Page 1
Indian J.Sci.Res. 2(1) : 173-179, 2014 ISSN : 2250-0138 (Online)
ISSN: 0976-2876(Print)
__________________________________ 1Corresponding author
OPTIMIZATION OF DRILLING PARAMETERS IN COMPOSITE SANDWICH STRUCTURES (PVC
CORE)
P. GHABEZI1a, M. KHORAN
b
a1 Young Researchers and Elites club, Science and Research Branch, Islamic Azad University, Tehran, Iran
b Lecture of Esfarayen University, Esfarayen, Iran
ABSTRACT
The objective of this work is to investigate the influence of cutting speed, feed rate, and tool diameter on the uncut fiber
and delamination damage of three types of composite sandwich structures including PVC foam and faces made of
Glass/polyester. A design of experiments (full factorial) was used to assess the importance of the drilling parameters, and
digital photography technique was used to evaluate the damages from drilling. The drilling operation was assessed based
on two introduced factors including the delamination factor (DF) and uncut fiber factor (UCFF). Analysis of the
experimental results for DF indicated that feed rate and drill diameter were the most significant and insignificant
parameters, respectively. But experimental results for UCFF showed that feed rate has greatest influence. Also, the results
revealed that the both factors increase with the increase of feed rate and there is an optimum point for cutting speed and
tool diameter in evaluation of UCFF. Whereas increasing tool diameter leads to decrease of DF and generally in variation
of cutting speed for UCFF, there is a maximum point.
KEYWORDS: Cutting Speed, Drilling, Feed Rate, Panel Sandwich, Delamination.
Sandwich panels have some advantages such as ability to
provide high bending stiffness, buckling and fatigue strength
and light weight structure. Specific properties of composite
sandwich structures are high strength to weight ratio in
comparison with other laminate composites. Drilling of
composite material is one of the most frequently used to make
holes for screws, rivets and bolts for mechanical joints in the
aerospace applications. Mechanism of drilling of composite
reinforced parts is different from that of isotropic and
homogeneous material such as metal and conventional
materials. During drilling of composites occur various
damages in the hole. Among them, fiber pull-out, fiber
breakage matrix cracking and delamination are the most
significant. Absolutely, delamination is the major damage in
the drilling process that is what happens in a laminate when its
layers begin to separate in the entrance and exit of the hole.
Delamination occurs during drilling of composite laminate by
two distinguish mechanisms: peeling up of the top layer and
pushing out in the bottom layer (Mohan et.al, 2007). However,
there is a difference between delamination in the punching of
composite sheets and sandwich panels; in a sandwich panel,
because of existing two laminates in the top and bottom faces,
there are four damaged regions (peeling up and pushing out in
both top and bottom layers) in the delamination form while
there is two regions in drilling of a composite sheet. Figure 1
shows different mechanisms of delamination in the sandwich
structures that considered in this paper.
Figure 1: different mechanism and regions of delamination in a composite sandwich panel.
Near the exit of the hole, delamination damage is due to
separating the thin uncut layer (the bottom layers as shown in
Figure 1) from the remainder of the laminate. This damage
leads to weaken of the structure, so investigation on
delamination in the composite sandwich panels is a critical
issue. Liu et al. summarized an up-to-date progress in
Page 2
P. GHABEZI AND M. KHORAN : OPTIMIZATION OF DRILLING PARAMETERS IN COMPOSITE SANDWICH STRUCTURES (PVC CORE)
Indian J.Sci.Res. 2(1) : 173-179, 2014 - 174 -
mechanical drilling of composite laminates including
vibration-assisted twist drilling, grinding drilling, conventional
drilling, high speed drilling, delamination, bit geometry and
materials, tool wear and thrust force (Liu et al., 2012). Singh
and Sharma presented a mathematical model to show step-by-
step procedure to capture complex drilling dynamics (Singh
and Sharma, 2013). Bogdan and Xirouchakis tested wide
range of cutting parameters and determined the cutting loads
distribution (axial and tangential) along the work-piece
thickness and tool radius by analyzing the thrust and torque
curves when drilling with 3 different drills carbon-fiber
(CFRP) and glass-fiber (GFRP) reinforced composite plates
(Bogdan and Xirouchakis, 2011). Rajmohan and Palanikumar
investigated the application of response surface methodology
and central composite design for modeling, optimization, and
analyzing burr height, thrust force and surface roughness in
the drilling of hybrid metal matrix composites (Rajmohan and
Palanikumar, 2013). Wang et al. used uncoated, diamond
coated and AlTiN coated carbide (WC–Co) drills and
investigated the wear of certain coated drills when drilling
carbon fiber reinforced composites (CFRP) (Wang et al.,
2013). In this paper different types of cores (PVC foam, Balsa
wood and corrugated-foam) in a sandwich panel is considered
under various machining conditions (cutting speed, feed rate
and tool diameter). The objective of this research is finding the
best machining condition to made a hole in all three sandwich
panels using define a dalamination factor (DF) and uncut fiber
factor (UCFF), and comparison of hole quality in them to find
best core for fabricating sandwich panels.Text of the
introduction.
EXPERIMENTS
Materials
In this study used a specific unsaturated polyester resin
suitable for VARTM process with the viscosity of 90–120 MP
as mixed with 0.01% cobalt naphthenate as accelerator and
1.25% methyl ethyl ketone peroxide as initiator. Also in this
paper used Polyvinyl chloride (PVC) foam, AIREX C70.75,
with thickness of 10mm and nominal density of 80 kg/m3, as
core in manufacturing of composite samples. Both face sheets
of the sandwich panels are made of six layers of bidirectional
(0/90) E-galss fabrics with the surface density of 200 g/m2.
Manufacturing process
All specimens were fabricated using VARTM process. Details
of this process are shown in Fig. 2.
Figure 2: detail of VARTM process; 1- vacuum pump, 2- safety tank, 3- indicator, 4- distribution layer, 5- Dacron peel ply, 6-
vacuum bag, 7- resin transfer tubes, 8- valves and joints, 9- release Wax, 10- seal paste.
Tools
The drilling process were carried out on the all of sandwich
specimens, using a Twist drill bit made of high speed steel
manufactured to DIN 338, 4, 7 and 9 mm diameter, a 118°
point angle and 43, 69 and 81mm working length respectively.
A universal milling machine DECKEL FP4M with 4-kW
spindle power, spindle speed 50 to 2500 rpm, feed speed 8-
630 mm/min (x/y/z) and Tilting table 800*460 mm was used
to perform experiments (Fig. 3).
Page 3
Indian J.Sci.Res. 2(1) : 173-179, 2014 ISSN : 2250-0138 (Online)
ISSN: 0976-2876(Print)
__________________________________ 1Corresponding author
Figure 3: Universal milling machine DECKEL FP4M.
Drilling
The drilling tests were conducted on PVC foam core sandwich
samples at three spindle speeds of the drill 500, 1600 and 2500
rpm, at feed rates of 50, 200 and 400 mm/min for drill
diameter of 4, 7 and 9 mm. All tests were run without using
coolant during drilling process. For evaluation of delamination
damage around and into the holes used digital photography
technique mean a Cyber-shot™ camera with 8.1 MP
resolution and auto-focus ability. The typical drilled holes are
presented in Fig. 4.
Figure 4: Drilled holes of sandwich composite samples.
Delamination And Uncut Fiber Factors
There are different types of damage in a drilling process of
composite reinforced material such as matrix cracking, fiber
pull-out, uncut fiber and matrix, fiber breakage and
delamination. Delamination in one of the most important of
them and have two general types: peel ply and push out. In the
other hand, for both of them there are two modes of
delamination damage, one damage fiber around the hole and
the other mode is existing uncut fiber and matrix that is
appeared into the hole, so in this paper to evaluate
delamination damage in the sandwich panels used two factors;
delamination factor (DF) and uncut fiber factor (UCFF). These
factors are defined in the following form (Fig. 5).
UCFF = AI / AHOLE = AI / ΠR2 (1)
DF = AO / AHOLE = AO / ΠR2 (2)
In which, AHole is the diameter of the drill in mm2, Ai is section
area between hole circle and minimum damage zone and Ao is
the area between circle of hole and maximum of the
delamination zone in mm2.
Page 4
Indian J.Sci.Res. 2(1) : 173-179, 2014 ISSN : 2250-0138 (Online)
ISSN: 0976-2876(Print)
__________________________________ 1Corresponding author
Figure 5: different sections for calculation of delamination factors.
Both the upper and lower surfaces of each specimen were
scanned using digital photography technique. Three different
regions for all holes were marked as shown in Figure , and
then import photos to the Auto Cad engineering software and
by recognizing namely diameter of any hole, calculate area
section of A0 and Ai. Finally derived delamination factors
based on equations 1 and 2.
Design of Experiment (full factorial)
The drill tests for all three types of composite sandwich panels
were planned using the full factorial experiments with three
levels and three factors (
Table 1).
Table 1: Assignment of levels to the factors
LEVEL CUTTING SPEED
(RPM)
FEED RATE (MM/MIN) TOOL DIAMETER
(MM)
1 500 50 4
2 1600 200 7
3 2500 400 9
Error! Reference source not found. show the results of the uncut fiber factor (UCFF) and delamination factor (DF) for the
experimental drill tests, obtained by Eqs 1 and 2 as a function of the cutting parameters including D (mm), V (rpm) and F (mm/min).
Table 2: Experimental results for the defined factors for PVC foam sandwich panels.
TEST TOOL
DIAMETER
D (MM)
CUTTING
SPEED
V (RPM)
FEED RATE
F (MM/MIN)
DF UCFF
PVC FOAM 1 4 500 50 0.495305 0.182715
PVC FOAM 2 4 500 200 0.496896 0.185898
PVC FOAM 3 4 500 400 0.53032 0.193061
PVC FOAM 4 4 1600 50 0.456311 0.199427
PVC FOAM 5 4 1600 200 0.489734 0.205793
PVC FOAM 6 4 1600 400 0.499284 0.21216
PVC FOAM 7 4 2500 50 0.50008 0.169187
PVC FOAM 8 4 2500 200 0.506446 0.180328
PVC FOAM 9 4 2500 400 0.507242 0.18749
PVC FOAM 10 7 500 50 0.496231 0.147944
PVC FOAM 11 7 500 200 0.507404 0.157818
PVC FOAM 12 7 500 400 0.527933 0.180165
PVC FOAM 13 7 1600 50 0.459591 0.149243
PVC FOAM 14 7 1600 200 0.437764 0.176528
Page 5
P. GHABEZI AND M. KHORAN : OPTIMIZATION OF DRILLING PARAMETERS IN COMPOSITE SANDWICH STRUCTURES (PVC CORE)
Indian J.Sci.Res. 2(1) : 173-179, 2014 - 177 -
PVC FOAM 15 7 1600 400 0.449197 0.176787
PVC FOAM 16 7 2500 50 0.417235 0.155479
PVC FOAM 17 7 2500 200 0.559115 0.1547
PVC FOAM 18 7 2500 400 0.564312 0.147944
PVC FOAM 19 9 500 50 0.521645 0.143132
PVC FOAM 20 9 500 200 0.512527 0.152878
PVC FOAM 21 9 500 400 0.607001 0.163567
PVC FOAM 22 9 1600 50 0.481874 0.145175
PVC FOAM 23 9 1600 200 0.486748 0.142817
PVC FOAM 24 9 1600 400 0.501052 0.164039
PVC FOAM 25 9 2500 50 0.504196 0.143289
PVC FOAM 26 9 2500 200 0.553241 0.151149
PVC FOAM 27 9 2500 400 0.579021 0.152406
EXPERIMENTAL RESULTS AND DISCUSSION
The engineers often interest to realize the values of the
optimum input process parameters to reach desirable quality
during drilling operations. This optimum condition could be
either a minimum or a maximum of the input parameters. To
produce better holes, controlling of process parameters such as
cutting speed, feed rate and drill diameter are needed for the
industrial applications. The machinability of composite panel
sandwiches made of Glass/Polyester with core of PVC foam
were studied when drilling at different cutting conditions.
In this section, the effect of drilling parameters (cutting speed,
feed rate, drill diameter and core material) on DF and UCFF in
drilling of composite materials is investigated by using the
graphs and bar diagrams.
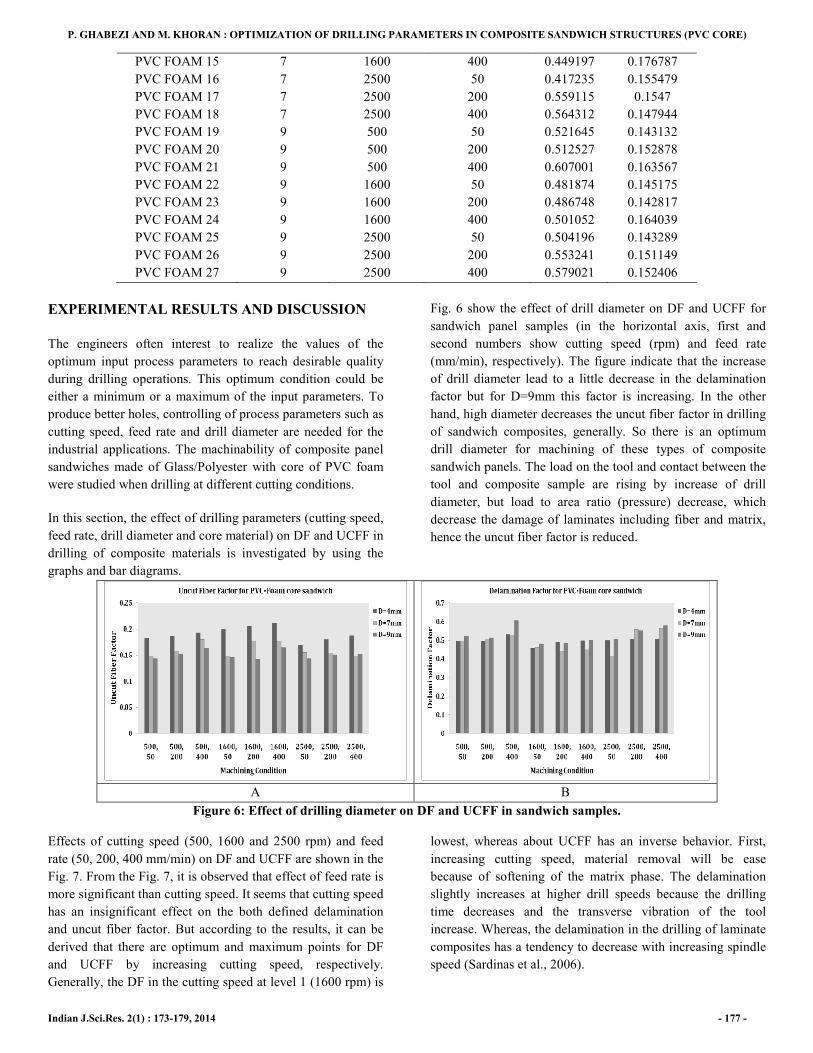
Fig. 6 show the effect of drill diameter on DF and UCFF for
sandwich panel samples (in the horizontal axis, first and
second numbers show cutting speed (rpm) and feed rate
(mm/min), respectively). The figure indicate that the increase
of drill diameter lead to a little decrease in the delamination
factor but for D=9mm this factor is increasing. In the other
hand, high diameter decreases the uncut fiber factor in drilling
of sandwich composites, generally. So there is an optimum
drill diameter for machining of these types of composite
sandwich panels. The load on the tool and contact between the
tool and composite sample are rising by increase of drill
diameter, but load to area ratio (pressure) decrease, which
decrease the damage of laminates including fiber and matrix,
hence the uncut fiber factor is reduced.
A B
Figure 6: Effect of drilling diameter on DF and UCFF in sandwich samples.
Effects of cutting speed (500, 1600 and 2500 rpm) and feed
rate (50, 200, 400 mm/min) on DF and UCFF are shown in the
Fig. 7. From the Fig. 7, it is observed that effect of feed rate is
more significant than cutting speed. It seems that cutting speed
has an insignificant effect on the both defined delamination
and uncut fiber factor. But according to the results, it can be
derived that there are optimum and maximum points for DF
and UCFF by increasing cutting speed, respectively.
Generally, the DF in the cutting speed at level 1 (1600 rpm) is
lowest, whereas about UCFF has an inverse behavior. First,
increasing cutting speed, material removal will be ease
because of softening of the matrix phase. The delamination
slightly increases at higher drill speeds because the drilling
time decreases and the transverse vibration of the tool
increase. Whereas, the delamination in the drilling of laminate
composites has a tendency to decrease with increasing spindle
speed (Sardinas et al., 2006).
Page 6
P. GHABEZI AND M. KHORAN : OPTIMIZATION OF DRILLING PARAMETERS IN COMPOSITE SANDWICH STRUCTURES (PVC CORE)
Indian J.Sci.Res. 2(1) : 173-179, 2014 - 178 -
The figure show that feed rate 50mm/min is the best option to
obtain a hole with low clearance. The feed rate is the
significant parameter affecting the UCFF and push down
delamination (DF).
Figure 7: Effects of cutting speed and feed rate on DF and UCFF.
CONCLUSION
The experimental investigation is carried out to analyze two
criterions of delamination and uncut fiber factors in the
drilling of PVC foam composite sandwich panels. The effect
of cutting speed, feed rate and tool diameter on the hole
quality is analyzed. Fig. 8 show the mean values of DF and
UCFF versus different cutting parameters for PVC core
materials.
Page 7
Indian J.Sci.Res. 2(1) : 173-179, 2014 ISSN : 2250-0138 (Online)
ISSN: 0976-2876(Print)
__________________________________ 1Corresponding author
Figure 8: mean values of UCFF and DF for PVC Foam sandwich specimens.
According to the experimental data, the following conclusions
are drawn:
1. Based on the experimental results, feed rate is the
factor that has the greatest influence on the DF, followed by
cutting speed and tool diameter.
2. Based on the experimental results feed rate is the
factor that has the greatest influence on the UCFF, followed
by tool diameter and cutting speed.
3. The results indicated that the DF and UCFF increase
with the increase of feed rate.
4. The results revealed that there is an optimum point
for drill diameter and cutting speed parameters for DF (level
2).
5. UCFF decreases with the increase of drill diameter.
6. The results showed that there is a maximum point
(level 2) for cutting speed in evaluation of UCFF.
7. By increasing the number of levels and factors, the
results may be improved further.
8. Best quality of hole based on the delamination factor
was given in condition: feed rate=50 mm/min (level 1), cutting
speed=1600 rpm (level 2) and drill diameter=7mm (level 2).
9. Best quality of hole based on the uncut fiber factor
was given in condition: feed rate=50 mm/min (level 1), cutting
speed=2500 rpm (level 3) and drill diameter=9mm (level 3).
10. Worst quality of hole based on the delamination
factor was given in condition: feed rate=400 mm/min (level 3),
cutting speed=500 rpm (level 1) and drill diameter=9mm
(level 3).
11. Worst quality of hole based on the uncut fiber factor
was given in condition: feed rate=400 mm/min (level 3),
cutting speed=1600 rpm (level 3) and drill diameter=4mm
(level 1).
12. Generally, the delamination factor is more than uncut
fiber factor for composite sandwich structures.
ACKNOWLEDGEMENTS
This paper carried out with finance help Esfarayen
university.
REFERENCES
Bogdan L, Xirouchakis P.; 2011. Experimental analysis of
drilling fiber reinforced composites, International Journal of
Machine Tools and Manufacture, 51(12): 937-946.
Liu D, Tang Y, Cong W.L.; 2012. A review of mechanical
drilling for composite laminates, Composite Structures, 94(4):
1265-1279.
Mohan N.S, Kulkarni S.M, Ramachandra A.; 2007.
Delamination analysis in drilling process of glass fiber
reinforced plastic (GFRP) composite materials, Journal of
Materials Processing Technology, 186: 265–271.
Rajmohan T, Palanikumar K.; 2013. Application of the central
composite design in optimization of machining parameters in
drilling hybrid metal matrix composites Measurement, 46(4):
1470-1481.
Sardiñas R.Q, Reis P, Davim J. P.; 2006. Multi-objective
optimization of cutting parameters for drilling laminate
composite materials by using genetic algorithms, Composites
Science and Technology, 66(15): 3083-3088
Singh A. P, Sharma M, Singh I.; 2013.A review of modeling
and control during drilling of fiber reinforced plastic
composites, Composites Part B: Engineering, 47: 118-125.
Wang X, Kwon P. Y, Sturtevant C, Kim D, Lantrip J.; 2013.
Tool wear of coated drills in drilling CFRP, Journal of
Manufacturing Processes, 15(1): 127-135.