Observation of Foaming Behavior for Rolled Sheet Precursors Made of Various Aluminum Powders * 1 Makoto Kobashi, Masato Noguchi * 2 and Naoyuki Kanetake Department of Materials Science and Engineering, Nagoya University, Nagoya 464-8603, Japan One of the practical applications of porous aluminum is the core material for panel/foam sandwich structures. To manufacture the foam/ panel sandwich structure by a powder processing route, a sheet type precursor is essential. Therefore, a foaming behavior of aluminum sheet precursor (pure Al, 6061Al and Al-7Si) was examined. The foaming behavior was examined by the projected area of a precursor recorded by two video cameras from horizontal (lateral-side observation) and vertical (top-surface observation) directions. Average diameters and vertical/ horizontal Feret diameter ratios were used to evaluate pore morphology. Free foaming behavior of the sheet type precursors was extremely unidirectional along the compression direction of the rolled precursor. With regard to pure aluminum and 6061Al precursors, the pore morphology at the early stage of foaming was extremely anisotropic (flat shape), while the pore morphology became spherical when the specimen reached to the maximum expansion. As for the Al-7Si precursors, such flat anisotropic pores were not observed even at the early stage of foaming. [doi:10.2320/matertrans.L-MZ201113] (Received October 6, 2010; Accepted December 7, 2010; Published April 13, 2011) Keywords: porous aluminum, foaming behavior, rolled sheet precursor, powder processing route 1. Introduction Porous aluminum 1–5) possesses several unique properties which can not be achieved by dense materials. High energy absorption, high sound absorption, low density (<1:0 g/cm 3 ) are, for example, typical unique properties of the porous aluminum. A powder processing route is one of the processing techniques to fabricate the porous aluminum. 6–8) In the powder processing method, titanium hydride (TiH 2 ) powder as a blowing agent, which decomposes at temper- atures near the melting point of aluminum and releases hydrogen gas, was blended with aluminum powders. 9) The powder blend was then consolidated to make Al-TiH 2 precursors, and the precursor was heated in a furnace to induce melting of aluminum and decomposition of TiH 2 . The hydrogen gas released from TiH 2 generates many pores. One of the major applications of the porous aluminum is a core material for sandwich panel structures to improve stiffness and damping capacity. 10) Therefore, the basic understanding of the foaming behavior of sheet precursors made by rolling is essential. In this research, effects of processing parameters on the blowing behavior of sheet precursors made of three kinds of aluminum powders were observed. The processing parameters we focused on were heating temperature and aluminum alloy compositions (pure aluminum, 6061Al and Al-7Si alloys). 2. Experimental Procedure 2.1 Preparation of rolled sheet precursor and foaming experiment Pure aluminum, 6061Al alloy, Al-7 mass%Si alloy pow- ders and TiH 2 powder (<45 mm) were used in this study. Median diameters (D 50 ) of pure Al, 6061Al and Al-7Si powders were 45, 41 and 41 mm, respectively. TiH 2 powder was blended with aluminum powders by 0.5 mass%, and the blended powder was compacted by cold isostatic pressing (CIP). The CIPed specimen was then hot-extruded and rolled to make thin sheet precursors (1 mm 18 mm 70 mm). The rolled sheet precursor was placed on a graphite substrate and heated in an infrared furnace as shown in Fig. 1. A thermocouple was embedded in the graphite substrate and the temperature during the heating process was monitored by the temperature of the graphite substrate. The precursor was heated by 15 C/min after pre-heated at 500 C for 1200 s to equalize the temperature distribution. The blowing behavior of the precursor was recorded by cameras from two directions as indicated in Fig. 2. In the present paper, a surface or a cross-section observed from horizontal direction and vertical directions will be denoted as Plane I and Plane II, respectively. The foaming behavior in both Planes I and II was evaluated by relative projected areas (A r ) defined by eq. (1). 11) A r ¼ A t =A 0 ð1Þ where, A t is the projected area at time t and A 0 is the initial projected area. The specimen was taken out of the furnace at various temperatures and cooled immediately by a hydrofluorocar- bon-gas spray (HFC-134a). Apparent density of the porous specimen was measured by Archimedes method to calculate porosity. 2.2 Characterization of porous specimen The solidified specimen was cut along Plane I as shown in Fig. 3 to observe the pore morphology. The cross-sectional picture was converted to a black-and-white image. Pore area (S), circumference length (L) and vertical and horizontal Feret diameters (D v and D h ) were measured from the black- and-white image of the cross-section by an image analyzing software. Pore size (diameter of equivalent area circle, D) * 1 The Paper Contains Partial Overlap with the ICAA12 Proceedings by USB under the Permission of the Editorial Committee. * 2 Graduate Student, Nagoya University. Present address: Toyota Industries Corporation, Kariya 448-8671, Japan Materials Transactions, Vol. 52, No. 5 (2011) pp. 934 to 938 Special Issue on Aluminium Alloys 2010 #2011 The Japan Institute of Light Metals
Transcript
Observation of Foaming Behavior for Rolled Sheet Precursors
Made of Various Aluminum Powders*1
Makoto Kobashi, Masato Noguchi*2 and Naoyuki Kanetake
Department of Materials Science and Engineering, Nagoya University, Nagoya 464-8603, Japan
One of the practical applications of porous aluminum is the core material for panel/foam sandwich structures. To manufacture the foam/panel sandwich structure by a powder processing route, a sheet type precursor is essential. Therefore, a foaming behavior of aluminum sheetprecursor (pure Al, 6061Al and Al-7Si) was examined. The foaming behavior was examined by the projected area of a precursor recorded by twovideo cameras from horizontal (lateral-side observation) and vertical (top-surface observation) directions. Average diameters and vertical/horizontal Feret diameter ratios were used to evaluate pore morphology. Free foaming behavior of the sheet type precursors was extremelyunidirectional along the compression direction of the rolled precursor. With regard to pure aluminum and 6061Al precursors, the poremorphology at the early stage of foaming was extremely anisotropic (flat shape), while the pore morphology became spherical when thespecimen reached to the maximum expansion. As for the Al-7Si precursors, such flat anisotropic pores were not observed even at the early stageof foaming. [doi:10.2320/matertrans.L-MZ201113]
(Received October 6, 2010; Accepted December 7, 2010; Published April 13, 2011)
Porous aluminum1–5) possesses several unique propertieswhich can not be achieved by dense materials. High energyabsorption, high sound absorption, low density (<1:0 g/cm3)are, for example, typical unique properties of the porousaluminum. A powder processing route is one of theprocessing techniques to fabricate the porous aluminum.6–8)
In the powder processing method, titanium hydride (TiH2)powder as a blowing agent, which decomposes at temper-atures near the melting point of aluminum and releaseshydrogen gas, was blended with aluminum powders.9) Thepowder blend was then consolidated to make Al-TiH2
precursors, and the precursor was heated in a furnace toinduce melting of aluminum and decomposition of TiH2. Thehydrogen gas released from TiH2 generates many pores. Oneof the major applications of the porous aluminum is a corematerial for sandwich panel structures to improve stiffnessand damping capacity.10) Therefore, the basic understandingof the foaming behavior of sheet precursors made by rollingis essential. In this research, effects of processing parameterson the blowing behavior of sheet precursors made of threekinds of aluminum powders were observed. The processingparameters we focused on were heating temperature andaluminum alloy compositions (pure aluminum, 6061Al andAl-7Si alloys).
2. Experimental Procedure
2.1 Preparation of rolled sheet precursor and foamingexperiment
Pure aluminum, 6061Al alloy, Al-7 mass%Si alloy pow-ders and TiH2 powder (<45 mm) were used in this study.
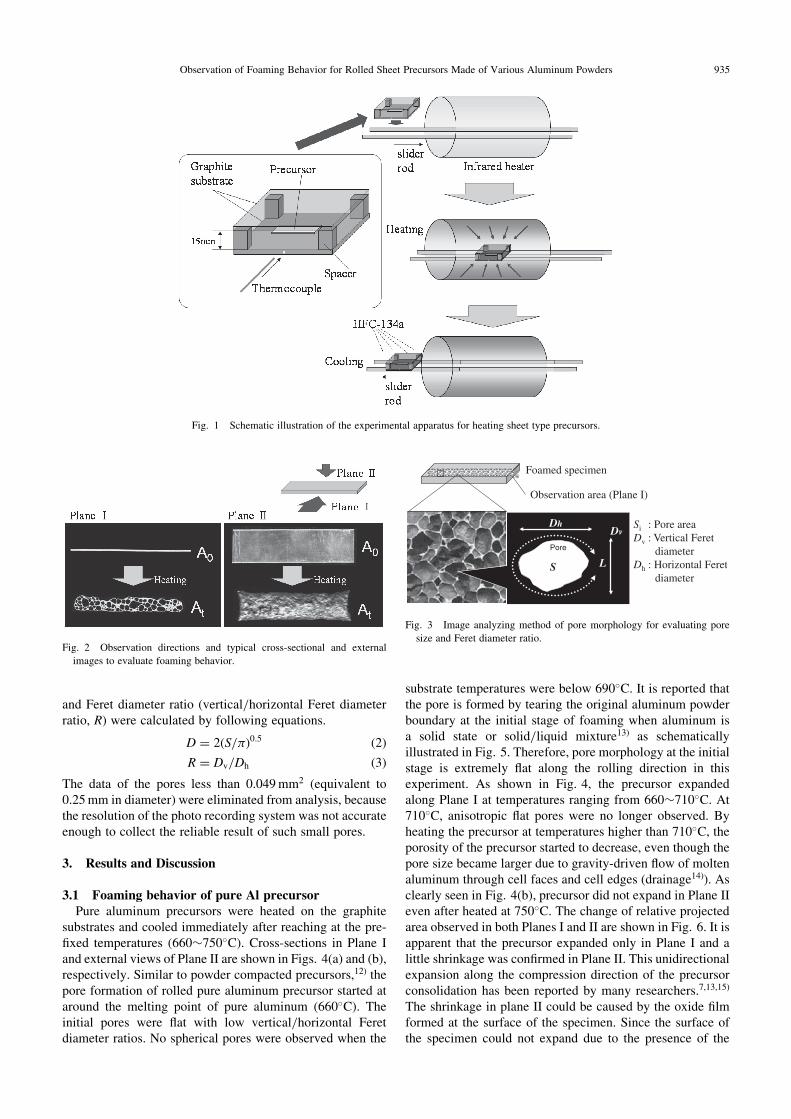
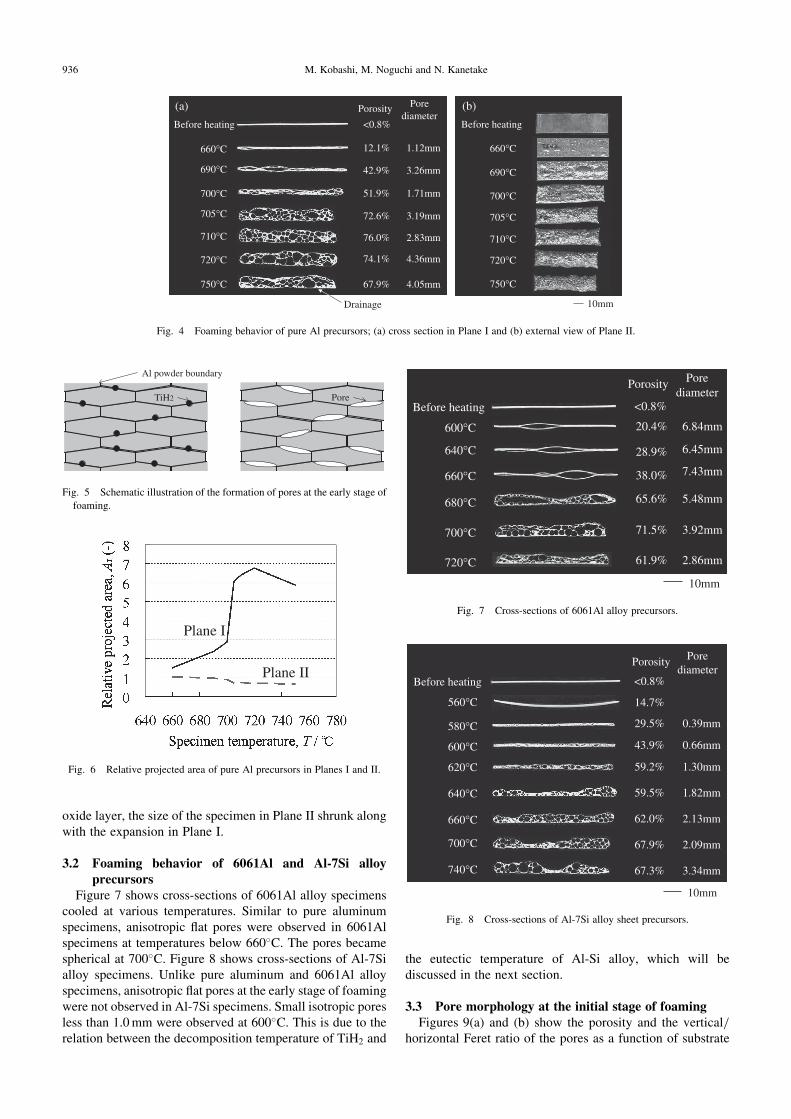
Median diameters (D50) of pure Al, 6061Al and Al-7Sipowders were 45, 41 and 41 mm, respectively. TiH2 powderwas blended with aluminum powders by 0.5 mass%, and theblended powder was compacted by cold isostatic pressing(CIP). The CIPed specimen was then hot-extruded and rolledto make thin sheet precursors (1 mm� 18 mm� 70 mm).The rolled sheet precursor was placed on a graphite substrateand heated in an infrared furnace as shown in Fig. 1. Athermocouple was embedded in the graphite substrate and thetemperature during the heating process was monitored by thetemperature of the graphite substrate. The precursor washeated by 15�C/min after pre-heated at 500�C for 1200 s toequalize the temperature distribution. The blowing behaviorof the precursor was recorded by cameras from two directionsas indicated in Fig. 2. In the present paper, a surface or across-section observed from horizontal direction and verticaldirections will be denoted as Plane I and Plane II,respectively. The foaming behavior in both Planes I and IIwas evaluated by relative projected areas (Ar) defined byeq. (1).11)
Ar ¼ At=A0 ð1Þ
where, At is the projected area at time t and A0 is the initialprojected area.
The specimen was taken out of the furnace at varioustemperatures and cooled immediately by a hydrofluorocar-bon-gas spray (HFC-134a). Apparent density of the porousspecimen was measured by Archimedes method to calculateporosity.
2.2 Characterization of porous specimenThe solidified specimen was cut along Plane I as shown in
Fig. 3 to observe the pore morphology. The cross-sectionalpicture was converted to a black-and-white image. Pore area(S), circumference length (L) and vertical and horizontalFeret diameters (Dv and Dh) were measured from the black-and-white image of the cross-section by an image analyzingsoftware. Pore size (diameter of equivalent area circle, D)
*1The Paper Contains Partial Overlap with the ICAA12 Proceedings by
USB under the Permission of the Editorial Committee.*2Graduate Student, Nagoya University. Present address: Toyota Industries
Corporation, Kariya 448-8671, Japan
Materials Transactions, Vol. 52, No. 5 (2011) pp. 934 to 938Special Issue on Aluminium Alloys 2010#2011 The Japan Institute of Light Metals
and Feret diameter ratio (vertical/horizontal Feret diameterratio, R) were calculated by following equations.
D ¼ 2ðS=�Þ0:5 ð2ÞR ¼ Dv=Dh ð3Þ
The data of the pores less than 0.049 mm2 (equivalent to0.25 mm in diameter) were eliminated from analysis, becausethe resolution of the photo recording system was not accurateenough to collect the reliable result of such small pores.
3. Results and Discussion
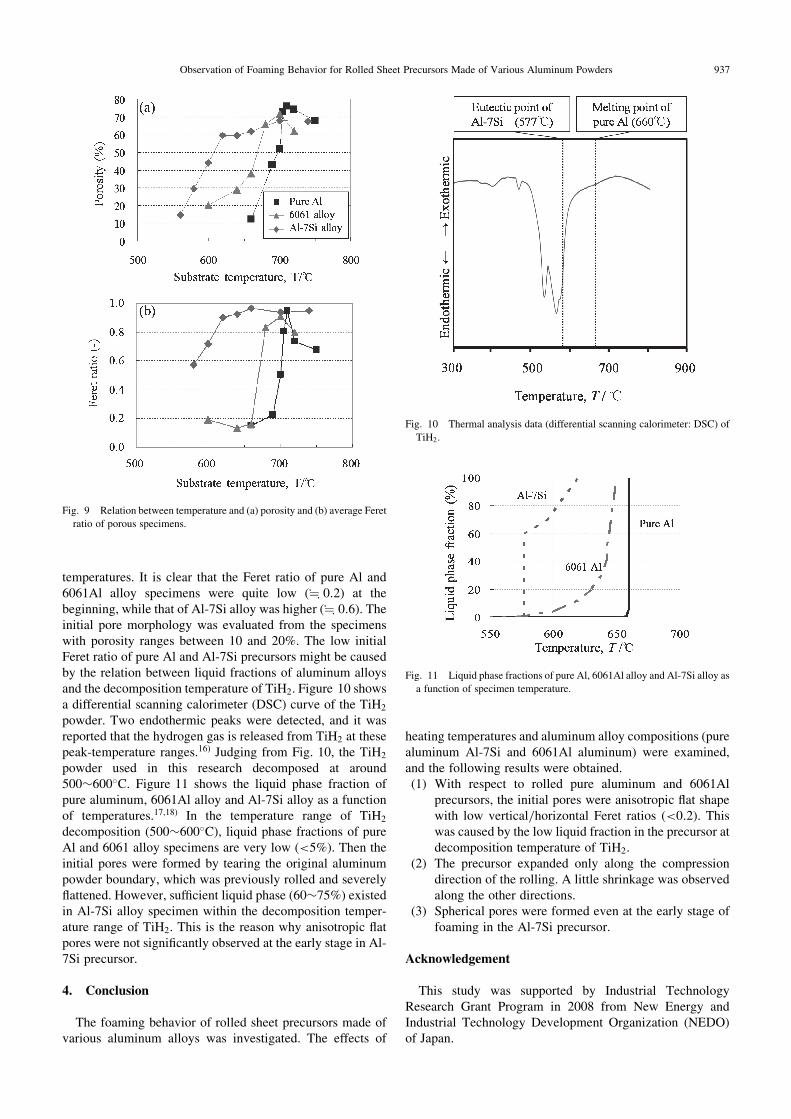
3.1 Foaming behavior of pure Al precursorPure aluminum precursors were heated on the graphite
substrates and cooled immediately after reaching at the pre-fixed temperatures (660�750�C). Cross-sections in Plane Iand external views of Plane II are shown in Figs. 4(a) and (b),respectively. Similar to powder compacted precursors,12) thepore formation of rolled pure aluminum precursor started ataround the melting point of pure aluminum (660�C). Theinitial pores were flat with low vertical/horizontal Feretdiameter ratios. No spherical pores were observed when the
substrate temperatures were below 690�C. It is reported thatthe pore is formed by tearing the original aluminum powderboundary at the initial stage of foaming when aluminum isa solid state or solid/liquid mixture13) as schematicallyillustrated in Fig. 5. Therefore, pore morphology at the initialstage is extremely flat along the rolling direction in thisexperiment. As shown in Fig. 4, the precursor expandedalong Plane I at temperatures ranging from 660�710�C. At710�C, anisotropic flat pores were no longer observed. Byheating the precursor at temperatures higher than 710�C, theporosity of the precursor started to decrease, even though thepore size became larger due to gravity-driven flow of moltenaluminum through cell faces and cell edges (drainage14)). Asclearly seen in Fig. 4(b), precursor did not expand in Plane IIeven after heated at 750�C. The change of relative projectedarea observed in both Planes I and II are shown in Fig. 6. It isapparent that the precursor expanded only in Plane I and alittle shrinkage was confirmed in Plane II. This unidirectionalexpansion along the compression direction of the precursorconsolidation has been reported by many researchers.7,13,15)
The shrinkage in plane II could be caused by the oxide filmformed at the surface of the specimen. Since the surface ofthe specimen could not expand due to the presence of the
Fig. 1 Schematic illustration of the experimental apparatus for heating sheet type precursors.
Fig. 2 Observation directions and typical cross-sectional and external
images to evaluate foaming behavior.
Observation area (Plane I)
Foamed specimen
Si : Pore areaDv : Vertical Feret
diameterDh : Horizontal Feret
diameter
DhDv
LS
Pore
Fig. 3 Image analyzing method of pore morphology for evaluating pore
size and Feret diameter ratio.
Observation of Foaming Behavior for Rolled Sheet Precursors Made of Various Aluminum Powders 935
oxide layer, the size of the specimen in Plane II shrunk alongwith the expansion in Plane I.
3.2 Foaming behavior of 6061Al and Al-7Si alloyprecursors
Figure 7 shows cross-sections of 6061Al alloy specimenscooled at various temperatures. Similar to pure aluminumspecimens, anisotropic flat pores were observed in 6061Alspecimens at temperatures below 660�C. The pores becamespherical at 700�C. Figure 8 shows cross-sections of Al-7Sialloy specimens. Unlike pure aluminum and 6061Al alloyspecimens, anisotropic flat pores at the early stage of foamingwere not observed in Al-7Si specimens. Small isotropic poresless than 1.0 mm were observed at 600�C. This is due to therelation between the decomposition temperature of TiH2 and
the eutectic temperature of Al-Si alloy, which will bediscussed in the next section.
3.3 Pore morphology at the initial stage of foamingFigures 9(a) and (b) show the porosity and the vertical/
horizontal Feret ratio of the pores as a function of substrate
Al powder boundary
TiH2 Pore
Fig. 5 Schematic illustration of the formation of pores at the early stage of
foaming.
Plane I
Plane II
Fig. 6 Relative projected area of pure Al precursors in Planes I and II.
600°C
640°C
660°C
680°C
700°C
720°C
Porosity
Before heating <0.8%
20.4%
28.9%
38.0%
65.6%
71.5%
61.9%
Porediameter
6.84mm
6.45mm
7.43mm
5.48mm
3.92mm
2.86mm
10mm
Fig. 7 Cross-sections of 6061Al alloy precursors.
560°C
580°C
660°C
700°C
740°C
600°C
620°C
640°C
Before heating
14.7%
29.5%
43.9%
59.2%
59.5%
62.0%
67.9%
67.3%
0.39mm
0.66mm
1.30mm
1.82mm
2.13mm
2.09mm
3.34mm
<0.8%
Porosity Porediameter
10mm
Fig. 8 Cross-sections of Al-7Si alloy sheet precursors.
660°C
690°C
700°C
710°C
720°C
705°C
750°C
10mm
Before heating
660°C
690°C
700°C
705°C
710°C
720°C
750°C
(a) Porosity
12.1%
42.9%
51.9%
72.6%
76.0%
74.1%
67.9%
Before heating <0.8%
1.12mm
3.26mm
1.71mm
3.19mm
2.83mm
4.36mm
4.05mm
Porediameter
Drainage
(b)
Fig. 4 Foaming behavior of pure Al precursors; (a) cross section in Plane I and (b) external view of Plane II.
936 M. Kobashi, M. Noguchi and N. Kanetake
temperatures. It is clear that the Feret ratio of pure Al and6061Al alloy specimens were quite low (; 0:2) at thebeginning, while that of Al-7Si alloy was higher (; 0:6). Theinitial pore morphology was evaluated from the specimenswith porosity ranges between 10 and 20%. The low initialFeret ratio of pure Al and Al-7Si precursors might be causedby the relation between liquid fractions of aluminum alloysand the decomposition temperature of TiH2. Figure 10 showsa differential scanning calorimeter (DSC) curve of the TiH2
powder. Two endothermic peaks were detected, and it wasreported that the hydrogen gas is released from TiH2 at thesepeak-temperature ranges.16) Judging from Fig. 10, the TiH2
powder used in this research decomposed at around500�600�C. Figure 11 shows the liquid phase fraction ofpure aluminum, 6061Al alloy and Al-7Si alloy as a functionof temperatures.17,18) In the temperature range of TiH2
decomposition (500�600�C), liquid phase fractions of pureAl and 6061 alloy specimens are very low (<5%). Then theinitial pores were formed by tearing the original aluminumpowder boundary, which was previously rolled and severelyflattened. However, sufficient liquid phase (60�75%) existedin Al-7Si alloy specimen within the decomposition temper-ature range of TiH2. This is the reason why anisotropic flatpores were not significantly observed at the early stage in Al-7Si precursor.
4. Conclusion
The foaming behavior of rolled sheet precursors made ofvarious aluminum alloys was investigated. The effects of
heating temperatures and aluminum alloy compositions (purealuminum Al-7Si and 6061Al aluminum) were examined,and the following results were obtained.(1) With respect to rolled pure aluminum and 6061Al
precursors, the initial pores were anisotropic flat shapewith low vertical/horizontal Feret ratios (<0:2). Thiswas caused by the low liquid fraction in the precursor atdecomposition temperature of TiH2.
(2) The precursor expanded only along the compressiondirection of the rolling. A little shrinkage was observedalong the other directions.
(3) Spherical pores were formed even at the early stage offoaming in the Al-7Si precursor.
Acknowledgement
This study was supported by Industrial TechnologyResearch Grant Program in 2008 from New Energy andIndustrial Technology Development Organization (NEDO)of Japan.
Fig. 9 Relation between temperature and (a) porosity and (b) average Feret
ratio of porous specimens.
Fig. 10 Thermal analysis data (differential scanning calorimeter: DSC) of
TiH2.
Fig. 11 Liquid phase fractions of pure Al, 6061Al alloy and Al-7Si alloy as
a function of specimen temperature.
Observation of Foaming Behavior for Rolled Sheet Precursors Made of Various Aluminum Powders 937
REFERENCES
1) Y. Chino, H. Nakanishi, M. Kobata, H. Iwasaki and M. Mabuchi: Scr.
Mater. 47 (2002) 769–773.
2) T. Miyoshi, M. Itoh, T. Mukai, H. Kanahashi, H. Kohzu, S. Tanabe and
K. Higashi: Scr. Mater. 41 (1999) 1055–1060.
3) S. Asavavisithchai and A. R. Kennedy: Adv. Eng. Mater. 8 (2006) 810–
815.
4) K. Kitazono, A. Kitajima, E. Sato, J. Matsushita and K. Kuribayashi:
Mater. Sci. Eng. A 327 (2002) 128–132.
5) A. R. Kennedy: Scr. Mater. 47 (2002) 763–767.
6) F. Baumgartner, I. Duarte and J. Banhart: Adv. Eng. Mater. 2 (2002)
168–174.
7) I. Duarte and J. Banhart: Acta Mater. 48 (2000) 2349–2362.
8) H. N. G. Wadly: Adv. Eng. Mater. 4 (2002) 726–733.
9) B. Matijasevic and J. Banhart: Scr. Mater. 54 (2006) 503–508.
10) A. Pollien, Y. Conde, L. Pambaguian and A. Mortensen: Mater. Sci.
Eng. A 404 (2005) 9–18.
11) M. Kobashi, N. Sakamoto and N. Kanetake: J. Japan Inst. Light Metals
59 (2009) 7–12.
12) M. Kobashi, S. Tanahashi and N. Kanetake: J. Japan Inst. Light Metals
53 (2003) 427–432.
13) L. Helfen, T. Baumbach, H. Stanzick and J. Banhart: Adv. Eng. Mater.
4 (2002) 808–813.
14) V. Gergely and T. W. Clyne: Acta Mater. 52 (2004) 3047–3058.
15) J. Banhart, H. Stanzick, L. Helfen and T. Baumbach: Appl. Phys. Lett.
78 (2001) 1054–1152.
16) V. Bhosle, E. G. Baburaj, M. Miranova and K. Salama: Mater. Sci. Eng.
A 356 (2003) 190–199.
17) C. Huang, G. Cao and S. Kou: Sci. Technol. Weld. Joining 9 (2004)
149–157.
18) H. B. Dong and R. Brooks: Mater. Sci. Eng. A 413–414 (2005) 480–