NWR STAINLESS STEEL PIPE FABRICATION | REDWATER, ALBERTA North West Redwater (NWR) Partnership utilized both local and overseas vendors during construction of its Sturgeon Refinery. Before startup, NWR noticed that the heavy-wall stainless steel welds provided overseas were starting to crack. These welds were on heavy wall piping and used 1.5-inch thick pipe instead of the standard quarter- or half-inch pipe. These welds were also very technical and required a high degree of care to complete due to the heavy material used. NWR was on a tight schedule to have these welds fixed as they were critical to part of the process line and the startup of the refinery. That’s where our industrial fabrication shop stepped in. The facility is equipped with the necessary equipment to safely handle large, heavy spools and welds and could accommodate the large volume of welding required in a short period of time. We focused on actively managing costs and schedule while providing NWR with a code-compliant product. We expedited the cold-cutting activities and scheduled a nightshift to maximize time for welding JULY 2019 Completion Date NORTH WEST REDWATER PARTNERSHIP Client We achieved a project weld repair rate of 0.47% — well below the accepted industry average of 4%. and minimize impacts to the site during commissioning. Through these changes, we achieved a project weld repair rate of 0.47% — well below the accepted industry average of 4% — and NWR remained on schedule to open.
Transcript
NWR STAINLESS STEEL PIPE FABRICATION| REDWATER, ALBERTA
North West Redwater (NWR) Partnership utilized both local and overseas vendors during construction of its Sturgeon Refinery.
Before startup, NWR noticed that the heavy-wall stainless steel welds provided overseas were starting to crack. These welds were on heavy wall piping and used 1.5-inch thick pipe instead of the standard quarter- or half-inch pipe. These welds were also very technical and required a high degree of care to complete due to the heavy material used.
NWR was on a tight schedule to have these welds fixed as they were critical to part of the process line and the startup of the refinery. That’s where our industrial fabrication shop stepped in. The facility is equipped with the necessary equipment to safely handle large, heavy spools and welds and could accommodate the large volume of welding required in a short period of time.
We focused on actively managing costs and schedule while providing NWR with a code-compliant product. We expedited the cold-cutting activities and scheduled a nightshift to maximize time for welding
JULY 2019 Completion Date
NORTH WEST REDWATER PARTNERSHIP Client
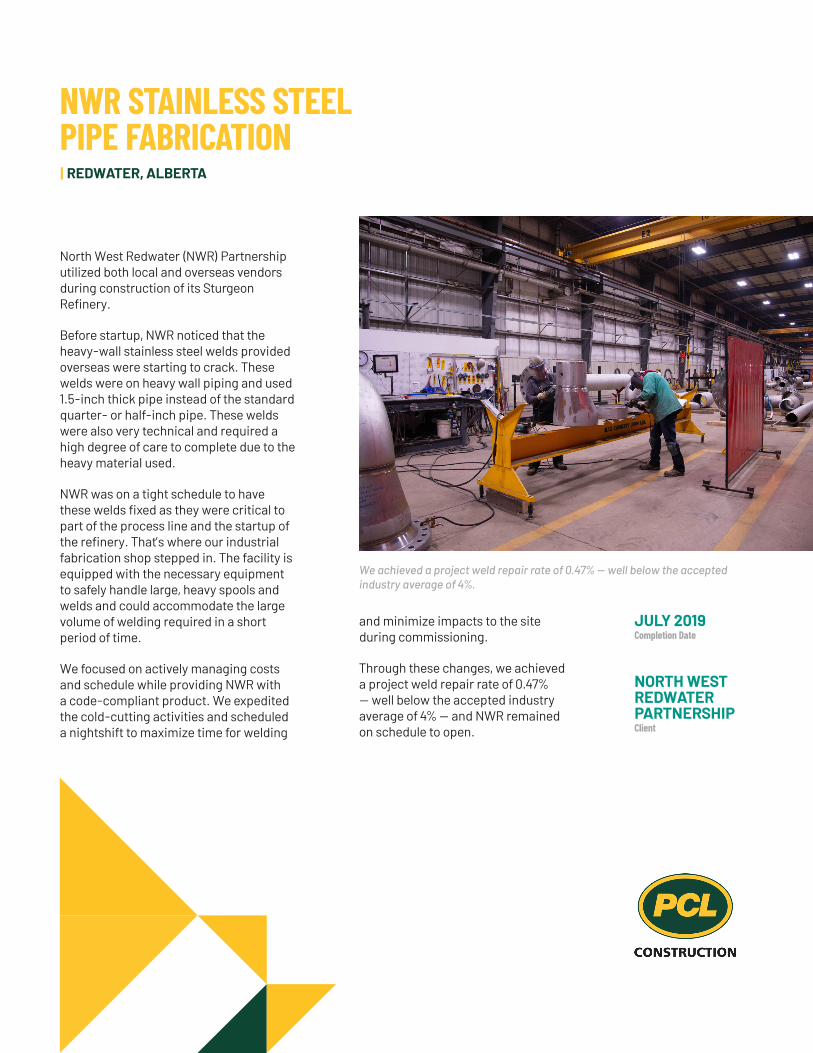
We achieved a project weld repair rate of 0.47% — well below the accepted industry average of 4%.
and minimize impacts to the site during commissioning.
Through these changes, we achieved a project weld repair rate of 0.47% — well below the accepted industry average of 4% — and NWR remained on schedule to open.
CHINOOK POWER STATION SMALL BORE FABRICATION| SWIFT CURRENT, SASKATCHEWAN
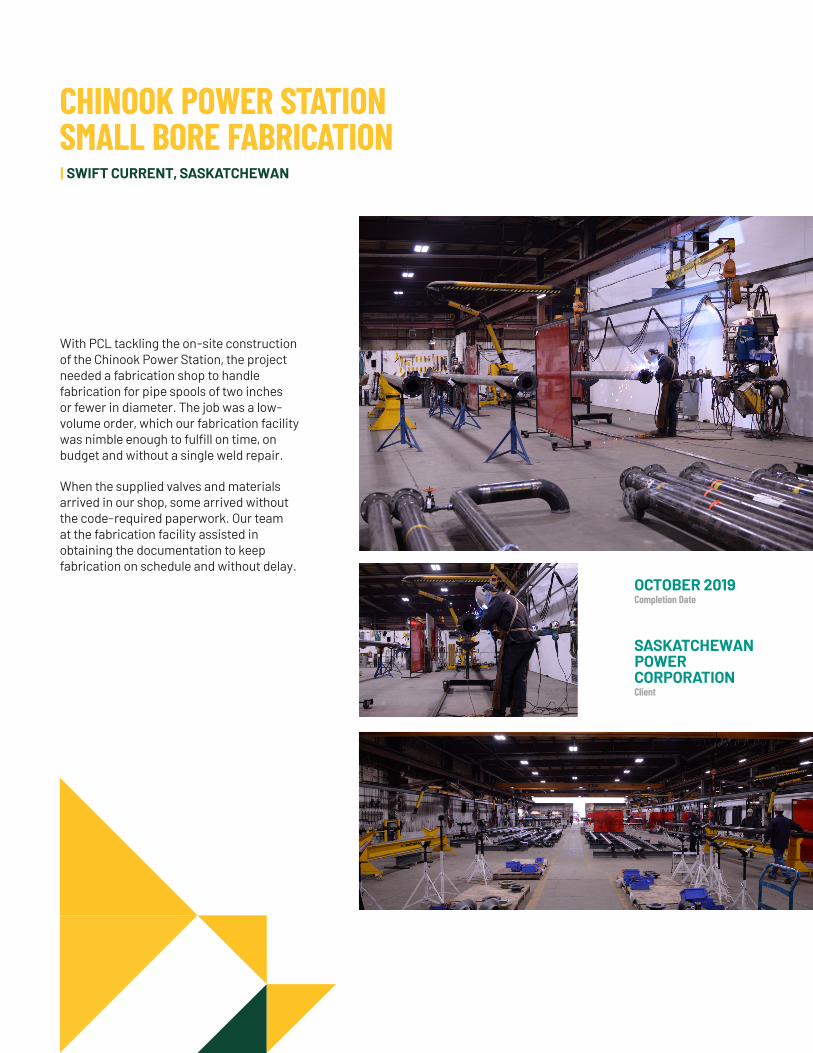
With PCL tackling the on-site construction of the Chinook Power Station, the project needed a fabrication shop to handle fabrication for pipe spools of two inches or fewer in diameter. The job was a low-volume order, which our fabrication facility was nimble enough to fulfill on time, on budget and without a single weld repair.
When the supplied valves and materials arrived in our shop, some arrived without the code-required paperwork. Our team at the fabrication facility assisted in obtaining the documentation to keep fabrication on schedule and without delay.
OCTOBER 2019 Completion Date
SASKATCHEWAN POWER CORPORATION Client
COASTAL GASLINKPIPELINE FABRICATION| BRITISH COLUMBIA
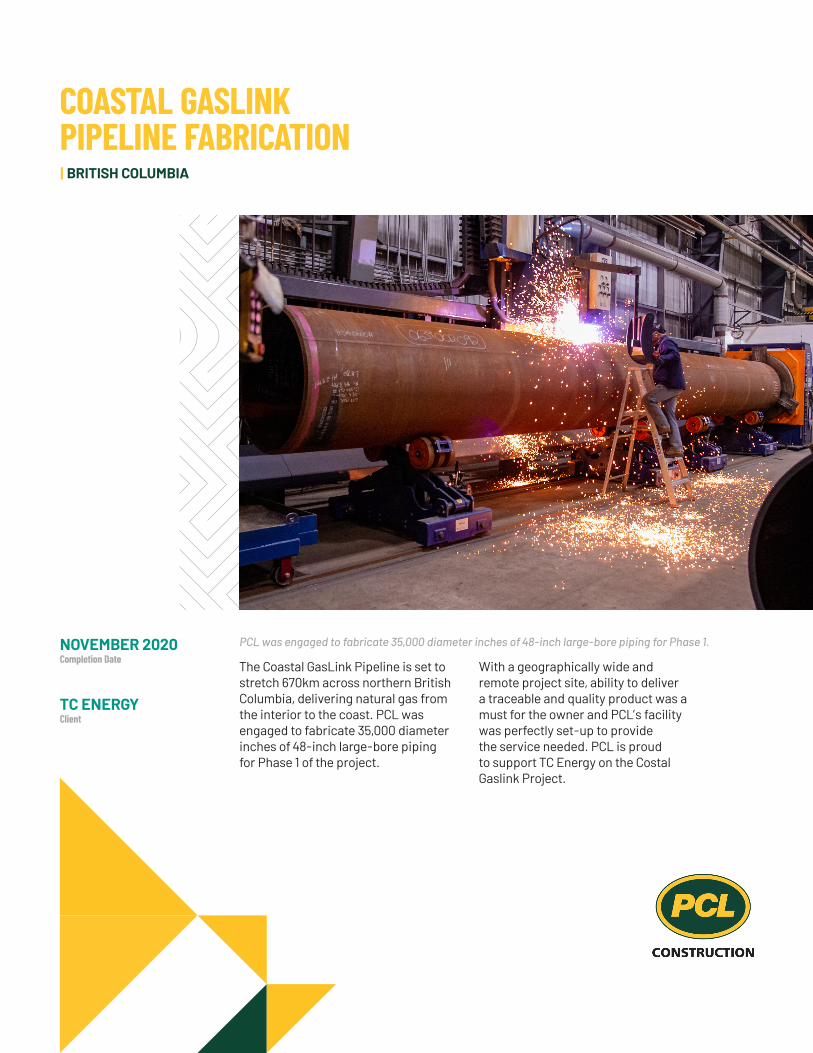
The Coastal GasLink Pipeline is set to stretch 670km across northern British Columbia, delivering natural gas from the interior to the coast. PCL was engaged to fabricate 35,000 diameter inches of 48-inch large-bore piping for Phase 1 of the project.
NOVEMBER 2020 Completion Date
TC ENERGY Client
PCL was engaged to fabricate 35,000 diameter inches of 48-inch large-bore piping for Phase 1.
With a geographically wide and remote project site, ability to deliver a traceable and quality product was a must for the owner and PCL’s facility was perfectly set-up to provide the service needed. PCL is proud to support TC Energy on the Costal Gaslink Project.
NWR STURGEON REFINERY GASIFIER FABRICATION| REDWATER, ALBERTA
The NWR Sturgeon Refinery Gasifier provided a unique challenge for our pipe fabrication facility. Initial fabrication was done overseas before being shipped to Canada, and our team was responsible for unloading the subassembly pipe spools and turning them into the larger, full-sized spools to be sent to the refinery site.
Thanks to our large fabrication facility and our adjacent module yard, PCL had the capacity and infrastructure necessary to tackle this task, and this non-traditional style of pipe fabrication also required the shop to be retooled and the facility layout reset to accommodate the spool assembly. Because we could transfer the welding work to the shop instead of doing it in the field, the work was done more efficiently and at a lower cost to the owner.
Roughly a third of the 9,133 smaller spools that were delivered to PCL had deficiencies in code, specification or dimension, and we took on the task of reworking these spools to meet the needs of NWR. While the volume of repairs slowed the spool assembly overall,
the holistic approach taken by our teams in both the field and the shop allowed us to prioritize repairs on essential spools and
NOVEMBER 2017 Completion Date
NORTH WEST REDWATER PARTNERSHIP Client
The pipe assembly program took 13,891 welds off-site and into the shop environment.
strategically deliver them to site to facilitate installations there.
Overall, the pipe assembly program took 13,891 welds off site and into the shop environment, producing over 5,000 completed spools.
Located in a city that straddles the Alberta and Saskatchewan border, Husky’s Lloydminster Upgrader uses feedstock from both provinces to convert heavy oil to high-quality, low sulphur synthetic oil. Husky implemented a debottlenecking project as part of its 2020 turnaround to increase production at the upgrader.
PCL fabricated and assembled six modules, coordinated non-destructive examinations and painted the modules prior to shipping them to Husky’s site. We also fabricated six-inch and eight-inch carbon steel pipe spools and procured the materials required.
Husky had experienced challenges with modules from other contractors not fitting properly when arriving on-site. To ensure everything would fit, we pre-designed the field-run tray with a 3D model and shared it with Husky. The modules were fabricated indoors at PCL’s in-house fabrication facility to protect them from the elements. Our project superintendent accompanied the modules to site to oversee the setting and connections and ensure a seamless fit.
With the completion of the debottlenecking project, Husky has increased its heavy crude production and its diesel production at the Lloydminster Upgrader.
JANUARY 2020 Completion Date
HUSKY OIL OPERATIONS LTD. Project Owner
“It was a pleasure working with PCL. They completed the project with a high level of quality and precision, on time and on budget. Their focus on communication and teamwork were key factors in the success of this project.”