IRON USING TIO
ABSTRACT
This study was carried out
study is to investigate the performance of grinding of ductile iron based on response surface method and to develop
optimization model for grinding parameters u
selected was surface grinding and it was carried out two different coolants which are conventional coolant and titanium
dioxide nanocoolant. The selected inputs variables are table sp
single pass and multiple pass. The selected output parameters are temperature rise, surface roughness and material removal
rate. The ANOVA test has been carried out to check the adequacy of the devel
mathematical model for MRR, surface roughness and temperature rise are developed based on response surface method.
The artificial neural network model has been developed and analysis the performance parameters of g
using two different types of coolant including the conventional as well as TiO
that nanofluids as grinding coolants produces the better surface finish, good value of material removal rate and act
effectively on minimizing grinding temperature. The developed ANN model can be used as
Key
INTRODUCTION
Grinding is a material removal and surface generation
process used to shape and finish components made of
metals and other materials. The precision and surface
finish obtained through grinding can be up to ten times
better than with either turning or milli
and Sluga, 2005; Shen, Shih
employs an abrasive product, usually a rotating wheel
brought into controlled contact with a work surface
(Kadirgama, Rahman, Ismail and
and
2014; Walsh, Baliga
wheel is composed of abrasive grains held together in a
binder. Heat generation is an i
grinding process. It can degrade the integrity of the wheel
matrix and/or abrasive, reduce workpiece surface quality
by causing thermal cracks or burning of the surface,
introduce strength reducing tensile residual stresses, and
crea
Malkin
the grinding mechanism either by softe
by introducing phase transformations. This is one of the
important output parameters that will be observed where it
will be influenced widely on the usage of nano
large volume of grinding fluid is most commonly used to
floo
productivity targets while often neglecting the seemingly
fewer tangible environmental safety hazards. In addition,
OPTIMIZATION OF ABRASIVE MACHINING OF DUCTILE CAST
IRON USING TIO
ABSTRACT
This study was carried out
study is to investigate the performance of grinding of ductile iron based on response surface method and to develop
optimization model for grinding parameters u
selected was surface grinding and it was carried out two different coolants which are conventional coolant and titanium
dioxide nanocoolant. The selected inputs variables are table sp
single pass and multiple pass. The selected output parameters are temperature rise, surface roughness and material removal
rate. The ANOVA test has been carried out to check the adequacy of the devel
mathematical model for MRR, surface roughness and temperature rise are developed based on response surface method.
The artificial neural network model has been developed and analysis the performance parameters of g
using two different types of coolant including the conventional as well as TiO
that nanofluids as grinding coolants produces the better surface finish, good value of material removal rate and act
effectively on minimizing grinding temperature. The developed ANN model can be used as
Keywords: Grinding
INTRODUCTION
Grinding is a material removal and surface generation
process used to shape and finish components made of
metals and other materials. The precision and surface
finish obtained through grinding can be up to ten times
better than with either turning or milli
and Sluga, 2005; Shen, Shih
employs an abrasive product, usually a rotating wheel
brought into controlled contact with a work surface
(Kadirgama, Rahman, Ismail and
and Kadirgama, 2014; Rahman, Kadirgama
2014; Walsh, Baliga
wheel is composed of abrasive grains held together in a
binder. Heat generation is an i
grinding process. It can degrade the integrity of the wheel
matrix and/or abrasive, reduce workpiece surface quality
by causing thermal cracks or burning of the surface,
introduce strength reducing tensile residual stresses, and
creates dimensional inaccuracies
Malkin and Guo, 2007)
the grinding mechanism either by softe
by introducing phase transformations. This is one of the
important output parameters that will be observed where it
will be influenced widely on the usage of nano
large volume of grinding fluid is most commonly used to
flood the grinding zone, hoping to achieve tangible
productivity targets while often neglecting the seemingly
fewer tangible environmental safety hazards. In addition,
VOL. X, NO. X
OPTIMIZATION OF ABRASIVE MACHINING OF DUCTILE CAST
IRON USING TIO
M.M. R
This study was carried out
study is to investigate the performance of grinding of ductile iron based on response surface method and to develop
optimization model for grinding parameters u
selected was surface grinding and it was carried out two different coolants which are conventional coolant and titanium
dioxide nanocoolant. The selected inputs variables are table sp
single pass and multiple pass. The selected output parameters are temperature rise, surface roughness and material removal
rate. The ANOVA test has been carried out to check the adequacy of the devel
mathematical model for MRR, surface roughness and temperature rise are developed based on response surface method.
The artificial neural network model has been developed and analysis the performance parameters of g
using two different types of coolant including the conventional as well as TiO
that nanofluids as grinding coolants produces the better surface finish, good value of material removal rate and act
effectively on minimizing grinding temperature. The developed ANN model can be used as
Grinding Multilayer perceptron A
INTRODUCTION Grinding is a material removal and surface generation
process used to shape and finish components made of
metals and other materials. The precision and surface
finish obtained through grinding can be up to ten times
better than with either turning or milli
and Sluga, 2005; Shen, Shih
employs an abrasive product, usually a rotating wheel
brought into controlled contact with a work surface
(Kadirgama, Rahman, Ismail and
Kadirgama, 2014; Rahman, Kadirgama
2014; Walsh, Baliga and Hodgson, 2002)
wheel is composed of abrasive grains held together in a
binder. Heat generation is an i
grinding process. It can degrade the integrity of the wheel
matrix and/or abrasive, reduce workpiece surface quality
by causing thermal cracks or burning of the surface,
introduce strength reducing tensile residual stresses, and
tes dimensional inaccuracies
Guo, 2007). Temperature may also influence
the grinding mechanism either by softe
by introducing phase transformations. This is one of the
important output parameters that will be observed where it
will be influenced widely on the usage of nano
large volume of grinding fluid is most commonly used to
d the grinding zone, hoping to achieve tangible
productivity targets while often neglecting the seemingly
fewer tangible environmental safety hazards. In addition,
X, XXXXXXXX
ARPN Journal of Engineering and
©2006-2015
OPTIMIZATION OF ABRASIVE MACHINING OF DUCTILE CAST
IRON USING TIO2 NANOPARTICLES: A MULTILAYER PERCEPTRON
M.M. RAHMAN, K. KADIRGAMA, M.M. NOOR and
Faculty of Mechanical Engineering, Universiti Malaysia Pahang
Phone: +6094246239; Fax: +6094246222
to study the effects of using nanofluids as abrasive machining coolants. The objective of this
study is to investigate the performance of grinding of ductile iron based on response surface method and to develop
optimization model for grinding parameters u
selected was surface grinding and it was carried out two different coolants which are conventional coolant and titanium
dioxide nanocoolant. The selected inputs variables are table sp
single pass and multiple pass. The selected output parameters are temperature rise, surface roughness and material removal
rate. The ANOVA test has been carried out to check the adequacy of the devel
mathematical model for MRR, surface roughness and temperature rise are developed based on response surface method.
The artificial neural network model has been developed and analysis the performance parameters of g
using two different types of coolant including the conventional as well as TiO
that nanofluids as grinding coolants produces the better surface finish, good value of material removal rate and act
effectively on minimizing grinding temperature. The developed ANN model can be used as
Multilayer perceptron A
Grinding is a material removal and surface generation
process used to shape and finish components made of
metals and other materials. The precision and surface
finish obtained through grinding can be up to ten times
better than with either turning or milling
and Sluga, 2005; Shen, Shih and Simon, 2008)
employs an abrasive product, usually a rotating wheel
brought into controlled contact with a work surface
(Kadirgama, Rahman, Ismail and Bakar, 2012; Ra
Kadirgama, 2014; Rahman, Kadirgama
Hodgson, 2002)
wheel is composed of abrasive grains held together in a
binder. Heat generation is an important factor in the
grinding process. It can degrade the integrity of the wheel
matrix and/or abrasive, reduce workpiece surface quality
by causing thermal cracks or burning of the surface,
introduce strength reducing tensile residual stresses, and
tes dimensional inaccuracies (Chen
. Temperature may also influence
the grinding mechanism either by softening the material or
by introducing phase transformations. This is one of the
important output parameters that will be observed where it
will be influenced widely on the usage of nano
large volume of grinding fluid is most commonly used to
d the grinding zone, hoping to achieve tangible
productivity targets while often neglecting the seemingly
fewer tangible environmental safety hazards. In addition,
Journal of Engineering and
15 Asian Research Pub
www.a
OPTIMIZATION OF ABRASIVE MACHINING OF DUCTILE CAST
NANOPARTICLES: A MULTILAYER PERCEPTRON
APPROACH
AHMAN, K. KADIRGAMA, M.M. NOOR and
of Mechanical Engineering, Universiti Malaysia Pahang
26600 Pekan, Pahang, Malaysia
Email: [email protected]
Phone: +6094246239; Fax: +6094246222
to study the effects of using nanofluids as abrasive machining coolants. The objective of this
study is to investigate the performance of grinding of ductile iron based on response surface method and to develop
optimization model for grinding parameters using artificial neural network technique. The abrasive machining process
selected was surface grinding and it was carried out two different coolants which are conventional coolant and titanium
dioxide nanocoolant. The selected inputs variables are table sp
single pass and multiple pass. The selected output parameters are temperature rise, surface roughness and material removal
rate. The ANOVA test has been carried out to check the adequacy of the devel
mathematical model for MRR, surface roughness and temperature rise are developed based on response surface method.
The artificial neural network model has been developed and analysis the performance parameters of g
using two different types of coolant including the conventional as well as TiO
that nanofluids as grinding coolants produces the better surface finish, good value of material removal rate and act
effectively on minimizing grinding temperature. The developed ANN model can be used as
Multilayer perceptron Approach
Grinding is a material removal and surface generation
process used to shape and finish components made of
metals and other materials. The precision and surface
finish obtained through grinding can be up to ten times
ng (Krajnik, Kopac
Simon, 2008). Grinding
employs an abrasive product, usually a rotating wheel
brought into controlled contact with a work surface
Bakar, 2012; Rahman
Kadirgama, 2014; Rahman, Kadirgama and Ab Aziz,
Hodgson, 2002). The grinding
wheel is composed of abrasive grains held together in a
mportant factor in the
grinding process. It can degrade the integrity of the wheel
matrix and/or abrasive, reduce workpiece surface quality
by causing thermal cracks or burning of the surface,
introduce strength reducing tensile residual stresses, and
(Chen and Rowe, 1996;
. Temperature may also influence
ning the material or
by introducing phase transformations. This is one of the
important output parameters that will be observed where it
will be influenced widely on the usage of nano-coolants. A
large volume of grinding fluid is most commonly used to
d the grinding zone, hoping to achieve tangible
productivity targets while often neglecting the seemingly
fewer tangible environmental safety hazards. In addition,
Journal of Engineering and
rch Publishing Network (ARPN).
www.arpnjournals
OPTIMIZATION OF ABRASIVE MACHINING OF DUCTILE CAST
NANOPARTICLES: A MULTILAYER PERCEPTRON
APPROACH
AHMAN, K. KADIRGAMA, M.M. NOOR and
of Mechanical Engineering, Universiti Malaysia Pahang
26600 Pekan, Pahang, Malaysia
Email: [email protected]
Phone: +6094246239; Fax: +6094246222
to study the effects of using nanofluids as abrasive machining coolants. The objective of this
study is to investigate the performance of grinding of ductile iron based on response surface method and to develop
sing artificial neural network technique. The abrasive machining process
selected was surface grinding and it was carried out two different coolants which are conventional coolant and titanium
dioxide nanocoolant. The selected inputs variables are table speed, depth of cut and type of grinding pattern which are
single pass and multiple pass. The selected output parameters are temperature rise, surface roughness and material removal
rate. The ANOVA test has been carried out to check the adequacy of the devel
mathematical model for MRR, surface roughness and temperature rise are developed based on response surface method.
The artificial neural network model has been developed and analysis the performance parameters of g
using two different types of coolant including the conventional as well as TiO
that nanofluids as grinding coolants produces the better surface finish, good value of material removal rate and act
effectively on minimizing grinding temperature. The developed ANN model can be used as
pproach TiO2 Nanofluid
Grinding is a material removal and surface generation
process used to shape and finish components made of
metals and other materials. The precision and surface
finish obtained through grinding can be up to ten times
(Krajnik, Kopac
. Grinding
employs an abrasive product, usually a rotating wheel
brought into controlled contact with a work surface
hman
Ab Aziz,
. The grinding
wheel is composed of abrasive grains held together in a
mportant factor in the
grinding process. It can degrade the integrity of the wheel
matrix and/or abrasive, reduce workpiece surface quality
by causing thermal cracks or burning of the surface,
introduce strength reducing tensile residual stresses, and
Rowe, 1996;
. Temperature may also influence
ning the material or
by introducing phase transformations. This is one of the
important output parameters that will be observed where it
coolants. A
large volume of grinding fluid is most commonly used to
d the grinding zone, hoping to achieve tangible
productivity targets while often neglecting the seemingly
fewer tangible environmental safety hazards. In addition,
the inherent high cost of disposal or recycling of the
grinding fluid becomes another major
as the environmental regulations get stricter. Minimizing
the quantity of cutting fluid is desirable in grinding.
performance and contain lower
aluminum oxide (Al
super
high
nitride (CBN)
Vinayagam, 2010)
industries cannot achieve their productivity goals with
conventional grinding wheels. The use of a super abrasive
grinding wheel is prohibitively expensive
many machine shops. Therefore, a limited number of
manufacturing companies are using super
in their grinding operations
abrasives used in industry are synthetic. Aluminum oxide
is used in three quarters of all grinding operations, and is
primarily used to grind ferrous metals. Next is silicon
carbide, which
metals and high density materials, such as cemented
carbide or ceramics. Super abrasives, namely cubic boron
nitride or "CBN" and diamond, are used in about five
percent of grinding. Hard ferrous materials are grou
with "CBN" while non
are best ground with diamond. The grain size of abrasive
materials is important to the process.
Journal of Engineering and Applied Sciences
Network (ARPN). All righ
s.com
OPTIMIZATION OF ABRASIVE MACHINING OF DUCTILE CAST
NANOPARTICLES: A MULTILAYER PERCEPTRON
APPROACH
AHMAN, K. KADIRGAMA, M.M. NOOR and
of Mechanical Engineering, Universiti Malaysia Pahang
26600 Pekan, Pahang, Malaysia
Email: [email protected]
Phone: +6094246239; Fax: +6094246222
to study the effects of using nanofluids as abrasive machining coolants. The objective of this
study is to investigate the performance of grinding of ductile iron based on response surface method and to develop
sing artificial neural network technique. The abrasive machining process
selected was surface grinding and it was carried out two different coolants which are conventional coolant and titanium
eed, depth of cut and type of grinding pattern which are
single pass and multiple pass. The selected output parameters are temperature rise, surface roughness and material removal
rate. The ANOVA test has been carried out to check the adequacy of the developed mathematical model. The second order
mathematical model for MRR, surface roughness and temperature rise are developed based on response surface method.
The artificial neural network model has been developed and analysis the performance parameters of g
using two different types of coolant including the conventional as well as TiO2
that nanofluids as grinding coolants produces the better surface finish, good value of material removal rate and act
effectively on minimizing grinding temperature. The developed ANN model can be used as
anofluid Ductile Cast I
the inherent high cost of disposal or recycling of the
grinding fluid becomes another major
as the environmental regulations get stricter. Minimizing
the quantity of cutting fluid is desirable in grinding.
The conventional grinding wheels are low
performance and contain lower
aluminum oxide (Al
super-abrasive wheels are higher performance and contain
high-cost abrasives consisting of diamond or cubic boron
nitride (CBN)(Lee, Nam, Li
Vinayagam, 2010)
industries cannot achieve their productivity goals with
conventional grinding wheels. The use of a super abrasive
grinding wheel is prohibitively expensive
many machine shops. Therefore, a limited number of
manufacturing companies are using super
in their grinding operations
abrasives used in industry are synthetic. Aluminum oxide
is used in three quarters of all grinding operations, and is
primarily used to grind ferrous metals. Next is silicon
carbide, which is used for grinding softer, non
metals and high density materials, such as cemented
carbide or ceramics. Super abrasives, namely cubic boron
nitride or "CBN" and diamond, are used in about five
percent of grinding. Hard ferrous materials are grou
with "CBN" while non
are best ground with diamond. The grain size of abrasive
materials is important to the process.
pplied Sciences
hts reserved.
OPTIMIZATION OF ABRASIVE MACHINING OF DUCTILE CAST
NANOPARTICLES: A MULTILAYER PERCEPTRON
AHMAN, K. KADIRGAMA, M.M. NOOR and D. RAMASAMY
of Mechanical Engineering, Universiti Malaysia Pahang
Phone: +6094246239; Fax: +6094246222
to study the effects of using nanofluids as abrasive machining coolants. The objective of this
study is to investigate the performance of grinding of ductile iron based on response surface method and to develop
sing artificial neural network technique. The abrasive machining process
selected was surface grinding and it was carried out two different coolants which are conventional coolant and titanium
eed, depth of cut and type of grinding pattern which are
single pass and multiple pass. The selected output parameters are temperature rise, surface roughness and material removal
oped mathematical model. The second order
mathematical model for MRR, surface roughness and temperature rise are developed based on response surface method.
The artificial neural network model has been developed and analysis the performance parameters of g
nanocoolant. The obtained results shows
that nanofluids as grinding coolants produces the better surface finish, good value of material removal rate and act
effectively on minimizing grinding temperature. The developed ANN model can be used as a basis of grinding processes
Ductile Cast Iron
the inherent high cost of disposal or recycling of the
grinding fluid becomes another major
as the environmental regulations get stricter. Minimizing
the quantity of cutting fluid is desirable in grinding.
The conventional grinding wheels are low
performance and contain lower
aluminum oxide (Al2O3) and s
abrasive wheels are higher performance and contain
cost abrasives consisting of diamond or cubic boron
(Lee, Nam, Li and
Vinayagam, 2010). In many applications, manufacturing
industries cannot achieve their productivity goals with
conventional grinding wheels. The use of a super abrasive
grinding wheel is prohibitively expensive
many machine shops. Therefore, a limited number of
manufacturing companies are using super
in their grinding operations (Krueger et al., 2000)
abrasives used in industry are synthetic. Aluminum oxide
is used in three quarters of all grinding operations, and is
primarily used to grind ferrous metals. Next is silicon
is used for grinding softer, non
metals and high density materials, such as cemented
carbide or ceramics. Super abrasives, namely cubic boron
nitride or "CBN" and diamond, are used in about five
percent of grinding. Hard ferrous materials are grou
with "CBN" while non-ferrous materials and non
are best ground with diamond. The grain size of abrasive
materials is important to the process.
ISSN 1819-6
OPTIMIZATION OF ABRASIVE MACHINING OF DUCTILE CAST
NANOPARTICLES: A MULTILAYER PERCEPTRON
D. RAMASAMY
to study the effects of using nanofluids as abrasive machining coolants. The objective of this
study is to investigate the performance of grinding of ductile iron based on response surface method and to develop
sing artificial neural network technique. The abrasive machining process
selected was surface grinding and it was carried out two different coolants which are conventional coolant and titanium
eed, depth of cut and type of grinding pattern which are
single pass and multiple pass. The selected output parameters are temperature rise, surface roughness and material removal
oped mathematical model. The second order
mathematical model for MRR, surface roughness and temperature rise are developed based on response surface method.
The artificial neural network model has been developed and analysis the performance parameters of grinding processes
nanocoolant. The obtained results shows
that nanofluids as grinding coolants produces the better surface finish, good value of material removal rate and act
a basis of grinding processes
the inherent high cost of disposal or recycling of the
grinding fluid becomes another major concern, especially
as the environmental regulations get stricter. Minimizing
the quantity of cutting fluid is desirable in grinding.
The conventional grinding wheels are low
performance and contain lower-cost abrasives such as
) and silicon carbide (SiC). The
abrasive wheels are higher performance and contain
cost abrasives consisting of diamond or cubic boron
and Lee, 2010; Prabhu
. In many applications, manufacturing
industries cannot achieve their productivity goals with
conventional grinding wheels. The use of a super abrasive
grinding wheel is prohibitively expensive and complex for
many machine shops. Therefore, a limited number of
manufacturing companies are using super-abrasive wheels
(Krueger et al., 2000)
abrasives used in industry are synthetic. Aluminum oxide
is used in three quarters of all grinding operations, and is
primarily used to grind ferrous metals. Next is silicon
is used for grinding softer, non
metals and high density materials, such as cemented
carbide or ceramics. Super abrasives, namely cubic boron
nitride or "CBN" and diamond, are used in about five
percent of grinding. Hard ferrous materials are grou
ferrous materials and non
are best ground with diamond. The grain size of abrasive
materials is important to the process.
6608
1
OPTIMIZATION OF ABRASIVE MACHINING OF DUCTILE CAST
NANOPARTICLES: A MULTILAYER PERCEPTRON
to study the effects of using nanofluids as abrasive machining coolants. The objective of this
study is to investigate the performance of grinding of ductile iron based on response surface method and to develop
sing artificial neural network technique. The abrasive machining process
selected was surface grinding and it was carried out two different coolants which are conventional coolant and titanium
eed, depth of cut and type of grinding pattern which are
single pass and multiple pass. The selected output parameters are temperature rise, surface roughness and material removal
oped mathematical model. The second order
mathematical model for MRR, surface roughness and temperature rise are developed based on response surface method.
rinding processes
nanocoolant. The obtained results shows
that nanofluids as grinding coolants produces the better surface finish, good value of material removal rate and act
a basis of grinding processes.
the inherent high cost of disposal or recycling of the
concern, especially
as the environmental regulations get stricter. Minimizing
the quantity of cutting fluid is desirable in grinding.
The conventional grinding wheels are low
cost abrasives such as
ilicon carbide (SiC). The
abrasive wheels are higher performance and contain
cost abrasives consisting of diamond or cubic boron
Lee, 2010; Prabhu and
. In many applications, manufacturing
industries cannot achieve their productivity goals with
conventional grinding wheels. The use of a super abrasive
and complex for
many machine shops. Therefore, a limited number of
abrasive wheels
(Krueger et al., 2000). Most
abrasives used in industry are synthetic. Aluminum oxide
is used in three quarters of all grinding operations, and is
primarily used to grind ferrous metals. Next is silicon
is used for grinding softer, non-ferrous
metals and high density materials, such as cemented
carbide or ceramics. Super abrasives, namely cubic boron
nitride or "CBN" and diamond, are used in about five
percent of grinding. Hard ferrous materials are ground
ferrous materials and non-metals
are best ground with diamond. The grain size of abrasive
to study the effects of using nanofluids as abrasive machining coolants. The objective of this
study is to investigate the performance of grinding of ductile iron based on response surface method and to develop
sing artificial neural network technique. The abrasive machining process
selected was surface grinding and it was carried out two different coolants which are conventional coolant and titanium
eed, depth of cut and type of grinding pattern which are
single pass and multiple pass. The selected output parameters are temperature rise, surface roughness and material removal
oped mathematical model. The second order
mathematical model for MRR, surface roughness and temperature rise are developed based on response surface method.
rinding processes
nanocoolant. The obtained results shows
that nanofluids as grinding coolants produces the better surface finish, good value of material removal rate and acts
the inherent high cost of disposal or recycling of the
concern, especially
as the environmental regulations get stricter. Minimizing
The conventional grinding wheels are low
cost abrasives such as
ilicon carbide (SiC). The
abrasive wheels are higher performance and contain
cost abrasives consisting of diamond or cubic boron
and
. In many applications, manufacturing
industries cannot achieve their productivity goals with
conventional grinding wheels. The use of a super abrasive
and complex for
many machine shops. Therefore, a limited number of
abrasive wheels
. Most
abrasives used in industry are synthetic. Aluminum oxide
is used in three quarters of all grinding operations, and is
primarily used to grind ferrous metals. Next is silicon
ferrous
metals and high density materials, such as cemented
carbide or ceramics. Super abrasives, namely cubic boron
nitride or "CBN" and diamond, are used in about five
nd
metals
are best ground with diamond. The grain size of abrasive
consisting of solid nanoparticles with sizes typically
100 nm suspended in liquid. Nanofluids have attracted
great interest recently because of reports of greatly
enhanced thermal properties
Kadirgama, 2013; Mahendran, Lee, Sharma
2012; Syam Sundar
particle
(>10%) of particles to achieve such enhancement
Choi, Wenhua
Roetzel, 2003)
so far include thermal conductivities exceeding those of
traditional solid/liquid suspensions; a nonlinear
relationship between thermal conductivity and
concentration in the case of nanofluids containing carbon
nanotubes; strongly temperature
conductivity; and a significant increase in critical heat flux
in boiling heat transfer
2013; Hussein, Bakar, Kadirgama
et al., 2011; Ravisankar
Sundar
highly desirable for thermal systems; a stable and easily
synthesized fluid with these attributes and
viscosity would be a strong candidate for the next
generation of liquid coolants
Risby, 2013; Ravisankar
increasing interest in using artificial neural networks
(ANNs) for modelling and optimization of machining
process
2011; Rahman
are developed based on many simplified assumptions. It is
sometimes difficult to adjust the parameters of the above
mentioned models according to the actual situation of the
machining process. Therefore, an artificial neural
networks
possess massive parallel computing capability, have
attracted much attention in research on machining
processes. ANN provides significant advantages in solving
processing problems that require real
interpretation of relationships among variables of high
dimensional space
2012; Rahman, 2012; Rahman, Mohyaldeen, No
Kadirgama
applied in modeling many metal
as turning, milling and drilling. The general ability of the
network is actual
factors are the selection of the appropriate input/output
parameters of the system, the distribution of the dataset,
and the format of the presentation of the dataset to the
network. The selection of the neuron number,
layers, activation function and training algorithm are very
important to obtain the best results. The objectives of this
study are to investigate the effect of titanium dioxide
(TiO
develop optimiza
multilayer perceptron technique.
Nanofluids are solid
consisting of solid nanoparticles with sizes typically
100 nm suspended in liquid. Nanofluids have attracted
great interest recently because of reports of greatly
enhanced thermal properties
Kadirgama, 2013; Mahendran, Lee, Sharma
2012; Syam Sundar
particle-liquid suspensions require high concentrations
(>10%) of particles to achieve such enhancement
Choi, Wenhua
Roetzel, 2003)
so far include thermal conductivities exceeding those of
traditional solid/liquid suspensions; a nonlinear
relationship between thermal conductivity and
concentration in the case of nanofluids containing carbon
nanotubes; strongly temperature
conductivity; and a significant increase in critical heat flux
in boiling heat transfer
2013; Hussein, Bakar, Kadirgama
et al., 2011; Ravisankar
Sundar and Sharma, 2011b)
highly desirable for thermal systems; a stable and easily
synthesized fluid with these attributes and
viscosity would be a strong candidate for the next
generation of liquid coolants
Risby, 2013; Ravisankar
increasing interest in using artificial neural networks
(ANNs) for modelling and optimization of machining
process (Kadirgama et al., 2012; Madic
2011; Rahman
are developed based on many simplified assumptions. It is
sometimes difficult to adjust the parameters of the above
mentioned models according to the actual situation of the
machining process. Therefore, an artificial neural
networks can map the input/output relationships and
possess massive parallel computing capability, have
attracted much attention in research on machining
processes. ANN provides significant advantages in solving
processing problems that require real
interpretation of relationships among variables of high
dimensional space
2012; Rahman, 2012; Rahman, Mohyaldeen, No
Kadirgama and
applied in modeling many metal
as turning, milling and drilling. The general ability of the
network is actual
factors are the selection of the appropriate input/output
parameters of the system, the distribution of the dataset,
and the format of the presentation of the dataset to the
network. The selection of the neuron number,
layers, activation function and training algorithm are very
important to obtain the best results. The objectives of this
study are to investigate the effect of titanium dioxide
(TiO2) nanocoolant on precision surface grinding and to
develop optimiza
multilayer perceptron technique.
VOL. X, NO. X
Nanofluids are solid
consisting of solid nanoparticles with sizes typically
100 nm suspended in liquid. Nanofluids have attracted
great interest recently because of reports of greatly
enhanced thermal properties
Kadirgama, 2013; Mahendran, Lee, Sharma
2012; Syam Sundar and Sharma, 2011a)
liquid suspensions require high concentrations
(>10%) of particles to achieve such enhancement
Choi, Wenhua and Pradeep, 2008; Das, Putra, Thiesen
Roetzel, 2003). Key features of nanofluids that reported
so far include thermal conductivities exceeding those of
traditional solid/liquid suspensions; a nonlinear
relationship between thermal conductivity and
concentration in the case of nanofluids containing carbon
nanotubes; strongly temperature
conductivity; and a significant increase in critical heat flux
in boiling heat transfer(Azmi, Sharma, Mamat
2013; Hussein, Bakar, Kadirgama
et al., 2011; Ravisankar and
Sharma, 2011b)
highly desirable for thermal systems; a stable and easily
synthesized fluid with these attributes and
viscosity would be a strong candidate for the next
generation of liquid coolants
Risby, 2013; Ravisankar and
increasing interest in using artificial neural networks
(ANNs) for modelling and optimization of machining
(Kadirgama et al., 2012; Madic
2011; Rahman and Kadirgama, 2014)
are developed based on many simplified assumptions. It is
sometimes difficult to adjust the parameters of the above
mentioned models according to the actual situation of the
machining process. Therefore, an artificial neural
can map the input/output relationships and
possess massive parallel computing capability, have
attracted much attention in research on machining
processes. ANN provides significant advantages in solving
processing problems that require real
interpretation of relationships among variables of high
dimensional space (Khan, Rahman, Kadirgama
2012; Rahman, 2012; Rahman, Mohyaldeen, No
and Bakar, 2011)
applied in modeling many metal
as turning, milling and drilling. The general ability of the
network is actually dependent on three factors. These
factors are the selection of the appropriate input/output
parameters of the system, the distribution of the dataset,
and the format of the presentation of the dataset to the
network. The selection of the neuron number,
layers, activation function and training algorithm are very
important to obtain the best results. The objectives of this
study are to investigate the effect of titanium dioxide
) nanocoolant on precision surface grinding and to
develop optimization model for grinding parameters using
multilayer perceptron technique.
X, XXXXXXXX
ARPN Journal of Engineering and
©2006-2015
Nanofluids are solid-liquid composite materials
consisting of solid nanoparticles with sizes typically
100 nm suspended in liquid. Nanofluids have attracted
great interest recently because of reports of greatly
enhanced thermal properties (Hussein, Sharma, Bakar
Kadirgama, 2013; Mahendran, Lee, Sharma
Sharma, 2011a)
liquid suspensions require high concentrations
(>10%) of particles to achieve such enhancement
Pradeep, 2008; Das, Putra, Thiesen
Key features of nanofluids that reported
so far include thermal conductivities exceeding those of
traditional solid/liquid suspensions; a nonlinear
relationship between thermal conductivity and
concentration in the case of nanofluids containing carbon
nanotubes; strongly temperature-dependent
conductivity; and a significant increase in critical heat flux
(Azmi, Sharma, Mamat
2013; Hussein, Bakar, Kadirgama and Sharma, 2013;
and Tara Chand, 2013; Syam
Sharma, 2011b). Each of these features is
highly desirable for thermal systems; a stable and easily
synthesized fluid with these attributes and
viscosity would be a strong candidate for the next
generation of liquid coolants (Fadhillahanafi, Leong and
and Tara Chand, 2013)
increasing interest in using artificial neural networks
(ANNs) for modelling and optimization of machining
(Kadirgama et al., 2012; Madic and
Kadirgama, 2014). A
are developed based on many simplified assumptions. It is
sometimes difficult to adjust the parameters of the above
mentioned models according to the actual situation of the
machining process. Therefore, an artificial neural
can map the input/output relationships and
possess massive parallel computing capability, have
attracted much attention in research on machining
processes. ANN provides significant advantages in solving
processing problems that require real-time encoding
interpretation of relationships among variables of high
(Khan, Rahman, Kadirgama
2012; Rahman, 2012; Rahman, Mohyaldeen, No
Bakar, 2011). ANN has been extensively
applied in modeling many metal-cutting operations such
as turning, milling and drilling. The general ability of the
ly dependent on three factors. These
factors are the selection of the appropriate input/output
parameters of the system, the distribution of the dataset,
and the format of the presentation of the dataset to the
network. The selection of the neuron number,
layers, activation function and training algorithm are very
important to obtain the best results. The objectives of this
study are to investigate the effect of titanium dioxide
) nanocoolant on precision surface grinding and to
tion model for grinding parameters using
multilayer perceptron technique..
Journal of Engineering and
15 Asian Research Pub
www.a
liquid composite materials
consisting of solid nanoparticles with sizes typically of 1
100 nm suspended in liquid. Nanofluids have attracted
great interest recently because of reports of greatly
(Hussein, Sharma, Bakar
Kadirgama, 2013; Mahendran, Lee, Sharma and Shahrani,
Sharma, 2011a). Conventional
liquid suspensions require high concentrations
(>10%) of particles to achieve such enhancement (Das,
Pradeep, 2008; Das, Putra, Thiesen
Key features of nanofluids that reported
so far include thermal conductivities exceeding those of
traditional solid/liquid suspensions; a nonlinear
relationship between thermal conductivity and
concentration in the case of nanofluids containing carbon
dependent thermal
conductivity; and a significant increase in critical heat flux
(Azmi, Sharma, Mamat and Anuar,
Sharma, 2013;
Tara Chand, 2013; Syam
. Each of these features is
highly desirable for thermal systems; a stable and easily
synthesized fluid with these attributes and acceptable
viscosity would be a strong candidate for the next
(Fadhillahanafi, Leong and
Tara Chand, 2013). There is
increasing interest in using artificial neural networks
(ANNs) for modelling and optimization of machining
and Radovanovic,
. Analytical models
are developed based on many simplified assumptions. It is
sometimes difficult to adjust the parameters of the above
mentioned models according to the actual situation of the
machining process. Therefore, an artificial neural
can map the input/output relationships and
possess massive parallel computing capability, have
attracted much attention in research on machining
processes. ANN provides significant advantages in solving
time encoding
interpretation of relationships among variables of high
(Khan, Rahman, Kadirgama and Bakar,
2012; Rahman, 2012; Rahman, Mohyaldeen, No
. ANN has been extensively
cutting operations such
as turning, milling and drilling. The general ability of the
ly dependent on three factors. These
factors are the selection of the appropriate input/output
parameters of the system, the distribution of the dataset,
and the format of the presentation of the dataset to the
network. The selection of the neuron number, hidden
layers, activation function and training algorithm are very
important to obtain the best results. The objectives of this
study are to investigate the effect of titanium dioxide
) nanocoolant on precision surface grinding and to
tion model for grinding parameters using
Journal of Engineering and
rch Publishing Network (ARPN).
www.arpnjournals
liquid composite materials
of 1-
100 nm suspended in liquid. Nanofluids have attracted
great interest recently because of reports of greatly
(Hussein, Sharma, Bakar and
Shahrani,
Conventional
liquid suspensions require high concentrations
(Das,
Pradeep, 2008; Das, Putra, Thiesen and
Key features of nanofluids that reported to
so far include thermal conductivities exceeding those of
traditional solid/liquid suspensions; a nonlinear
relationship between thermal conductivity and
concentration in the case of nanofluids containing carbon
thermal
conductivity; and a significant increase in critical heat flux
Anuar,
Rao
Tara Chand, 2013; Syam
. Each of these features is
highly desirable for thermal systems; a stable and easily
acceptable
viscosity would be a strong candidate for the next
(Fadhillahanafi, Leong and
. There is
increasing interest in using artificial neural networks
(ANNs) for modelling and optimization of machining
Radovanovic,
nalytical models
are developed based on many simplified assumptions. It is
sometimes difficult to adjust the parameters of the above
mentioned models according to the actual situation of the
machining process. Therefore, an artificial neural
can map the input/output relationships and
possess massive parallel computing capability, have
attracted much attention in research on machining
processes. ANN provides significant advantages in solving
time encoding and
interpretation of relationships among variables of high-
Bakar,
2012; Rahman, 2012; Rahman, Mohyaldeen, Noor,
. ANN has been extensively
cutting operations such
as turning, milling and drilling. The general ability of the
ly dependent on three factors. These
factors are the selection of the appropriate input/output
parameters of the system, the distribution of the dataset,
and the format of the presentation of the dataset to the
hidden
layers, activation function and training algorithm are very
important to obtain the best results. The objectives of this
study are to investigate the effect of titanium dioxide
) nanocoolant on precision surface grinding and to
tion model for grinding parameters using
METHODS AND MATERIALS
Supertec precision grinding machine, model STP
102ADCII
wheel (PSA
grains was used. The workpiece material was block ductile
iron with a carbon content of 3.5
hardness of 110
workpiece surface for grinding were 35 mm and 80 mm,
respectively. First, the workpiece was clamped onto a
clamper jaw since cast iron is not attracted to the magnet
field. Then the zero point of the Z
grinding the disc slowly until
After that, the coolant was sprayed directly onto the
workpiece to ensure the temperature of the workpiece was
equivalent to the temperature of the coolant and as a
precaution to achieve an exact value of rising temperature.
Then t
tachometer. The model STP
and uses a hydraulic system to move left and right. The
speed is controlled by a control valve; however, there is no
speed display. So, in this research, calibra
speed using a tachometer had to be undertaken and the
speed was set at 20 mm/min, 30 mm/min and 40 mm/min.
The design of experiments techniques enables designers to
determine simultaneously the individual and interactive
effects of many f
The central composite design
There is good commercial software available to help with
designing and analyzing response
Table
software.
Specimen
An
and different types of coolant: titanium oxide
nanocoolant
20% volume concentration conventional soluble oil water
based coolant. Constant grinding wheels, of vitrified bond
aluminum ox
grinding were considered: single pass and multiple pass
set to ten passes.
Nanofluid Preparation
selected. A
Journal of Engineering and Applied Sciences
Network (ARPN). All righ
s.com
METHODS AND MATERIALS
The grinding process was undertaken using a
Supertec precision grinding machine, model STP
102ADCII. A vitrified bond aluminum oxide grinding
wheel (PSA-60JBV) with an average abrasive size of 60
grains was used. The workpiece material was block ductile
iron with a carbon content of 3.5
hardness of 110-
workpiece surface for grinding were 35 mm and 80 mm,
respectively. First, the workpiece was clamped onto a
clamper jaw since cast iron is not attracted to the magnet
field. Then the zero point of the Z
grinding the disc slowly until
After that, the coolant was sprayed directly onto the
workpiece to ensure the temperature of the workpiece was
equivalent to the temperature of the coolant and as a
precaution to achieve an exact value of rising temperature.
Then the workpiece speed was calibrated using a
tachometer. The model STP
and uses a hydraulic system to move left and right. The
speed is controlled by a control valve; however, there is no
speed display. So, in this research, calibra
speed using a tachometer had to be undertaken and the
speed was set at 20 mm/min, 30 mm/min and 40 mm/min.
The design of experiments techniques enables designers to
determine simultaneously the individual and interactive
effects of many f
The central composite design
There is good commercial software available to help with
designing and analyzing response
Table 1 shows the DOE table generated using
software.
Table
Specimen Table speed (
A
B
C
D
E
F
G
H
I
An experiment
and different types of coolant: titanium oxide
nanocoolant with a 0.10% volume concentration and a
20% volume concentration conventional soluble oil water
based coolant. Constant grinding wheels, of vitrified bond
aluminum oxide (PSA
grinding were considered: single pass and multiple pass
set to ten passes.
Nanofluid Preparation
Titanium oxide nanoparticle materials were
selected. A two
pplied Sciences
hts reserved.
METHODS AND MATERIALS
The grinding process was undertaken using a
Supertec precision grinding machine, model STP
. A vitrified bond aluminum oxide grinding
60JBV) with an average abrasive size of 60
grains was used. The workpiece material was block ductile
iron with a carbon content of 3.5
Rockwell C. The width and length o
workpiece surface for grinding were 35 mm and 80 mm,
respectively. First, the workpiece was clamped onto a
clamper jaw since cast iron is not attracted to the magnet
field. Then the zero point of the Z
grinding the disc slowly until
After that, the coolant was sprayed directly onto the
workpiece to ensure the temperature of the workpiece was
equivalent to the temperature of the coolant and as a
precaution to achieve an exact value of rising temperature.
he workpiece speed was calibrated using a
tachometer. The model STP-102ADCII can be controlled
and uses a hydraulic system to move left and right. The
speed is controlled by a control valve; however, there is no
speed display. So, in this research, calibra
speed using a tachometer had to be undertaken and the
speed was set at 20 mm/min, 30 mm/min and 40 mm/min.
The design of experiments techniques enables designers to
determine simultaneously the individual and interactive
effects of many factors that could affect the output results.
The central composite design
There is good commercial software available to help with
designing and analyzing response
1 shows the DOE table generated using
Table 1: Design of experiment.
Table speed (m/min)
20
20
20
30
30
30
40
40
40
experiment was conducted
and different types of coolant: titanium oxide
with a 0.10% volume concentration and a
20% volume concentration conventional soluble oil water
based coolant. Constant grinding wheels, of vitrified bond
ide (PSA-60JBV) were used
grinding were considered: single pass and multiple pass
set to ten passes.
Nanofluid Preparation
Titanium oxide nanoparticle materials were
two-step method
ISSN 1819-6
METHODS AND MATERIALS
The grinding process was undertaken using a
Supertec precision grinding machine, model STP
. A vitrified bond aluminum oxide grinding
60JBV) with an average abrasive size of 60
grains was used. The workpiece material was block ductile
iron with a carbon content of 3.5–3.9% and average
Rockwell C. The width and length o
workpiece surface for grinding were 35 mm and 80 mm,
respectively. First, the workpiece was clamped onto a
clamper jaw since cast iron is not attracted to the magnet
field. Then the zero point of the Z-axis was found by
grinding the disc slowly until there were some sparks.
After that, the coolant was sprayed directly onto the
workpiece to ensure the temperature of the workpiece was
equivalent to the temperature of the coolant and as a
precaution to achieve an exact value of rising temperature.
he workpiece speed was calibrated using a
102ADCII can be controlled
and uses a hydraulic system to move left and right. The
speed is controlled by a control valve; however, there is no
speed display. So, in this research, calibration of the table
speed using a tachometer had to be undertaken and the
speed was set at 20 mm/min, 30 mm/min and 40 mm/min.
The design of experiments techniques enables designers to
determine simultaneously the individual and interactive
actors that could affect the output results.
The central composite design (CCD) is the most popular.
There is good commercial software available to help with
designing and analyzing response-surface experiments.
1 shows the DOE table generated using
Design of experiment.
m/min) Depth of cut (µm)
was conducted based on the DOE table
and different types of coolant: titanium oxide
with a 0.10% volume concentration and a
20% volume concentration conventional soluble oil water
based coolant. Constant grinding wheels, of vitrified bond
60JBV) were used.
grinding were considered: single pass and multiple pass
Titanium oxide nanoparticle materials were
step method was used to
6608
2
The grinding process was undertaken using a
Supertec precision grinding machine, model STP
. A vitrified bond aluminum oxide grinding
60JBV) with an average abrasive size of 60
grains was used. The workpiece material was block ductile
3.9% and average
Rockwell C. The width and length of the
workpiece surface for grinding were 35 mm and 80 mm,
respectively. First, the workpiece was clamped onto a
clamper jaw since cast iron is not attracted to the magnet
axis was found by
there were some sparks.
After that, the coolant was sprayed directly onto the
workpiece to ensure the temperature of the workpiece was
equivalent to the temperature of the coolant and as a
precaution to achieve an exact value of rising temperature.
he workpiece speed was calibrated using a
102ADCII can be controlled
and uses a hydraulic system to move left and right. The
speed is controlled by a control valve; however, there is no
tion of the table
speed using a tachometer had to be undertaken and the
speed was set at 20 mm/min, 30 mm/min and 40 mm/min.
The design of experiments techniques enables designers to
determine simultaneously the individual and interactive
actors that could affect the output results.
CCD) is the most popular.
There is good commercial software available to help with
surface experiments.
1 shows the DOE table generated using Minitab
Design of experiment.
Depth of cut (µm)
20
40
60
20
40
60
20
40
60
based on the DOE table
and different types of coolant: titanium oxide (TiO
with a 0.10% volume concentration and a
20% volume concentration conventional soluble oil water
based coolant. Constant grinding wheels, of vitrified bond
. Two types of
grinding were considered: single pass and multiple pass
Titanium oxide nanoparticle materials were
was used to prepare the
The grinding process was undertaken using a
Supertec precision grinding machine, model STP-
. A vitrified bond aluminum oxide grinding
60JBV) with an average abrasive size of 60
grains was used. The workpiece material was block ductile
3.9% and average
f the
workpiece surface for grinding were 35 mm and 80 mm,
respectively. First, the workpiece was clamped onto a
clamper jaw since cast iron is not attracted to the magnet
axis was found by
there were some sparks.
After that, the coolant was sprayed directly onto the
workpiece to ensure the temperature of the workpiece was
equivalent to the temperature of the coolant and as a
precaution to achieve an exact value of rising temperature.
he workpiece speed was calibrated using a
102ADCII can be controlled
and uses a hydraulic system to move left and right. The
speed is controlled by a control valve; however, there is no
tion of the table
speed using a tachometer had to be undertaken and the
speed was set at 20 mm/min, 30 mm/min and 40 mm/min.
The design of experiments techniques enables designers to
determine simultaneously the individual and interactive
actors that could affect the output results.
CCD) is the most popular.
There is good commercial software available to help with
surface experiments.
Minitab
based on the DOE table
TiO2)
with a 0.10% volume concentration and a
20% volume concentration conventional soluble oil water-
based coolant. Constant grinding wheels, of vitrified bond
Two types of
grinding were considered: single pass and multiple pass
Titanium oxide nanoparticle materials were
prepare the
nanofluid. T
liquid form with a
concentration with a 30
level and density equal to 5600 kg/m³. It is diluted to a
0.10% volume concentration. The conversion of t
weight percent concentration to volume concentration is
expressed
determine how much distilled water is required to dilute
the initial
where
ϕpercent of nanoparticles,
ρ
have to be faced. One of the most important issues is the
stability of the nanofluids, and it remains a considerable
challenge to achieve the desired stability of the
The stability of the mixture is ensured by maintaining the
pH of the aqueous solution of nano
sonication for about two hours resulting in no settling of
particles observed for the machining period.
stability in the dil
continuously for
rpm.
of surfactants is an important technique in enhancing the
stability of nanoparticles in fluids. However
functionality of the surfactants under high temperature is
also a major concern, especially for high
applications. Therefore, no
study.
Multilayer Perceptron Approach
analysis method under Artificial Neural Networks. In this
study, the analysis is performed using the Neuro Solutions
6 software. It is done by keying the sets of the
experimental data obtained from the experiments done in
the lab. The columns of depth o
tagged as input while the columns of temperature rise,
MRR and surface roughness are tagged as desired. The
tagged input parameters to develop the MLP model. The
hidden layer for the optimization process is set to 1. The
processin
selected for transfer function. Momentum is selected for
learning rule at 1.00000 value of step size and 0.7 for
momentum value. Maximum epochs is set 30000 and
Termination is set at MSE, minimum with Threshold
0.000001.the data are then tested for regression for each
training, cross validation and testing options. From then,
the
RESULTS AND DISCUSSION
desired output value and actual network.
nanofluid. The dispersed
liquid form with a
concentration with a 30
level and density equal to 5600 kg/m³. It is diluted to a
0.10% volume concentration. The conversion of t
weight percent concentration to volume concentration is
expressed as equation
determine how much distilled water is required to dilute
the initial nanofluid
1ϕ =
where
1ϕ is the initial volume concentration,
percent of nanoparticles,
2TiOρ is the density of the nanoparticles,
For a two
have to be faced. One of the most important issues is the
stability of the nanofluids, and it remains a considerable
challenge to achieve the desired stability of the
The stability of the mixture is ensured by maintaining the
pH of the aqueous solution of nano
sonication for about two hours resulting in no settling of
particles observed for the machining period.
stability in the dil
continuously for
rpm. Nanoparticles
of surfactants is an important technique in enhancing the
stability of nanoparticles in fluids. However
functionality of the surfactants under high temperature is
also a major concern, especially for high
applications. Therefore, no
study.
Multilayer Perceptron Approach
Multilayer perceptron (MLP) approach is
analysis method under Artificial Neural Networks. In this
study, the analysis is performed using the Neuro Solutions
6 software. It is done by keying the sets of the
experimental data obtained from the experiments done in
the lab. The columns of depth o
tagged as input while the columns of temperature rise,
MRR and surface roughness are tagged as desired. The
tagged input parameters to develop the MLP model. The
hidden layer for the optimization process is set to 1. The
processing elements are set to 4 while SigmoidAxon is
selected for transfer function. Momentum is selected for
learning rule at 1.00000 value of step size and 0.7 for
momentum value. Maximum epochs is set 30000 and
Termination is set at MSE, minimum with Threshold
0.000001.the data are then tested for regression for each
training, cross validation and testing options. From then,
the optimization model is obtained
RESULTS AND DISCUSSION
Figure
desired output value and actual network.
VOL. X, NO. X
he dispersed
liquid form with a volume
concentration with a 30–40
level and density equal to 5600 kg/m³. It is diluted to a
0.10% volume concentration. The conversion of t
weight percent concentration to volume concentration is
as equation (1). It shows the dilution formula to
determine how much distilled water is required to dilute
nanofluid.
1100
wρω
ωρ
−+
is the initial volume concentration,
percent of nanoparticles, ρis the density of the nanoparticles,
For a two-phase system, some important issues
have to be faced. One of the most important issues is the
stability of the nanofluids, and it remains a considerable
challenge to achieve the desired stability of the
The stability of the mixture is ensured by maintaining the
pH of the aqueous solution of nano
sonication for about two hours resulting in no settling of
particles observed for the machining period.
stability in the dilution, the solution needs to be stirred
continuously for two hours
Nanoparticles have a tendency to aggregate. The use
of surfactants is an important technique in enhancing the
stability of nanoparticles in fluids. However
functionality of the surfactants under high temperature is
also a major concern, especially for high
applications. Therefore, no
Multilayer Perceptron Approach
Multilayer perceptron (MLP) approach is
analysis method under Artificial Neural Networks. In this
study, the analysis is performed using the Neuro Solutions
6 software. It is done by keying the sets of the
experimental data obtained from the experiments done in
the lab. The columns of depth o
tagged as input while the columns of temperature rise,
MRR and surface roughness are tagged as desired. The
tagged input parameters to develop the MLP model. The
hidden layer for the optimization process is set to 1. The
g elements are set to 4 while SigmoidAxon is
selected for transfer function. Momentum is selected for
learning rule at 1.00000 value of step size and 0.7 for
momentum value. Maximum epochs is set 30000 and
Termination is set at MSE, minimum with Threshold
0.000001.the data are then tested for regression for each
training, cross validation and testing options. From then,
optimization model is obtained
RESULTS AND DISCUSSION
Figure 1 represents the comparison between
desired output value and actual network.
X, XXXXXXXX
ARPN Journal of Engineering and
©2006-2015
he dispersed nanoparticles which
volume of one liter have 20% weight
40 nm particle size, an 8.9 pH
level and density equal to 5600 kg/m³. It is diluted to a
0.10% volume concentration. The conversion of t
weight percent concentration to volume concentration is
(1). It shows the dilution formula to
determine how much distilled water is required to dilute
2100TiO
w
ρω
ωρ
−
is the initial volume concentration,
wρ is the density of water, and
is the density of the nanoparticles,
phase system, some important issues
have to be faced. One of the most important issues is the
stability of the nanofluids, and it remains a considerable
challenge to achieve the desired stability of the
The stability of the mixture is ensured by maintaining the
pH of the aqueous solution of nano-particles and ultra
sonication for about two hours resulting in no settling of
particles observed for the machining period.
ution, the solution needs to be stirred
two hours with the mixture set to 1000
have a tendency to aggregate. The use
of surfactants is an important technique in enhancing the
stability of nanoparticles in fluids. However
functionality of the surfactants under high temperature is
also a major concern, especially for high
applications. Therefore, no surfactant is applied in this
Multilayer Perceptron Approach Multilayer perceptron (MLP) approach is
analysis method under Artificial Neural Networks. In this
study, the analysis is performed using the Neuro Solutions
6 software. It is done by keying the sets of the
experimental data obtained from the experiments done in
the lab. The columns of depth of cut and table speed are
tagged as input while the columns of temperature rise,
MRR and surface roughness are tagged as desired. The
tagged input parameters to develop the MLP model. The
hidden layer for the optimization process is set to 1. The
g elements are set to 4 while SigmoidAxon is
selected for transfer function. Momentum is selected for
learning rule at 1.00000 value of step size and 0.7 for
momentum value. Maximum epochs is set 30000 and
Termination is set at MSE, minimum with Threshold
0.000001.the data are then tested for regression for each
training, cross validation and testing options. From then,
optimization model is obtained.
RESULTS AND DISCUSSION
1 represents the comparison between
desired output value and actual network.
Journal of Engineering and
15 Asian Research Pub
www.a
nanoparticles which come in
of one liter have 20% weight
particle size, an 8.9 pH
level and density equal to 5600 kg/m³. It is diluted to a
0.10% volume concentration. The conversion of t
weight percent concentration to volume concentration is
(1). It shows the dilution formula to
determine how much distilled water is required to dilute
is the initial volume concentration, ω is the weight
is the density of water, and
phase system, some important issues
have to be faced. One of the most important issues is the
stability of the nanofluids, and it remains a considerable
challenge to achieve the desired stability of the nanofluids.
The stability of the mixture is ensured by maintaining the
particles and ultra
sonication for about two hours resulting in no settling of
particles observed for the machining period. To achieve
ution, the solution needs to be stirred
the mixture set to 1000
have a tendency to aggregate. The use
of surfactants is an important technique in enhancing the
stability of nanoparticles in fluids. However, the
functionality of the surfactants under high temperature is
also a major concern, especially for high-temperature
is applied in this
Multilayer perceptron (MLP) approach is
analysis method under Artificial Neural Networks. In this
study, the analysis is performed using the Neuro Solutions
6 software. It is done by keying the sets of the
experimental data obtained from the experiments done in
f cut and table speed are
tagged as input while the columns of temperature rise,
MRR and surface roughness are tagged as desired. The
tagged input parameters to develop the MLP model. The
hidden layer for the optimization process is set to 1. The
g elements are set to 4 while SigmoidAxon is
selected for transfer function. Momentum is selected for
learning rule at 1.00000 value of step size and 0.7 for
momentum value. Maximum epochs is set 30000 and
Termination is set at MSE, minimum with Threshold
0.000001.the data are then tested for regression for each
training, cross validation and testing options. From then,
1 represents the comparison between
desired output value and actual network. Figure
Journal of Engineering and
rch Publishing Network (ARPN).
www.arpnjournals
come in
of one liter have 20% weight
particle size, an 8.9 pH
level and density equal to 5600 kg/m³. It is diluted to a
0.10% volume concentration. The conversion of the
weight percent concentration to volume concentration is
(1). It shows the dilution formula to
determine how much distilled water is required to dilute
(1)
is the weight
is the density of water, and
phase system, some important issues
have to be faced. One of the most important issues is the
stability of the nanofluids, and it remains a considerable
luids.
The stability of the mixture is ensured by maintaining the
particles and ultra-
sonication for about two hours resulting in no settling of
To achieve
ution, the solution needs to be stirred
the mixture set to 1000
have a tendency to aggregate. The use
of surfactants is an important technique in enhancing the
, the
functionality of the surfactants under high temperature is
temperature
is applied in this
Multilayer perceptron (MLP) approach is an
analysis method under Artificial Neural Networks. In this
study, the analysis is performed using the Neuro Solutions
6 software. It is done by keying the sets of the
experimental data obtained from the experiments done in
f cut and table speed are
tagged as input while the columns of temperature rise,
MRR and surface roughness are tagged as desired. The
tagged input parameters to develop the MLP model. The
hidden layer for the optimization process is set to 1. The
g elements are set to 4 while SigmoidAxon is
selected for transfer function. Momentum is selected for
learning rule at 1.00000 value of step size and 0.7 for
momentum value. Maximum epochs is set 30000 and
Termination is set at MSE, minimum with Threshold of
0.000001.the data are then tested for regression for each
training, cross validation and testing options. From then,
1 represents the comparison between
Figure 2
represents the sensitivity about the mean for single pass
grinding pattern.
which are table speed and depth of cut highly affects t
temperature rise of the workpiece followed by MRR while
the surface roughness is the least affected. Table
the comparison between the output parameters of desired
value (predicted) and actual value (experimental) for
single pass grinding patter
of varied input value towards all three output parameters
for single pass grinding pattern. It is observed that as the
table speed increases, temperature rise and MRR value
increases steadily while the surface roughness val
increases but in small increment. As the depth of cut
increases, the temperature rise increases a lot while MRR
and surface roughness increases steadily in small portions.
Figure
Figure
value and actual network output for TiO
multiple pass grinding pattern
sensitivity about the mean for multiple pass grinding
pattern. As shown in the figure, the increment of both
input variables which are table speed and depth of cut
highly affects the temperature rise of the workpiece. After
that i
second followed by surface roughness as table speed
increases. But for the increment of depth of cut, it is the
other way around where surface roughness is the second
most affected and the least affected
Journal of Engineering and Applied Sciences
Network (ARPN). All righ
s.com
represents the sensitivity about the mean for single pass
grinding pattern.
which are table speed and depth of cut highly affects t
temperature rise of the workpiece followed by MRR while
the surface roughness is the least affected. Table
the comparison between the output parameters of desired
value (predicted) and actual value (experimental) for
single pass grinding patter
of varied input value towards all three output parameters
for single pass grinding pattern. It is observed that as the
table speed increases, temperature rise and MRR value
increases steadily while the surface roughness val
increases but in small increment. As the depth of cut
increases, the temperature rise increases a lot while MRR
and surface roughness increases steadily in small portions.
Figure 1: Desired output and actual network output for
Figure 2: Sensitivity analysis for single pass.
Figure 4 represents the comparison between desired output
value and actual network output for TiO
multiple pass grinding pattern
sensitivity about the mean for multiple pass grinding
pattern. As shown in the figure, the increment of both
input variables which are table speed and depth of cut
highly affects the temperature rise of the workpiece. After
that it differs where after temperature rise, MRR is the
second followed by surface roughness as table speed
increases. But for the increment of depth of cut, it is the
other way around where surface roughness is the second
most affected and the least affected
pplied Sciences
hts reserved.
represents the sensitivity about the mean for single pass
grinding pattern. The increment of both input variables
which are table speed and depth of cut highly affects t
temperature rise of the workpiece followed by MRR while
the surface roughness is the least affected. Table
the comparison between the output parameters of desired
value (predicted) and actual value (experimental) for
single pass grinding pattern. Figure 3 indicates the effect
of varied input value towards all three output parameters
for single pass grinding pattern. It is observed that as the
table speed increases, temperature rise and MRR value
increases steadily while the surface roughness val
increases but in small increment. As the depth of cut
increases, the temperature rise increases a lot while MRR
and surface roughness increases steadily in small portions.
Desired output and actual network output for
single pass grind
Sensitivity analysis for single pass.
4 represents the comparison between desired output
value and actual network output for TiO
multiple pass grinding pattern
sensitivity about the mean for multiple pass grinding
pattern. As shown in the figure, the increment of both
input variables which are table speed and depth of cut
highly affects the temperature rise of the workpiece. After
t differs where after temperature rise, MRR is the
second followed by surface roughness as table speed
increases. But for the increment of depth of cut, it is the
other way around where surface roughness is the second
most affected and the least affected
ISSN 1819-6
represents the sensitivity about the mean for single pass
he increment of both input variables
which are table speed and depth of cut highly affects t
temperature rise of the workpiece followed by MRR while
the surface roughness is the least affected. Table
the comparison between the output parameters of desired
value (predicted) and actual value (experimental) for
n. Figure 3 indicates the effect
of varied input value towards all three output parameters
for single pass grinding pattern. It is observed that as the
table speed increases, temperature rise and MRR value
increases steadily while the surface roughness val
increases but in small increment. As the depth of cut
increases, the temperature rise increases a lot while MRR
and surface roughness increases steadily in small portions.
Desired output and actual network output for
single pass grinding.
Sensitivity analysis for single pass.
4 represents the comparison between desired output
value and actual network output for TiO2nanocoolant with
multiple pass grinding pattern. Figure 5 represents the
sensitivity about the mean for multiple pass grinding
pattern. As shown in the figure, the increment of both
input variables which are table speed and depth of cut
highly affects the temperature rise of the workpiece. After
t differs where after temperature rise, MRR is the
second followed by surface roughness as table speed
increases. But for the increment of depth of cut, it is the
other way around where surface roughness is the second
most affected and the least affected is MRR.
6608
3
represents the sensitivity about the mean for single pass
he increment of both input variables
which are table speed and depth of cut highly affects the
temperature rise of the workpiece followed by MRR while
the surface roughness is the least affected. Table 1 shows
the comparison between the output parameters of desired
value (predicted) and actual value (experimental) for
n. Figure 3 indicates the effect
of varied input value towards all three output parameters
for single pass grinding pattern. It is observed that as the
table speed increases, temperature rise and MRR value
increases steadily while the surface roughness value also
increases but in small increment. As the depth of cut
increases, the temperature rise increases a lot while MRR
and surface roughness increases steadily in small portions.
Desired output and actual network output for
Sensitivity analysis for single pass.
4 represents the comparison between desired output
nanocoolant with
. Figure 5 represents the
sensitivity about the mean for multiple pass grinding
pattern. As shown in the figure, the increment of both
input variables which are table speed and depth of cut
highly affects the temperature rise of the workpiece. After
t differs where after temperature rise, MRR is the
second followed by surface roughness as table speed
increases. But for the increment of depth of cut, it is the
other way around where surface roughness is the second
is MRR.
represents the sensitivity about the mean for single pass
he increment of both input variables
he
temperature rise of the workpiece followed by MRR while
1 shows
the comparison between the output parameters of desired
value (predicted) and actual value (experimental) for
n. Figure 3 indicates the effect
of varied input value towards all three output parameters
for single pass grinding pattern. It is observed that as the
table speed increases, temperature rise and MRR value
ue also
increases but in small increment. As the depth of cut
increases, the temperature rise increases a lot while MRR
and surface roughness increases steadily in small portions.
Desired output and actual network output for
4 represents the comparison between desired output
nanocoolant with
. Figure 5 represents the
sensitivity about the mean for multiple pass grinding
pattern. As shown in the figure, the increment of both
input variables which are table speed and depth of cut
highly affects the temperature rise of the workpiece. After
t differs where after temperature rise, MRR is the
second followed by surface roughness as table speed
increases. But for the increment of depth of cut, it is the
other way around where surface roughness is the second
Table 1: Comparison between experimental value and predicted value (0.1% TiO
Figure 3: Effect of
Table 2
Table
Speed
(m/min)
20
20
20
30
30
30
40
40
40
Table
Speed
(m/min)
20
20
20
30
30
30
40
40
40
VOL. X, NO. X
Comparison between experimental value and predicted value (0.1% TiO
(a) Table speed
(b) Depth of cut
Effect of network outputs for single pass
grinding.
Table 2: Comparison between experimental value and predicted value (0.1% TiO
Depth
of Cut
(µm) Experimental
20
40
60
20
40
60
20
40
60
DOC
(µm)
Experimental
20
40
60
20
40
60
20
40
60
X, XXXXXXXX
ARPN Journal of Engineering and
©2006-2015
Comparison between experimental value and predicted value (0.1% TiO
(a) Table speed
(b) Depth of cut
network outputs for single pass
grinding.
Comparison between experimental value and predicted value (0.1% TiO
Temperature rise
(°C)
Experimental
0
0
1
0
1
1
0
1
1
Temperature rise
(°C)
Experimental
0
0
1
0
1
1
1
1
1
Journal of Engineering and
15 Asian Research Pub
www.a
Comparison between experimental value and predicted value (0.1% TiO
network outputs for single pass
Comparison between experimental value and predicted value (0.1% TiO
Temperature rise
(°C)
Predicted
-0.054
0.079
0.946
-0.028
0.969
1.052
0.952
1.041
1.051
Temperature rise
(°C)
Predicted
-0.050
0.011
0.988
0.003
0.998
1.055
0.869
1.052
1.055
Journal of Engineering and
rch Publishing Network (ARPN).
www.arpnjournals
Comparison between experimental value and predicted value (0.1% TiO
network outputs for single pass
between desired value (predicted) and actual value
(experimental) for multiple pass grinding patterns.
6 indicates the effect of varied input value towards all
three output parameters for multiple pass grinding
patterns. It is observed that as the table speed and depth of
cut increases, temperature rise increases steadily while the
MRR and surface roughness values increases but in small
increment.
Figure
Comparison between experimental value and predicted value (0.1% TiO
Experimental
0.178
0.435
0.541
0.312
0.781
0.813
0.714
0.952
1.310
Experimental
0.023
0.052
0.063
0.038
0.085
0.091
0.107
0.190
0.214
Journal of Engineering and Applied Sciences
Network (ARPN). All righ
s.com
Comparison between experimental value and predicted value (0.1% TiO
Table 2 shows the comparison of output value
between desired value (predicted) and actual value
(experimental) for multiple pass grinding patterns.
6 indicates the effect of varied input value towards all
hree output parameters for multiple pass grinding
patterns. It is observed that as the table speed and depth of
cut increases, temperature rise increases steadily while the
MRR and surface roughness values increases but in small
increment.
Figure 4: Desired output and actual network output for
multiple pass grinding pattern.
Comparison between experimental value and predicted value (0.1% TiO
MRR
(g/sec)
Experimental Predicted
0.219
0.383
0.562
0.326
0.769
0.815
0.802
0.830
0.827
MRR
(g/sec)
Experimental Predicted
0.023
0.052
0.063
0.038
0.085
0.090
0.086
0.087
0.087
pplied Sciences
hts reserved.
Comparison between experimental value and predicted value (0.1% TiO2) for single pass grinding pattern.
2 shows the comparison of output value
between desired value (predicted) and actual value
(experimental) for multiple pass grinding patterns.
6 indicates the effect of varied input value towards all
hree output parameters for multiple pass grinding
patterns. It is observed that as the table speed and depth of
cut increases, temperature rise increases steadily while the
MRR and surface roughness values increases but in small
Desired output and actual network output for
multiple pass grinding pattern.
Comparison between experimental value and predicted value (0.1% TiO2) for multiple pass grinding.
Predicted Experimental
0.219 0.201
0.383 0.264
0.562 0.310
0.326 0.251
0.769 0.281
0.815 0.385
0.802 0.237
0.830 0.303
0.827 0.489
Predicted Experimental
0.023 0.226
0.052 0.276
0.063 0.336
0.038 0.229
0.085 0.284
0.090 0.369
0.086 0.233
0.087 0.316
0.087 0.401
ISSN 1819-6
) for single pass grinding pattern.
2 shows the comparison of output value
between desired value (predicted) and actual value
(experimental) for multiple pass grinding patterns.
6 indicates the effect of varied input value towards all
hree output parameters for multiple pass grinding
patterns. It is observed that as the table speed and depth of
cut increases, temperature rise increases steadily while the
MRR and surface roughness values increases but in small
Desired output and actual network output for
multiple pass grinding pattern.
) for multiple pass grinding.
Surface Roughness
(µm)
Experimental
0.201
0.264
0.310
0.251
0.281
0.385
0.237
0.303
0.489
Surface Roughness
(µm)
Experimental
0.226
0.276
0.336
0.229
0.284
0.369
0.233
0.316
0.401
6608
4
) for single pass grinding pattern.
2 shows the comparison of output value
between desired value (predicted) and actual value
(experimental) for multiple pass grinding patterns.Figure
6 indicates the effect of varied input value towards all
hree output parameters for multiple pass grinding
patterns. It is observed that as the table speed and depth of
cut increases, temperature rise increases steadily while the
MRR and surface roughness values increases but in small
Desired output and actual network output for
multiple pass grinding pattern.
) for multiple pass grinding.
Surface Roughness
(µm)
Predicted
0.218
0.251
0.317
0.242
0.289
0.372
0.320
0.324
0.364
Surface Roughness
(µm)
Predicted
0.226
0.276
0.336
0.228
0.284
0.367
0.263
0.299
0.325
2 shows the comparison of output value
between desired value (predicted) and actual value
Figure-
6 indicates the effect of varied input value towards all
hree output parameters for multiple pass grinding
patterns. It is observed that as the table speed and depth of
cut increases, temperature rise increases steadily while the
MRR and surface roughness values increases but in small
Desired output and actual network output for
Figure 6
CONCLUSIONS
parameters including the grinding pattern, depth of cut and
table speed have been studied towards the output
parameters including the temperature rise, surface
roughness and material removal rate for both conventional
coola
based on desired minimize the temperature rise, minimum
surface roughness and maximum material removal rate.
For single pass grinding patterns, all three output
parameters are more affected by depth of
the table speed. As table speed increases, grinding
temperature and MRR increases steadily while surface
roughness is nearly constant. However, as the depth of cut
increases, grinding temperature increases the most
followed by MRR and lastl
multiple pass grinding patterns, the grinding temperature
and surface roughness are more influenced by the depth of
cut compared to table speed while MRR is more affected
by varying table speed compared to depth of cut. The
incr
Figure 5: Sensitivity about the mean for multiple pass
Figure 6: Network outputs for varied input depth of cut for
CONCLUSIONS
parameters including the grinding pattern, depth of cut and
table speed have been studied towards the output
parameters including the temperature rise, surface
roughness and material removal rate for both conventional
coolant and titanium dioxide nanocoolant. The selection is
based on desired minimize the temperature rise, minimum
surface roughness and maximum material removal rate.
For single pass grinding patterns, all three output
parameters are more affected by depth of
the table speed. As table speed increases, grinding
temperature and MRR increases steadily while surface
roughness is nearly constant. However, as the depth of cut
increases, grinding temperature increases the most
followed by MRR and lastl
multiple pass grinding patterns, the grinding temperature
and surface roughness are more influenced by the depth of
cut compared to table speed while MRR is more affected
by varying table speed compared to depth of cut. The
increase in table speed causes the grinding temperature to
VOL. X, NO. X
Sensitivity about the mean for multiple pass
grinding pattern.
(a)
(b)
Network outputs for varied input depth of cut for
multiple pass grinding
CONCLUSIONS
The effects of selected of input
parameters including the grinding pattern, depth of cut and
table speed have been studied towards the output
parameters including the temperature rise, surface
roughness and material removal rate for both conventional
nt and titanium dioxide nanocoolant. The selection is
based on desired minimize the temperature rise, minimum
surface roughness and maximum material removal rate.
For single pass grinding patterns, all three output
parameters are more affected by depth of
the table speed. As table speed increases, grinding
temperature and MRR increases steadily while surface
roughness is nearly constant. However, as the depth of cut
increases, grinding temperature increases the most
followed by MRR and lastl
multiple pass grinding patterns, the grinding temperature
and surface roughness are more influenced by the depth of
cut compared to table speed while MRR is more affected
by varying table speed compared to depth of cut. The
ease in table speed causes the grinding temperature to
X, XXXXXXXX
ARPN Journal of Engineering and
©2006-2015
Sensitivity about the mean for multiple pass
grinding pattern.
Table speed
Depth of cut
Network outputs for varied input depth of cut for
multiple pass grinding.
The effects of selected of input
parameters including the grinding pattern, depth of cut and
table speed have been studied towards the output
parameters including the temperature rise, surface
roughness and material removal rate for both conventional
nt and titanium dioxide nanocoolant. The selection is
based on desired minimize the temperature rise, minimum
surface roughness and maximum material removal rate.
For single pass grinding patterns, all three output
parameters are more affected by depth of
the table speed. As table speed increases, grinding
temperature and MRR increases steadily while surface
roughness is nearly constant. However, as the depth of cut
increases, grinding temperature increases the most
followed by MRR and lastly is surface roughness. For
multiple pass grinding patterns, the grinding temperature
and surface roughness are more influenced by the depth of
cut compared to table speed while MRR is more affected
by varying table speed compared to depth of cut. The
ease in table speed causes the grinding temperature to
Journal of Engineering and
15 Asian Research Pub
www.a
Sensitivity about the mean for multiple pass
Network outputs for varied input depth of cut for
The effects of selected of input
parameters including the grinding pattern, depth of cut and
table speed have been studied towards the output
parameters including the temperature rise, surface
roughness and material removal rate for both conventional
nt and titanium dioxide nanocoolant. The selection is
based on desired minimize the temperature rise, minimum
surface roughness and maximum material removal rate.
For single pass grinding patterns, all three output
parameters are more affected by depth of cut followed by
the table speed. As table speed increases, grinding
temperature and MRR increases steadily while surface
roughness is nearly constant. However, as the depth of cut
increases, grinding temperature increases the most
y is surface roughness. For
multiple pass grinding patterns, the grinding temperature
and surface roughness are more influenced by the depth of
cut compared to table speed while MRR is more affected
by varying table speed compared to depth of cut. The
ease in table speed causes the grinding temperature to
Journal of Engineering and
rch Publishing Network (ARPN).
www.arpnjournals
Sensitivity about the mean for multiple pass
Network outputs for varied input depth of cut for
The effects of selected of input
parameters including the grinding pattern, depth of cut and
table speed have been studied towards the output
parameters including the temperature rise, surface
roughness and material removal rate for both conventional
nt and titanium dioxide nanocoolant. The selection is
based on desired minimize the temperature rise, minimum
surface roughness and maximum material removal rate.
For single pass grinding patterns, all three output
cut followed by
the table speed. As table speed increases, grinding
temperature and MRR increases steadily while surface
roughness is nearly constant. However, as the depth of cut
increases, grinding temperature increases the most
y is surface roughness. For
multiple pass grinding patterns, the grinding temperature
and surface roughness are more influenced by the depth of
cut compared to table speed while MRR is more affected
by varying table speed compared to depth of cut. The
ease in table speed causes the grinding temperature to
increase dramatically while MRR and surface roughness
are significantly affected. On the other hand, the increase
of depth of cut also highly affects temperature difference,
MRR also increases by a sma
roughness is nearly constant.
ACKNOWLEDGMENTS
Malaysia Pahang for financial support under university
research project no. RDU120310.
REFERENCE
Azmi,
Chen, X.
Das, S.K., Choi, S.U.S., Wenhua, Y.W.
Das, S.K., Putra, N., Thiesen, P.
Fadhillaha
Hussein, A.M., Bakar, R.A., Kadirgama,
Hussein, A.M., S
Kadirgama, K., Rahman, M.M., Ismail, A.R.
Khan, M.A.R., Rahman, M.M., Kadirgama, K.
Krajnik, P., Kopac, J.
Journal of Engineering and Applied Sciences
Network (ARPN). All righ
s.com
increase dramatically while MRR and surface roughness
are significantly affected. On the other hand, the increase
of depth of cut also highly affects temperature difference,
MRR also increases by a sma
roughness is nearly constant.
ACKNOWLEDGMENTS
The authors would like to thank Universiti
Malaysia Pahang for financial support under university
research project no. RDU120310.
REFERENCE
Azmi, W.H., Sharma, K.V.,
(2013). Nanofluid properties for forced
convection heat transfer: An overview.
Mechanical Engineering and Sciences,
408.
Chen, X. and Rowe, W.B. (1996). Analysis and simulation
of the grinding process. Part i: Generation of the
grinding wheel surface.
Machine Tools and Manufacture,
882.
Das, S.K., Choi, S.U.S., Wenhua, Y.W.
(2008).
USA: John Wiley & Sons, Inc.
Das, S.K., Putra, N., Thiesen, P.
Temperature dependence of thermal conductivity
enhancement for nanofluids.
Transfer,
Fadhillahanafi, N.M., Leong, K.Y.
(2013). Stability and thermal conductivity
characteristics of carbon nanotube based
nanofluids.
and Mechanical Engineering,
Hussein, A.M., Bakar, R.A., Kadirgama,
K.V. (2013). Experimental measurements of
nanofluids thermal properties.
Journal of Automotive and Mechanical
Engineering,
Hussein, A.M., S
Kadirgama, K. (2013). Heat transfer
enhancement with nanofluids
of Mechanical Engineering and Sciences,
pp.452-461.
Kadirgama, K., Rahman, M.M., Ismail, A.R.
R.A. (2012). A surrogate modelling to predict
surface roughness and surface texture when
grinding aisi 10
Research and Essays,
Khan, M.A.R., Rahman, M.M., Kadirgama, K.
R.A. (2012). Artificial neural network model for
material removal rate of ti
discharge machining.
and Technology Part A: Energy Science and
Research,
Krajnik, P., Kopac, J.
grinding factors based on response surface
pplied Sciences
hts reserved.
increase dramatically while MRR and surface roughness
are significantly affected. On the other hand, the increase
of depth of cut also highly affects temperature difference,
MRR also increases by a sma
roughness is nearly constant.
ACKNOWLEDGMENTS
The authors would like to thank Universiti
Malaysia Pahang for financial support under university
research project no. RDU120310.
W.H., Sharma, K.V.,
(2013). Nanofluid properties for forced
convection heat transfer: An overview.
Mechanical Engineering and Sciences,
Rowe, W.B. (1996). Analysis and simulation
of the grinding process. Part i: Generation of the
grinding wheel surface.
Machine Tools and Manufacture,
Das, S.K., Choi, S.U.S., Wenhua, Y.W.
Nanofluids: Science and technology
USA: John Wiley & Sons, Inc.
Das, S.K., Putra, N., Thiesen, P.
Temperature dependence of thermal conductivity
enhancement for nanofluids.
Transfer, 125(4), pp.567
nafi, N.M., Leong, K.Y.
(2013). Stability and thermal conductivity
characteristics of carbon nanotube based
nanofluids. International Journal of Automotive
and Mechanical Engineering,
Hussein, A.M., Bakar, R.A., Kadirgama,
K.V. (2013). Experimental measurements of
nanofluids thermal properties.
Journal of Automotive and Mechanical
Engineering, 7, pp.850
Hussein, A.M., Sharma, K.V., Bakar, R.A. and
Kadirgama, K. (2013). Heat transfer
ement with nanofluids
of Mechanical Engineering and Sciences,
461.
Kadirgama, K., Rahman, M.M., Ismail, A.R.
R.A. (2012). A surrogate modelling to predict
surface roughness and surface texture when
grinding aisi 1042 carbon steel.
Research and Essays,
Khan, M.A.R., Rahman, M.M., Kadirgama, K.
R.A. (2012). Artificial neural network model for
material removal rate of ti
discharge machining.
and Technology Part A: Energy Science and
Research, 29(2), pp.1025
Krajnik, P., Kopac, J. and Sluga, A. (2005). Design of
grinding factors based on response surface
ISSN 1819-6
increase dramatically while MRR and surface roughness
are significantly affected. On the other hand, the increase
of depth of cut also highly affects temperature difference,
MRR also increases by a small amount while surface
The authors would like to thank Universiti
Malaysia Pahang for financial support under university
research project no. RDU120310.
W.H., Sharma, K.V., Mamat, R. and
(2013). Nanofluid properties for forced
convection heat transfer: An overview.
Mechanical Engineering and Sciences,
Rowe, W.B. (1996). Analysis and simulation
of the grinding process. Part i: Generation of the
grinding wheel surface. International Journal of
Machine Tools and Manufacture,
Das, S.K., Choi, S.U.S., Wenhua, Y.W. and
Nanofluids: Science and technology
USA: John Wiley & Sons, Inc.
Das, S.K., Putra, N., Thiesen, P. and Roetzel, W. (2003).
Temperature dependence of thermal conductivity
enhancement for nanofluids. Journal of Heat
567-574.
nafi, N.M., Leong, K.Y. and
(2013). Stability and thermal conductivity
characteristics of carbon nanotube based
International Journal of Automotive
and Mechanical Engineering, 8, pp. 1376
Hussein, A.M., Bakar, R.A., Kadirgama, K.
K.V. (2013). Experimental measurements of
nanofluids thermal properties.
Journal of Automotive and Mechanical
850-863.
harma, K.V., Bakar, R.A. and
Kadirgama, K. (2013). Heat transfer
ement with nanofluids – a review.
of Mechanical Engineering and Sciences,
Kadirgama, K., Rahman, M.M., Ismail, A.R.
R.A. (2012). A surrogate modelling to predict
surface roughness and surface texture when
42 carbon steel.
Research and Essays, 7(5), pp.598-
Khan, M.A.R., Rahman, M.M., Kadirgama, K.
R.A. (2012). Artificial neural network model for
material removal rate of ti-15-3 in electrical
discharge machining. Energy Education S
and Technology Part A: Energy Science and
1025-1038.
Sluga, A. (2005). Design of
grinding factors based on response surface
6608
5
increase dramatically while MRR and surface roughness
are significantly affected. On the other hand, the increase
of depth of cut also highly affects temperature difference,
ll amount while surface
The authors would like to thank Universiti
Malaysia Pahang for financial support under university
Mamat, R. and Anuar, S.
(2013). Nanofluid properties for forced
convection heat transfer: An overview. Journal of
Mechanical Engineering and Sciences, 4, pp.397
Rowe, W.B. (1996). Analysis and simulation
of the grinding process. Part i: Generation of the
International Journal of
Machine Tools and Manufacture, 36(8), pp.871
and Pradeep, T.
Nanofluids: Science and technology
Roetzel, W. (2003).
Temperature dependence of thermal conductivity
Journal of Heat
and Risby, M.S.
(2013). Stability and thermal conductivity
characteristics of carbon nanotube based
International Journal of Automotive
pp. 1376-1384.
K. and Sharma,
K.V. (2013). Experimental measurements of
nanofluids thermal properties. International
Journal of Automotive and Mechanical
harma, K.V., Bakar, R.A. and
Kadirgama, K. (2013). Heat transfer
a review. Journal
of Mechanical Engineering and Sciences, 4
Kadirgama, K., Rahman, M.M., Ismail, A.R. and Bakar,
R.A. (2012). A surrogate modelling to predict
surface roughness and surface texture when
42 carbon steel. Scientific
-608.
Khan, M.A.R., Rahman, M.M., Kadirgama, K. and Bakar,
R.A. (2012). Artificial neural network model for
3 in electrical
Energy Education Science
and Technology Part A: Energy Science and
Sluga, A. (2005). Design of
grinding factors based on response surface
increase dramatically while MRR and surface roughness
are significantly affected. On the other hand, the increase
of depth of cut also highly affects temperature difference,
ll amount while surface
The authors would like to thank Universiti
Malaysia Pahang for financial support under university
Anuar, S.
(2013). Nanofluid properties for forced
Journal of
397-
Rowe, W.B. (1996). Analysis and simulation
of the grinding process. Part i: Generation of the
International Journal of
871-
deep, T.
Nanofluids: Science and technology.
Roetzel, W. (2003).
Temperature dependence of thermal conductivity
Journal of Heat
Risby, M.S.
(2013). Stability and thermal conductivity
characteristics of carbon nanotube based
International Journal of Automotive
Sharma,
K.V. (2013). Experimental measurements of
International
Journal of Automotive and Mechanical
harma, K.V., Bakar, R.A. and
Kadirgama, K. (2013). Heat transfer
Journal
4,
Bakar,
R.A. (2012). A surrogate modelling to predict
surface roughness and surface texture when
Scientific
Bakar,
R.A. (2012). Artificial neural network model for
3 in electrical
cience
and Technology Part A: Energy Science and
Sluga, A. (2005). Design of
grinding factors based on response surface
Krueger, M.K., Yoon, S.C., Gong, D., McSp
Lee, P.H., Nam,
Madic, M.J.
Mahendran, M., Lee, G.C., Sharma, K.V.
Malkin, S.
Prabhu, S.
Rahman, M.M. (2012). Modeling of machining parameters
Rahman, M.M.
Rahman, M.M.,
Rahman, M.M., Mohyaldeen, H.M., Noor,
Rao, G.S., Sharma, K.V., Chary, S.P., Bakar, R.
Ravisankar, B. and
methodology.
Technology
Krueger, M.K., Yoon, S.C., Gong, D., McSp
O’Rourke, L.J.O.
technology in metalworking fluids and grinding
wheels achieves tenfold improvement in grinding
performance.
Lee, P.H., Nam,
Environmentally
quantity lubrication (
process using nano
presented at the International Conference on
Manufacturing Automation.
Madic, M.J.
selection of ann training and architectural
paramaters using taguchi method: A case study.
FME Transactions,
Mahendran, M., Lee, G.C., Sharma, K.V.
(2012). Performance of evacuated tube sol
collector using water
nanofluid.
and Sciences,
Malkin, S. and
grinding.
Technology,
Prabhu, S. and
generation of grinding process using carbon nano
tubes.
Rahman, M.M. (2012). Modeling of machining parameters
of ti-
neural network approach.
Essays,
Rahman, M.M.
water
during abrasive grinding of ductile cast iron.
Journal of Nanoparticles, Article ID 175896
pp.1-7.
Rahman, M.M.,
Artificial neural network modeling of grinding of
ductile cast iron using water based sio2
nanocoolant.
and Mechanical Engineering,
Rahman, M.M., Mohyaldeen, H.M., Noor,
Kadirgama, K.
static response of suspension arm based on
artificial neural network technique.
Materials Research,
Rao, G.S., Sharma, K.V., Chary, S.P., Bakar, R.
Rahman, M.M., Kadirgama, K
(2011). Experimental study on heat transfer
coefficient and friction factor of
in a packed bed column.
Engineering and Sciences,
Ravisankar, B. and
nanoparticle volume fraction, particle size and
temperature on thermal conductivity and
viscosity of nanofluids
Journal of Automotive and Mechanical
Engineering,
VOL. X, NO. X
methodology. Journal of
Technology, 162-163
Krueger, M.K., Yoon, S.C., Gong, D., McSp
O’Rourke, L.J.O.
technology in metalworking fluids and grinding
wheels achieves tenfold improvement in grinding
performance. Technical Report
Lee, P.H., Nam, T.S., Li, C.
Environmentally-friendly nano
quantity lubrication (
process using nano
presented at the International Conference on
Manufacturing Automation.
and Radovanovic, M.R. (2011). Optimal
selection of ann training and architectural
paramaters using taguchi method: A case study.
FME Transactions,
Mahendran, M., Lee, G.C., Sharma, K.V.
(2012). Performance of evacuated tube sol
collector using water
nanofluid. Journal of Mechanical Engineering
and Sciences, 3, pp.
and Guo, C. (2007). Thermal analysis of
grinding. CIRP Annal
Technology, 56, pp.
and Vinayagam, B.K. (2010). Nano surface
generation of grinding process using carbon nano
tubes. Sadhana, 35
Rahman, M.M. (2012). Modeling of machining parameters
-6al-4v for electric discharge machining: A
neural network approach.
Essays, 7(8), pp.881
Rahman, M.M. and Kadirgama, K. (2014). Performance of
water-based zinc oxide nanoparticle coolant
during abrasive grinding of ductile cast iron.
Journal of Nanoparticles, Article ID 175896
7.
Rahman, M.M., Kadirgama, K. Ab Aziz, A.S. (2014).
Artificial neural network modeling of grinding of
ductile cast iron using water based sio2
nanocoolant. International Journal of Automotive
and Mechanical Engineering,
Rahman, M.M., Mohyaldeen, H.M., Noor,
Kadirgama, K. and
static response of suspension arm based on
artificial neural network technique.
Materials Research,
Rao, G.S., Sharma, K.V., Chary, S.P., Bakar, R.
Rahman, M.M., Kadirgama, K
(2011). Experimental study on heat transfer
coefficient and friction factor of
in a packed bed column.
Engineering and Sciences,
Ravisankar, B. and Tara Chand, V. (2013). Influence of
nanoparticle volume fraction, particle size and
temperature on thermal conductivity and
viscosity of nanofluids
Journal of Automotive and Mechanical
Engineering, 8, pp.
X, XXXXXXXX
ARPN Journal of Engineering and
©2006-2015
Journal of Materials Processing
163, pp.629-636.
Krueger, M.K., Yoon, S.C., Gong, D., McSp
and Parten, R.J. (2000). New
technology in metalworking fluids and grinding
wheels achieves tenfold improvement in grinding
Technical Report: NASA STI.
T.S., Li, C. andLee, S.W. (2010).
friendly nano
quantity lubrication (MQL) meso
process using nano-diamond particles.
presented at the International Conference on
Manufacturing Automation.
Radovanovic, M.R. (2011). Optimal
selection of ann training and architectural
paramaters using taguchi method: A case study.
FME Transactions, 39, pp.79-86.
Mahendran, M., Lee, G.C., Sharma, K.V.
(2012). Performance of evacuated tube sol
collector using water-based titanium oxide
Journal of Mechanical Engineering
pp. 301-310.
Guo, C. (2007). Thermal analysis of
CIRP Annals -
pp.760-761.
inayagam, B.K. (2010). Nano surface
generation of grinding process using carbon nano
35(6), pp.747-760.
Rahman, M.M. (2012). Modeling of machining parameters
4v for electric discharge machining: A
neural network approach. Scienti
881-890.
Kadirgama, K. (2014). Performance of
based zinc oxide nanoparticle coolant
during abrasive grinding of ductile cast iron.
Journal of Nanoparticles, Article ID 175896
Kadirgama, K. Ab Aziz, A.S. (2014).
Artificial neural network modeling of grinding of
ductile cast iron using water based sio2
International Journal of Automotive
and Mechanical Engineering, 9, 1649
Rahman, M.M., Mohyaldeen, H.M., Noor,
and Bakar, R.A. (2011). Linear
static response of suspension arm based on
artificial neural network technique.
Materials Research, 213, pp.419
Rao, G.S., Sharma, K.V., Chary, S.P., Bakar, R.
Rahman, M.M., Kadirgama, K.
(2011). Experimental study on heat transfer
coefficient and friction factor of
in a packed bed column. Journal of Mechanical
Engineering and Sciences, 1, pp.
Tara Chand, V. (2013). Influence of
nanoparticle volume fraction, particle size and
temperature on thermal conductivity and
viscosity of nanofluids- a review.
Journal of Automotive and Mechanical
pp.1316-1338.
Journal of Engineering and
15 Asian Research Pub
www.a
Materials Processing
636.
Krueger, M.K., Yoon, S.C., Gong, D., McSpadden, J.S.B.,
Parten, R.J. (2000). New
technology in metalworking fluids and grinding
wheels achieves tenfold improvement in grinding
: NASA STI.
Lee, S.W. (2010).
friendly nano-fluid minimum
) meso-scale grinding
diamond particles. Paper
presented at the International Conference on
Radovanovic, M.R. (2011). Optimal
selection of ann training and architectural
paramaters using taguchi method: A case study.
86.
Mahendran, M., Lee, G.C., Sharma, K.V. and Shahrani, A.
(2012). Performance of evacuated tube sol
based titanium oxide
Journal of Mechanical Engineering
Guo, C. (2007). Thermal analysis of
Manufacturing
inayagam, B.K. (2010). Nano surface
generation of grinding process using carbon nano
760.
Rahman, M.M. (2012). Modeling of machining parameters
4v for electric discharge machining: A
Scientific Research and
Kadirgama, K. (2014). Performance of
based zinc oxide nanoparticle coolant
during abrasive grinding of ductile cast iron.
Journal of Nanoparticles, Article ID 175896
Kadirgama, K. Ab Aziz, A.S. (2014).
Artificial neural network modeling of grinding of
ductile cast iron using water based sio2
International Journal of Automotive
, 1649-1661.
Rahman, M.M., Mohyaldeen, H.M., Noor, M.M.,
Bakar, R.A. (2011). Linear
static response of suspension arm based on
artificial neural network technique. Advanced
419-426.
Rao, G.S., Sharma, K.V., Chary, S.P., Bakar, R.
. and Noor, M.M.
(2011). Experimental study on heat transfer
coefficient and friction factor of AL2O3 nanofluid
Journal of Mechanical
pp.1-15.
Tara Chand, V. (2013). Influence of
nanoparticle volume fraction, particle size and
temperature on thermal conductivity and
a review. International
Journal of Automotive and Mechanical
Journal of Engineering and
rch Publishing Network (ARPN).
www.arpnjournals
Materials Processing
adden, J.S.B.,
Parten, R.J. (2000). New
technology in metalworking fluids and grinding
wheels achieves tenfold improvement in grinding
Lee, S.W. (2010).
fluid minimum
scale grinding
Paper
presented at the International Conference on
Radovanovic, M.R. (2011). Optimal
selection of ann training and architectural
paramaters using taguchi method: A case study.
Shahrani, A.
(2012). Performance of evacuated tube solar
based titanium oxide
Journal of Mechanical Engineering
Guo, C. (2007). Thermal analysis of
Manufacturing
inayagam, B.K. (2010). Nano surface
generation of grinding process using carbon nano
Rahman, M.M. (2012). Modeling of machining parameters
4v for electric discharge machining: A
fic Research and
Kadirgama, K. (2014). Performance of
based zinc oxide nanoparticle coolant
during abrasive grinding of ductile cast iron.
Journal of Nanoparticles, Article ID 175896,
Kadirgama, K. Ab Aziz, A.S. (2014).
Artificial neural network modeling of grinding of
ductile cast iron using water based sio2
International Journal of Automotive
M.M.,
Bakar, R.A. (2011). Linear
static response of suspension arm based on
Advanced
Rao, G.S., Sharma, K.V., Chary, S.P., Bakar, R.A.,
Noor, M.M.
(2011). Experimental study on heat transfer
nanofluid
Journal of Mechanical
Tara Chand, V. (2013). Influence of
nanoparticle volume fraction, particle size and
temperature on thermal conductivity and
International
Journal of Automotive and Mechanical
Shen, B., Shih
Syam Sundar, L.
Syam Sundar, L. and
Walsh, A.P., Baliga, B. and
.
Journal of Engineering and Applied Sciences
Network (ARPN). All righ
s.com
Shen, B., Shih, A.J.
of nanofluids in minimum quantity lubrication
grinding.
Syam Sundar, L.
experimental study on heat transfer and friction
factor of al2o3 nanofluid
Engineering and Sciences,
Syam Sundar, L. and
convective heat transfer and friction factor of
al2o3 nanofluid in circular tube fitted with
twisted tape inserts.
Automotive and Mechanical Engineering,
pp.265-278.
Walsh, A.P., Baliga, B. and
novel technique to optimize grinding process.
International Manufacturing Leaders Forum
pp.101-106.
pplied Sciences
hts reserved.
, A.J. and Simon, C.T. (2008). Application
of nanofluids in minimum quantity lubrication
grinding. Tribology Transactions,
Syam Sundar, L. and Sharma, K.V. (2011a). An
experimental study on heat transfer and friction
factor of al2o3 nanofluid
Engineering and Sciences,
Syam Sundar, L. and Sharma, K.V. (2011b). Laminar
convective heat transfer and friction factor of
al2o3 nanofluid in circular tube fitted with
twisted tape inserts.
tomotive and Mechanical Engineering,
278.
Walsh, A.P., Baliga, B. and
novel technique to optimize grinding process.
International Manufacturing Leaders Forum
106.
ISSN 1819-6
Simon, C.T. (2008). Application
of nanofluids in minimum quantity lubrication
Tribology Transactions, 51
Sharma, K.V. (2011a). An
experimental study on heat transfer and friction
factor of al2o3 nanofluid. Journal of Mechanical
Engineering and Sciences, 1, pp.99
Sharma, K.V. (2011b). Laminar
convective heat transfer and friction factor of
al2o3 nanofluid in circular tube fitted with
twisted tape inserts. International Journal of
tomotive and Mechanical Engineering,
Walsh, A.P., Baliga, B. and Hodgson, P.D. (2002). A
novel technique to optimize grinding process.
International Manufacturing Leaders Forum
6608
6
Simon, C.T. (2008). Application
of nanofluids in minimum quantity lubrication
51, 730-737.
Sharma, K.V. (2011a). An
experimental study on heat transfer and friction
Journal of Mechanical
99-112.
Sharma, K.V. (2011b). Laminar
convective heat transfer and friction factor of
al2o3 nanofluid in circular tube fitted with
International Journal of
tomotive and Mechanical Engineering, 3
Hodgson, P.D. (2002). A
novel technique to optimize grinding process.
International Manufacturing Leaders Forum
Simon, C.T. (2008). Application
of nanofluids in minimum quantity lubrication
Sharma, K.V. (2011a). An
experimental study on heat transfer and friction
Journal of Mechanical
Sharma, K.V. (2011b). Laminar
convective heat transfer and friction factor of
al2o3 nanofluid in circular tube fitted with
International Journal of
3,
Hodgson, P.D. (2002). A
novel technique to optimize grinding process.
International Manufacturing Leaders Forum,


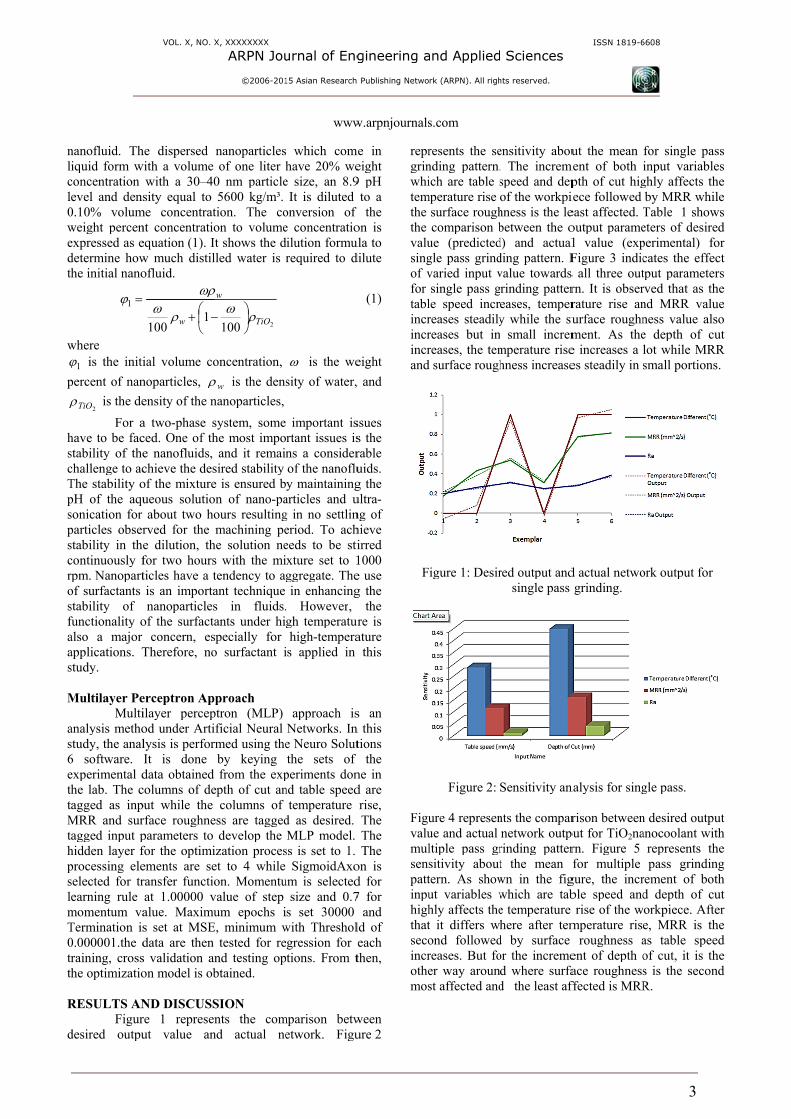
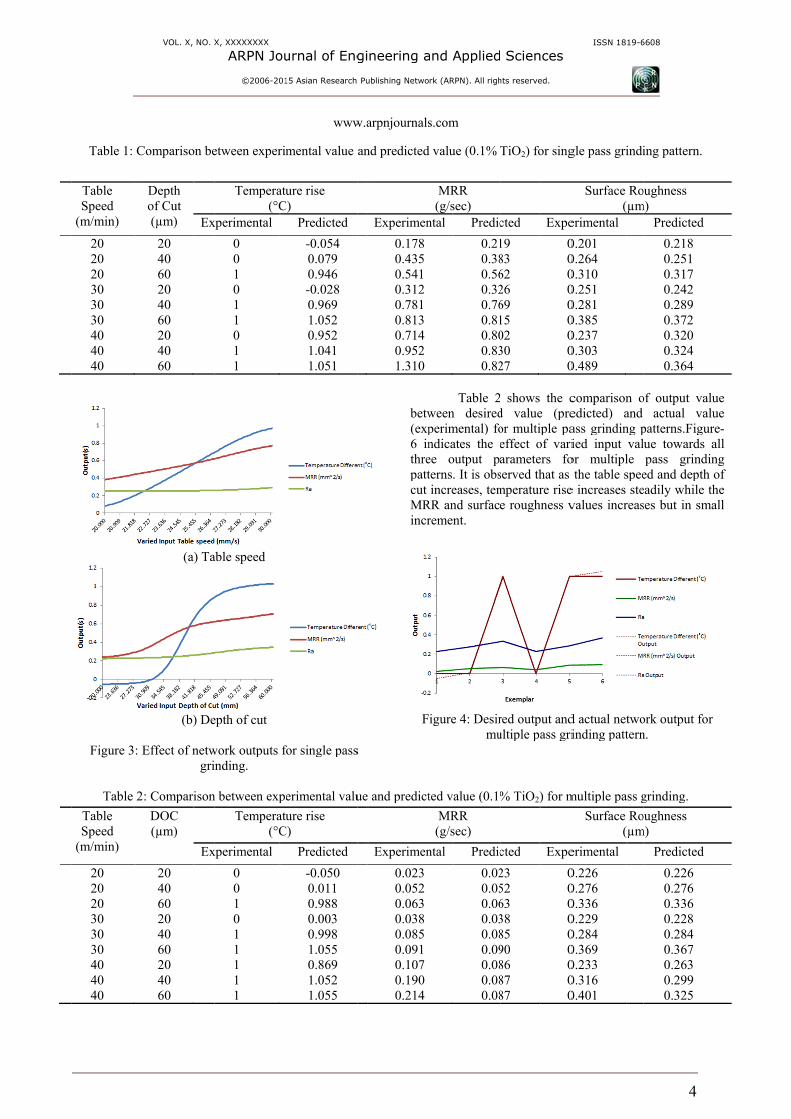
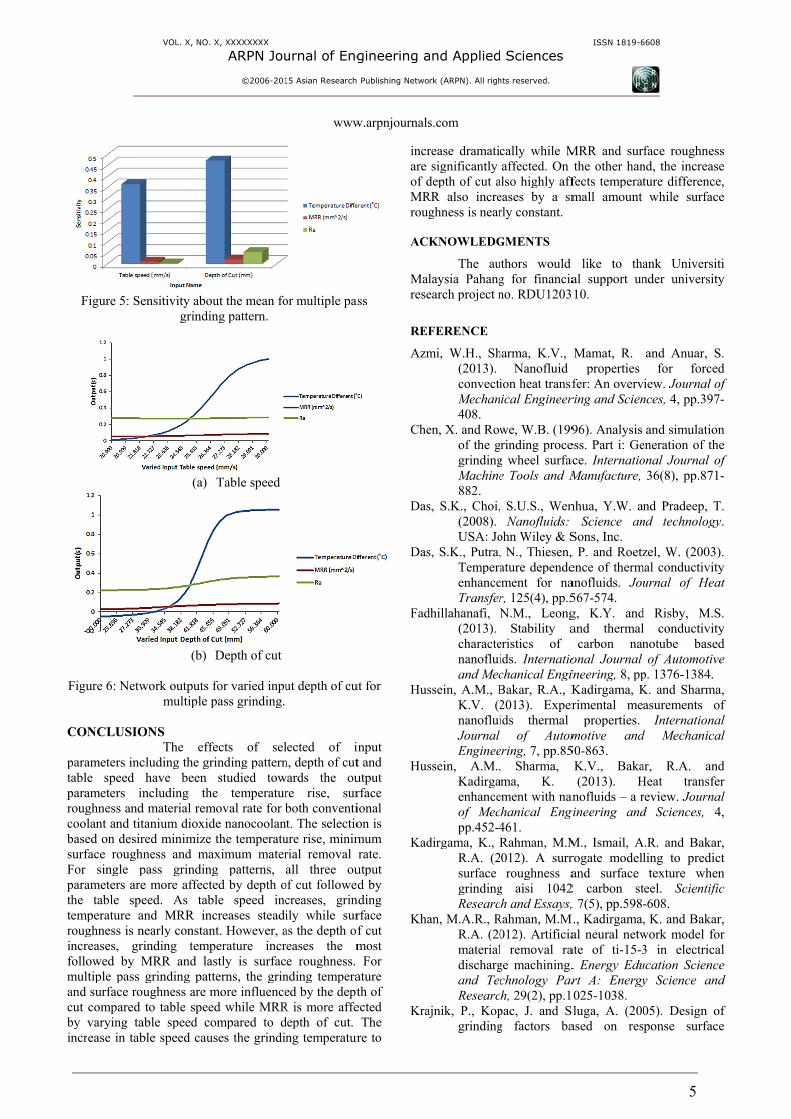








![[PPT]Abrasive Waterjet Machining - Southern Illinois …scho/index_files/Abrasive Waterjet.ppt · Web viewTitle Abrasive Waterjet Machining Author Academic Computing Last modified](https://static.documents.pub/doc/80x56/5aa4961d7f8b9ac8748c252d/pptabrasive-waterjet-machining-southern-illinois-schoindexfilesabrasive.jpg)









