TM 8370-50107-IN/18 U.S. MARINE CORPS TECHNICAL MANUAL ORGANIZATIONAL MAINTENANCE MANUAL WITH REPAIR PARTS LIST FOR MACHINE GUN, 7.62 X 54R MM, PKM NSN: 1005-LL-MUS-2175 P/N TBD MARINE CORPS SYSTEMS COMMAND QUANTICO, VA 22134-6050 DISTRIBUTION STATEMENT C : DISTRIBUTION AUTHORIZED TO U.S. GOVERNMENT AGENCIES AND THEIR CONTRACTORS. THIS PUBLICATION IS REQUIRED FOR ADMINISTRATION AND OPERATION PURPOSES. OTHER REQUESTS FOR THIS DOCUMENT MUST BE REFERRED TO COMMANDER, MARINE CORPS SYSTEMS COMMAND (PG-13, PM, IW), QUANTICO, VA 22134-6050. DESTRUCTION NOTICE : DESTROY BY ANY METHOD THAT WILL PREVENT DISCLOSURE OF CONTENTS OR RECONSTRUCTION OF THE DOCUMENTS. FOR OFFICIAL USE ONLY MAY 2010 PCN 184 837017 00
Transcript
TM 8370-50107-IN/18 U.S. MARINE CORPS TECHNICAL MANUAL
ORGANIZATIONAL MAINTENANCE MANUAL WITH REPAIR PARTS LIST
FOR
MACHINE GUN, 7.62 X 54R MM, PKM NSN: 1005-LL-MUS-2175
P/N TBD
MARINE CORPS SYSTEMS COMMAND
QUANTICO, VA 22134-6050
DISTRIBUTION STATEMENT C: DISTRIBUTION AUTHORIZED TO U.S. GOVERNMENT AGENCIES AND THEIR CONTRACTORS. THIS PUBLICATION IS REQUIRED FOR ADMINISTRATION AND OPERATION PURPOSES. OTHER REQUESTS FOR THIS DOCUMENT MUST BE REFERRED TO COMMANDER, MARINE CORPS SYSTEMS COMMAND (PG-13, PM, IW), QUANTICO, VA 22134-6050. DESTRUCTION NOTICE: DESTROY BY ANY METHOD THAT WILL PREVENT DISCLOSURE OF CONTENTS OR RECONSTRUCTION OF THE DOCUMENTS.
FOR OFFICIAL USE ONLY MAY 2010
PCN 184 837017 00
INTENTIONALLY BLANK
DEPARTMENT OF THE NAVY Headquarters, U.S. Marine Corps
Washington, DC 20380-0001
31 May 2010 1. This Technical Manual (TM), authenticated for Marine Corps use and effective upon receipt, provides information on the Machine Gun, 7.62 X 54R mm, PKM, NSN: 1005-LL-MUS-2175; TM 8370-50107-IN/18.
2. Submit notice of discrepancies or suggested changes on a NAVMC 10772. The NAVMC may be submitted via the Internet using website https://pubs.ala.usmc.mil/front.htm, scrolling down to the NAVMC 10772 Tracking Program and following instructions provided. It may also be submitted by electronic mail to [email protected], or by mailing a paper copy of NAVMC 10772 addressed to: Commanding General, Marine Corps Systems Command, Attn: Assistant Commander Acquisition and Logistics (LOG/TP), 814 Radford Blvd., Suite 20343, Albany, Georgia 31704-0343.
BY DIRECTION OF THE COMMANDANT OF THE MARINE CORPS
OFFICIAL:
MARK T. BRINKMAN Program Manager, IW, PG-13 Marine Corps Systems Command Quantico, Virginia DISTRIBUTION: EDO
INTENTIONALLY BLANK
A/B blank
LIST OF EFFECTIVE PAGES/WORK PACKAGES
Date of issue for original manual is: 31 May 2010.
TOTAL NUMBER OF PAGES FOR FRONT AND REAR MATTER IS 20 AND TOTAL NUMBER OF WORK PACKAGES IS 29 CONSISTING OF THE FOLLOWING:
This warning summary contains safety warnings that must be understood and applied during operation and maintenance of this equipment. Failure to observe these precautions could result in serious injury or death to personnel.
WARNING
When using carbon removing compound, avoid skin contact. Using gloves and protective equipment is required. If carbon removing compound comes in contact with skin, wash thoroughly with running water. If possible, use a lanolin-based cream after exposure to compound. Failure to follow these warnings may cause injury or death to personnel.
WARNING
Ensure that the weapon is unloaded and that the selector lever is set on SAFE before performing the following procedures. Do not keep live ammunition near the work area. Failure to follow these warnings may cause injury or death to personnel.
WARNING
Before starting an inspection, be sure to clear the weapon. Do not pull the trigger until the weapon has been cleared. Inspect the chamber to ensure that it is empty and no ammunition is in position to be chambered. DO NOT keep live ammunition in the work area. Failure to follow these warnings may cause injury or death to personnel.
WARNING
Ensure the weapon is clear prior to performing the following function checks. If the weapon fails any of the following function checks, attempt to repair. If beyond repair, replace the weapon.
TM 8370-50107-IN/18
b
WARNING
DO NOT interchange bolt assemblies from one weapon to another without gaging for the proper headspace. Refer to WP 0021 00. Failure to follow this warning may cause injury or death to personnel.
WARNING
Improper cleaning methods and use of unauthorized cleaning solvents may injure personnel and damage equipment. Refer to TM 9-247_, Materials Used for Cleaning, Preserving, Abrading, and Cementing Ordnance Materials and Related Materials Including Chemicals for correct information.
Eye shields must be worn when cleaning with a wire brush. Flying rust and metal particles may cause injury to personnel.
Particles blown by compressed air are hazardous. Use a maximum of 30 psi when cleaning components. DO NOT exceed 15 psi nozzle pressure when drying parts with compressed air. DO NOT direct compressed air against human skin. Make sure air stream is directed away from the user and other personnel in the area. To prevent injury, the user must wear protective goggles or a face shield.
Failure to follow these warnings may result in injury or death to personnel.
Use only Cleaner, Lubricant, and Preservative (CLP) for cleaning and lubrication of the PKM machine gun in all but the most severe conditions.
Cloths or rags saturated with solvent cleaning compound must be disposed of in accordance with authorized facilities’ procedures.
WARNING
Always assume that every weapon is loaded until it is determined through visual and physical inspection that it is not. Procedures for clearing and unloading the weapon are outlines in TM 8370-50107-OR/17. Failure to follow this warning may cause injury or death to personnel.
TM 8370-50107-IN/18
c
WARNING
The extractor and extractor retaining pin are under spring tension. Appropriate eye protection is recommended during assembly or disassembly procedures.
WARNING
The extractor is under spring tension. Appropriate eye protection is recommended during assembly or disassembly procedures.
WARNING
The charging handle is under spring tension. Use caution when removing or installing it.
WARNING
The casing ejection port cover is under spring tension. Use caution when removing or installing it.
WARNING
The feed tray cover assembly is under spring tension; use care when removing or installing it. Appropriate eye protection is recommended during disassembly or reassembly procedures.
TM 8370-50107-IN/18
d
WARNING
The feed tray cover detent is under spring tension; use care when removing or installing it. Appropriate eye protection is recommended during disassembly or reassembly procedures.
WARNING
The feed ramp is under spring tension; use care when removing or installing it. Appropriate eye protection is recommended during disassembly or reassembly procedures
WARNING
The belt ejection port cover is under spring tension; use care when removing or installing it. Appropriate eye protection is recommended during disassembly or reassembly procedures.
WARNING
The feed port cover is under spring tension; use care when removing or installing it. Appropriate eye protection is recommended during disassembly or reassembly procedures.
WARNING
The cartridge retaining pawl is under spring tension; use care when removing or installing it. Appropriate eye protection is recommended during disassembly or reassembly procedures
TM 8370-50107-IN/18
e
WARNING
The slide assembly is under spring tension. Use care when working on spring-loaded parts.
WARNING
Hazardous material may be found in the cleaning brush tube. Materials may spray from the cleaning brush during removal.
WARNING
Use caution when removing or installing the buttplate as the trap door is under spring tension and may fly off when released. Appropriate eye protection is recommended during disassembly or reassembly procedures.
WARNING
Appropriate eye protection is recommended during assembly or disassembly procedures.
WARNING
The bipod legs are under spring tension; use care when removing or installing them. Appropriate eye protection is recommended during disassembly or assembly procedures.
TM 8370-50107-IN/18
f
WARNING
Use care when installing and unloading spring-loaded parts. DO NOT interchange bolt assemblies from one weapon to another. DO NOT keep live ammunition in the work area. Failure to follow these warnings may cause injury or death to personnel.
WARNING
Ensure the weapon is clear prior to performing the following function check. Refer to TM 8370-50107-OR/17. If the weapon fails any part of the following function check, continued use may cause injury or death to personnel.
WARNING
Before stowing a weapon, be sure to clear the weapon. Refer to TM 8370-50107-OR/17. Inspect the chamber to ensure it is empty and that no ammunition is in position to be chambered. Failure to follow this warning may cause injury or death to personnel.
WARNING
DO NOT store the weapon with live ammunition in the chamber. Always assume that every weapon is loaded until it is determined through visual and physical inspection that it is not. Procedures for clearing and unloading the weapon are outlined in TM 8370-50107-OR/17. Failure to follow these warnings may cause injury or death to personnel.
WARNING
DO NOT keep live ammunition near the work area. Failure to follow this warning may cause injury or death to personnel.
TM 8370-50107-IN/18
g/h blank
CAUTION SUMMARY
CAUTION
Repaired items must be cleaned thoroughly to remove metal chips and abrasives to prevent those elements from entering working parts of the weapon. Failure to comply could damage equipment.
CAUTION
When pushing the bolt closed during headspace gaging, be sure to use LIGHT pressure. Failure to do so may damage the weapon or gage.
INTENTIONALLY BLANK
TM 8370-50107-IN/18
i
TECHNICAL MANUAL MARINE CORPS SYSTEMS COMMAND TM 8370-50107-IN/18 Quantico, VA, MAY 2010
U.S. MARINE CORPS TECHNICAL MANUAL
ORGANIZATIONAL MAINTENANCE MANUAL WITH REPAIR PARTS LIST
FOR
MACHINE GUN, 7.62 X 54R MM, PKM NSN: 1005-LL-MUS-2175
P/N TBD
DISTRIBUTION STATEMENT C: DISTRIBUTION AUTHORIZED TO U.S. GOVERNMENT AGENCIES AND THEIR CONTRACTORS. THIS PUBLICATION IS REQUIRED FOR ADMINISTRATION AND OPERATION PURPOSES. OTHER REQUESTS FOR THIS DOCUMENT MUST BE REFERRED TO COMMANDER, MARINE CORPS SYSTEMS COMMAND (PG-13, PM, IW), QUANTICO, VA. 22134-6050.
DESTRUCTION NOTICE: DESTROY BY ANY METHOD THAT WILL PREVENT DISCLOSURE OF CONTENTS OR RECONSTRUCTION OF THE DOCUMENTS.
WP/Page Number List of Effective Pages/Work Packages ........................................................................................................................ A Warning Summary ........................................................................................................................................................ a Caution Summary ......................................................................................................................................................... g How to Use This Manual .............................................................................................................................................. iii
CHAPTER 1 – GENERAL INFORMATION, EQUIPMENT DESCRIPTION AND DATA, AND PRINCIPLES OF OPERATION
General Information ........................................................................................................................................ 0001 00-1 Equipment Description and Data .................................................................................................................... 0002 00-1 Principles of Operation ................................................................................................................................... 0003 00-1
Service Upon Receipt ..................................................................................................................................... 0007 00-1 Preventive Maintenance Checks and Services (PMCS), Including Lubrication Instructions ........................... 0008 00-1 General Maintenance Instructions .................................................................................................................. 0009 00-1 Disassembly of Weapon ................................................................................................................................. 0010 00-1 Bolt Carrier Group .......................................................................................................................................... 0011 00-1 Receiver Assembly ........................................................................................................................................ 0012 00-1 Barrel Assembly ............................................................................................................................................ 0013 00-1 Feed Tray and Feed Tray Cover Assembly ................................................................................................... 0014 00-1 Rear Sight Assembly ..................................................................................................................................... 0015 00-1 Buttstock Assembly ....................................................................................................................................... 0016 00-1
Bipod and Gas Tube Assembly ..................................................................................................................... 0017 00-1 Reassembly of Weapon ................................................................................................................................. 0018 00-1
Function Check .............................................................................................................................................. 0019 00-1 Stowage ......................................................................................................................................................... 0020 00-1
TM 8370-50107-IN/18
ii
Table of Contents - Continued
WP/Page Number
Preparation for Storage and Shipment ........................................................................................................... 0021 00-1 Final Inspection and Function Test ................................................................................................................. 0022 00-1 Gaging Procedures ......................................................................................................................................... 0023 00-1
CHAPTER 4 – AUXILIARY EQUIPMENT
Auxiliary Equipment - General ........................................................................................................................ 0024 00-1
CHAPTER 5 - SUPPORTING INFORMATION
References ..................................................................................................................................................... 0025 00-1 Expendable and Durable Items List ................................................................................................................ 0026 00-1 Tool Identification List (Includes Special Tools) .............................................................................................. 0027 00-1 Repair Parts List (RPL) Introduction ............................................................................................................... 0028 00-1 Repair Parts List (RPL) ................................................................................................................................... 0029 00-1 Index ................................................................................................................................................................... Index-1
TM 8370-50107-IN/18
iii
HOW TO USE THIS MANUAL
INTRODUCTION
1. This manual contains operating instructions, maintenance procedures, and troubleshooting procedures for the PKM machine gun. It is divided into five chapters.
2. This manual is written in work package format:
a. Chapters divide the manual into major categories of information (e.g., General Information, Equipment Description and Data, and Principles of Operation).
b. Each chapter is divided into work packages, which are identified by a 6-digit number (e.g., 0001 00, 0002 00) located at the upper right-hand corner of each page. The work package page number (e.g., 0001 00-1, 0001 00-2) is centered at the bottom of each page.
c. If a change package is issued to this manual, added work packages will use the 5th and 6th digits of their numbers to indicate new material. For instance, work packages inserted between WP 0001 00 and WP 0002 00 are numbered WP 0001 01, WP 0001 02.
3. This manual should be read from beginning to end to become familiar with its organization and contents before you attempt to operate or maintain the equipment.
CONTENTS OF THIS MANUAL
1. A Warning Summary and a Caution Summary are located at the beginning of this manual. Become familiar with these warnings before operating or maintaining the equipment.
2. A Table of Contents, located in the front of this manual, lists all chapters and work packages in the publication. If you cannot find what you are looking for in the Table of Contents, refer to the alphabetical Index at the back of the manual.
3. Chapter 1, General Information, Equipment Description and Data, and Principles of Operation, provides general information about the equipment, identifies the major components and systems, and describes how the components and systems work.
4. Chapter 2, Troubleshooting, provides symptoms and procedures pertaining to failures that could occur during operation of the PKM.
5. Chapter 3, Organizational Maintenance, which includes Preventive Maintenance Checks and Services (PMCS) and General Maintenance Instructions, provides procedures to maintain the PKM at the maintenance level.
6. Chapter 4, Auxiliary Equipment, which includes information on the equipment used with the PKM.
7. Chapter 5, Supporting Information, provides information pertaining to references, components listing, and an expendable and durable items list.
8. An alphabetical Index is located at the back of this manual.
TM 8370-50107-IN/18
iv
FEATURES OF THIS MANUAL
1. This manual contains information on operating and maintaining the PKM machine gun.
2. WARNINGs, CAUTIONs, NOTEs, subject headings, and other important information are highlighted in BOLD print as a visual aid.
WARNING
A WARNING indicates a hazard which may result in injury or death to personnel.
CAUTION
A CAUTION is a reminder of safety practices or directs attention to usage practices that may result in damage to equipment.
NOTE
A NOTE is a statement containing information that will make the procedures easier to perform.
3. Statements and words of particular interest may be printed in CAPITAL LETTERS to create emphasis.
4. Within a procedural step, reference may be made to another chapter or work package in this manual or to another manual. These references indicate where you should look for more complete information. If you are told: “Clean all parts. Refer to WP 0009 00”, go to WP 0009 00 in this manual for instructions.
5. Illustrations are placed after, and as close to, the procedural steps to which they apply. Callouts placed on art are text or numbers.
END OF WORK PACKAGE
TM 8370-50107-IN/18
CHAPTER 1
GENERAL INFORMATION, EQUIPMENT DESCRIPTION AND DATA, AND PRINCIPLES OF OPERATION
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0001 00
GENERAL INFORMATION
0001 00-1
SCOPE
1. Type of Manual: Organizational Maintenance Manual for the PKM machine gun. The basic operator's procedures are outlined in TM 8370-50107-OR/17, Operator's Manual with Components List for Machine Gun, 7.62 X 54R MM, PKM.
2. Equipment Name and Model Number: PKM machine gun (NSN: 1005-01-MUS-2175).
3. Purpose of Equipment: To provide personnel with the offensive and defensive capability to engage targets with automatic fire and suppressing fire.
MAINTENANCE, FORMS, RECORDS, AND REPORTS
The Marine Corps forms and procedures used for equipment maintenance will be those prescribed by the current edition of TM 4700-15/1_, Ground Equipment Record Procedures.
CORROSION PREVENTION AND CONTROL (CPC)
Corrosion prevention on any piece of equipment is important and it is critically important for safe functioning of a weapons system. Carry out corrosion prevention and control (CPC) in accordance with TM 4795-12/1_, Organizational Corrosion Prevention and Control Procedures for USMC Equipment.
While corrosion is typically associated with the rusting of metals, it can also include the deterioration of other materials such as rubber, wood, and plastic. Unusual cracking, softening, swelling, or breaking of these materials may be a corrosion problem.
DESTRUCTION INSTRUCTIONS TO PREVENT ENEMY USE
Follow the procedures in TM 750-244-7, Procedures for Destruction of Equipment, for the destruction of the PKM machine gun to prevent enemy use.
PREPARATION FOR STORAGE AND SHIPMENT
1. Follow the procedures outlined in MCO P4450.7, Preparation for Storage. Prior to storing or shipping, ensure that the weapon is thoroughly cleaned as outlined in WP 0009 00.
2. Storage Procedures.
a. Ensure that the weapon is void of live ammunition.
b. Inspect the chamber and bore while applying a medium coat of Cleaner, Lubricant, and Preservative (CLP).
c. Apply a light coat of CLP over all of the weapon’s metal surfaces to provide corrosion protection and extra lubrication. Ensure that the CLP does not come into contact with any optical devices including telescopic sight pieces.
QUALITY OF MATERIAL
All material used to repair, replace, or modify the weapon must meet the requirements of this manual. If the quality of material requirements is not stated in this manual, the material must meet the requirements of the drawings, standards, specifications, or approved engineering change proposals applicable to the subject equipment.
TM 8370-50107-IN/18 0001 00
0001 00-2
SAFETY, CARE, AND HANDLING
Read the Warning Summary and Caution Summary at the front of this manual and pay close attention to the warnings and cautions that appear where special care and attention are required. For ammunition care and handling, refer to PAM 385-64, Ammunition and Explosives Safety Standards.
LIST OF ABBREVIATIONS/ACRONYMS
Abbreviation/Acronym Definition
be ................................................................................................................................................................... Bale bk .................................................................................................................................................................. Book bt .................................................................................................................................................................. Bottle CAGEC ............................................................................................. Commercial and Government Entity Code CLP ............................................................................................................. Cleaner, Lubricant, and Preservative CPC .................................................................................................................Corrosion Prevention and Control dz ................................................................................................................................................................ Dozen ea ................................................................................................................................................................... Each fps ................................................................................................................................................ Feet per Second ft............................................................................................................................................................. Foot/Feet in. .................................................................................................................................................................... Inch LAW ......................................................................................................................... Lubricant, Arctic, Weapons lb ................................................................................................................................................................. Pound LSA ................................................................................................. Lubricant, Semi-Fluid, Automatic Weapons m .................................................................................................................................................................. Meter mL .......................................................................................................................................................... Milliliter mm ........................................................................................................................................................ Millimeter N/A ............................................................................................................................................... Not Applicable NSN ................................................................................................................................. National Stock Number pk ............................................................................................................................................................. Package PMCS ........................................................................................... Preventive Maintenance Checks and Services psi .................................................................................................................................... Pounds per Square Inch rds/min .................................................................................................................................... Rounds per Minute ROD ................................................................................................................................... Report of Discrepancy RPL ............................................................................................................................................. Repair Parts List SD ....................................................................................................................................... Dry Cleaning Solvent SF................................................................................................................................................... Standard Form SFL ...................................................................................................................................... Solid Film Lubricant SMR ...................................................................................................... Source, Maintenance and Recoverability TB ............................................................................................................................................ Technical Bulletin U/M ............................................................................................................................................. Unit of Measure VCI ........................................................................................................................... Volatile Corrosion Inhibitor
ISSUE AND RECOVERY OF INDIVIDUAL WEAPONS
Weapons will be issued and recovered in the same manner as other individual weapons. NAVMC 10576, Memorandum Receipt for Individual Weapons and Accessories, will be used as the issue document. NAVMC 10520, Weapon Custody Receipt Card, will be used when the weapon is drawn from the armory for use. Detailed instructions for using these forms are contained in TM 4700-15/1_, Ground Equipment Record Procedures.
END OF WORK PACKAGE
TM 8370-50107-IN/18 0002 00
EQUIPMENT DESCRIPTION AND DATA
0002 00-1
DESCRIPTION
1. General. The PKM machine gun is a 7.62 x 54R mm, air-cooled, gas-operated, belt-fed weapon that is fired from the open bolt position in the full automatic mode only.
2. Capabilities. Provides personnel the offensive and defensive capability to engage targets with machine gun fire and provide suppressing fire.
3. Left Side View. The left side view of the weapon displays the barrel assembly, sling swivel, bipod assembly, gas tube, belt ejection port, casing ejection port, trigger, safety lever, feed tray cover assembly, and pistol grip. Refer to Figure 1.
Figure 1. Left Side View of the PKM Machine Gun.
4. Right Side View. The right side view of the weapon displays the flash suppressor, front sight assembly, gas regulator, carrying handle, ammunition box mount, charging handle, rear sight assembly, feed tray cover release, and buttstock. Refer to Figure 2.
Figure 2. Right Side View of the PKM Machine Gun.
TM 8370-50107-IN/18 0002 00
0002 00-2
LOCATION AND DESCRIPTION OF MAJOR COMPONENTS
Refer to Figure 3.
1. Receiver Assembly. Includes the feed tray and feed tray cover assembly, rear sight assembly, ammunition box mount, feed lever assembly, charging handle, and trigger and sear assembly. The feed lever assembly feeds the linked ammunition belt into the receiver.
2. Barrel Assembly. Includes the flash suppressor, barrel, front sight assembly, carrying handle, gas block, and gas regulator.
3. Feed Tray and Feed Tray Cover. Positions cartridges for stripping and chambering.
4. Buttstock Assembly. Contains the buttstock assembly and stores the tool kit.
5. Operating Rod Assembly. Contains the operating rod, operating rod spring, and buffer pad.
6. Bolt Carrier Group. Contains the bolt carrier assembly (consisting of the gas piston and bolt carrier) and the bolt assembly (consisting of the firing pin, bolt, extractor, and extractor spring). Provides stripping, chambering, firing and extraction of the cartridges using the projectile propelling gas for power.
7. Bipod and Gas Tube Assembly. Can be unfolded to serve as a support for the PKM machine gun when used in ground applications or folded for easier transportation. Contains the cleaning rods which are used to conduct preventive maintenance. The gas tube channels gas from the gas block to the receiver. The gas tube also includes the sling swivel.
Figure 3. Major Components of the PKM Machine Gun.
TM 8370-50107-IN/18 0002 00
0002 00-3/4 blank
EQUIPMENT DATA
Table 1. PKM Machine Gun Data.
PKM Machine Gun Data
Caliber 7.62 x 54R mm
Weight: PKM (empty, including barrel) Barrel Belt of 100 rds Belt of 250 rds
Adjustable sight post for elevation Adjustable windage drum for windage
Leaf sight for elevation Windage knob for windage
Modes of Fire Automatic
Maximum Effective Range Approx. 1500 m
Muzzle Velocity 825 mps (2,796 fps)
Rate of Fire (Approx.): Sustained Cyclic
50 rds/min 690-720 rds/min
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0003 00
PRINCIPLES OF OPERATION
0003 00-1
GENERAL
The 7.62 X 54R mm, PKM machine gun:
1. Is gas-operated.
2. Fires in full automatic (FIRE) mode only.
3. Fires from the open bolt position.
CYCLE OF OPERATION
The cycle of operation is similar in all small arms. Knowledge of what happens during the cycle of operation will help both the operators and the maintainers understand the cause of and remedy for various stoppages.
NOTE
The cycle of operation begins at any of the following listed eight steps.
1. Eight Steps. The cycle of operation contains eight steps:
a. Feeding
b. Chambering
c. Locking
d. Firing
e. Unlocking
f. Extracting
g. Ejecting
h. Cocking
2. Description of Eight Steps. These eight steps are explained below, together with a brief description of what occurs inside the machine gun during each step. Assume that a belt of ammunition is inserted on top of the feed tray.
a. Feeding. Upon initial movement of the bolt going forward, the feed pawl is moved to the right. This forces the feed pawl under the next round in the belt, readying the feed pawl to place the round into the cartridge delinker upon rearward movement of the bolt. As the bolt travels rearward, after firing, the feed lever roller forces the feed lever to the left, placing a round in front of the cartridge delinker.
TM 8370-50107-IN/18 0003 00
0003 00-2
b. Chambering. As the bolt moves forward, the upper locking lug pushes the round. The upper locking lug carries the round forward. The chambering ramp in the feed tray cams the nose of the round downward in front of the bolt, which guides it into the chamber.
c. Locking. As the round enters the chamber, the bolt rotates clockwise and locks into the barrel extension.
d. Firing. When the face of the bolt strikes the rear extension of the barrel, the bolt carrier assembly travels forward a short distance. The bolt carrier pushes the firing pin through the face of the bolt, striking the primer of the round.
e. Unlocking. Expanding gases push the round through the barrel. Some of the gas goes through the gas regulator through the gas block. The gas pushes the gas piston to the rear, turning the bolt counter-clockwise and unlocking the bolt from the chamber.
f. Extracting. Rotation of the bolt loosens the cartridge casing in the chamber. As the bolt travels rearward with the bolt carrier, the casing is pulled from the chamber.
g. Ejecting. The fixed ejector in the receiver forces the spent casing through the casing ejection port (on the left side of the receiver). The empty non-disintegrating belt link is forced out of the belt ejection port as the rearward movement of the bolt positions the next round in the feed tray.
h. Cocking. All parts are in position to begin the cycle of operation over again. The gun will fire as long as the trigger is held to the rear and ammunition is present. When the trigger is released, the sear will engage the sear notch in the bolt carrier, holding the bolt to the rear.
END OF WORK PACKAGE
TM 8370-50107-IN/18
CHAPTER 2
TROUBLESHOOTING
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0004 00
TROUBLESHOOTING INTRODUCTION
0004 00-1/2 blank
GENERAL
This section contains troubleshooting information for locating and correcting malfunctions that may occur with the PKM machine gun.
The Troubleshooting Symptom Index (WP 0005 00) is a quick reference aid in troubleshooting the weapon. Table 1 in Troubleshooting Procedures (WP 0006 00) lists possible malfunctions, tests, or inspections, and corrective actions taken for troubleshooting the PKM machine gun at the organizational level. Perform the tests, inspections, and corrective actions in the order shown in the table, except when the malfunction and cause are obvious. This manual cannot list all of the possible malfunctions, tests or inspections, and corrective actions of the PKM machine gun.
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0005 00
TROUBLESHOOTING SYMPTOM INDEX
0005 00-1/2 blank
GENERAL
Refer to Table 1 in Troubleshooting Procedures (WP 0006 00) for malfunctions, tests or inspections, and corrective actions. The malfunction/symptom index below is a quick reference of the malfunctions that are covered in the table.
1. Failure of Ammunition Box to Lock on the Weapon ..................................................................... 0006 00-1 2. Failure to Feed ................................................................................................................................ 0006 00-1 3. Failure to Chamber ......................................................................................................................... 0006 00-1 4. Failure to Lock ............................................................................................................................... 0006 00-2 5. Failure to Fire ................................................................................................................................. 0006 00-2 6. Failure to Unlock ............................................................................................................................ 0006 00-3 7. Failure to Extract ............................................................................................................................ 0006 00-3 8. Failure to Eject ............................................................................................................................... 0006 00-4 9. Failure to Cock or Runaway Gun ................................................................................................... 0006 00-4 10. Short Recoil .................................................................................................................................... 0006 00-5 11. Machine Gun Cannot Be Zeroed .................................................................................................... 0006 00-6 12. Failure to Cycle with Selector Lever Set on FIRE ......................................................................... 0006 00-7 13. Weapon Fires with Selector Lever Set on SAFE ........................................................................... 0006 00-7 14. Gun Ruptures Cartridge Cases ....................................................................................................... 0006 00-7 15. Sluggish Operation ......................................................................................................................... 0006 00-7
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0006 00
TROUBLESHOOTING PROCEDURES
0006 00-1
GENERAL
Table 1 lists possible malfunctions, tests or inspections and corrective action taken for troubleshooting the PKM machine gun. All corrective actions are at the organizational level.
Table 1. Troubleshooting Procedures.
Malfunction Test or Inspection Corrective Action
1. Failure of ammunition box to lock on the weapon.
Defective ammunition box. Refer to Figure 1.
Replace the ammunition box.
Figure 1. Ammunition Box.
2. Failure to feed. a. Dirty or corroded ammunition. Clean or replace the ammunition.
b. Defective ammunition box. Replace the ammunition box.
c. Insufficient gas pressure. Clean port hole, gas inlets, and gas block.
d. Feed pawl or cartridge retaining pawl damaged.
Replace feed pawl or cartridge retaining pawl.
e. Ammunition box not fully seated.
Fully seat the ammunition box onto the weapon.
f. Incorrectly assembled, dirty, or defective feed tray and feed tray cover assembly.
Assemble correctly, clean, or replace parts of the feed tray and feed tray cover assembly. Refer to WP 0014 00.
g. Operating rod assembly damaged.
Replace the operating rod assembly.
h. Short recoil. Refer to Short Recoil in this table (#10).
3. Failure to chamber. a. Dirty or defective ammunition. Clean or replace the ammunition.
b. Excessive carbon in the chamber, gas tube, or gas block.
Clean the chamber, gas tube, or gas block. Refer to TM 8370-50107-OR/17.
c. Gas tube damaged. Replace gas tube.
TM 8370-50107-IN/18 0006 00
0006 00-2
Table 1. Troubleshooting Procedures - Continued.
Malfunction Test or Inspection Corrective Action
3. Failure to chamber – Cont. d. Bent or defective gas piston. Refer to Figure 2.
Replace the gas piston.
Figure 2. Gas Piston.
4. Failure to lock. a. Dirty, burred, or defective bolt or bolt carrier assembly.
Remove any burrs. Clean the bolt or bolt carrier assembly. Refer to TM 8370-50107-OR/17. Replace if necessary.
b. Chamber is dirty, burred, or has an obstruction.
Clean the chamber. Remove any burrs or obstructions.
c. Improperly installed extractor or extractor spring. Refer to Figure 3.
Assemble correctly. Refer to WP 0011 00.
Figure 3. Extractor Spring and Extractor.
d. Unserviceable receiver. Replace weapon.
e. Bent or broken operating rod or weak or broken operating rod spring. Refer to Figure 4.
Replace the operating rod or operating rod spring. Refer to WP 0010 00.
Figure 4. Operating Rod Assembly.
f. Short recoil. Refer to Short Recoil in this table (#10).
5. Failure to fire. a. Excessive carbon in bolt assembly.
Clean the firing pin and firing pin recess. Refer to TM 8370-50107-OR/17.
TM 8370-50107-IN/18 0006 00
0006 00-3
Tab . res - C
Malfunction Test or Inspection Corrective Action
le 1 Troubleshooting Procedu ontinued.
5. Failure to fire – Cont. incorrectly installed.
stall the extractor pin retaining pin. Refer to WP 0011 00.
b. Extractor pin retaining pin Correctly in
c. Bro sing firing pin. Refer to Figure 5.
Replace WP 0011 00.
ken, defective, or mis the firing pin. Refer to
Figure 5. Firing Pin.
d. Bolt assembly incorrectly assembled.
Assemble the bolt assembly correctly. Refer to WP 0011 00.
e. Weapassembled.
Assemble the weapon correctly. Refer to WP 0010 00.
on incorrectly
f. Short recoil. Refer to Short Recoil in this table (#10).
6. Failure to unlock. t or bolt bly.
or ly. Refer to
a. Burred or defective bolcarrier assem
Remove burrs or replace the bolt the bolt carrier assembWP 0011 00.
b. Lugs on the rear extension of e burrs and clean. the barrel burred or dirty
Remov
c. Short recoil. Refer to Short Recoil in this table (#10).
7. Failure to extract.
tractor spring.
extractor pin retaining pin, extractor, or
a. Defective extractor pin, extractor pin retaining pin,extractor, or exRefer to Figure 6.
b. A cartridge is lodged in the barrel due to bad ammunition or excessive barrel erosion.
Remove the cartridge. Check the quality of ammunition. Gage the barrel to check for excessive barrel erosion. Replace the barrel if necessary. Refer to WP 0023 00.
TM 8370-50107-IN/18 0006 00
0006 00-4
Table 1. Troubleshooting Procedures - Continued.
Malfunction Test or Inspection Corrective Action
7. Failure to extract – Cont. c. Insufficient gas pressure. Clean gas port holes, gas inlets, and gas block.
d. Short recoil. Refer to Short Recoil in this table (#10).
8. Failure to eject. Replace the weapon. a. Defective ejector. Refer to Figure 7.
Figure 7. Ejector.
b. Short recoil. Refer to Short Recoil in this table (#10).
9. Failure to cock or runaway gun.
ken sear trigger. Refer
to Figure 8.
a. Defective or brospring, sear, or
Replace sear spring, sear, or trigger. Refer to WP 0012 00.
Figure 8. Trigger, Sear, and Sear Spring.
b. Bolt dam
Replace the bolt carrier. Refer to WP 0011 00.
carrier is broken oraged.
c. Short recoil. Refer to Short Recoil in this table (#10).
TM 8370-50107-IN/18 0006 00
0006 00-5
Table 1. Troubleshooting Procedures - Continued.
Malfunction Test or Inspection Corrective Action
10. Short recoil. a. Weak or damaged operating rod spring. Refer to Figure 9.
Replace the operating rod spring. Refer to 0. WP 0010 0
b. Deformed or damaged operating rod. Refer to to WFigure 9.
Replace the operating rod. Refer P 0010 00.
Figure 9. Operating Rod Assembly.
b. Lack of lubrication or dirty bolt assembly, bolt carrier assembly, or operating rod
Clean and lubricate the bolt assembly, bolt carrier assembly, or operating rod assembly. Refer to
assembly. Refer to Figure 9 and Figure 10.
TM 8370-50107-OR/17.
Figure 10. Bolt Carrier Group.
c.
od
fer to Incorrectly assembled bolt assembly, bolt carrier assembly, or operating rassembly.
Assemble correctly. ReWP 0010 00 and WP 0011 00.
d. Improper setting of the gas
regulator. Adjust the setting of the gas regulator. Refer to TM 8370-50107-OP/17.
e. Dirty, incorrectly installed, or
block.
Clean or correctly install the gas ator or gas block. Replace if
necessary. Refer to WP 0013 00. defective gas regulator or gas regul
TM 8370-50107-IN/18 0006 00
0006 00-6
Table 1. Troubleshooting Procedures - Continued.
Malfunc ctive Action tion Test or Insp Correection
WARNING
W ing Using gloves and protective equir ompound comes in contact with skin, wash thoroughly with running water. If possible, use a lanolin-based c mp se w ay cause injury or de
hen using carbon remov
emoving c
compound, avoid skin contact.pment is required. If carbon
ream after exposure to coarnings m
ound. Failure to follow theath to personnel.
f. Carbon build-up in the barrel,gas tube, or gas block.
Remove carbon build-up by soaking the barrel in carbon removing compound.
11. Machine gun cannot be zeroed.
a. Defective, dirty, or incorrectly assembled front sight assembly.
Clean and assemble correctly. Replace if necessary. Refer to WP 0013 00.
b. Defective or bent barrel. Gage the barrel. Refer to WP 0023 00. If gaging fails, replace the barrel.
c. Defective, dirty, or incorrectly assembled, rear sight assembly. Refer to Figure 11.
Clean and assemble correctly. Replace if necessary. Refer to WP 0014 00 and WP 0015 00.
Figure 11. Rear Sight Assembly Components
TM 8370-50107-IN/18 0006 00
0006 00-7/8 blank
Table 1 r n
Malfunction Test or Inspection Corrective Action
. T oubleshooting Procedures - Co tinued.
12. Failure to cycle with slever set on FIRE.
r, or 0012 00.
afety a. Broken or worn sear spring, sear, or trigger. Refer to Figure 11.
Replace the sear spring, seatrigger. Refer to WP
Figure 11. Trigger, Sear, and Sear Spring.
b. Defective safety lever. Refer to Figure 12.
Replace the safety lever. Refer to WP 0012 00.
Figure 12. Safety Lever.
c. Short recoil. Refer to Short Recoil in this table (#10).
15. Sluggish operation. a. bolt carrier group is dirty or lacks lubricant.
Clean and lubricate. Receiver or
b. Dirty, incorrectly assembled, or defective gas regulator, gas block, or gas tube.
Clean or correctly assemble the gas regulator, gas block, or gas tube. Refer to WP 0013 00.
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18
CHAPTER 3
ORGANIZATIONAL MAINTENANCE
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0007 00
SERVICE UPON RECEIPT
0007 00-1/2 blank
GENERAL
1. Inspect the weapon for damage incurred during shipment. If the weapon has been damaged, report the damage on SF 364, Report of Discrepancy (ROD).
2. Check the weapon against the packing slip to see if the shipment is complete.
3. Check to see if the weapon has been modified.
4. Check the weapon for damage upon its receipt. Perform limited technical inspection as outlined in Table 1 of this work package.
Table 1. Service Upon Receipt.
Location Item Action Remarks
Container 1. PKM machine gun
a. Remove weapon from container.
b. Inspect the weapon for damage incurred during shipment.
If the weapon has been damaged, report damage on SF 364.
c. Check the weapon against the packing list to see if the shipment is complete.
Report all discrepancies.
2. Supply System Responsibility Items (SSRI)
Check for missing items. Refer to TM 8370-50107-OR/17.
3. Barrel assembly If volatile corrosion inhibitor (VCI) is in the barrel, remove and discard.
PKM machine gun
1. All parts a. Field strip the weapon and inspect it for missing, damaged, and rusted or corroded parts.
Refer to TM 8370-50107-OR/17.
b. Clean and lubricate. Refer to TM 8370-50107-OR/17.
c. Reassemble. Refer to TM 8370-50107-OR/17.
d. Function check. Refer to WP 0019 00.
e. Check to see if the weapon has been modified.
Report all modifications.
f. Conduct initial gaging. Refer to WP 0023 00.
2. Ammunition Box Check for positive retention of the ammunition box.
Refer to TM 8370-50107-OR/17.
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0008 00
PREVENTIVE MAINTENANCE CHECKS AND SERVICES (PMCS), INCLUDING LUBRICATION INSTRUCTIONS
0008 00-1
GENERAL
This work package contains procedures and instructions necessary to perform organizational preventive maintenance checks and services (PMCS), along with disassembly and reassembly procedures required for corrective maintenance for the PKM machine gun.
1. Organizational Maintenance. Organizational maintenance is performed at the using unit beyond the capabilities of the operator as identified in TM 8370-50107-OR/17. Organizational maintenance is authorized to service, replace, and adjust the parts and assemblies covered in the Organizational portion of this manual.
2. Intermediate through Depot Maintenance. This is not applicable to this platform. All maintenance is performed at the organizational level or the weapon is replaced.
3. Special Tools; Test, Measuring, and Diagnostic Equipment (TMDE); and Support Equipment. Special tools and TMDE required for support are listed in WP 0027 00. There are no fabricated tools for this weapon.
4. Repair Parts. Repair parts are listed and illustrated in WP 0029 00.
WARNING
Ensure that the weapon is unloaded and that the safety lever is set on SAFE before performing the following procedures. Do not keep live ammunition near the work area. Failure to follow these warnings may cause injury or death to personnel.
NOTE
PMCS are to be performed every 90 days to keep the weapon ready for use. If the weapon has not been used for 90 days, PMCS described in the operator’s manual (TM 8370-50107-OR/17) should also be performed.
Solid film lubricant (SFL) is authorized to be used as a touch up for the exterior protective finish on the PKM machine gun.
5. General. The PMCS procedures are contained in the following table. They are arranged in logical sequence requiring a minimum amount of time and motion on the part of the persons performing them and are arranged so that there will be minimum interference between the persons performing simultaneous checks on the same end item.
6. Item Number Column. This column describes checks and services numbered in disassembly sequence.
7. Interval Column. This column states the designated interval when each check is to be performed.
8. Item to Check/Service Column. This column lists the items to be checked or serviced.
TM 8370-50107-IN/18 0008 00
0008 00-2
9. Procedure Column. This column contains a brief description of the procedure by which the check is to be performed. It contains all the information required to accomplish the checks and services.
10. Not Fully Mission Capable If Column. This column states which faults will prevent the weapon from being capable of performing its primary mission. The weapon should not be used if it meets any of the faults listed in this column.
11. Other Table Entries. Observe all WARNINGs, CAUTIONs, and NOTEs.
Table 1. Preventive Maintenance Checks and Services for the PKM Machine Gun.
Item No.
Interval Item to Check/Service
Procedure Not Fully Mission Capable If:
1 Machine Gun Field Strip the weapon (TM 8370-50107-OR/17)
Any component or assemblies are missing.
Check for compliance with annual gaging requirements (headspace/barrel erosion). Refer to WP 0023 00.
Annual gaging has not been performed; record of gaging can not be found.
WARNING
Before starting an inspection, be sure to clear the weapon. Do not pull the trigger until the weapon has been cleared. Inspect the chamber to ensure that it is empty and no ammunition is in position to be chambered. DO NOT keep live ammunition in the work area. Failure to follow these warnings may cause injury or death to personnel.
NOTE
An inactive weapon is a weapon that has been stored in an arms room for a period of 90 days without use.
Inactive weapons should receive quarterly PMCS unless inspection reveals more frequent servicing is necessary.
If the unit armorer detects corrosion on a weapon prior to the end of the 90 day period, the PMCS should be performed immediately.
SFL is the authorized touch up for the PKM machine gun.
TM 8370-50107-IN/18 0008 00
0008 00-3
Table 1. Preventive Maintenance Checks and Services for the PKM Machine Gun – Continued.
Item No.
Interval Item to Check/Service
Procedure Not Fully Mission Capable If:
2 Quarterly Barrel Assembly a. Check the barrel for bulges, bends, burrs, and obstructions or pits in the chamber or bore. Refer to Figure 1.
The barrel is bulged, bent, burred, or obstructed. Chamber or bore is excessively pitted.
b. Gage the barrel and check for damage and deformities. Refer to Figure 1. Refer to WP 0023 00 for gaging instructions. If defective, replace the barrel.
The barrel fails gaging or gaging has not been performed.
c. Hand check the flash suppressor for looseness on the barrel. Refer to Figure 1.
The flash suppressor is loose.
NOTE
Note the positions of the sights and return them to their original position after completing the procedure.
d. Ensure the front sight post and windage drum can be adjusted. Refer to Figure 1.
The front sight post or windage drum cannot be adjusted
e. Check the front sight and gas block for looseness on the barrel, deformities, and cracks. Refer to Figure 1.
The front sight or gas block is loose, deformed, or cracked.
f. Check the gas block for carbon build-up. Refer to Figure 1.
The gas block is fouled.
g. Check the carrying handle for damage, proper movement and operation. Refer to Figure 1.
The carrying handle is unserviceable, damaged, or binds.
Figure 1. Barrel Assembly.
TM 8370-50107-IN/18 0008 00
0008 00-4
Table 1. Preventive Maintenance Checks and Services for the PKM Machine Gun – Continued.
Item No.
Interval Item to Check/Service
Procedure Not Fully Mission Capable If:
3 Quarterly Ammunition Box Inspect the ammunition box for deformities and damage. Ensure the ammunition box can be mounted onto the weapon. Ensure the lid opens and closes. Ensure the lock can secure the lid closed. Refer to Figure 2.
The ammunition box cannot be mounted onto the weapon, the lid will not open and close, or the lock cannot secure the lid closed.
Figure 2. Ammunition Box Mounted.
4 Quarterly Receiver Assembly a. Apply a light coat of CLP to all metal parts. Remove any rust, dirt, or debris. Remove any burrs. Lubricate all moving parts. Remove excess lubricant. Refer to WP 0009 00.
b. Check the ammunition box mount for looseness on the receiver and defects.
The ammunition box mount is loose or defective.
c. Visually inspect charging handle assembly for broken or missing parts. Ensure charging handle functions smoothly. Refer to Figure 3.
Broken, weak, or missing parts. Any binding occurs.
Figure 3. Charging Handle Assembly.
TM 8370-50107-IN/18 0008 00
0008 00-5
Table 1. Preventive Maintenance Checks and Services for the PKM Machine Gun – Continued.
Item No.
Interval Item to Check/Service
Procedure Not Fully Mission Capable If:
4 Cont.
Quarterly Receiver Assembly d. Check the casing ejection port cover and retaining pin for bends and breaks. Refer to Figure 4.
Casing ejection cover or retaining pin is bent, broken, or missing.
e. Check the casing ejection port cover spring for spring tension, bends, and breaks.
Spring is bent, broken, or lacks spring tension.
Figure 4. Casing Ejection Port Cover.
f. Check the pistol grip screw and pistol grip for looseness on the receiver.
The pistol grip screw and pistol grip are loose.
g. Check the pistol grip for cracks and gouges. Small cracks are acceptable if they do not interfere with retention of the pistol grip or operator safety.
The pistol grip is gouged or has cracks that interfere with retention of the pistol grip or operator safety.
h. Check the gas tube for cracks and deformities.
The gas tube is cracked or deformed.
i. Ensure the gas tube can seat in the receiver and gas block.
The gas tube cannot seat in the receiver or gas block.
j. Ensure barrel lock assembly secures barrel to receiver.
Barrel lock assembly does not secure barrel to receiver.
TM 8370-50107-IN/18 0008 00
0008 00-6
Table 1. Preventive Maintenance Checks and Services for the PKM Machine Gun – Continued.
Item No.
Interval Item to Check/Service
Procedure Not Fully Mission Capable If:
4 Cont.
Quarterly Receiver Assembly k. Check the feed pawl, feed lever, and feed lever cover for burrs, deformities and damage. Remove any burrs. Refer to Figure 5.
The feed pawl or feed lever, or feed lever cover is defective.
l. Check the feed lever roller for burrs, cracks, and free movement. Refer to Figure 5.
The feed lever roller is cracked or does not move freely.
Figure 5. Feed Lever Assembly.
m. Check the feed pawl and feed lever for spring tension and smooth movement. Refer to Figure 6.
The feed pawl or feed lever lack spring tension or bind.
n. Check the barrel lock, barrel lock pin, barrel lock stop, and barrel lock adjustment screw for burrs, breaks, and deformities. Remove any burrs. Refer to Figure 6.
The barrel lock, barrel lock pin, barrel lock stop, and barrel lock adjustment screw are broken or deformed.
Table 1. Preventive Maintenance Checks and Services for the PKM Machine Gun – Continued.
Item No.
Interval Item to Check/Service
Procedure Not Fully Mission Capable If:
4 Cont.
Quarterly Receiver Assembly o. Check the ejector and receiver rails in the receiver for burrs, cracks, or deformities. Remove any burrs.
The ejector or receiver rails are cracked or deformed.
p. Check the trigger, sear, and trigger retaining pin for cracks, bends, burrs, and wear. Refer to Figure 7.
Trigger, sear, or trigger retaining pin is cracked, bent, burred, or worn.
q. Check the sear spring for spring tension, breaks, and bends.
Sear spring is bent, broken, or lacks spring tension.
Figure 7. Trigger, Sear, and Sear Spring.
r. Ensure the barrel lock assembly secures the barrel to the receiver.
Barrel lock assembly does not secure barrel to the receiver.
s. Ensure the barrel lock assembly is retained in the receiver. Refer to Figure 8.
Barrel lock assembly can be removed from the receiver.
Figure 8. Barrel Lock Assembly in the Receiver.
TM 8370-50107-IN/18 0008 00
0008 00-8
Table 1. Preventive Maintenance Checks and Services for the PKM Machine Gun – Continued.
Item No.
Interval Item to Check/Service
Procedure Not Fully Mission Capable If:
4 Cont.
Quarterly Receiver Assembly t. Check the feed lever spring for bends, breaks, and spring tension. Refer to Figure 9.
Feed lever spring is bent, broken, or has no spring tension.
u. Check the feed lever cover deformities and damage.
Feed lever cover is unserviceable.
Figure 9. Feed Lever Cover and Feed Lever Spring.
5 Quarterly Safety Lever, Function Check
WARNING
Ensure the weapon is clear prior to performing the following function checks. If the weapon fails any of the following function checks, attempt to repair. If beyond repair, replace the weapon.
Safety Lever -FIRE
With the safety lever on FIRE, pull the charging handle to the rear until the bolt carrier locks to the rear. Refer to Figure 10.
The bolt carrier does not lock to the rear.
Figure 10. Safety lever on FIRE.
Table 1. Preventive Maintenance Checks and Services for the PKM Machine Gun –
TM 8370-50107-IN/18 0008 00
0008 00-9
Table 1. Preventive Maintenance Checks and Services for the PKM Machine Gun – Continued.
Item No.
Interval Item to Check/Service
Procedure Not Fully Mission Capable If:
5 Cont.
Quarterly Safety Lever, Function Check
-SAFE Place the safety lever on SAFE. Hold the charging handle in hand to prevent dry firing the weapon. Pull the trigger. The bolt carrier should stay locked to the rear.
The bolt carrier is released forward.
-FIRE Place the safety lever on FIRE. Hold the charging handle to prevent dry firing the weapon. Pull the trigger. The bolt carrier should be released, ride the charging handle forward.
The bolt carrier is not released forward.
6 Quarterly Feed Tray and Feed Tray Cover Assembly
a. Check the feed ramp, cartridge retaining pawl, belt ejection port cover, feed port cover, and top cover for burrs, breaks, deformities, and wear. Remove any burrs.
Any parts are broken, deformed, or worn.
b. Check the retaining pins for bends and breaks.
Retaining pins are bent or broken.
c. Check the ejection port cover spring, feed ramp spring, feed pawl spring, feed port cover spring, and cartridge retaining pawl spring for spring tension, bends, and breaks.
Springs are bent, broken, or lack spring tension.
TM 8370-50107-IN/18 0008 00
0008 00-10
Table 1. Preventive Maintenance Checks and Services for the PKM Machine Gun – Continued.
Item No.
Interval Item to Check/Service
Procedure Not Fully Mission Capable If:
6 Cont.
Quarterly Feed Tray and Feed Tray Cover Assembly
d. Check feed tray and feed tray detent for bends, cracks, deformation. Refer to Figure 11.
Feed tray or feed tray detent is bent, cracked or deformed.
e. Check feed tray detent spring for spring tension, bends, and breaks. Refer to Figure 11.
Feed tray detent spring is bent, broken, or lacks spring tension.
Figure 11. Feed Tray Assembly.
7 Quarterly Bipod a. Check the bipod head for breaks and cracks. Refer to Figure 12.
The bipod head is broken or cracked.
b. Check the bipod legs for
bends, breaks, cracks, twists, or incomplete assembly. Ensure the bipod legs lock in both the open and closed positions. Refer to Figure 12.
Has cracked, twisted, or missing parts. Legs do not release or lock into position.
TM 8370-50107-IN/18 0008 00
0008 00-11
Table 1. Preventive Maintenance Checks and Services for the PKM Machine Gun – Continued.
Item No.
Interval Item to Check/Service
Procedure Not Fully Mission Capable If:
7
Cont.
Quarterly Bipod c. Check the bipod spring for bends, breaks, and spring tension. Refer to Figure 12.
The spring is bent, broken, or lacks spring tension.
Figure 12. Bipod Assembly.
8 Quarterly Bolt Carrier Group
WARNING
DO NOT interchange bolt assemblies from one weapon to another without gaging for the proper headspace. Refer to WP 0023 00. Failure to follow this warning may cause injury or death to personnel.
a. Disassemble (refer to WP 0011 00) and inspect the bolt carrier group for burrs, deformities, or damage. Remove any burrs. Clean and lubricate. Replace parts if necessary. Refer to Figure 13.
Components of the bolt carrier group are defective.
Figure 13. Bolt Carrier Group.
TM 8370-50107-IN/18 0008 00
0008 00-12
Table 1. Preventive Maintenance Checks and Services for the PKM Machine Gun – Continued.
Item No.
Interval Item to Check/Service
Procedure Not Fully Mission Capable If:
8 Cont.
Quarterly Bolt Carrier Group b. Check the bolt for an elongated or cracked firing pin hole. If the firing pin hole is elongated or cracked, replace the bolt.
The firing pin hole is elongated or cracked.
c. Check for a broken firing pin
retaining pin. Replace if necessary. Refer to Figure 14.
The firing pin retaining pin is broken.
d. Check if the firing pin is worn,
bent, or broken. Replace if necessary. Refer to Figure 14.
The firing pin is worn, bent, or broken.
e. Check the extractor, extractor pin, extractor pin retaining pin, and extractor spring for defects and serviceability. Check the lip of the extractor for wear. Replace parts if necessary. Refer to Figure 14.
The extractor, extractor pin, extractor pin retaining pin, and extractor spring are unserviceable.
Figure 14. Components of the Bolt Assembly.
9 Quarterly Operating Rod and Operating Rod Spring Assembly
a. Check the operating rod spring for cracks, deformities, and spring tension. Refer to Figure 15.
The operating rod spring is broken, deformed, or lacks spring tension.
b. Check the operating rod for burrs, breaks, and bends that hinder free collapse and expansion of the operating rod spring. Remove any burrs. Refer to Figure 15.
The operating rod is broken or is bent so it hinders free collapse and expansion of the operating rod spring.
TM 8370-50107-IN/18 0008 00
0008 00-13/14 blank
Table 1. Preventive Maintenance Checks and Services for the PKM Machine Gun – Continued.
Item No.
Interval Item to Check/Service
Procedure Not Fully Mission Capable If:
9 Cont.
Quarterly Operating Rod and Operating Rod Spring Assembly
c. Check the buffer pad for cracks or deformities. Refer to Figure 15.
Buffer pad is cracked or deformed.
Figure 15. Operating Rod Spring, Operating Rod, and Buffer Pad.
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0009 00
GENERAL MAINTENANCE INSTRUCTIONS
0009 00-1
THIS WORK PACKAGE COVERS
Scope, Work Safety, General Information, Cleaning Instructions, Inspection Instructions, Repair Instructions, Lubrication Instructions, Standard Tool Requirements, Applying Torque, and Tagging Instructions.
INITIAL SETUP
Maintenance Level
Organizational
References
TM 4795-12/1_ TM 9-247_
SCOPE
These general maintenance instructions contain general shop practices and specific methods you must be familiar with to properly maintain the PKM machine gun.
WORK SAFETY
1. Before starting a task, think about the risks and hazards to your safety as well as that of others. Wear protective gear such as safety goggles or lenses, safety shoes, rubber apron, or gloves. Protect yourself against injury.
2. Observe all WARNINGs, CAUTIONs, and NOTEs.
GENERAL INFORMATION
1. Before beginning a task, find out how much repair, modification, or replacement is needed to repair the weapon as described in this manual. Sometimes the reason for equipment failure can be seen immediately and complete teardown is not necessary. Disassemble the weapon only as far as necessary to repair or replace damaged or broken parts.
2. All tags and forms attached to the equipment must be checked to learn the reason for removal from service. Check all Modification Instructions (MIs) and Technical Bulletins (TBs) for equipment changes and updates.
3. In some cases a part may be damaged by removal. If the part appears to be good, and other parts behind it are not defective, leave it on and continue the procedure.
TM 8370-50107-IN/18 0009 00
0009 00-2
CLEANING INSTRUCTIONS
WARNING
Improper cleaning methods and use of unauthorized cleaning solvents may injure personnel and damage equipment. Refer to TM 9-247_, Materials Used for Cleaning, Preserving, Abrading, and Cementing Ordnance Materials and Related Materials Including Chemicals for correct information.
Eye shields must be worn when cleaning with a wire brush. Flying rust and metal particles may cause injury to personnel.
Particles blown by compressed air are hazardous. Use a maximum of 30 psi when cleaning components. DO NOT exceed 15 psi nozzle pressure when drying parts with compressed air. DO NOT direct compressed air against human skin. Make sure air stream is directed away from the user and other personnel in the area. To prevent injury, the user must wear protective goggles or a face shield.
Failure to follow these warnings may result in injury or death to personnel.
Use only Cleaner, Lubricant, and Preservative (CLP) for cleaning and lubrication of the PKM machine gun in all but the most severe conditions.
Cloths or rags saturated with solvent cleaning compound must be disposed of in accordance with authorized facilities’ procedures.
NOTE
Cleaning instructions are the same for the majority of the parts and components.
The importance of cleaning must be thoroughly understood by maintenance personnel. Great care and effort are required in cleaning. Dirt and foreign material are a constant threat to satisfactory maintenance. The following should apply to all cleaning, inspection, repair, and assembly operations.
(1) Clean all parts before inspection, after repair, and before assembly.
(2) To prevent contamination, hands should be kept free of any accumulation of grease that can collect dust, dirt, or grit.
(3) After cleaning, all parts should be covered or wrapped to protect them from dust and dirt. Parts that are subject to rust should be oiled lightly.
TM 8370-50107-IN/18 0009 00
0009 00-3
1. Cleaning Disassembled Parts.
a. Place all disassembled parts in wire baskets for cleaning.
b. Dry and cover all cleaned parts.
c. Place parts on or in “racks” and hold for inspection or repair.
d. All parts subject to rusting must be lightly oiled and wrapped.
e. Keep all related parts and components together. Do not mix parts.
2. Castings.
a. Clean the inner and outer surfaces of castings and all areas with CLP and/or bore solvent.
b. Use a stiff brush to remove sludge and gum deposits.
c. Clear out all tapped (threaded) holes with compressed air to remove dirt and cleaning solvent.
3. Machined Surfaces.
a. Clean machined surfaces with a pipe cleaner.
b. Dry surfaces thoroughly with compressed air.
4. Mated Surfaces. Lightly coat with CLP and wrap all parts subject to rust before storing.
INSPECTION INSTRUCTIONS
1. General. All components and parts must be checked carefully to determine if they are serviceable for reuse, if they can be repaired, or if they must be scrapped.
2. Drilled and Tapped (Threaded) Holes.
a. Inspect for wear, distortion (stretching), cracking, or any other damage in or around holes.
b. Inspect threaded areas for wear, distortion, or evidence of cross-threading.
3. Castings.
a. Inspect all ferrous and non-ferrous castings for cracks using a magnifying glass and strong light. Particularly check areas around studs, pipe plugs, threaded inserts, and sharp corners. Replace all cracked castings.
b. Inspect machined surfaces for nicks, burrs, or raised metal. Mark damaged areas for repair or replacement.
c. Inspect all pipe plugs, pipe plug openings, screws, and screw openings for damaged or stripped threads.
d. Check all mating surfaces.
4. Studs, Bolts, and Screws. Replace if threads are damaged, bent, or stretched.
TM 8370-50107-IN/18 0009 00
0009 00-4
5. Machine-Tooled Parts. Inspect for cracks, breaks, elongated holes, wear, and chips. Replace any damaged parts.
6. Machined Surfaces. Inspect for cracks, evidence of wear, galled or pitted surfaces, burrs, nicks, and scratches.
7. Mating Surfaces. Inspect for seal, secure fit, and pitting.
8. Rusted Surfaces. Inspect for pitting, holes, and severe damage.
9. Internal Parts. Inspect for cracks, nicks, burrs, evidence of overheating, and wear.
10. Externally Exposed Parts. Inspect for breaks, cracks, rust damage, and wear.
11. Springs. Inspect for broken, collapsed, and twisted coils.
REPAIR INSTRUCTIONS
1. General.
a. Any repair procedure for a specific part or component is covered in the work package related to that item.
CAUTION
Repaired items must be cleaned thoroughly to remove metal chips and abrasives to prevent those elements from entering working parts of the weapon. Failure to comply could damage equipment.
b. After repair, clean all parts thoroughly.
2. Castings.
Only minor repairs to machined surfaces are permitted. Remove minor nicks, burrs, and scratches with:
a. Fine-mill file
b. Crocus cloth dipped in solvent cleaning compound.
LUBRICATION INSTRUCTIONS
Refer to TM 4795-12/1_ for detailed instructions on proper lubrication. The following are some general practices to remember:
a. Use correct lubricant in accordance with TM 4795-12/1_, Organizational Corrosion Prevention and Control Procedures for USMC Equipment.
b. Keep the lubricants clean.
c. Lubricate all clean, disassembled, and new parts to prevent rust.
STANDARD TOOL REQUIREMENTS
Some maintenance tasks may require special or fabricated tools. The Initial Setup of the procedure will specify any special or fabricated tools needed to perform that procedure. Only use these special tools for the maintenance procedures for which they are designed or called out. If you are unfamiliar with a required tool, see your supervisor.
TM 8370-50107-IN/18 0009 00
0009 00-5/6 blank
APPLYING TORQUE
If a unique torque value is required, it will be provided in a procedural step in the task.
TAGGING INSTRUCTIONS
1. Use marker tags to identify all parts that may be hard to identify or replace later. Fasten the tags to parts during removal by wrapping wire fasteners around or through the parts and twisting the ends together. Position the tags out of the way during cleaning, inspection, and repair. Mark the tags with a pencil, pen, or marker.
2. Identify and tag other parts by name and the installed location as required.
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0010 00
DISASSEMBLY OF WEAPON
0010 00-1
THIS WORK PACKAGE COVERS
Disassembly.
INITIAL SETUP
Maintenance Level
Organizational
References
TM 8370-50107-OR/17
Equipment Conditions
Weapon cleared (TM 8370-50107-OR/17)
WARNING
Always assume that every weapon is loaded until it is determined through visual and physical inspection that it is not. Procedures for clearing and unloading the weapon are outlines in TM 8370-50107-OR/17. Failure to follow this warning may cause injury or death to personnel.
TM 8370-50107-IN/18 0010 00
0010 00-2
DISASSEMBLY
Refer to Figure 1.
1. Refer to TM 8370-50107-OR/17.
2. Remove the operating rod assembly from the receiver. Remove the operating rod from the operating rod spring.
3. Remove the bolt carrier group from the receiver.
4. Remove the barrel assembly from the receiver.
5. Remove the bipod and gas tube assembly from the receiver.
Figure 1. Major Components of the PKM Machine Gun Disassembled.
END OF WORK PACKAGE
TM 8370-50107-IN/18 0011 00
BOLT CARRIER GROUP
0011 00-1
THIS WORK PACKAGE COVERS
Disassembly, Cleaning, Inspection and Repair, Lubrication, and Reassembly.
INITIAL SETUP:
Maintenance Level
Organizational
Tools and Special Tools
E7900 tool kit
Material/Parts
Cleaner, Lubricant, and Preservative (CLP) Rag, wiping
References
TM 8370-50107-OR/17 WP 0009 00 WP 0023 00
Equipment Conditions
Bolt carrier group removed (WP 0010 00) Operating rod assembly removed
(WP 0010 00)
WARNING
DO NOT interchange bolt assemblies from one weapon to another without checking for the proper headspace (WP 0023 00). Failure to follow this warning may cause injury or death to personnel.
DISASSEMBLY
NOTE
Do not remove the gas piston unless replacement is required.
1. Rotate the bolt assembly to the rear of the bolt carrier in a counterclockwise motion. Pull the bolt assembly forward while aligning the notch on the firing pin with the notch on the bolt carrier and remove the bolt assembly. Refer to Figure 1.
Figure 1. Removing the Bolt Assembly.
TM 8370-50107-IN/18 0011 00
0011 00-2
2. Grasp the bolt with the firing pin recess facing upward and slide the firing pin to the rear so that the end of the firing pin clears the keyway in the bolt recess. Refer to Figure 2.
Figure 2. Removing the Firing Pin.
WARNING
The extractor and extractor retaining pin are under spring tension. Appropriate eye protection is recommended during assembly or disassembly procedures.
NOTE
The extractor pin retaining pin will only come out in one direction as shown.
3. From the bottom of the bolt, on the non-slotted side, punch out the extractor pin retaining pin. Refer to Figure 3.
Figure 3. Driving Out the Extractor Pin Retaining Pin.
TM 8370-50107-IN/18 0011 00
0011 00-3
4. While compressing the extractor, push out the extractor pin using a punch. Refer to Figure 4.
Figure 4. Removing the Extractor Pin.
5. Remove the extractor and extractor spring from the bolt. Refer to Figure 5.
Figure 5. Removing the Extractor and Extractor Spring.
CLEANING
Clean and remove all carbon deposits. Refer to WP 0009 00.
INSPECTION AND REPAIR
1. Inspect the bolt for burrs and cracks. Remove any burrs. Replace if defective.
2. Inspect the firing pin for burrs, bends, breaks, and ensure it has a smooth round tip. Remove any burrs. Replace if defective.
3. Inspect the extractor for burrs, cracks, and wear, especially the lip of the extractor. Remove any burrs. Replace if defective.
4. Inspect the extractor spring for spring tension, bends and breaks. Replace if defective.
5. Inspect the extractor pin retaining pin and extractor pin for burrs, cracks, and deformities. Remove any burrs. Replace if defective.
6. Conduct gaging on reassembled bolt assembly. Refer to WP 0023 00.
LUBRICATION
For all metal parts. Refer to WP 0009 00.
TM 8370-50107-IN/18 0011 00
0011 00-4
REASSEMBLY
WARNING
The extractor is under spring tension. Appropriate eye protection is recommended during assembly or disassembly procedures.
1. Install the extractor spring into the extractor, then install the extractor and extractor spring into the bolt. Refer to Figure 6.
Figure 6. Installing the Extractor and Extractor Spring.
NOTE
Depress the extractor and extractor spring to keep them from flying out of the bolt.
2. Using a punch, install the extractor pin with the solid side of the pin entering the bolt first. Ensure the grooved end is flush with the surface of the bolt. Refer to Figure 7.
Figure 7. Installing the Extractor Pin.
TM 8370-50107-IN/18 0011 00
0011 00-5
3. From the top of the bolt, tap in the extractor pin retaining pin until it is flush. Refer to Figure 8.
Figure 8. Installing the Extractor Pin Retaining Pin.
4. Grasp the bolt with the firing pin recess facing up and slide the firing pin into the bolt. Ensure the end of the firing pin enters keyway in the rear of the bolt recess. Refer to Figure 9.
Figure 9. Inserting the Firing Pin.
TM 8370-50107-IN/18 0011 00
0011 00-6
NOTE
Ensure the firing pin is not sticking through the face of the bolt. The bolt cannot move forward if it is.
5. Slide the bolt assembly into the bolt carrier, ensuring the firing pin enters the notch in the bolt carrier. While turning the bolt assembly, engage the bolt cam into the cam recess of the bolt carrier by pulling the bolt assembly forward in the bolt carrier. Refer to Figure 10.
Figure 10. Installing the Bolt Assembly.
NOTE
Ensure the installed bolt assembly moves smoothly forward and rearward in the bolt carrier.
END OF WORK PACKAGE
TM 8370-50107-IN/18 0012 00
RECEIVER ASSEMBLY
0012 00-1
THIS WORK PACKAGE COVERS
Disassembly, Cleaning, Inspection and Repair, Lubrication, and Reassembly.
INITIAL SETUP
Maintenance Level
Organizational
Tools and Special Tools
Combination tool E7900 tool kit
Materials/Parts
Cleaner, Lubricant, and Preservative (CLP) Rag, wiping
References
WP 0009 00 WP 0010 00 WP 0016 00
Equipment Conditions
Weapon field stripped (WP 0010 00)
DISASSEMBLY
1. Use a punch to drive the barrel lock pin out of the barrel lock base. Remove the barrel lock pin. Refer to Figure 1.
Figure 1. Removing the Barrel Lock Pin
TM 8370-50107-IN/18 0012 00
0012 00-2
2. Use a flathead screw driver to unscrew and remove the barrel lock adjustment screw from the barrel lock base. Refer to Figure 2.
Figure 2. Unscrewing the Barrel Lock Adjustment Screw.
3. Slide the barrel lock base to the right, out of the receiver. Refer to Figure 3.
Figure 3. Removing the Barrel Lock Base from the Receiver.
4. Use a punch to remove the barrel lock stop from the barrel lock base. Refer to Figure 4.
Figure 4. Removing the Barrel Lock Stop.
TM 8370-50107-IN/18 0012 00
0012 00-3
WARNING
The charging handle is under spring tension. Use caution when removing or installing it.
5. Use a hammer and punch to drive out the charging handle retaining pin from the bottom of the charging handle. Refer to Figure 5.
Figure 5. Driving Out the Charging Handle Retaining Pin.
6. Remove the charging handle and charging handle spring from the charging handle bar. Remove the charging handle bar from inside the receiver. Refer to Figure 6.
Figure 6. Removing the Charging Handle, Charging Handle Spring, and Charging Handle Bar.
TM 8370-50107-IN/18 0012 00
0012 00-4
7. Drive out the feed lever retaining pin with a punch and hammer. Remove the feed lever from the receiver, then remove the feed lever spring from the feed lever cover. Refer to Figure 7.
Figure 7. Removing the Feed Lever Cover and Feed Lever Spring.
8. Remove the feed lever from the receiver. Refer to Figure 8.
Figure 8. Removing the Feed Lever.
TM 8370-50107-IN/18 0012 00
0012 00-5
WARNING
The casing ejection port cover is under spring tension. Use caution when removing or installing it.
9. Using a punch, drive out the casing ejection port cover retaining pin. Cover the casing ejection port cover with a hand before completely removing the pin to keep from losing the cover or spring. Remove the casing ejection port cover and casing ejection port cover spring. Refer to Figure 9.
Figure 9. Removing the Casing Ejection Port Cover Pin.
10. Remove the spring bushings from the ends of the casing ejection port cover spring. Refer to Figure 10.
Figure 10. Spring Bushings Removed
11. Using a flat head screw driver, remove the pistol grip screw, and then remove the pistol grip from the receiver. Refer to Figure 11.
Figure 11. Removing the Pistol Grip Screw.
TM 8370-50107-IN/18 0012 00
0012 00-6
12. Place the safety lever on SAFE and depress the safety lever detent through the lower, rear detent hole in the safety lever. While depressing the safety detent, turn the safety lever counterclockwise until the lug on the post of the safety lever aligns with the cutout in the receiver. Remove the safety lever. Refer to Figure 12.
Figure 12 Depressing the Safety Lever Detent and Removing the Safety Lever.
13. From the right side of the receiver, use a punch to drive out the safety lever detent. Remove the safety lever detent and detent spring from the left side of the receiver. Refer to Figure 13.
Figure 13. Removing the Safety Lever Detent and Detent Spring.
TM 8370-50107-IN/18 0012 00
0012 00-7
14. Depress the sear inside the receiver and use a punch to push out the trigger retaining pin from the right side of the receiver. Refer to Figure 14.
Figure 14. Depressing the Sear and Removing the Trigger Retaining Pin.
15. Remove the sear, sear spring, and trigger from inside the receiver. Remove the sear spring from the sear. Refer to Figure 15.
Figure 15. Removing the Sear, Sear Spring, and Trigger.
16. Remove the two buttstock screws and two bushings that hold the buttstock on the receiver. Pull the buttstock to the rear and off of the receiver. Refer to Figure 16.
Figure 16. Removing the Buttstock Screws and Bushings.
TM 8370-50107-IN/18 0012 00
0012 00-8
CLEANING
Clean all parts. Refer to WP 0009 00.
INSPECTION AND REPAIR
1. Inspect components of the barrel lock assembly for burrs, cracks, deformities, and stripped threads. Replace parts if unserviceable.
2. Inspect the feed lever, feed lever cover, and feed lever retaining pin for burrs, cracks, and deformities. Inspect the feed pawl on the feed lever and the feed lever spring for spring tension. Ensure the roller on the feed lever turns without binding. Replace parts if unserviceable.
3. Inspect the casing ejection port cover, casing ejection port cover retaining pin, and two spring bushings for burrs, cracks, and deformities. Inspect the casing ejection port cover spring for spring tension and cracks. Replace parts if unserviceable.
4. Inspect the charging handle and charging handle bar for burrs, cracks, and deformities. Inspect the charging handle spring for spring tension and cracks. Ensure the charging handle bar moves smoothly in the receiver. Replace parts if unserviceable.
5. Inspect the pistol grip for cracks and gouges. Small cracks are acceptable if they do not interfere with retention on the weapon, weapon operation, or operator safety. Inspect the pistol grip screw for burrs, cracks, deformities, and stripped threads. Replace if unserviceable.
6. Inspect the safety lever detent, safety lever, trigger, trigger retaining pin, and sear for burrs, cracks, and deformities. Inspect the ends of the sear for wear. Inspect the sear spring and safety detent spring for spring tension and cracks. Replace unserviceable parts.
7. Disassemble and inspect the buttstock assembly. Refer to WP 0016 00.
LUBRICATION
Lubricate all metal parts. Refer to WP 0009 00.
REASSEMBLY
1. Install the buttstock onto the rear of the receiver. Install the two buttstock screws and two bushings that hold the buttstock on the receiver. Refer to Figure 17.
Figure 17. Installing the Buttstock Screws and Bushings.
TM 8370-50107-IN/18 0012 00
0012 00-9
2. Insert the sear spring onto the bottom of the sear and insert the tip of a flat head screw driver into the spring’s coils. Push down on the tip of the screw driver until the sear spring is fully seated in the sear. Refer to Figure. 18.
Figure 18. Installing the Sear Spring onto the Bottom of the Sear.
3. Install the trigger onto the bottom of the sear, ensuring the notch on top of the trigger seats in the recess on top of the sear. Refer to Figure 19.
Figure 19. Installing the Trigger on the Bottom of the Sear.
TM 8370-50107-IN/18 0012 00
0012 00-10
4. Install the trigger, sear, and sear spring into the receiver. Ensure the front edge of the sear is seated in the sear recess in the receiver. Refer to Figure 20.
Figure 20. Installing the Trigger, Sear Spring, and Sear in the Receiver.
5. Install the trigger retaining pin from the left side of the receiver. It may be necessary to manipulate the trigger to align the pin hole in the trigger with the trigger retaining pin. Refer to Figure 21.
Figure 21. Installing the Trigger Retaining Pin.
TM 8370-50107-IN/18 0012 00
0012 00-11
6. Install the narrow end of the safety lever detent into the detent spring and install them into the left side of the receiver, detent spring first. Refer to Figure 22.
Figure 22. Installing the Safety Lever Detent and Detent Spring.
7. Align the lug on the post of the safety lever with the cutout in the receiver. Install the safety lever into the left side of the receiver and set the safety lever on FIRE. Refer to Figure 23.
Figure 23. Installing the Safety Lever and the Safety Lever on FIRE.
8. Place the pistol grip on the receiver and then, using a flat head screw driver to install the pistol grip screw through the bottom of the pistol grip. Refer to Figure 24.
Figure 24. Installing the Pistol Grip Screw.
TM 8370-50107-IN/18 0012 00
0012 00-12
9. Install the charging handle bar through the top of the receiver. Install the charging handle and charging handle spring onto the charging handle bar. Refer to Figure 25.
Figure 25. Installing the Charging Handle Bar, Charging Handle Spring, and Charging Handle.
10. Ensure the holes in the charging handle bar and charging handle are aligned. Drive the charging handle retaining pin into the hole in the top of the charging handle with a punch and hammer. Refer to Figure 26.
Figure 26. Installing the Charging Handle Retaining Pin.
11. Peen the bottom side of the charging handle retaining pin using a punch and block. Refer to Figure 27.
Figure 27. Peening the Bottom of the Charging Handle Retaining Pin.
TM 8370-50107-IN/18 0012 00
0012 00-13
12. Insert the spring bushings into the ends of the casing ejection port cover spring. Refer to Figure 28.
Figure 28. Spring Bushings and Casing Ejection Port Cover Spring.
13. Place the casing ejection port cover over the casing ejection port on the right side of the receiver. Place the casing ejection port cover spring on the casing ejection port cover, ensuring the holes in the cover and spring are aligned and that both legs are outside the cover and receiver. Using a punch, install the casing ejection port cover retaining pin from the rear side right side of the cover. Refer to Figure 29.
Figure 29. Installing the Casing Ejection Port Cover, Casing Ejection Port Cover Spring, and Casing Ejection Port Cover Retaining Pin.
14. Install the feed lever onto the right side of the receiver. Refer to Figure 30.
Figure 30. Installing the Feed Lever.
TM 8370-50107-IN/18 0012 00
0012 00-14
15. Install the feed lever spring in the feed lever cover. Place the feed lever cover on the receiver over the feed lever. From the front side of the receiver, thread a punch through the holes in the receiver, feed lever cover, feed lever spring, and feed lever. Install the feed lever retaining pin from the rear side of the receiver using a punch and hammer. Refer to Figure 31.
Figure 31. Installing the Feed Lever Spring, Feed Lever Cover, and Feed Lever Retaining Pin.
16. Install the barrel lock stop into the base of the barrel lock assembly. Refer to Figure 32.
Figure 32. Installing the Barrel Lock Stop.
17. Slide the barrel lock into the right side of the receiver. Refer to Figure 33.
Figure 33. Installing the Barrel Lock.
TM 8370-50107-IN/18 0012 00
0012 00-15/16 blank
18. Use a flat head screw driver to install the barrel lock adjustment screw into the barrel lock base. Ensure the slot in the barrel lock adjustment screw is aligned vertically and the notch in the head of the barrel lock adjustment screw is flush with the notch in the front of the barrel lock base. Refer to Figure 34.
Figure 34. Installing the Barrel Lock Screw.
19. Insert the barrel lock pin into the base of the barrel lock assembly. It may be necessary to use a punch and hammer to drive the pin into the barrel lock. Push the barrel lock assembly into the receiver. Refer to Figure 35.
Figure 35. Inserting the Barrel Lock Pin.
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0013 00
BARREL ASSEMBLY
0013 00-1
THIS WORK PACKAGE COVERS
Disassembly, Cleaning, Inspection and Repair, Lubrication, and Reassembly.
INITIAL SETUP
Maintenance Level
Organizational
Tools and Special Tools
Front Sight Adjustment Tool Slotted screwdriver bit E7900 tool kit
Materials/Parts
Cleaner, Lubricant, and Preservative (CLP) Rag, wiping
References
WP 0009 00 WP 0010 00
Equipment Conditions
Weapon field stripped (WP 0010 00)
DISASSEMBLY
NOTE
If the barrel is replaced, gaging must be performed.
A clean bore is not necessarily a shiny bore and more frequently it may have a dull gray appearance. A shiny, polished bore may indicate abrasives have been used.
TM 8370-50107-IN/18 0013 00
0013 00-2
NOTE
The barrel has reverse threading.
1. Secure the barrel assembly in a vise with protective jaws with the front sight up. Push in on the detent and turn the flash suppressor CLOCKWISE to remove it. Refer to Figure 1.
Figure 1. Turning the Flash Suppressor Clockwise.
2. Remove the flash suppressor from the end of the barrel. Refer to Figure 2.
Figure 2. Removing the Flash Suppressor.
NOTE
Place the end of the barrel on a block of wood to make the pin removal easier. It may be necessary to use a 1/16-inch punch to scrape out the spring.
TM 8370-50107-IN/18 0013 00
0013 00-3
3. Using a punch, drive the locking post detent retaining pin out. Refer to Figure 3.
Figure 3. Driving Out the Locking Post Detent Retaining Pin.
4. Remove the flash suppressor locking detent and spring. Refer to Figure 4.
Figure 4. Removing the Flash Suppressor Locking Detent and Spring.
5. Remove the front sight post by unscrewing it counterclockwise with the front sight adjustment tool. Refer to Figure 5.
Figure 5. Using the Front Sight Adjustment Tool.
TM 8370-50107-IN/18 0013 00
0013 00-4
6. Remove the windage drum with the a brass punch. Refer to Figure 6.
Figure 6. Removing the Windage Drum.
7. Remove the gas regulator from the gas block by holding the barrel in a vertical position and nudging it down the barrel until it comes off. Refer to Figure 7.
Figure 7. Removing the Gas Regulator.
TM 8370-50107-IN/18 0013 00
0013 00-5
8. With a large slotted screwdriver bit and a flathead screwdriver, remove the carrying handle screws, split washers and nuts from the handle bracket and remove the carrying handle. Refer to Figure 8.
Figure 8. Removing the Carrying Handle Screws.
9. With a large slotted screwdriver bit and a flathead screwdriver, remove the screws and carrying handle grips from the carrying handle base. Refer to Figure 9.
Figure 9. Removing the Carrying Handle Grips.
10. With a large slotted screwdriver bit and a flathead screwdriver remove the handle bracket screw, split washer and nut from the handle bracket. Refer to Figure 10.
Figure 10. Removing the Handle Bracket Screw.
TM 8370-50107-IN/18 0013 00
0013 00-6
11. Spread and slide the handle bracket past the gas block and remove it from the barrel. Refer to Figure 11.
Figure 11. Removing the Handle Bracket.
CLEANING
Clean and remove all debris and carbon deposits. Refer to WP 0009 00.
INSPECTION AND REPAIR
1. Inspect the front sight post for cracks, bends, or distortion. Replace if defective.
2. Inspect the front site base for cracks and damage. Replace if defective.
3. Inspect the flash suppressor for damage. Replace if defective.
4. Inspect all pins for excessive wear. Replace if defective.
5. Inspect the gas block for cracks, burrs, debris, and carbon deposits. Remove any burrs. If unserviceable, replace the weapon.
6. Inspect the gas regulator screw for cross threading, burrs, and damage. After reassembly, ensure the gas regulator can be adjusted to different positions. Remove any burrs. Replace if defective.
7. Inspect the breech for burrs. Remove any burrs. Replace if defective.
8. Remove any burrs on the cylindrical part of the breech with a fine stone.
9. Remove any burrs on the reach section of the breech with a fine stone.
10. Replace the barrel and perform gaging procedures (WP 0022 00) if the removal of any burrs affects the form, fit, function, or locking of the barrel.
11. Inspect the area where the barrel locks with the locking block for damage. Replace if defective.
LUBRICATION
Lubricate all metal parts. Refer to WP 0009 00.
TM 8370-50107-IN/18 0013 00
0013 00-7
REASSEMBLY
NOTE
Clean and lubricate the barrel before reassembly.
Ensure the bracket is in the large groove of the barrel.
1. Spread the handle bracket and install it onto the barrel behind the gas block, sliding it into position. Refer to Figure 12.
Figure 12. Sliding the Handle Bracket Into Position.
2. Insert the handle bracket screw, split washer and nut through the forward hole in the handle bracket and tighten. Refer Figure 13.
Figure 13. Installing the Handle Bracket.
TM 8370-50107-IN/18 0013 00
0013 00-8
3. Using a slotted screwdriver bit and a flathead screwdriver, install the carrying handle grips onto the carrying handle base with the split washers, nuts and screws. Refer to Figure 14.
Figure 14. Installing the Handle Grips.
4. Insert the carrying handle base into the handle bracket.
5. Using a large slotted screwdriver bit and a flathead screwdriver, secure the carrying handle with carrying handle screws, split washers, and nuts. Refer to Figure 15.
Figure 15. Installing the Carrying Handle.
NOTE
It may be necessary to tap the gas regulator with a mallet.
The ears of the gas regulator should be up with the muzzle down.
TM 8370-50107-IN/18 0013 00
0013 00-9
6. Holding the barrel in the vertical position with the muzzle hand down, place the gas regulator in the neutral position and install the gas regulator onto the gas block. Be sure to align the gas regulator with the gas port hole in the barrel. Refer to Figure 16.
Figure 16. Installing the Gas Regulator.
7. Install new retaining pins into the gas block.
8. Using a brass punch, install the windage drum to the front sight. Refer to Figure 17.
Figure 17. Installing the Windage Drum.
TM 8370-50107-IN/18 0013 00
0013 00-10
9. Install the windage drum ensuring the index marks on the windage drum and front sight base are aligned. Refer to Figure 18.
Figure 18. Aligned Index Marks on the Windage Drum.
10. Install the flash suppressor locking post detent and spring. Refer to Figure 19.
Figure 19. Installing the Flash Suppressor Locking Post Detent and Spring.
TM 8370-50107-IN/18 0013 00
0013 00-11/12 blank
11. Push in on the locking post detent and install the locking post detent retaining pin with a punch. Refer to Figure 20.
Figure 20. Pushing In on the Locking Post Detent and Installing the Locking Post Detent Retaining Pin.
12. Secure the barrel assembly in a vise with protective jaws with the front side up.
NOTE
The barrel has reverse threading.
13. Depress the locking post detent and install the flash suppressor onto the barrel assembly, turning it counterclockwise to tighten. Refer to Figure 21.
Figure 21. Installing the Flash Suppressor.
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0014 00
FEED TRAY AND FEED TRAY COVER ASSEMBLY
0014 00-1
THIS WORK PACKAGE COVERS
Disassembly, Cleaning, Inspection and Repair, Lubrication, and Reassembly.
INITIAL SETUP
Maintenance Level
Organizational
Tools and Special Tools
E7900 tool kit
Materials/Parts
Cleaner, Lubricant, and Preservative (CLP) Rag, wiping
References
WP 0009 00 WP 0010 00 WP 0015 00
Equipment Conditions
Weapon field stripped (WP 0010 00)
DISASSEMBLY
WARNING
The feed tray cover assembly is under spring tension; use care when removing or installing it. Appropriate eye protection is recommended during disassembly or reassembly procedures.
NOTE
The feed tray cover retaining pin is peened. It may be possible to drive it out. If it is not possible, grind down one end of the pin until it can be driven out.
Do not remove the feed tray cover and feed tray unless they are being replaced.
TM 8370-50107-IN/18 0014 00
0014 00-2
NOTE
Steps 1 through 3 are only used when replacing the feed tray or feed tray cover.
1. Using a punch, push out the feed tray cover pin. Remove the feed tray cover. Refer to Figure 1.
WARNING
The feed tray cover detent is under spring tension; use care when removing or installing it. Appropriate eye protection is recommended during disassembly or reassembly procedures.
2. While holding a hand over the forward end to prevent the loss of the feed tray detent and feed tray detent spring, remove the feed tray.
3. Remove the feed tray detent and detent spring from the feed tray. Refer to Figure 1.
Figure 1. Removing the Feed Tray, Feed Tray Detent, and Feed Tray Detent Spring.
TM 8370-50107-IN/18 0014 00
0014 00-3
WARNING
The feed ramp is under spring tension; use care when removing or installing it. Appropriate eye protection is recommended during disassembly or reassembly procedures
4. Using a punch, push out the feed ramp retaining pin. Hold a hand over the feed ramp while removing the punch to prevent the loss of the feed ramp and feed ramp spring. Refer to Figure 2.
Figure 2. Pushing out the Feed Ramp Retaining Pin.
5. Remove the feed ramp retaining pin, feed ramp spring and feed ramp. Refer to Figure 3.
The belt ejection port cover is under spring tension; use care when removing or installing it. Appropriate eye protection is recommended during disassembly or reassembly procedures.
6. Using needle nose pliers, lift the hooked end of the belt ejection port cover retaining pin up and out of the hole in the feed tray cover and turn it to either side as shown in Figure 4.
Figure 4. Lifting the End of the Belt Ejection Port Cover Retaining Pin.
7. Remove the belt ejection port cover and the belt ejection port cover spring as shown in Figure 5.
Figure 5. Belt Ejection Port Cover, Belt Ejection Port Cover Spring, and Belt Ejection Port Cover Retaining Pin.
TM 8370-50107-IN/18 0014 00
0014 00-5
WARNING
The feed port cover is under spring tension; use care when removing or installing it. Appropriate eye protection is recommended during disassembly or reassembly procedures.
8. Using a punch, remove the feed port cover retaining pin. Hold a hand over the feed port cover spring to prevent its loss. Refer to Figure 6.
Figure 6. Removing the Feed Port Cover Retaining Pin.
9. Remove the feed port cover and feed port cover spring. Refer to Figure 7.
Figure 7. Feed Port Cover, Feed Port Cover Spring, and Feed Port Cover Retaining Pin.
TM 8370-50107-IN/18 0014 00
0014 00-6
10. Use needle nose pliers to lift the hooked end of the cartridge retaining pawl retaining pin out of the hole in the feed tray cover and turn it to either side. Pull the pin partially out of the feed tray cover. Refer to Figure 8.
Figure 8. Lifting the End of the Cartridge Retaining Pawl Retaining Pin.
WARNING
The cartridge retaining pawl is under spring tension; use care when removing or installing it. Appropriate eye protection is recommended during disassembly or reassembly procedures
11. Depress the cartridge retaining pawl with a thumb while removing the cartridge retaining pawl retaining pin. Refer to Figure 9.
Figure 9. Depressing the Cartridge Retaining Pawl.
TM 8370-50107-IN/18 0014 00
0014 00-7
12. Remove the cartridge retaining pawl and cartridge retaining pawl spring from the feed tray cover. Refer to Figure 10.
Figure 10. Removing the Cartridge Retaining Pawl and Cartridge Retaining Pawl Spring.
13. Tilt the sight leaf up to a 90-degree angle. Apply pressure downward and forward on the rear sight leaf spring at the same time with a flat head screwdriver or punch to remove the rear sight assembly from the slot in the feed tray cover. Refer to Figure 11.
Figure 11. Removing the Rear Sight Assembly.
TM 8370-50107-IN/18 0014 00
0014 00-8
NOTE
Do not remove the leaf spring unless for repair or replacement.
14. Using needle nose pliers, remove the leaf spring by pulling it straight back and up out of the feed tray cover. Refer to Figure 12.
Figure 12. Removing the Leaf Spring.
CLEANING
Clean and remove all debris and carbon deposits. Refer to WP 0009 00.
INSPECTION AND REPAIR
1. Inspect the feed tray cover and feed tray for bends, burrs, cracks, and excessive wear. Remove any burrs. Replace if unserviceable.
2. Inspect the feed ramp and cartridge retaining pawl for bends, burrs, and cracks. Remove any burrs. Replace if unserviceable.
3. Inspect the belt ejection port cover and feed port cover for bends, burrs, and cracks. Remove any burrs. Replace if unserviceable.
4. Inspect all pins for straightness, burrs, and breaks. Replace if unserviceable.
5. Inspect all springs for flat spots, breaks, and spring tension. Replace if unserviceable.
6. Disassemble and inspect the rear sight assembly. Refer to WP 0015 00.
LUBRICATION
Lubricate all metal parts. Refer to WP 0009 00.
TM 8370-50107-IN/18 0014 00
0014 00-9
REASSEMBLY
1. Using needle nose pliers, insert the leaf spring into the feed tray cover. Refer to Figure 13.
Figure 13. Installing the Leaf Spring
2. Place the end of the rear sight assembly against the leaf spring on the feed tray cover. Ensure the numbers are facing up and to the rear. While depressing the narrow end of the leaf spring with a flat head screwdriver or punch, push the rear sight assembly down and back until it seats in the slot in the feed tray cover. Refer to Figure 14.
Figure 14. Installing the Rear Sight Assembly.
TM 8370-50107-IN/18 0014 00
0014 00-10
3. Align the cartridge retaining pawl spring with the cartridge retaining pawl and wind the left bent leg under the cartridge retaining pawl. Place the pawl and spring into the feed tray cover and depress them with a thumb. Refer to Figure 15.
Figure 15. Installing the Cartridge Retaining Pawl.
4. Using needle nose pliers, insert the cartridge retaining pawl retaining pin through the feed tray cover, cartridge retaining pawl, and cartridge retaining pawl spring. Turn the hooked end of the pin until it seats in the hole in the feed tray cover. Refer to Figure 16.
Figure 16. Installing the Cartridge Retaining Pawl Retaining Pin.
TM 8370-50107-IN/18 0014 00
0014 00-11
5. Align the feed port cover spring with the feed port cover. Insert the feed port cover retaining pin from the right side halfway through the spring. Wind the left leg of the feed port cover spring counterclockwise one rotation and set the leg outside the feed port cover. Insert the feed port cover retaining pin the rest of the way through until it is flush. Refer to Figure 17.
Figure 17. Installing the Feed Port Cover.
6. Align the belt ejection port cover with the belt ejection port and insert the belt ejection port cover retaining pin, stopping part way. Align the belt ejection port cover spring with the pin, ensuring the left leg is outside the cover and the right leg is behind the cover. Insert the belt ejection port cover retaining pin the rest of the way. Refer to Figure 18.
Figure 18. Installing the Belt Ejection Port Cover, Belt Ejection Port Cover Spring, and Belt Ejection Port Cover Retaining Pin.
7. Using needle nose pliers, lift the hooked end of the belt ejection port cover retaining pin and seat it in the hole in the feed tray cover. Refer to Figure 19.
Figure 19. Lifting the End of the Belt Ejection Port Cover Retaining Pin.
TM 8370-50107-IN/18 0014 00
0014 00-12
8. Place the feed ramp into the feed ramp spring and place both in the feed tray cover. Using a punch as a slave pin, insert the feed ramp retaining pin. Refer to Figure 20.
Figure 20. Installing the Feed Ramp, Feed Ramp Spring, and Feed Ramp Retaining Pin.
9. Insert the detent into the detent spring, then insert both into the feed tray as shown in Figure 21.
Figure 21. Installing the Feed Tray, Feed Tray Cover Detent, and Detent Spring.
10. Align the holes in the feed tray, feed tray cover, and receiver. Insert the feed tray cover retaining pin and peen the end of the feed tray cover retaining pin.
END OF WORK PACKAGE
TM 8370-50107-IN/18 0015 00
REAR SIGHT ASSEMBLY
0015 00-1
THIS WORK PACKAGE COVERS
Disassembly, Cleaning, Inspection and Repair, Lubrication, and Reassembly.
INITIAL SETUP
Maintenance Level
Organizational
Materials/Parts
Cleaner, Lubricant, and Preservative (CLP) Rag, wiping
References
WP 0009 00 WP 0014 00
Equipment Conditions
Rear sight assembly removed (WP 0014 00)
WARNING
The slide assembly is under spring tension. Use care when working on spring-loaded parts.
DISASSEMBLY
1. Tilt the rear sight assembly to a 90-degree angle. Apply pressure downward and forward at the same time with a flat tipped screwdriver or punch to remove the rear sight assembly from the slot. Refer to Figure 1.
Figure 1. Removing the Rear Sight Assembly.
TM 8370-50107-IN/18 0015 00
0015 00-2
2. Using needle nose pliers, remove the leaf spring by pulling it straight back and up out of the rear sight. Refer to Figure 2.
Figure 2. Removing the Leaf Spring.
3. With the rear sight removed, press in on the slider latch assembly and remove it from the sight leaf.
4. Separate the slider, slider latch, and slider latch spring. Refer to Figure 3.
Figure 3. Separating the Sight Slide.
5. With the sight leaf in a vise, use a punch and ball peen hammer to remove the end cap retaining pin from the cap end. Refer to Figure 4.
Figure 4. Removing the End Cap Retaining Pin.
TM 8370-50107-IN/18 0015 00
0015 00-3
6. Remove the end cap, the windage spring, the rear sight aperture, and the windage knob from the leaf sight. Refer to Figure 5.
Figure 5. Disassembled Windage Assembly.
CLEANING
Clean all parts. Refer to WP 0009 00.
INSPECTION AND REPAIR
1. Inspect the leaf sight for burrs, bends, breaks, and cracks. Remove any burrs. Replace if defective.
2. Inspect the slider latch spring, the windage spring, and the leaf spring for spring tension, bends, and breaks. Replace if defective.
3. Inspect the slider, the slider latch, the windage knob, and the end cap for burrs, breaks, and cracks. Remove the burrs. Replace if defective.
LUBRICATION
Lubricate all metal parts. Refer to WP 0009 00.
REASSEMBLY
1. Slide the rear sight aperture into the leaf sight and install the windage knob. Slide the windage spring onto the end of the windage knob and install the cap end onto the leaf sight. Refer to Figure 6.
Figure 6. Assembling the Windage Assembly.
TM 8370-50107-IN/18 0015 00
0015 00-4
2. Using a punch, align the retaining pin hole in the cap end with the hole in the windage knob and install the end cap retaining pin.
3. Insert the slider latch spring and slider latch into the slider. Squeeze the ends of the slider latch assembly and install onto the sight leaf. Refer to Figure 7.
Figure 7. Installing the Slider Latch.
4. Install the rear sight leaf spring into the rear sight base until it snaps in place. Refer to Figure 8.
Figure 8. Installing the Leaf Spring.
5. Tilt the rear sight assembly up to a 90-degree angle and align the tabs on the ends of the rear sight leaf, with the slot in the rear sight base. By applying pressure downward and rearward, the rear sight should snap into place. Refer to Figure 9.
Figure 9. Installing the Rear Sight Assembly.
END OF WORK PACKAGE
TM 8370-50107-IN/18 0016 00
BUTTSTOCK ASSEMBLY
0016 00-1
THIS WORK PACKAGE COVERS
Disassembly, Cleaning, Inspection and Repair, Lubrication, and Reassembly.
INITIAL SETUP
Maintenance Level
Organizational
Tools and Special Tools
Slotted screwdriver bit E7900 tool kit
Materials/Parts
Cleaner, Lubricant, and Preservative (CLP) Rag, wiping
References
WP 0009 00 WP 0012 00
Equipment Conditions
Buttstock assembly removed (WP 0012 00)
DISASSEMBLY
WARNING
Appropriate eye protection is recommended during assembly or disassembly procedures.
1. Remove the tool kit. Refer to Figure 1.
Figure 1. Removing the Tool Kit.
TM 8370-50107-IN/18 0016 00
0016 00-2
WARNING
Hazardous material may be found in the cleaning brush tube. Materials may spray from the cleaning brush during removal.
2. Unscrew and remove the cleaning brush. Refer to Figure 2.
Figure 2. Removing the Cleaning Brush.
3. Remove the buttplate top screw. Refer to Figure 3.
Figure 3. Removing the Buttplate Top Screw.
TM 8370-50107-IN/18 0016 00
0016 00-3
4. Using a large slotted screwdriver bit and flathead screwdriver, remove the buttplate side screw and nut from the buttstock. Refer to Figure 4.
Figure 4. Removing the Buttplate Side Screw and Nut.
WARNING
Use caution when removing or installing the buttplate as the trap door is under spring tension and may fly off when released. Appropriate eye protection is recommended during disassembly or reassembly procedures.
5. Use a flathead screwdriver to raise the end of the buttplate up and over the cleaning brush tube insert. Carefully pull the buttplate off of the end of the buttstock. Refer to Figure 5
Figure 5. Removing the Buttplate.
TM 8370-50107-IN/18 0016 00
0016 00-4
6. Remove the trap door from the buttplate. Refer to Figure 6.
Figure 6. Removing the Trap Door.
7. Remove the trap door spring from inside the buttstock.
8. Remove the cleaning brush tube insert from the buttstock. Refer to Figure 7.
Figure 7. Removing the Cleaning Brush Tube Insert.
CLEANING
Clean and remove all carbon deposits. Refer to WP 0009 00.
INSPECTION AND REPAIR
NOTE
Repair is by replacement with new or cannibalized items.
1. Inspect the buttstock for cracks and gouges. Hairline cracks are acceptable if they do not interfere with retention on the receiver, weapon operation, or operator safety. Replace if defective.
2. Inspect the screws and nuts for burrs, breaks, and stripped threads. Remove any burrs. Replace if defective.
3. Inspect the trap door spring for spring tension, burrs, and breaks. Remove any burrs. Replace if defective.
4. Inspect the buttplate and trapdoor for burrs, bends, and cracks. Remove any burrs. Replace if defective.
TM 8370-50107-IN/18 0016 00
0016 00-5
5. Inspect the cleaning brush tube insert for burrs and breaks. Remove any burrs. Check the cleaning brush bristles for excessive wear. Replace if defective.
LUBRICATION
Lubricate all metal parts. Refer to WP 0009 00.
REASSEMBLY
1. Install the cleaning brush tube insert into the buttstock. Refer to Figure 8.
Figure 8. Installing the Cleaning Brush Tube Insert.
WARNING
Use caution when removing or installing the buttplate, as the trap door is under spring tension and may fly off when released. Appropriate eye protection is recommended during disassembly or reassembly procedures.
2. Install the trap door onto the buttplate. Refer to Figure 9.
Figure 9. Installing the Trap Door.
TM 8370-50107-IN/18 0016 00
0016 00-6
3. Using a flathead screwdriver, raise the end of the buttplate up and over the cleaning brush tube insert. Carefully push the buttplate onto the end of the buttstock. Refer to Figure 10.
Figure 10. Pushing the Buttplate onto the Buttstock.
4. Install the buttplate top screw. Refer to Figure 11.
Figure 11. Installing the Buttplate Top Screw.
TM 8370-50107-IN/18 0016 00
0016 00-7/8 blank
5. Install the buttplate side screw and nut onto the buttstock using a large slotted screwdriver bit and flathead screwdriver. Refer to Figure 12.
Figure 12. Installing the Buttplate Side Screw and Nut.
6. Install the cleaning brush into the cleaning brush tube insert on top of the buttstock. Refer to Figure 13.
Figure 13. Installing the Cleaning Brush.
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0017 00
BIPOD AND GAS TUBE ASSEMBLY
0017 00-1
THIS WORK PACKAGE COVERS
Disassembly, Cleaning, Inspection and Repair, Lubrication, and Reassembly.
INITIAL SETUP
Maintenance Level
Organizational
Tools and Special Tools
E7900 tool kit
Materials/Parts
Cleaner, Lubricant, and Preservative (CLP) Rag, wiping
References
WP 0009 00 WP 0010 00
Equipment Conditions
Bipod and gas tube assembly removed (WP 0010 00)
DISASSEMBLY
WARNING
Appropriate eye protection is recommended during assembly or disassembly procedures.
NOTE
Remove both hinge retaining pins only if hinge replacement is required.
TM 8370-50107-IN/18 0017 00
0017 00-2
1. Using a punch, tap out one of the bipod hinge retaining pins from the bipod assembly. Refer to Figure 1.
Figure 1. Driving Out the Bipod Hinge Retaining Pin.
2. Rotate the hinge up and remove the bipod assembly from the gas tube. Refer to Figure 2.
Figure 2. Removing the Bipod Assembly.
WARNING
The bipod legs are under spring tension; use care when removing or installing them. Appropriate eye protection is recommended during disassembly or assembly procedures.
NOTE
Secure the bipod legs together in a vise, or use the retaining clip on the leg to hold them together to assist in the removal of the bipod leg retaining pin. Either bipod leg can be removed first.
3. Using a punch, remove the remaining bipod leg retaining pin, the bipod leg, the bipod head, and the bipod leg spring. You can use the retaining clip on the leg to hold the bipod legs together while removing the bipod leg retaining pin.
TM 8370-50107-IN/18 0017 00
0017 00-3
4. Remove the leg swivel retaining pin from the bipod head and remove the bipod leg swivel. Refer to Figure 3.
Figure 3. Removing the Bipod Leg Swivel.
CLEANING
Clean and remove all carbon deposits. Refer to WP 0009 00.
INSPECTION AND REPAIR
1. Inspect the bipod head for burrs, bends, breaks, cracks, and excessive wear. Remove any burrs. Replace if defective.
2. Inspect the bipod legs for bends and breaks. Replace if defective.
3. Inspect the bipod leg spring for spring tension, bends, breaks, and distortion. Replace if defective.
4. Inspect the bipod leg swivel for burrs, cracks, and excessive wear. Remove any burrs. Replace if defective.
5. Inspect the gas tube for proper retention on the receiver and for cracks and deformities. Replace if defective.
6. Check the pins for breaks. Replace if defective.
LUBRICATION
For all metal parts. Refer to WP 0009 00.
TM 8370-50107-IN/18 0017 00
0017 00-4
REASSEMBLY
1. Insert the bipod leg swivel in the bipod head and install the leg swivel retaining pin. Refer to Figure 4.
Figure 4. Installing the Bipod Leg Swivel.
WARNING
The bipod legs are under spring tension; use care when removing or installing them. Appropriate eye protection is recommended during disassembly or reassembly procedures.
NOTE
Either bipod leg can be installed first.
2. Align the bipod leg retaining pin with the bipod head and install the bipod leg retaining pin.
3. Place the bipod leg spring into the bipod leg. Place the other end of the spring into the bipod leg. Press in the leg to align it with the bipod head and insert a punch through the retaining pin hole.
TM 8370-50107-IN/18 0017 00
0017 00-5/6 blank
4. Install the bipod leg retaining pins by slowly pushing the punch out with the retaining pin. Stake both ends of the pin. Refer to Figure 5.
Figure 5. Install Both Bipod Leg Retaining Pins and Bipod Legs
NOTE
If both bipod retaining pins were removed, install one bipod hinge retaining pin prior to the installing the bipod on the gas tube.
5. Align the bipod assembly to the gas tube and rotate the hinge down. Install the bipod hinge retaining pin. Refer to Figure 6.
Figure 6. Installing the Bipod Assembly on the Gas Tube.
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0018 00
REASSEMBLY OF WEAPON
0018 00-1
THIS WORK PACKAGE COVERS
Reassembly.
INITIAL SETUP
Maintenance Level
Organizational
References
TM 8370-50107-OR/17 WP 0010 00 WP 0019 00
Equipment Conditions
Weapon disassembled into major components (WP 0010 00)
WARNING
Use care when installing and unloading spring-loaded parts. DO NOT interchange bolt assemblies from one weapon to another. DO NOT keep live ammunition in the work area. Failure to follow these warnings may cause injury or death to personnel.
TM 8370-50107-IN/18 0018 00
0018 00-2
REASSEMBLY
Refer to Figure 1.
1. Refer to TM 8370-50107-OR/17.
2. Ensure the feed tray and feed tray cover assembly is on the receiver.
3. Install the bipod and gas tube assembly.
4. Install the barrel assembly.
5. Install the bolt carrier group into the receiver.
6. Install the operating rod spring onto the operating rod. Install the operating rod assembly into the receiver.
7. Function check the weapon. Refer to WP 0019 00.
Figure 1. Major Components of the PKM.
END OF WORK PACKAGE
TM 8370-50107-IN/18 0019 00
FUNCTION CHECK
0019 00-1/2 blank
THIS WORK PACKAGE COVERS
Function Check.
INITIAL SETUP
Maintenance Level
Organizational
References
TM 8370-50107-OR/17
Equipment Conditions
Weapon cleared (TM 8370-50107-OR/17)
WARNING
Ensure the weapon is clear prior to performing the following function check. Refer to TM 8370-50107-OR/17. If the weapon fails any part of the following function check, continued use may cause injury or death to personnel.
FUNCTION CHECK
This section contains instructions for checking the functions of the PKM machine gun.
1. Place the weapon on SAFE.
2. Using moderate force, pull the charging handle to the rear. The bolt should NOT lock to the rear. Ease the charging handle forward.
3. Place the weapon on FIRE.
4. Pull the charging handle to the rear. The bolt should lock to the rear.
5. Place the weapon on SAFE.
6. While holding the charging handle in hand to prevent dry firing the weapon, pull the trigger. The bolt should stay locked to the rear.
7. Place the weapon on FIRE.
8. While holding the charging handle in hand to prevent dry firing the weapon, pull the trigger. The bolt should be released forward. Ease the charging handle forward.
9. Place the weapon on SAFE.
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0020 00
STOWAGE
0020 00-1/2 blank
THIS WORK PACKAGE COVERS
Stowage.
INITIAL SETUP
Maintenance Level
Organizational
References
TM 8370-50107-OR/17
Equipment Conditions
Weapon cleared (TM 8370-50107-OR/17)
WARNING
Before stowing a weapon, be sure to clear the weapon. Refer to TM 8370-50107-OR/17. Inspect the chamber to ensure it is empty and that no ammunition is in position to be chambered. Failure to follow this warning may cause injury or death to personnel.
STOWAGE
Prior to stowing the weapon in the arms room, perform the following procedures:
1. Clear the weapon.
2. Place weapon on SAFE.
3. Close the feed tray cover.
4. Place the weapon on rack.
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0021 00
PREPARATION FOR STORAGE AND SHIPMENT
0021 00-1
THIS WORK PACKAGE COVERS
Storage Procedures.
INITIAL SETUP:
Maintenance Level
Organizational
Materials/Parts
Cleaner, Lubricant, and Preservative (CLP)
References
TM 8370-50107-OR/17 MCO P4450.7 WP 0009 00
STORAGE PROCEDURES
WARNING
DO NOT store the weapon with live ammunition in either the chamber or the feed tray. Always assume that every weapon is loaded until it is determined through visual and physical inspection that it is not. Procedures for clearing and unloading the weapon are outlined in TM 8370-50107-OR/17. Failure to follow these warnings may cause injury or death to personnel.
1. Storage Procedures.
a. Ensure the chamber and feed tray do not contain live ammunition.
b. Inspect the bore and chamber and apply a medium coat of CLP.
c. Apply a light coat of CLP to all other metal surfaces of the weapon to provide extra lubrication and corrosion protection.
2. Storage for Extended Periods. When the weapon is to be stored for an extended period (greater than 90 days), follow the procedures outlined in MCO P4450.7, Preparation for Storage. Ensure that the weapon is thoroughly cleaned as outlined in WP 0009 00.
3. Packaging. If required, packaging or shipping/storage that will not exceed 90 days shall be done as follows:
a. Clean the weapon in accordance with WP 0009 00 and TM 8370-50107-OR/17.
b. Wrap the weapon with MIL-B-12 waterproof material.
TM 8370-50107-IN/18 0021 00
0021 00-2
c. Place the document in a barrier bag MIL-B-117, Type 1, Class C, or wrap it with MIL-B-121, Type 1, Grade A, and seal with tape, PPP-T-76.
d. Place one or more of the item(s) in a minimum size container. Block and brace the items in accordance with MIL-STD-1186. Cushion the weapon and similar weight items with PPP-C-843 and use PPP-B-320 as filler to create a tight pack.
(1) Fiberboard containers shall be in accordance with PPP-B-636 and may be Class Domestic. Gross weight and size of material shall determine the grade of fiberboard container. PPP-B-640 may also be used.
(2) Wood containers shall be in accordance with PPP-B-601 or PPP-B-621.
e. Equivalent materials may be used.
4. NSNs are not assigned to all the specific material. If it is necessary to specify an NSN in the TMs, the packing materials will have to be spared and part numbers and NSNs assigned.
5. The specifications used are:
a. MIL-B-117 - Bag, sleeve, and tubing - interior packaging (NSN 8135-00-543-6574)
b. MIL-B-121 - Barrier material, greaseproof, waterproof, flexible (NSN 8135-00-753-4661)
c. MIL-STD-129 - Marking for shipment and storage
d. MIL-STD-1186 - Cushioning, anchoring, bracing, blocking and waterproofing with the appropriate test methods
e. PPP-B-601 - Boxes, wood, cleated plywood
f. PPP-B-621 - Boxes, wood, nailed and locked - corner
g. PPPB-636 - Boxes, shipping, fiberboard
h. PPP-B-640 - Boxes, fiberboard, corrugated, triple-wall
i. PPP-C-843 - Cushioning material, celluosic
j. PPP-F-320 - Fiberboard, corrugated and solid sheet rock (container grade), and cut shapes
k. PPP-T-76 - Tape, packaging, paper.
END OF WORK PACKAGE
TM 8370-50107-IN/18 0022 00
FINAL INSPECTION AND FUNCTION TEST
0022 00-1
THIS WORK PACKAGE COVERS
Final Inspection and Function Test.
INITIAL SETUP
Maintenance Level
Organizational
Tools and Special Tools
E7900 tool kit PKM gage kit
References
TM 8370-50107-OR/17 WP 0019 00 WP 0023 00
Equipment Conditions
Weapon cleared (TM 8370-50107-OR/17)
WARNING
DO NOT keep live ammunition near the work area. Failure to follow this warning may cause injury or death to personnel.
FINAL INSPECTION
1. Visually inspect the general appearance of the weapon. The weapon should appear almost new. All metal surfaces are to have a dull, rust, or corrosion-resistant finish with no burrs or deep scratches.
2. Visually inspect the barrel for serviceability. Check for the following:
a. Barrels must be straight, clean; free of rust, powder fouling, bulges, and rings. Fine pitting is allowable.
b. Using moderate hand pressure, check for rotational movement of the front sight in relation to the barrel. If movement between the front sight and barrel exists, replace the weapon.
3. Visually inspect the machine gun for missing parts. All parts must be securely attached, and all modifications must be applied. Steel parts must be rust-free. Pins must be secure and screws must be tight.
4. Functionally inspect the bolt carrier group. Refer to TM 8370-50107-OR/17 and use the following procedures:
a. Charge the weapon with a fluid motion, ensuring the charging handle does not bind.
b. Ensure that the bolt locks and unlocks freely.
TM 8370-50107-IN/18 0022 00
0022 00-2
5. Function check the weapon with the safety lever in SAFE and FIRE positions. Any portion of this check may be used alone to determine the operational condition of any specific firing position selected.
6. Check the rear sight assembly as follows:
a. Ensure the sight has positive tension of the leaf spring.
b. Ensure the slide clicks into place on range markings on the sight leaf.
7. Perform the following additional checks:
a. Check the firing pin protrusion using the firing pin protrusion gage, P/N 1775045 (WP 0023 00).
b. Check the bore straightness using the bore straightness gage, P/N 1775014 (WP 0023 00).
c. Check for bore erosion using the bore erosion gage, P/N 1775046 (WP 0023 00).
d. Check the firing pin hole using the plain plug “no-go” gage, P/N 1775043 (WP 0023 00).
e. Ensure the ammunition box mount is secure on the receiver.
f. Check the sight assemblies. Ensure that proper adjustment is possible with each assembly.
g. Manipulate the pawls and feed lever to ensure they move smoothly and do not bind.
h. Open and close the feed tray cover to ensure the feed tray cover release latch secures the feed tray cover when closed.
Initial gaging is required upon receipt of the weapon. All weapons must be gaged at least once annually.
The gages in the PKM machine gun gage kit are precision tools. When using the gages, handle them with care and use LIGHT pressure to avoid damaging them.
Gaging requirements along with pre-fire inspection (PFI), in accordance with TI 4733-15/11, are to be performed within 30 days of each live fire evolution. Refer to Figure 1.
Figure 1. PKM Gage Kit.
TM 8370-50107-IN/18 0023 00
0023 00-2
BORE STRAIGHTNESS GAGE
Refer to Figure 2.
Figure 2. Bore Straightness Gage.
1. With the weapon vertical, muzzle down, place one hand under the muzzle to prevent the barrel straightness gage from hitting the deck and being damaged. Drop the bore straightness gage down through the barrel, catching it in hand. If the gage does not fall freely through the barrel, clean the barrel with a patch (TM 8370-50107-OR/17) and regage. If the barrel fails gaging a second time, replace the weapon. Refer to Figure 3.
Figure 3. Dropping the Bore Straightness Gage Through the Barrel.
2. The barrel straightness gage should pass freely through the muzzle. Refer to Figure 4.
Figure 4. Barrel Straightness Gage Through the Muzzle.
TM 8370-50107-IN/18 0023 00
0023 00-3
BORE EROSION GAGE
Refer to Figure 5.
Figure 5. Bore Erosion Gage.
1. With the barrel removed, lightly push the bore erosion gage into the barrel until it seats in the bore. Refer to Figure 6.
2. The first line of the bore erosion gage is the warning line. If the warning line on the bore erosion gage enters the chamber, more frequent gaging should be conducted. Refer to Figure 6.
3. The second line of the bore erosion gage is the reject line. If the reject line of the bore erosion gage enters the chamber, the barrel is defective and the weapon needs to be replaced. Refer to Figure 6.
Figure 6. Warning and Reject Lines on the Bore Erosion Gage.
TM 8370-50107-IN/18 0023 00
0023 00-4
PLAIN PLUG “NO-GO” GAGE
The plain plug “no-go” gage checks for the out-of-round condition of the firing pin hole in the bolt face. Refer to Figure 7.
Figure 7. Plain Plug “No-Go” Gage.
1. Attempt to insert the plain plug “no-go” gage into the firing pin hole in the bolt face by slowly rotating the gage. Refer to Figure 8.
Figure 8. Plain Plug “No-Go” Gage in Firing Pin Hole.
2. If the plain plug “no-go” gage enters the firing pin hole at any point, and enters up to the notch on the pin of the plain plug “no-go” gage, the bolt is defective and needs to be replaced.
FIRING PIN PROTRUSION GAGE
The firing pin protrusion gage checks the firing pin protrusion from the bolt face. Refer to Figure 9.
Figure 9. Firing Pin Protrusion Gage.
TM 8370-50107-IN/18 0023 00
0023 00-5
1. Insert the bolt and operating rod into the receiver and push it forward until the bolt locks. Push in the bar of the firing pin protrusion gage so it is fully to the rear. Insert the firing pin protrusion gage into the barrel channel until it stops against the bolt face. Refer to Figure 10.
Figure 10. Using the Firing Pin Protrusion Gage.
2. If the head of the firing pin protrusion gage does NOT protrude past the recessed half of the end of the gage, or it protrudes beyond the raised half, the bolt or firing pin fails gaging. Replace the firing pin and regage. If it fails a second time, replace the bolt assembly..
TM 8370-50107-IN/18 0023 00
0023 00-6
HEADSPACE RIM “GO” GAGE
Refer to Figure 11.
CAUTION
DO NOT put the headspace rim gage in the chamber.
When pushing the bolt closed during headspace gaging, be sure to use LIGHT pressure. Failure to do so may damage the weapon or gage.
Figure 11. Headspace Rim “Go” Gage.
1. Bring the bolt to the rear without the bolt face passing the ejector.
2. Insert the headspace rim “go” gage onto the bolt face, under the extractor.
3. Using LIGHT pressure, push the bolt carrier group forward. The bolt should lock on the headspace rim “go” gage. If the bolt does not lock on the rimmed “go” gage, replace the bolt and regage. If the second bolt does not lock, replace the barrel. Refer to Figure 12.
Figure 12. The Bolt Carrier Group Pushed Forward With the Bolt Locked on the Headspace Rim “Go” Gage.
TM 8370-50107-IN/18 0023 00
0023 00-7/8 blank
HEADSPACE RIM “NO-GO” GAGE
Refer to Figure 13.
CAUTION
DO NOT put the headspace rim gage in the chamber.
When pushing the bolt closed during headspace gaging, be sure to use LIGHT pressure. Failure to do so may damage the weapon or gage.
Figure 13. Headspace Rim “No-Go” Gage.
1. Bring the bolt to the rear without the bolt face passing the ejector.
2. Insert the headspace rim “no go” gage onto the bolt face, under the extractor.
3. Using LIGHT pressure, push the bolt carrier group forward. The bolt should NOT lock in the headspace rim “no-go” gage. If the bolt does lock on the rimmed “no-go” gage, replace the bolt and regage. If the second bolt locks, replace the barrel. Refer to Figure 14.
Figure 14. The Bolt Carrier Group Forward With the Bolt Not Locked on the Headspace Rim “No-Go” Gage.
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18
CHAPTER 4
AUXILIARY EQUIPMENT
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0024 00
AUXILIARY EQUIPMENT - GENERAL
0024 00-1
GENERAL
The following auxiliary equipment items are used in conjunction with the PKM machine gun.
1. PKM tool kit. Refer to Figure 1.
Figure 1. PKM Tool Kit.
2. Ammunition box. Refer to Figure 2.
Figure 2. Ammunition Box.
TM 8370-50107-IN/18 0024 00
0024 00-2
3. Ammunition belt. Refer to Figure 3.
Figure 3. Ammunition Belt.
END OF WORK PACKAGE
TM 8370-50107-IN/18
CHAPTER 5
SUPPORTING INFORMATION
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0025 00
REFERENCES
0025 00-1/2 blank
SCOPE
This work package lists all forms, field manuals, technical manuals, tables, regulations, standards, and miscellaneous publications referenced in this manual.
TECHNICAL BULLETINS/INSTRUCTION MANUALS/ORDERS
Preparation for Storage .................................................................................................................. MCO P4450.7 Ammunition and Explosives Safety Standards ................................................................................ PAM 385-64 Pre-fire Inspection, Small Arms Weapons, Ordnance Material ................................................. TI 8005-24/20E_ Organizational Corrosion Prevention and Control Procedures for USMC Equipment ............... TM 4795-12/1_ Ground Equipment Record Procedures .......................................................................................... TM 4700-15/1 Procedures for Destruction of Equipment ...................................................................................... TM 750-244-7 Materials Used for Cleaning, Preserving, Abrading, and Cementing Ordnance Materiel and Related Material Including Chemicals ........................................................................................ TM 9-247 Operators Manual for Machine Gun, 7.62 X 54R MM, PKM ........................................ TM 8370-50107-OR/17
FORMS
Weapon Custody Receipt Card ................................................................................................... NAVMC 10520 Memorandum Receipt for Individual Weapons and Accessories ............................................... NAVMC 10576 Recommended Changes to Technical Publications .................................................................... NAVMC 10772 Report of Discrepancy ............................................................................................................................... SF 364
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0026 00
EXPENDABLE AND DURABLE ITEMS LIST
0026 00-1
SCOPE
This work package lists the expendable and durable items that are needed to operate and maintain the PKM machine gun.
EXPLANATION OF COLUMNS
1. Column (1) - Item Number. This number is assigned to the entry in the list and is referenced in the narrative instructions to identify the item.
2. Column (2) - National Stock Number. This is the NSN assigned to an item and is used when requisitioning the item.
3. Column (3) - Description, Commercial and Government Entity Code (CAGEC), and Part Number. This provides other information that may be needed to identify the item.
4. Column (4) - Unit of Measure (U/M). This code shows the physical measurement or count of an item, such as pint (PT), gallon (GL), ounce (OZ), pair (PR), each (EA), bottle (BT), package (PG), book (BK), sheet (SH), can (CN), or bale (BE).
Table 1. Expendable and Durable Items List for the PKM Machine Gun.
(1)
Item Number
(2)
National Stock Number (NSN)
(3)
Description, CAGEC, and Part Number
(4)
U/M
1 7920-00-018-3581 Brush, cleaning, tools and parts EA
This work package lists the common tools and special tools authorized for support of the PKM machine gun.
EXPLANATION OF COLUMNS
1. Column (1) - Item Number. This column indicates the number of the figure, if available, that shows the item.
2. Column (2) - Item Name. This column lists the item by noun nomenclature and other descriptive features.
3. Column (3) - National Stock Number (NSN). This column lists the NSN assigned to an item and is used when requisitioning the item.
4. Column (4) - Part Number/CAGEC. This column indicates the primary number used by the manufacturer which controls the design and characteristics of the item by means of its engineering drawings, specifications, standards, and inspection requirements to identify an item or range of items.
5. Column (5) - Unit of Measure (U/M). This column shows the count of an item when issued, such as each (EA), kit, (KT), package (PG), book (BK), or bale (BE).
Table 1. Tools Identification List for PKM Machine Gun.
(1)
Item Number
(2)
Item Name
(3)
National Stock Number (NSN)
(4)
Part Number/ CAGEC
(5)
U/M
1 Gage kit, PKM TBD N/A KT 2 Gage, bore erosion TBD 1775046/19204 EA 3 Gage, bore straightness TBD 1775014/19204 EA 4 Gage, firing pin protrusion TBD 1775045/19204 EA
5 Gage, headspace “go” TBD 1775041/19204 EA
6 Gage, headspace “no-go” TBD 1775042/19204 EA
7 Gage, headspace rim “go” TBD 1775047/19204 EA
8 Gage, headspace rim “no-go” TBD 1775048/19204 EA
Figures 1 through 11 represent items 1 through 17 listed in Table 1.
Figure 1. Gage Kit, PKM Machine Gun.
Figure 2. Gage, Bore Erosion (1775046).
Figure 3. Gage, Bore Straightness (1775014).
Figure 4. Gage, Firing Pin Protrusion (1775045).
TM 8370-50107-IN/18 0027 00
0027 00-3
Figure 5. Gage, Headspace “Go” (1775041).
Figure 6. Gage, Headspace “No-Go” (1775042).
Figure 7. Gage, Headspace Rim “Go” (1775047).
Figure 8. Gage, Headspace Rim “No-Go” (1775048).
Figure 9. Gage, Plain Plug “No-Go” (1775043).
Figure 10. Tool, Scraper.
TM 8370-50107-IN/18 0027 00
0027 00-4
Figure 11. Tool Kit, PKM.
END OF WORK PACKAGE
TM 8370-50107-IN/18 0028 00
REPAIR PARTS LIST (RPL) INTRODUCTION
0028 00-1
SCOPE
This repair parts list (RPL) authorizes spares, repair parts, and other special support equipment required for the performance of organizational maintenance of the PKM machine gun. It authorizes the requisitioning, issue, and disposition of spares and repair parts indicated by the source, maintenance, and recoverability (SMR) codes. Parts lists are composed of functional groups listed in figure and item number sequence.
EXPLANATION OF COLUMNS
1. Item No. (Column 1). The item number indicates the number used to identify items called out in an illustration.
2. SMR Code (Column 2). The SMR code is a five-position code containing supply and requisition information, maintenance level authorization criteria, and disposition instructions as shown in the following manner. Refer to Table 1 for an explanation of the five positions in the SMR code. Refer to Tables 2-5 for explanations of the source codes, maintenance codes, and recoverability codes that make up the SMR code.
Table 1. SMR Code Positions.
Source Code Maintenance Code Recoverability Code
XX 1st and 2nd positions How to obtain an item.
X 3rd position
Who can install, replace, or use the item.
X 4th position
Who can perform repair* on the item.
X 5th position
Who determines the disposition action on an unserviceable item.
NOTE
Complete repair: maintenance capacity, capability, and authority to perform all corrective maintenance tasks of the repair function in a user environment in order to restore serviceability to a failed item.
a. Source Code. The source code indicates how to obtain an item needed for maintenance, repair, or overhaul of equipment and is entered in the first and second positions of the SMR code as shown in Table 2.
Table 2. Source Codes.
Code Application/Explanation
PA Item: Stocked
PB Item: Stocked, insurance
PC Item: Stocked, deteriorative
PD Item: Support, initial issue or outfitting and stocking only for additional initial issue.
PE Equip: Support, stocked, initial issue, or outfitting of specified maintenance activities (also used for “special tools”).
PF Equip: Support, non-stocked, and centrally procured on demand.
PG Item: Stocked, for sustained support, uneconomical to produce at later time.
TM 8370-50107-IN/18 0028 00
0028 00-2
Table 2. Source Codes - Continued.
Code Application/Explanation
KD Items with these codes are not to be requested/requisitioned individually. These items are part of a kit authorized to the maintenance level indicated in the 3rd position of the SMR code. The complete kit must be requisitioned and applied for this weapon.
KF
KB
MO Items with these codes are not to be requisitioned individually. They must be made from bulk material identified by the part number in the description column. No bulk material items are applicable for this weapon.
MF
MH
ML
MD
AO Items with these codes are not to be requested/requisitioned individually. The parts that make the assembled items must be requisitioned, fabricated, or assembled at the level of maintenance indicated by source code. If the 3rd position code of the SMR code authorizes the item to be replaced, but the source code indicates the item is assembled at a higher level, order the item from the higher level of maintenance.
AF
AH
AD
XA Do not requisition an XA-coded item. Order its next higher assembly. (Also refer to the NOTE below).
XB If an XB item is not available from salvage, order it using the CAGEC and part number given.
XC XC installation drawing, diagram, instruction sheet, and field service drawing identified by the manufacturer’s part number.
XD XD are items not stocked. Order an XD-coded item through normal supply channels using the CAGEC and part number given.
NOTE
Cannibalizing or controlled exchange, when authorized, may be used as a source of supply for items with the above source codes, except for those coded XA. Items coded PC are subject to deterioration.
b. Maintenance Code. The maintenance code indicates the levels of maintenance authorized to use and repair the support items. The maintenance codes are entered in the third and fourth positions of the SMR code format as follows:
(1) The maintenance code entered in the third position indicates the lowest maintenance level authorized to remove, replace, and use an item. Refer to Table 3 for an explanation of the maintenance code that indicates the level of maintenance required.
Table 3. Third Position Maintenance Codes.
Code Application/Explanation
C Crew or operator maintenance done within unit maintenance.
O Organizational level can remove, replace, and use the item.
F Third echelon can remove, replace, and use the item.
H Fourth echelon can remove, replace, and use the item.
L Specialized repair activity can remove, replace, and use the item.
D Depot level can remove, replace, and use the item.
TM 8370-50107-IN/18 0028 00
0028 00-3
(2) The maintenance code entered in the fourth position indicates whether the item is to be repaired at the lowest maintenance level with the capability to perform complete repair (i.e., all authorized maintenance functions).
NOTE
Some limited repair may be done on the item at a lower level of maintenance, if authorized by the SMR codes.
Table 4. Fourth Position Maintenance Codes.
Code Application/Explanation
O Organizational level is the lowest level that can completely repair the item.
F Intermediate third echelon is the lowest level that can completely repair the item.
H The lowest maintenance level capable of complete repair of the support item is the general support level.
D Depot level is the lowest level that can completely repair the item.
L Specialized repair activity (designated the specialized repair activity) is the lowest level that can completely repair the item.
Z Non-repairable. No repair is authorized.
B No repair authorized. No parts or special tools are authorized for maintenance of a B-coded item. However, the item may be reconditioned by adjusting or lubricating at the user level.
c. Recoverability Code. The recoverability code is assigned to support items to indicate the disposition
action on unserviceable items. The recoverability code is entered in the fifth position of the SMR code format. Refer to Table 5 for code explanations.
Table 5. Recoverability Codes.
Code Application/Explanation
Z Non-repairable item. When unserviceable, condemn and dispose of the item at the level of maintenance shown in the third position of the SMR code.
O Repairable item. When uneconomically repairable, condemn and dispose of at the organizational level.
F Repairable item. When uneconomically repairable, condemn and dispose of at the third echelon level.
H Repairable item. When uneconomically repairable, condemn and dispose of at the fourth echelon level.
D Repairable item. When uneconomically repairable, condemn and dispose of at the depot level.
L Repairable item. Condemnation and disposal not authorized below specialized repair activity.
A Item requires special handling or condemnation procedures because of specific reasons (e.g., precious metal content, high dollar value, or hazardous material). Refer to the appropriate manuals/directives for specific instructions.
3. NSN (Column 3). The national stock number for the item is listed in this column.
4. CAGEC (Column 4). The commercial and government entity code is a 5-digit code used to identify the manufacturer, distributor, or government activity that supplies the item.
TM 8370-50107-IN/18 0028 00
0028 00-4
5. Part Number (Column 5). Indicates the primary number used by the manufacturer that controls the design and characteristics of the items by means of its engineering drawings, specifications, standards, and inspection requirements to identify an item or range of items.
NOTE
When an NSN is used to requisition an item, the item received may be a different part number from the part ordered.
6. Item Identification (Column 6). This column includes the following information:
a. Federal item name and, when required, a minimum description identifying the items.
b. The statement END OF FIGURE appears just below the last item description in columns 6 and 7 for a given figure.
7. QTY (Column 7). The quantity (QTY) column indicates the quantity of the item used in the breakout shown on the illustration figure, which is prepared for a functional group, sub-functional group, or an assembly. The letter V appearing in this column in lieu of a quantity indicates the quantity is variable and may vary from application to application.
HOW TO LOCATE REPAIR PARTS
WP 0029 00 contains the repair parts listings.
1. Unknown national stock number (NSN) or part number.
a. Identify the item from the illustration and note the item number.
b. Look in the repair parts list (RPL) for the figure and item numbers. The NSNs and part numbers are on the same lines as the associated item numbers.
2. Known NSN or part number.
a. Using the NSN or part number, locate the item in the RPL. Note the pertinent information.
b. Verify the identity of the item.
END OF WORK PACKAGE
INTENTIONALLY BLANK
TM 8370-50107-IN/18 0029 00
REPAIR PARTS LIST (RPL)
0029 00-1 blank/2
Figure 1. PKM Machine Gun.
TM 8370-50107-IN/18 0029 00
0029 00-3
Table 1. PKM Machine Gun.
(1)
Item No
(2)
SMR Code
(3)
NSN
(4)
CAGEC
(5)
Part Number
(6)
Description And Useable on Codes (UOC)
(7)
QTY
Figure 1. PKM machine gun
1 PAOZZ TBD TBD TBD Assembly, barrel (see Figure 3 for breakdown)
2
2 PAOZZ TBD TBD TBD Assembly, bipod (see Figure 8 for breakdown)
1
3 PAOZZ TBD TBD TBD Assembly, receiver (see Figure 2 for breakdown)
1
4 PAOZZ TBD TBD TBD Assembly, operating rod (see Figure 5 for breakdown)
1
5 PAOZZ TBD TBD TBD Group, bolt carrier (see Figure 5 for breakdown)
1
6 PAOZZ TBD TBD TBD Assembly, feed tray cover (see Figure 4 for breakdown)
1
7 PAOZZ TBD TBD TBD Assembly, feed tray (see Figure 4 for breakdown)
1
8 PAOZZ TBD TBD TBD Assembly, buttstock (see Figure 6 for breakdown)
Abbreviations and Acronyms, List of .................................................................................... 0001 00-2 Auxiliary Equipment - General ............................................................................................. 0024 00-1
B
Barrel Assembly ................................................................................................................... 0013 00-1 Bipod and Gas Tube Assembly ........................................................................................... 0017 00-1 Bolt Carrier Group ................................................................................................................ 0011 00-1 Buttstock Assembly ............................................................................................................. 0016 00-1
Disassembly of Weapon ...................................................................................................... 0010 00-1
E
Equipment Description and Data ......................................................................................... 0002 00-1 Expendable and Durable Items List ..................................................................................... 0026 00-1
F
Feed Tray and Feed Tray Cover Assembly ......................................................................... 0014 00-1 Function Check .................................................................................................................... 0019 00-1
G
Gaging Procedures .............................................................................................................. 0023 00-1 General Information ............................................................................................................. 0001 00-1 General Maintenance Instructions ....................................................................................... 0009 00-1
H
How to Use This Manual .................................................................................................................... iii
L
List of Abbreviations and Acronyms ..................................................................................... 0001 00-2 Lubrication Instructions, General ......................................................................................... 0009 00-4
TM 8370-50107-IN/18
Index-2
INDEX - Continued
Subject WP Sequence No. – Page No.
P
Preparation for Storage and Shipment ................................................................................ 0021 00-1 Preventive Maintenance Checks and Services (PMCS), Including Lubrication Instructions ........................................................................................................ 0008 00-1 Principles of Operation ......................................................................................................... 0003 00-1
R
Rear Sight Assembly ........................................................................................................... 0015 00-1 Reassembly of Weapon ....................................................................................................... 0018 00-1 Receiver Assembly .............................................................................................................. 0012 00-1 References ........................................................................................................................... 0025 00-1 Repair Parts List (RPL) ........................................................................................................ 0029 00-2 Repair Parts List (RPL) Introduction .................................................................................... 0028 00-1
S
Service Upon Receipt .......................................................................................................... 0007 00-1 Stowage ............................................................................................................................... 0020 00-1
T
Table of Contents ................................................................................................................................. i Tool Identification List (Includes Special Tools) ................................................................... 0027 00-1 Troubleshooting Introduction ............................................................................................... 0004 00-1 Troubleshooting Procedures ................................................................................................ 0006 00-1 Troubleshooting Symptom Index ......................................................................................... 0005 00-1
W
Warning Summary ............................................................................................................................. a

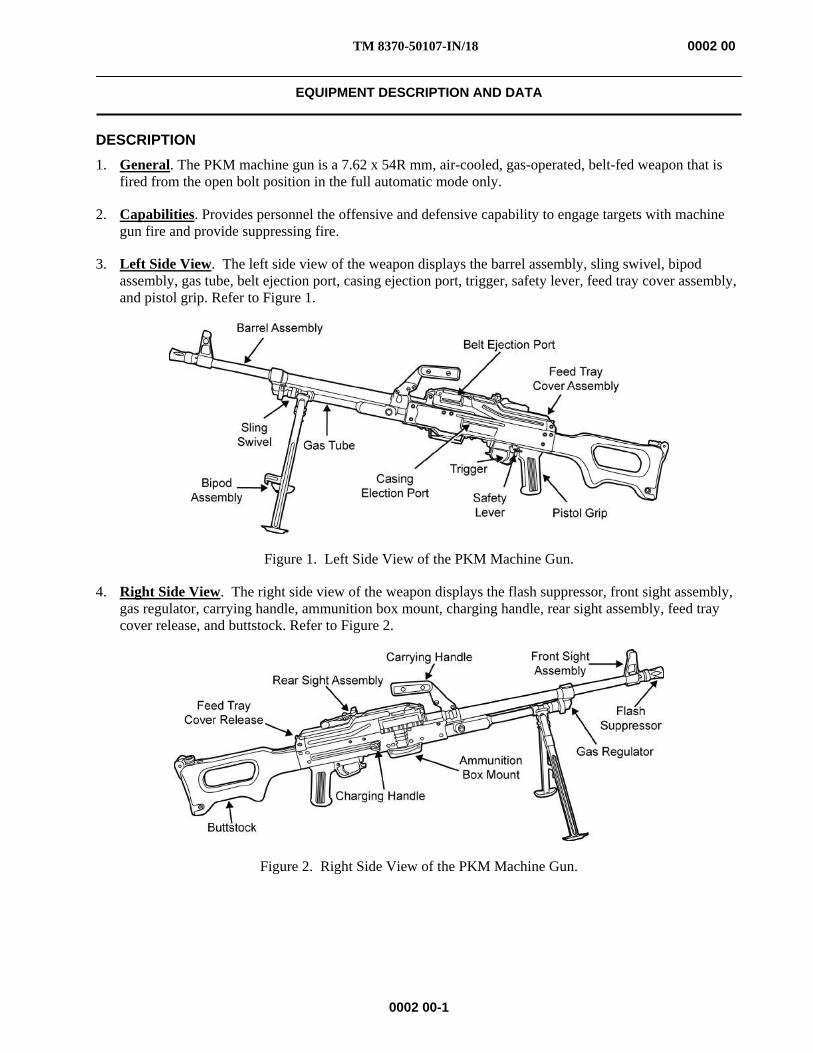
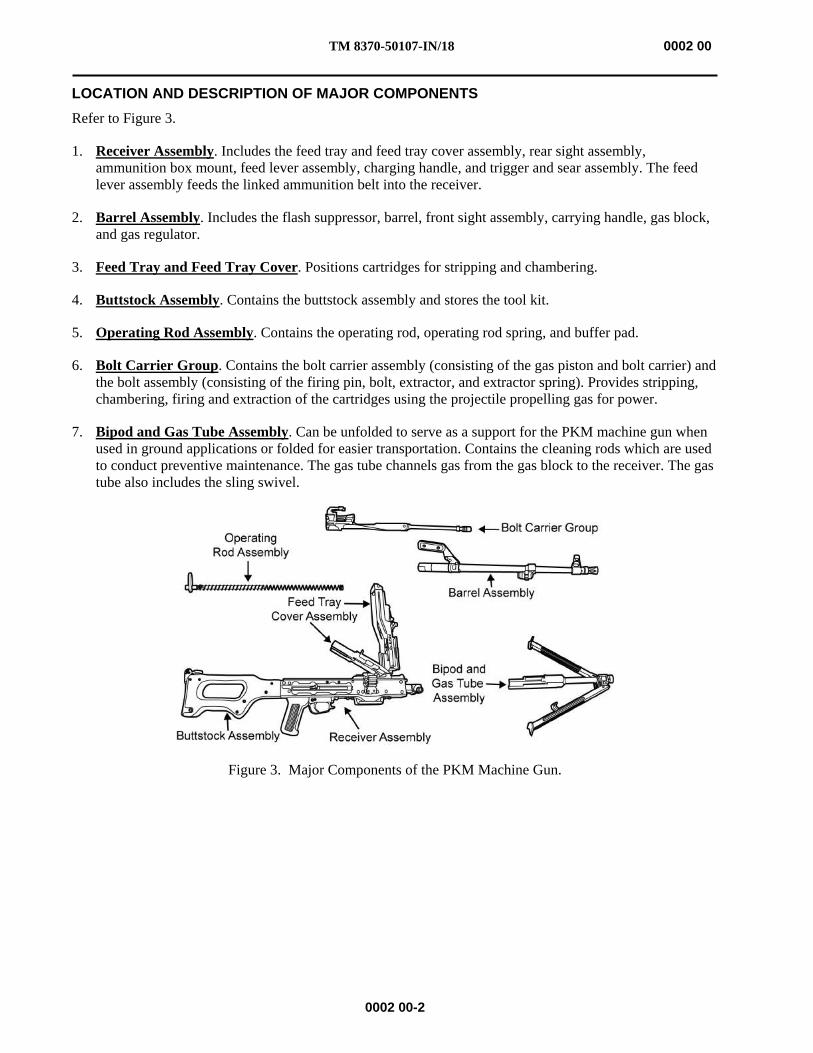
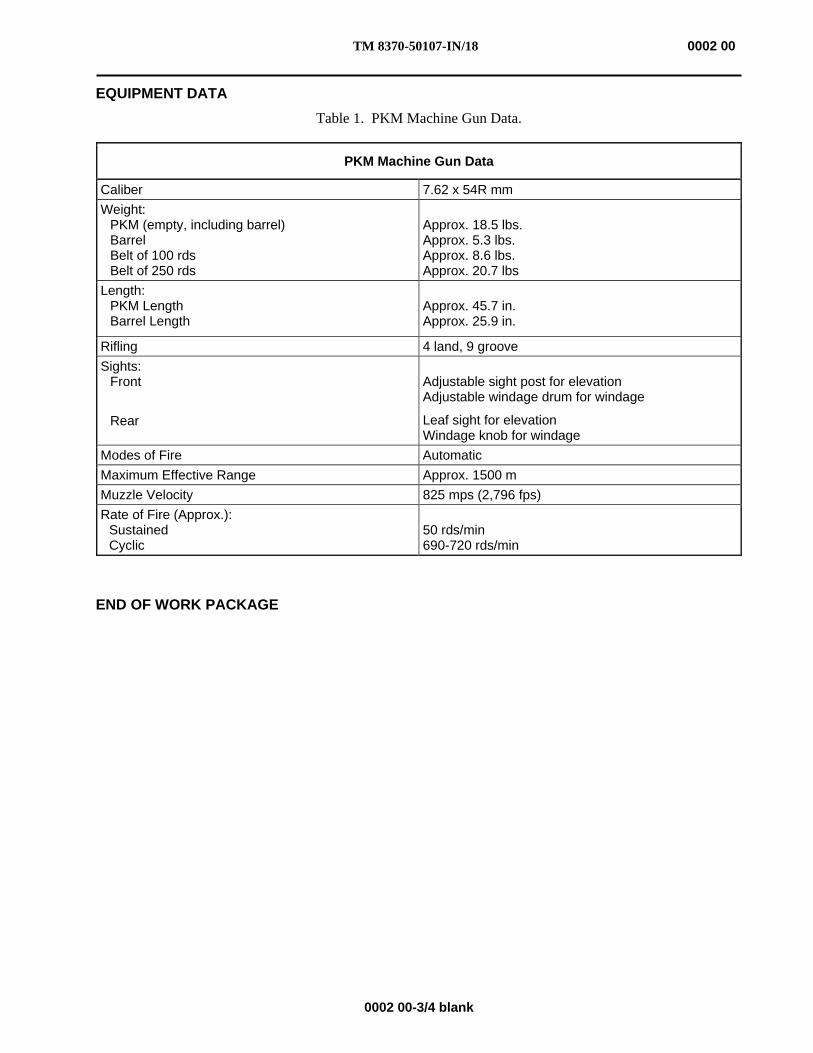

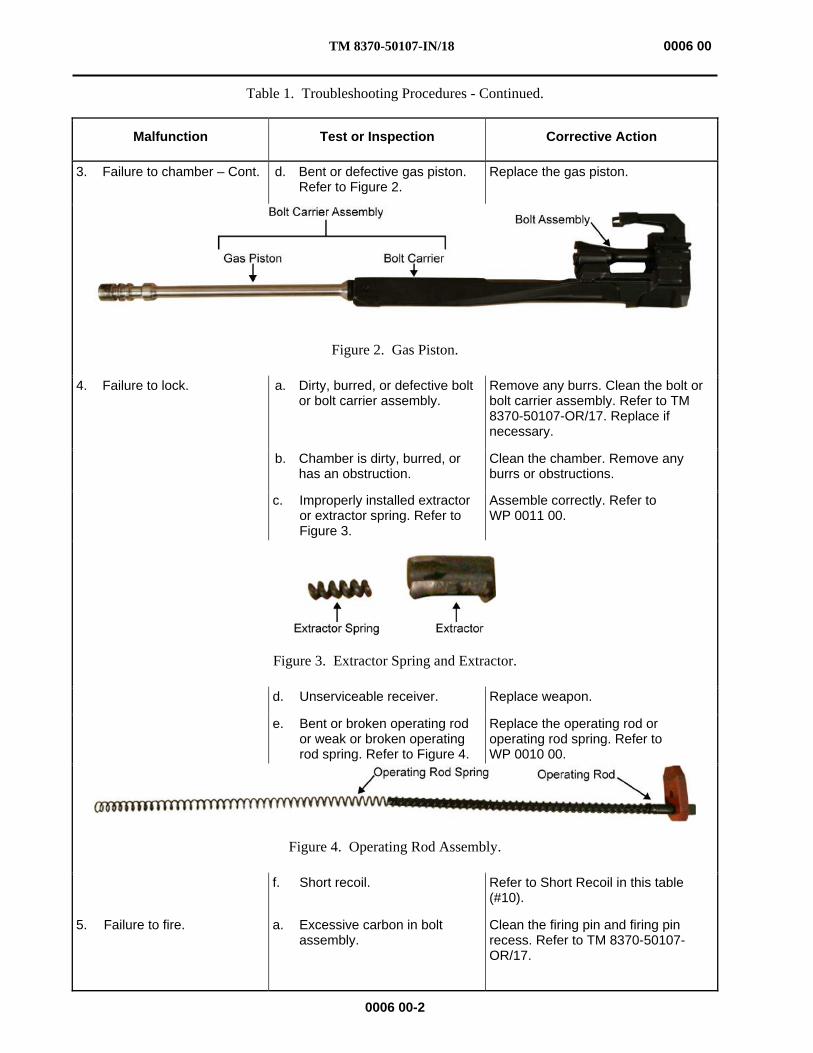
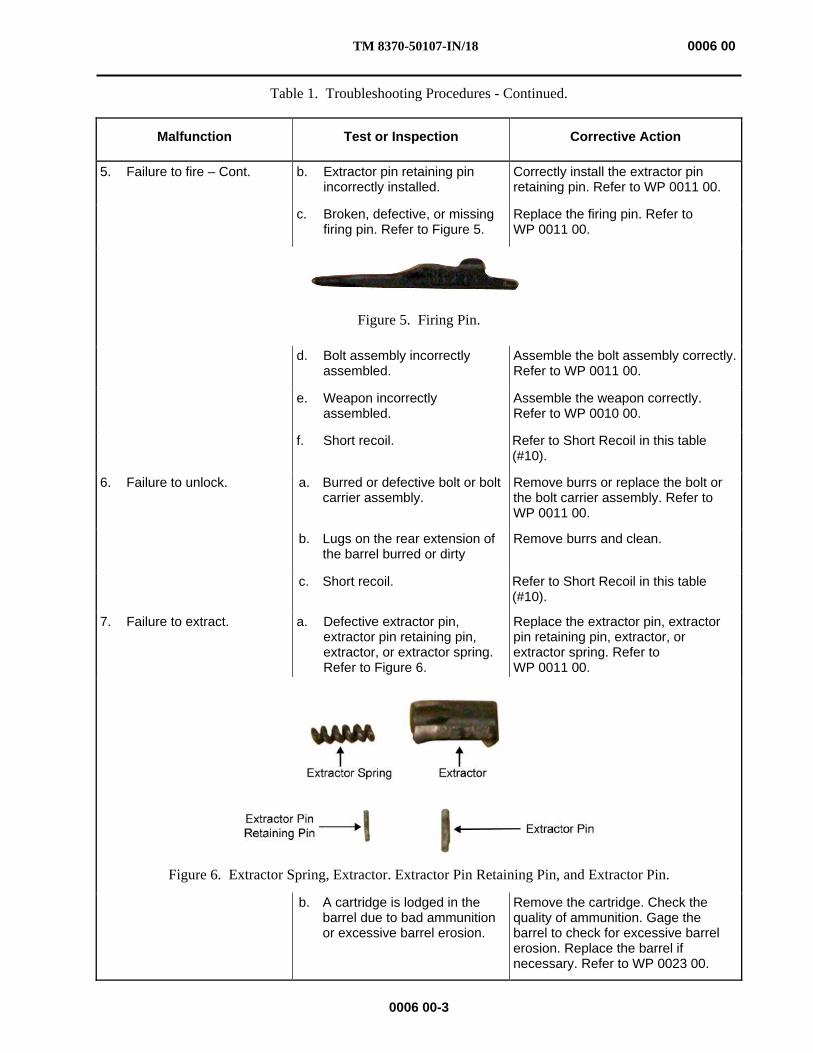
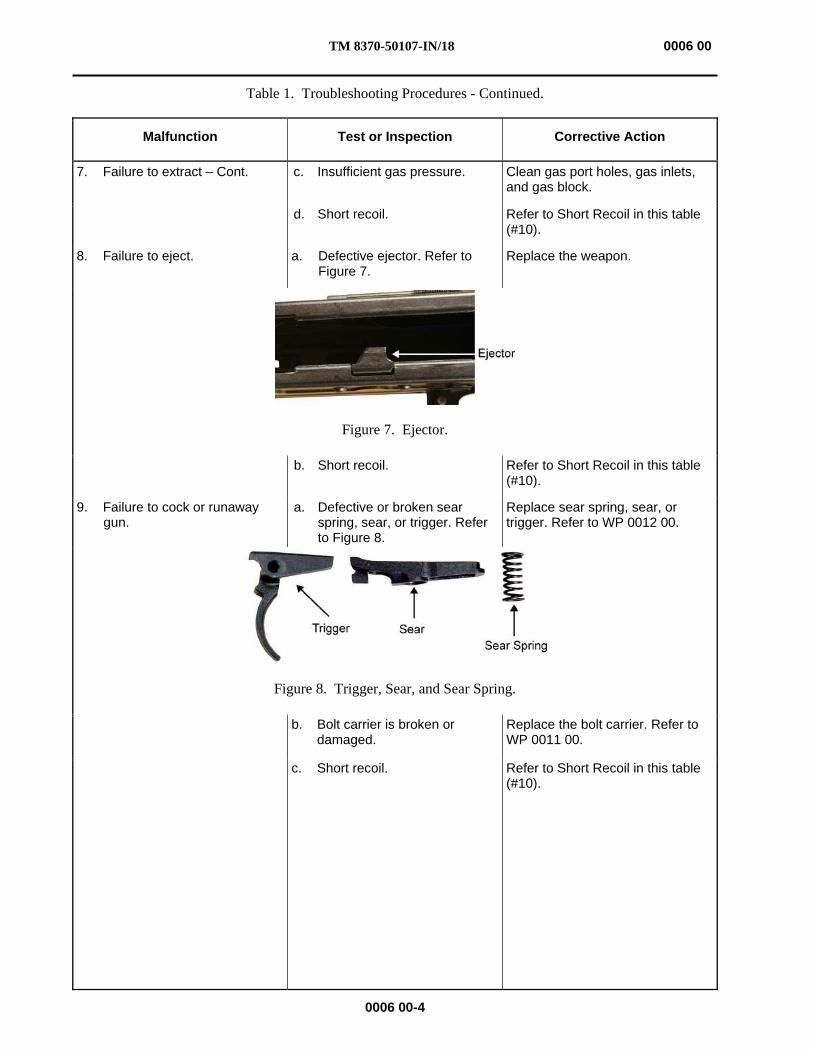
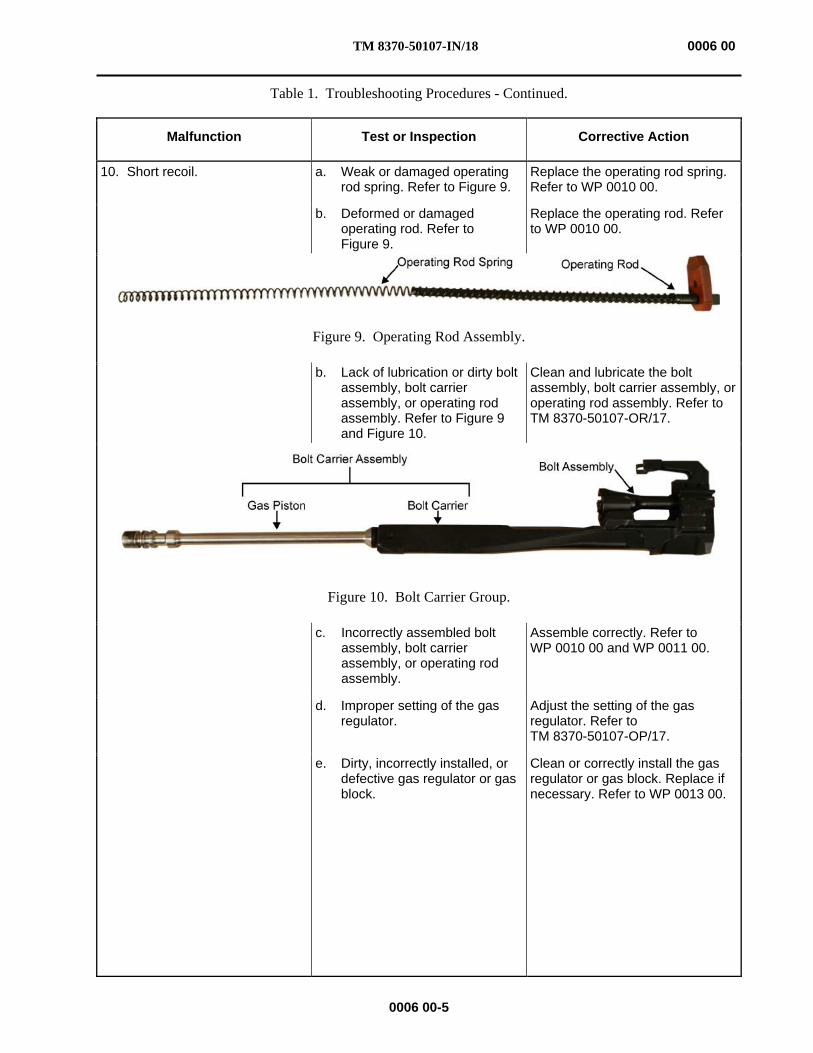
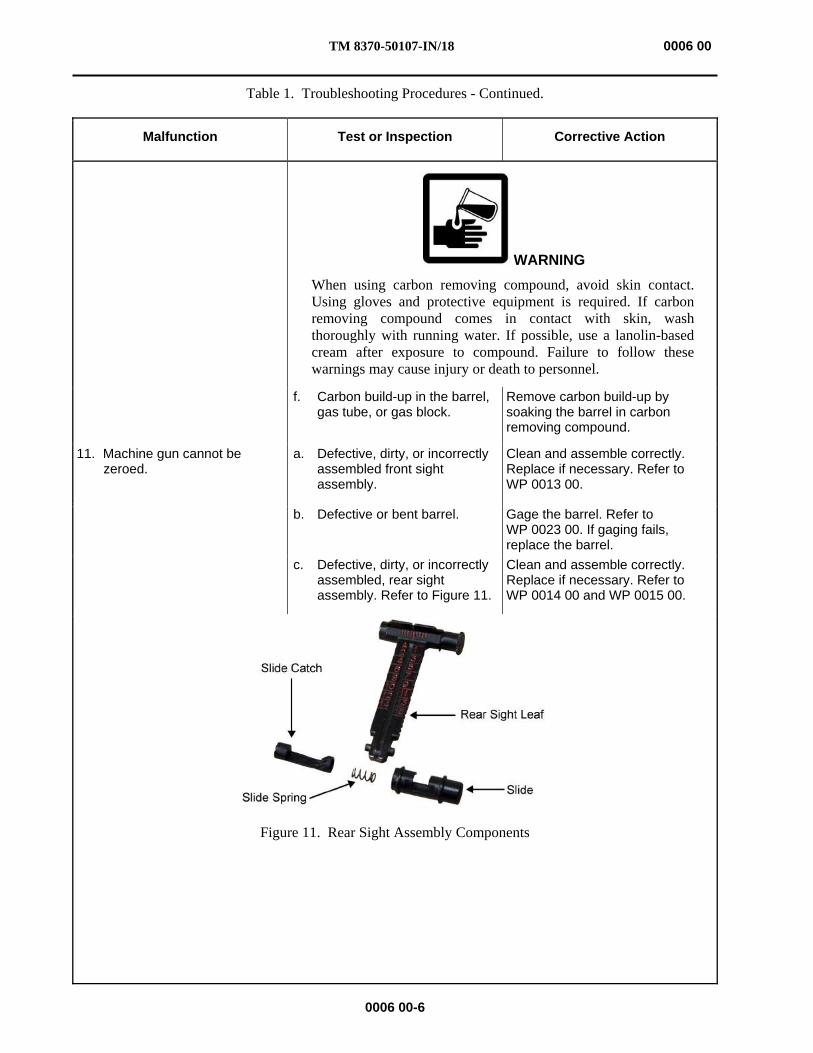
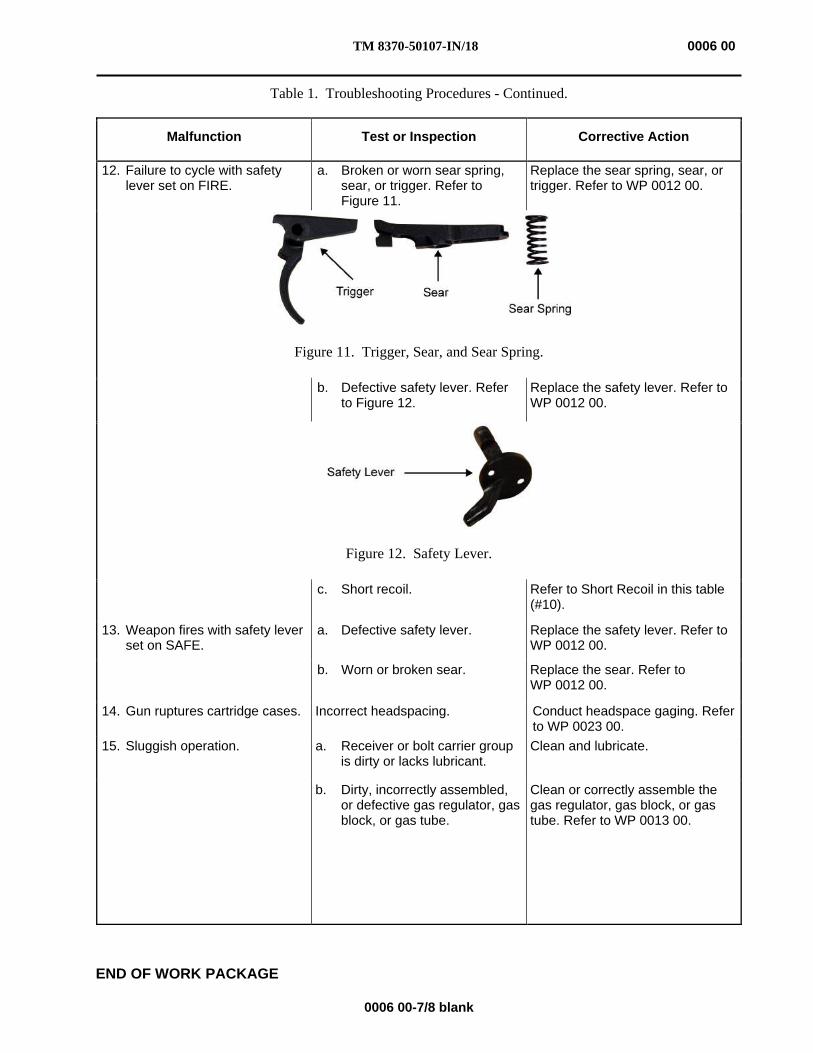
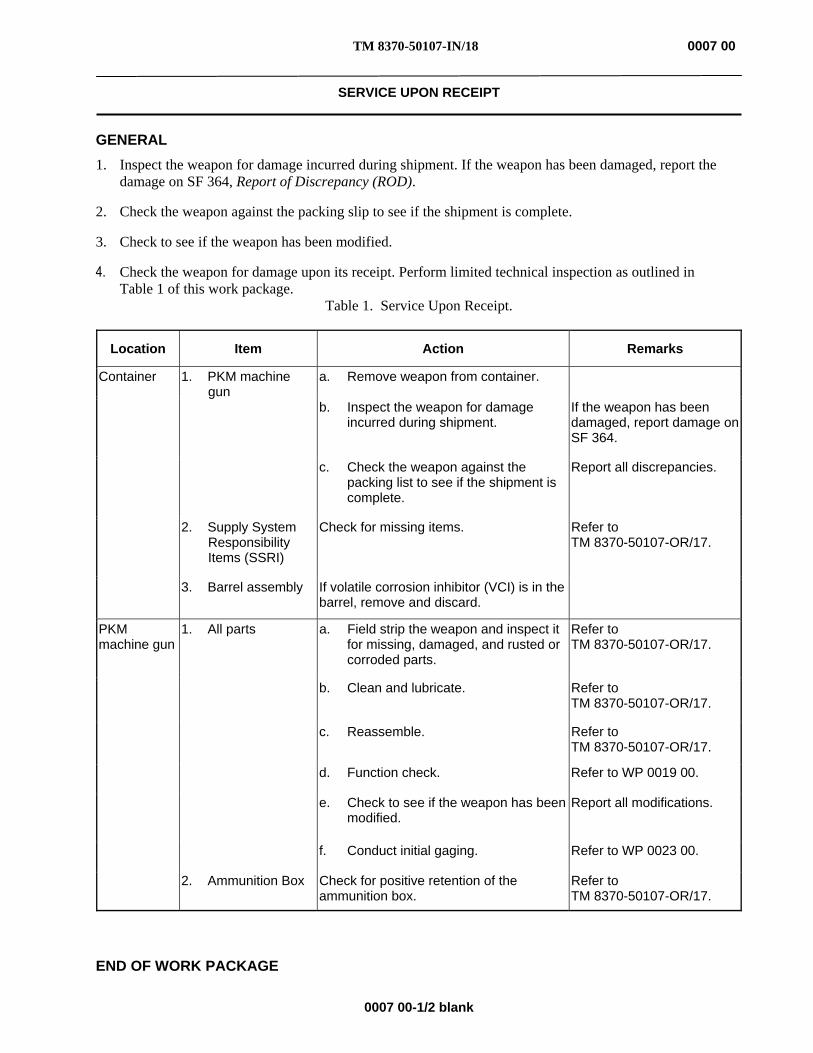
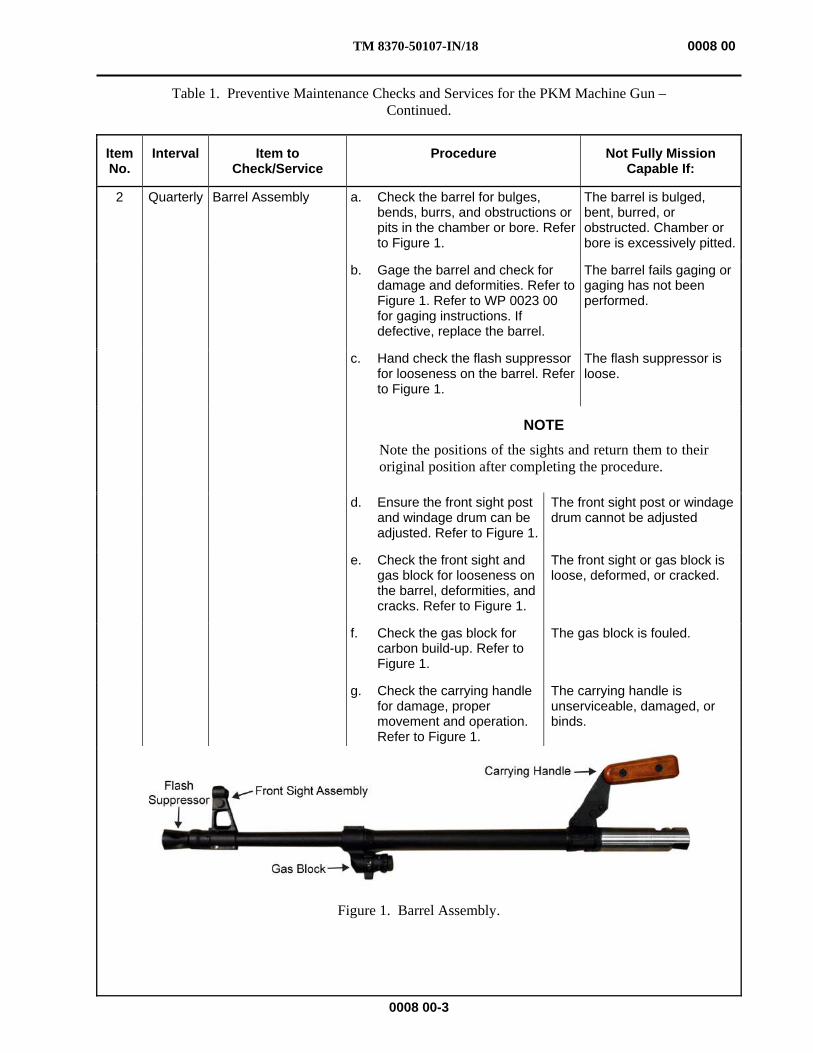
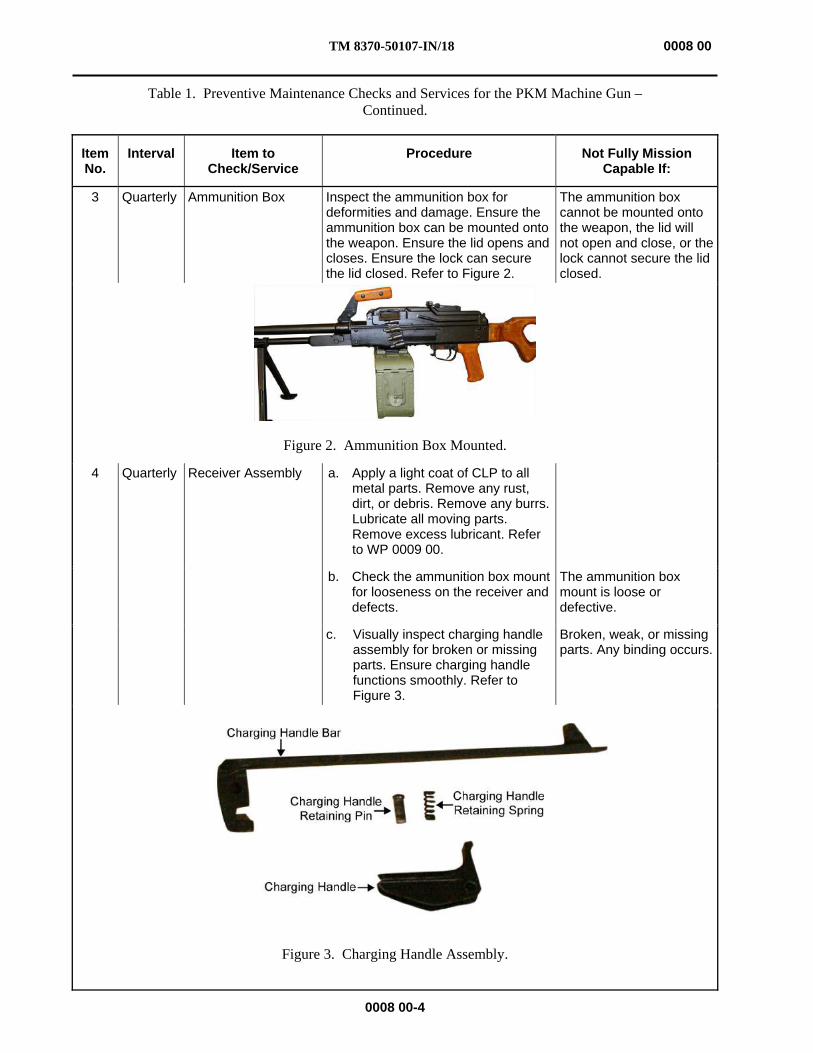
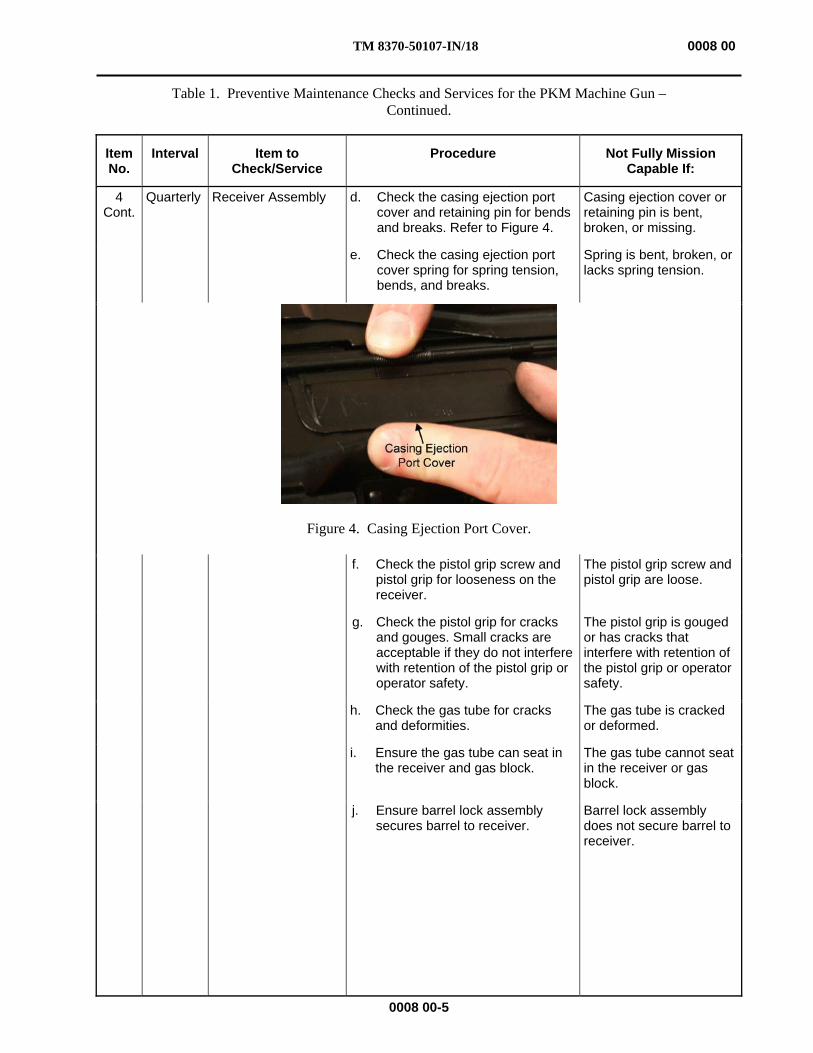
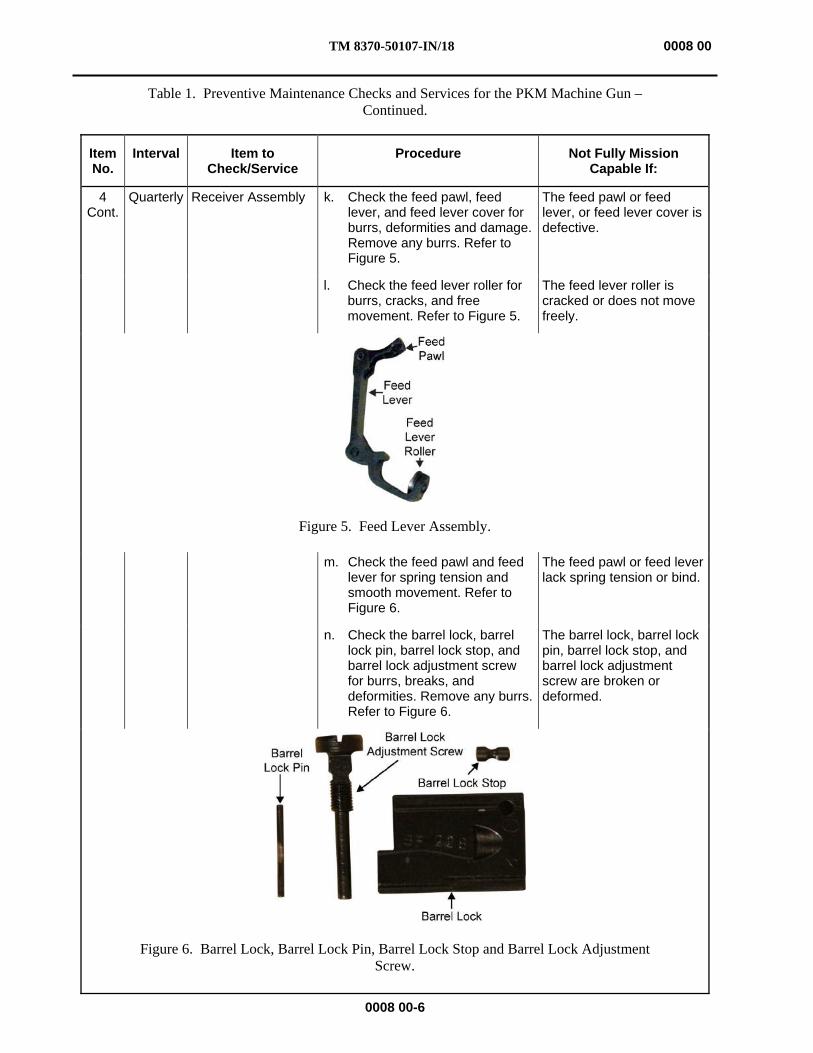
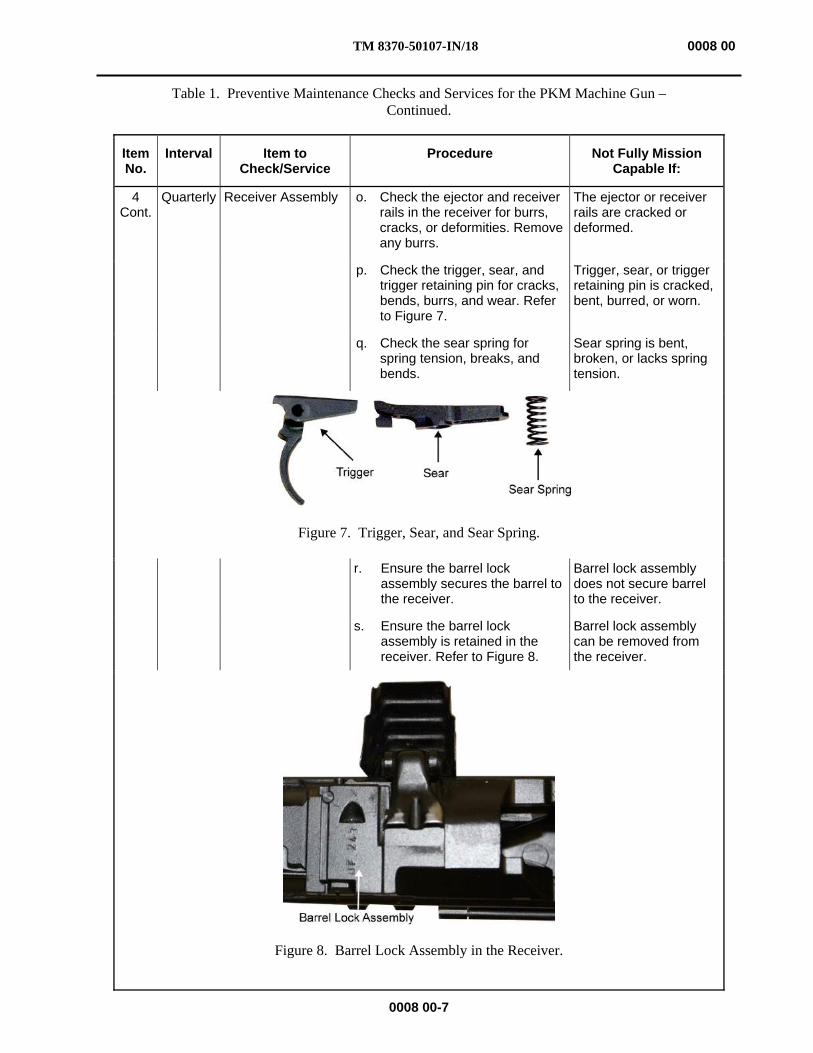
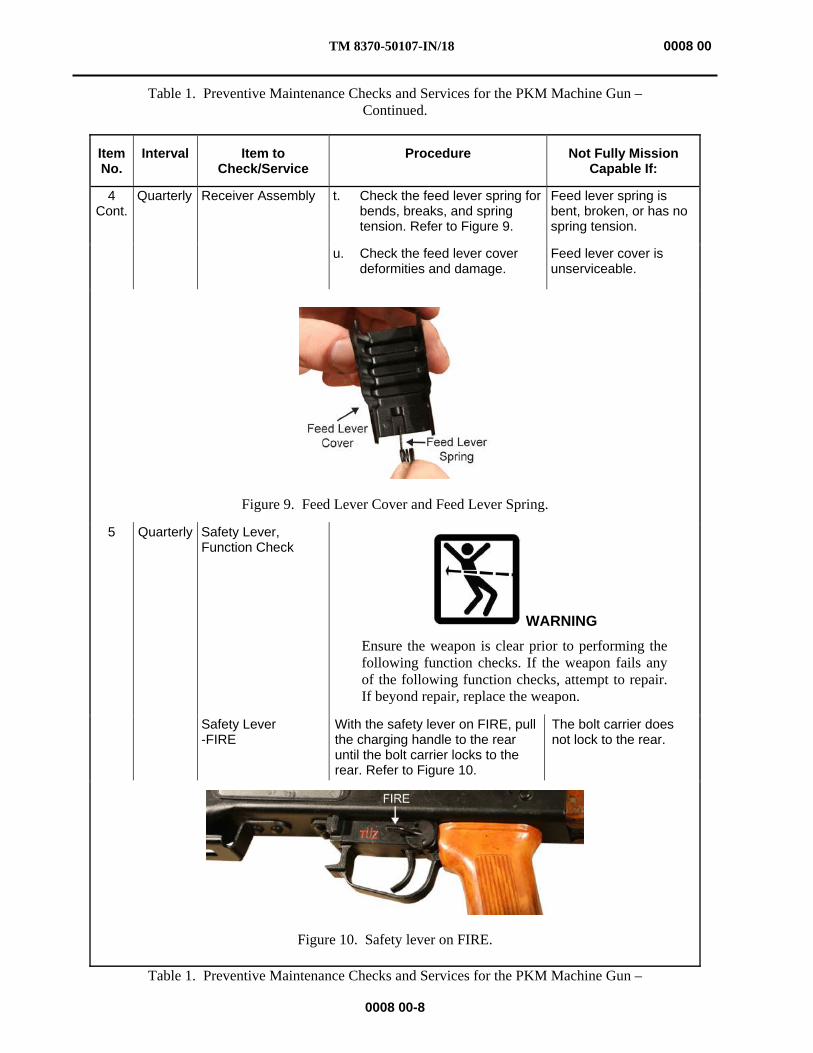
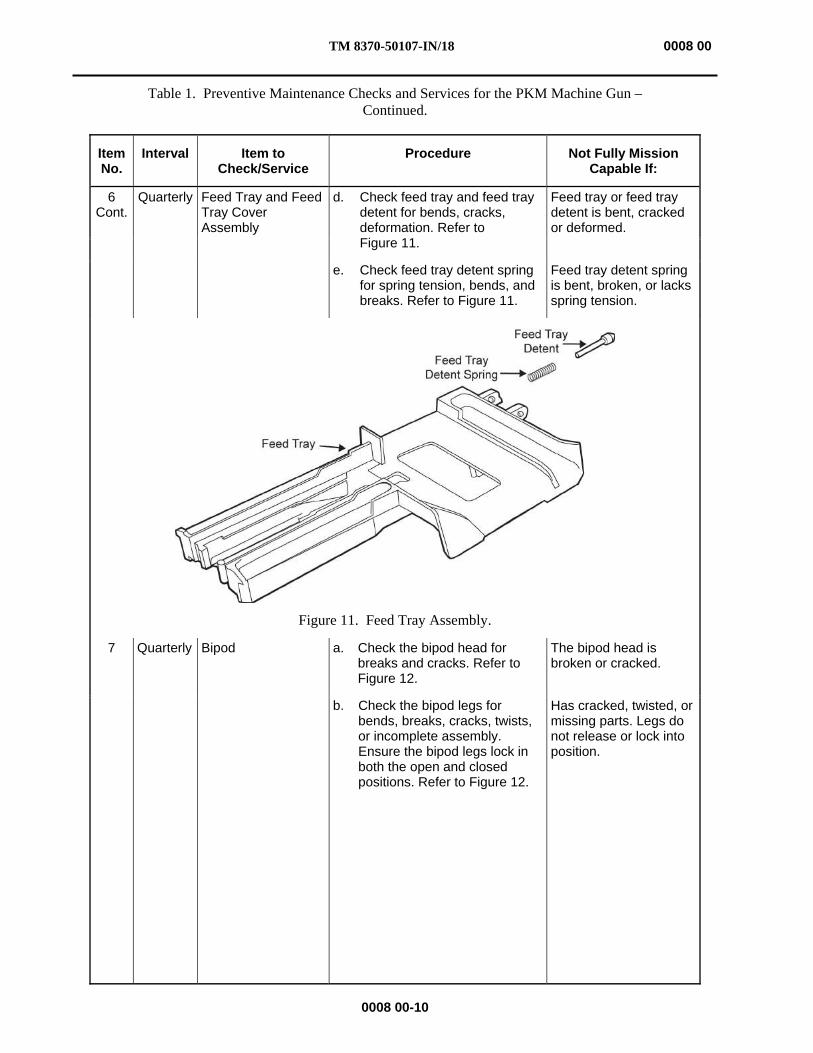
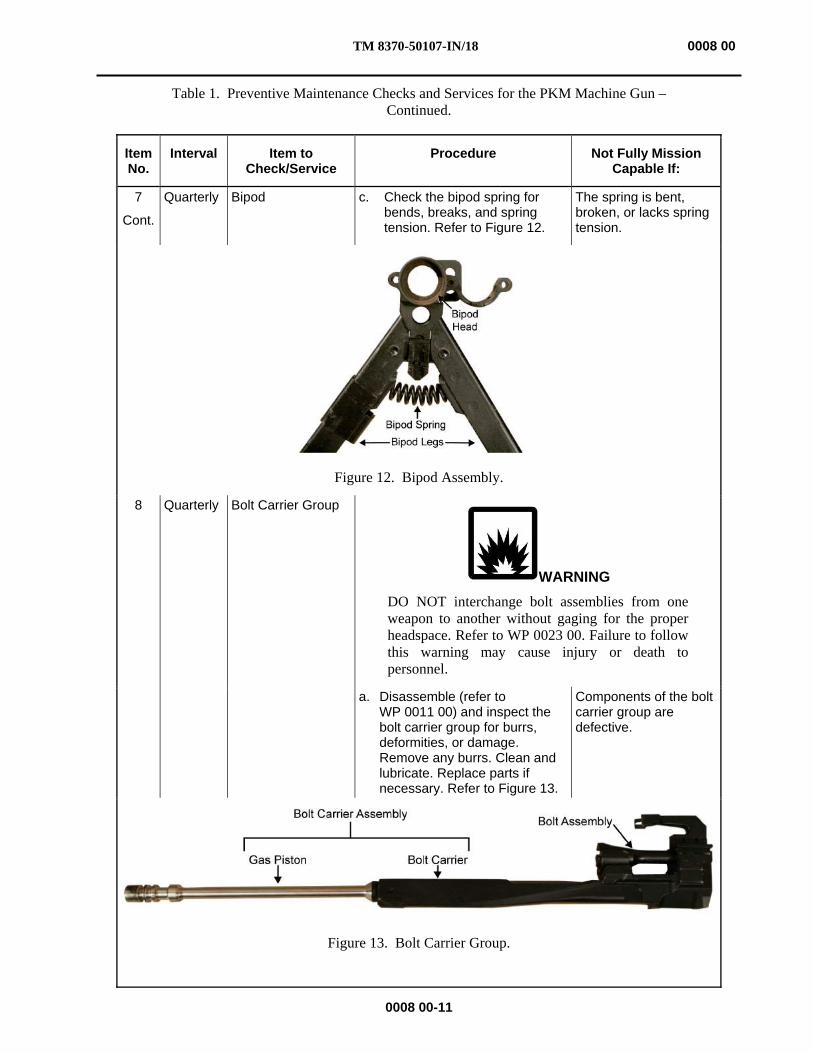
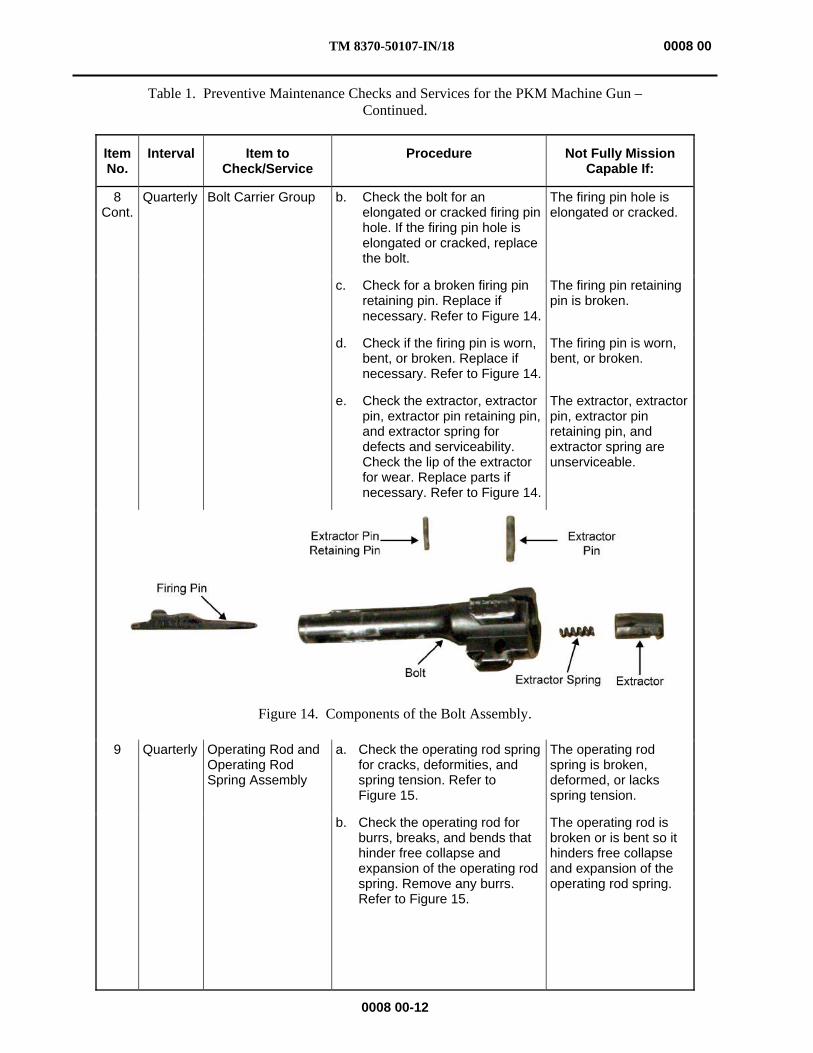
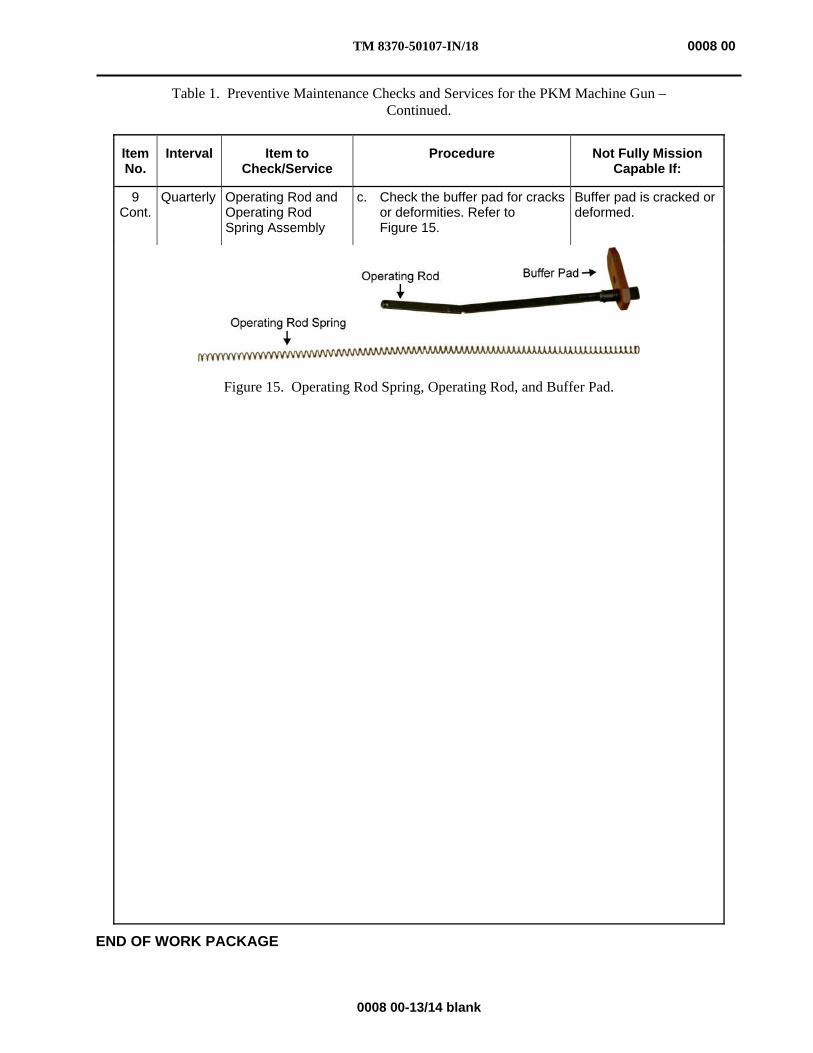
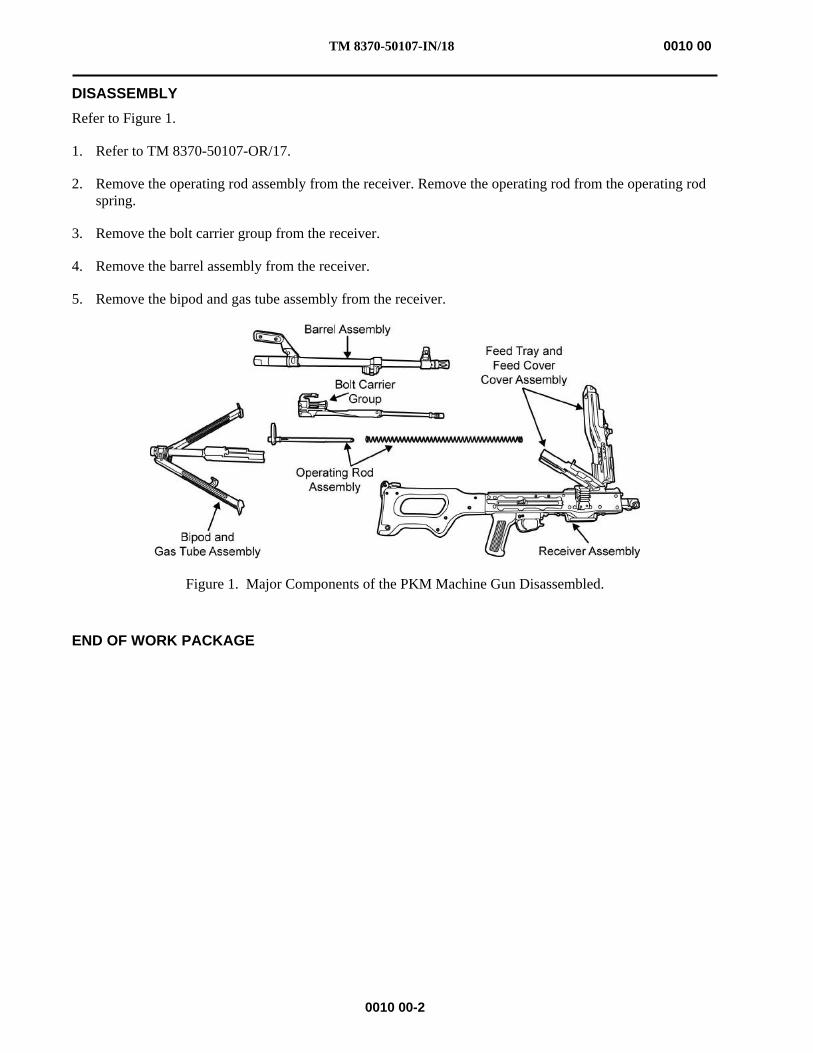
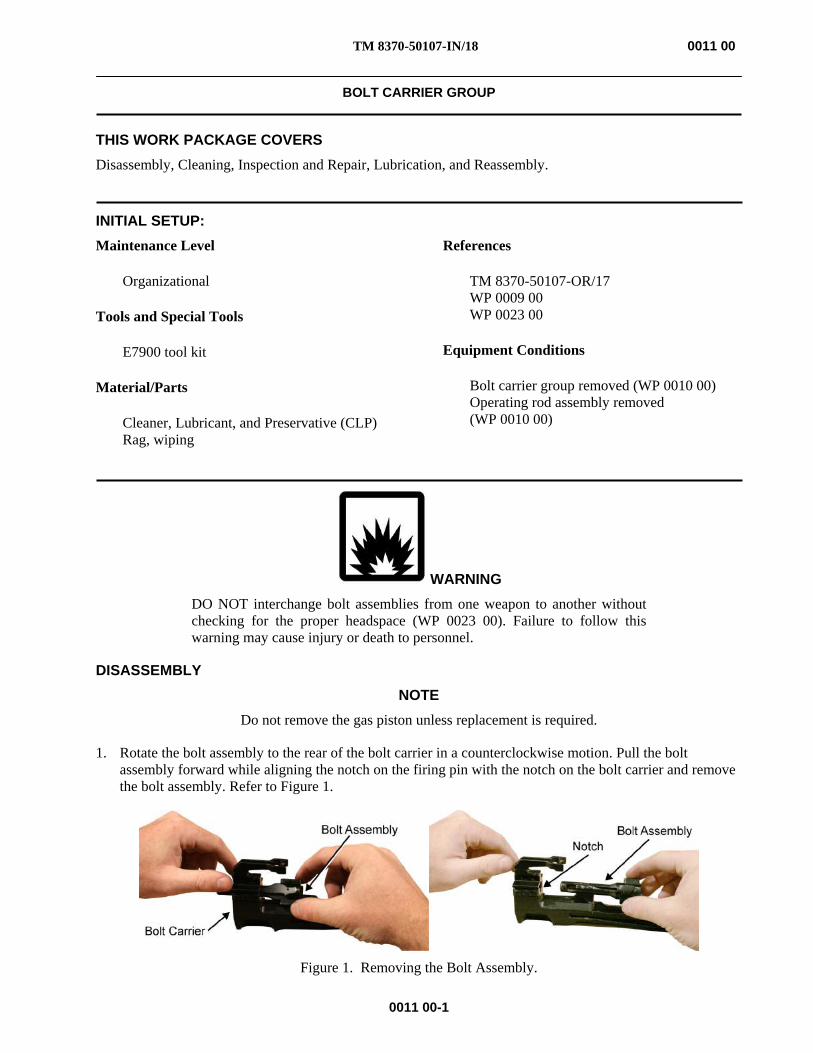
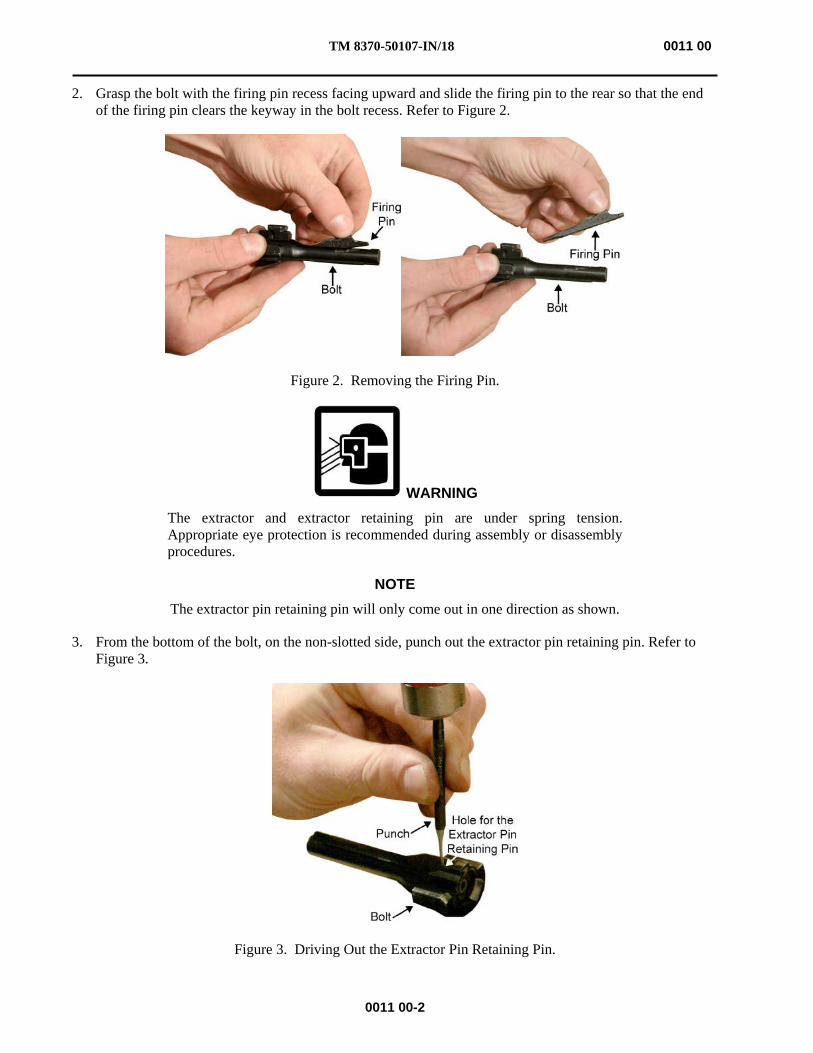
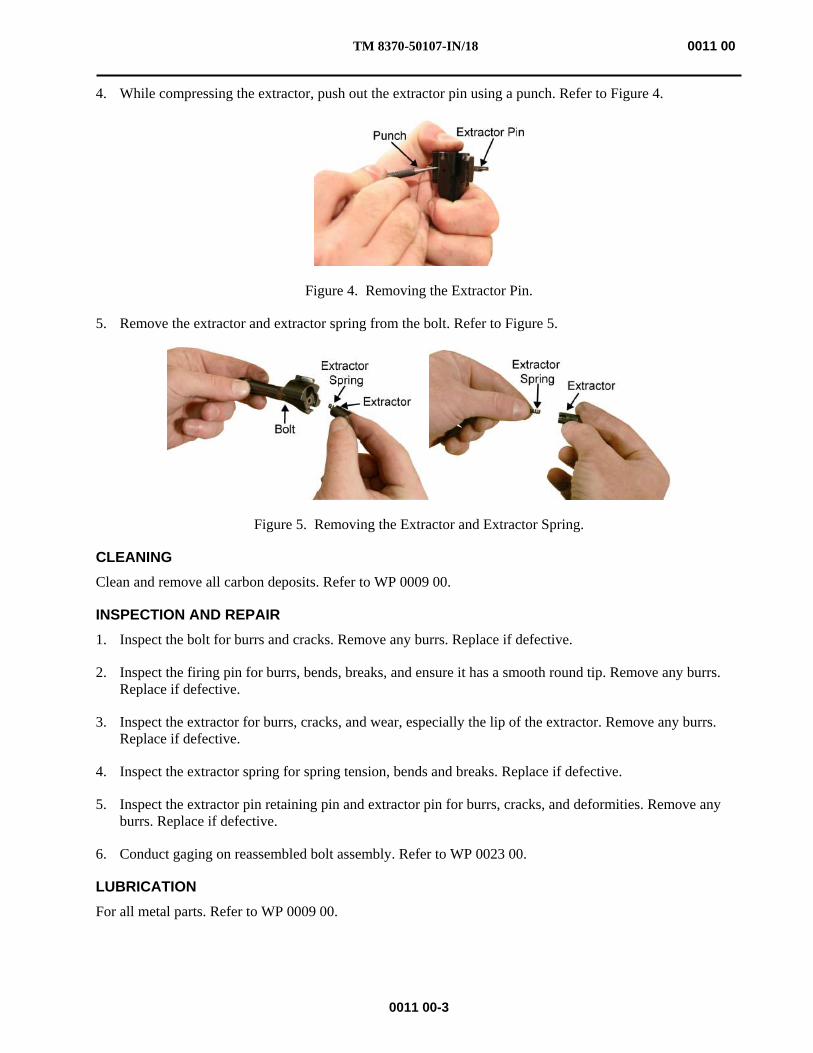
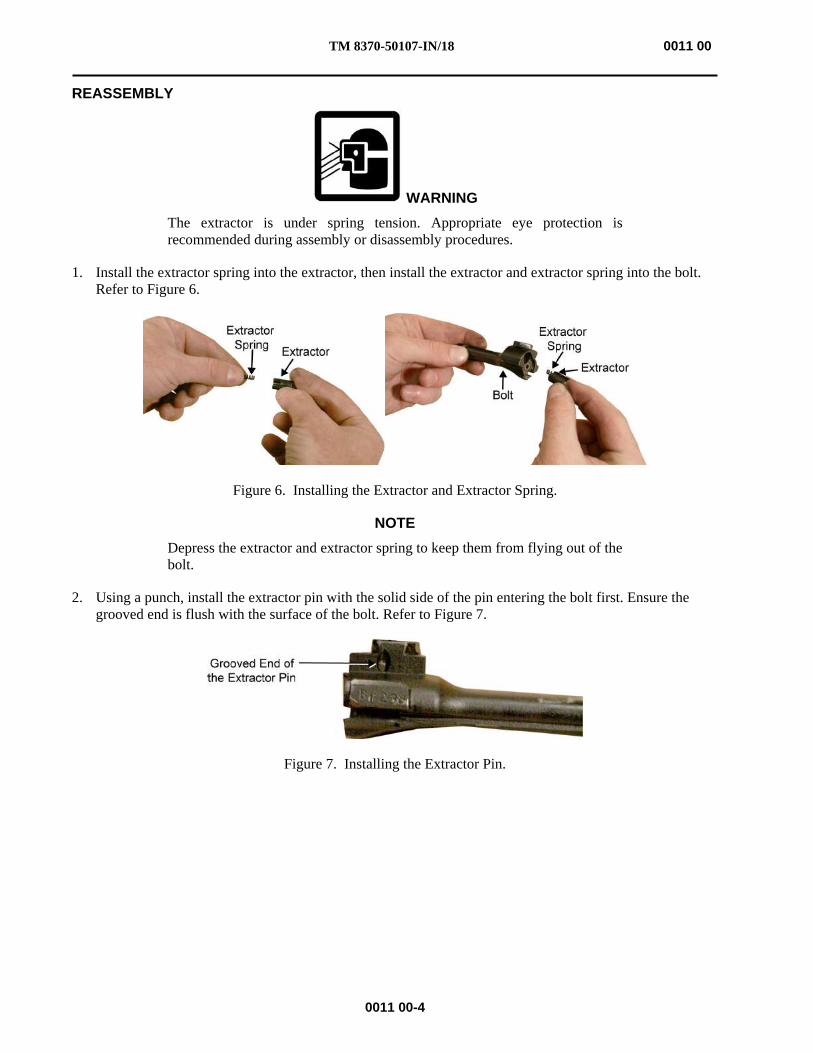
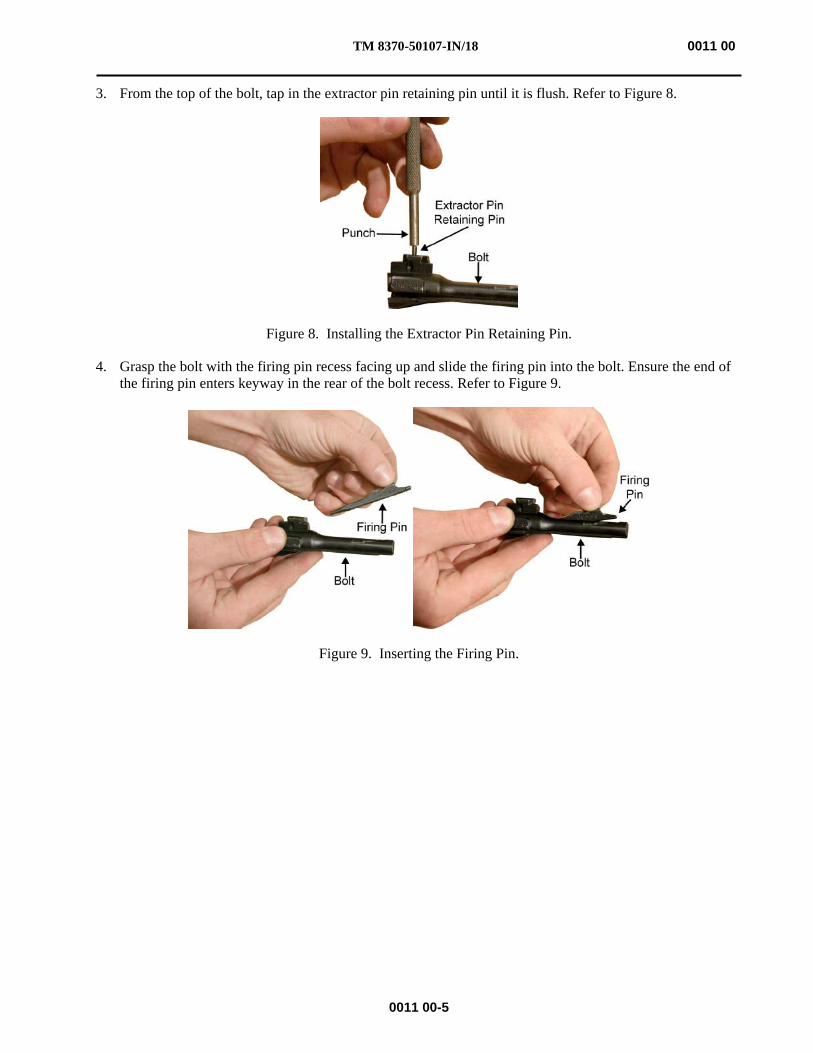
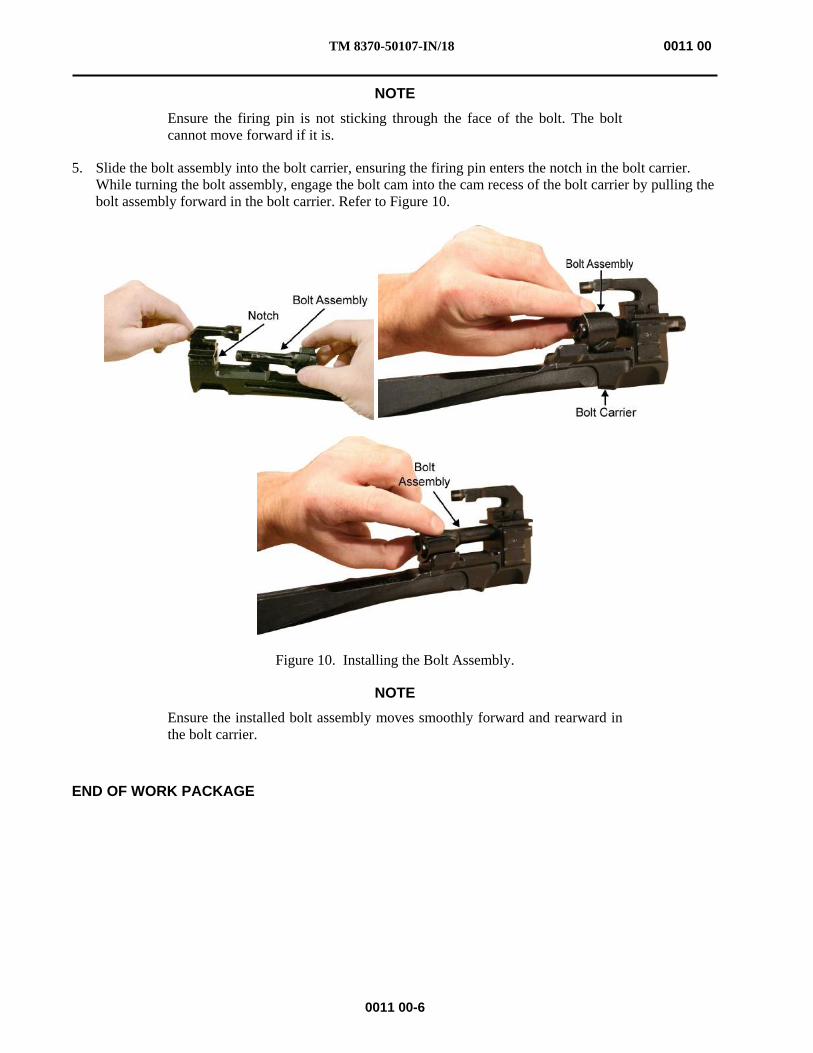
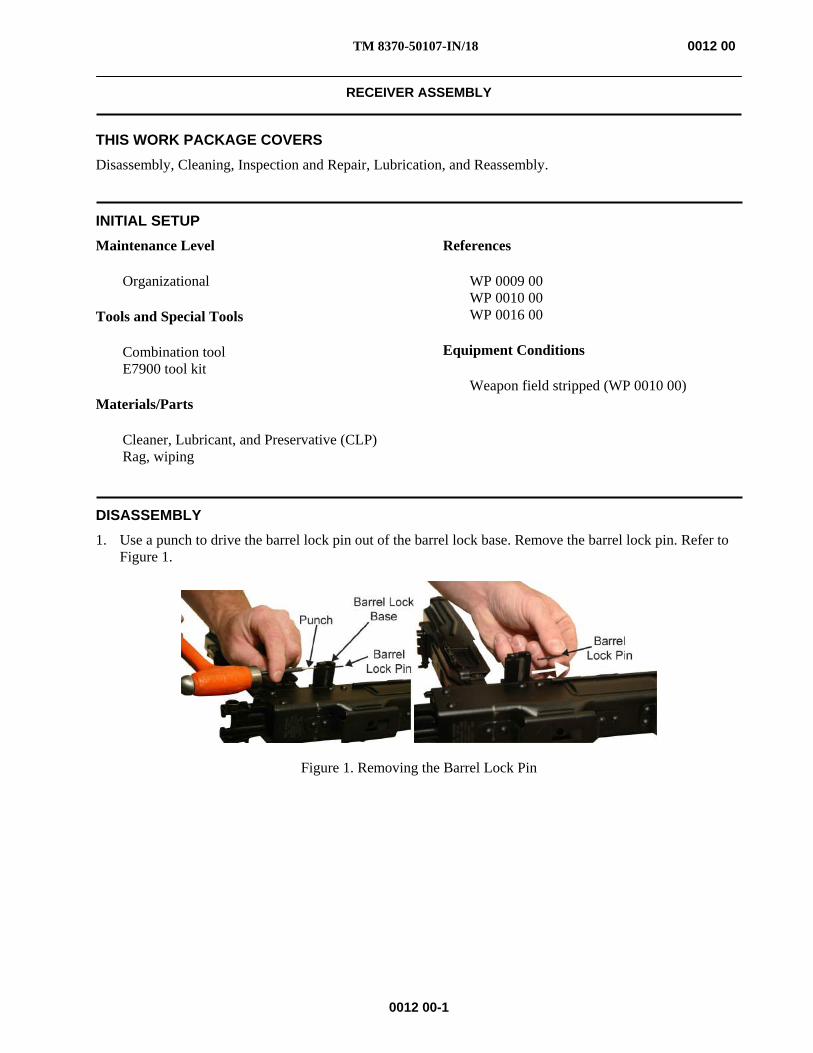
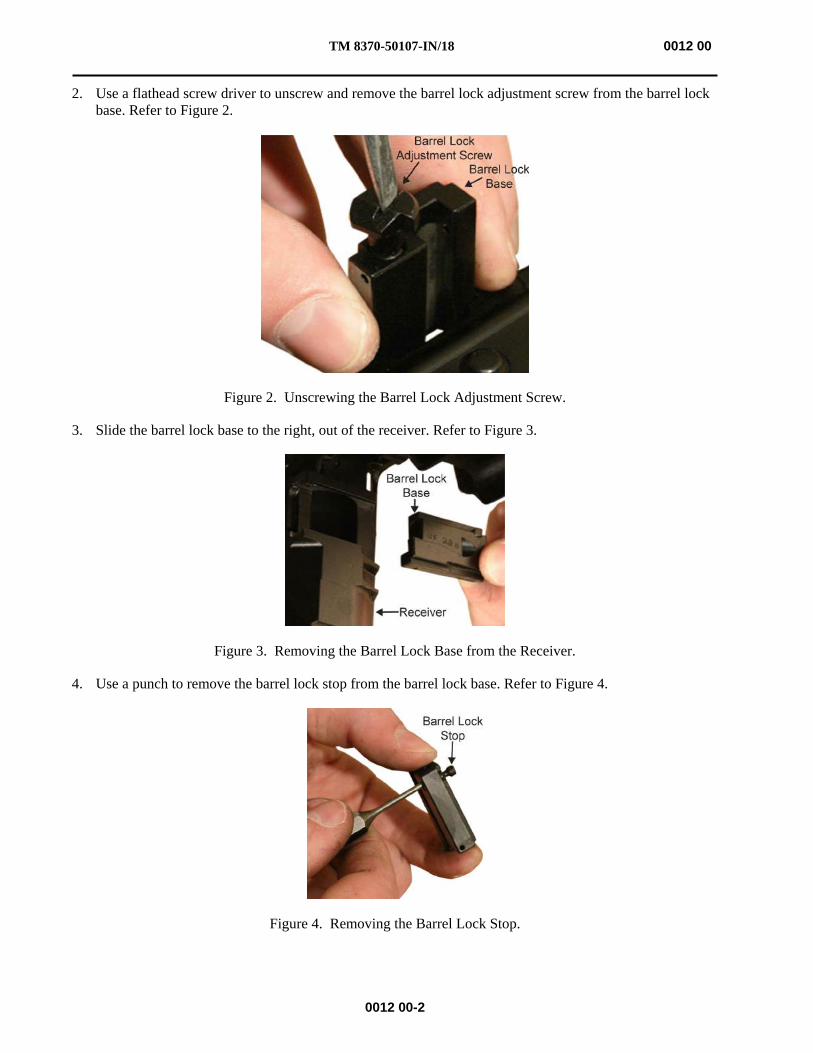
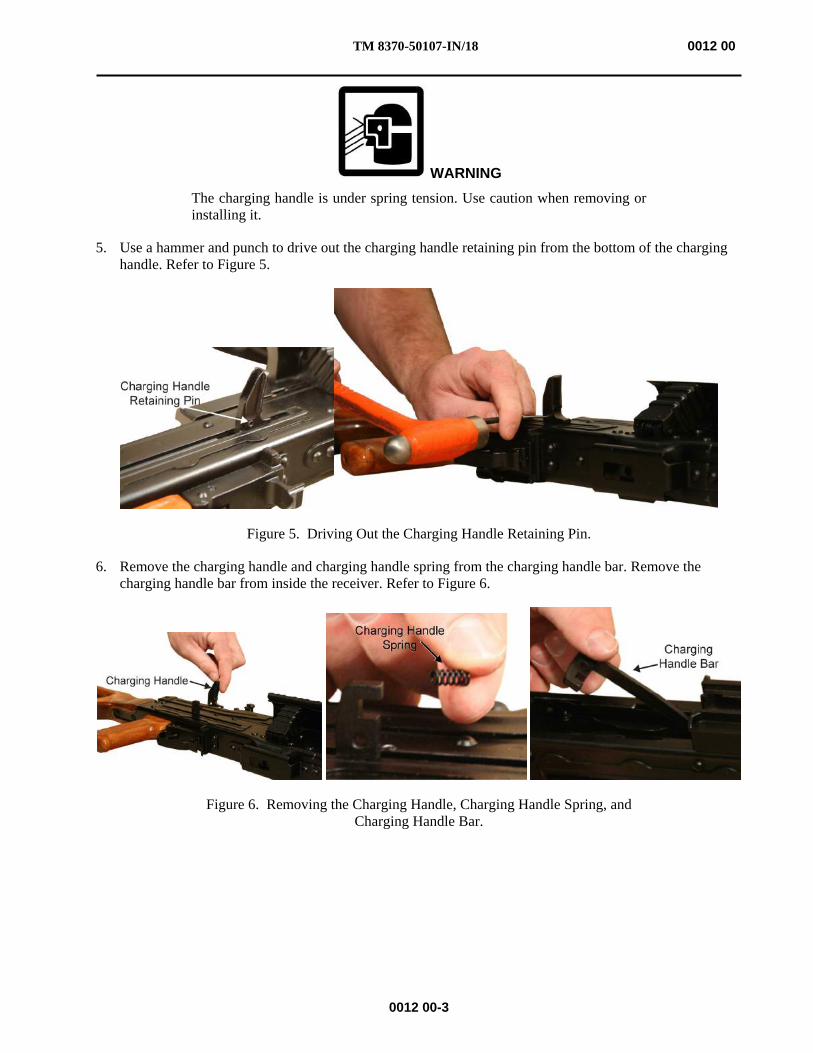
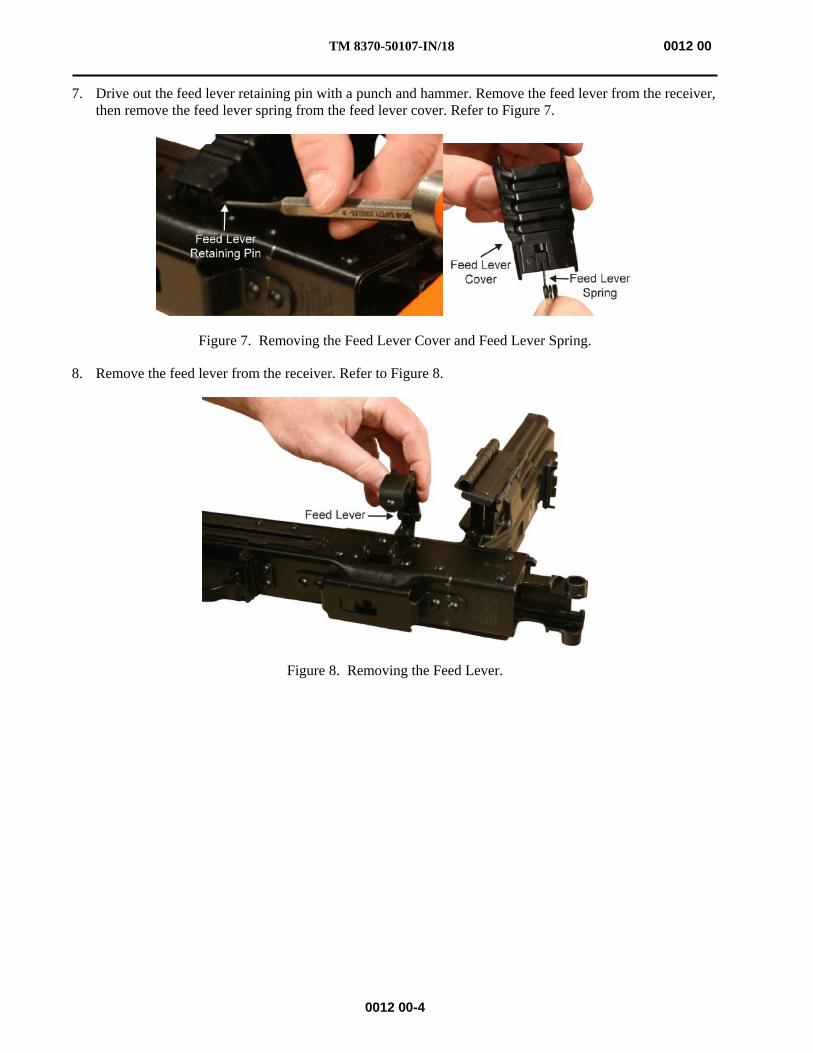

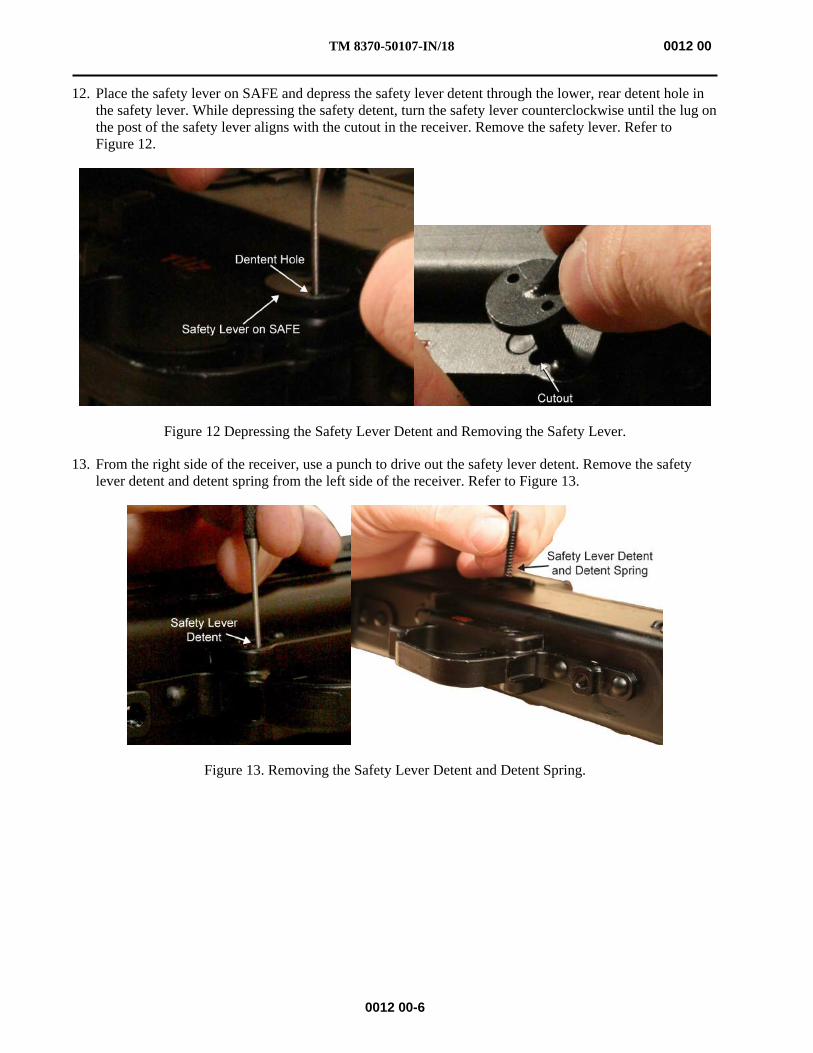
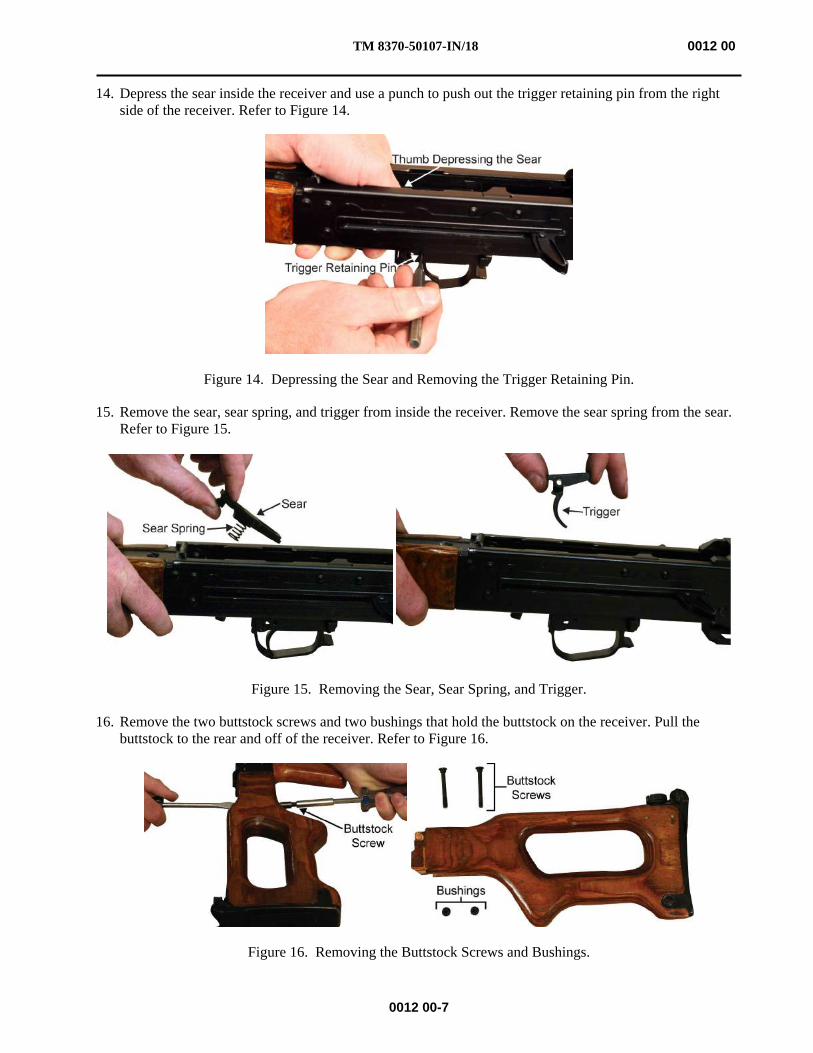
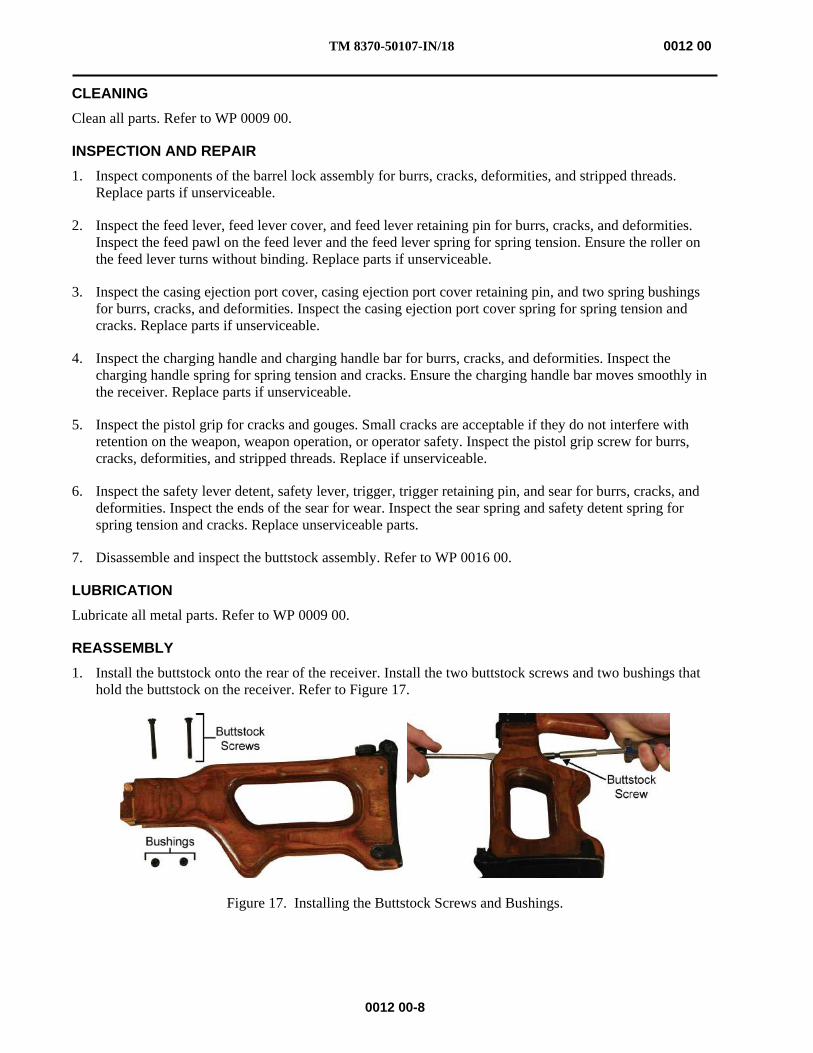
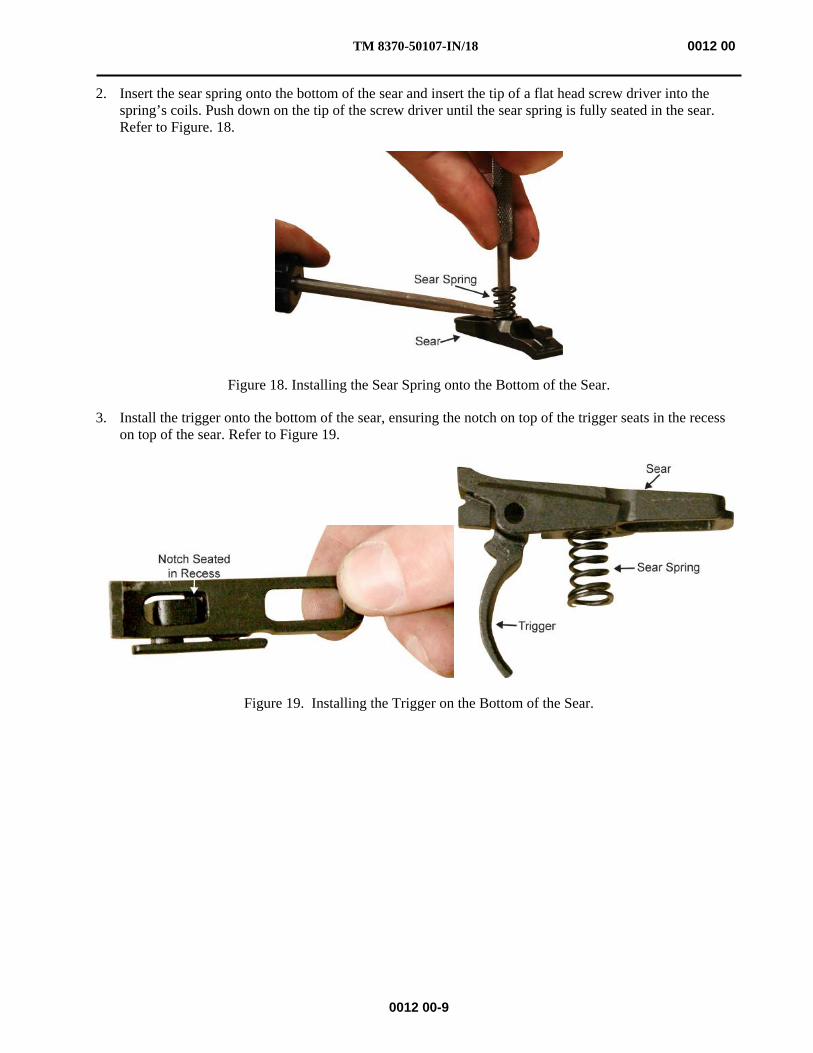
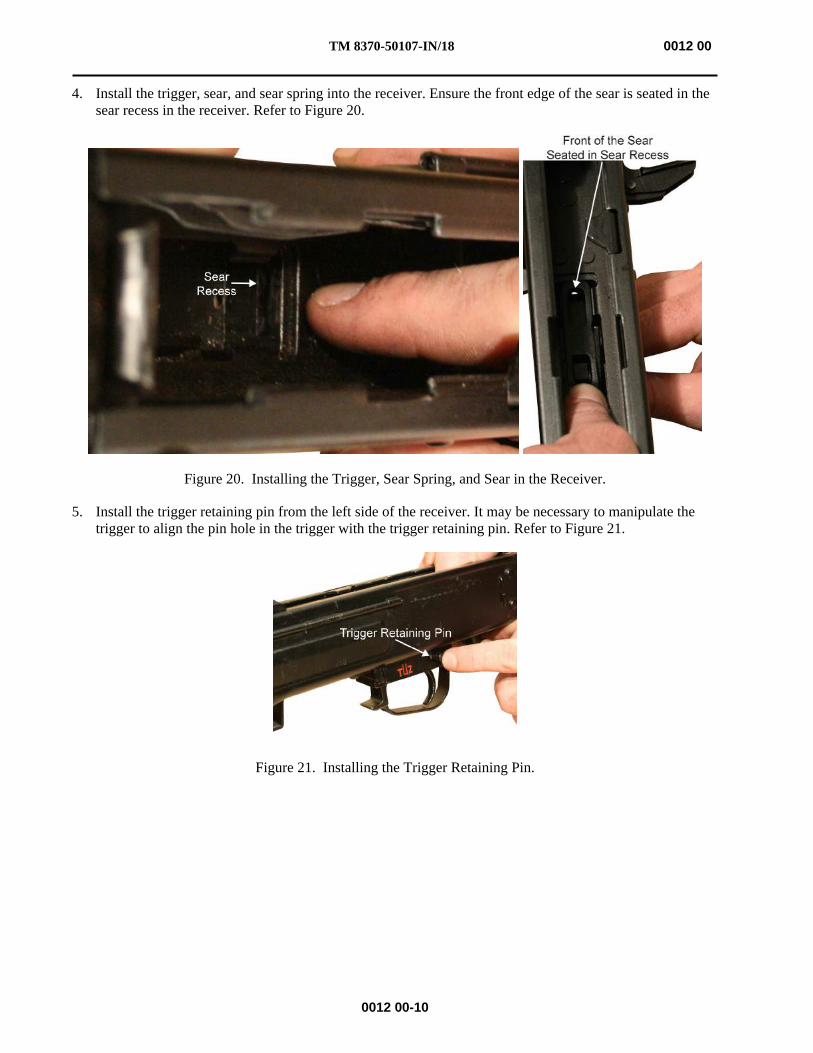
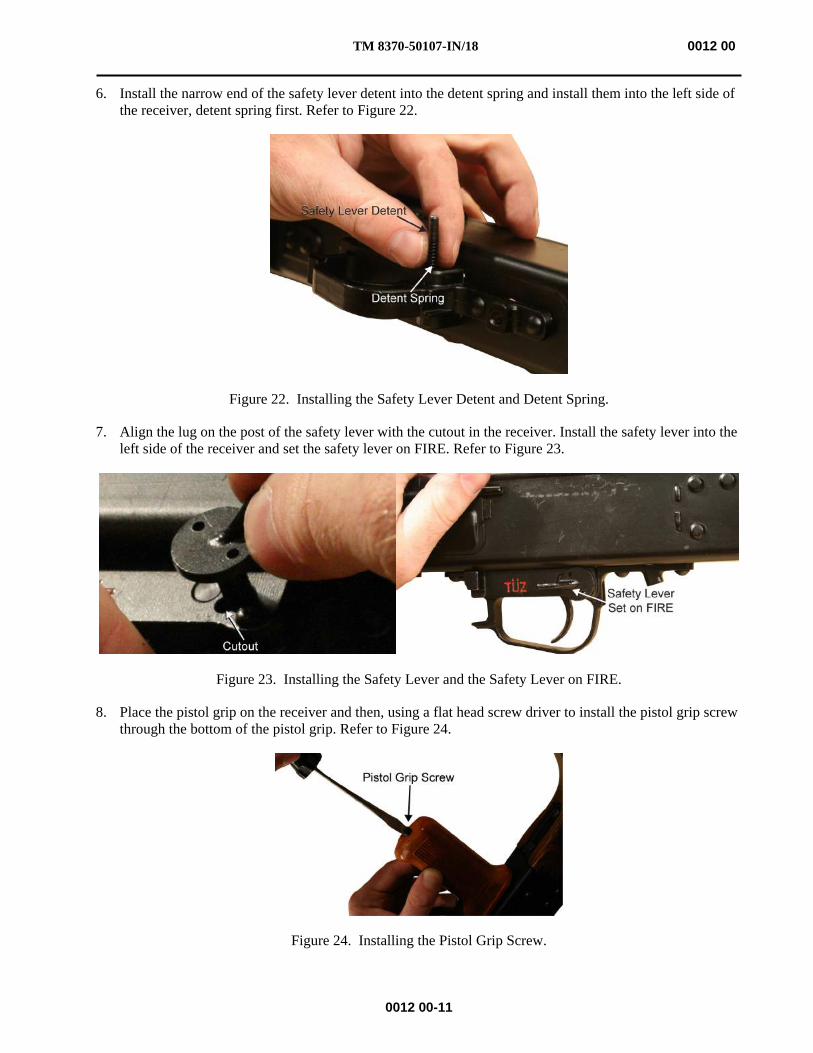
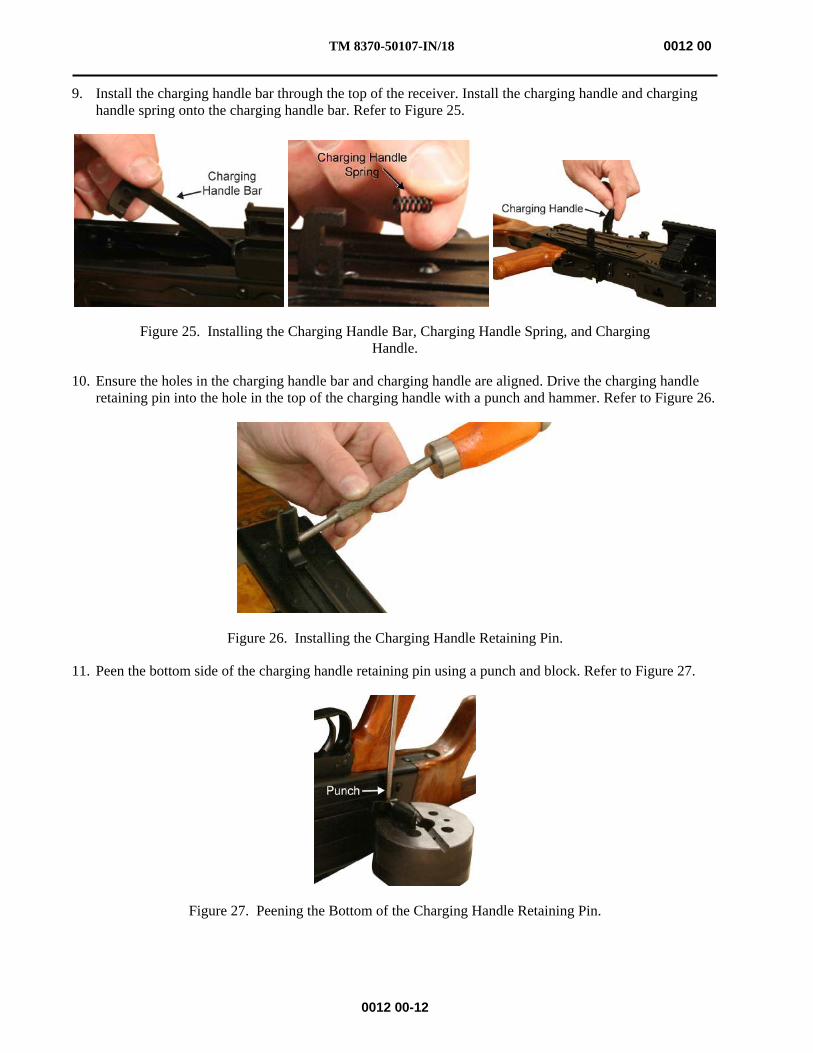
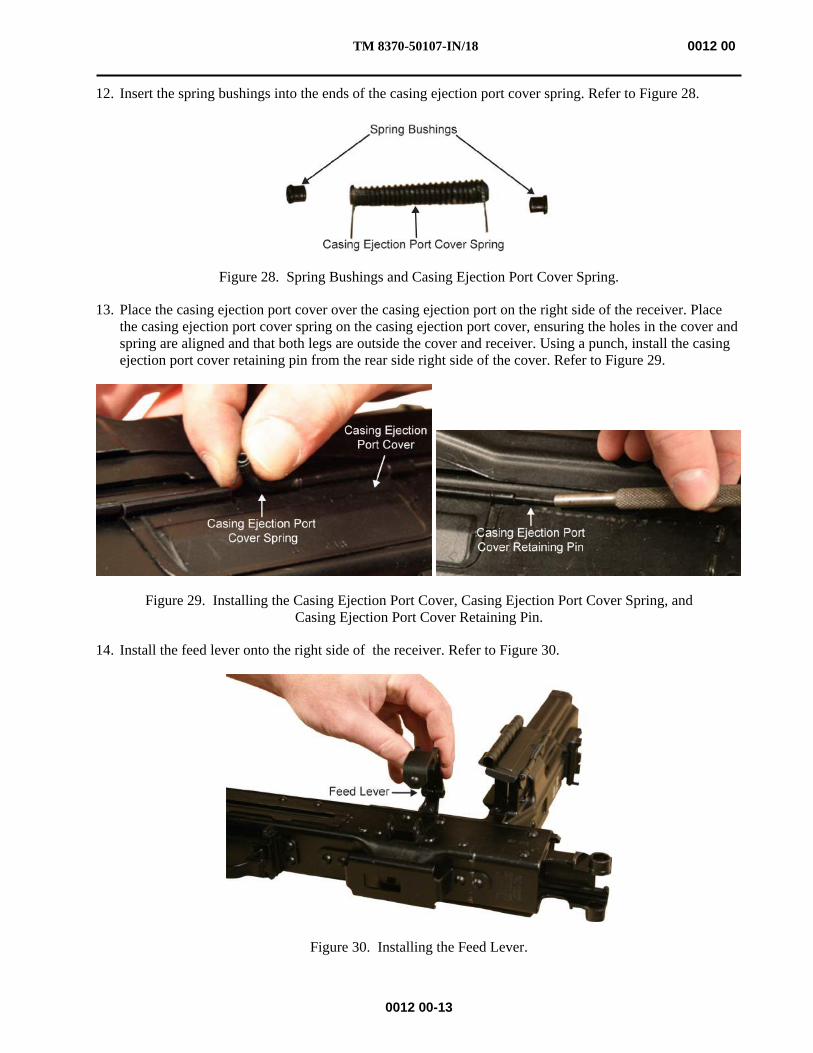
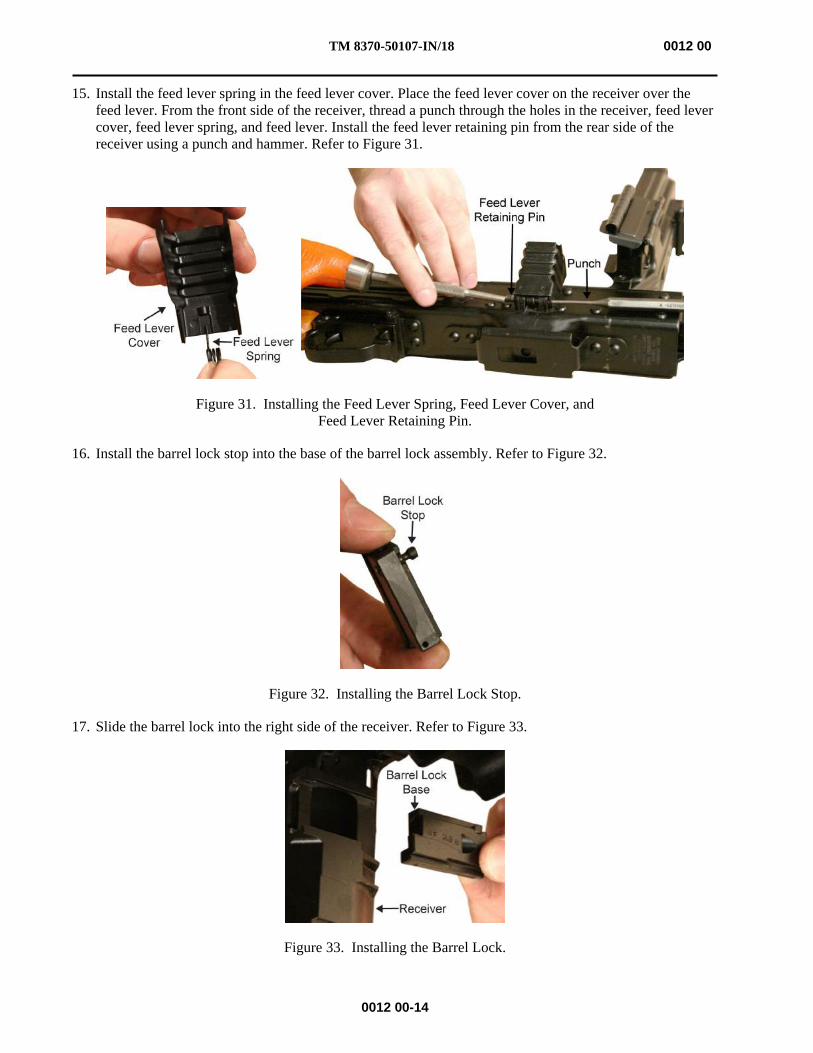
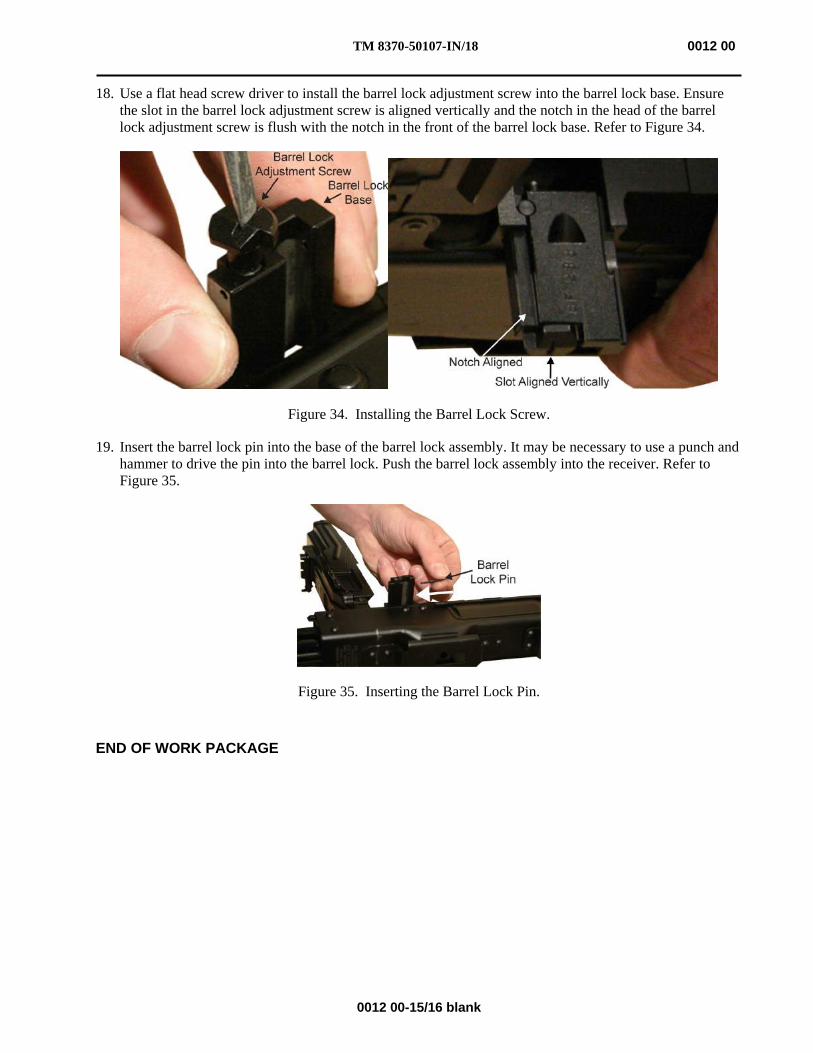
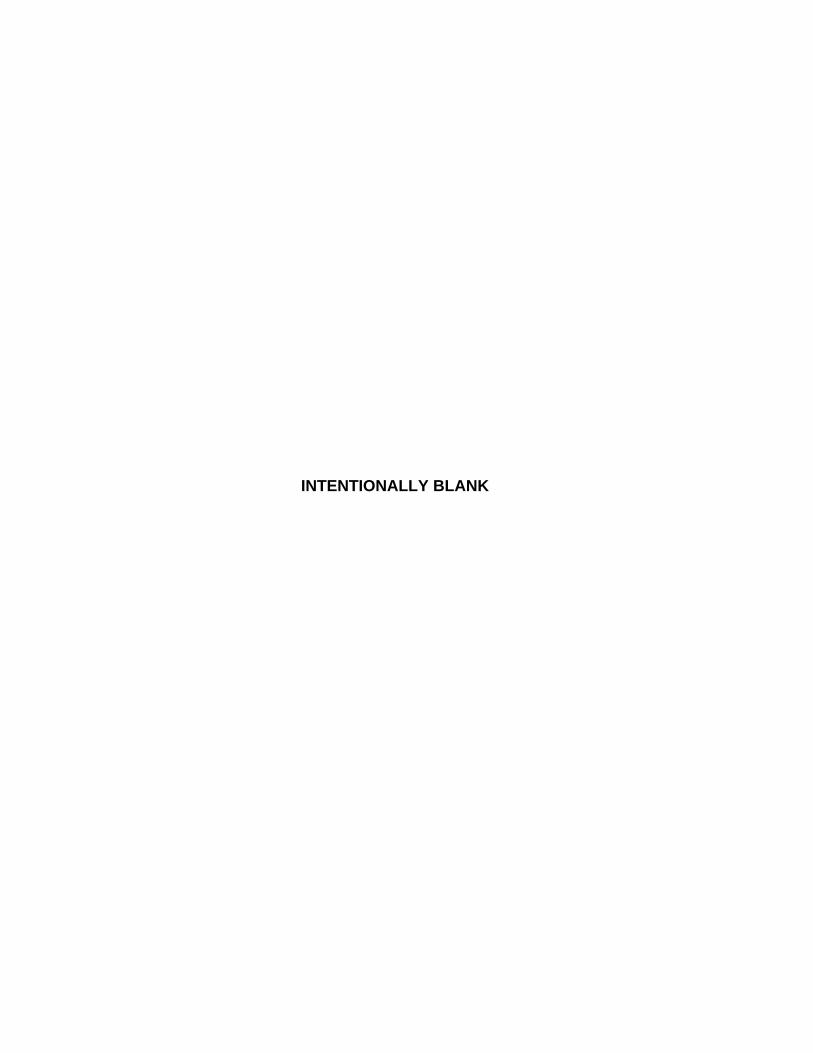
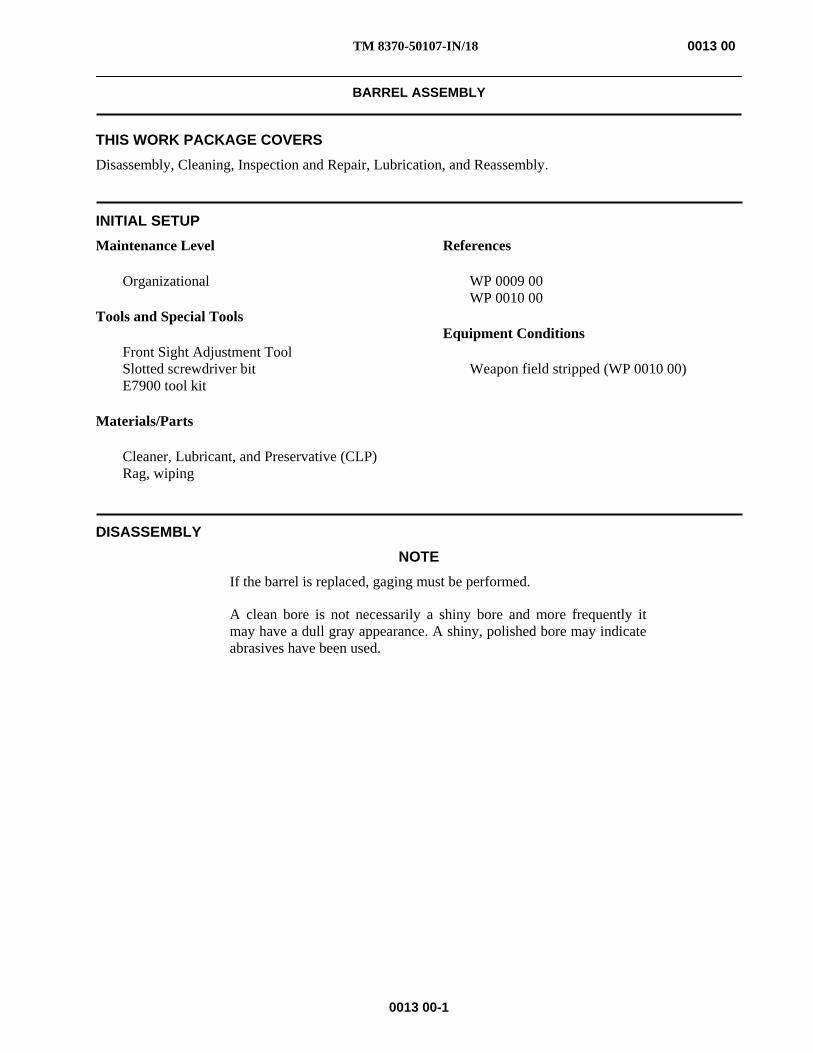
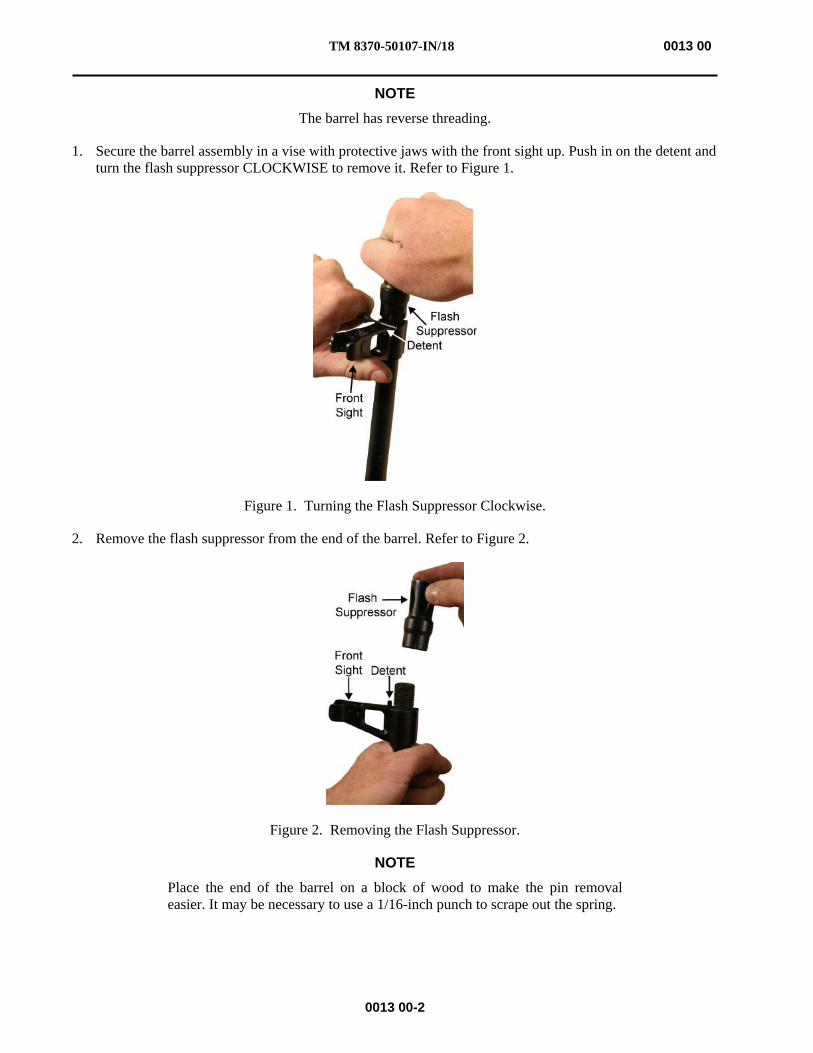
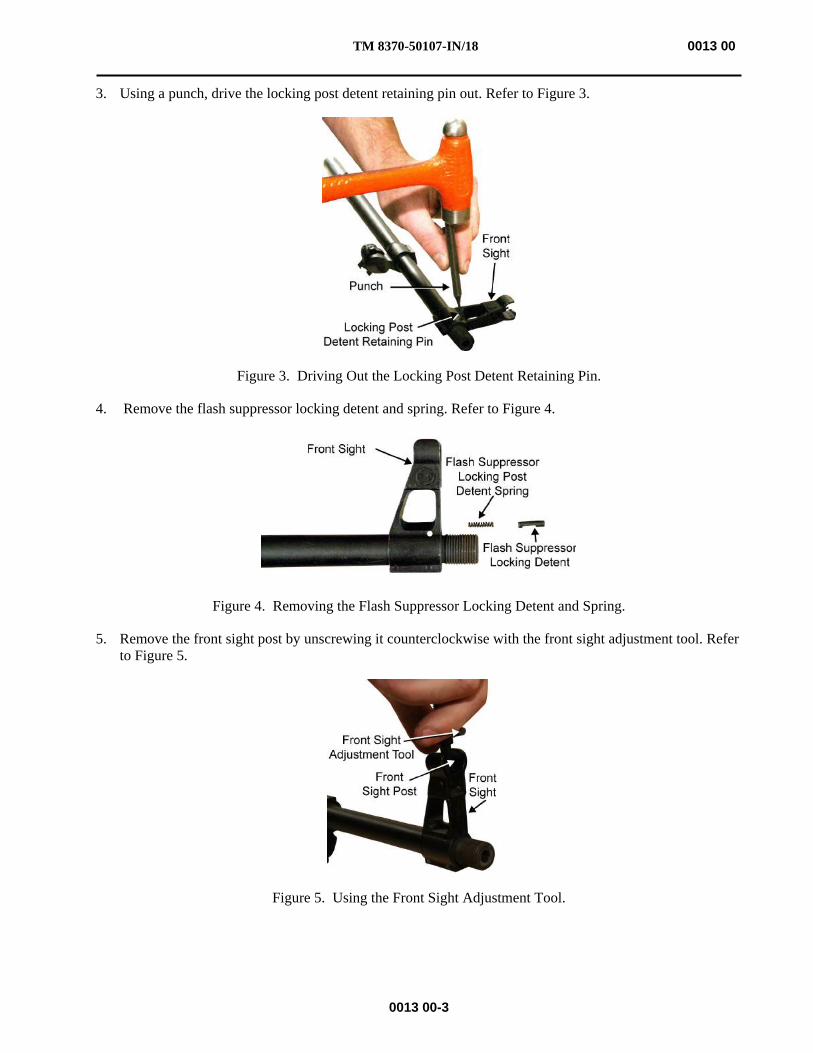
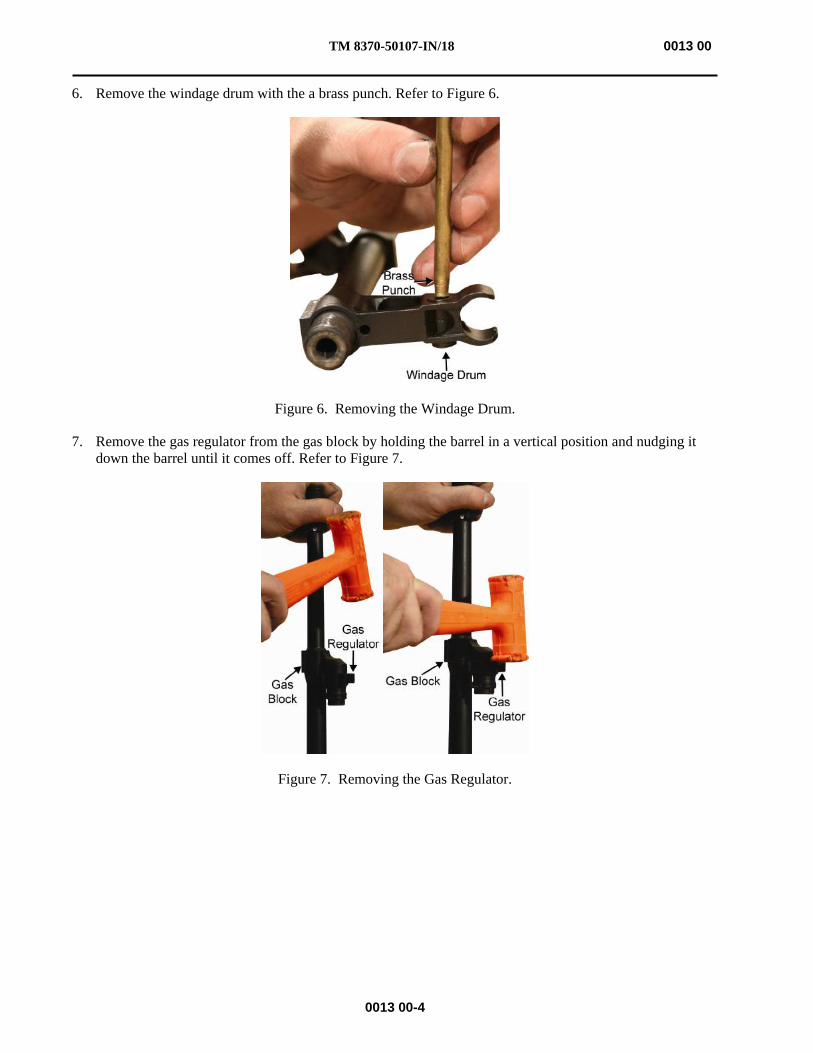

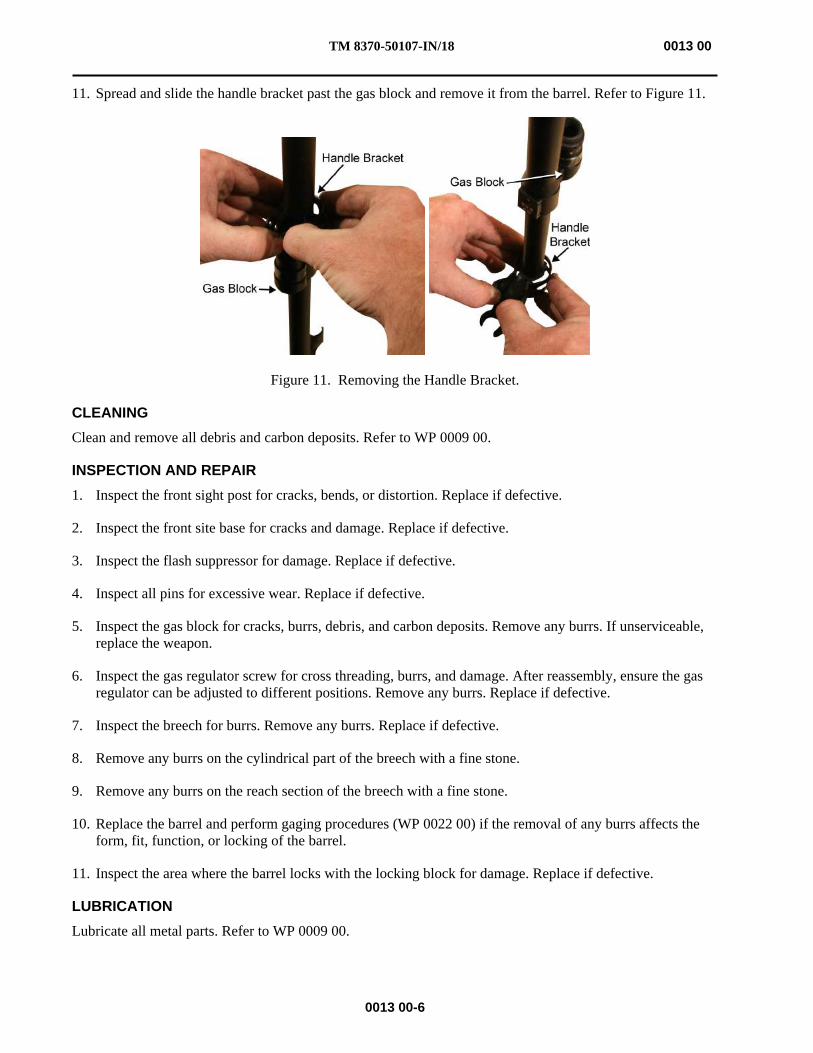
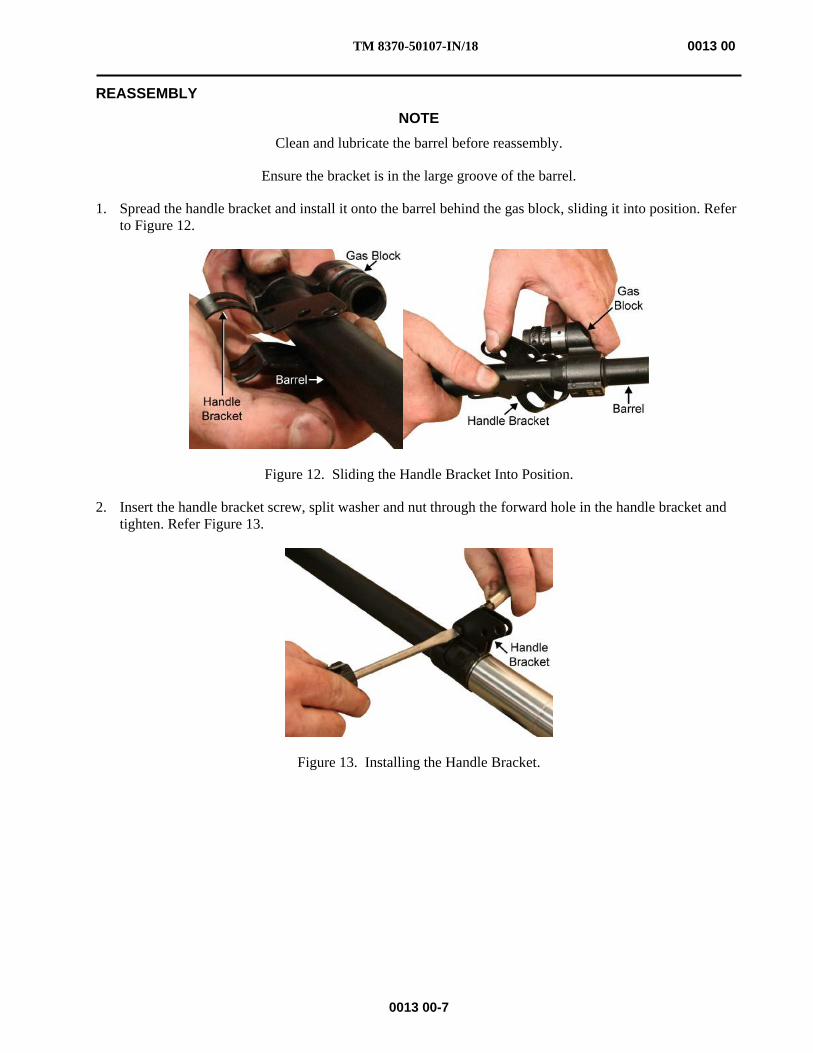
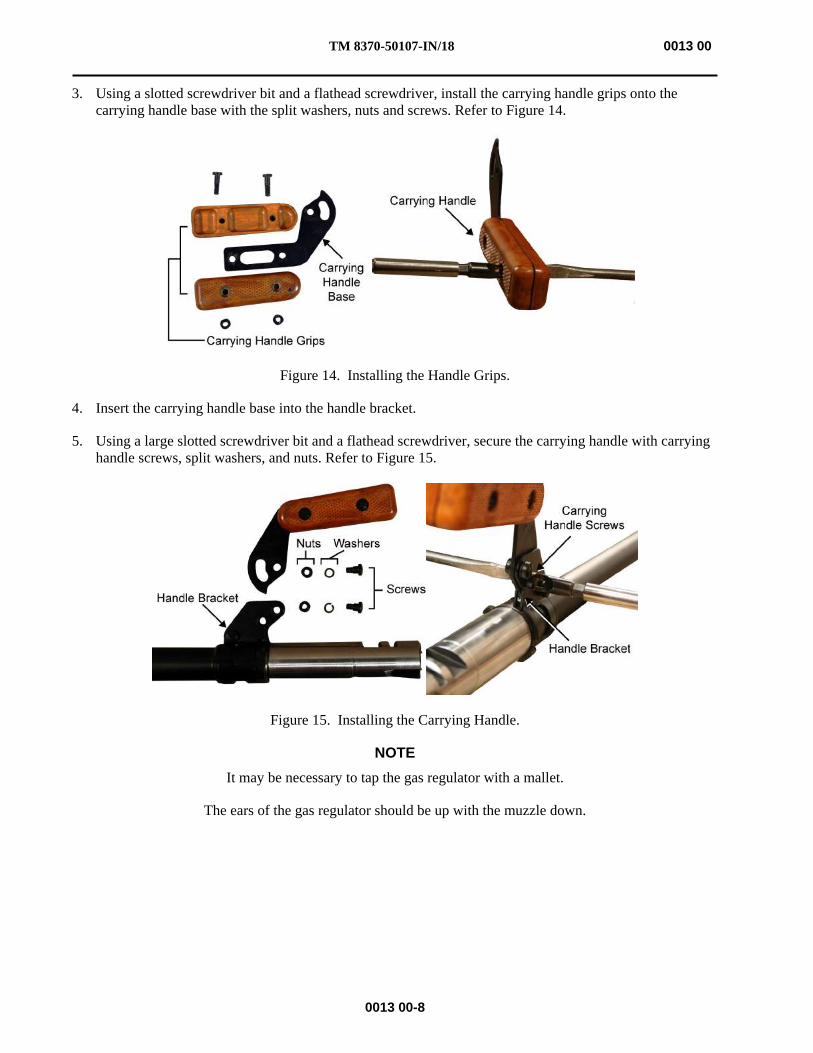
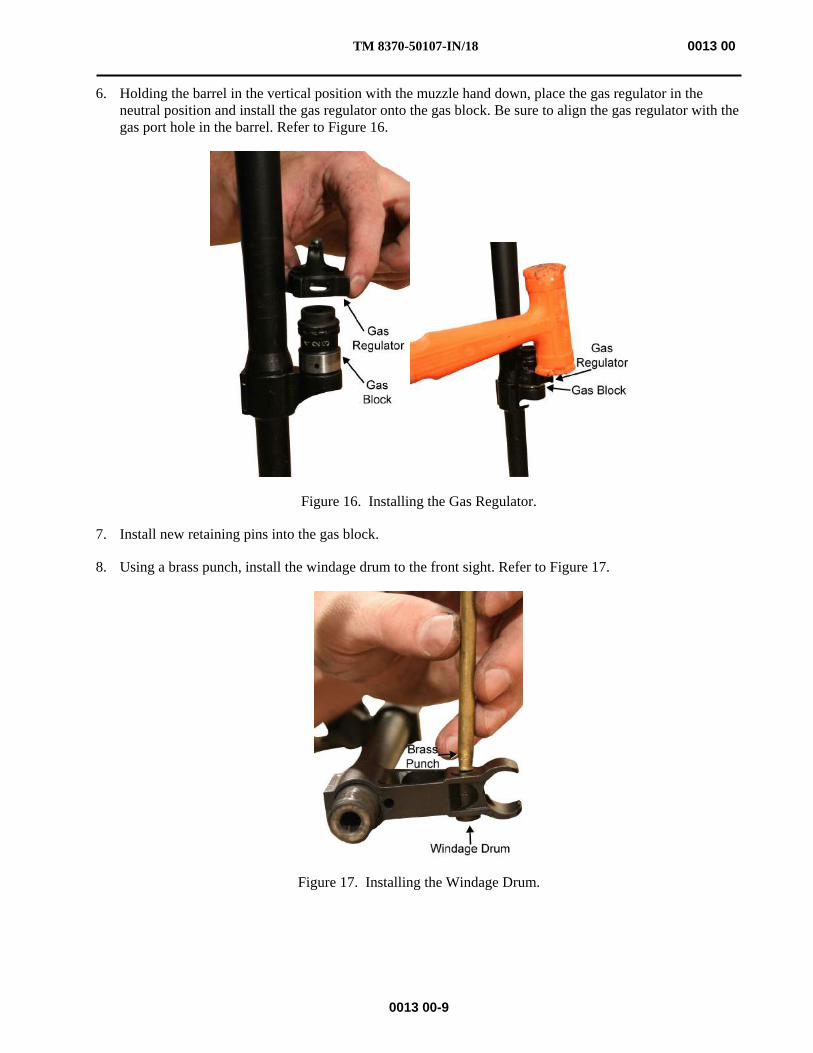
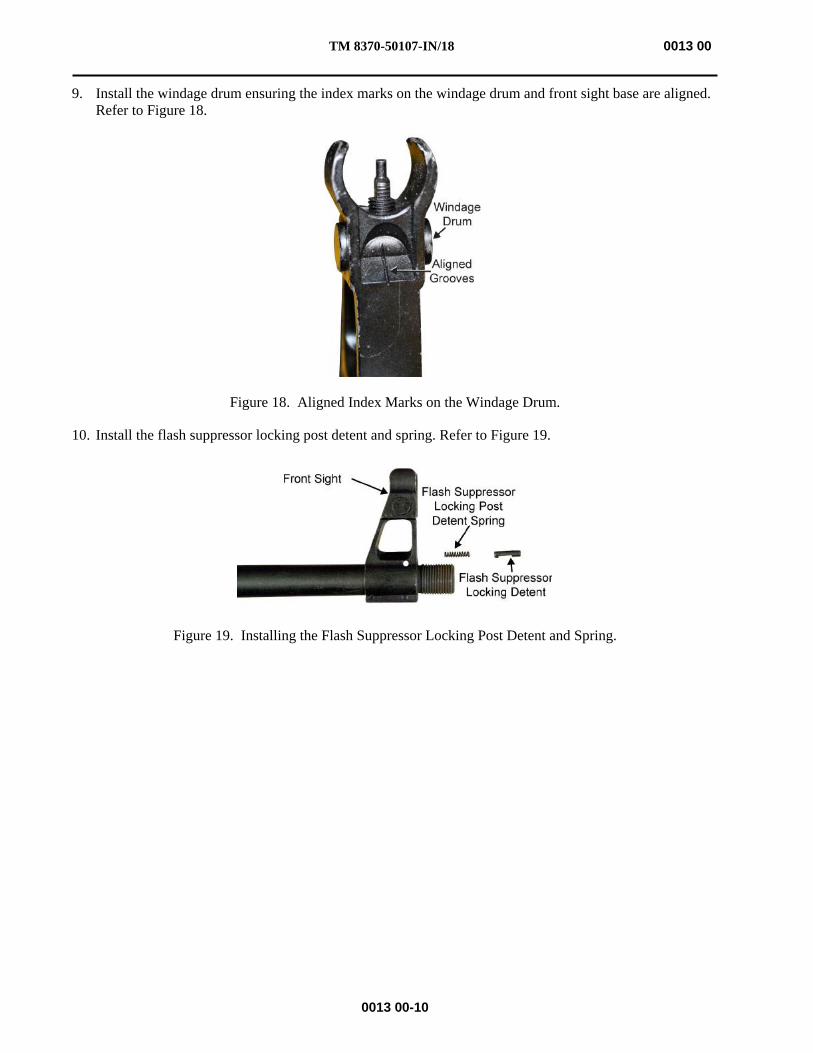
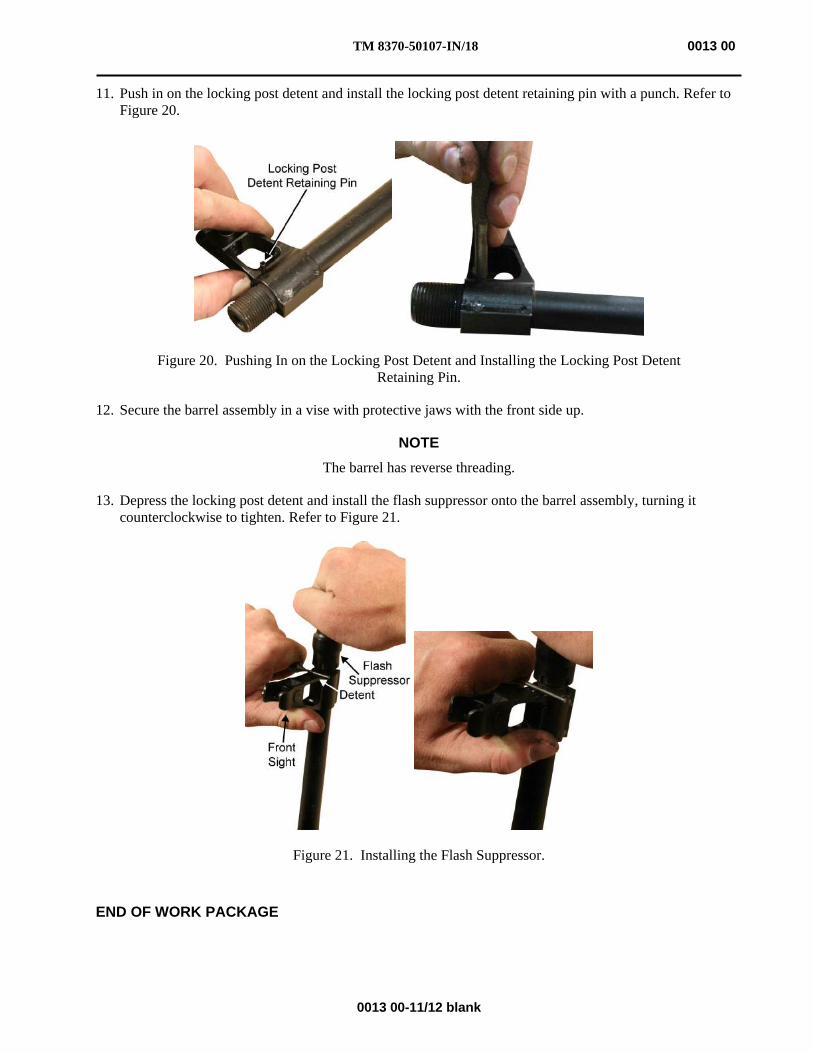
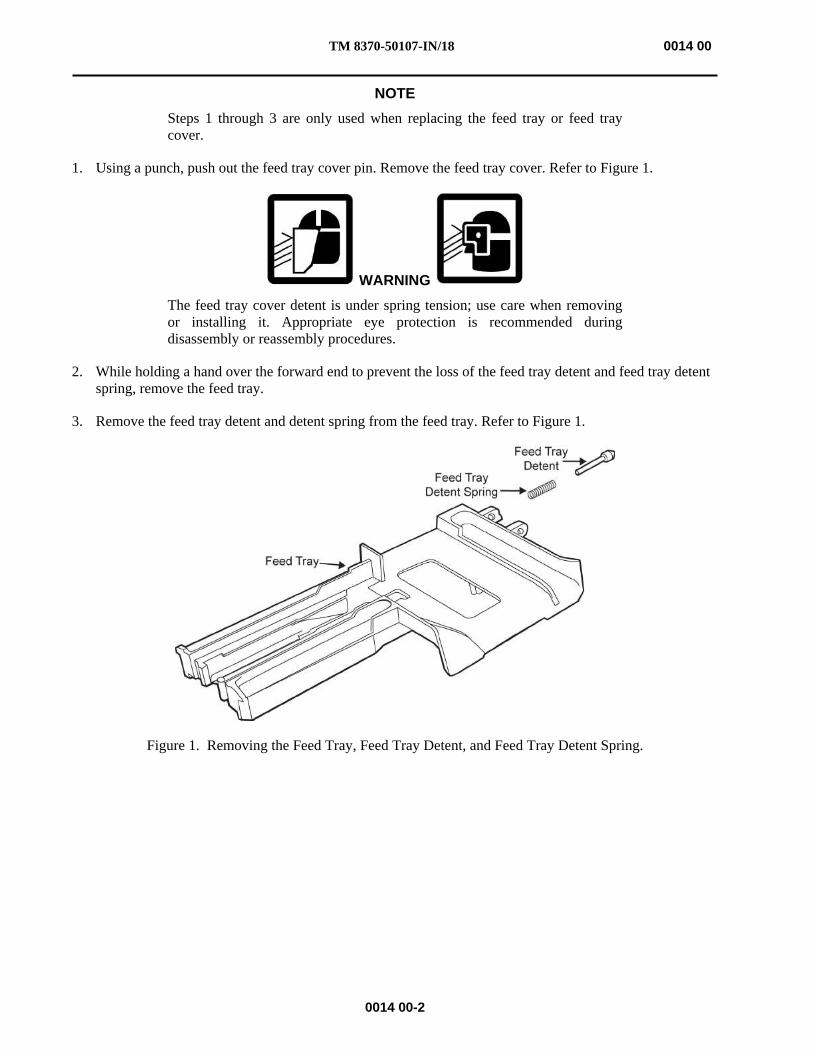
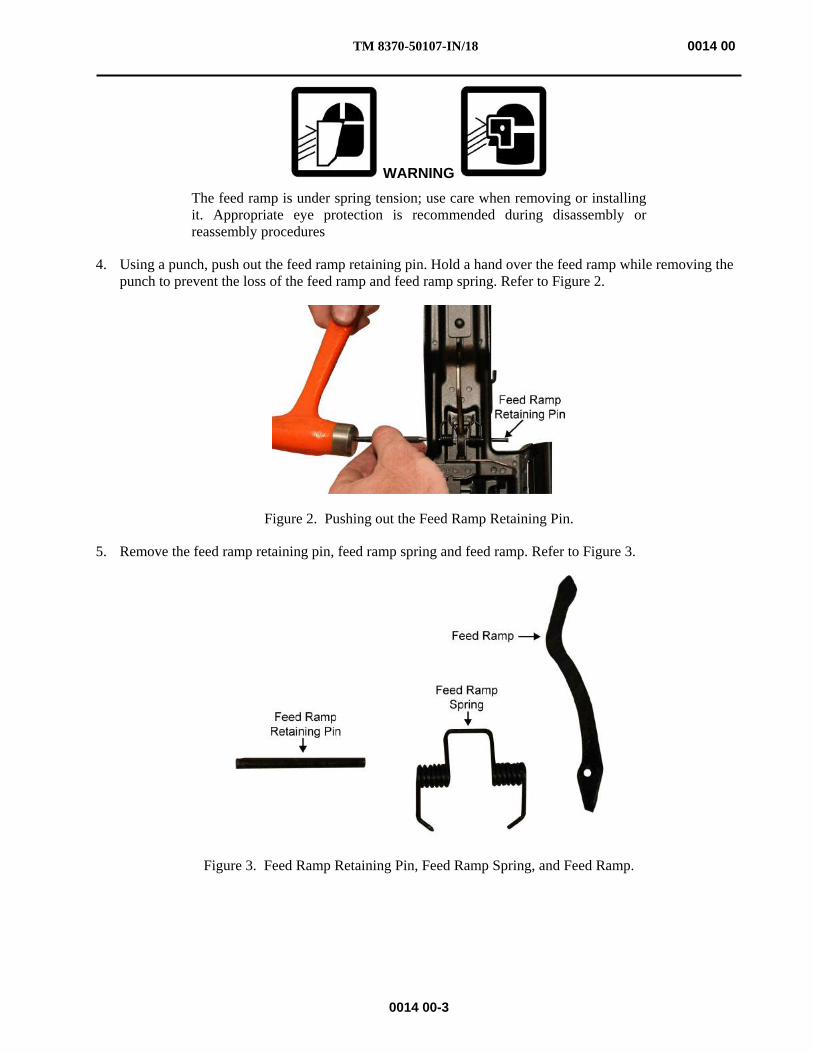
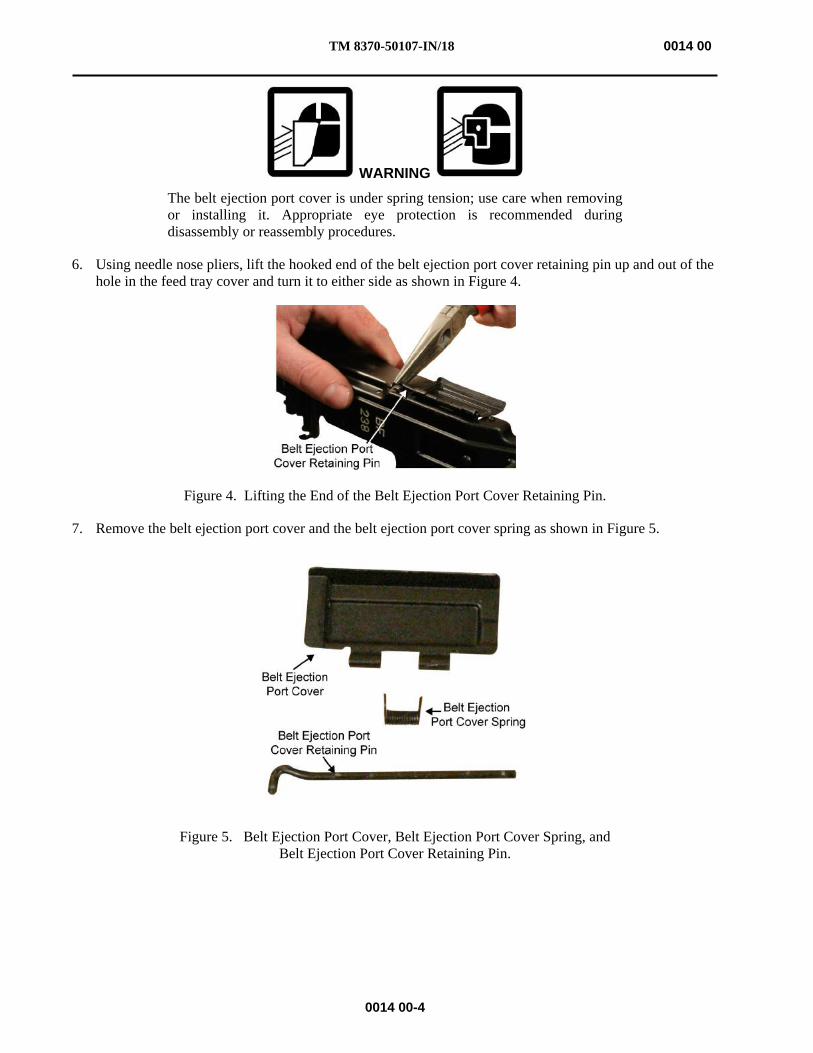
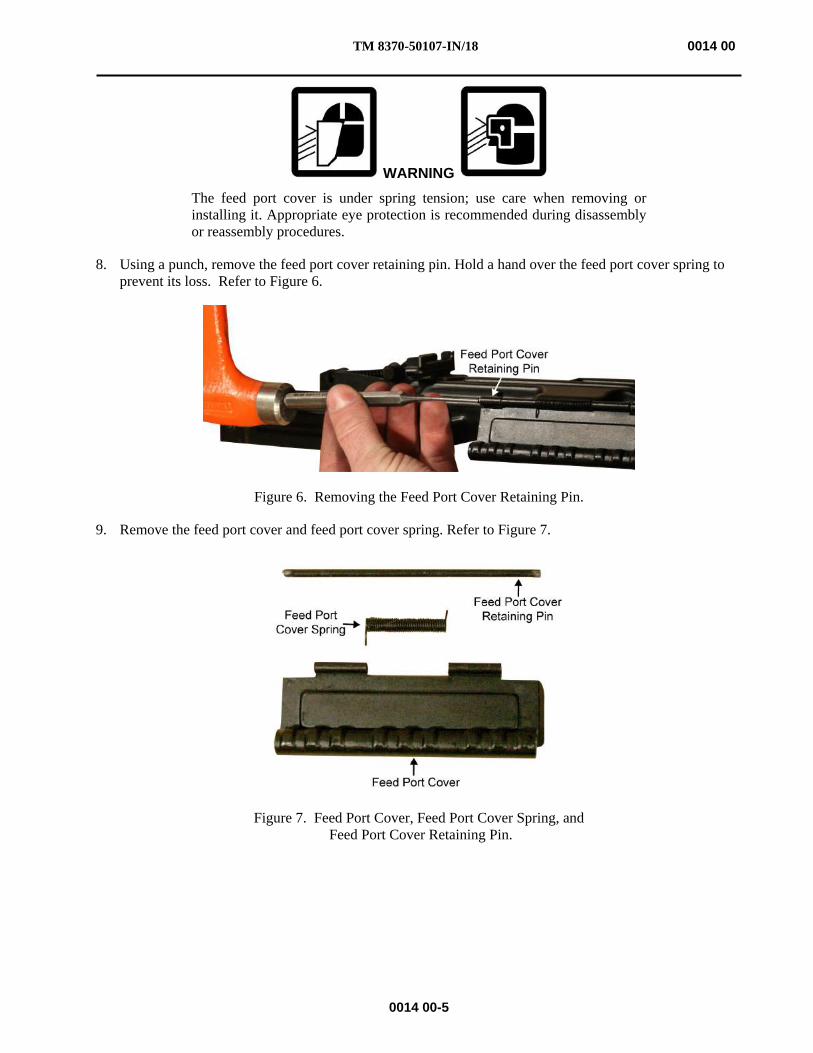
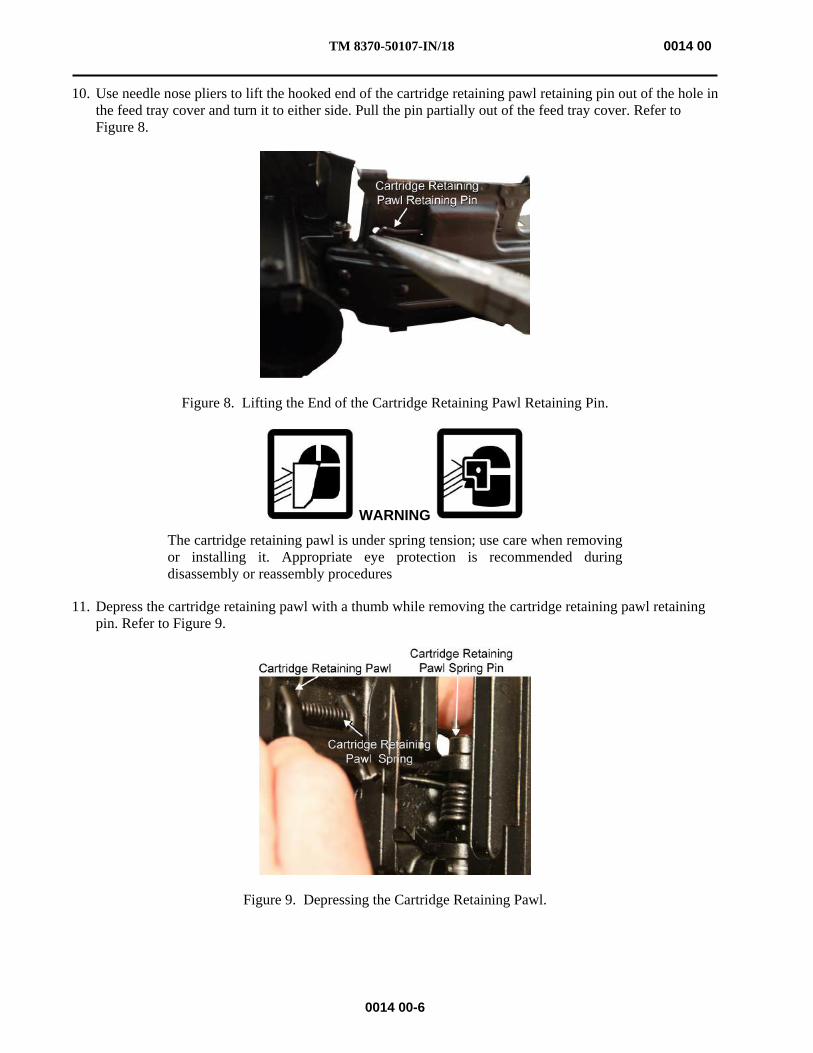
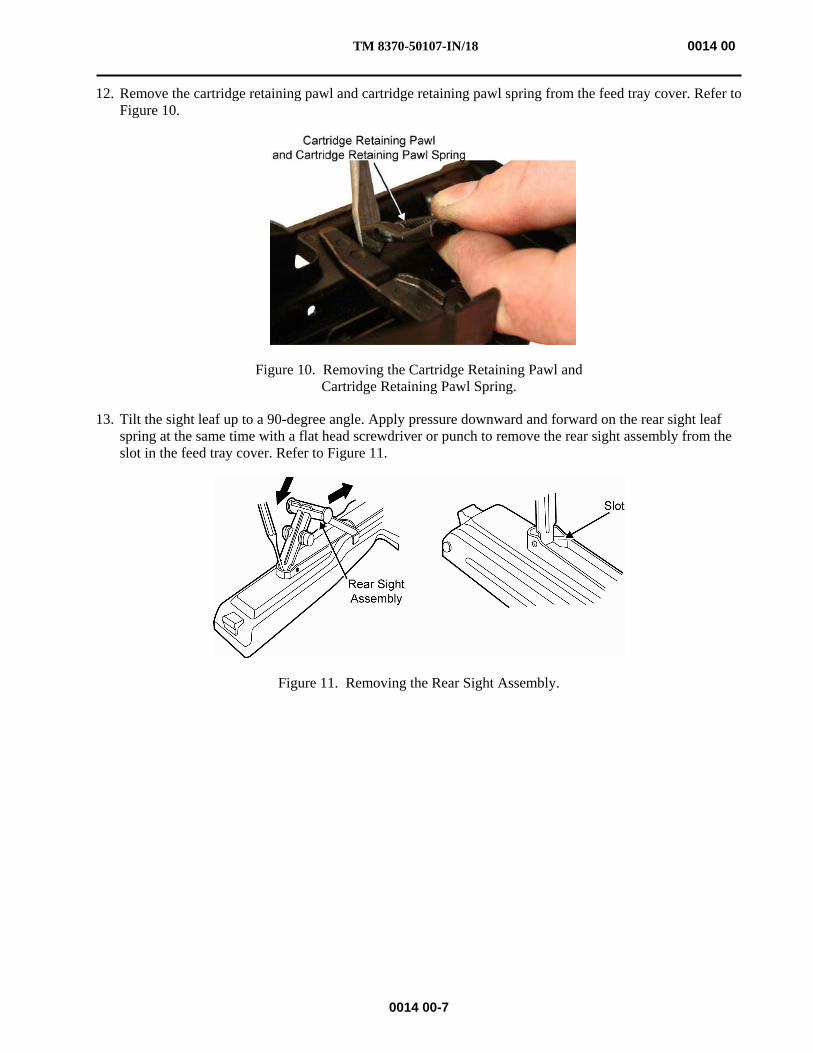
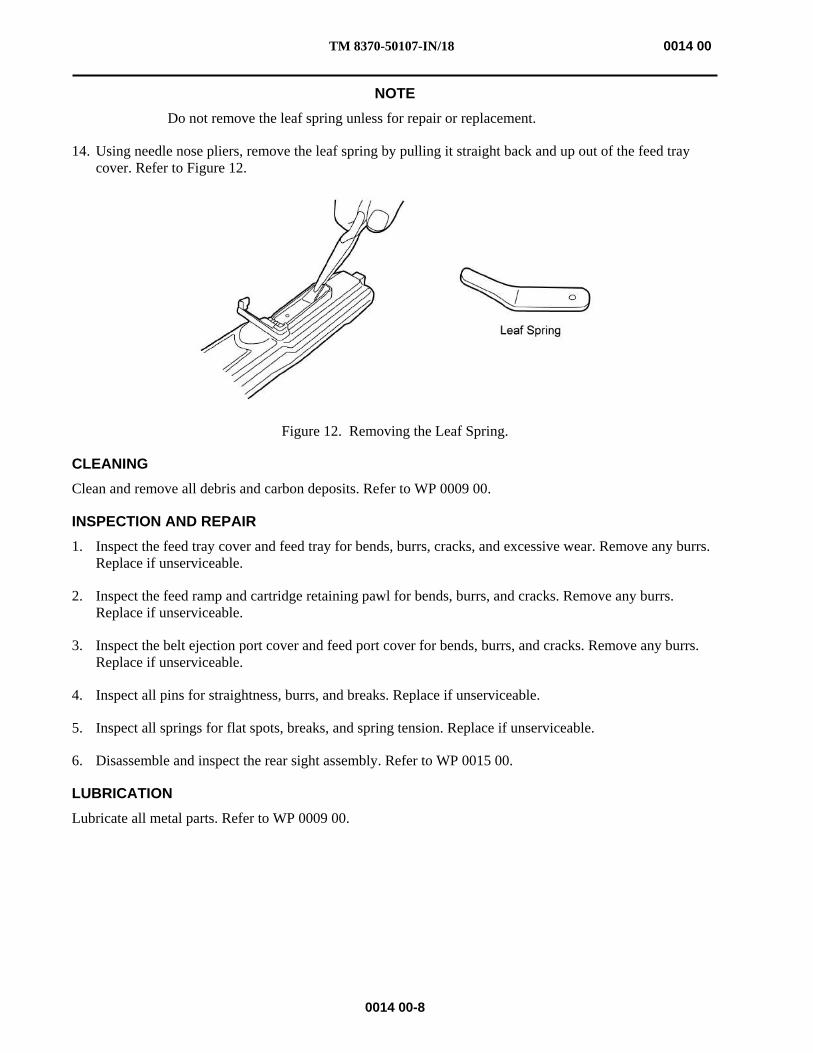
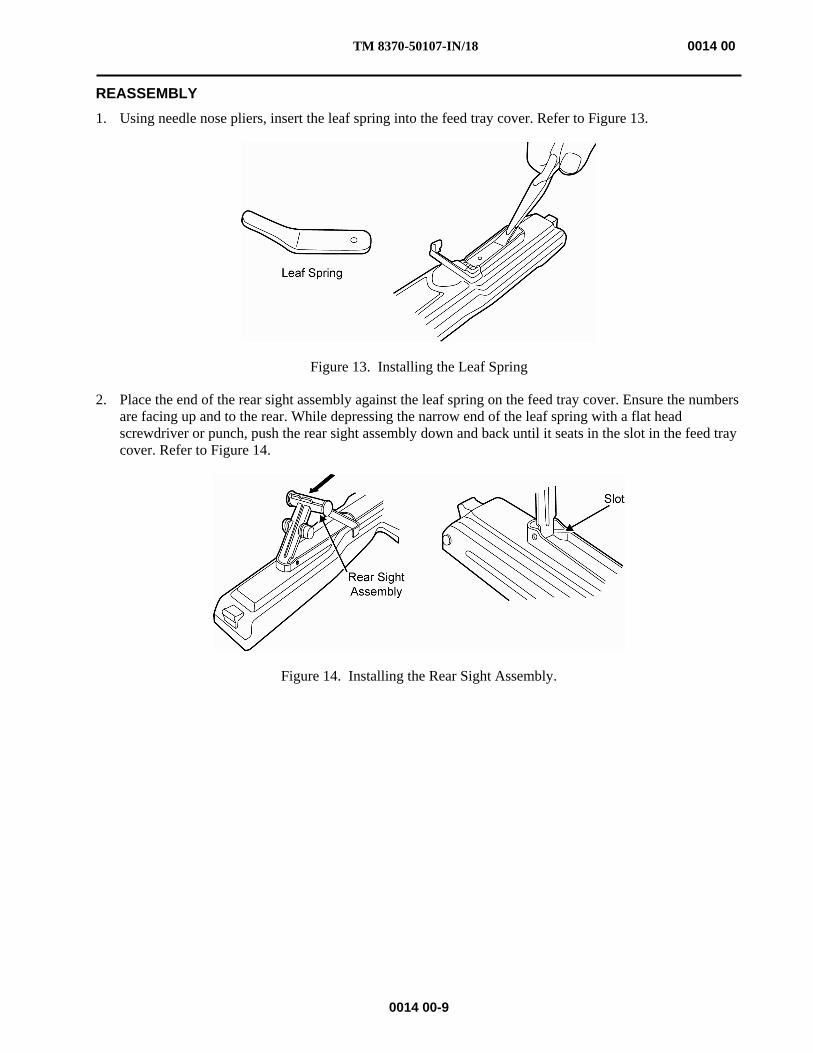
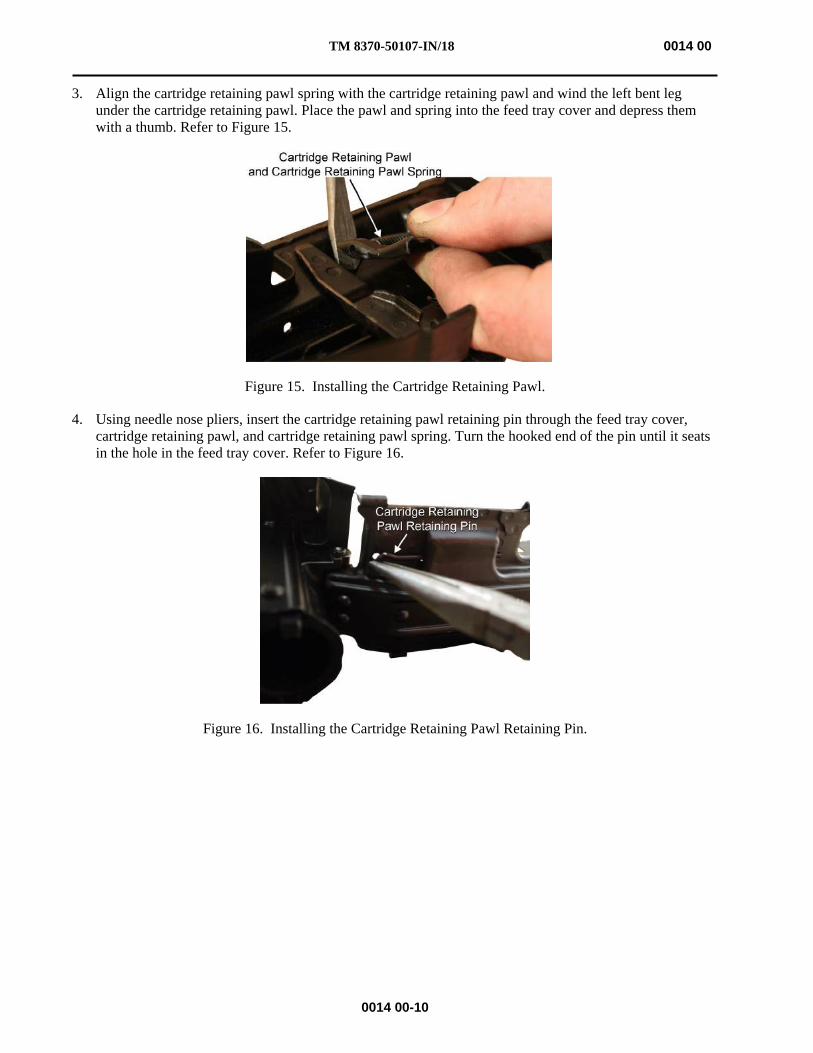
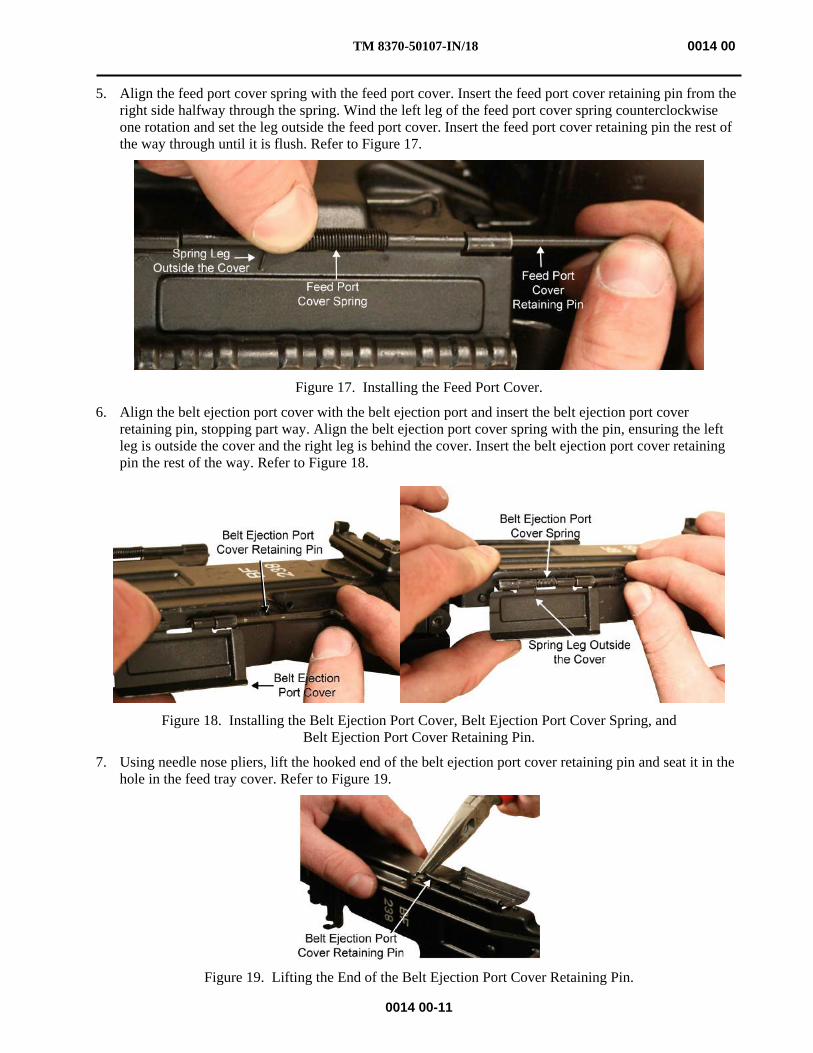
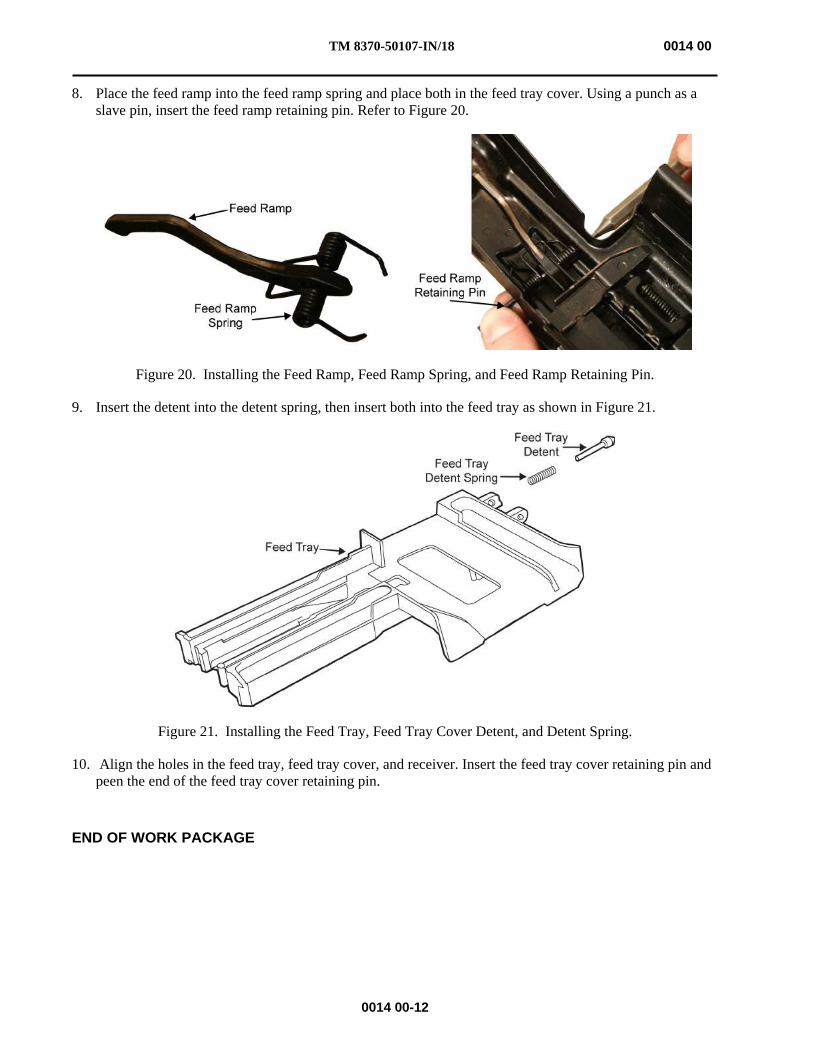
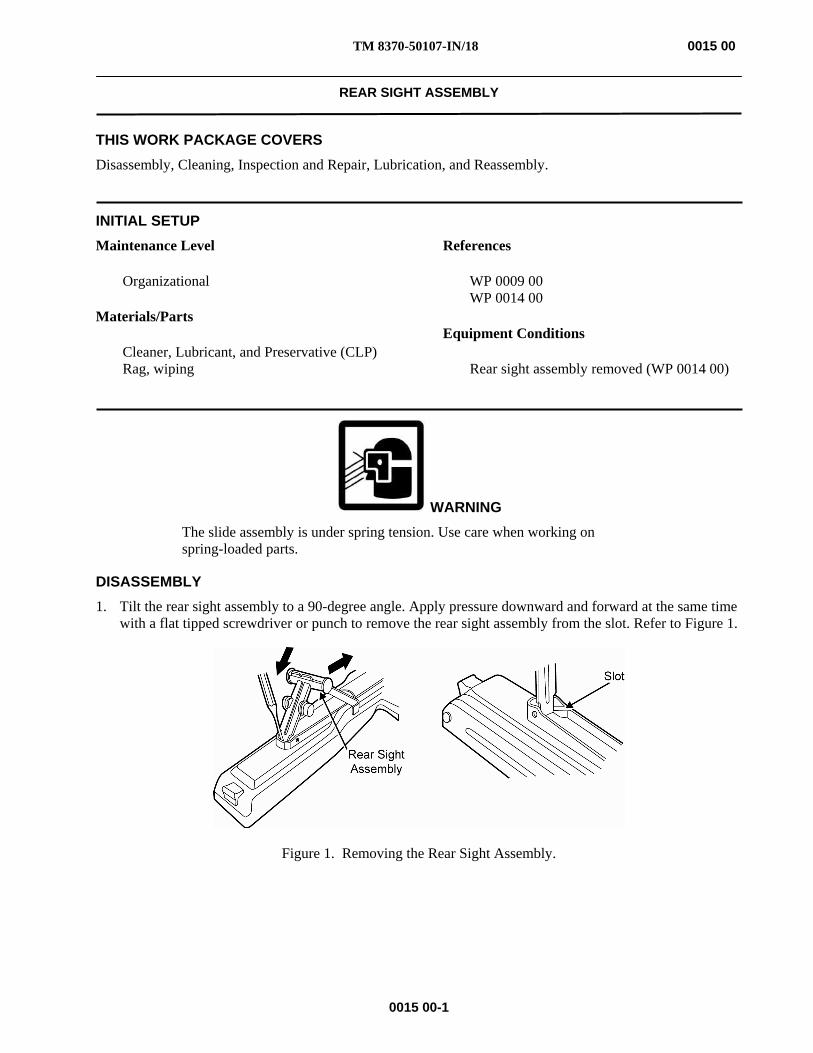
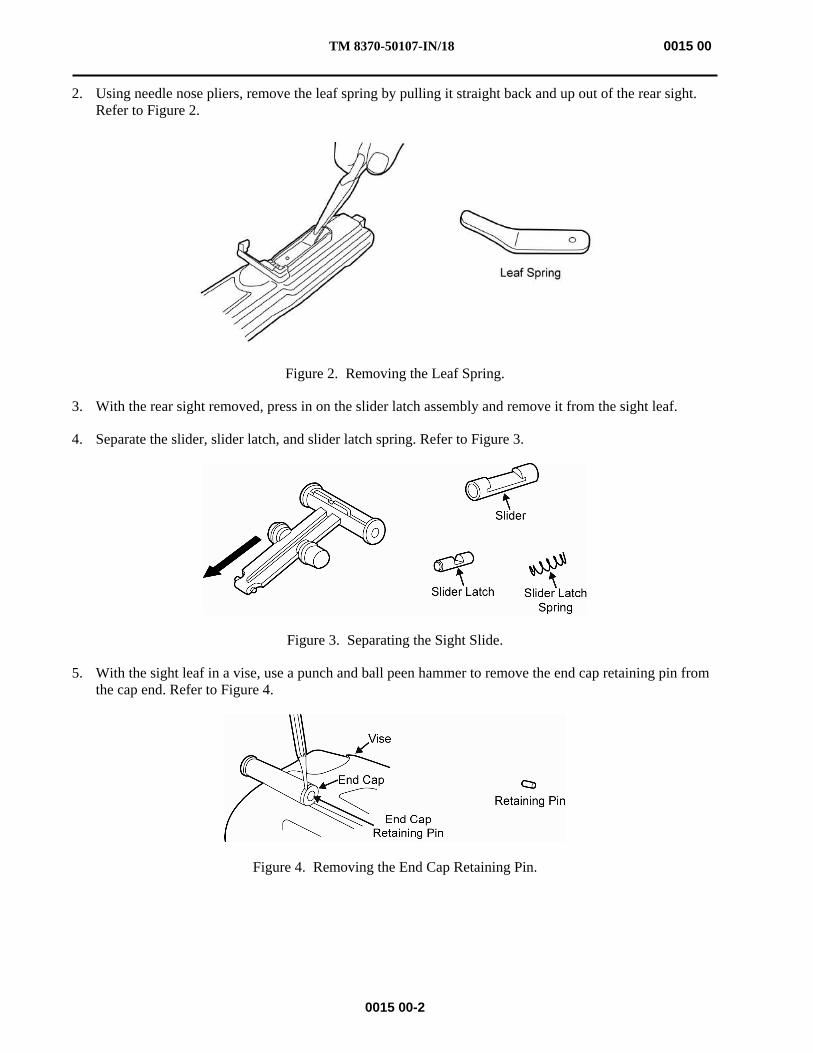
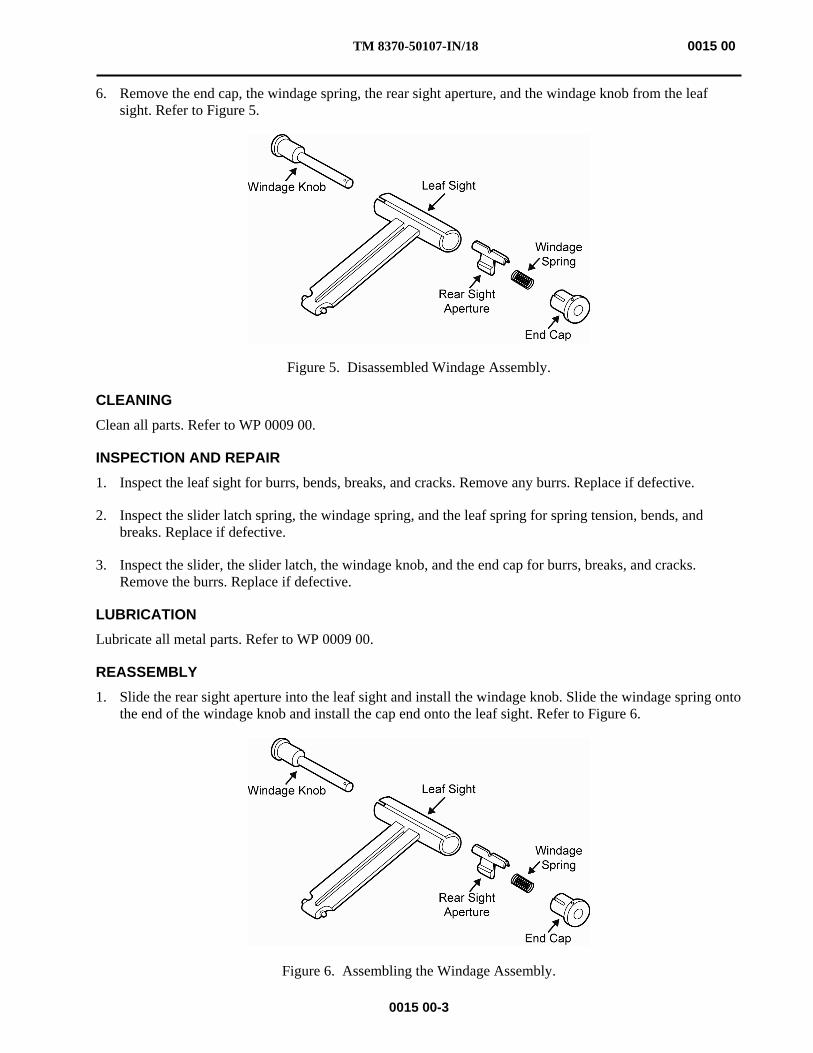
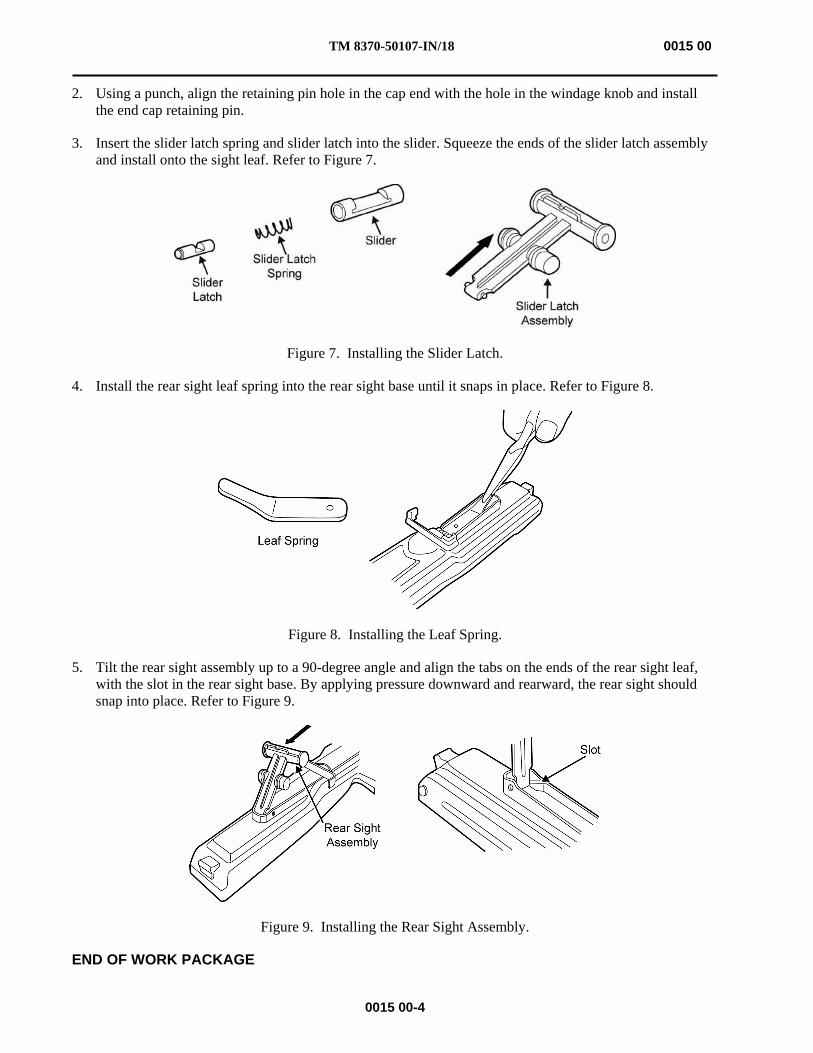
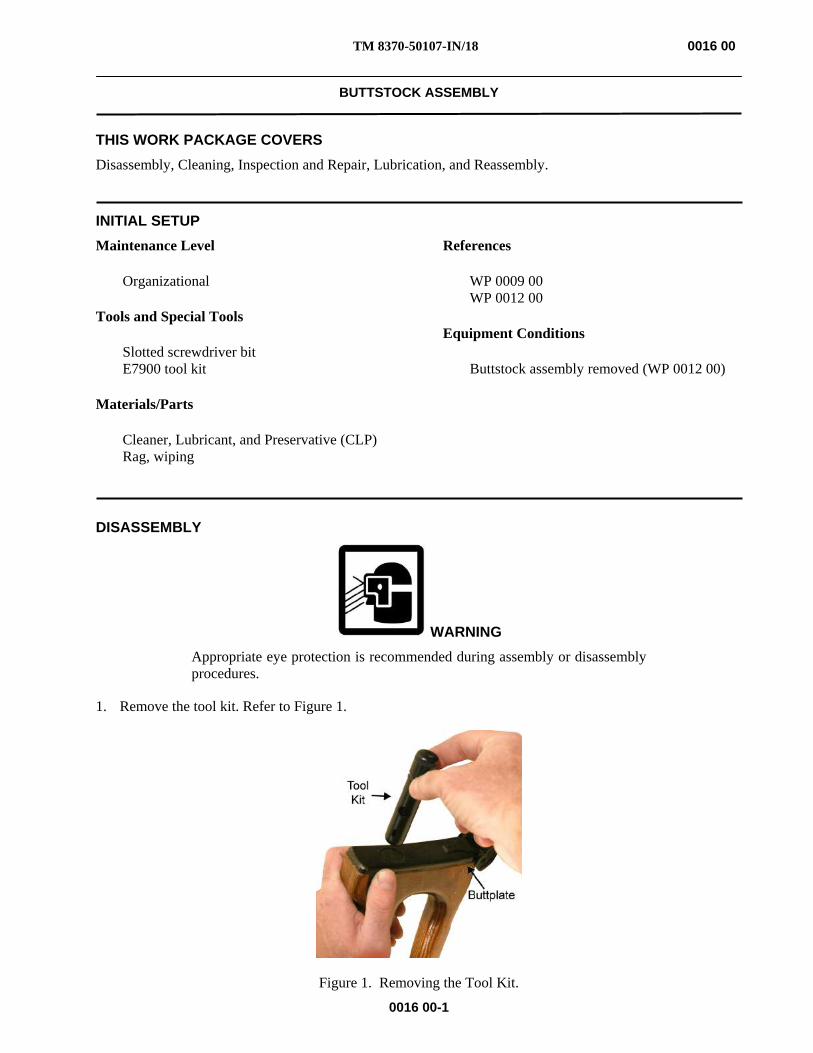
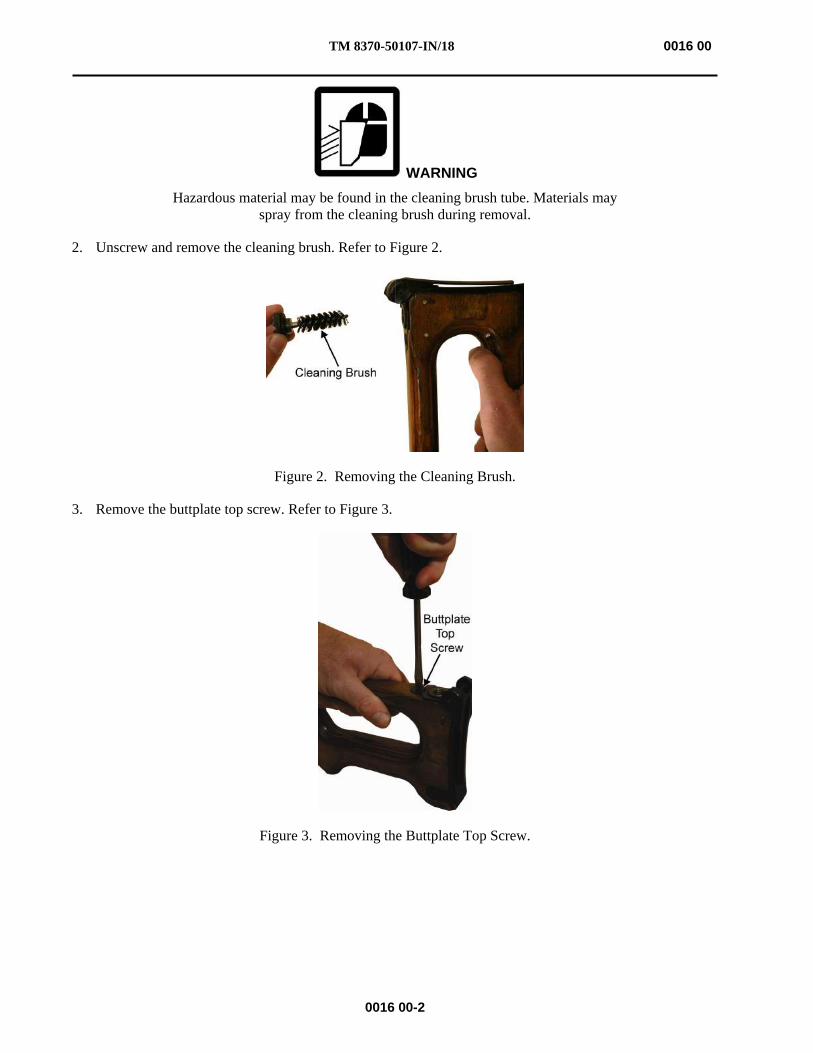
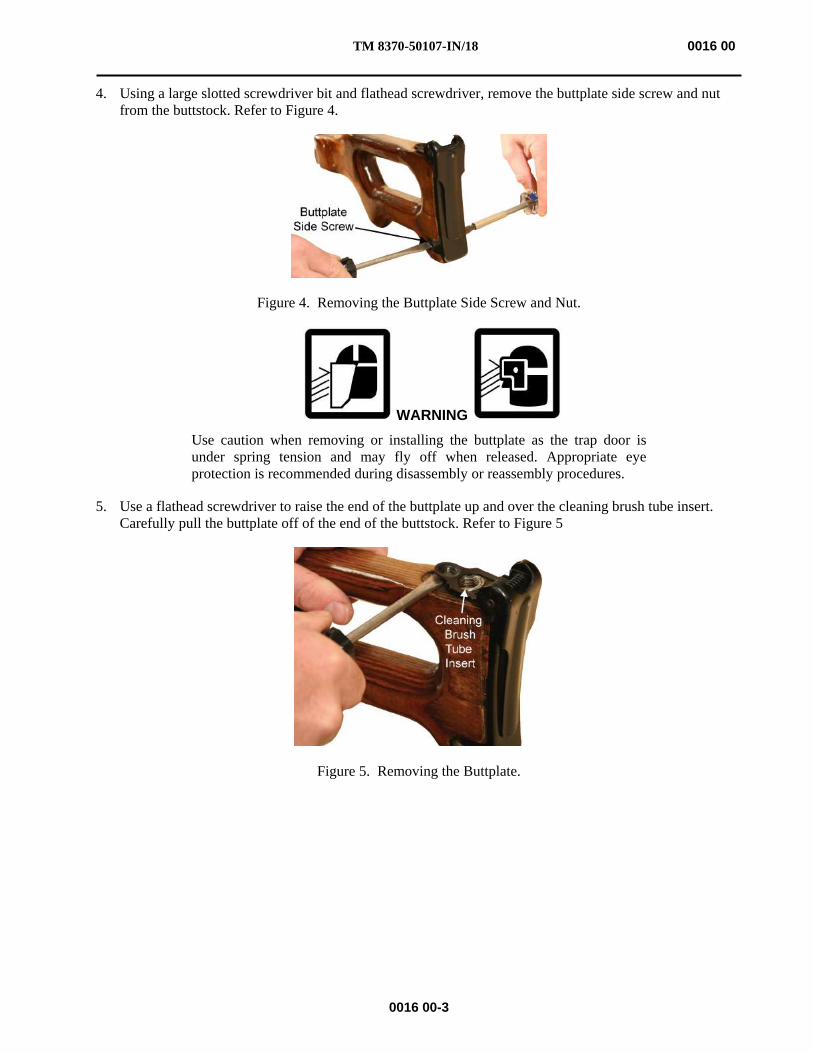
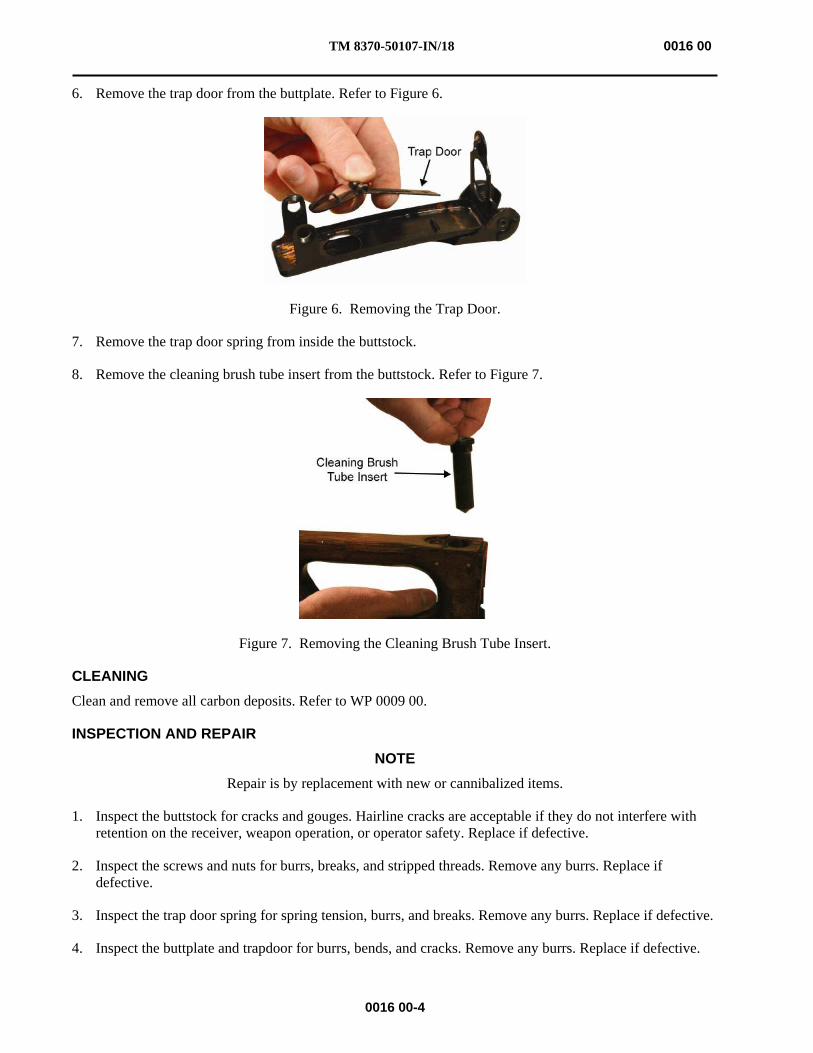
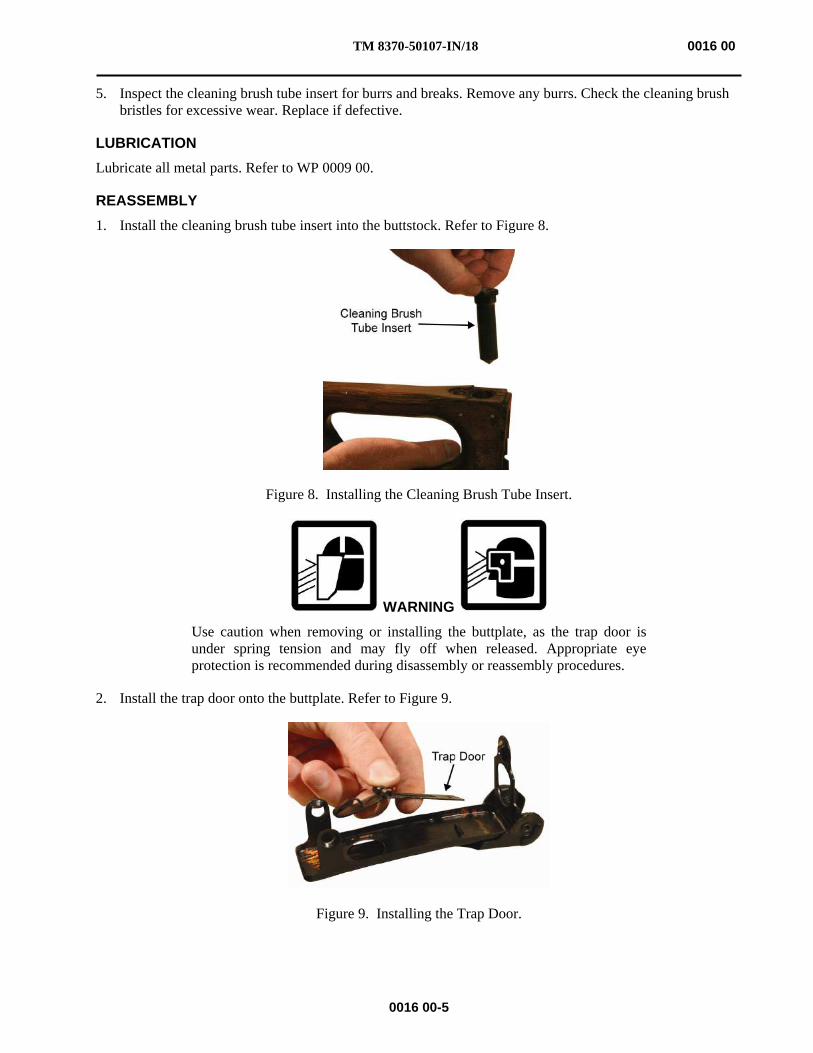
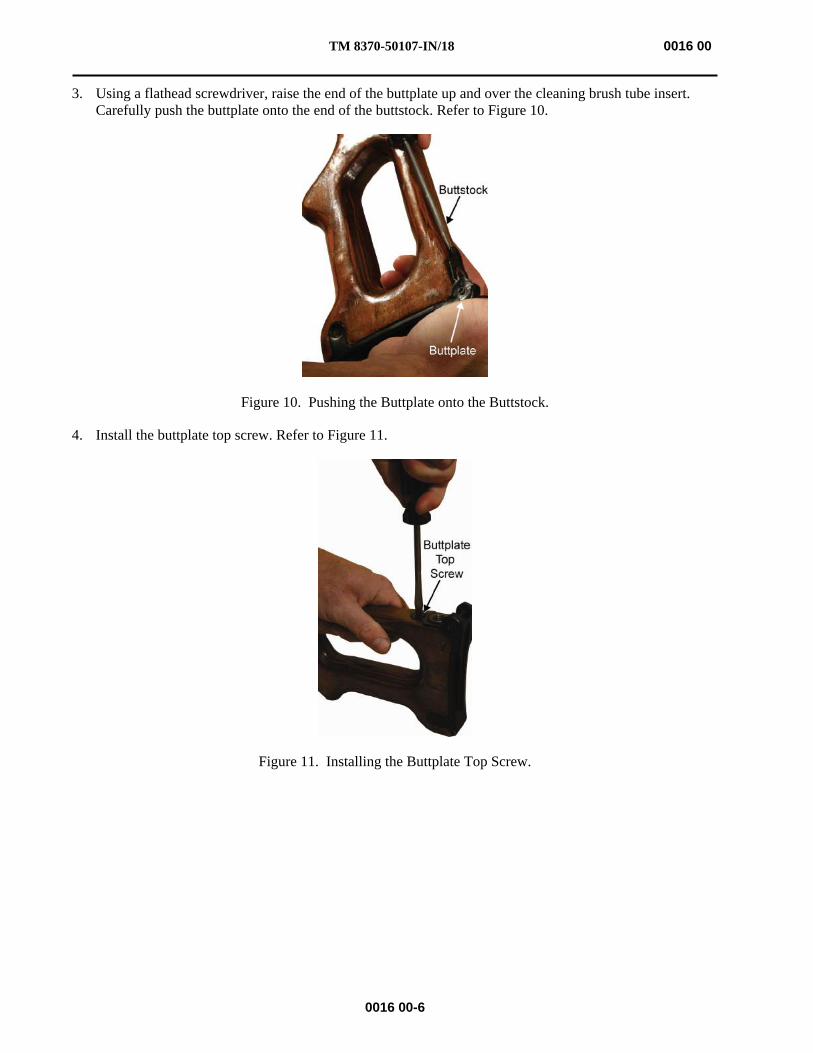
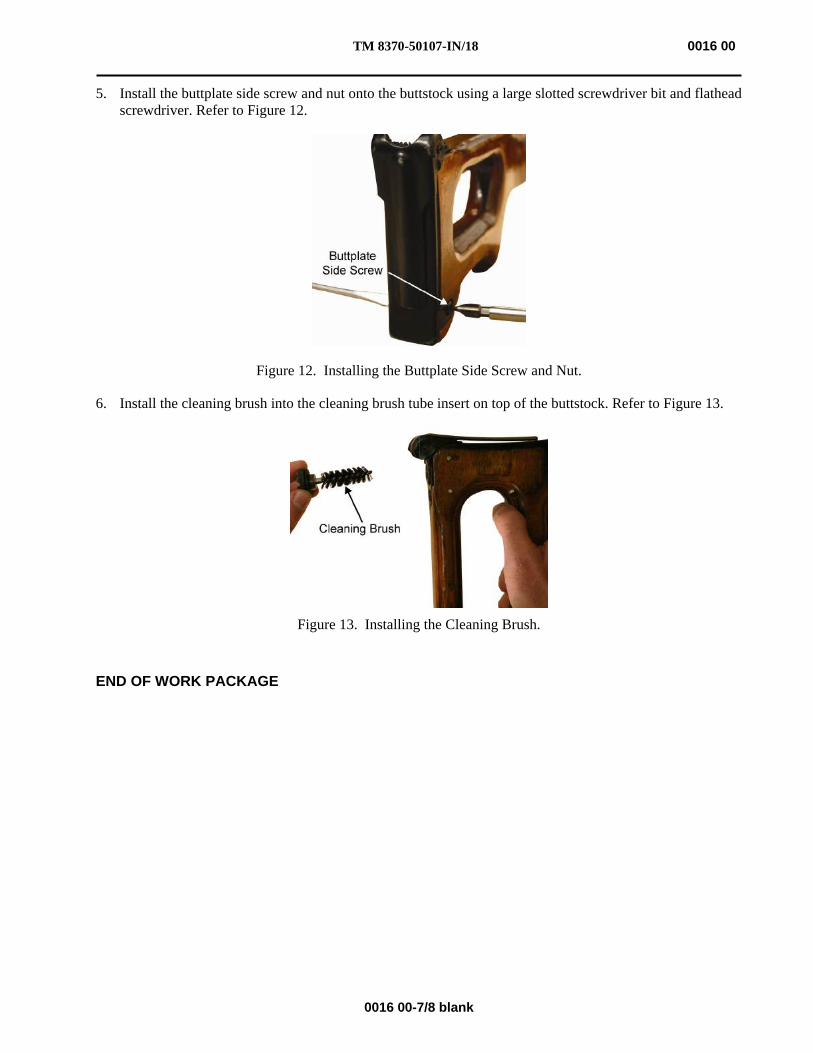
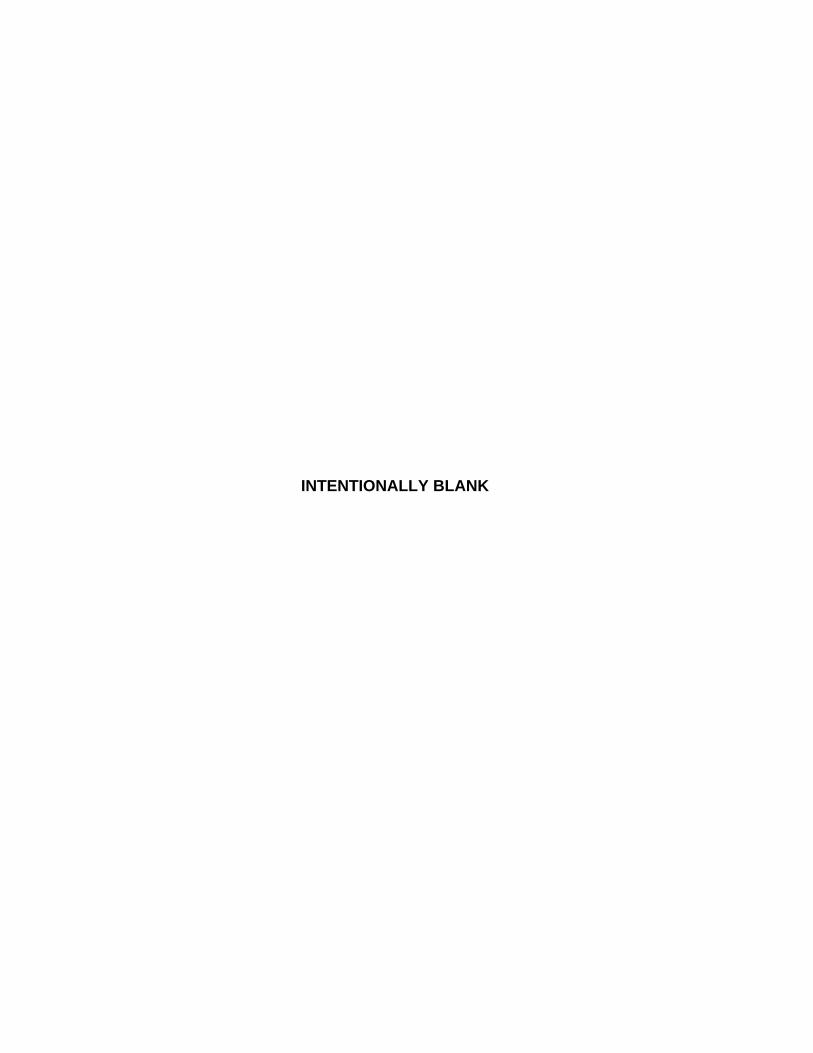
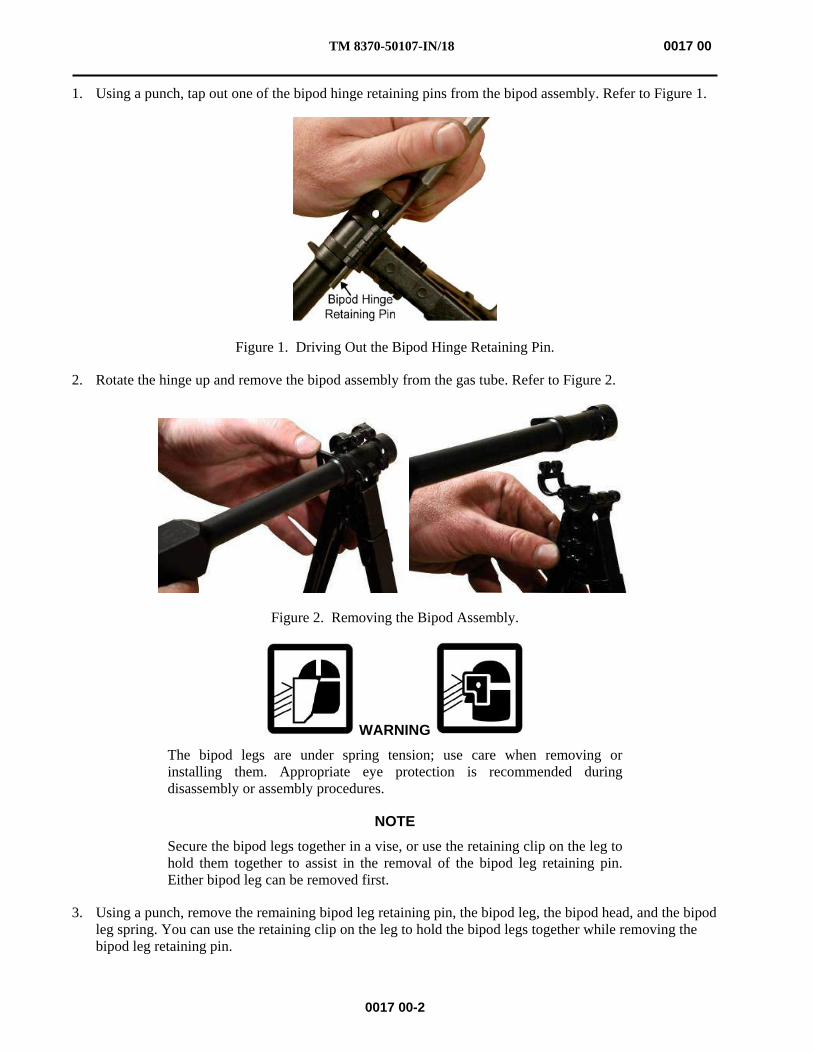
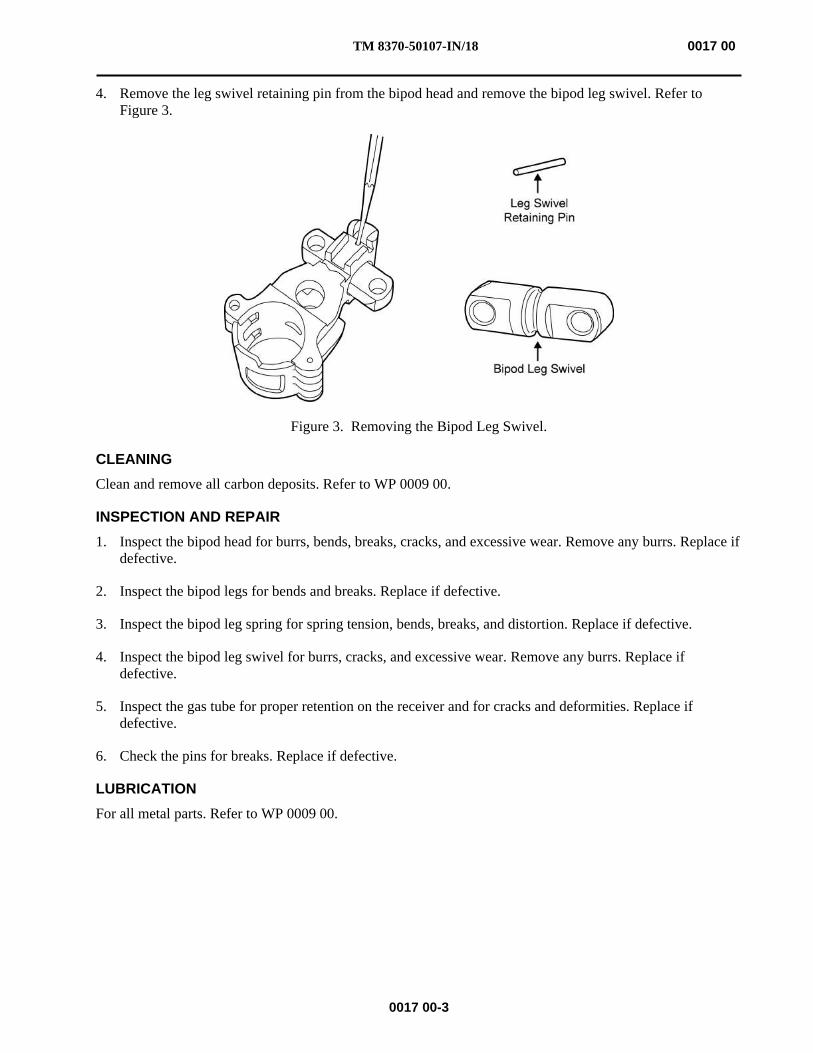
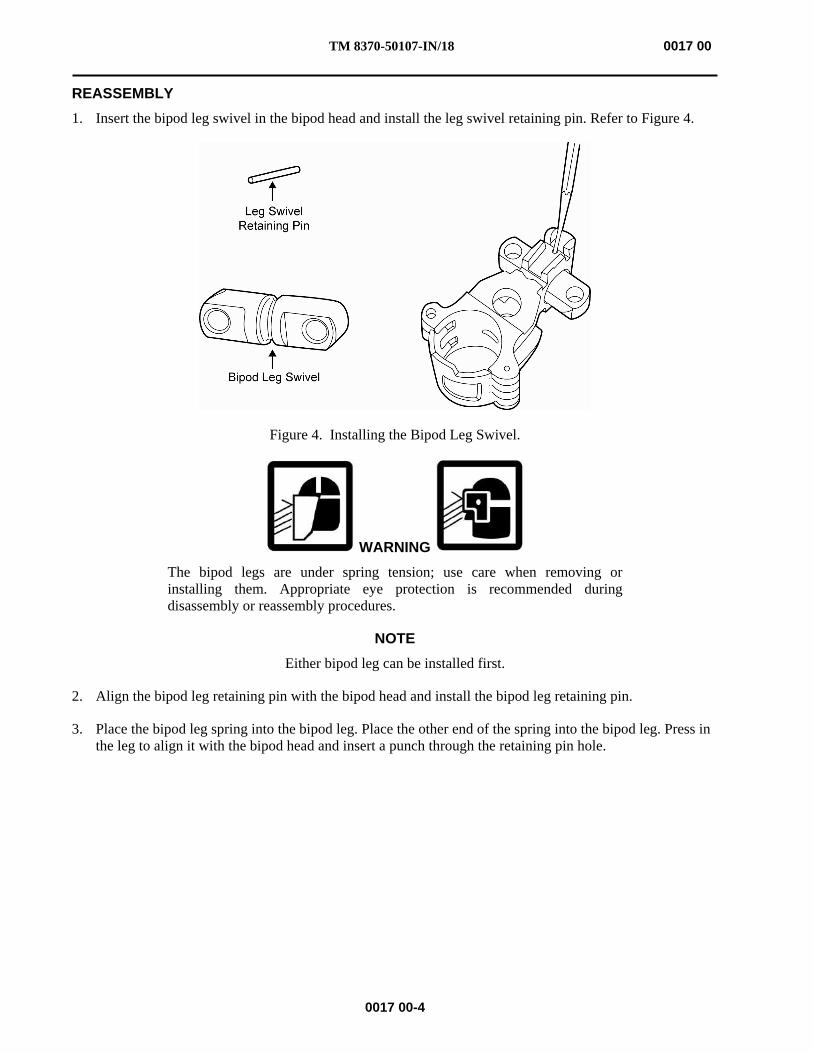
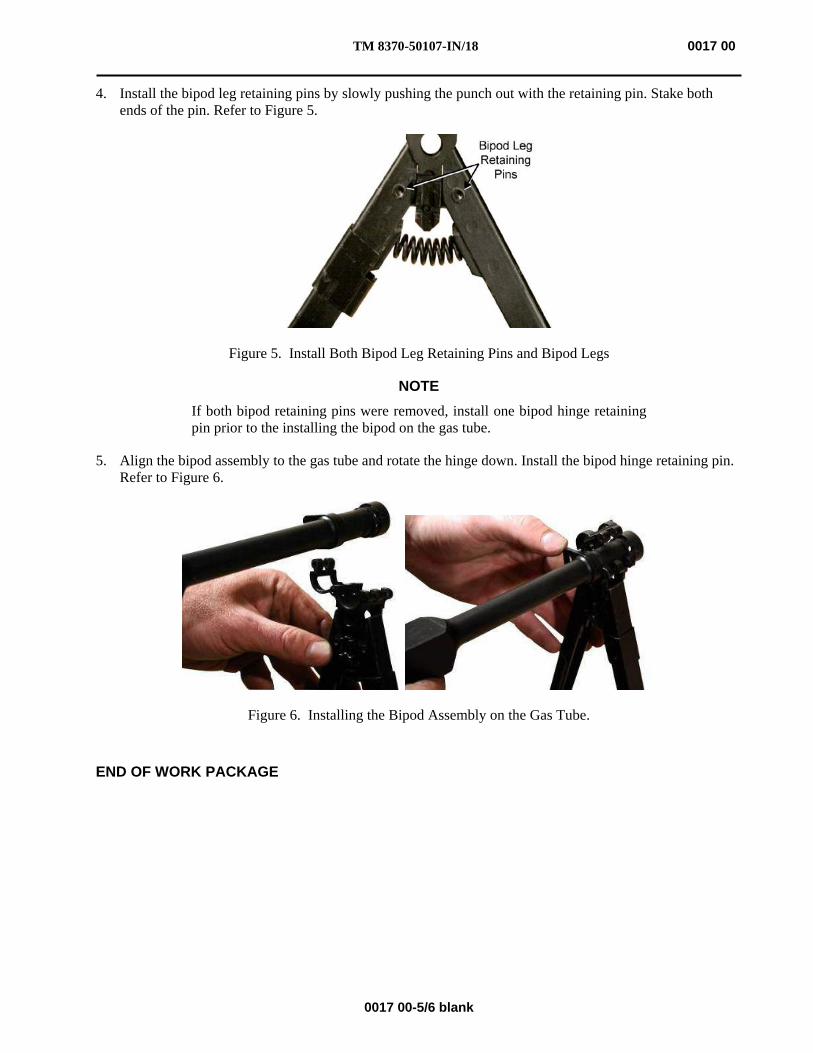
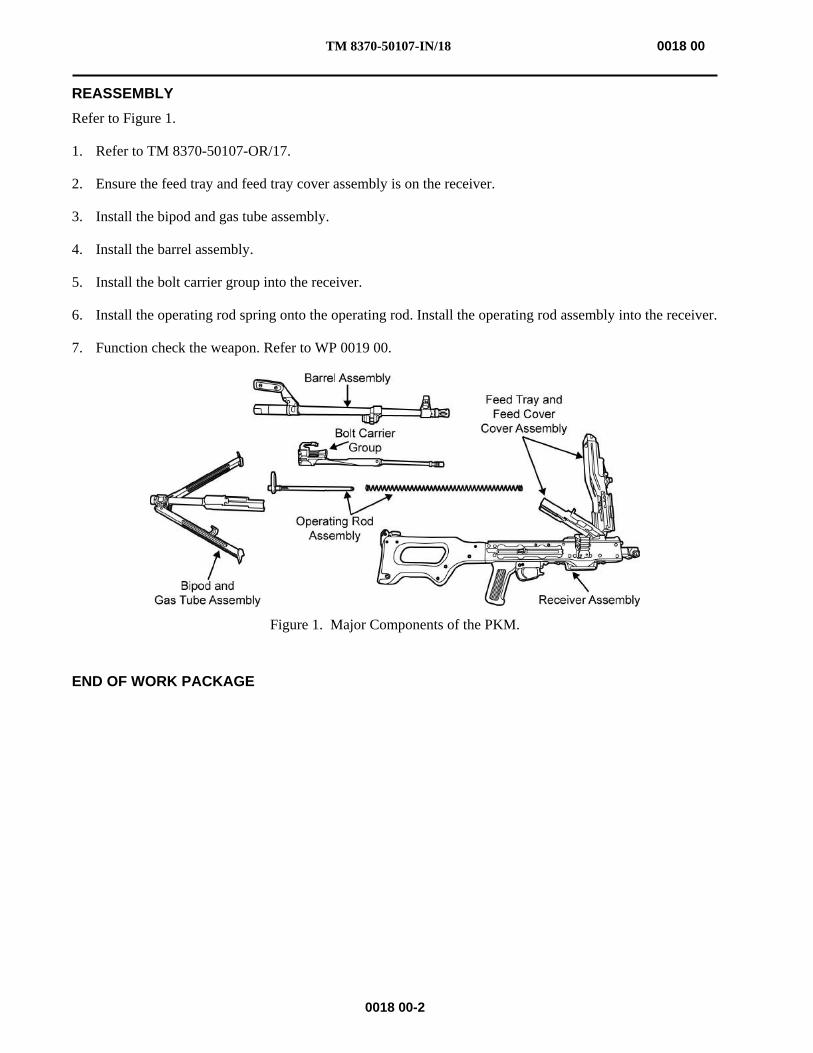
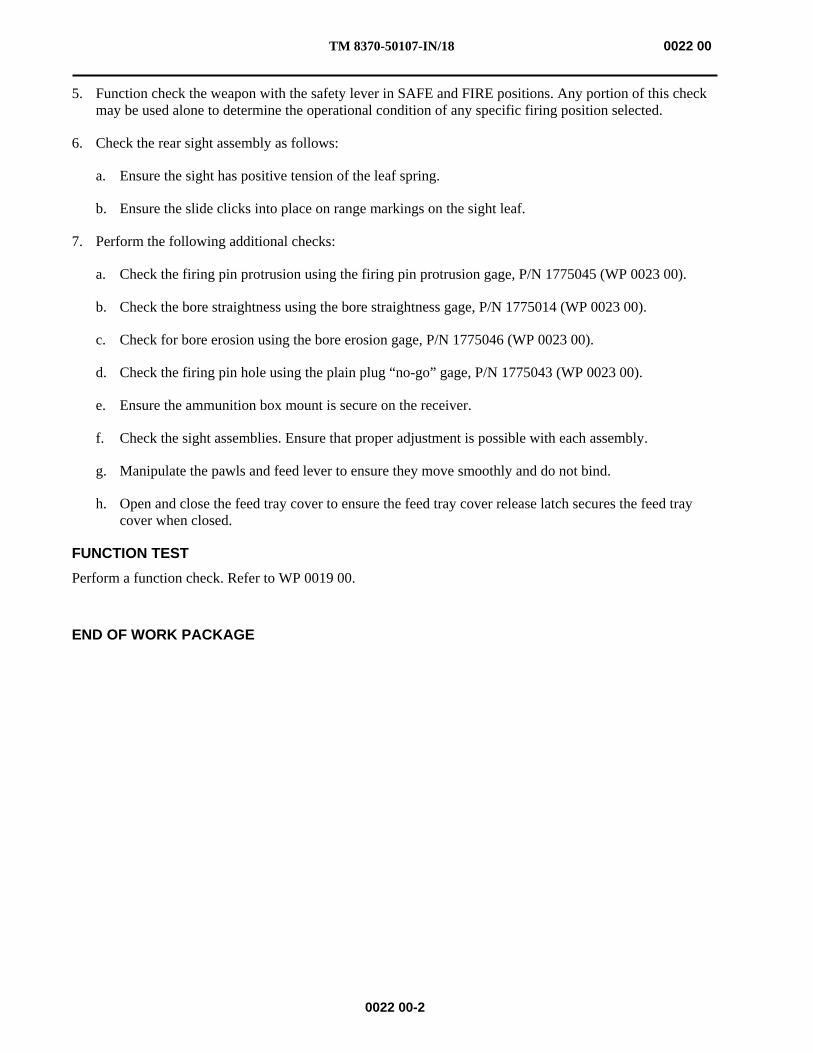
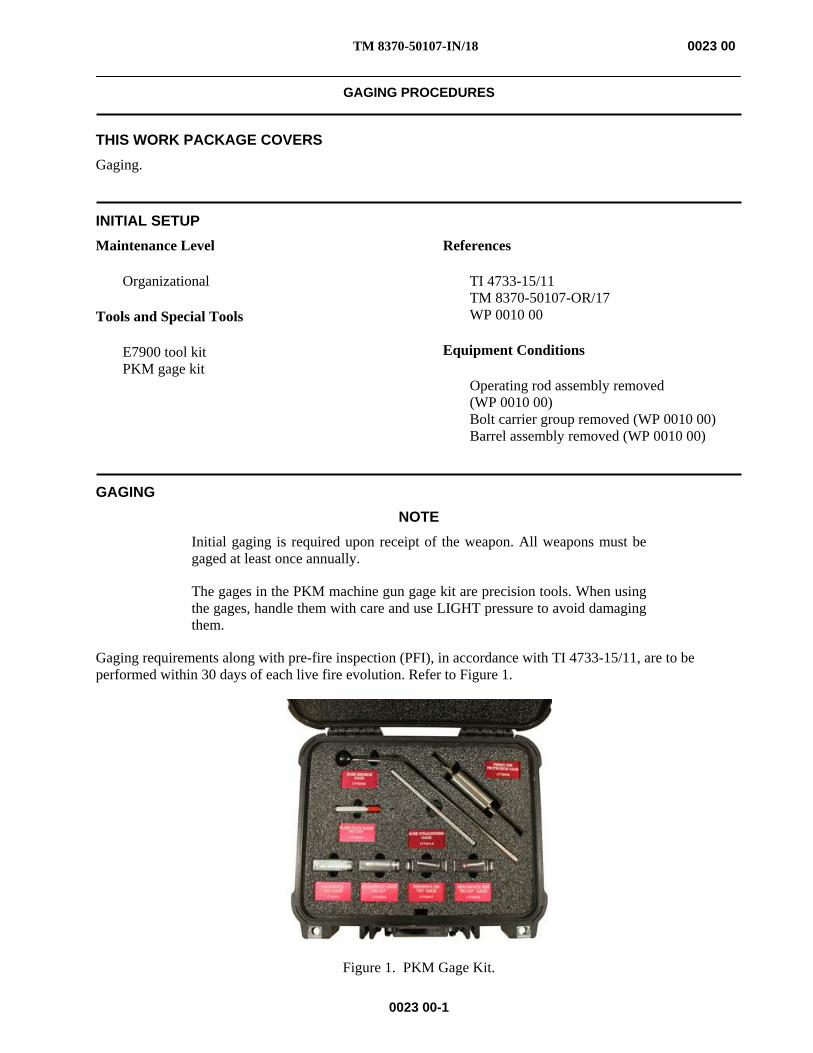

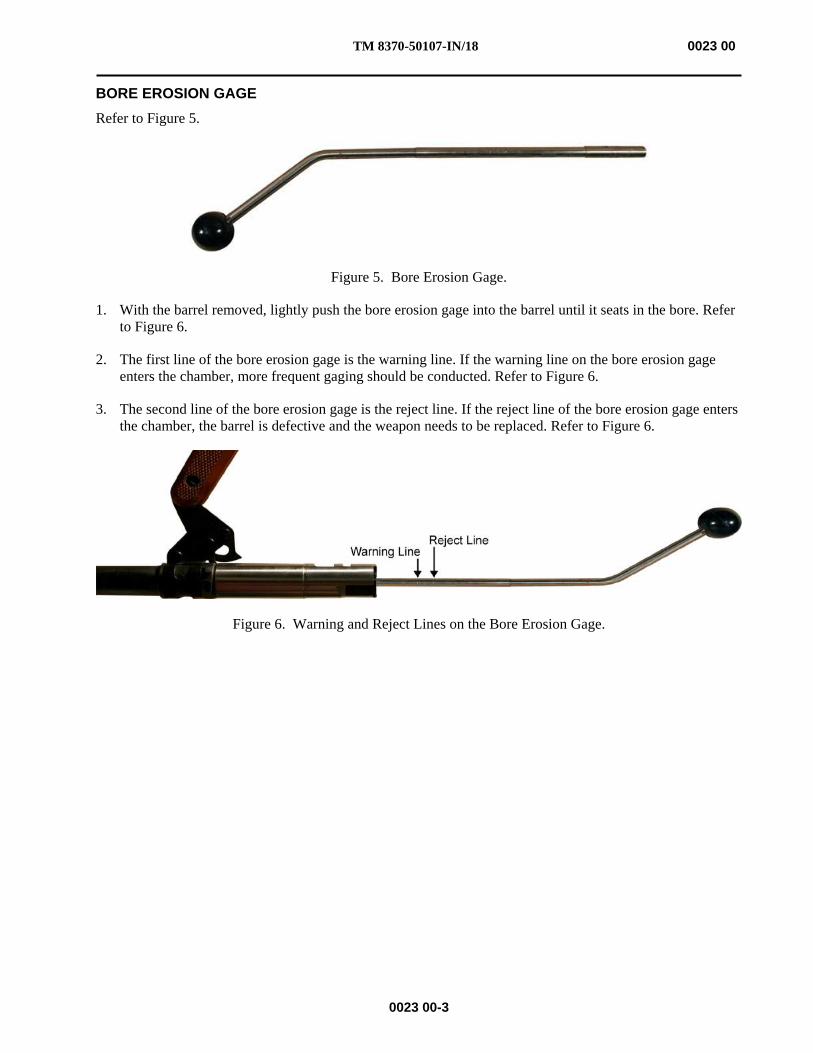
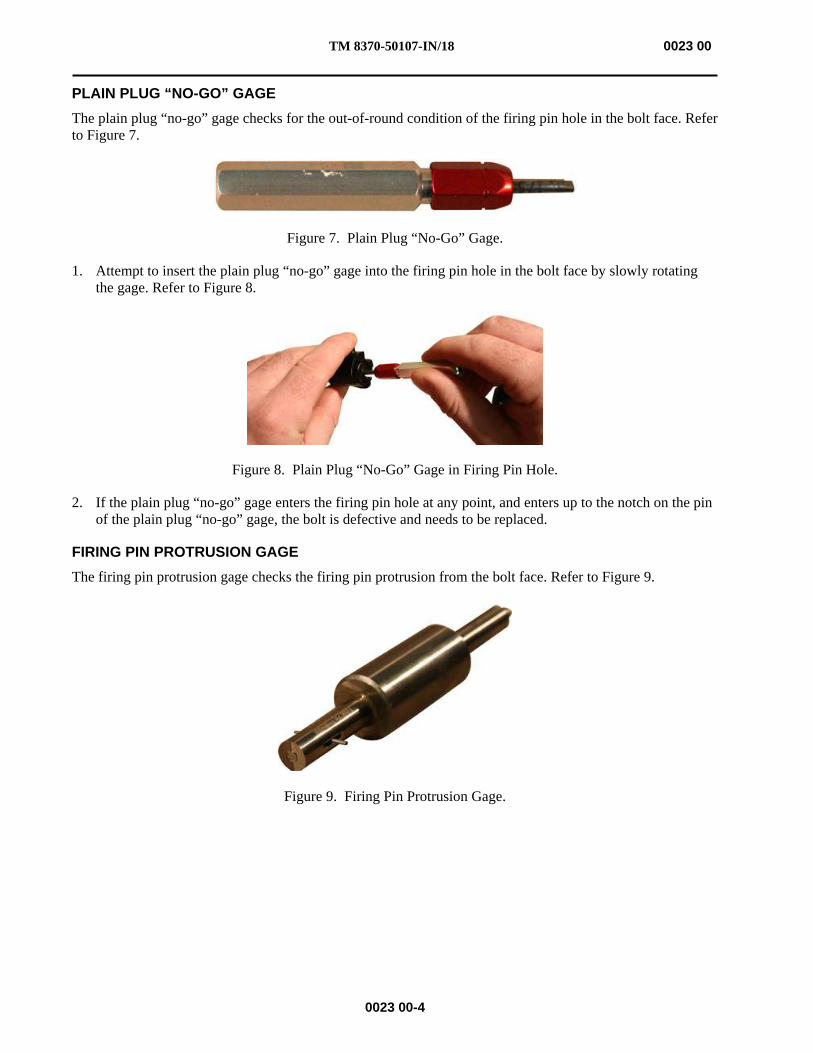
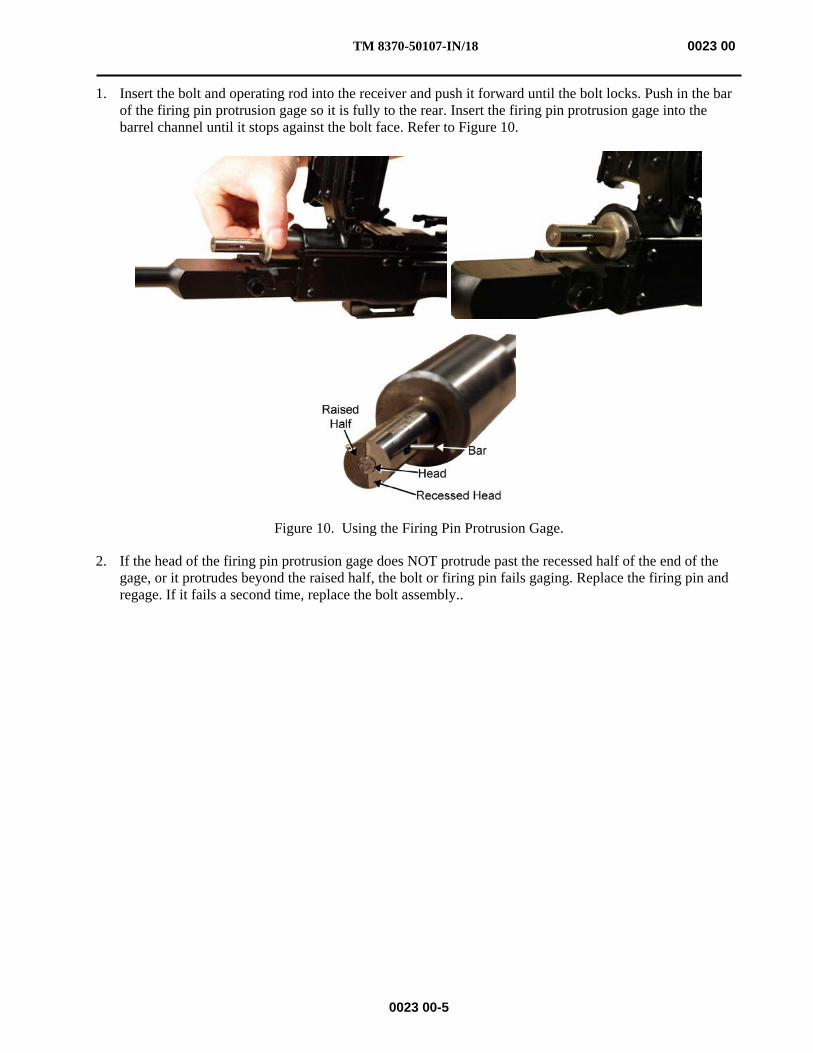
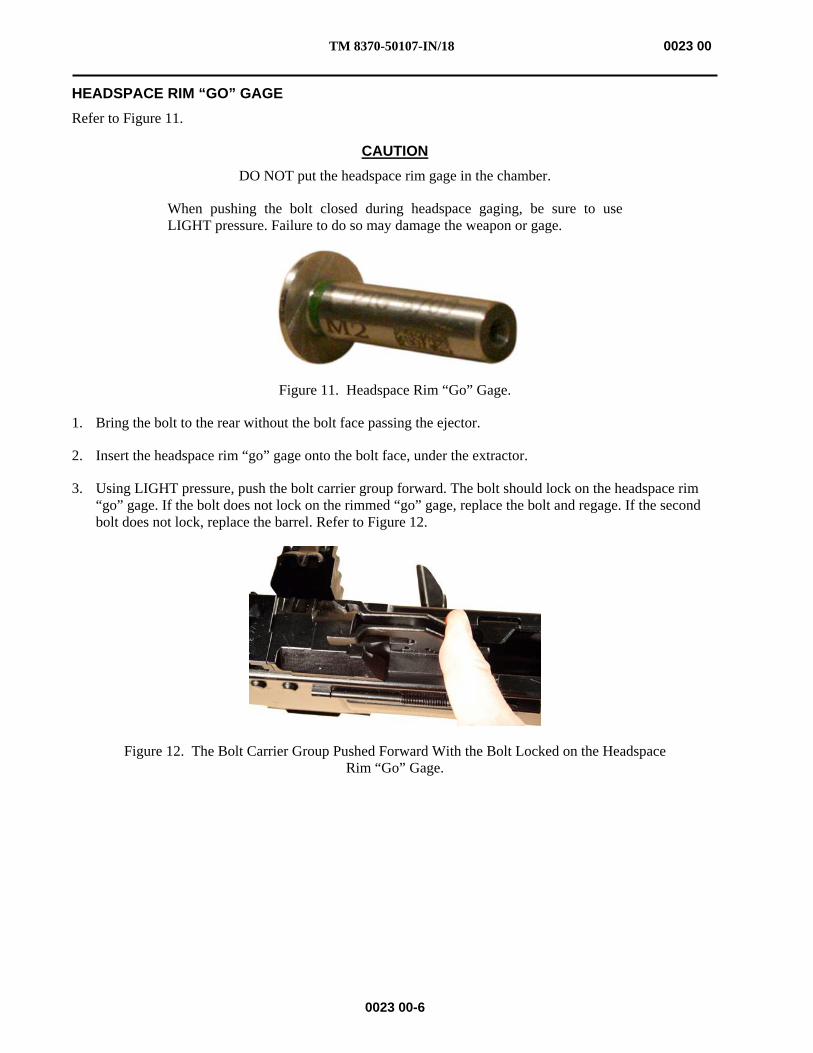
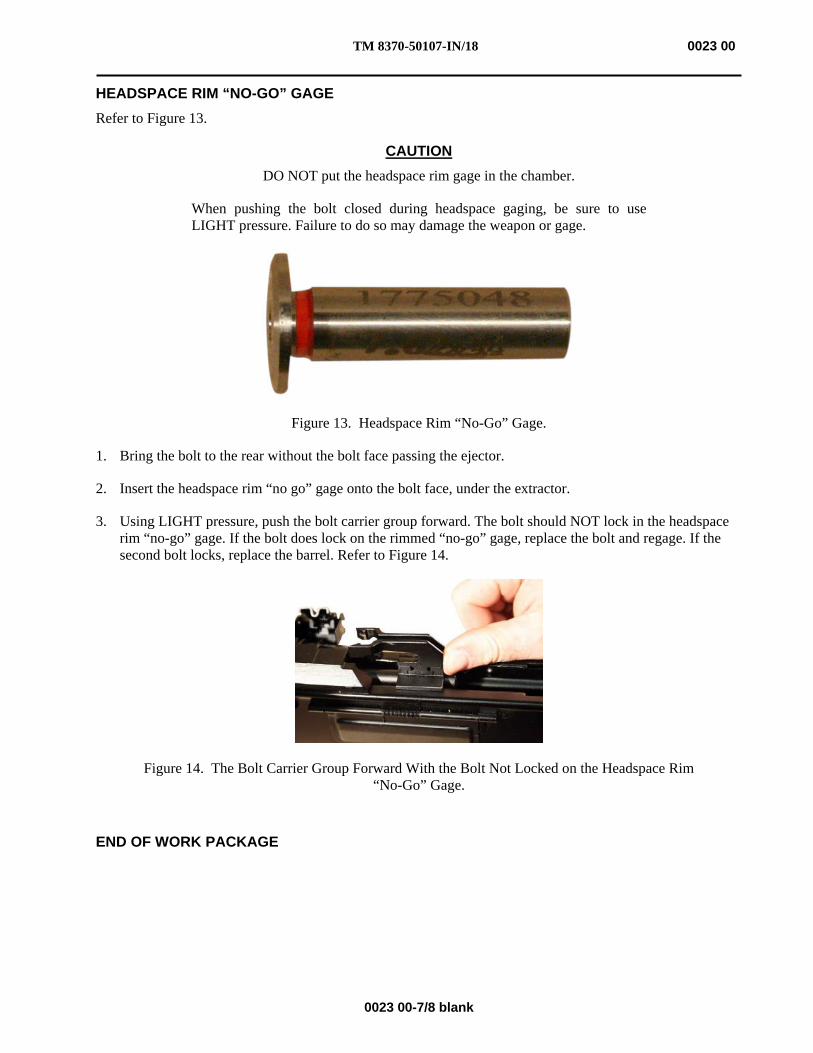
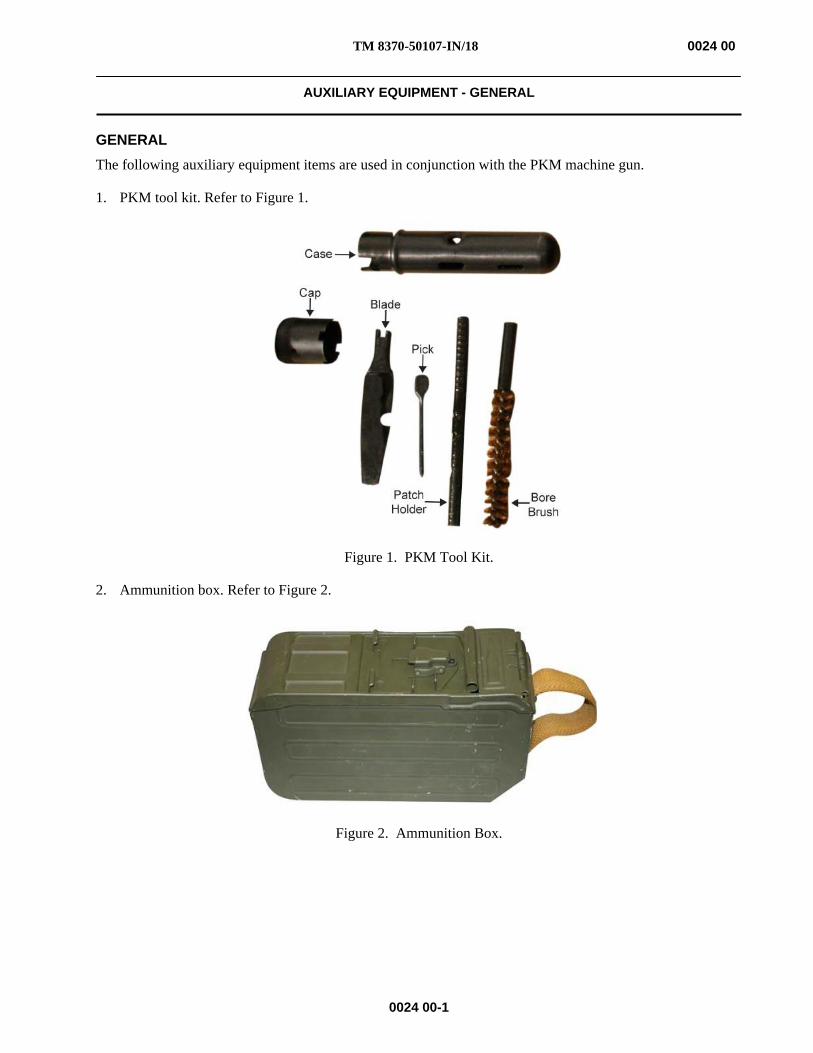
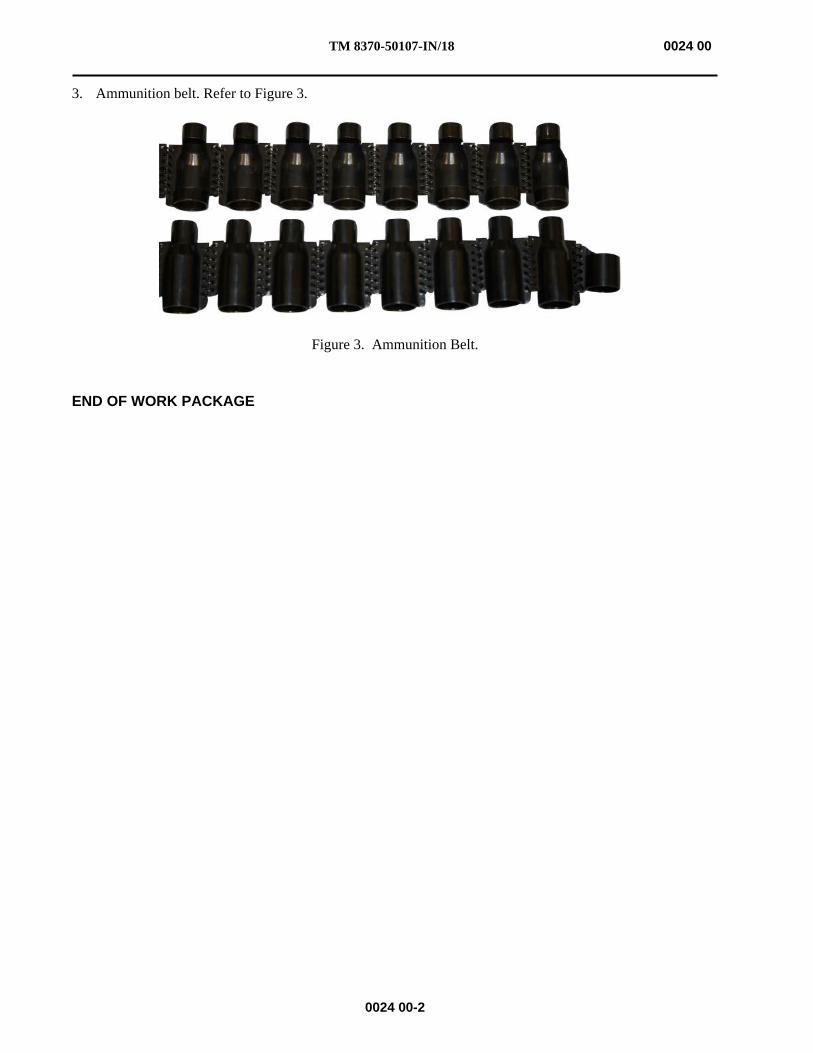

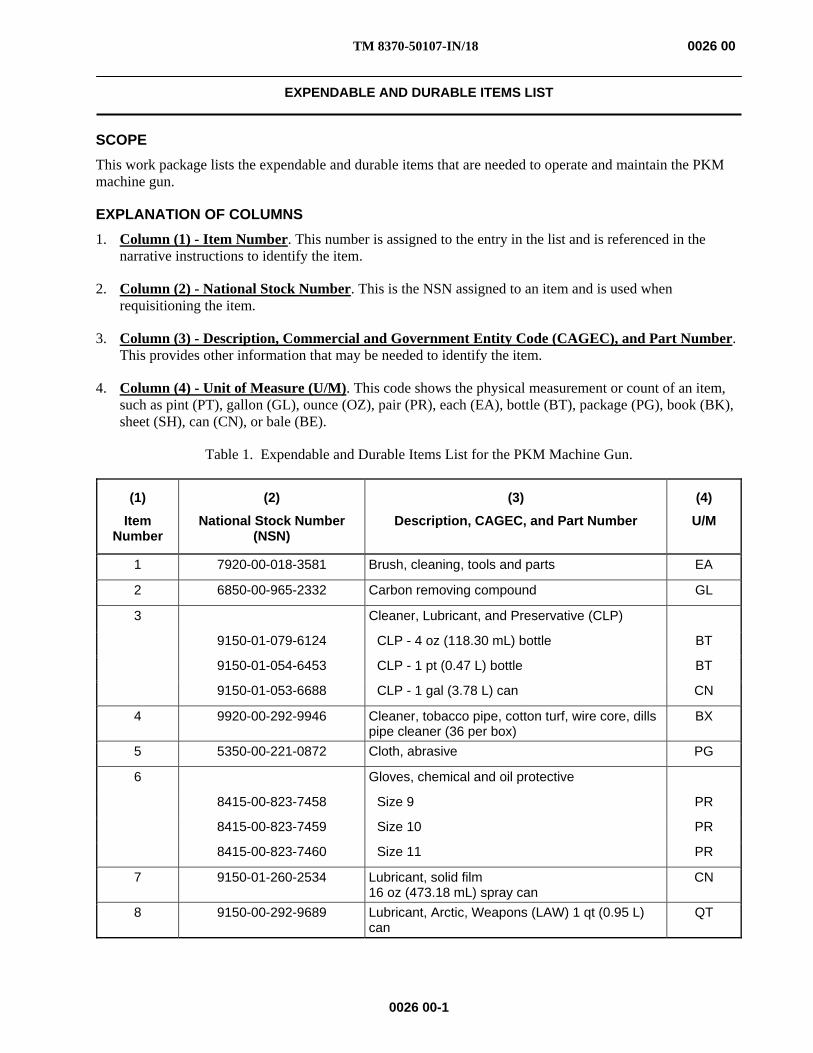
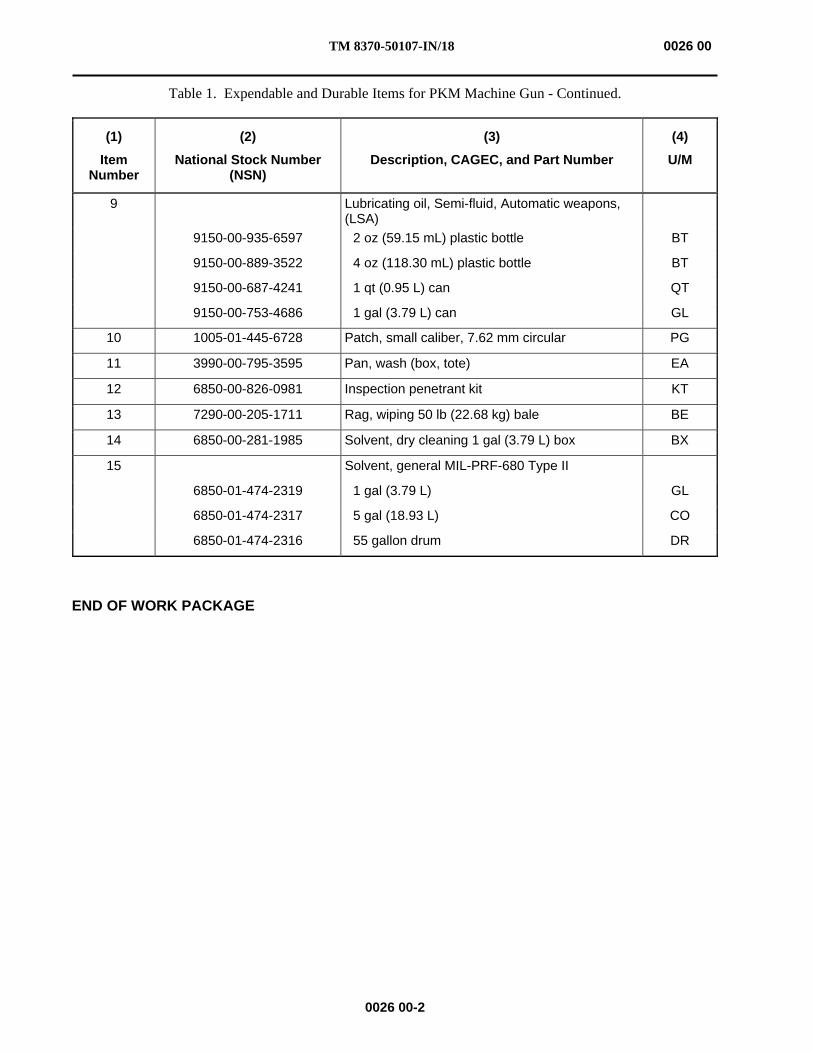
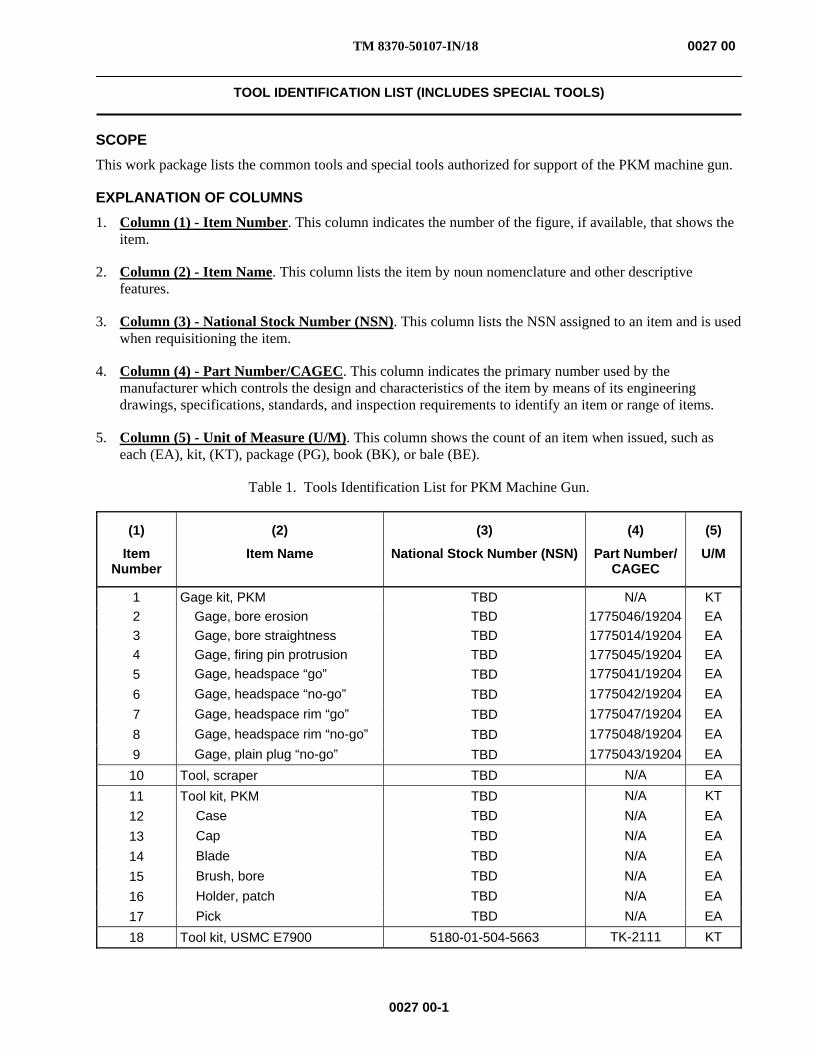
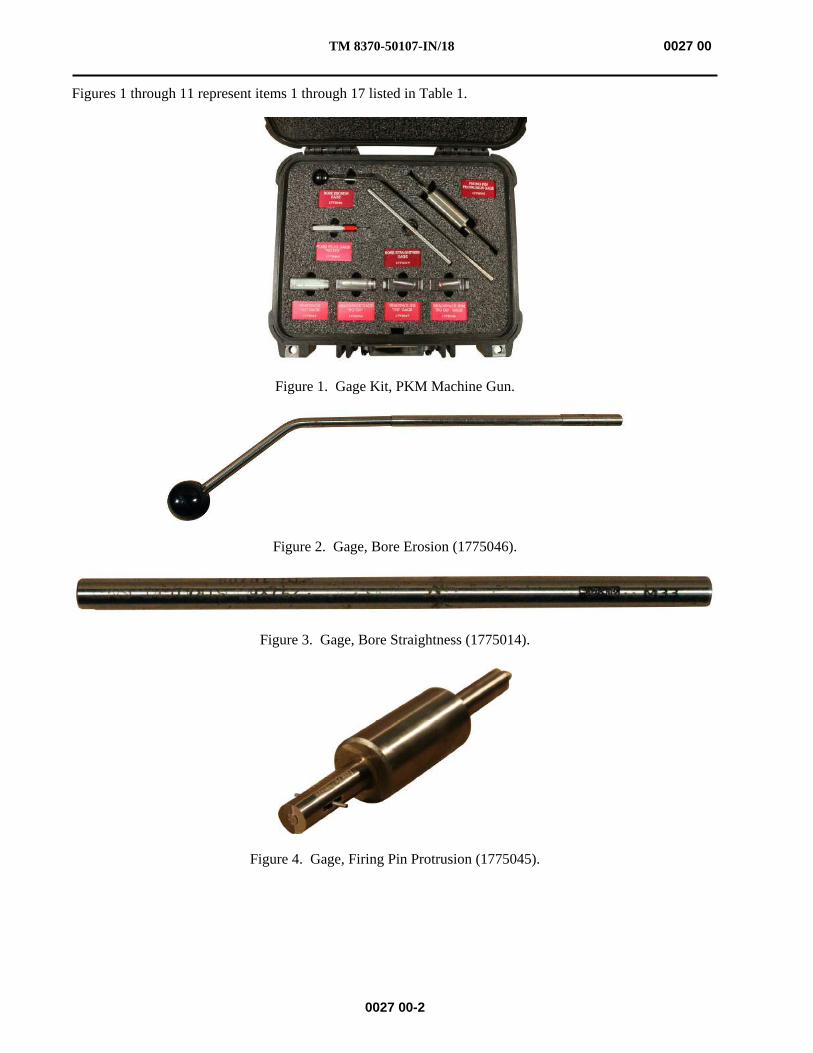
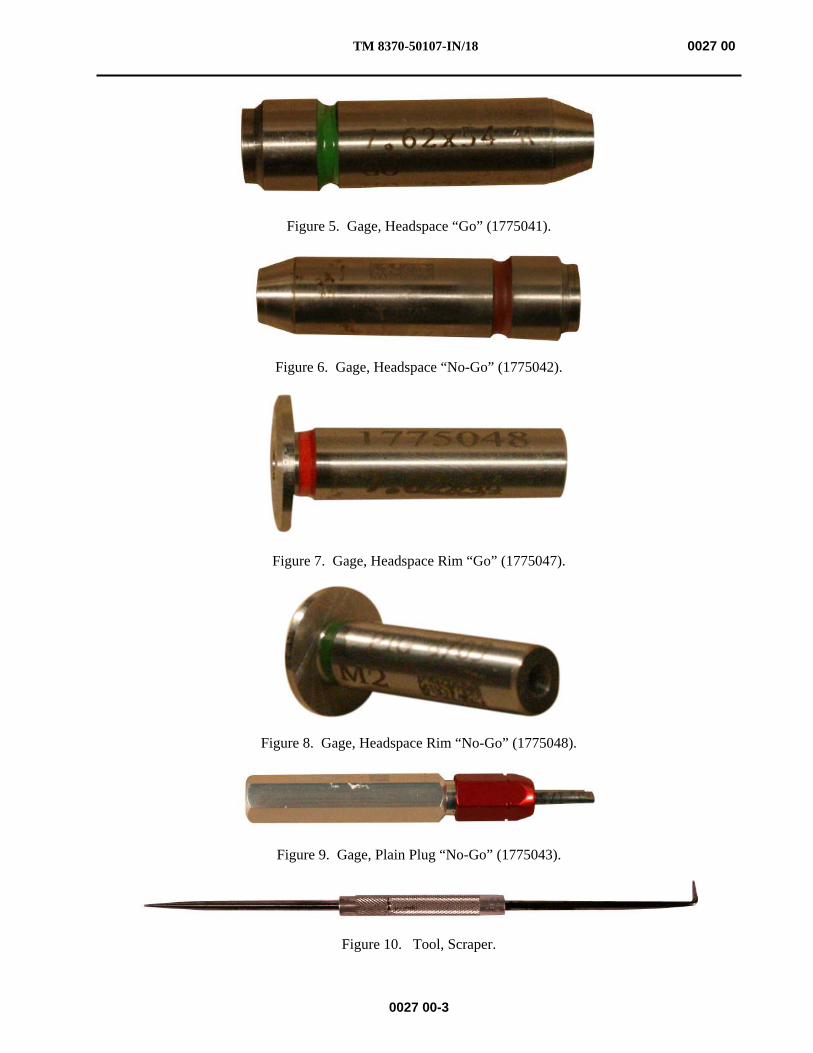


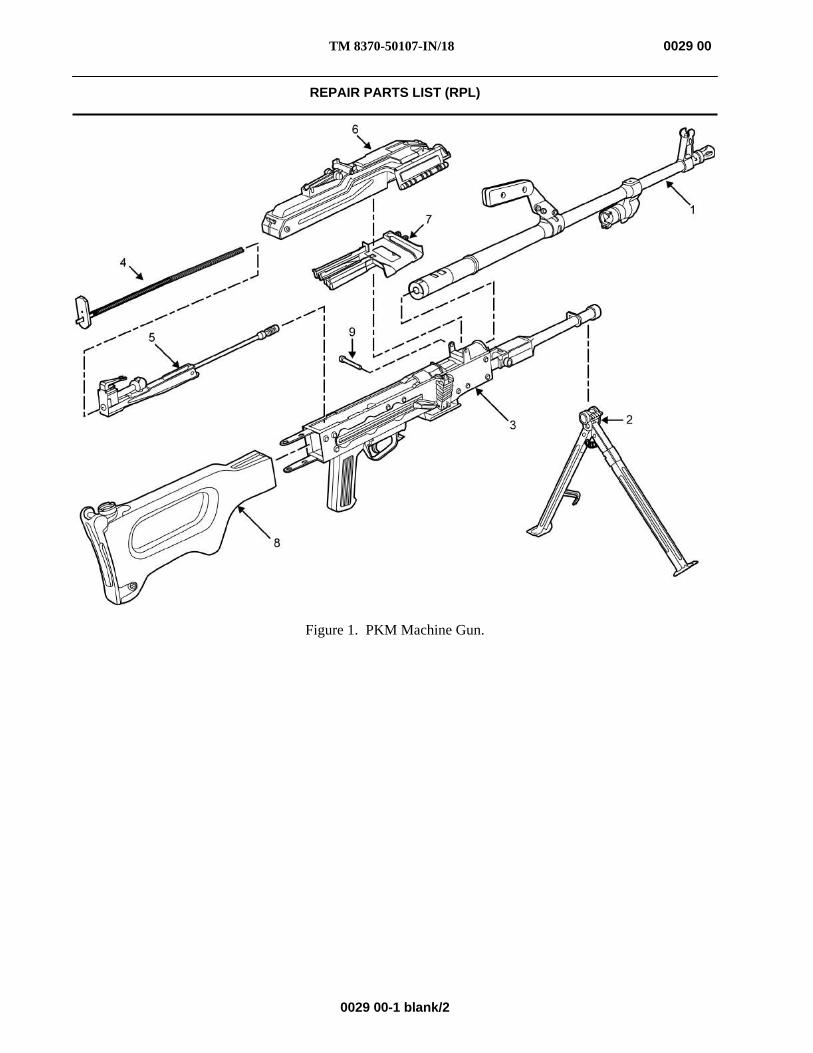
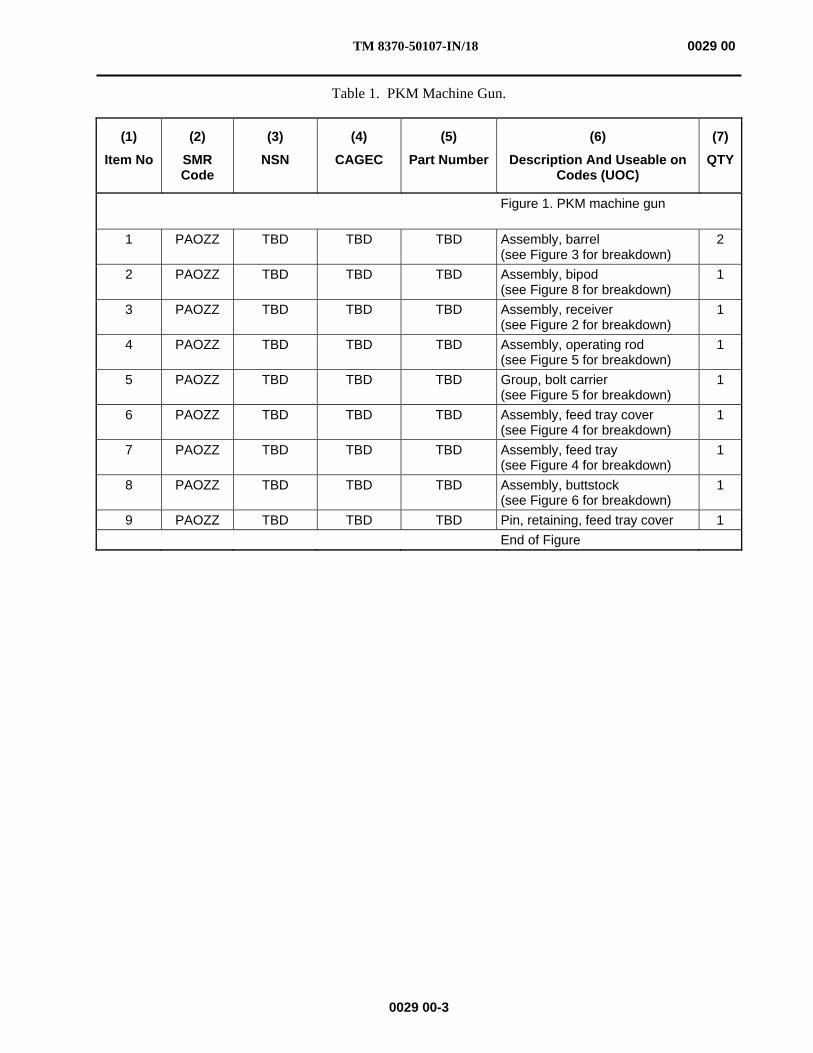
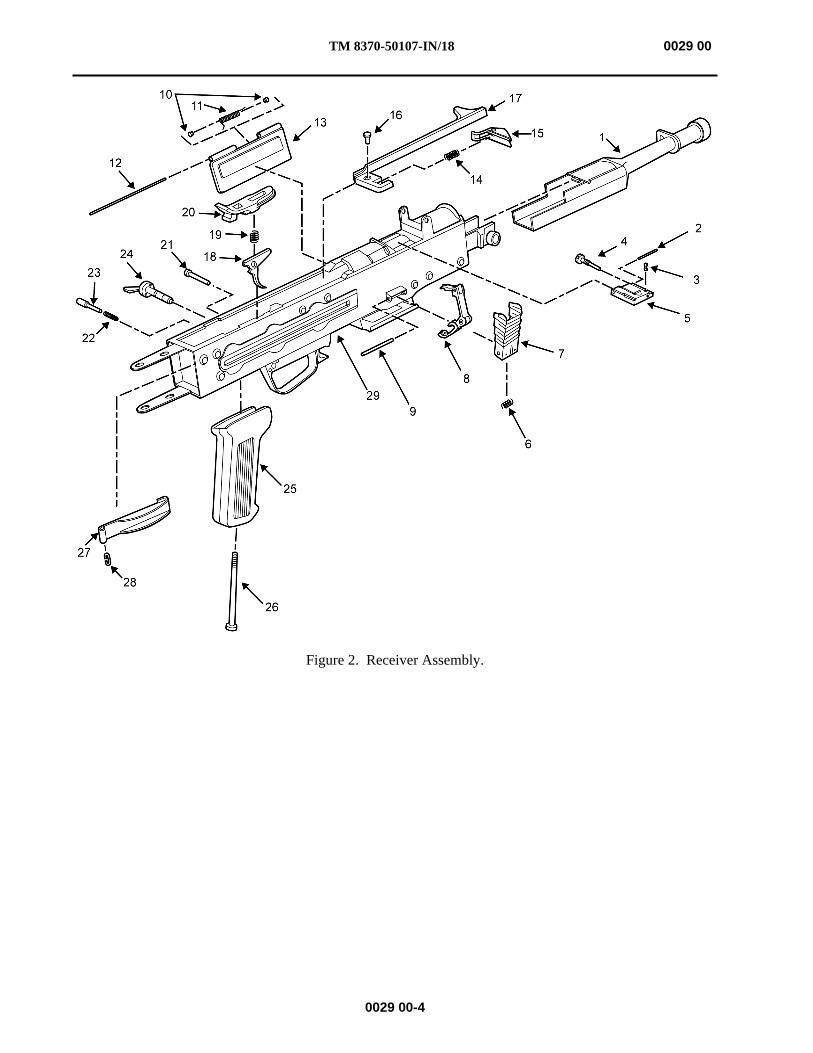
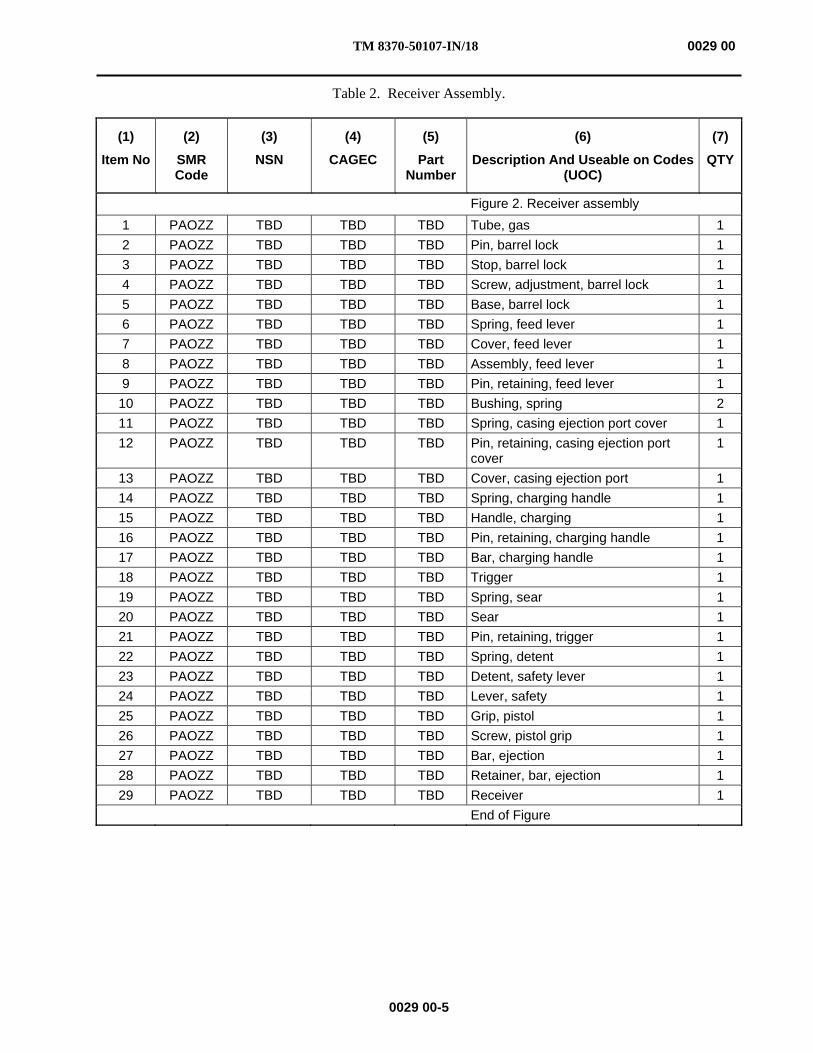
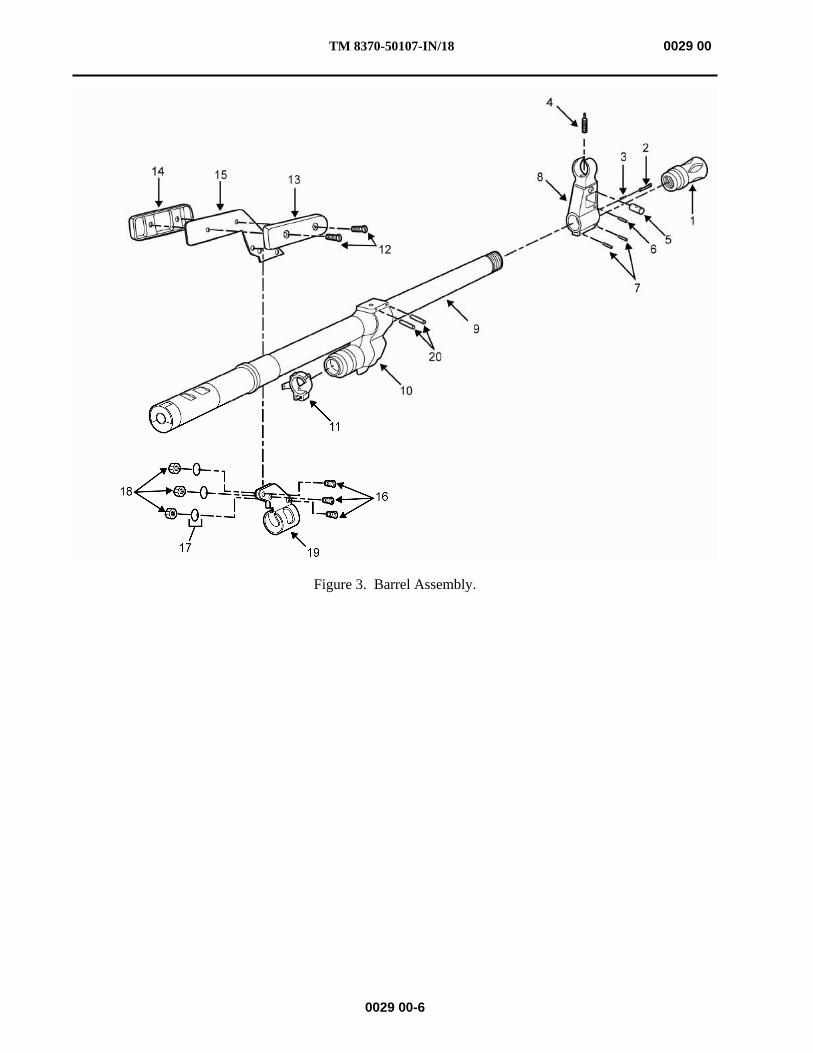
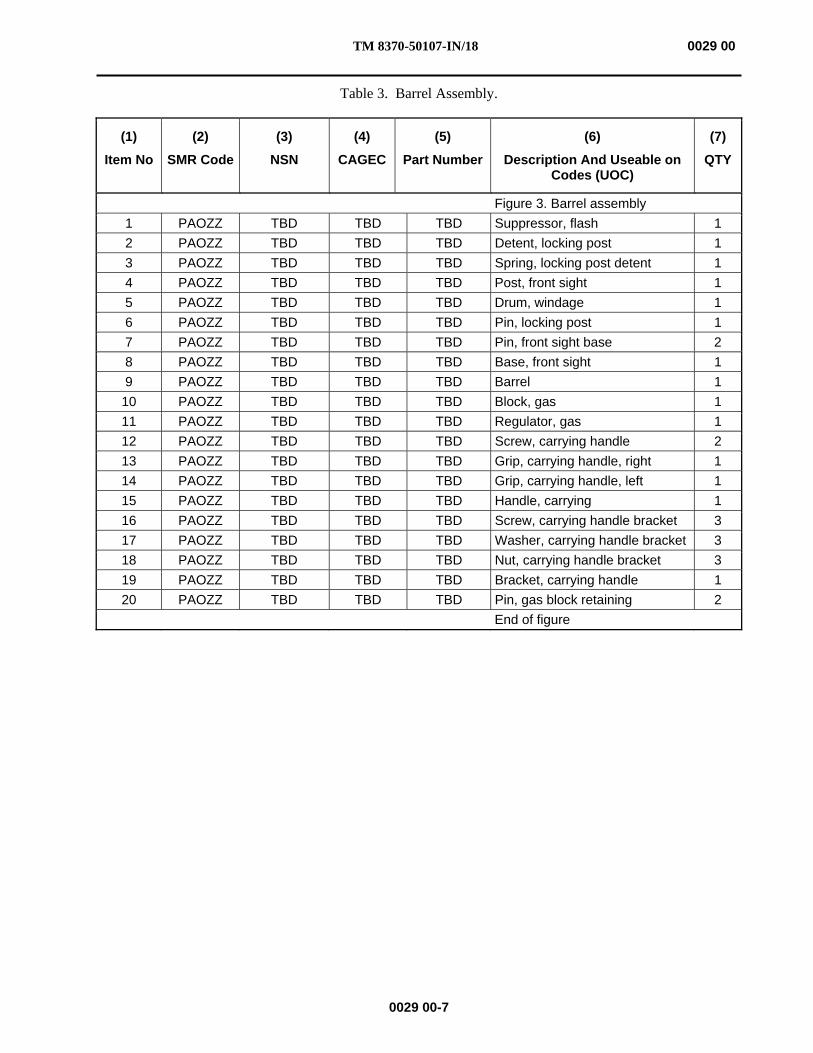
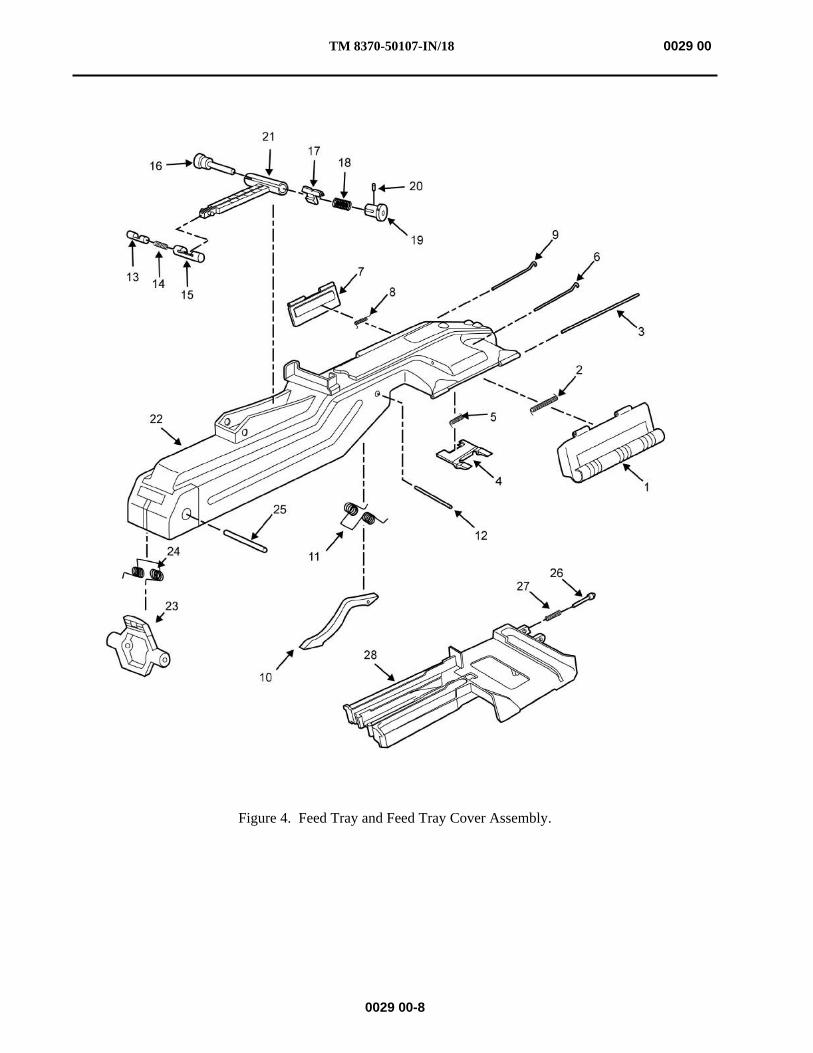
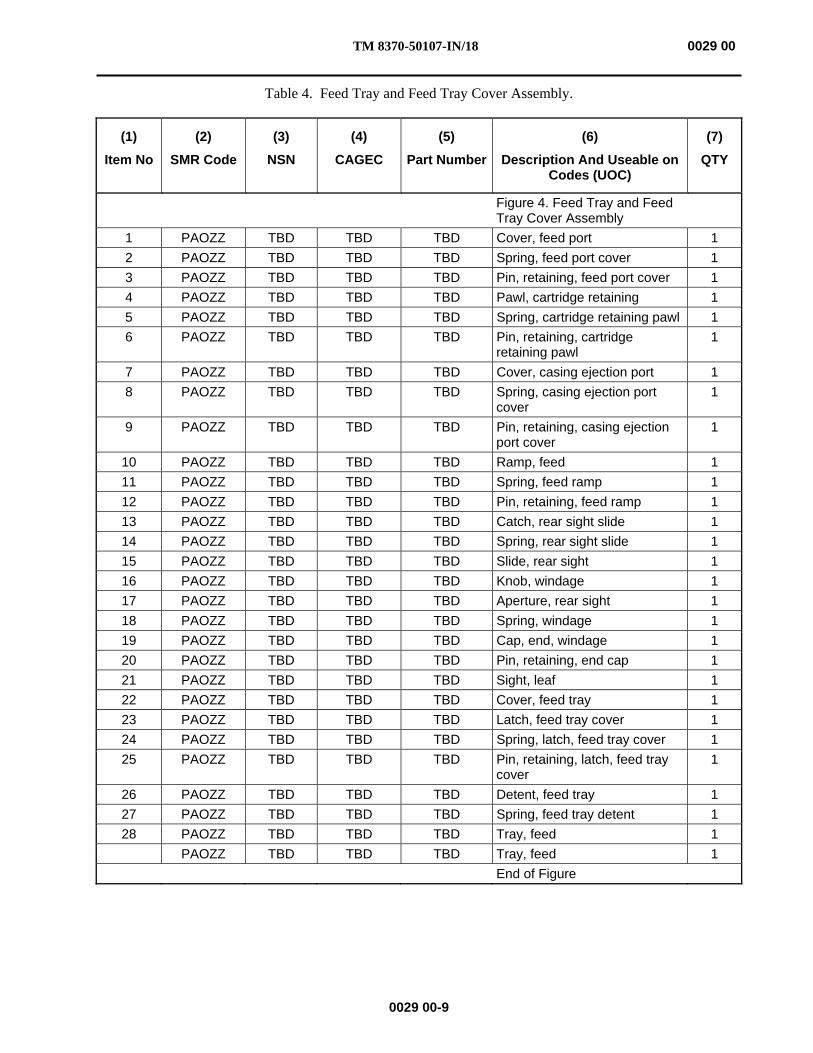
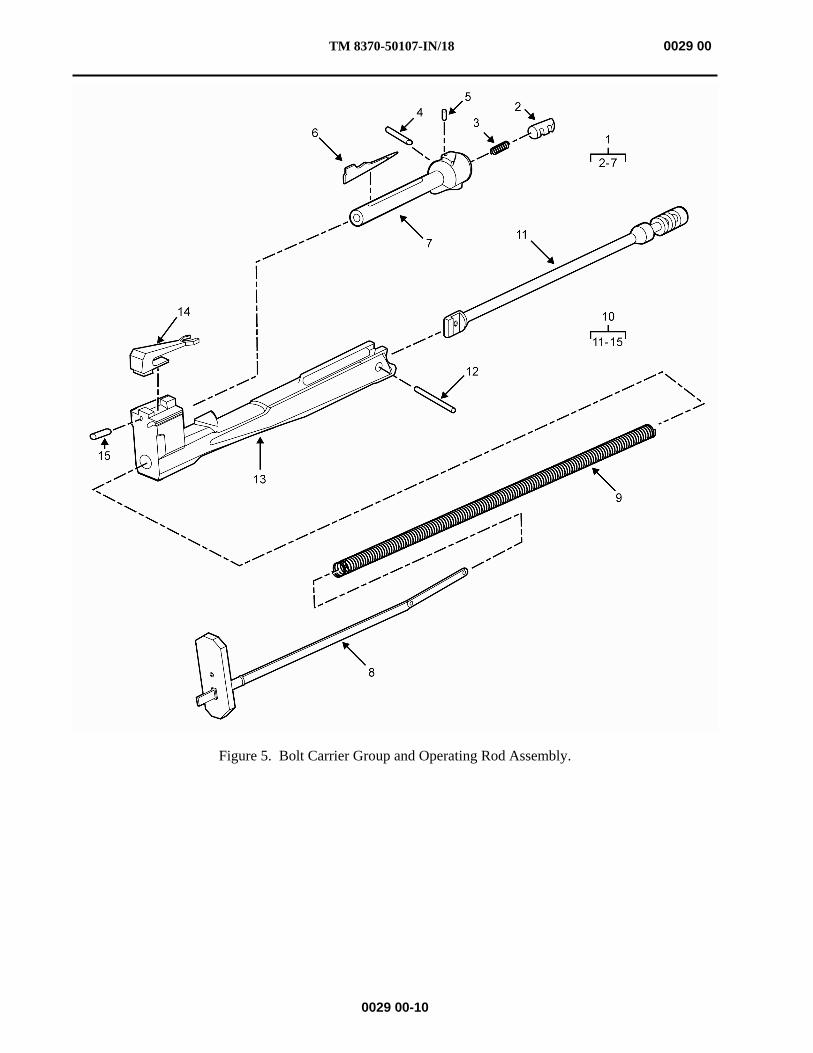
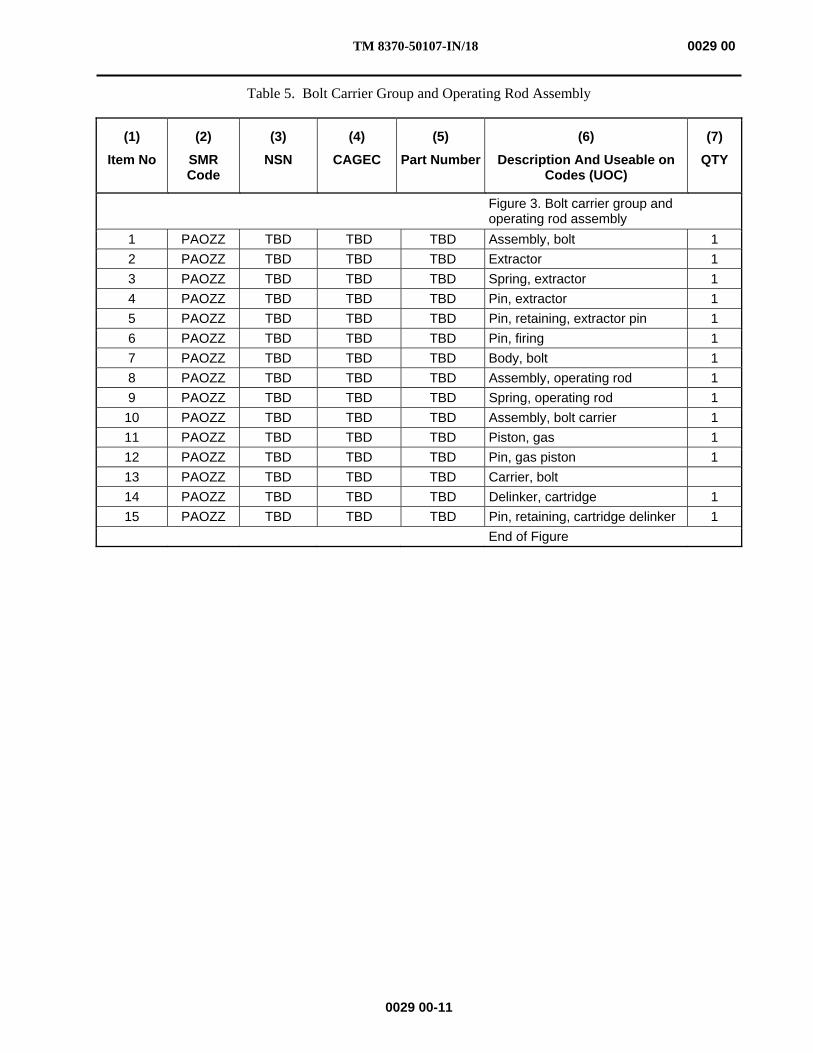
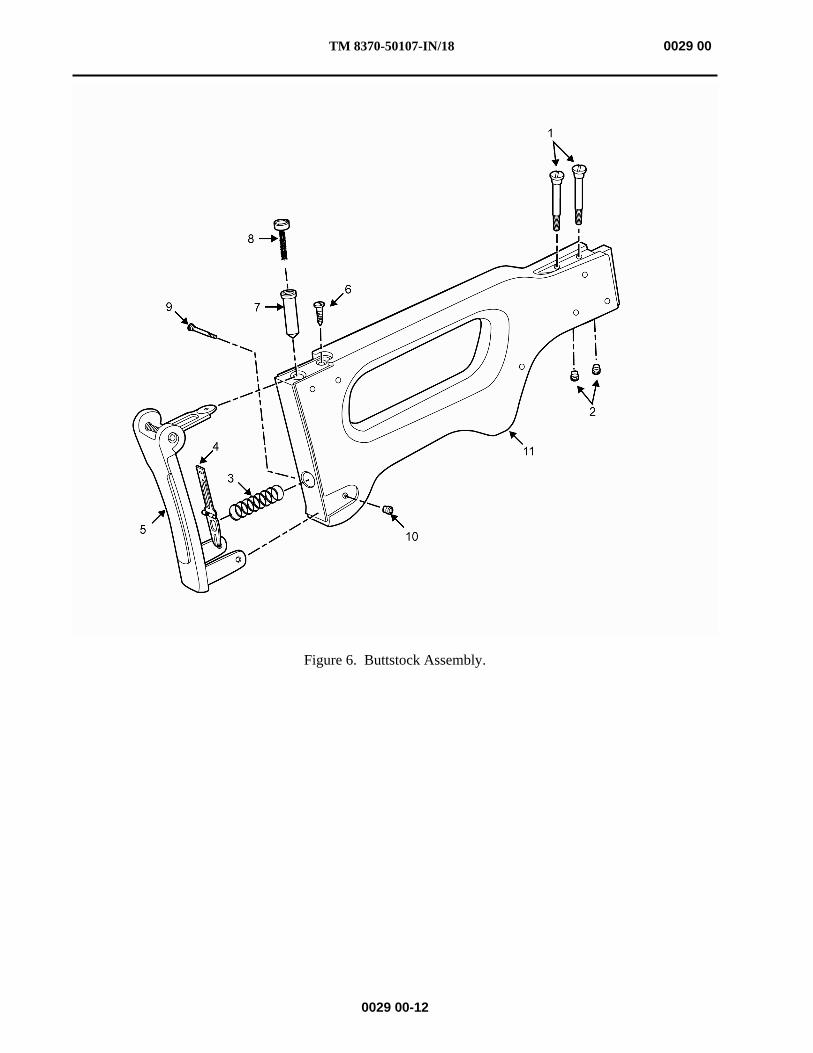
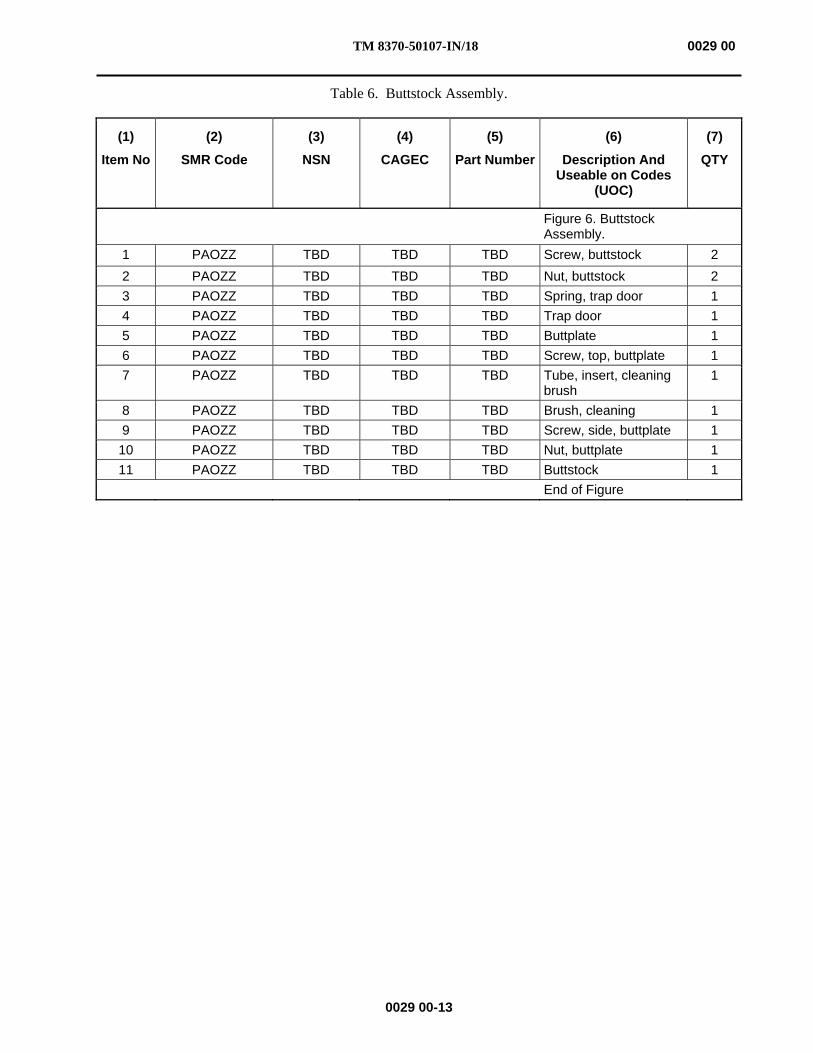
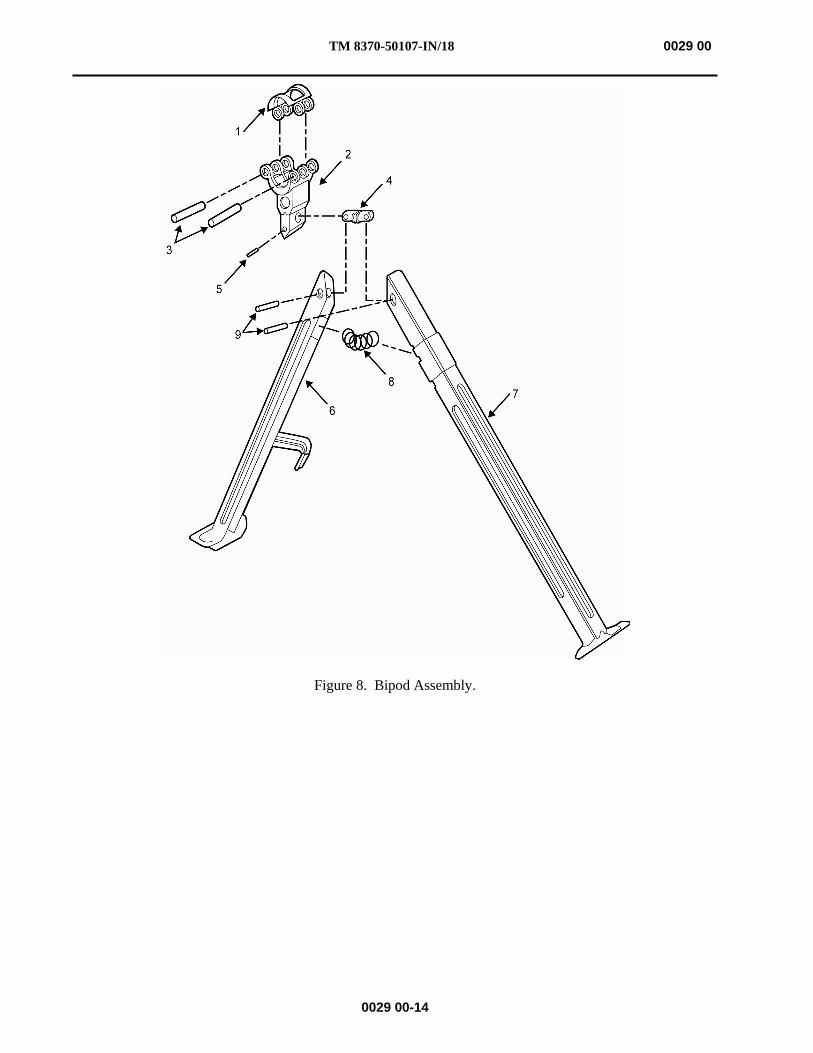
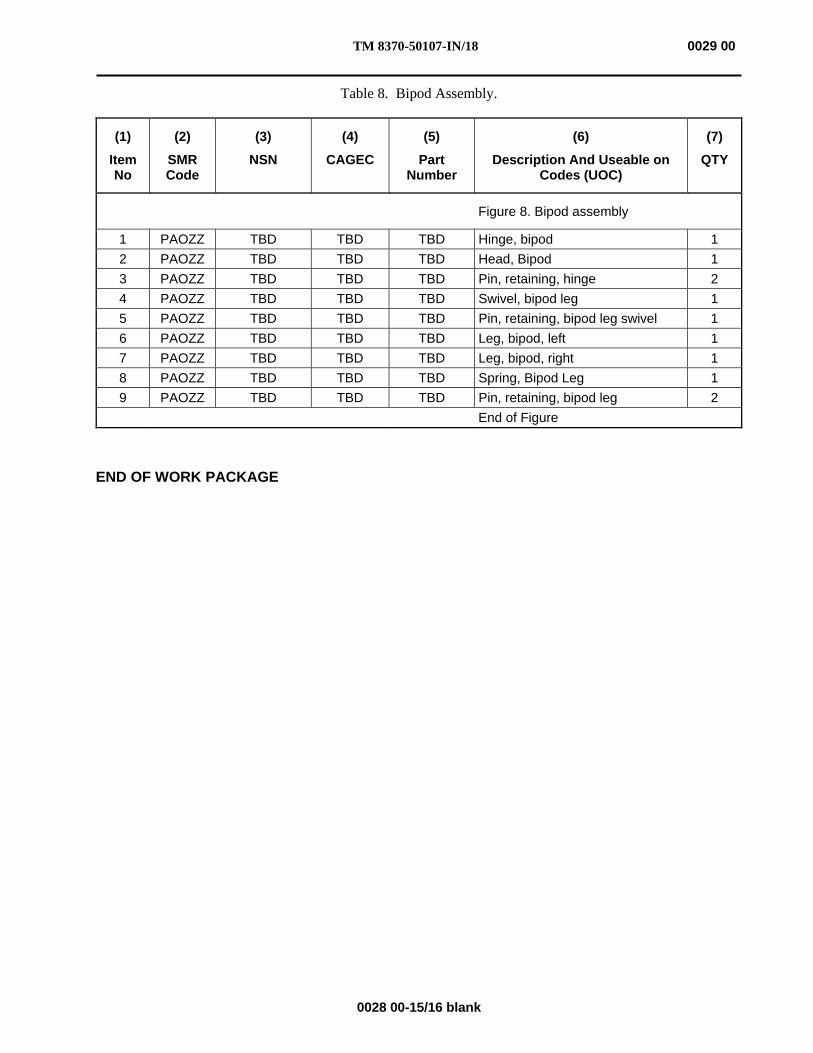







![Organizational Management - SAP Assignment ... Organizational Management ... Organizational Data Requirements for Supply Chain Management [page 40] Organizational …](https://static.documents.pub/doc/80x56/5aa5a9fa7f8b9a7c1a8db4ef/organizational-management-sap-assignment-organizational-management-organizational.jpg)









