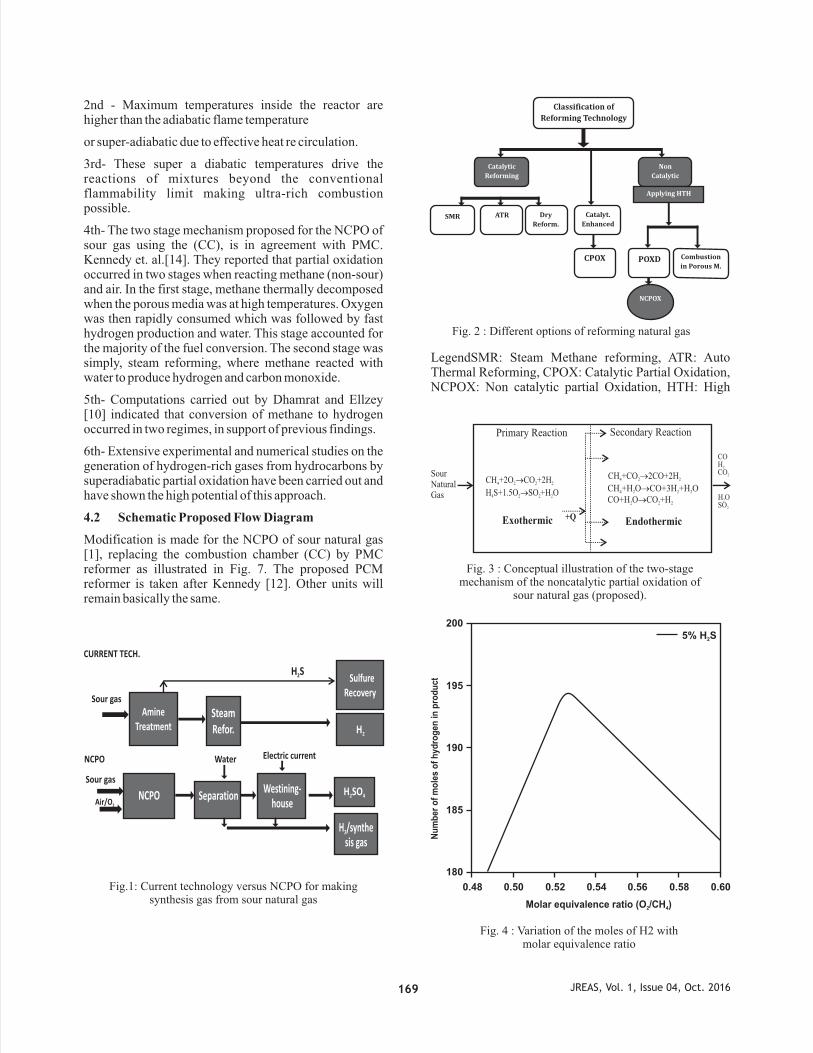
The work reported earlier[1, 2] on NCPO, offers a promising technique to recover the hydrogen component lost in the H2S molecule. In addition, many of the technical and economic hurdles currently encountered in the production of synthesis gas from sour natural resources are eliminated. The partial combustion of sour natural gas will end up converting the sulfur element into to sulfuric acid as a co-product along with synthesis gas and hydrogen as end products. In Fig.1, a comparison is presented between the current technology of making synthesis gas from sour natural gas and the proposed NCPO.
From another perspective, research in the area of reforming using rich combustion in porous media, PMC,(known as filtration combustion), could lead to valuable applications in handling sour natural gas.PMC shows superior advantages compared with free flame combustion due to the higher burning rates, the increased power dynamic range, the extension of the lean flammability limits, and the low emissions of pollutants. Work published, however, handledonly,the case of sweet natural gas.[ 8-18].
2. Overview of Reforming Operations
The manufacture of syngas by reforming natural gas can be done using different approaches from partial oxidation reforming to auto-thermal reforming systems; and from steam reforming to dry reforming processes. For all operations, the process uses an oxidizing agent that will convert methane hydrocarbon into carbon monoxide and producing hydrogen in variable ratios according to the types of oxidizing agents used.
A concise classification of the different reforming operations is illustrated first, as shown in Fig. 2. Next, a brief outline of the main features underlying a process is presented.
The main features of the reforming processes are highlighted next:
l Methane reforming operation is mainly based on steam reforming, auto-thermal (ATR) reforming or partial oxidation. Its main objective is to produce synthesis gas, in particular pure hydrogen gas from methane. For catalytic technology, there are two methane reformer options: steam methane reforming (SMR) and auto-thermal reforming (ATR).
l Reforming of natural gas is sometimes referred to as steam-methane reforming as natural gas is predominately composed of methane.
l Reforming uses a nickel-based catalyst to promote the reaction. It proceeds according to the following reactions:
CH + H O = 3H + CO Main Reaction (1)4 2 2
H O + CO = H + CO Water-shift reaction (2)2 2 2
The overall reaction is described as endothermic
l Design parameters are: operating pressure, steam to carbon ratio in the feed, composition of the natural gas, the method of supplying the heat of reaction, and amount of carbon dioxide recycle
l Carbon dioxide recycle may be used to lower the ratio of H2/CO in the synthesis gas, by influencing the equilibrium in the reverse direction in the second reaction.
l Auto-thermal reforming (ATR) uses oxygen and carbon dioxide or steam in a reaction with methane to form syngas. It is a combination of non-catalytic partial oxidation and adiabatic steam reforming. The main difference between SMR and ATR is that SMR uses no oxygen. An ATR reactor contains a combustion zone at the top and a catalyst filled bed at the bottom.
l Partial oxidation (POX) is used to generate synthesis gas. POX is a non-catalytic process in which the feed is partially combusted with air, oxygen, or enriched air to make synthesis gas. In partial oxidation, the methane and other hydrocarbons in natural gas react with a limited amount of oxygen (typically from air) that is not enough to completely oxidize the hydrocarbons to carbon dioxide and water. Two alternatives exist:
(a) The non-catalytic route known as thermal partial oxidation (TPOX)
(b) The catalytic route known as CPOX
Oxidation reaction is represented as given next:
CH + ½O → CO + 2H (+ heat) (3)4 2 2
l Non-Catalytic Partial Oxidation of Sour Natural gas (NCPO): It involves the simultaneous partial combustion of methane along with the complete combustion of H2S. Reactions are represented by equations (4) and (5):
CH + ½O → CO + 2H (4)4 2 2
H S + 3/2O -> SO + H O (5)2 2 2 2
Combustion products are scrubbed with water. Aqueous acid is introduced next to Westinghouse process producing Sulfuric acid and additional
JREAS, Vol. 1, Issue 04, Oct. 2016168
hydrogen, as given by equation (6);
2 H O(l) + SO (aq) -> H SO (aq) + H (g) (6)2 2 2 4 2
l Dry Reforming: involves the reaction of the most oxidized form of carbon (CO ) with its most 2
reduced form (Ch4), as shown next:
CH + CO -> 2CO + 2H (7)4 2 2
3. Non Catalytic Partial Oxidation (NCPO) of Sour Natural Gas
3.1 Introduction
Currently, synthesis gas is produced by steam reforming of sweet natural gas. This is a catalytic process in which the feed gas has to be sulfur free to avoid catalyst poisoning. As a result, acidic gas removal is a prerequisite for the steam-reforming process. H S is separated from 2
the natural gas by one of the physiochemical separation methods. The separation process is expensive and involves the use of amine solvents. The chemisorption of acidic gas into the solvents is followed by regeneration of these solvents.
Although the bulk production of synthesis gas is done via catalyzed steam reforming of sweet natural gas, non-catalyzed partial oxidation of sour natural gas with appropriate conditions may prove to be more attractive. Simulation work was done by the author and coworkers [1] proposing the NCPO of sour natural gas, as described next.
3.2 Process Description
Sour natural gas and the oxidant are preheated separately up to 1200 °F and 1000 °F respectively, then thoroughly mixed prior to the partial oxidation that takes place in the combustion chamber.
The mechanism of the reactions is very complex, but this behavior is consistent with the two stage-combustion-chamber mechanism, shown in Fig. 3.It involve complete combustion in the first stage via the highly exothermic reactions. A large surplus of methane remains unreacted. This surplus methane can then react with either of the products of the primary reactions in the second stage.
Parametric investigation for NCPO of sour natural gas was carried out using AspenPlus. In this study, the following parameters were considered: effect of the equivalence ratio (O /CH ), effect of the hydrogen sulfide 2 4
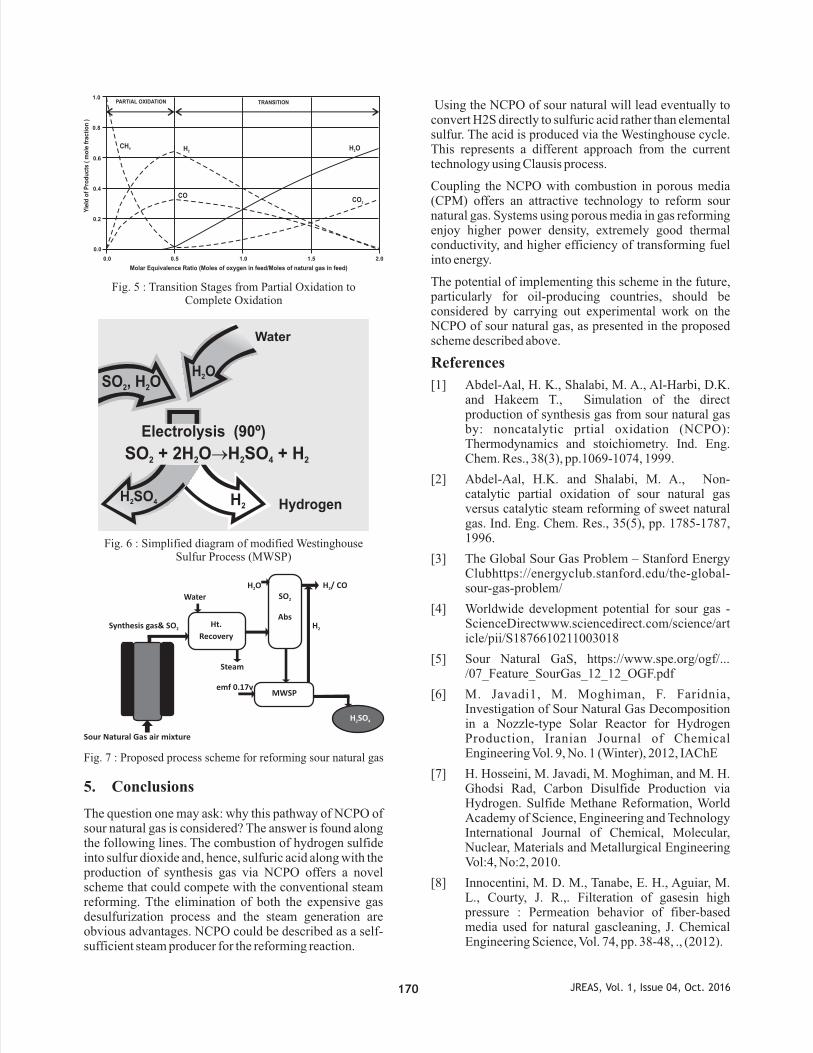
content in the feedand effect of the preheat temperature.The optimum conversion of the sour natural gas is achieved in the vicinity of 1/2 molar equivalence ratio depending on the content of hydrogen sulfide in feed of sour natural gas, as illustrated in Fig. 4 & 5 [1,21].
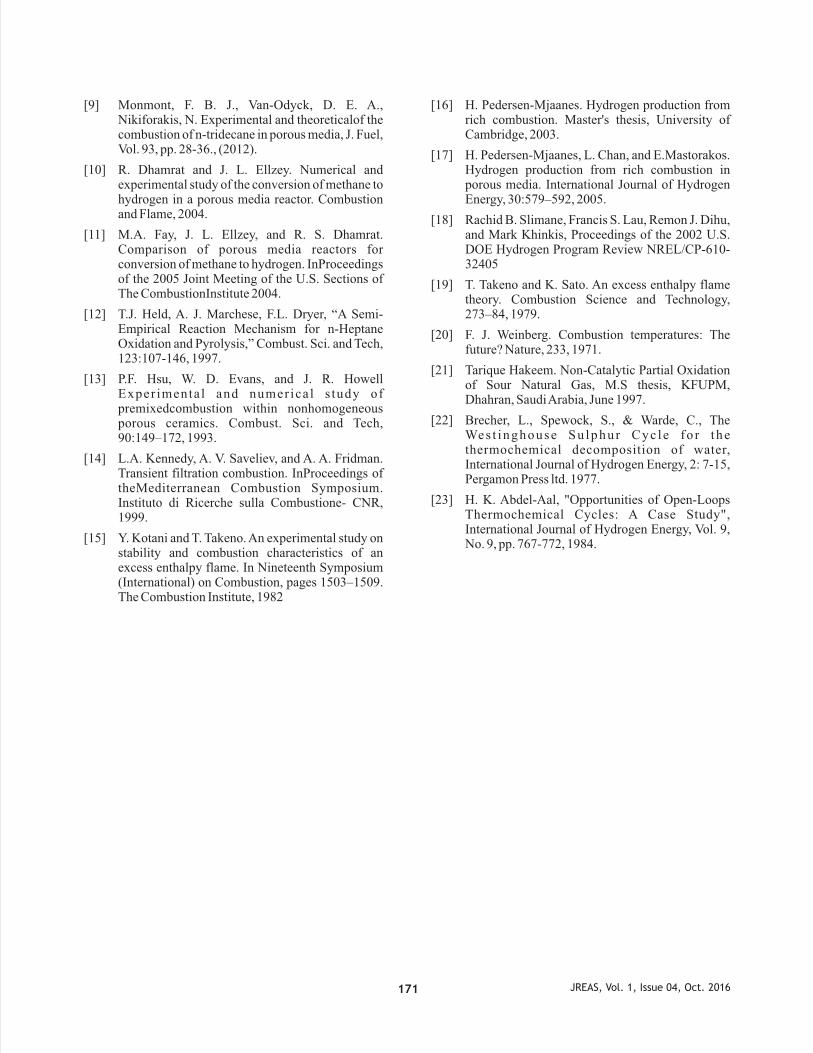
3.3 Modified Westinghouse Sulfur Process (MWSP)
It is anticipated in this NCPO, to introduce the absorbed SO2 into a MWSP. It is one-step electrolysis process for
decomposing water into hydrogen and oxygen. Sulfurous acid and water are electrolyzed to produce to H 2
and H SO . Although electrical power is required in the 2 4
electrolyser, much smaller quantities than those necessary in conventional electrolysis are needed. The theoretical voltage to decompose water is 1.23V, with many commercial electrolysers requiring over 2.0V. The power requirements (0.17 Volts at unit activity for reactants and products) are thus seen to be less than 15% of those required in a conventional electrolysis [20]. This dramatically changes the theoretical heat and work required to decompose water and leads to high thermal efficiencies. Reaction is given by equation (8):
SO (aq) + 2H O(l) -->H SO (aq) + H (g) (8)2 2 2 4 2
This is an open cycle, with a continuous feed input (aq.SO ).[23]. It is different from the closed cycle 2
described in the literature [22]. The modified proposed process is illustrated in Fig. 6.
4. Proposed Process Scheme for Reforming Sour Natural Gas
The following three key elements form the basis for the proposedprocess configuration:
l The simulation work described before on non-catalytic partial oxidation (NCPO).
l The modified Westinghouse Sulfur Process (MWSP)
l The use of the porous media combustion (PMC) concept, replacing the combustion chamber simulated in the work on NCPO.
4.1 System Description
A two-stage mechanism for the NCPO of sour-methane was presented earlier in the simulation model by the author and coworkers. It is based on using combustion chamber (CC) in the reforming processThe proposed model is a sort of visionary reforming process that utilizes porous medium combustion (PMC), instead of combustion chamber (CC), to handle the case of sour natural gas. Using PMC in the reforming of sour natural gas is justifiable because of the voluminous literature published. PMC, also known as filtration combustion: is defined as the process in which a self-sustaining exothermal reactive wave propagates over a porous reagent by means of gaseous oxidizer filtration through an inert solid matrix towards the reaction zone.
The following are some of the main features reported on PMC used in reforming natural gas in general.
1st -Porous media provides increased stability and allows higher mass flow rate compared to laminar premixed flames.
JREAS, Vol. 1, Issue 04, Oct. 2016169
2nd - Maximum temperatures inside the reactor are higher than the adiabatic flame temperature
or super-adiabatic due to effective heat re circulation.
3rd- These super a diabatic temperatures drive the reactions of mixtures beyond the conventional flammability limit making ultra-rich combustion possible.
4th- The two stage mechanism proposed for the NCPO of sour gas using the (CC), is in agreement with PMC. Kennedy et. al.[14]. They reported that partial oxidation occurred in two stages when reacting methane (non-sour) and air. In the first stage, methane thermally decomposed when the porous media was at high temperatures. Oxygen was then rapidly consumed which was followed by fast hydrogen production and water. This stage accounted for the majority of the fuel conversion. The second stage was simply, steam reforming, where methane reacted with water to produce hydrogen and carbon monoxide.
5th- Computations carried out by Dhamrat and Ellzey [10] indicated that conversion of methane to hydrogen occurred in two regimes, in support of previous findings.
6th- Extensive experimental and numerical studies on the generation of hydrogen-rich gases from hydrocarbons by superadiabatic partial oxidation have been carried out and have shown the high potential of this approach.
4.2 Schematic Proposed Flow Diagram
Modification is made for the NCPO of sour natural gas [1], replacing the combustion chamber (CC) by PMC reformer as illustrated in Fig. 7. The proposed PCM reformer is taken after Kennedy [12]. Other units will remain basically the same.
Fig.1: Current technology versus NCPO for makingsynthesis gas from sour natural gas
LegendSMR: Steam Methane reforming, ATR: Auto Thermal Reforming, CPOX: Catalytic Partial Oxidation, NCPOX: Non catalytic partial Oxidation, HTH: High
Fig. 2 : Different options of reforming natural gas
Fig. 3 : Conceptual illustration of the two-stagemechanism of the noncatalytic partial oxidation of
sour natural gas (proposed).
Fig. 4 : Variation of the moles of H2 withmolar equivalence ratio
CURRENT TECH.
NCPO
Sour gas
H S2
H2
H SO2 4
SulfureRecovery
AmineTreatment
SteamRefor.
NCPO SeparationWestining-
house
H /synthe2
sis gas
Sour gas
Air/O2
Water Electric current
Classificationof
ReformingTechnology
Catalytic
Reforming
Non
Catalytic
ApplyingHTH
SMR ATR Dry
Reform.
Catalyt.
Enhanced
CPOX POXD Combustion
inPorousM.
NCPOX
Primary Reaction
CH +2O ®CO +2H4 2 2 2
H S+1.5O ®SO +H O4 2 2 2
+QExothermic
CH +CO ®2CO+2H4 2 2
CH +H O®CO+3H +H O4 2 2 2
CO+H O®CO +H2 2 2
Endothermic
COH2
CO2
H O2
SO2
SourNaturalGas
Secondary Reaction
200
195
190
185
180
0.48 0.50 0.52 0.54 0.56 0.58 0.60
Molar equivalence ratio (O /CH )2 4
Nu
mb
er o
f m
ole
s o
f h
ydro
gen
in p
rod
uct
5% H S2
JREAS, Vol. 1, Issue 04, Oct. 2016170
5. Conclusions
The question one may ask: why this pathway of NCPO of sour natural gas is considered? The answer is found along the following lines. The combustion of hydrogen sulfide into sulfur dioxide and, hence, sulfuric acid along with the production of synthesis gas via NCPO offers a novel scheme that could compete with the conventional steam reforming. Tthe elimination of both the expensive gas desulfurization process and the steam generation are obvious advantages. NCPO could be described as a self-sufficient steam producer for the reforming reaction.
Using the NCPO of sour natural will lead eventually to convert H2S directly to sulfuric acid rather than elemental sulfur. The acid is produced via the Westinghouse cycle. This represents a different approach from the current technology using Clausis process.
Coupling the NCPO with combustion in porous media (CPM) offers an attractive technology to reform sour natural gas. Systems using porous media in gas reforming enjoy higher power density, extremely good thermal conductivity, and higher efficiency of transforming fuel into energy.
The potential of implementing this scheme in the future, particularly for oil-producing countries, should be considered by carrying out experimental work on the NCPO of sour natural gas, as presented in the proposed scheme described above.
References
[1] Abdel-Aal, H. K., Shalabi, M. A., Al-Harbi, D.K. and Hakeem T., Simulation of the direct production of synthesis gas from sour natural gas by: noncatalytic prtial oxidation (NCPO): Thermodynamics and stoichiometry. Ind. Eng. Chem. Res., 38(3), pp.1069-1074, 1999.
[2] Abdel-Aal, H.K. and Shalabi, M. A., Non-catalytic partial oxidation of sour natural gas versus catalytic steam reforming of sweet natural gas. Ind. Eng. Chem. Res., 35(5), pp. 1785-1787, 1996.
[3] The Global Sour Gas Problem – Stanford Energy Clubhttps://energyclub.stanford.edu/the-global-sour-gas-problem/
[4] Worldwide development potential for sour gas - ScienceDirectwww.sciencedirect.com/science/article/pii/S1876610211003018
[6] M. Javadi1, M. Moghiman, F. Faridnia, Investigation of Sour Natural Gas Decomposition in a Nozzle-type Solar Reactor for Hydrogen Production, Iranian Journal of Chemical Engineering Vol. 9, No. 1 (Winter), 2012, IAChE
[7] H. Hosseini, M. Javadi, M. Moghiman, and M. H. Ghodsi Rad, Carbon Disulfide Production via Hydrogen. Sulfide Methane Reformation, World Academy of Science, Engineering and Technology International Journal of Chemical, Molecular, Nuclear, Materials and Metallurgical Engineering Vol:4, No:2, 2010.
[8] Innocentini, M. D. M., Tanabe, E. H., Aguiar, M. L., Courty, J. R.,. Filteration of gasesin high pressure : Permeation behavior of fiber-based media used for natural gascleaning, J. Chemical Engineering Science, Vol. 74, pp. 38-48, ., (2012).
Fig. 5 : Transition Stages from Partial Oxidation toComplete Oxidation
Fig. 6 : Simplified diagram of modified WestinghouseSulfur Process (MWSP)
Fig. 7 : Proposed process scheme for reforming sour natural gas
PARTIAL OXIDATION TRANSITION
CH4 H2H O2
CO2
CO
1.0
0.8
0.6
0.4
0.2
0.0
0.0 0.5 1.0 1.5 2.0
Molar Equivalence Ratio (Moles of oxygen in feed/Moles of natural gas in feed)
Yie
ld o
f P
rod
ucts
( m
ole
fra
cti
on
)
Water
Electrolysis (90º)
SO + 2H O®H SO + H2 2 2 4 2
Hydrogen
SO , H O2 2
H SO2 4 H2
H O2
Water
Synthesis gas& SO2Ht.
Recovery
H O2 H / CO2
H2
SO2
Abs
MWSP
Steam
emf 0.17v
Sour Natural Gas air mixture
H SO2 4
JREAS, Vol. 1, Issue 04, Oct. 2016171
[9] Monmont, F. B. J., Van-Odyck, D. E. A., Nikiforakis, N. Experimental and theoreticalof the combustion of n-tridecane in porous media, J. Fuel, Vol. 93, pp. 28-36., (2012).
[10] R. Dhamrat and J. L. Ellzey. Numerical and experimental study of the conversion of methane to hydrogen in a porous media reactor. Combustion and Flame, 2004.
[11] M.A. Fay, J. L. Ellzey, and R. S. Dhamrat. Comparison of porous media reactors for conversion of methane to hydrogen. InProceedings of the 2005 Joint Meeting of the U.S. Sections of The CombustionInstitute 2004.
[12] T.J. Held, A. J. Marchese, F.L. Dryer, “A Semi-Empirical Reaction Mechanism for n-Heptane Oxidation and Pyrolysis,” Combust. Sci. and Tech, 123:107-146, 1997.
[13] P.F. Hsu, W. D. Evans, and J. R. Howell Exper imental and numerical s tudy of premixedcombustion within nonhomogeneous porous ceramics. Combust. Sci. and Tech, 90:149–172, 1993.
[14] L.A. Kennedy, A. V. Saveliev, and A. A. Fridman. Transient filtration combustion. InProceedings of theMediterranean Combustion Symposium. Instituto di Ricerche sulla Combustione- CNR, 1999.
[15] Y. Kotani and T. Takeno. An experimental study on stability and combustion characteristics of an excess enthalpy flame. In Nineteenth Symposium (International) on Combustion, pages 1503–1509. The Combustion Institute, 1982
[16] H. Pedersen-Mjaanes. Hydrogen production from rich combustion. Master's thesis, University of Cambridge, 2003.
[17] H. Pedersen-Mjaanes, L. Chan, and E.Mastorakos. Hydrogen production from rich combustion in porous media. International Journal of Hydrogen Energy, 30:579–592, 2005.
[18] Rachid B. Slimane, Francis S. Lau, Remon J. Dihu, and Mark Khinkis, Proceedings of the 2002 U.S. DOE Hydrogen Program Review NREL/CP-610-32405
[19] T. Takeno and K. Sato. An excess enthalpy flame theory. Combustion Science and Technology, 273–84, 1979.
[20] F. J. Weinberg. Combustion temperatures: The future? Nature, 233, 1971.
[21] Tarique Hakeem. Non-Catalytic Partial Oxidation of Sour Natural Gas, M.S thesis, KFUPM, Dhahran, Saudi Arabia, June 1997.
[22] Brecher, L., Spewock, S., & Warde, C., The Wes t inghouse Su lphur Cyc le fo r the thermochemical decomposition of water, International Journal of Hydrogen Energy, 2: 7-15, Pergamon Press ltd. 1977.
[23] H. K. Abdel-Aal, "Opportunities of Open-Loops Thermochemical Cycles: A Case Study", International Journal of Hydrogen Energy, Vol. 9, No. 9, pp. 767-772, 1984.