21
Operation Analysis INSY 3021 Auburn University Spring 2007
| Date post: | 30-Dec-2015 |
| Category: |
Documents |
| Upload: | bertina-kristin-ellis |
| View: | 217 times |
| Download: | 0 times |

Operation Analysis
INSY 3021
Auburn UniversitySpring 2007

Questioning Attitude Why is this operation necessary? What can be done to make the job
safer? Who can best perform the
operation? When is the best time to schedule
this maintenance? How can the task be improved?

Operation Purpose Try to eliminate or combine an operation
prior to improving it! Some operations exist because the
previous work was unacceptable, necessitating “touch-up” work supposedly accomplished by the first operation.
Can an outside supplier perform the operation more economically?

Questioning Attitude

Part Design Review every design for possible
improvements. Simplify design to reduce # of parts. Make joining, machining, and
assembly easier. Design for manufacturing.

Tolerances and Specifications Designers may overcompensate with
very tight tolerances (high production cost and time consuming) because they are not aware of the capabilities of the manufacturing dept.
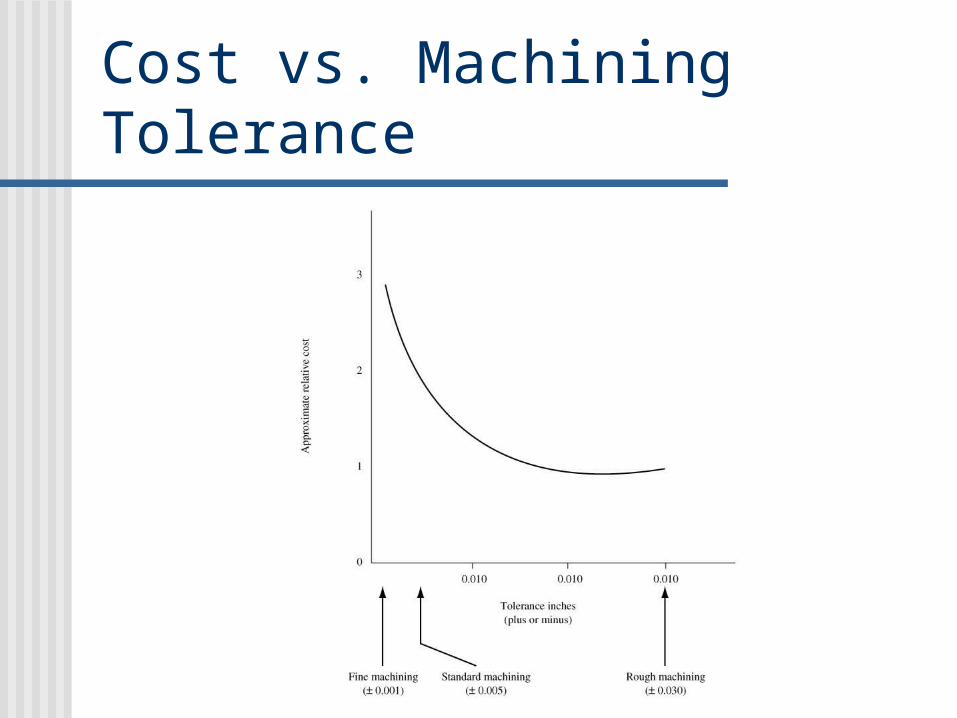
Cost vs. Machining Tolerance
Find a less expensive material Find materials that are easier to process Use materials more economically Use salvage materials Use supplies and tools more economically Standardize materials Negotiate best prices from vendors
Materials

Manufacturing Sequence and Process Rearrange operations Mechanize manual operations
(ergonomically designed tools) Use of robots Operate mechanical facilities more
effectively Manufacture near the net shape
(eliminates material removal)

Setup Reduction (SMED) and Tools Tooling amount based on production
quantity, recorders, labor, time limits and capital.
Perform setup work while the machine is running
Use efficient clamping devices Eliminate large adjustments Use templates or block gages Maintain records of difficult setups

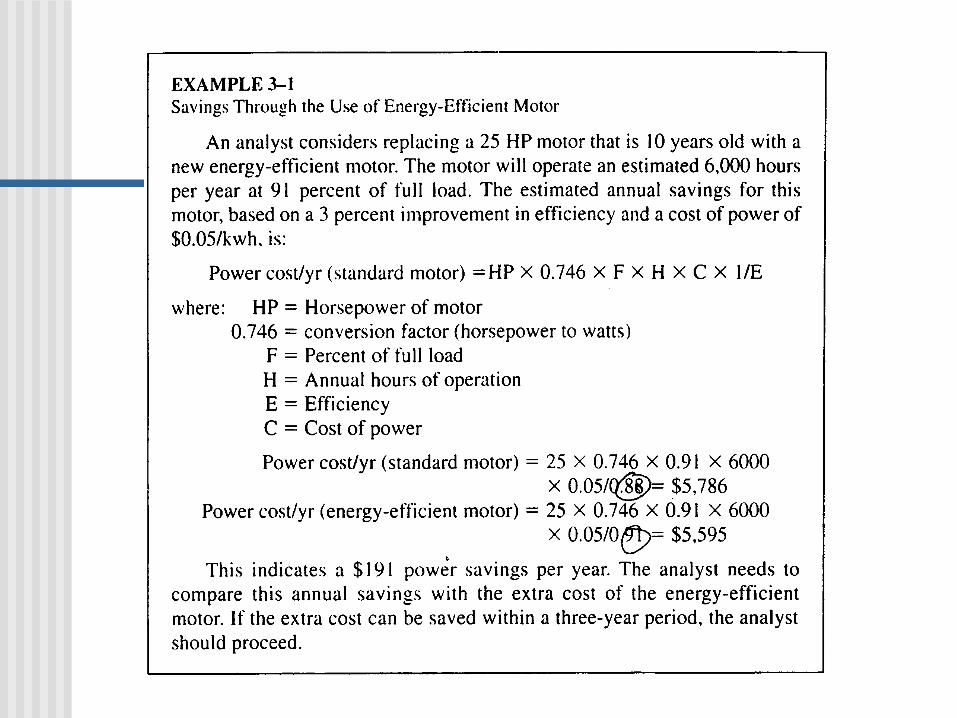
Machine Efficiency Use multiple cutting tools to use
available power Use most efficient tooling Energy efficient motors

Material Handling (MH) Depending on the part, 30%-50% of the
cost is due to MH Reduce time spent picking up the
material Use mechanized equipment Make better use of existing handling
facilities Handle material with the greater care Use bar-coding where applicable

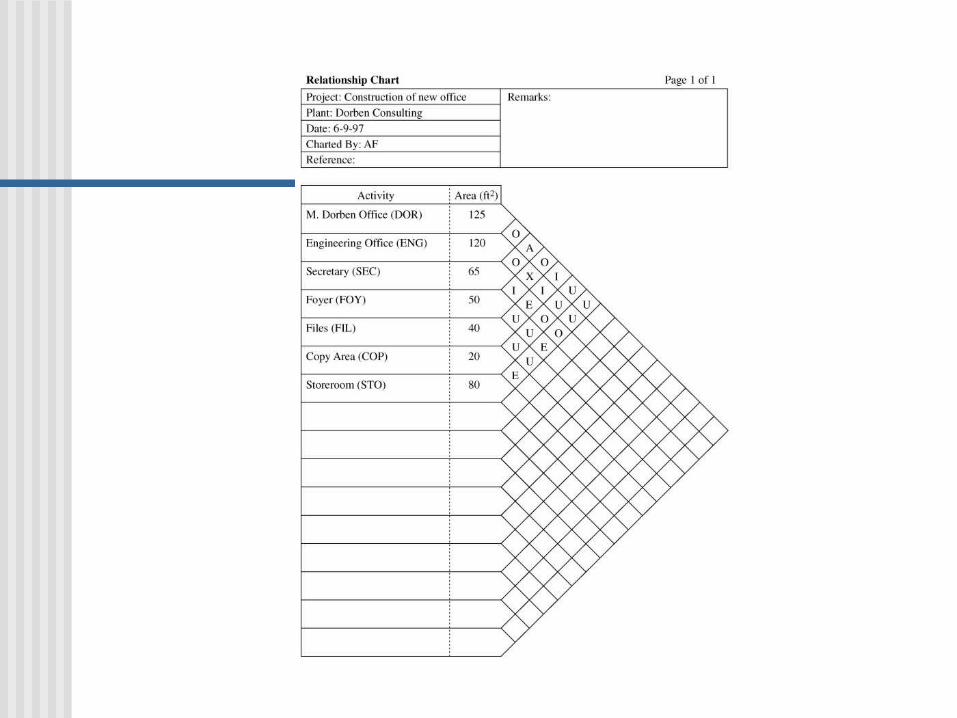
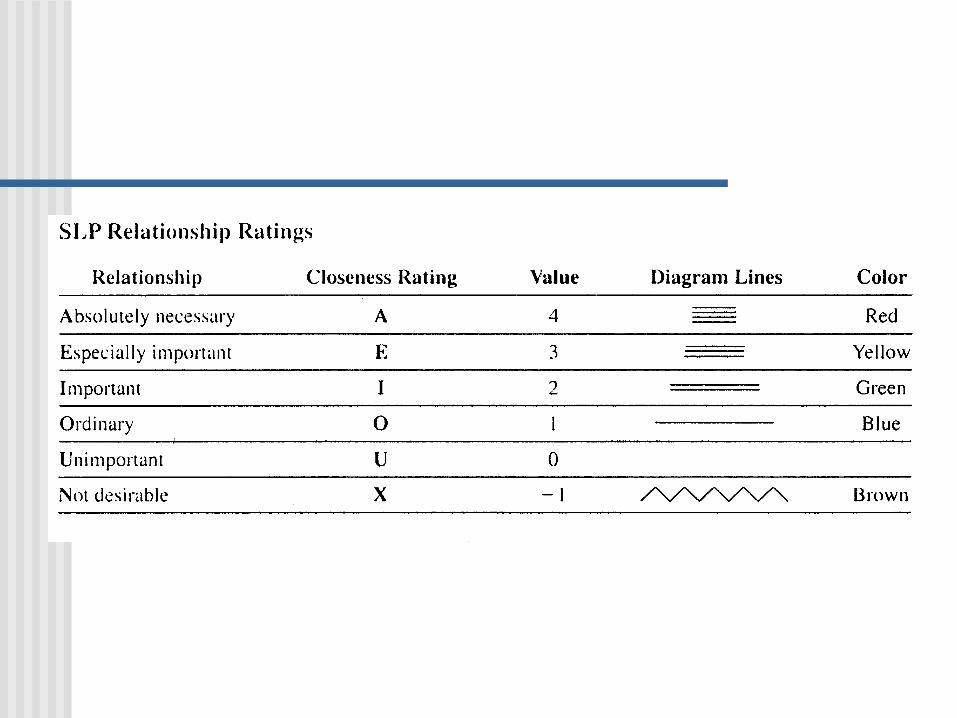
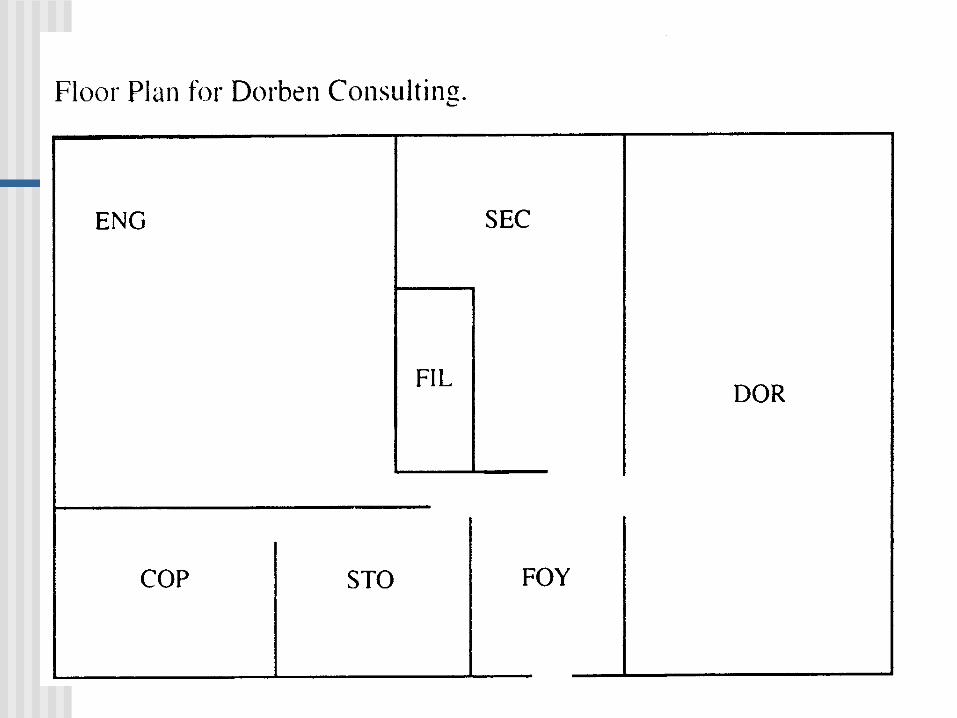
Plant Layout Layout types (product or straight
line & process or functional) Travel charts Muther’s Systematic Layout Plan
(SLP)

Travel Chart

Work Design Manual work and principles of
motion economy Ergonomic principles of workplace
and tool design Working and environmental
conditions
Questions & Comments

















