Biennial RheoTalk Issue 2005 - 2006 [email protected]<1> www.rheologysolutions.com RheoTalk Biennial Overview This cumulative Biennial RheoTalk issue has been complied to provide our Australian customers and readers of RheoTalk with an easy reference and source of the product information, application articles and news from 2005 - 2006. The newsletter has been cross indexed and referenced by industry, so that each key industry area can identify the specific information that relates to their industry. The industry classifications that we have used are listed and are also colour coded: • Mineral Slurries • Polymer Industries • Food Industries • Surface Coatings Industries • Chemical & General Manufacturing Industries • Construction & Building Industries • Pharmaceutical, Cosmetics & Allied Industries Additionally, the indexes have been divided into three sections covering Application Notes, News & Views, and Product News & Industry Applications. There is an index at the beginning of each of these sections, listing the contents within that section with a cross reference to the industry that it applies to. RheoTalk Biennial Search Facility This file has been created as a PDF which therefore provides full search function of the PDF.This means that searching can be conducted by any word, phrase, industry type, brand name, application or product model. RheoTalk Biennial Information Request Form At the end of the cumulative issue of RheoTalk we have provided an information request form for those that wish further information. The form can be printed and filled out and then either faxed or posted. Alternatively, you can send an email direct with details of the information you are seeking to [email protected]We trust that the Biennial RheoTalk will be beneficial to all that read and search through the issue. Any enquiries from the Biennial RheoTalk not within Australia will be forwarded to our overseas partner for their action. Happy reading. RheoTalk Biennial In This Issue Application Notes Page 2-16 News & Views Page 17-45 Product News & Industry Applications Page 46-75 Information Request Form Page 76-77
OverviewThis cumulative Biennial RheoTalkissue has been complied to provideour Australian customers andreaders of RheoTalk with an easyreference and source of the productinformation, application articles andnews from 2005 - 2006.
The newsletter has been crossindexed and referenced by industry,so that each key industry area canidentify the specific information thatrelates to their industry. The industryclassifications that we have usedare listed and are also colour coded:
• Mineral Slurries• Polymer Industries• Food Industries• Surface Coatings Industries• Chemical & General
Manufacturing Industries• Construction & Building
Industries• Pharmaceutical, Cosmetics
& Allied Industries
Additionally, the indexes have beendivided into three sections coveringApplication Notes, News & Views,and Product News & IndustryApplications. There is an index atthe beginning of each of thesesections, listing the contents withinthat section with a cross referenceto the industry that it applies to.
RheoTalk Biennial
Search Facility
This file has been created as a PDFwhich therefore provides full searchfunction of the PDF. This means thatsearching can be conducted by anyword, phrase, industry type, brandname, application or product model.
RheoTalk Biennial
Information Request Form
At the end of the cumulative issueof RheoTalk we have provided aninformation request form for thosethat wish further information. Theform can be printed and filled outand then either faxed or posted.Alternatively, you can send an emaildirect with details of theinformation you are seeking [email protected]
We trust that the Biennial RheoTalkwill be beneficial to all that readand search through the issue. Anyenquiries from the Biennial RheoTalknot within Australia will beforwarded to our overseas partnerfor their action. Happy reading.
RheoTalk Biennial
In This IssueApplication Notes Page 2-16News & Views Page 17-45Product News &Industry Applications
Page 46-75
Information Request Form Page 76-77
Application Notes
Application Notes & Laboratory Reports • The Influence of Thickeners on the Application Method of Automotive
Coatings and Paper Coatings – Rheological Investigations..................................3 • • •• Correlation of Misting during Printing with Extensional Rheological
Investigations on Offset Printing Inks..................................................................3 •• Optimising and Forecasting the Filling Behaviour of Coatings ............................4 •• Use of Bench-Top Twin-Screw Extruders for development of Powder Coatings ....4 • •• Degradation Tests – a New Test Procedure to Examine Polymers
and Antioxidants ................................................................................................4 •• The Influence of Alkali Sulphates on the Fluidity of Cement
Pastes Containing Superplasticizer......................................................................5 •• Small Scale Twin Screw Extruders for Polyolefin’s Compounding..........................6 •• Flexibility in Polymer Research ............................................................................6 •• Use of Bench-Top Twin Screw Extruders for Development of Powder Coatings ....6 • •• Big Brother for Films ..........................................................................................7 •• Film Inspection – A Question of Location............................................................7 •• The Embedded Solution as a Symbiosis of Intelligent Hardware and Software ....7 • • •• Optical Scanning Solutions for Quality Control in the Polymer Industry................8 •• Controlling Enzyme Reaction ..............................................................................8 • • •• Rheology of Pharmaceutical Suspensions............................................................9 •• Conductivity Measurement for Rubber Compound Qualification..........................9 • • •
Application of Liquid and Solid Rheological Technologies to the • Textural Characterisation of Semi-Solid Foods ....................................................9 •• Cryopreservation of Mammalian Oocytes and Embryos ......................................9 •• Thermo Electron Circulators for use with ABBE Refractometers ..........................9 •• New Series of Industry Application Notes..........................................................13 • •• Helpful Data for Tests with Extruder Sensors ....................................................15 •• Measuring Coatings ........................................................................................15 •• Industry Applications for Building and Construction Industries - Aggregation ....16 •• Industry Applications for Chemical and Allied Industries - Substrate ..................16 •• Industry Applications for Building and Construction Industries
Application Reviews• In-Line Viscometry and Rheometry …The Options ............................................10 •• Applications for Pilot Scale Twin Screw Extruders..............................................11 •• Study of Starch Gelatinisation in a Flow Field Using Simultaneous
Rheometric Data Collection and Microscopic Observation ................................12 • •• Residence Time Measurements in Bench Top Twin Screw Extruders ..................12 •
Testing the Flow Behaviour of Two Batches of a Ceramic Injection • Moulding Compound ......................................................................................12 • •• Contribution to the Assessment of Some Rheological Properties
of Wheat Gluten ..............................................................................................12 • •• Measuring the Effects of Gels Upon Mouth-Feel ..............................................12 • • •• Characterisation of Ceramics Using Rheology ..................................................13 •• Strategic Highway Research Program (SHRP) and the Measurement of Bitumen13 • •• Characterisation of Pressure Sensitive Adhesives (PSA- Systems) ......................13 • •• Prediction of Flow Behaviour in Adhesive and Sealant Applications
Using Different Rheological Measuring Techniques............................................13 •• Measurements on Selected (Semi) - Solids in a Wide Temperature Range
Using New Solid Clamps ..................................................................................14 •• Examining the Fusion and Degradation Behaviour of PVC Dry Blends ..............14 •• The Influence of Two Different Types of Carbon Black on the Flow Behaviour
of a SAN Masterbatch. ....................................................................................14 • •• Ceramics – Compounding of Feed Stock with PTW16XL
and Sample Production with HAAKE MiniJet ....................................................14 • •
The influence of thickeners on theapplication method of automotivecoatings and paper coatings –rheological investigationsKey Words: paper coatings, automotivecoatings, misting, elongational viscosity,HAAKE CaBER 1.
Spraying automotive coatings and theapplication of paper coatings are industrialprocesses, in which elongational flows play animportant role. As a result, the applicationbehaviour of these fluids often cannot besufficiently characterised with traditional shearexperiments. Products with similar shearviscosities can have very different elongationalproperties. With the HAAKE CaBER 1
the filament diameter as a function of time.Different break-up times are desirable,depending on the application. Whenautomotive coatings are sprayed, short break-up times are advantageous in order to obtainthe finest possible drop distribution. Whenpaper coatings are applied with rollers,spraying and “misting” should be preventedas much as possible, which means thatformulations with long break-up times areadvantageous.
A full copy of this paper is available byquoting reference no: V-206
extensional rheometer, a liquid filament iscreated that is stretched under the influenceof surface tension. Using the decrease in thefilament diameter as a function of time andthe life of the filament, it is possible tocharacterise the elongational behaviour of lowviscosity to pasty liquids in a simple way. Therheological properties of typical water-basedautomotive coating and paper coatings aredetermined by the thickeners used and theirinteractions with the other recipe components.In this experiment, different types ofthickeners display a characteristic decrease in
Application Notes
Correlation of misting during printingwith extensional rheologicalinvestigations on offset printing inksKey Words: coating, elongationalviscosity, misting, offset printing ink,HAAKE CaBER 1
The tendency for misting on offset printinginks was examined on two samples using therotational rheometer HAAKE RheoStress 600and the extensional rheometer HAAKE CaBER 1.
The results for the amplitude and frequencycurve, the creep and recovery test and theflow curve measurement with the rotationalrheometer do not correlate with mistingduring printing.
With the extensional rheometer, it waspossible with the aid of the filament break-uptime to easily and quickly draw distinctions
between different tendencies for misting withoffset printing inks.
A full copy of this paper is available byquoting reference no: V-208
Sequence of a CaBER measurement:filament formation (a),filament necking (b,c) & filament break-up (d).
Optimising and forecasting the filling behaviour of coatingsKey Words: coatings, filling process,extensional viscosity, filament lifetime,temperature dependence, stringiness,HAAKE CaBER 1.
Two coatings, which showed differentstringing behaviour when filled into containersduring a production process, have beeninvestigated with the HAAKE CaBER 1extensional rheometer. It was shown that thefilament lifetime as measured corresponds
directly with the behaviour seen in theproduction process. By changing theprocessing temperature, the behaviour of theproblematic sample could be optimised.
A full copy of this paper is available byquoting reference no: V-211
The HAAKE CaBER 1 is available for instrument evaluation or contract testing.
HAAKECaBER 1
Laboratory Report
Use of bench-top twin-screw extrudersfor development of powder coatingsKey Words: powder coatings, extruder,twin-screw, bench-top.
Twin-screw extruders are widely used fordispersion of pigments and additives intothermosetting resins for the manufacture of
powder coatings. This paper outlines themanufacturing process for thermoset powdercoatings and the availability small-scale twin-screw extruders together with a range ofancillary equipment, to assist the powdercoating producer in development, sample
Laboratory Report
Degradation tests – a new test procedure to examine polymers and antioxidantsKey Words: Small sample mass,degradation, antioxidants, HAAKEMiniLab
Degradation of polymers, i.e., main chainscission, seriously impacts the processabilityand optical and mechanical properties of theend product. Commercial plastics containadditives and antioxidants to minimise the
Quality control tests of polymer thermalstability usually are conducted without a meltmixing process despite the effects ofdegradation. This is especially true when thepolymer is expensive and even small amountsof the material cannot be wasted.
A full copy of this report is available byquoting LR-52
effects of degradation caused duringprocessing. Even with the use of thesesubstances, transport phenomena, includingmigration of additives, gas and vapourpermeability, oxygen absorption anddistribution of the additives, influence thekinetics of thermo-oxidative degradation, andstabilisation.
A large number of application and laboratory reports are available free from Rheology Solutions.A complete listing of these is available by application – industry classification at
www.rheologysolutions.com/techarticles.html
preparation, colour matching and testing ofthe product. It also describes the element ofheat transfer in scale-up from laboratoryextruders to production plant.
A full copy of this report is available byquoting LR-50
The influence of Alkali Sulphates on the fluidity of cement pastes containing Superplasticizer
Along with strength and durability, theworkability is an important property ofmineral based materials like concrete, mortar,plaster etc. Up to now, this property is oftenstill estimated or determined in a veryheuristic way with spread tables or slumpcones. In the last few years the developmentof new additives like stabilisers andsuperplasticisers has led to new constructionmaterials like ultra high strength concrete orself compacting concrete. For these newmaterials formulation design and anunderstanding of the rheological propertiesfor material handling and transportation isneeded. In praxis there are a lot ofcompatibility problems between the modernadditives and the classical binders like cementand gypsum. You must also regard thatbuilding materials like cement paste, mortar,or tile adhesives are, unfortunately, not onlynon-Newtonian but also dependent on timeand shear history.
Hana Kucerová, University of Technology,Brno, Czech Republic (in cooperation withChristiane Rößler, Bauhaus University Weimar,Germany) conducted a research project on theinfluence of K2SO4 in the rheologicalproperties of cement paste withsuperplasticizers (SP). The workability loss ofcement paste containing SP due to the alkalisulfates is often described only by theadsorption of the SPs on the surface of thecement particles. The research project wasrealised with one Cement (CEM I 52,5R), fourdifferent K2SO4 concentrations between 0 and0.29 mol/l and three SPs. Two based onpolycarboxylate esters (PCE), and one onnaphthalene sulfonate condensates (NSF). Thewater/cement ratio was 0.39, the SP dosageconstant 1.5%. The adsorption of the PC wasmeasured by TOC analysis of the poresolution, the syngenite and C3A content by X-ray diffraction analysis.
Results:Superplasticizer Adsorption (Method: TOC):• addition of K2SO4 decreases SP adsorption
The rheological behaviour (Method: Viskomat
NT*) of cement pastes is controlled by:• quantity of syngenite formed• adsorption behaviour of superplasticizers• reactivity and amount of C3A
Microstructure and Phase composition ofcement pastes (ESEM):• 0.85 % K2Oaq results in significant
quantities of syngenite• syngenite content > 1%: significant
influence on the fluidity of cement pastes• superplasticizer influences the syngenite
formation specifically PC typesuperplasticizers decrease the quantity ofsyngenite.
• changes in the morphology of syngeniteand ettringite due to SPs addition couldnot be detected
Authors:Ing. Hana KucerováBrno University of TechnologyInstitute of Building Materials & ComponentsVeveri 95, 66237 Brno, Czech [email protected]
Ing. Christiane RößlerBauhaus University WeimarFaculty for Civil Engineering, F.A. FingerInstitute for Building Materials ScienceCoudraystraße 11a, 99421 Weimar, [email protected]
(*) Note: Viskomat NT is a rotationalviscometer and a brand name of SchleibingerGerate GmbH.
Figure 1 Figure 2
Figure 1 and 2 show the shear resistance at a constant shear rate over time, measured with theViskomat NT*, with (figure 1) and without (figure 2) SP of the PCE type. It can be shown thatthe shear resistance increases with the K2SO4 dosage with and without SPs.
Figure 3 Figure 4
Figure 3 and 4 show the different structures in the cement paste with and without K2SO4,scanned with an environmental scanning electron microscope. In figure 3 the needlelikesyngenite crystals can be seen. In accordance to the rheological measurements with theViskomat NT* it could be shown, that the workability loss of cement paste with K2SO4 is mostlybased on the growth of syngenite. The extent of syngenite growth, is influenced by the SPs.
Use of Bench-Top Twin Screw Extruders forDevelopment of Powder Coatings
Twin-screw extruders are widely used fordispersion of pigments and additives into
Twin-screw extruders are widely used fordispersion of pigments and additives intothermosetting resins for the manufacture ofpowder coatings. This paper outlines themanufacturing process for thermoset powdercoatings and the availability of small-scaletwin-screw extruders together with a range of
PRISM TSE 36 PC Powder Coating Extrusion Line
ancillary equipment, to assist the powdercoating producer in development, sample preparation, colour matching and testing ofthe product. It also describes the key elementof heat transfer in scale-up from laboratoryextruders to production plant.
A full copy of this paper is available byquoting reference no: LR50
Application Notes
Small Scale Twin Screw Extruders for Polyolefin’s Compounding
This paper outlines the process forcompounding additives into polyolefin’s anddescribes the application of small twin-screwextruders to melt-mixing polyolefincompounds.
Twin-screw design and the conflictingdemands of torque and free volume will beexplained and, the critical factors for areliable scale-up to production plant will beconsidered.
Finally extruders for both productdevelopment and quality control will bedescribed, for use with samples as small as100 g, up to production rates of 400 k/hr.
A full copy of this paper is available byquoting reference no: PRISM-003
Having compounded the ingredients to give the required properties, the melt mustbe converted into a useable product.
The simplest method is to extrude as strands,
cool in water, blow off the water and cut the
cooled strands into pellets.
Flexibility in Polymer ResearchAnsgar Frendel, Matthias Jährling,Thermo Electron CorporationKarlsruhe, Germany
Material Testing. In every industry today, timeto market is decisive. A short time to market isclosely linked to the capability to react flexiblyto market requirements. In this context,careful testing of a product, even at thebeginning of its lifecycle is absolutelynecessary.
The polymer industry provides a clearillustration of the reasons for measuring andtesting new products at an early stage. Plasticis a material in whose developmentmeasuring tools that are able to give soundmechanical characteristics are used at an
early stage. These parameters significantlyinfluence the production and processing ofpolymers.
Process-relevant features, such as fusioncharacteristics, impact of additives,temperature and shear stability, anddynamical viscosity under shear action, arethe key factors influencing the development ofnew polymers. Another way to optimizetechnological parameters in the plasticsindustry, to generate test specimens or tocheck viscosity, dispersion or plastifyingcharacteristics during quality inspections ingoods’ entry and output is process simulationin the form of compounding and extrusion ofblocks, profiles or foils in combination withrheological or visual measurements.
One approach to developing production-oriented measuring instruments is toreproduce production equipment in midgetsizes, which require only kilograms in the testbed or even grams of a material in thedevelopment lab instead of tons inproduction.
Thermo Electron Corporation was among thefirst providers of commercially availabletorque rheometers with processingattachments such as kneading unit andextruder (product line by HAAKE). Today, thistest system is a digitized measuring systemfeaturing sophisticated computer control.
A full copy of this paper is available byquoting reference no: HA029.
Film Inspection – A question of LocationOliver HissmannOptical Control Systems GmbH
In-line Production Control.Film inspection systems support the filmmanufacturer in the objective quality controlof their products and in process optimisation.When integrating such a system, the questionarises of where to install it: should it be
located in the extrusion, laminating or cuttingsection? Each variation has its advantages.
The customer expects perfect quality. The filmmanufacturer wants to make optimum use ofhis production lines. Reason enough tointegrate a film inspection system in the filmproduction line. After all, without such asystem, it is almost impossible to obtainobjective information about the quality of the
manufactured film. Once the decision hasbeen taken to install such a film inspectiondevice, the question arises of where to put it:what is the ideal location within theproduction line? Should the system bepositioned in the extrusion, laminating(finishing) or slitting (slittery winder) section?
A full copy of this paper is available byquoting reference no: OSC-003
Application Notes
Big Brother for FilmsOliver HissmannOptical Control Systems GmbH
Surface Inspection.There is a general trend in on-line analysis ofplastic films for self-learning, “intelligent”systems as part of higher-level qualityinformation or production data acquisitionsystems. With these systems, film producers
can monitor the quality of their productscontinuously and objectively and thereforeoptimize the production process itself.
Is it a fly, a gel or a tiny hole in the film?Modern surface inspection systems willimmediately detect and identify surfacedefects in plastic film. High-performancecameras, fast data transmission and adaptivesoftware allow comprehensive and objective
on-line monitoring of plastic film and helptroubleshooting. Producers benefit with areduction in machine downtimes, raw materialsavings, optimized compounding andimproved customer loyalty due to guaranteedquality.
A full copy of this paper is available byquoting reference no: OSC-001
Application Notes
The Embedded Solution as a Symbiosis of Intelligent Hardware and Software
Oliver HissmannOptical Control Systems GmbH
Film Inspection.The concept of the embedded solutioncombines the advantages of CCD line-scancameras with those of traditional client/serversystems, while offering greater standarisation,better performance and lower costs. Alongwith practical examples, a cost estimate forsuccessful integration of inspection systems isgiven.
Intelligent camera systems are characterizedby the fact that the evaluation unit is
integrated into the housing. Thus results acompact component that is connected to theserver by an Ethernet bus. A distance of 100m between the camera system and the server(industrial PC) can be bridged with thisconcept. The server visualizes the errors,documents them in memos and/or a database and gives alarms (control alarmlamp/horn or labeling machine). Dataevaluation takes place via programmablehardware components, eg. Flex design ordigital signal processors (DSP). This makesthese camera systems relatively inflexible inrelation to specific customer requirements. Atthe same time the cameras also have onlylimited calculation capability and thus make
buffering of only a few defect patternspossible, for instance, whereas with otherconcepts up to 1000 such patterns can bebuffered per second. Finally, special camerasare involved that are built only in smallnumbers for this area. The development pacefor these systems is accordingly low. Thisshows for instance in the availability of datarates and line lengths. The camera systemsused are only 40 MHz and have at most 4096pixels; current standards are 120 MHz and6144 to at most 8192 pixels.
A full copy of this paper is available byquoting reference no: OSC-002
Optical Scanning Solutions for Quality Control in the Polymer Industry
The polymer industry has long been interestedin finding new and reliable methods forQA/QC enhancement. Polymer processing ingeneral has three major areas of crucialinterest to the quality control engineer. Thefirst is dry blend production, in whichplasticisers, fillers, stabilisers, lubricants etcare added to the polymer powder. This isusually done with high speed mixing devices,and the resulting blend may be fed directly tothe extruder through its hopper, or made intopellets for easier handling, and then fed tothe extruder. During the initial feeding,mixing and pelletising operations it is notunusual for impurities to be introduced into
the blend, either through lower than expectedpurity of the ingredients, or from theenvironment, especially in the case of systemswhich are not fully enclosed, or which mayhave had a different recipe in the mixer,hopper or extruder previously and which werenot suitably cleaned prior to the nextproduction run. The presence of impuritiescan cause difficulties in processing later in theprocess, leading to poor quality productleaving the screw tip of the extruder. Thismay be manifested by irregular episodes ofhigher or lower than expected powerrequirements in the extruder, or by visibleimpurities and defects in the final product,
such as fish eyes or discolouration. Thisarticle reviews quality control and productdevelopment possibilities using non-intrusivedetection techniques. The techniquesreviewed in this note are the optical and nearinfra red scanning systems and software suchas those developed by Optical ControlSystems GmbH (OCS) for both feed andproduct quality analysis, as well as the highlyinstrumented extruders and take off systemsavailable to engineers and scientists today.
A full copy of this technical note is availableby quoting reference no: Rheo023-TP
Application Note
Controlling Enzyme Reaction Toni KölbliThermo Electron Corporation Karlsruhe, GermanyAbstract
Controlling temperature is crucial for enzymereactions as too high a temperature can bringa reaction to a complete stop. ThermoElectron Corporation’s HAAKE Phoenix IIheated circulator baths allow technicians tocontrol temperature during enzyme reactions.
Enzyme Reactions andTemperature Control
Enzyme reaction technology is used for a widevariety of analytical applications, including lifescience, food and beverages, and agriculture.In addition to variables like pH and enzymeconcentration, temperature control is one ofthe most important factors in these reactions.
All chemical reactions speed up astemperature is raised. According toWorthington-Biochem’s “Introduction toEnzymes,” a ten degree centigrade rise intemperature will increase the activity of mostenzymes by 50 to 100%. The text goes on toadd, “Variations in reaction temperature mayintroduce changes of 10 to 20 percent inresults.”
However, temperature above the enzyme’soptimum (that is, where an enzyme exhibitsmaximum activity) can abruptly render anenzyme ineffective. At this temperature point,the kinetic energy of the enzyme and watermolecules is so great that the structure of theenzyme molecules is disrupted.
Systems used to control enzymes temperaturemust have the ability to:• React quickly and accurately.• Remain accurate at the indicated
temperature over a long period.• Have a recirculation pattern in the bath
which is equal around the surface of thebath.
Controlling Temperature withHAAKE Circulator Baths
In standard temperature control baths, theapproach to reaching the correct temperatureis often too fast and results in “over-shoot”.In a sinusoidal way, the temperature swingsaround the set temperature before it becomesstabilized. This overshoot may influence theperformance of the reaction and may evenstop it completely.
The effect of temperature on enzymecatalysed reactions: The velocity of a chemicalreaction increases with increasingtemperature (A) but because of the increasingdenaturation of the protein, the proportion ofthe active enzyme falls (B). These twoprocesses result in the characteristictemperature profile of an enzyme (C).
HAAKE Phoenix II circulator baths eliminatethe problem of overshoot. Basic in its designis the FuzzyStar software, which allows thecooling step and the heating step to worktogether. The Phoenix II’s temperature sensoris placed in the bath, allowing the differentcycles react quickly to temperature changes –and preventing the bath’s contents fromgoing over the set temperature. In addition,the unit’s circulation pump assures eventemperature conditions throughout the bath,guaranteeing high precision and lowturbulence.
The HAAKE bath’s single screen display with a“wide angle” view allows users to set thesystem in any of six languages, including SIand common standards such PSI or °F, using asimple command structure.
Storing sample preparation data is easilyaccomplished via the Phoenix II’s threecommunication ports. The unit can beconnected to a wide range of external controls via an RS232/RS485 and/or SiemensProfibus interface, allowing users to trackapplication performance and making it easyto exclude the temperature control step as avariable when looking at the results.
The Phoenix II’s compact design, user-friendlysoftware and reliable temperature accuracymake this an ideal unit for any lab conductingenzyme reactions.
A reprint of this paper is available by quotingreference no: TC05-02e
Application and Technical ArticlesRheology of PharmaceuticalSuspensions
The rheological behaviour of pharmaceuticalsuspensions influences a wide range ofapplications, like production, bottlingprocesses and storage.
In addition to the actual medicinalcomponents, often only available in milligramamounts, a drug contains a number ofadditives which give the preparation itsrequired form (eg: tablets, solution, gel,emulsion).
Many pharmaceutical products are producedin the form of a suspension. Suspensions areusually dispensed in bottles or sachets and aretaken from a spoon. The rheological propertiesof both liquid and semi-solid pharmaceuticalproducts are important for the bottling process(pumps, dispensers) and for the selection ofsuitable packaging. For example, a nose sprayneeds to demonstrate a certain viscosity sothat the active ingredient can be applied via aspray. Similarly, all products that areadministered by drops (eg, eye drops, eardrops) must drop out of the bottle slowlyunder the effect of gravity. With suspensionsthere is also the question of storage andtransportability. The sinking of solid particles isnot usually desirable. Even without the bottlebeing shaken prior to use, the solid particlesshould be evenly distributed throughout theliquid and remain suspended. That is whystabilisers are added to a medicine in the formof polymers to give the product its requiredproperties. During extensive tests, employingthe shaking of the products as well astemperature changes, the newly developedmedicines were divided into stable andunstable products.
A full copy of this paper is available byquoting reference no: V-216
Laboratory-scaled mixers (such as the HAAKEPolyLab System) have been in use in therubber industry for a long time. They treatsmall rubber samples and allow the testing ofelastomers with respect to their behaviourduring mastication and how compound
ingredients change the processability.
The conductivity of rubber compounds as ameasure for dispersion of carbon black is mostimportant.
High quality standards of elastomers, theircompounds and final products have to berealised at the lowest possible price, becausethe competitive situation and the requirementshave increased extremely during recent years.This leads to the necessity of optimising thedevelopment process from the compounddesign to the presentation of the newproducts. As a result, more and moremanufacturers have started to bringcompound development and processing closertogether and are actively looking for methodsto link laboratory-scaled test results withproduction experience.
A full copy of this paper is available byquoting reference no: LR-46e
Application of Liquid and SolidRheological Technologies to theTextural Characterisation of Semi-Solid Foods
Keywords: Texture profile analysis, TPA,rotational rheometry, taste panel, hardness,cohesiveness, elastic quality, viscoelasticmoduli, complex viscosity.Rotational rheometers and texture analysersare commonly used to test liquid and solidsamples respectively. This paper explores dataprovided by a texture analyser and arheometer compared with that provided by atrained taste panel for semi-solid food.
Associations are shown to exist for fourdifferent types of cream cheese with respect tothe findings of a taste panel, rotationalrheometry and Texture Profile Analysis (TPA).Hardness, cohesiveness and adhesiveness arediscussed for both taste panel and TPA. Goodrelationships were found between thesetechniques for hardness and adhesiveness,cohesiveness exhibited a less satisfactorycorrelation. In the case of the rheometer, yieldstress, complex viscosity and viscoelasticmoduli were measured. Yield stress was foundto relate to hardness and adhesiveness, andcomplex viscosity and viscous modulus hadrelevance for cohesiveness. Elastic modulus,
measured by the rheometer, and TPA elasticquality also correlated well. The relationshipsbetween textural measurements andmicrostructural engineering of the productshave been discussed. The presence ofvegetable gums, in particular addition of guarin instances where fat content is low canreduce the textural impact of the fat removal.The effects of high levels of calcium inspreadable products can be reduced by theaddition of citric acid, which has been shownin the past to solubilise colloidal calciumphosphate.
Combining instrumental techniques with ataste panel can increase the efficiency productquality assurance and design.
A full copy of this paper is available byquoting reference no: Rheo049
Cryopreservation of MammalianOocytes and Embryos
Cryopreservation of bovine embryos hasbecome a standard method of commercialembryo transfer. The process requires atransportable unit that offers all theadvantages of a large-scale, high performancelaboratory cryostat used for research purposes.Thermo offers several cryostats that are idealfor this application.
A full copy of this paper is available byquoting reference no: TC05-03e
Thermo Electron Circulators foruse with ABBE Refractometers
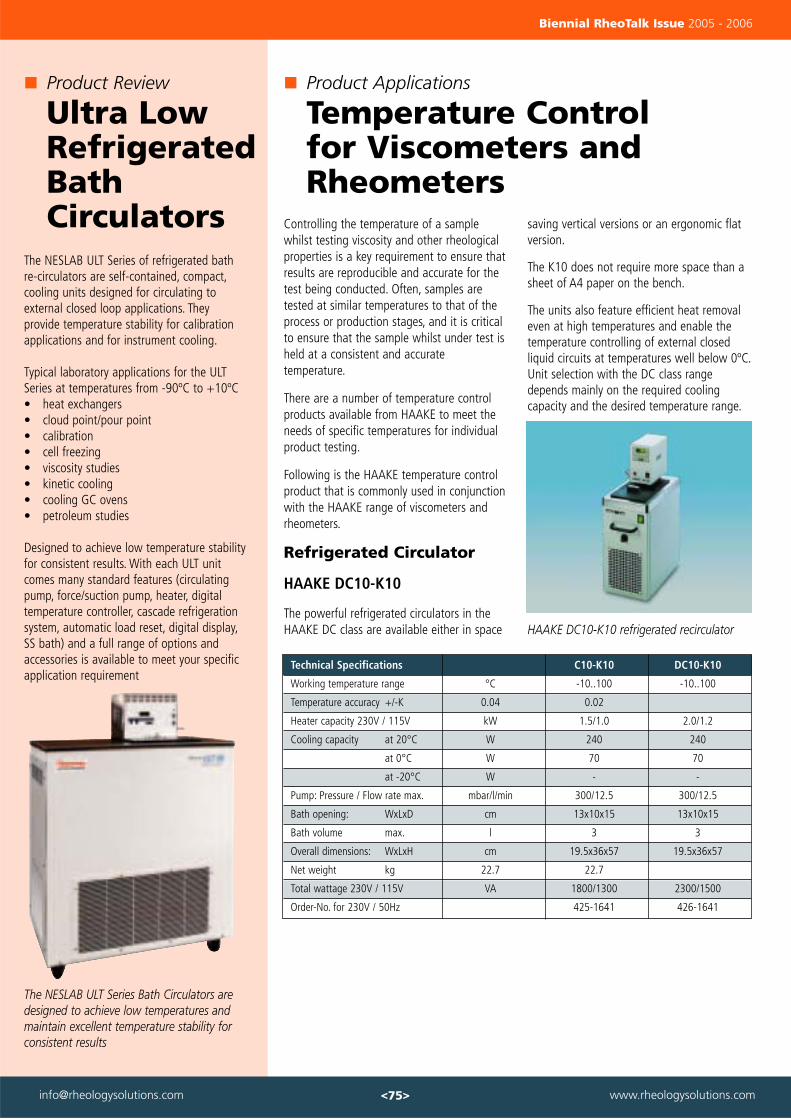
Accurate refractrometric results can only beachieved by stabilising the temperature duringmeasurement. ABBE refractometers combinedwith a HAAKE DC10-K10 or HAAKE DC10-P5/U circulator deliver reliable results forquality control laboratories.
Combining a precision ABBE refractometerwith a compatible and accurate external liquidtemperature control system will ensure preciserefractive index measurements.
A full copy of this paper is available byquoting reference no: TC05-01e
IntroductionThe need for in-line measurement of viscosityand other rheology related parameters haslong been a requirement for many industries,including those as diverse as coatings, food,polymer, mining etc. Rheological propertiescan help a production engineer to evaluatethe quality of the product in the process withrespect to a predetermined criterion.
On-Line MFIIn particular for the polymer industry, MeltFlow Index (MFI) is an often-used criterion forquality control, and this can now be achievedon-line, using the HAAKE PCR. The PCR isspecifically designed to provide the user withregular information on the MFI of a productduring the production process, without theoperator having to take a sample off-line, tothe laboratory for assessment. Productiontime and potential reprocessing of out-of-specproduct can be minimised.
On-Line QC ViscosityMeasurementOn-line, single-point viscosity and temperaturecan be continuously monitored using theMarimex suite of torsional probes. Theseprobes can be used in almost any industry,from low viscosity applications like someliquid foods or mining slurries, through tohigh viscosity applications, like pastes,concrete, and polymer melts. These probesoffer the opportunity for the process engineerto continuously monitor the process as itimpacts on the material viscosity, and they
can be used in conjunction with most PLCcontrol systems and can be easily mounted ineither a tank or in a pipe. They measure asingle point viscosity (i.e. the viscosity at asingle shear rate, of approximately 4s-1),which will deviate according to the flowproperties of the material in the vessel orpipe. User defined temperature and viscosityQC criteria can be input so that out-of-specmaterials are quickly detected.
On-Line Viscosity Curves forExtrusion ApplicationsA fuller definition of the material flowingthrough an extruder is often required. Formost polymers and some foods, a pumpcombined with rheology dies can be placed atthe end of an extruder, to provide a full flowcurve for the material (i.e. viscosity data for awide range of shear rates). This allows a fullpicture of the flow behaviour to be knownduring production, and so the suitability ofthe product for flow through a nozzle (highshear), into a mould (medium shear) and tofill the edges and corners of the mould (lowshear) can all be determined using one on-line piece of equipment. The rheology diesand melt-pump assembly is known as the
HAAKE ProFlow. It is also possible to use aspecial extensional die in the HAAKE ProFlowassembly to provide relative extensionalviscosity in cases where, for example, fibrespinning or other applications where the flowfield is dominated by extensional forces occur.
On-Line ViscoelasticMeasurementsIn some cases, steady shear viscosity, like thatmeasured in the Marimex ViscoScope orHAAKE ProFlow systems is not as importantas the viscoelastic properties of the materials.These properties, the viscous and elasticmoduli and the complex viscosity provide uswith information about the relativecontributions of solid- and liquid-likecomponents in the material to how it willflow and recoil. There now exists a HAAKEPiezo Axial Viscometer (PAV), which canmeasure these properties continuously on-line. The user is informed at all times duringthe process about how the product isperforming with respect to the viscoelasticflow properties, and QC variables, like thecrossover point of the moduli (GC), or thepolydispersity index (PI) can be used inconjunction with these measurements toevaluate the product during production.
Conclusion – The OptionsAs a result of these many innovations, asuitable on-line solution can be offered formost applications, regardless of the type ofindustry. Either a simple change in a setvalue can be monitored (HAAKE PCR, orMarimex ViscoScope), or a more completepicture of the material flow properties ispossible (HAAKE ProFlow or HAAKE PAV),depending on the specific requirements of theuser.
Powder Coating - Bench-top twin-screw extruder and production-scalemodular twin-screw extruder
PRISM TSE 16 PC - Bench-toptwin-screw extruder andancillaries
Small-scale continuous processing forresearch, development, colour matching andquality control in the powder coatingsindustry. The PRISM TSE 16 Powder Coatings(PC) twin-screw extruders are bench -topunits pre-wired with a manual control panel.The open-barrel design promotes single screwremoval and easy, efficient cleaning.
The PRISM TSE 16 PC extruders are designedfor bench-top operation. The horizontally-splitbarrels are quick to open, giving easy accessto screws and process contact surfaces forcleaning and configuration changes. Thebarrel has additional ports for feeding solidsand liquids, or for venting.
A simple, manual control panel housescontrols and instruments to operate theextruder and feeders. A PLC-controlled versionwith touch screen operator interface is alsoavailable.
Low maintenance, brushless variable speedAC motors drive the screws at up to 500 rpm.Available in different barrel lengths of 14:1and 24:1, the PRISM TSE 16 PC is suitable forresearch, development or small-scaleproduction.
PRISM TSE 36 PC - Production-scale modular twin-screwextruder
Flexible and reliable powder coating extrusionat outputs up to 350 kg/hr. The PRISM TSE 36Powder Coatings (PC) twin-screw extruderfeatures a segmented screw configuration andmodular open barrel design to handle a fullrange of formulations. Each barrel segment isheated and cooled separately for preciseprocess control.
The PRISM TSE 36 PC twin-screw extruder isideal for small-scale production. A horizontallysplit barrel, 28:1 L/D, is hinged for easy accessto the screws, and the screws themselveshave a simple removal device for quick andeasy cleaning or configuration changes.
Simple controls may be mounted on theextruder or in a separate free-standingcabinet. A colour touch screen interface canbe added for standard data logging with theoption to download to a remote computer forarchiving and analysis. These controls includerecipe storage to pre-set extruder parametersfor repeatable process conditions. Each barrelsection has independent temperature controlwith PID logic to give precise temperaturesand save energy.
A low maintenance brushless 22 kW motordrives the screws at up to 750 rpm. An optionfor 30 kW at 1000 rpm screw speed isavailable.
Applications:Powder coatings, Thermosets and Resindevelopment
Pharmaceutical twin-screw extrudersand ancillaries for continuousprocessing
PRISM PHARMALAB - Pilot scalemodular twin-screw extruder
Small-scale continuous processing forresearch, development and production in thepharmaceutical industry. The PRISMPHARMALAB compounder has PLC controlwith data logging and recipe storage ensuringreliable and repeatable results. Products canbe related back to processing conditions. Thestainless steel compounders are built to GMPstandards with a focus on a clean,streamlined GMP design.
Available in 16 mm and 24 mm sizes, thePRISM PHARMALAB series can be used forresearch, development or production ofpharmaceutical formulations. Additionally, afull range of ancillary equipment is availablefor product mixing, and post-extrusionprocessing.
The horizontally split barrels (up to 40:1 L/D)have a crevice-free, GMP design. Quickrelease clamps give easy access to screws andprocess contact surfaces for cleaning orconfiguration changes. The barrel is modular,with segments available for feeding solids andliquids, or for venting. The variable speed ACmotors are brushless and therefore lowmaintenance.
The touch-screen display is easy to use andeasy to clean. The PLC incorporates dataacquisition with an option to download to aremote computer for archiving and analysis.The controls include recipe storage of presetextruder parameters for repeatable processconditions.
Applications:Melt granulation, Biomedical compoundsWater sensitive products and Medicaladhesives
Materials:Medical polymers, Drug delivery systems andSoft gels
Gelatinisation of aqueous cornstarchdispersions with differentamylose/amylopectin ratios were studied withrespect to their response to the simultaneousapplication of thermal and mechanicalstresses. The study was conducted using acombined controlled stress (CS) rheometerand microscope with camera, allowingvariations of viscosity and microstructure tobe recorded concurrently. The microscopicimages were recorded by the camera, oneimage for each rheological data point. It isthe first time a direct relationship betweenviscosity and physical variation of starchgranules in dispersion has been establishedand directly optically observed for starchgelatinisation in the presence of an appliedshear field. It was found that there are twosteps for starch gelatinisation under theseconditions with regard to the physicaltransition of the starch granules: (1) starchswelling and gradual dissolving and leachingof starch components; (2) rapid dissolution ofa high proportion of the granule. In the firststep the viscosity increased gradually, as thestarch granule was slowly dissolved andmaterials were leached into the water carrier.The granules became almost transparent inthe presence of the applied thermal andmechanical fields and dimensional changes inthe starch granules (swelling) during the latterstages of gelatinisation can not be clearlyobserved. In the second step, the starch
granule disappeared in a short time andviscosity of the aqueous material increasedsharply. The gelatinisation temperature undershear stress, as measured by the CSrheometer/microscope combination is lowerthan that measured by Differential ScanningCalorimetry (DSC) under shear-less conditions.
This paper has been accepted for publicationin the “International Journal for PolymerProcessing”. Copies of the full paper areavailable only from the journal.
Residence Time Measurementsin Bench Top Twin ScrewExtruders
Co-rotating twin screw extruders are widelyused for dispersion of fillers, pigments andadditives into thermoplastic materials. Thispaper outlines experiments on two differentsized twin screw extruders, with resultsshowing the relationships between screwspeed and feed rate and its effect onresidence.
When a new material is developed, it iseconomic and convenient to make initialmixing tests on a small scale, beforeintroducing the product onto a large capacityproduction line. When making a product on asmall scale it is important to understand howdifferent operating conditions will affectproduct control.
A full copy of this paper is available byquoting reference no: LR-55
Testing the Flow Behaviour ofTwo Batches of a CeramicInjection Moulding Compound
In this case when using an MFI tester and amixer sensor, no differences in the batchescould be recognised although problems in theproduction occurred.
One can differentiate between two ceramicinjection moulding compounds samples bysurveying the flow curves provided by theextruder capillary rheometer tests.
A full copy of this paper is available byquoting reference no: LR-21
Contribution to theAssessment of SomeRheological Properties ofWheat Gluten
The production of wheat gluten has increaseddramatically and is expected to continue toincrease. New markets and applications arebeing sought, and this has made it importantto characterize the properties of wheat glutenin order for it to be suitable for differentapplications. A means of differentiating wheatglutens is with rheometry, and the presentpaper attempted assessing some of therheological properties.
Wheat gluten, as a damp gluten or arehydrated dry gluten, is a viscoelasticmaterial that is highly shear and timedependent. Its properties can be modified bychoice of solvent and dispersing agents.
A full copy of this paper is available byquoting reference no:V-16
Measuring the Effects of GelsUpon Mouth-Feel
The use of gels in the food andpharmaceutical industry to alter products,control their consistency, and contribute tothe structure and appearance of the productis enormous. By altering gels one can forexample produce a soft and chewy candy as opposed to a hard candy. These issues arealso important in the pharmaceutical industrysince oral drugs will have a particular mouth-feel associated with their digestion. Childrenprefer a ‘gummy’ consistency whereas adultsgenerally prefer a ‘liquid’ feel.
The question arises, “How can the rheological(flow) properties of gels be characterized”. Itis generally not sufficient to measure flowcurves since they yield no information aboutthe elastic properties of the gel. A bettertechnique is forced-oscillation which directlymeasures the magnitude of the elastic andviscous components.
A full copy of this paper is available byquoting reference no:V-51
An engineer working for a major ceramic R&Dcentre is having difficulties in characterisingtwo different materials. The materials arebasically a mixture of wax and ceramicpowder. The materials are compounded andsubsequently injection moulded.
In order to enhance the characterisation ofceramic materials, as well as many other typesof samples, dynamic mechanical experimentsprovide a very powerful approach. Dynamicmechanical analysis can be used to analyseelastic and viscous material responsesimultaneously.
A full copy of this paper is available byquoting reference no: V-164
Strategic Highway ResearchProgram (SHRP) and theMeasurement of Bitumen
After 5 years if work, the 150 million USDollar project “Strategic Highway ResearchProgram” (SHRP) ended and a report of300,000 pages was present. 50 million USDollars were used to determine the physicaland chemical properties of bitumen andasphalt products. It was also necessary todevelop new measurement methods to specifythe behaviour of the products under realconditions.
To determine the processing behaviour ofbitumen a simple viscosity measurement witha rotational viscometer at 135ºC is necessary.
Using dynamic shear measurements(oscillation), it is possible to obtaininformation about the softness of the asphaltduring application on the pavement; therecovery from deformation at increasedtemperatures; and whether fatigue cracks willoccur at low temperatures.
A full copy of this paper is available byquoting reference no: V-190
Characterisation of PressureSensitive Adhesives (PSA-Systems)
For many industrial products the adhesiveprocedure “gluing“ has gained more andmore importance during the past years.Especially in high-tech applications, e.g. in theautomotive or aircraft construction industriesadhesive joints are replacing the classicaljoining procedures like welding or screwing.
Due to these numerous new applications therequirements on adhesives are becoming more
specialized. This trend for specialization canalso be observed in more traditionalapplications for adhesives like e.g. labels.
The meticulous fulfillment of the existingquality criteria entails high demands on thedevelopment of new adhesive systems. Withthe recipes becoming more and more complexthe evidence of many analytical methodsbecomes rather constricted. In order todetermine application properties exactlyusually very time- and energy consumingempirical tests are necessary binding theworking power of the personnel.
In order to achieve improvements here, manyindustrial firms rely more and more onrheological detection methods thus gainingfast and operator-independent measuringresults. As a macroscopic method rheologydescribes the flow properties of the completesystem. The goal is to determine characteristicvalues from measuring quantities like viscosityand elasticity in order to be able to predictadhesive properties and application behaviors.This report demonstrates on two examplesthat this can be achieved for the behaviorduring processing as well as for the productproperties.
A full copy of this paper is available byquoting reference no: V-153
Prediction of Flow Behaviour inAdhesive and SealantApplications Using DifferentRheological MeasuringTechniques
The demand for high quality adhesive andsealant products continues to increase.Application problems with these products, toname a few, include sedimentation, storagestability, poor processing properties and poorsurface characteristics. Whether it is research,development, process engineering or qualitycontrol, rheology is important in all of thesefields. There are many rheological questions foradhesives and sealants used in a wide varietyof applications. Modern rheometers provideanswers to many questions that helpcustomers solve product problems.
Rheometers, with a wide range of testingprocedures, can simulate application processesand characterize a material’s suitability forthose applications. The resulting data can beinterpreted and correlated with applications topredict requisite material properties or showdirections and ways to change the processesor the materials.
A full copy of this paper is available byquoting reference no: V-161
Application Notes
New Seriesof IndustryApplicationNotes -
Available end February 2006
Often industries must overcome problemsrelated to (and often dominated by) theflow properties of their product, thoughthe relationship between these propertiesand production related issues are notalways immediately apparent.
It is the purpose of these series of articles... Tim's Top Tips, to help illuminate theissues faced by the industry, how theyrelate to the flow properties of theproblem materials and how they can besuccessfully measured and controlled witha view to better processing.Each note focuses on commonlyencountered measurement issues andsuggests solutions for solving thesechallenges. Each application note includes:working definitions, background anddiscussion comparing current testingprocedures and methods and summarisesthe measuring techniques in a comparisontable by method/instrument used.
These notes are available free on request.• Tim's Top Tips for Surface Coatings...
covering: Shelf Life, Flow and Leveling,Misting, and Mixing and Blending
• Tim's Top Tips for Polymer Industries...covering: Compounding, Processability,Shark Skin, and Die Swell
Already in the series Tim’s Top Tips for Food Industries covering:Mouthfeel, Shelf Life, Processability, andCohesiveness
Register now to receive your copies of Tim's Top Tips for the industryof interest.
Powder Injection Moulding is a useful processas a large number of complex products areproduced with short cycle times. Baseproducts are fine ceramics or metal powderblended with binder to form a flowablefeedstock for injection moulding. These twosteps are investigated on a small scale usinglaboratory equipment. In test runs with smalllaboratory compounders the feasibility ofbinder-powder compound can be proved.Binder systems are based on waxes, orPolymers LDPE, PP, POM are used.
Compared to masterbatch compounds thefocus is on highest degree of filling of thepowder, still obtaining a feed stock which canbe used in a moulding process. The “green”parts undergo a heat treatment (sintering).End products are eg: catalyst beads, turbineblades.
Usually laboratory development will check formaxim degree of filling and compatibility orperformance of the binder or polymer.Moreover trials for eg: powder metal alloyseasily can be performed, in order to changethe composition with various components.The HAAKE MiniJet enables quick tests onprocessability. The samples could be sinteredand used for mechanical testing.
A full copy of this paper is available byquoting reference no: LR-56
The Influence of TwoDifferent Types of CarbonBlack on the FlowBehaviour of a SANMasterbatch.
Key words:Torque Rheometer, Mixer Test, Carbon Black
Variations of the filler structure can have adrastic effect on the flow behaviour and sothe processability of polymer compounds.
In the described case a masterbatch producerhad changed the supplier of the carbon black.The new carbon black caused major problemsin production.
The report describes a fast and reliable testmethod to characterise the influence of fillerproperties on the flow behaviour of a polymermasterbatch.
A full copy of this paper is available byquoting reference no: LR-05
Examining the Fusion andDegradation Behaviour ofPVC Dry Blends
PVC dry blends often have the tendency toexhibit greatly differing melt and degradationcharacteristics after undergoing comparativelysmall alterations in the recipe. This can lead toa variety of problems during processing suchas eg: reduced impact strength or thecolouring or degradation of the extrudate.
The PolyLab System offers a quick and reliablemethod of examining these materialcharacteristics.
The aim of the test was to differentiatebetween two PVC compound formulations,which only differ with respect to 0.1%stabliser content.
A full copy of this paper is available byquoting reference no: LR-17
Measurements on Selected(Semi) - Solids in a WideTemperature Range UsingNew Solid Clamps
The controlled test chamber (CTC) is a newtemperature control module for the HAAKEMARS for measurements on polymer meltsand (semi)-solids and combines state of theart technology with easy handling.
For the CTC a unique solids clamp tool hasbeen developed. The concept of the HAAKEMARS with the new CTC and somemeasurements results are shown.
During rheological measurements on polymermelts high normal forces can be observed.These forces are valuable information but canalso cause trouble because they might slightlychange the measuring gap. Following thatthought, compared to its predecessors like theHAAKE RheoStress 600, the HAAKE MARShas been given a different frame design. Apartfrom more space for sample handling oroptional modules this “H” – frame has allforces aligned in one plane and thus offers anapproximately 10 times higher stiffnesscompared to the standard “C” – frame. Thismake the HAAKE MARS the perfectinstrument to measure polymer melts andsemi-solids.
A full copy of this paper is available byquoting reference no: V-220
HAAKE Mars CS/CR modular R&D rheometer
Helpful Data for Testswith Extruder Sensors
The tables in this report summarises thevaluable data and provide a good startingpoint for new developments on new products.Most raw material manufacturers use theCAMPUS database platform for commerciallyavailable grades, also here are general hintsfor processing and the setup of an extruderare given.
The overview focuses on the single screwextruders, for some polymers conical counterrotating twin-screw extruders (CTW) arerecommended. Co rotating parallel twin-screwcompounders (PTW) are indicated whererecommended, but not discussed in detail.Temperature ranges apply, while thecompounding process itself is far morecomplex.
This laboratory report provides informationobtained during laboratory testing and shouldbe regarded as recommendations.
A full copy of this paper is available byquoting reference no: LR-04
Measuring Coatings
This paper was originally published in PPCJ –May 2006, and this extract has beenreprinted with permission from the journal.
Written by Dr Fritz Soergel, Thermo Electron(Karlsruhe) GmbH, the paper describes therheological characterisation of coatings inshear and extensional flow.
A wide range of measurements withviscometers and rheometers is used tocharacterise the rheological properties ofcoatings such as inks, varnishes, dip coatings,paints, dispersions, paper coatings, printinginks, security pastes and powder coatings.
This paper is intended to give a brief overviewof which properties can be measured withwhich tests and which instrumentation isrequired. Besides the well-established shearflow testing in rotation, creep and oscillation,the benefits of extensional testing arediscussed for viscoelastic fluids.In order to keep the quality of coatings on a
high level, continuous quality control isrequired as well as sound knowledge of rawmaterials, processing steps, storage conditionsand application procedures.
Rheology plays a crucial role in each of thesteps which a coating undergoes. Afterdevelopment of formulation, production startswith quality control of raw materials likebinders, solvents, pigments, fillers andadditives. For processing, the componentsrequire the ability of mixing, dispersing,pumping, stirring, homogenising andstabilising. A good coating shows stabilityduring shelf life and transportation withoutsedimentation, flocculation, agglomerationand coagulation. Rheological measurementshelp to select proper dimensions of pipelines,pumps and stirring vessels as well as fillingmachines.
A variety of application processes use highshear rates or high extensional rates – egpainting, spraying, printing, dipping – which isfollowed usually by gravity-driven steps – forexample by leveling in order to obtain a
homogeneous film with good properties intexture, appearance and protection of thecoated substrate.
While stability during shelf life and propertieslike levelling or sagging are best characterisedby a controlled stress (CS) measurement, thevarious shear rates of stirring, pumping,filling, and painting are well represented incontrolled rate (CR) measurements. Creeptesting is performed in CS mode. Gelation,cross linking and curing are best recordedwith oscillatory measurements in controlleddeformation (CD) mode while amplitudesweeps as well as frequency or time sweepscan be performed in CS as well as in CDoscillatory mode.
In order to understand the extensionalprocesses in printing and roll coating as wellas in dies for filling, spraying or spray drying,the extensional properties requireexperimental determination.
A full copy of this paper is available byquoting PPCJ-4500 - May 2006
Material Ext. L/D Screws Feeder Special Screw FeedType Compression Configuration Zone
Ratio Coding
LDPE CTW 25D 2:1, 3:1 Met v, i C
HDPE CTW 25D 2:1, 3:1 Met v, i C,A
PE UHMW SSE 25D 3:1 SSF - A
PP SSE 25D 2:1, 3:1 Met - A
Material TS1[°C] TS2[°C] TS3[°C] Die[°C]
LDPE 140 - 160 150 – 165 170 - 200 170 - 210
HDPE 150 – 160 160 – 170 180 – 220 180 - 225
PE UHMW 190 250 275 280
PP 140 –180 160 – 200 210 – 240 210 -240
Table 1a Helpful processing parameters from common polymers
Extruder Type Special Screw ConfigurationCTW = conical counter rotating twin screw i = intensive mixingSSE = single screw extruder v = ventingL/D = length/diameter ratio Feed Cone CodingFeeder Met = metering C = circulator coding (10 - 15ºC)SSF = volumetric single screw feeder A = air cooling (1 - 2 bar)
Table 1b: Helpful processing parameters of common polymers. Temperature profile along theextruder
Industry Applications for Building and Construction Industries
AggregationDefinition: The formation of larger bodiesby the joining of several-smaller ones, causingan increase in apparent volume fraction.
The net result of aggregation can be increasesin yield point and viscosity, and an increase inthe propensity of the solids to settle.Determining the level of aggregation bymeasuring the viscosity and yield point of aconstruction material will provide valuableinformation on the processability of thematerial. The Schleibinger Viscomat NTrotational viscometer will provide informationon the workability of a fine-grained buildingmaterial such as cement pastes, mortar, fineconcrete, and plaster and development ofadmixtures for mortar, concrete and SCC.
For further information on the RheologySolutions for Building & ConstructionIndustries, request a copy of this IndustryInformation Kit
Right: Schleibinger Viscomat NT rotational viscometer
Industry Applications for Chemical and Allied Industries
SubstrateDefinition: The material onto which achemical or coating is applied.
The mechanical strength of a substrate isimportant to the chemical and allied industries for production and processingparameters. Measuring the mechanicalstrength of a substrate requires tensile andcompression testing. The Shimadzu range ofUniaxial Universal Testers is suitable for thisapplication.
For further information request a copy of the Rheology Solutions for Chemical & Allied Industries Industry Information Kit
Industry Applications for Building and Construction Industries
Shrinkage/Expansion
Definition: Shrinkage is the process orresult of becoming less or smaller. Expansionis often caused by heat that is applied to abody, increasing the rate of vibration and thedistance between the molecules and, hence,the space occupied by the body i.e. its volumeincreases.
This increase in volume is not constant for allsubstances for any given rise in temperature,but is a specific property of each kind ofsubstance. The SchleibingerShrinkage/Expansion Unit is designed tomeasure the shrinkage or expansion of fluidbuilding materials and also unstresseddeformation of the sample. Measuring theseproperties is critical for proper design andconstruction using a variety of materials any ofwhich may experience either shrinkage orexpansion.
For further information on the RheologySolutions for Building & ConstructionIndustries, request a copy of this IndustryInformation Kit
Below: Schleibinger shrinkage/expansion unit
News & Views
Laboratory Reports • Recent Technical Activities at Rheology Solutions ..............................................18 •• Rheology Solutions On Show... Flow And Texture Equipment
Demonstrations At FoodPro 2005 ....................................................................19 •• Contract Testing Services – Materials Testing for Manufacturing
and Industrial Applications ..............................................................................20 •• News Solutions Kits for Mineral Slurries, Surface Coatings, Food,
and Polymer Industries ....................................................................................20 • • • •• Service and After Sales Support – Service Engineer, Richard Donaldson ............18 •• New Program – Customer Service & Support Program ......................................45 •• Instrument and Equipment Maintenance –
Calibration & Service Contracts Available..........................................................45 •• New Product Range NESLAB Temperature Control Products ..............................21 •• Industry Focused Solutions – Focus Solutions for Mineral Slurries ......................22 •• New Series of Application Notes – Tim’s Top Tips - Rheology Solutions
for the Food Industries ....................................................................................23 •• Workshop – Optical Scanning for Industry Applications ....................................24 •• Exhibition Review – Ausplas 2005 Exhibition....................................................25 •• Feature Story – Formulation Science and Rheology in Product Development......26 •
Industry Solutions• Solutions for Food Industries – Product Selector Guide for Food Applications
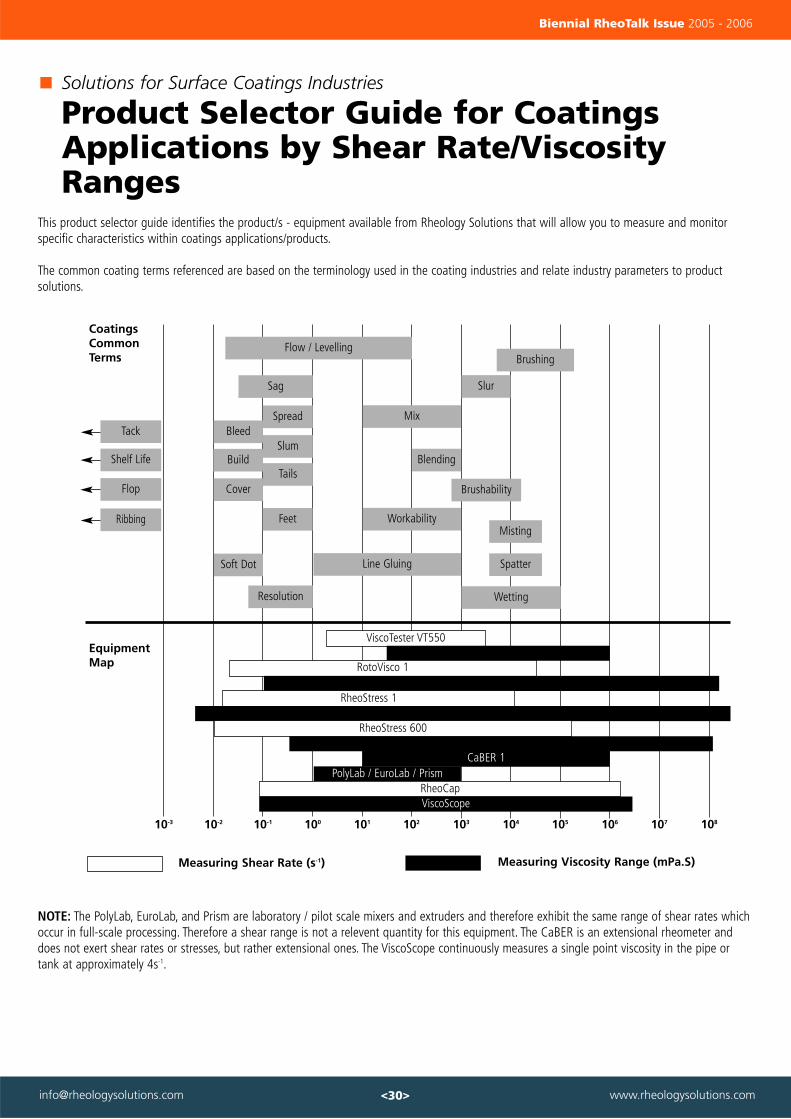
by Shear Rate/Viscosity Ranges ........................................................................28 •• Common Food Industry Terminology ................................................................29 •• Common Coating Industry Terminology ............................................................29 •• Solutions for Surface Coatings Industries – Product Selector Guide
for Coatings Applications by Shear Rate/Viscosity Ranges ................................30 •• Solutions Kits – New Series of Solutions Kits - Available end February 2006 ....32 •• Rheology Solutions Products & Services ............................................................20 •• Rheology Solutions Products For Pharmaceutical, Cosmetic & Allied Industries ..33 •• Solutions for Mining Industries – Product Selector Guide for Mining Industries ......35 •• Common Mining Industry Terminology..............................................................36 •• Common Polymer Industry Terminology ............................................................36 •• Solutions for Polymer Industries – Product Selector Guide for Polymer Industries ....37 •
Company News• New Information Now Available On-Line ..........................................................40 •• Rheology Solutions Goes to KL, Malaysia..........................................................41 •• NEW – Tip’s for Mineral Industries....................................................................45 •• Feature Story – Customer Satisfaction is Key to This Process ............................42 •• New Product – HAAKE DynaMax 1200 & 1700 Dynamic
Temperature Control Systems ..........................................................................43 •• Rheology Solutions Free sample testing offer to test extensional properties ......25 •• Workshop – FREE OPTICAL SCANNING WORKSHOP - Where You Can Run
Your Own Samples & Obtain a Complete Optical Evaluation ............................31 •• Conference Overview – Australian Society of Cosmetic Chemists
ASCC Conference, Geelong, March 2006..........................................................32 •• Technical Information – Industry Specific Materials
Dr. Tim Kealy,Technical ManagerRheology Solutions is involved at all levels inthe measurement and research of flowproperties and rheometry. As a part of thiscommitment to the science, we have beeninvolving ourselves in technical conferences,not only as an exhibitor, but also as technicalparticipants. Following is a summary of therecent past and future conferences and thetechnical work – papers that we have written.
27th Australasian PolymerSymposium (APS)28 November – 2 December 2004, Adelaide.
We presented work examining the effects ofmultiple reprocessing for film grade HDPE.The work involved investigating consequencesof reprocessing HDPE in a pilot twin-screwextruder (TSE) at different screw speeds,process temperatures and feed rates. Theproduct from each TSE pass was consideredby measuring the changes in the melt flowproperties using a rheometer. The resultsshowed interesting behaviour, indicating that
engaging in some collaborative work to verifychanges in MW or MWD, as implied by ourrheometric data, by using an independenttechnique (GPC). If we have this data to hand,we will present it also at the AKRC in Cairns.
See the HAAKE MARS -Modular AdvancedRheometer System at the AKRC.
SCAA/APMF Expom 0517 – 20 August 2005, Melbourne.
In keeping with the theme of the meeting,“The Coating Challenge 60 years and on….”,we will be presenting a paper outlining theadvances in rheometry and rheologicalmeasurements and techniques for thecoatings industries as they have occurred inthe last six decades. This work will outline theprogression of measurement techniques to thecurrent state of the art, and how they havebenefited the coatings industries.
all of the process variables play a part in thethermo-mechanical degradation of the HDPE,and degradation continues with consecutiveTSE passes. The degradation can be followedusing the cross-over point of the mechanicalspectra (G’ and G’’). It is hoped that themean molecular weight (MW) and/or themolecular weight distribution (MWD) can betracked using this technique since it has beenshown in the past that changes in thecrossover point for similar materials can berelated to changes in the MW and MWD.
Australian-Korean Rheology Conference17 – 21 July 2005, Cairns.
At the Australian Korea Rheology conference,we will present the next steps in this work.We have measured the Melt Flow Index (MFI,the traditional industry technique for QC) ofeach of these materials (reprocessed HDPE)and compared its usefulness with the workconducted earlier using the high endrheometer and TSE. Initial results indicatethat MFI, though a good QC measure, can notgive good information regarding the MW andMWD of the HDPE. We are currently
Service and After Sales Support
Service Engineer, Richard DonaldsonRichard Donaldson has been working withand associated with Rheology Solutions PtyLtd for over 5 years and formally joinedRheology Solutions in January 2005. AlthoughRichard was an integral part of our June 2004Polymer Workshops and many of you wouldhave met him them, we are now pleased tohave secured Richard as part of our team inVictoria.
Richard has a career background inengineering, electronics and computers andbrings a wealth of practical experience andknowledge to this role. Richard is based inBacchus Marsh, Victoria and his role willinclude supporting our customer base
nationally, assisting with our workshop andconducting the service and repair work acrossour entire product range offered.
2005 has been a busy year with manycustomers requesting annual contracts whichhas placed Richard at customer sites for 50%or more of his time for some months. Addedto this, Richard had a three week overseastraining course with our suppliers to updatehimself on the new product ranges nowavailable.
Flow And Texture Equipment DemonstrationsAt FoodPro 2005For QA/QC, R&D And Production Areas On Stand No: 6084 By Rheology Solutions
Rheology Solutions will display HAAKEviscometers, a Shimadzu texture analyser, anda Marimex in-line viscometer during FoodPro.These products are of key interest to QA/QC,R&D, & production areas within foodprocessing, ingredient suppliers, andlaboratory staff.
Three of the four items on display will beshown to the Australian food industry for thefirst time at FoodPro. The products on displayare:
HAAKE Viscometers from ThermoElectron Corporation. The Viscotesterseries of viscometers are specifically designedfor fast batch analysis of viscosity forincoming goods. These viscometers willmeasure samples from thick to thin such asoils, pastes, creams etc. Information such asflow curves, yield points, time curves andtemperature curves are available from theseviscometers. This information providesimportant pointers for food performance, andare critical factors for processability andproduct quality.
The HAAKE Viscotester 01 plus is a rotational viscometer with one buttonoperation for quick viscosity tests (measuring principle: relative)
The HAAKE Viscotester 6 plus instrument is a classic rotational viscometer for the fastdetermination of viscosity as defined in ISO2555 and many ASTM standards
ShimadzuTextureAnalyser -EZ Test
Shimadzu Texture Analyser.The EZ Test texture analyser is used toevaluate product quality and tests such ashardness alterations and strength evaluationare important for packaging materials. Dataincluding a food products’ texturecharacteristics like masticability, smoothnessand palatability are available from the textureanalyser and offer a quantifiable result tomeasure finished product quality andconsistency of quality (mouth feel).
In recent years the application of numericvalues to the sense of touch for materials andproducts has become very important. Inparticular, in the food industry, variousevaluations are made for product qualityassurance and the development of newproducts from raw materials through to theproduct packaging materials.
The EZ Test texture analyser has two types ofsoftware (rheometer software and Win AGSLite 2000). A wide selection of jigs open up avariety of applications such as product qualityassurance evaluations by measuring hardnessalterations and strength evaluation forproduct packaging and numerically expressingfood product texture characteristics likemasticability, smoothness, and palatability.
Materials Testing for Manufacturingand Industrial ApplicationsUnit operations commonly encountered intoday’s industrial sectors include mass transferoperations such as pumping, mixing,extrusion, pouring and filling, as well asstorage and final use. For liquids, optimisingthe efficiency of the processes and the qualityof the final product invariably relies on theflow properties of the processed fluid. Energyconsumption by pump or mixer motors,pressure drop in piping, the shape, stability,and quality of final products is dictated inlarge part by the rheological behaviour of theprocessed fluid. Fluid related issues likesedimentation, flotation, time relatedstructural decay or build-up and in caseswhere a solid-like product eventuates, post-solidification issues like strength ofcompression and extension are rheologybased phenomena. These phenomena dependon rheological parameters such as viscosity,visco-elasticity, creep and recovery, thixotropyand yield stress, and solid material propertiessuch as behaviour under various loadingconditions. Liquid extensional propertiesinfluence processes or phenomena such aspouring, filling, tack, misting etc, wherestranding occurs, influencing time, quality orenergy requirements.
assessed. Structural changes under very lowshear (like in the case of storage, gravitysettling, cure etc) or very high shear(pumping, mixing, filling etc) are possibleusing the advanced equipment and sensorsavailable at the laboratory of RheologySolutions. These measurements may beobtained as a function of temperature,concentration, or to monitor the effects ofchanges in modifier/ingredient concentration.
With this information the scientist or engineermay change the process, or design new unitoperations or products to maximise thepotential benefits to be obtained from thephysical properties of the processed fluid.
Rheology Solutions is pleased to provide thisinformation to interested parties, and to makeour rheological expertise available. Our rangeof testing and interpretation services is furthersupported by customised workshops, trainingand seminars to cover the needs ofindividuals, businesses or industry sectors,covering introductory, intermediate oradvanced theory and practice of rheology.This can be supplemented by applicationspecific workshops.
The Rheology Solutions applicationslaboratory has state of the art equipment,capable of measuring these parameters, andof providing interpretation of the resultswhere necessary. Laboratory equipmentincludes sensitive, specialised, moderninstrumentation and sensor systems, formeasuring complex or difficult fluids such asthose with low viscosity, or those with a solidphase, or highly elastic liquids. Extensionalbehaviour is important for many industries,and Rheology Solutions’ laboratory also has astate-of–the-art extensional rheometer (theHaake CaBER 1 Capillary Breakup ExtensionalRheometer) to measure these properties.Solids performance according to variousinternational standards can also bemonitored.
Information such as shear viscosity curves,thixotropic behaviour, flow curves, apparentextensional viscosity and time to break-up offluid strands may be obtained for interestedclients. Additionally, of importance toindustry, when scientifically assessing changesin flow behaviour due to temporal oringredient issues, viscoelastic moduli as afunction of either shear rate or strain can be
News
Solutions Kits for MineralSlurries, Surface Coatings,Food, and PolymerIndustriesFour industry specific ‘solutions kits’ havebeen developed by Rheology Solutions andare available free to our customers onrequest. The concept of these ‘solutions kits’is to bring our experience and knowledge toassist our customers to improve their processand product performance through:• Understanding your products• Identifying process and production defects• Monitoring and controlling processing
parameters.
Each industry is analysed according to the
terms usually referred to when product or
process performance is accessed for that
specific industry. The industries (so far) that
we have reviewed are Food, Surface Coating,
Mineral Slurries and Polymer Industries.
Copies of the industry specific solutions kits
are available free on request.
Rheology Solutions offers a range of productsfor materials characterisation across, rheology,optical inspection, pilot scale mixing andextrusion, on-line viscosity measurements,texture analysis, tensile testing, temperaturecontrol, and surface tension for a variety ofindustry applications.
Through their partner network and their ownlaboratory facility contract testing and/orinstrument evaluation can be arranged.
Interested in Instrument or EquipmentEvaluation or Contract Testing?Contact Rheology Solutions.
NESLAB Temperature Control ProductsFormerly independent companies, NESLABand HAAKE have joined forces within theThermo Electron Corporation to provide anextensive product portfolio to meet thetemperature control requirements oflaboratories, industries and many applicationspecific manufacturing applications.
Rheology Solutions Pty Ltd is pleased to beable to offer the NESLAB range oftemperature control products to ourAustralian customers.
The NESLAB range now available fromRheology Solutions includes:
NESLAB RTE Series & EX Series of BathCirculators – ideal for cooling and heatingbelow, at, or above ambient temperatures.• RTE Series -40ºC to +200ºC• EX Series +15ºC to +200ºC• Typical applications
NESLAB HX Series of Process Chillers –a range of process chillers are available tomeet specific applications with versatile andflexible configurations.
HX 75, HX 150 & HX 300• Temperature range 5ºC to 35ºC• Cooling capacity 2,000 W, 4,500 W
& 10,000 W respectively• Typical applications
- Test equipment - Military applications- Lasers - NMR
- X-ray - Mass spectrometer- Blister packaging - Semiconductors- Reactor vessels - MRI- CT- Diffusion and cryopumps
HX 500, & HX 750• Temperature range 5ºC to 35ºC• Cooling capacity 15,700 W, & 24,000 W
respectively• Typical applications
- Sputtering - CMP- Test equipment - Laser engraving- Laser machining - MRI- CT - Linear accelerators- Printing - Injection moulding- Military applications- Reactor vessels
NESLAB HX75
NESLAB CC Series of Immersion Coolers– providing cooling to -90ºC• CC Series -90ºC to +40ºC• Typical laboratory applications
NESLAB Merlin Series RecirculatingChillers – delivers a continuous supply ofcooling capacity up to 5045 watts• Temperature range 5ºC to 35ºC• Typical applications
- Lasers - Printing equipment- Reaction vessels - Condensers- Analytical instruments- Electron microscopes- Semiconductor manufacturing- Medical imaging equipment
NESLAB Merlin Series
NESLAB ULT Series Bath Circulators –designed to achieve low temperatures andmaintain excellent temperature stability forconsistent results.• Temperature range -90ºC to +10ºC• Typical laboratory applications
- Heat exchangers - Calibration- Cell freezing - Viscosity studies- Kinetic cooling - Cooling GC ovens- Petroleum studies- Cloud point / pour point
Material characterisation parameters arereliable pointers to determine mineral slurryparameters and are critical factors forprocessability.
Measuring these parameters will improveprocess and performance within mineralslurries application areas.
There are a range of instruments, equipmentand measurements that can be used to assessthe above industry terms and should beconsidered.
Rheology Solutions offers materialcharacterisation solutions to measure,monitor and provide reproducible data forquality control and production applicationsthat will improve performance within themineral slurries application areas.
Yield Stress The minimum force required to initiatemovement in a fluid. Measuring the yieldpoint in the slurry or suspension using theHAAKE ViscoTester 550 with a vane sensorwill provide valuable information about theforce required to initiate movement of theslurry or suspension for start-up of rakes,impellers and so on.
HAAKE ViscoTester 550 – controlled rateviscometer
Foaming Occurs when gas is introduced into thematerial. A HAAKE CaBER rheometer willmeasure the extensional properties of theliquid and provide details on the longevity ofthe foam. This information is valuable indetermining if a foam will be produced. Thestrength of the foam is related to its longevityand its ability to hold up particulate matter inthe separation process. Adjustments may needto be instigated to enhance the productionprocess by changing the modifier to eitherincrease or reduce the occurrence of foaming.
HAAKE CaBER – extensional rheometer
Viscosity Modifier Used to alter flow properties of mineralslurries. Determining the viscosity before andafter addition of viscosity modifiers using aHAAKE RotoVisco 1 allows the engineer tooptimise the flow properties of a slurry orsuspension to increase productivity andmaximise pumping efficiencies and volumes.
Flocculation The artificial creation of solid aggregates tocreate clumps of high value minerals forseparation from liquid. The HAAKE RheoStress600 or HAAKE Mars enables measurement ofthe strength of a floc and/or the rate offlocculation so the engineer can determinethe correct quantity of flocculant required.This minimises the loss of the valuableminerals and optimises flocculant usage.
Pipeline Transport The process of moving slurries or pastes fromone location to another by pumping thematerial through a pipe. Measuring on-lineviscosity using a Marimex ViscoScopesystem will provide constant data monitoringin the pipe or tank so adjustments can bemade during the process to maintain the bestconditions for pumping.
Marimex ViscoScope – in-line viscometer
Processability Typically, processability is related to theamount of energy required to carry out therelevant unit operation. Determining theprocessability of mineral slurries can beachieved using a HAAKE PolyLab and RheoMixby providing information on torque,temperature and rpm inputs which relatedirectly to the processability of the materialsbeing mixed or transported.
HAAKE PolyLab with RheoMix – pilot scaletorque rheometer with instrumented mixer
Contact Rheology Solutions for product brochures, details on contract testing capabilities, and further information on how materialscharacterisation will assist mineral slurry applications to increase efficiency,and help eliminate process and production challenges.
>>
>>
>>
Often the food industry must overcomeproblems related to (and often dominated by)the flow properties of their product, thoughthe relationship between these properties andproduction related issues are not alwaysimmediately apparent. It is the purpose of thisseries of articles "Rheology Solutions for theFood Industries", to help illuminate the issuesfaced by the industry, how they relate to the
flow properties of the problem materials andhow they can be successfully measured andcontrolled with a view to better processing.
The series contains four application notescovering the explanation and evaluation of:Mouthfeel, Shelf Life, Processability and Cohesiveness.
The notes focus on commonly encounteredmeasurement issues and suggests solutionsfor solving these challenges. Each applicationnote includes, working definitions, backgroundand discussion comparing current testingprocedures and methods and summaries themeasuring techniques in a comparison tableby method/instrument used. These notes areavailable free on request.
New Series of Application Notes
Tim’s Top Tips - Rheology Solutions for the Food Industries
Optical Scanning for Industry Applications- Call for Expressions of Interest
In June 2006 (working date), RheologySolutions in conjunction with Optical ControlSystems (OCS) are planning to run a seriesfree half day application baseddemonstrations and workshops using fullyoperational equipment: Powder Tester – PT2C,Pellet Scanner – PS25C, Pellet Size ShapeDistribution – PSSD, and Wide Web FilmInspection System – FSP600.
The equipment for the workshops is aselection from the OCS product range and willprovide attendees with the opportunity tooptically assess powders, pellets and finishedfilm products.
Attendees are invited to bring their ownproduct for testing and evaluation at theworkshop. Prior discussion and completion ofa sample testing form and supply of MSDS foreach sample will be required. The workshopscan be public or private (company specific)and each session will be tailored to meet theobjectives of the participants.
The workshop will provide suppliers andmanufacturers of powder, pellets or film withthe ability to:
• Run and test samples• Evaluate equipment and instruments• Update themselves on the state of the art
optical technologies• Review equipment for purchase or plan for
future budgets• Identify the best optical solution specific to
their application or products• Compare results from current inspection
methods to optical scanning technology• Justify investment in equipment -
instrument purchase• Identify new or improved QA or On-Line
procedures and techniques• Isolate defects and impurities to improve
process and reduce rejects
The OCS optical scanning equipment issuitable to test:
• all free flowing powders across polymer, pharmaceutical and food industries
• all pellets either natural or pigmented• all transparent and opaque film
This free workshop will be of interest tomasterbatch suppliers, manufacturers, polymermanufacturers, film manufacturers, rawmaterial suppliers, and packagingmanufacturers who are involved in food,pharmaceutical and the polymer industries.
The workshop will focus on running theequipment and customer applications and is planned to run for half a day at the laboratory facility and training area of RheologySolutions. Each workshop will be limited to 4to 8 participants. The workshop would runover the course of 5+ working days in June2006.
Interested?Complete the details on the fax back formincluding your area of interest and details onpotential samples or call us to discuss yourrequirements.
A final timetable for the workshop will bedeveloped based on the expressions ofinterest and firm details will be provided inApril – May 2006.
Don’t miss out on this greatopportunity – register yourinterest now!
Tim Kealy, Pat Griffin and Kaye Griffin from Rheology Solutions with Fatah Najaf of OpticalControl Systems with the OCS PS-25C Pellet Scanner and OCS FSP-600 Wide Web InspectionSystem
Rheology Solutions showcased a number ofnew products at the recent Ausplas 2005exhibition which was held in Melbourne from26 - 29 September 2005. The exhibitionappeared to have fewer than previous visitorsduring the 4 day exhibition; however, thenumber of visitors that attended the RheologySolutions stand was the same as previousyears despite the reduced number ofattendees.
A combination of current customers and newcustomers dropped by to see the newproducts that were operational and on show.Enquiries covered all the equipment ondisplay as well as a number of enquiriesacross the entire product portfolio that weoffer.
As a summary, the enquiries fell into thefollowing broad categories:• Polymer Processing Equipment at 39.8% • Optical Scanning Equipment at 20.5% • Laboratory Materials Characterisation at
16.8%• On-Line Viscosity & Rheology at 14.5% • Contract Testing Services offered by
Rheology Solutions at 8.4%
The Optical Scanning Equipment from OpticalControl Systems was of great interest to anumber of customers, some of whom took upour offer to run their samples and thenprovide them with reports detailing the
Exhibition Review
Ausplas 2005 Exhibition
Tim Kealy keeping on his toes whilst checking out the OCS PSSD Pellet Shape Size DistributionSystem with Fatah Najaf.
results from the Pellet Scanning and PelletSize Shape & Distribution equipment. MrFatah Najaf who is a Director at OpticalControl Systems attended and worked withRheology Solutions during the exhibitiondemonstrating the equipment, discussingspecific customer applications and challenges.It is always a great advantage to have themanufacturer in attendance during thesemajor national exhibitions as they bring withthem a wealth of knowledge and experienceacross an array of applications and customerswho use their equipment internationally.
The diversity of the customer applications kepteveryone active and on their toes fielding theenquiries (but no one ducked for cover) acrossthe breath of products that are available formaterials characterisation solutions for thepolymer industries. During the times whenthere were no customers to talk with, therewas time to relax and enjoy the company of acolleague.
Four days at an exhibition is hard work -concrete floors, long days and lots of talking -the end result for Rheology Solutions waspositive and our thanks go to all those thatvisited our stand, our suppliers who providedus with their equipment and special thanks toOptical Control Systems and Fatah for theirsupport and commitment to this Australianexhibition.
Rheology Solutions
Free sample testing offerto test extensional properties
Rheology Solutions is pleased to offer freesample testing on two product samples andprovide a report detailing the extensionaldifferences between the products. The sampletesting will be conducted using a HAAKECaBER 1 extensional rheometer.
Measurements using the HAAKE CaBER 1extensional rheometer will provide a quickinsight into the material properties under anextensional deformation which occur, forexample, during filling. The HAAKE CaBER issuitable for examining:• Adhesives – measurement of tackiness –
solvent loss or gain• Associating polymers• Biomaterials• Surfactants• Consumer goods – filling of bottles
– time to break up – solvent loss – processability
• Food products - stringiness/strandformulation - time to break up -relaxation of doughs elastic instabilities
Testing the extension properties before finalproduction will identify products that aremore likely to create a process or productionproblem and allow you to adjust the formulaand eliminate the problem. This wouldimprove your process and productperformance and provide a new QA/QCprocedural step prior to final production.
For further information on the HAAKE CaBER 1 extensional rheometer or the freesample testing offer, contact RheologySolutions Pty Ltd
Formulation Science and Rheology in Product Development
Brian W YoungBY Consulting (Australia) Pty Ltd
About the Author
Brian has spent 40 years working in theagrifood industries in the formulation andtechnology fields. He established hisconsulting company in 2003 with the view tooffering his expertise in the formulationsciences and new technologies on aconsultancy basis.
Introduction
It is difficult to think of two more intrinsicallycoupled scientific disciplines than formulationscience and rheology when considering thedevelopment of a product – whatever theindustry. Simplistically, the former is about thecomposition and characteristics of theproduct, the latter is about what happens toit when subjected to an applied force – be itgravity, spreading, spraying, extruding ormelting. In most cases the former significantlycontributes to the latter while in cases wherespecific rheological properties are required,this will largely determine the necessarycomposition. Why is it then that there hasbeen relatively little focus on the interactionof these disciplines in the context of productdevelopment – or relevant academic coursesavailable? Certainly there are universitydepartments with a strong focus andcommitment to rheology and its applications,but until recently there have been very fewcourses available that focus on formulationscience. There is of course always the debateas to whether formulation chemistry is an“art” or a “science”. It is much easier tothink of rheology as a “science” because onecan apply nice theories and equations to thepredicted and observed behaviour of asystem. However in many cases real productsare very complex mixtures and do not alwayscomply with the idealised theories, so astrong element of practical knowledge andskill is also required. As they say in patentjargon – “….as will be apparent to thoseskilled in the art”!
The purpose of this article is to raiseawareness about the significance of theinteractions of these disciplines and to givesome examples of the way in which they canbe used to advantage, or equally the potentialpitfalls of a lack of understanding.
What roles do formulationscience and rheology play inproduct development?
Product development is a complex processand should be considered as a sequence ofinteracting steps crossing many disciplines.Ideally the whole sequence from conceptionto final use should be adequately understoodand factored into formulation development asit may significantly alter the direction ofdevelopment. Equally it is necessary todetermine the driving forces operating in acommercial environment. It’s one thing forthe formulation chemist to say that he canproduce a certain formulation, but does thecommercial/marketing department want thator do they have their own requirements –perceived or real? There may be situationswhere the whole process has to be effectivelyrun in reverse – with the formulation chemistrequired to meet specific characteristics thathave been predetermined by the market.
For example, let’s consider the development ofa new agrochemical product. We may have anactive ingredient that has been shown to beeffective against certain insects. The active is acrystalline solid in normal conditions, with alow water solubility and good solubility insome typical oils/solvents. It is important forthe formulation chemist to understand howthe product is intended to be used. If sprayedby ground equipment, for example on cotton,then an aqueous formulation may be fine; butif it is intended for aerial application (whenconditions for very rapid evaporation exist)then it would be better to use a non-aqueousformulation. As may be imagined, theformulation requirements for these twosituations would be very different.In this case, let’s assume that an aqueousbased formulation has been selected. It maythen be decided to prepare a “suspensionconcentrate” or dispersion formulation as theproduct form. One then enters the wholeworld of dispersion technology, which requiresconsideration of dispersing and/or wettingagents, how the formulation will be milled,the required particle size distribution, therheology and storage stability of the product,how it dilutes/disperses on addition to thespray-tank water, the behaviour of the spraydroplets when they impact the leaf surface,how the droplets dry, the nature of thedeposit and last but not least, how theparticles of the active are picked up by the
insect in order for it to be effective.
To achieve the above can be a considerablechallenge to the formulation chemist; but themarketing department may turn around andsay that they must have either an emulsionconcentrate system or a dispersible granule.Both are a far cry from a suspensionconcentrate!
In a second example, let’s consider the spray-drying process in the food industry. Again thewhole process from initial formulationthrough to the final product needs to beconsidered. In much the same way, there area number of interacting steps and formulationtechnology and the physical characteristics ofthe material play a significant role. The stepscan be considered as the initial liquidproperties, the atomisation process, thebehaviour of the airborne spray cloud, thenature of the dried material and its final use.The formulation chemist has to have anunderstanding of the steps and the possibleconsequences of changes to the formulationon any one of these.
If one considers rheology to be the behaviourof “fluid” materials under some form ofapplied shear, then it’s not difficult to imaginethat rheology can also be a significant factorin product development – whether it’s forpaints, films, pharmaceuticals or the aboveexamples. The rheological behaviour isprimarily determined by the formulationcomposition/properties and the applied forces of a given situation; thus formulation andrheology are fundamentally linked.
In much the same way as outlined above, therheological properties are a consequence ofthe formulation, but their specificcharacteristics can be controlled by theformulation chemist or set to comply with theproduct/market requirements. With theextensive range of ingredients/componentsavailable to the formulator it is possible toselect components - for example polymericthickeners with a specific molecular weightrange - to give a specific viscosity effect.However it is always important to check-outthe claimed effect in the specific formulationconcerned.
There are clearly countless examples of theimpact of rheology on product development,but as an example let’s consider the case of agelled food dessert. These used to be
relatively simple looking systems – but theyhad to be stable, to set but not thicken/hardenexcessively over time, not show too muchsurface weeping or syneresis etc. Now, newproducts may be layered systems (that shouldnot intersperse over time), have dispersed fruitpieces etc. Frequently such product conceptscome from the marketing department – butsometimes an “accidental effect” may beobserved that has commercial opportunities,so the formulator should be alert to newopportunities and concepts as well!
What roles do formulationchemistry and rheology play insolving process challenges?
Apart from the multitude of factors touchedon above, a further consideration is whetherthe planned formulation will behavesatisfactorily through the processingrequirements, or should the process bespecifically designed to accommodate aparticular formulation? As is often the case,what can be achieved in the lab cannotalways be translated to a production process.Perhaps in this situation it is more therheological parameters that play a significantrole in that the processing equipmentgenerates stresses and forces which interactwith the selected formulation in a particularway – favourably or unfavourably.
If we focus in on the formulation, thensignificant factors in determining rheologicalbehaviour become the composition, molecularand/or particle interactions, particle size andshape, viscosity and secondary viscosity effectssuch as extensional viscosity, and how all ofthese respond to the applied shear. From theprocessing perspective, are the shear forcesand processes understood in relation to howthey may impact on the fluid behaviour?In the spray drying example above, rheologicalproperties are important in all of the stagesoutlined. The material has to be fluid enoughto be pumped to the nozzle or atomiser.Depending on the nozzle design there may besignificant shear force changes applied to thefluid as it passes through the internalpassages of the nozzle. In such cases theextensional viscosity can be very significant asthis parameter responds to the rate of changeof shear rather than the shear itself. Manypolymers and thickeners that are typically usedto enhance physical stability can also exhibitthickening in cases of complex nozzleinteractions, which can result in significantadverse changes to the atomisation - or evena failure to atomise. As the fluid exits thenozzle into the atmosphere there is a suddenrelaxation of the applied shear, this may havea further effect on the droplet formation.During the drying of the droplet the internalrheology of the droplet will effect thecirculation and evaporation which in turn will
affect whether a crust is formed, and the finalmorphological form of the dried particle. Thiswill affect the end-use properties of the spray-dried product.
It’s not hard to imagine that in otherapplications, for example paints and coatings,that fluid flow, film formation and drying areintrinsically related to the rheologicalproperties – but that ultimately these aredetermined by the formulation composition.
What roles do formulationchemistry and rheology play inmeeting customer requirements?
For fluid products, rheology can be animportant factor in customer acceptance. Inmany industries there are specificrequirements that have an impact on the user.Perhaps a classic example is for non-drip/splash paints, where the advent of paintsthat do not separate on standing and that canbe applied with a minimum of mess has nowbecome the norm. The problem of settlementduring the storage of dispersed systems - suchas with “old fashioned” oil-based paints - wascertainly a frustration experienced by paintersfor many years. Settlement of individualpigment particles under the influence ofgravity led to the classic “claying” of theproduct where a sticky, dense sediment layerbuilt up at the bottom of the container and aclear top layer was formed that requiredextensive stirring to re-homogenise the systemprior to use).
Except for the case of micro-particulatesystems (below say 0.5micron) which exhibitsufficient Brownian Motion to remainpermanently suspended, any dispersion ofparticles in a fluid base is likely todemonstrate settlement on storage due to theaction of gravity. Factors which affect theextent of settling include the particle size,shape and density, the fluid viscositycharacteristics and any inter-particleinteractions. In the above example, the adventof latex-based paints with particles of lowspecific gravity has also largely eliminated thesettlement issue. Rheology becomes offundamental importance in stabilisingdispersed systems to give acceptable products,because it may be the key parameter incontrolling or preventing settling. Theestablishment of an adequate yield valueresults in a “structure” that prevents orminimises the settlement of particles understatic conditions – as experienced when aproduct sits on a shelf – but the structure isbroken and the product becomes fluid againwhen shaken or stirred. The presence of a yieldvalue is very different to just increasing theviscosity; this just slows down the inevitableprocess and may make the product un-useable.
The establishment of an adequate yield valueis also a common goal for agrochemicalformulators, where the dispersed product maybe stored for a year prior to use, yet it shouldbe easily re-homogenised by shaking orstirring and be ready to dilute into the spraytank. The dilution into water is anotherinteraction where rheology is of fundamentalimportance to acceptance. The product shoulddisperse easily in the water and not form a“glob” that sinks to the bottom.
In some industries the problem is avoided by asupplier simply putting the instruction “shakevigorously before use” on the container. Howoften do we see liquid medicines that haveseparated out into two distinct layers withsuch an instruction? Why can’t they beformulated so as not to separate? As always,it all depends on the market and the situation.
It’s one thing to have to shake a 250mlmedicine bottle, it’s another to have toredisperse product in a 25litre drum!
Conclusions
In the above examples I have attempted toillustrate some of the issues and complexitiessurrounding the application of formulationscience and rheology in product development.It should not be difficult for the reader totranslate such examples into situationsrelevant to his/her own industry. Whether thereader is a research scientist or a productdevelopment manager the point is that we aredealing with complex, multidisciplinarysituations and it is necessary to have anawareness of the “bigger picture” for thedevelopment of new products. In most casesthis will require a team approach, rather thanany individual covering all bases, and theestablishment of working relationships withspecialist groups could be a significantadvantage in this respect.
Brian W YoungDirectorBY Consulting (Australia) Pty LtdPhone: 03 9741 4112Mobile: 0400 040 352Email: [email protected]: www.BYConsulting.com.au
Further Information?
Contact BY Consulting and/or RheologySolutions Pty Ltd to discuss your formulationand product development challenges. BYConsulting specialises in formulation scienceand novel technologies and RheologySolutions specialises in materialscharacterisation and offers product solutionsand full rheological contract testing laboratory facilities.
Product Selector Guide for Food Applications by Shear Rate/Viscosity Ranges
ViscoTester VT550
RotoVisco 1
RheoStress 1
RheoStress 600
CaBER 1PolyLab / EuroLab / Prism
RheoCapViscoScope
10210110010-110-210-3 103 104 105 106 107
Measuring Viscosity Range (mPa.S)Measuring Shear Rate (s-1)
Equipment Map
FoodCommon Terms
Shelf Life
Ribbing
Die Swell
Melt Fracture
108
AdhesivenessBody
ChewyBrittleness
Elastic QualityCohesivenessConsistency
FirmHardness
CrunchinessKinesthetics
MealyMouthfeelSoftness
TendernessWorkability
HapticProcessability
Gum Quality
Getaway
FlowBuild
Feet
Spread
Tails
Cover
This product selector guide identifies the product/s - equipment available from Rheology Solutions that will allow you to measure and monitorspecific characteristics within food applications/products.
The common food terms referenced are based on the terminology used in the food industries and relate industry parameters to product solutions.
NOTE: The PolyLab, EuroLab, and Prism are laboratory / pilot scale mixers and extruders and therefore exhibit the same range of shear rates whichoccur in full-scale processing. Therefore a shear range is not a relevent quantity for this equipment. The CaBER is an extensional rheometer anddoes not exert shear rates or stresses, but rather extensional ones. The ViscoScope continuously measures a single point viscosity in the pipe ortank at approximately 4s-1.
• ViscoTester, RotoVisco, RheoStress, CaBER, RheoCap and PolyLab are HAAKE brand names of Thermo Electron Corporation (Karlsruhe,Germany) GmbH.
• EuroLab and PRISM are brand names of Thermo Electron Corporation (Stone).• EZ Test is a brand name of the Shimadzu (Oceania) Corporation.• ViscoScope torsional motion viscometers is a brand name of Marimex Industries Corporation.• AGS-J is a brand name of the Shimadzu (Oceania) Corporation.
Product Selector Guide for Coatings Applications by Shear Rate/Viscosity Ranges
ViscoTester VT550
RotoVisco 1
RheoStress 1
RheoStress 600
CaBER 1PolyLab / EuroLab / Prism
RheoCapViscoScope
10210110010-110-210-3 103 104 105 106 107
Measuring Viscosity Range (mPa.S)Measuring Shear Rate (s-1)
Equipment Map
CoatingsCommon Terms
Tack
Shelf Life
Flop
Ribbing
108
Resolution
Soft Dot
Workability
Brushability
Mix
Feet
Tails
Slum
Spread
Sag
Flow / Levelling
Bleed
Build
Cover
Slur
Brushing
Blending
Misting
SpatterLine Gluing
Wetting
NOTE: The PolyLab, EuroLab, and Prism are laboratory / pilot scale mixers and extruders and therefore exhibit the same range of shear rates whichoccur in full-scale processing. Therefore a shear range is not a relevent quantity for this equipment. The CaBER is an extensional rheometer anddoes not exert shear rates or stresses, but rather extensional ones. The ViscoScope continuously measures a single point viscosity in the pipe ortank at approximately 4s-1.
This product selector guide identifies the product/s - equipment available from Rheology Solutions that will allow you to measure and monitorspecific characteristics within coatings applications/products.
The common coating terms referenced are based on the terminology used in the coating industries and relate industry parameters to productsolutions.
The workshop will be hands-ondemonstrations and trials using fullyoperational equipment including:
• OCS Pellet Shape Size Distribution Unit -PSSD
• OCS Pellet Scanner – PS25-C
The scope of the Optical Scanning Workshopis:
• 1/2 day workshop covering bothinstruments
• 5 - 6 people attending each workshopwith the ability to tailor this to a privatecompany session which can include yourcustomers or suppliers, or an open publicsession
The workshop will focus on optical scanninglooking at size and shape distribution ofpellets or granules either transparent or non-transparent with the PSSD, and quantitativeassessment of granules or pellets.
The workshops will be run by Mr Fatah Najaf,Director, Optical Control Systems and Dr TimKealy, Technical Manager, Rheology Solutions.
Who Should Attend?
QA/QC, R&D, and Production Personnel withinthe Food, Pharmaceutical & or PolymerIndustries who test, supply, process ormanufacture:
• Free flowing powders• Pellets – either natural or pigmented• Plus, anyone with an interest in optical
scanning technology
Interested?
Call us on (03) 5367 7477 to discuss youroptical scanning interest areas, samples fortesting and available times for the workshop.
Pellet-Scan-System PS25C (Colour Camera) –Optical Image Recording for Quality Control
Powder Test PT2C – Size Class Bar Chart
PSSD - Pellet Shape and Size DistributionSystem – Pellet Distribution Graph
Australian Society of Cosmetic ChemistsASCC Conference, Geelong, March 2006
Rheology Solutions was pleased toprovide a 90 minute seminar at therecent ASCC Conference which wasattended by over 50 interestedindividuals from companies within the cosmetic industry.
The seminar was titled... “Rheology forCosmetics and Pharmaceutical Manufacture”and included a balance of theory and appliedexamples across the life cycle of a productfrom raw materials through to consumer use.
These included:
• Mixing, Pouring & Filling
The section covering mixing and pumpingintroduced the concepts of viscosity andelasticity. Ease of pouring/filling introducedconcepts of yield stress and extensionalproperties (extensional properties influencethe ‘stringiness’ of a material).
Commonly encountered rheology terms weredefined and explained in the context of typicalshear rates and test data for some cosmeticand pharmaceutical products such as: soap,tooth paste and gel tooth paste, gums andoils, and shampoos.
• Storage Stability
Storage stability is often a function of storagetime which affects the amount of settlingand/or phase separation and is determined byviscosity, density and yield stress. Temperaturealso has an impact on the storage stability ofa product and samples can be tested topredict the stability and effect of temperatureon the sample. An example of a freeze-thawtest to determine the behaviour of a stableand an unstable sample were also presentedand discussed.
• Quality Control
QC criteria include tests such as flow curve,yield stress, amplitude sweep and frequencysweep. Results for each test were presentedusing real data from hair gel.
• Dispensing/Application
Dispensing with a roller may involve problemswith stranding, misting and spatter which aredetermined by extensional properties and
elastic properties of the sample. When aproduct is squeezed from a tube, problemscan occur with edge and line definition andspreading are governed by thixotropy,elasticity, yield stress and extensionalproperties.
Squeezing the product from a tube isdetermined by viscosity and viscoelasticproperties, and surface finish (ribbing etc) ismeasured by extensional properties andviscoelasticity.
Application was broken into two parts, spreadby rubbing and application by atomised sprayor drops. Each of these two parts detailed thedominant rheological properties and therelevant measurements required to determinea products dispensing and application profile.
Edge and line definition, spreading –Thixotropy, Elasticity, Yield Stress, Extensionalproperties
• Texture
The measurement criteria to determine textureperception for fluids differs from that of semisolids. For fluids, skin feel includes tack,greasiness, stiffness, stickiness etc and aregoverned by viscosity, elasticity, extensionalproperties, and yield stress. With semi solids,skin feel relates to cohesiveness, adhesivenessand hardness. These relative properties aregoverned by viscosity, elasticity, yield stress;solid mechanical properties under extensionalor compressive loading (rheological
parameters), are commonly used toscientifically measure the texture of solidmaterials.
A copy of the presentation “Rheologyfor Cosmetics and PharmaceuticalManufacture” is available as aPowerPoint interactive file on request.
Additionally, a solutions kit titled“Rheology Solutions forPharmaceutical, Cosmetic & AlliedIndustries” is available on request.
Solutions Kits
New Seriesof SolutionsKits - AvailableFebruary 2006
A series of Solutions Kits for specific industriesare available from Rheology Solutions. EachSolution Kit contains an overview of theprocess challenges for that industry from amaterials characterisation perspective, a list oftechnical literature available, RheologySolutions for the industry, and includes acompany overview and details on theirapplication laboratory.
Three new industry Solutions Kits will beavailable in February for the followingindustries:• Construction & Building Materials• Pharmaceutical, Cosmetics, Natural and
Health Products• Chemical & General Manufacturing
Already in the series:• Solutions for the Food Industry • Solutions for the Polymer Industry • Solutions for the Surface Coatings Industry • Solutions for the Mineral Slurries Industry
Register now to receive your copy of the Rheology Solutions for theindustry of interest.
Rheological parameters are reliable pointersfor the pharmaceutical, cosmetic and alliedindustries product performance and are criticalfactors for processability and product quality.
Measuring these parameters will improveprocess and product performance within thepharmaceutical, cosmetic and allied industries.
There are a range of instruments andmeasurements that can be used to quantifyrheology related challenges some of whichmay be described by the above terminology.
Rheology Solutions offer materialcharacterisation solutions to measure, monitorand provide reproducible data for qualitycontrol, development and productionapplications that will improve performancewithin the pharmaceutical, cosmetic and alliedindustries
Contact Rheology Solutions for productbrochures and further information on howmaterial characterisation will assistpharmaceutical, cosmetic and allied industriesto increase efficiency, eliminate process andproduct challenges across Research &Development, Production and Quality Control.
adhesiveness is the force required toremove gels, creams etc which have bonded tothe hands during application or handling or tothe roof of the mouth during swallowing.Measurement of this solid rheological(mechanical) property using the Shimadzu EZTest texture analyser will provide indicationabout the textural properties and assist inachieving an understanding of the productsadhesive properties to meet customerexpectations.
Shimadzu EZ Test Texture Analyser
consistency is the combination of all thesenses from stimulation of the mechanical andtactile receptors in the region of the mouthand skin and varies with the texture of theproduct. For liquid products that areswallowed, the impression of consistency isdictated in part by viscoelastic properties, alsothis is the case for semi-solid products that areapplied to the skin. A HAAKE MARS CSrheometer can measure viscoelasticity forcharacterisation of the consistency of aproduct.
HAAKE MARS modular controlled stressrheometer
mouthfeel is the experience from all thesenses of the skin in the mouth during andafter swallowing. The viscoelastic properties ofa product that is swallowed such as a coughmedicine, impact the length of time thatflavour and sensation of the product remainsin the mouth and assists in coating the liningof the mouth and throat. Measuring theviscoelastic properties of products requires acontrolled stress rheometer. The HAAKERheoStress 1 is a controlled stress rheometerand will measure the viscoelastic properties ofliquids and assist in developing andmaintaining the right product mouthfeel.
HAAKE RheoStress 1 controlled stressrheometer with cone heater
Solutions for Pharma, Cosmetic & Allied Industries
Rheology Solutions Products For Pharmaceutical, Cosmetic & Allied Industries
pipeline transport The process ofmoving pastes, creams and liquids from onelocation to another by pumping the materialthrough a pipe. Measuring on-line viscosityusing a Marimex ViscoScope in-line torsionalviscometer will provide constant datamonitoring in the pipe or tank so adjustmentscan be made during the process to maintainthe best conditions for pumping.
Marimex ViscoScope – in-line viscometer
processability Typically, processability isrelated to the amount of energy required tocarry out the relevant unit operation.Determining the processability of a cream,gel, liquid or powder can be achieved using aHAAKE PolyLab and RheoMix by providinginformation on torque, temperature and rpminputs which relate directly to theprocessability of the materials being mixed ortransported.
HAAKE PolyLab OS with RheoMix pilot scaletorque rheometer with instrumented mixer
shelf life is the maximum time intervalthat a material may be kept in a usablecondition under correct storage conditions.Elements that impact shelf life include settlingor phase separation and are governed byrheological factors. Measurement of yieldpoint will indicate if settling has occurred andmeasuring shear viscosity at different shearrates will provide an indication of conditionsunder which the phase separation may occur.
The HAAKE RotoVisco is a controlled rateviscometer and is suitable for measuring thekey rheological pointers for shelf life on bothliquid and solid samples.
HAAKE RotoVisco 1 with control panel – CR Viscometer
tack is the property of cohesion betweenparticles (stickiness), and the separation forceneeded for the transfer of the coating fromthe substrate as in the case of a coatedtablet. Measuring the extensional viscositywill provide data to identify stickiness duringcoating applications. Extensional propertiescan be measured with the HAAKE CaBERextensional rheometer and provide valuableinformation on the suitability of the cream orother liquid to be filled into bottles, sachets ortubes. Understanding the extensionalproperties of a product is also important toeliminate ‘strings’ during the filling process tomaximise filling line production speed.
HAAKE CaBER – extensional rheometer
temperature control Process andtesting requires constant and accuratetemperature control to ensure consistent testconditions are maintained throughout.Temperature deviations and fluctuations willinfluence the process and/or the test results.Choosing the correct temperature controlproduct is as critical the test itself. A range ofrecirculating heating and cooling bathcirculators, process chillers, immersion coolers,recirculating chillers, and Ultra LowTemperature bath circulators is available tomeet most chemical industry applicationsacross QA, QC, R&D and production fromHAAKE and NESLAB.
HAAKE Phoenix Heating Circulator – P2-B15 model
yield stress The minimum force requiredto initiate movement in a fluid. Measuring theyield point in suspension such as in a liquid,cream or gel using the HAAKE ViscoTester550 with a vane sensor will provide valuableinformation about the force required toinitiate movement of the suspension etc. forinitiating the filling process and so on.
HAAKE ViscoTester 550 controlled rateviscometer with vane sensor.
This product selector guide identifies the product/s - equipment available from Rheology Solutions that will allow you to measure and monitorspecific characteristics within Mining industries.
The common Mining terms referenced are based on the terminology used in the Mining industries and relate industry parameters to productsolutions.
NOTE: The PolyLab RheoMix is a laboratory / pilot scale mixer and extruder and therefore exhibits the same range of shear rates which occurs in full-scale processing. Therefore a shear range is not a relevant quantity for this equipment. The CaBER is an extensional rheometer and does not exertshear rates or shear stresses, but rather extensional ones. The ViscoScope continuously measures a single point viscosity in the pipe or tank atapproximately 4s-1.
Aggregation
Angle of Repose
Beach
Benefication
Communition
Dispersion
Flocculation
Foaming
Pipeline Transport
Stratification
Slump
Yield Stress
ViscoTester VT550
RotoVisco 1
RheoStress 1
RheoStress 600
CaBER 1
PolyLab Rheomix
ViscoScope
10310210110010-1 104 105 106 107 108
Measurement Viscosity Range (mPa.s)Measurement Range (Shear Rate s-1)
NOTE: The HAAKE PolyLab and PRISM EuroLab are laboratory / pilot scale mixers and extruders and therefore exhibit the same range of shear rateswhich occur in full-scale processing. Therefore a shear range is not a relevant quantity for this equipment. The HAAKE CaBER is an extensionalrheometer and does not exert shear rates or stresses, but rather extensional ones. The shear rate range of rotational instruments (HAAKE ViscoTester,RotoVisco, RheoStress) can be expanded using alternative sensor geometries. The ViscoScope continuously measures a single point viscosity in thepipe or tank at approximately 4s-1.
This product selector guide identifies the product/s - equipment available from Rheology Solutions that will allow you to measure and monitorspecific characteristics within Polymer industries.
The common Polymer terms referenced are based on the terminology used in the Polymer industries and relate industry parameters to productsolutions.
Encapulation
Co-extrusion
Melt Flow Index
Injection RateCompounding
LevelingMix / Premixing
Compression ZoneAl Barrel Wall
Slarve Feeding
Surging
Reactive ExtrusionSingle Screw
Gale
Workability Foaming
Processability
ViscoTester VT550
RotoVisco 1
RheoStress 1
RheoStress 600
CaBER 1PolyLab / EuroLab / Prism
RheoCapViscoScope
Back Pressure
Flow
Tack
10210110010-110-210-3 103 104 105 106 107
Measurement Range (Viscosity mPaS)Measurement Range (Shear Rate S-1)
Industry Specific Materials Characterisation Dictionaries
Rheology Solutions has createdindustry specific dictionaries as ageneral guide to the terminology inmajor manufacturing areas, such as:
• Pharmaceutical, Cosmetic & AlliedIndustries• Chemical & Allied Industries• Building & Construction Industries• Food Industries• Surface Coating Industries• Polymer Industries• Mining Industries
The intended use of these dictionariesis to relate industry parameters torheology solutions and providegoverning properties and instrumentsolutions from the product portfolio ofRheology Solutions.
The individual industry specificmaterials characterisation dictionariesare available on request fromRheology Solutions
Chemical & Allied Industries: Materials Characterisation Dictionary excerpts follows:
Industry Term: Blending/ Mixing.Process: Production.Definition: Combining materials to give the desired physical or chemical properties.Measurement Blending efficiency relies upon the viscosity of the materials at high shear.Information: Matching viscosities often allows better blending. Viscoelastic properties also
play a significant role in blending efficiency. An excellent way to assess thepotential for blending different materials is using an instrumented extruder.
Industry Term: Flow.Process: Pumping/Cure.Definition: Measure of the ability of a liquid to be moved (by gravity or other force).Measurement The rate of flow of a liquid is governed by its properties in shear, including the Information: yield point at low shear, measured with a CR viscometer, and by the viscoelastic
properties of the liquid, as measured on a frequency sweep by a CS rheometer.CR measurements can often be made in-line.
Industry Term: Levelling.Process: Cure.Definition: The degree of flow for a wet film can after application to remove irregular
marks.Measurement Flow properties at low shear dominate the possibilities for levelling, these Information: properties are measured using yield point and flow loop data, on a CR
viscometer. Viscoelastic properties also play a part in levelling, they aremeasured using a frequency sweep on a CS rheometer.
Industry Term: Line Gluing.Process: Application.Definition: A continuous strip of glue applied from a narrow nozzle.Measurement Extensional properties influence flow from a narrow nozzle, measured with an Information: extensional rheometer. Line definition is dominated by viscosity at low shear
and yield stress, and viscoelastic properties influence the ability of the fluid toflow.
Industry Term: Pipeline Transport.Process: Production.Definition: The transfer of material from one location to another using a pump and
pipeline.Measurement The ease of transfer of the material is usually dictated by both the yield stress Information: and by its viscosity. On-line viscosity measurements are possible. Yield stress is
measured using the vane technique and a CR viscometer and the viscosity ofthe material can be measured using a flow curve on a CR viscometer.
Industry Term: Processability.Process: Production.Definition: Related to the amount of energy required to perform the relevant production
steps on a material.Measurement Depending on the process, small scale machines (mixers etc) can be used to Information: estimate (through their relative torque, temperature and rpm inputs) the
relative processability of different materials. Direct measurement of viscoelasticproperties, eg frequency or temperature sweeps, using a CS rheometer and ofthe behaviour in shear using flow curves from a CR viscometer - can all providevaluable information for predicting the processability of a given material.
Industry Term: Stratification.Process: Production (pumping).Definition: Phase separation in the pipe where the solid fraction tends to separate and
concentrate in the pipe, flowing in layers, usually with the liquid phase flowingmore quickly above it. Particle size and density dictate stratification.
Measurement The transport properties of yield stress and fluid viscosity can be used to reduce Information: stratification. Yield stress is measured using the vane technique and a CR
viscometer and the viscosity of the material is measured using a flow curve ona CR viscometer.
Industry Term: Substrate.Process: Application.Definition: The material onto which a coating is applied.Measurement The mechanical strength of a substrate can be measured using tensile and Information: compressive tests.RS Instrument: Shimadzu Universal Tester.
Industry Term: Yield Stress.Process: Production.Definition: The yield stress is the minimum force required to initiate movement in a fluid,
(for example for pumping or raking).Measurement Usually depends on the solids loading in the slurry or suspension and the Information: interaction between them. The presence of viscosity modifiers in the slurry can
also effect yield point. Measured using the vane technique and a CRviscometer.
Notes:• ViscoTester 550 and RotoVisco are controlled rate viscometers, RheoStress is a controlled stress
rheometer, MARS is a high end modular controlled stress rheometer and CaBER is an extensionalrheometer all of which are HAAKE brand names of Thermo Electron Corporation (Karlsruhe, Germany)GmbH.
• ViscoScope is a torsional motion viscometer and is the brand name of Marimex Industries Corporation.• PolyLab is a torque rheometer, and RheoMix is a module (for the PolyLab), an instrumented mixer which
is a HAAKE brand name of Thermo Electron Corporation (Karlsruhe, Germany) GmbH.• Viscomat NT is a controlled viscometer, and Concrete Tester BT2 is as compact viscometer both designed
specifically for building and construction industries and the brand name of Schleibinger Gerate GmbH.
DisclaimerThe information contained in this dictionary is not intended for direct use as a tool for process development.It is a guide only. This document remains the property of Rheology Solutions Pty Ltd, and may not bereproduced or altered in any way without the written permission of the owners.
Rheology Solutions has completed a majorwebsite upgrade as part of their ongoingcommitment to providing information andeducation on rheology and materialscharacterisation to their customers.
The most recent updates to the websiteinclude:
Interactive IndustrySpecific Dictionaries
Four industry dictionaries covering food,polymer, surface coatings and minerals areavailable for viewing on-line. These interactivedictionaries provide a comparison betweencommon industry terms such as; flow andlevelling, blending, misting etc and anequipment matrix to identify the correctinstrument to characterise a material for eachspecific industry term.
The comparison has been developed to showthe shear rate (s-1) and/or viscosity (mPa.s)range for each term and identifies theappropriate instrument solution which islinked to the full product specifications on thewebsite.
Visit www.rheologysolutions.com and followthe link from the front page.
Rheology Solutions –Industry Tips… Tim’s TopTips
Often industry must overcome problemsrelated to and often dominated by the flowproperties of their product, through therelationship between these properties andproduction related issues are not alwaysimmediately apparent. It is the purpose of thisseries of articles, to help illuminate the issuesfaced by the industry, how they relate to theflow properties of the problem materials andhow they can be successfully measured andcontrolled with a view to better processing.
These notes focus on commonly encounteredmeasurement issues and suggest solutions forsolving these challenges. Each tip includes:working definitions, background anddiscussion comparing current testingprocedures and methods and summarises the
measuring techniques in a comparison tableby method/instrument.
Three industries are included currently for on-line viewing, and each contain fourapplication notes covering the explanationand evaluation of:Tim’s Top Tips for Food Industries• Mouthfeel • Shelf Life• Processability • Cohesiveness
Tim’s Top Tips Surface Coatings• Flow & Levelling • Misting• Mixing & Blending • Shelf Life
Tim’s Top Tips Polymer• Compounding • Processability• Shark Skin • Die Swell
Hard copies of these tips are available bycompleting either the on-line request formor the information request form enclosed.
Visit www.rheologysolutions.com and followthe link from the front page.
Industry Solutions Kits
A series of Solutions Kits for specificindustries are available now to view on-line.Each Solution Kit contains an overview of theprocess challenges for that industry from amaterials characterisation perspective, a list oftechnical literature available and RheologySolutions products for the industry.
The industry Solutions Kits that can be viewedon–line are, Food; Polymer; Surface Coatings;Mineral Slurries; Construction & BuildingMaterials; Pharmaceutical, Cosmetics & AlliedIndustries; and Chemical & GeneralManufacturing.
Hard copies of the Solution Kits are availableby completing either the on-line request formor the information request form enclosed.
Visit www.rheologysolutions.com and followthe link from the front page.
Rheology Solutions Goes to KL, MalaysiaRheology Solutions and KnowledgeCompresented a workshop for the food industry:“Improving of food texture, processing andshelf life using rheology”, in Kuala Lumpur,Malaysia, May, 2006.
There is a good deal of interest beinggenerated in Malaysia, especially by the localfood manufacturers in the rheology of foods.As a result KnowledgeCom (KCom)Management, approached Rheology Solutionswith a view to a collaborative workshop.KCom was responsible for marketing andfacilitating the workshop, in Kuala Lumpur,and Rheology Solutions was responsible forthe course content and delivery.
The event was held over two days at the JWMarriott Hotel, Kuala Lumpur, with a dozenfood professionals – Engineers, Chemists andFood Scientists in attendance.
The attendees came from a cross section ofthe diverse Malaysian food manufacturingsector, including edible oils, confectionary,cocoa and dough-based products.
Understanding the rheology of foods is ofcrucial importance for the whole lifecycle of afood product – for product development,during the process, to assess product stabilityduring storage, for Quality Control (QC) andfor the final consumption of the product.Rheology can give an excellent indication ofwhat might be the consequences of differentprocessing scenarios or ingredient mixtures onthe structure of the food for all of theselifecycle phases.
Many foods have delicate structures that canbe adversely affected by pumping, mixing orpouring. On occasion these structures do notfully recover, even after prolonged periods atrest, resulting in a below specificationproduct. Rheological measurements enableus to assess the structure of materials and asa result the impact of changes in process orstorage parameters, as well as the impact ofchanges in the formulation of the products.
Of course, as (or more) important thanprocessing and storage considerations is theconsumers impression of the product. If thetexture is incorrect or inconsistent then
customers will be unhappy, and will move tomore reliable products or those with superiorflavour or mouthfeel. Again, rheology has asignificant impact in this element of thelifecycle of a food product. Firstly, rheologicalproperties have been shown to influence themouthfeel of a wide variety of foods andbeverages, both solid and liquid, because theinternal structure is one of the dominantcharacteristics determining the mouthfeel offood. In addition, flavour release has beenfound to be influenced by rheologicalproperties. Of course, there are other factorsinfluencing both texture and flavour, due tothe complex interaction between all of thesenses in and around the mouth, includingtouch, taste, smell and so on.
More and more, consumers are demandingextra functionality from foods, for exampledigestion-friendly bacteria in yogurt, low-fatalternatives for high fat products etc. Theseadded functionalities usually require a changein the ingredients of the products, and evensmall amounts of a new ingredient, or a smallchange in the amount of an existingingredient can have a large impact onprocessing, storage, texture and taste of aproduct.
So, intelligent food design must involve somerheological measurements and understandingto ensure success. Without understanding theconsequences of changes in the process,ingredients, storage conditions and so on, we
cannot hope to reliably manufacture a foodproduct to meet with the full approval of theconsumer.
The workshop consisted of explanations andexamples of how rheological techniques canbe applied through the lifecycle of a product– from conception through to processing,storage, QC and final consumption. Along theway, introductions to and explanations of thetechnical jargon and concepts encountered inrheology were made, like viscosity, yieldstress, viscoelasticity, extensional properties ofliquids and semi-solids, and uniaxial testingfor solid and semi-solid materials. Theconcepts were illustrated using real examplesand data from the food industries. Thesessions were interactive with excellent inputfrom the attendees regarding their particularsituations, processes and problems.
There were regular group sessions requiringthe attendees to form small teams tocomplete tasks (similar to those encounteredin reality) as diverse as calculation of thepressure drop in a pipe for a non-Newtonianmaterial to the correct selection of anappropriate sensor system or instrument for agiven set of measurement conditions andrequirements. In general the group preformedvery well in all the tasks and this aspect ofthe workshop was quite enjoyable andpermitted the application of some of theprinciples learned in the course.
Some of the attendees and presenter at therheology workshop in Kuala Lumpur,Malaysia. Dr Tim Kealy, Technical Manager,Rheology Solutions (middle, first row)conducted the two day seminar.
If you are interested in discussing either a public or private industryspecific seminar or workshop covering the theoretical and
practical applications of rheology, contact Rheology Solutions.
Reprinted with permission from the May 2006issue of Modern Plastics Worldwide.www.modplas.com
By Robert Colvin
The ability to assurecustomers of its filmquality has helped Spanishflexible packagingprocessor Envases delValles (EDV) Coex keepahead of its competition.
Clients such as Danone, Kraft, Nestlé, Heinz,Oscar Mayer, and Ferrero today expect theirvendors to check quality before delivery,rather than have their own employeesperform the task.
That led EDV to install optical inspectionsystems on its five cast-film lines. Theseproduce modified-atmosphere packaging filmin up to seven layers, generallypolyethylene/PET/EVOH combinations, orlong-life, multilayer polypropylene film forthermoforming packages that can offer one-toone-and-a-half-year freshness.
"Our customers didn't ask us to buy aparticular system: they just wanted a solutionto problems of gels and black specs in theirend product, which was affecting packagingequipment, printing, and packageappearance," says Andrés Carol, EDVProduction Director.
The 160-employee processor, based in Llinarsde Vallés, near Barcelona, is a leadingproducer of coextruded food packaging filmswith a turnover of Euro 36 million fromprocessing plants in Spain and Australia fromwhich EDV exports globally.
Carol says regardless of how well you processor how good your operators are, from time totime films will have problem gels, black specs,fish eyes, holes, streaks, dust or dirt, insects,scratches, or other optical distortions that areall unacceptable to finicky customers. EDVsolved the problem by installing web
inspection systems from German producerOptical Control Systems (OCS; Witten), first onone line in 2002 and the others in 2004. EDVuses the quality assurance it gains from suchsystems as a selling point with its customers,says Carol.
"You can't expect an operator to work a shiftand constantly keep his eye on quality of themelt coming out of the die. However, theinspection units are impartial and insensitiveto being tired at the end of a shift, having tocheck something else down the line, orwanting to take a break," he says.
EDV decided on film inspection because itfeared losing business, especially onecustomer that required confirmation thatEDV’s coextruded film met its standards. Thecustomer wanted a record of product quality,which online inspection provides. Carol admitsoperators initially were skeptical aboutinspection systems but says now they rely onand trust them.
Oliver Hissmann, OCS Sales Manager, says anoptical inspection system can't solve filmdefects, but it can locate them so a processorcan cut out the offending section or simplylabel and document where, for example, a gelshower occurs so that a thermoformed cansimply let that section run through itsequipment without forming and start formingagain once good film comes off a roll.Such systems also reduce reaction time byalerting an operator immediately of problems,giving him the chance to adjust extrusionpressure or other settings; clean the die lip; orchange a filter. This, says Carol, saves thecompany money by eliminating scrap.
EDV's Technical Director Daniel Tudela says itcan be difficult to determine payback time forsuch a system. "The important thing for uswas to reassure our customers of the productquality they source. You can't put a monetaryvalue on that," he says. "The worst-casesituation for us would be a Euro 50,000 loss
> continued on page 45
Feature Story
Customer Satisfaction is Keyto This Process
OCS Sales Manager Oliver Hissman (left) andEDV Technical Director Daniel Tudola
EDV packaging’s plastics baby food container for Nestle France is microwavable, lightweightand durable. It claimed a Gold Award in last year’s DuPont Packaging Awards
Material handling system connected with 13silos permits easy granule distribution to EDV’s extrusion lines
> continued from page 11because of black specs [where] a customersimply rejects an entire shipment if a problemis found in one roll. We would have toreplace each roll of sheet-time lost for us inproduction and the customer's loss as well,and there is a chance that future businesswith that customer could be in jeopardy."
Tudela says such a loss could spread to othercustomers since they tend to talk amongthemselves. EDV has set the most demandingtolerance allowed by one of its customers asits standard for all its products. Types andsizes of defects are programmed into thecontrol unit, which learns and rememberserrors as they occur.
Setup and calibration of the web inspectionsystems in 2004, which included upgradingthe original unit and software changes, tookfive days including mounting frames. Carolsays only weekly cleaning of lamps andcamera housings is necessary and this isintegrated into general maintenancedowntime.
Because EDV runs both pigmented and clearfilms at different times on the same extrusionlines, the company opted for dual-purposeinspection cameras set at different angles.Carol says the investment has saved EDVsubstantial time and money. "We don'tregret it one bit."
Andres Carol EDV Production Director
New Product
HAAKE DynaMax1200 & 1700 Dynamic Temperature Control Systems
Designed to respondrapidly to dynamictemperature changes
Newington, NH – May 15, 2006 – Thermo Electron Corporation, an industryleading producer of analytical and processinstrumentation, announced today theintroduction of the HAAKE DynaMax™temperature control system for criticallaboratory and pilot applications. DynaMaxunits dissipate heat from exothermic, chemicalreactions much faster than other products intheir class and were developed to providehigh performance and safety with greaterease of use and lower maintenancerequirements.
The HAAKE DynaMax platform incorporatesnext-generation technology that withstandsthe most stringent laboratory requirements. Inaddition to fast cooling and heating rates,units can maintain precise temperatures overa wide temperature range.
“We took speed and accuracy to a new levelwhen we designed the HAAKE DynaMaxplatform,” said Scott Merrow, ProductMarketing Manager for Thermo Electron. “Theplatform is designed to meet a variety ofdemands in the laboratory environment, andthe first units are ideal for cooling jacketed
reactors and large rotary evaporators. Theunits are adaptable, dynamic and extremelyfast while incorporating simple operatingfeatures, easy serviceability and a high safetystandard.”
Specific benefits of the DynaMax platforminclude:
• Extremely fast temperature cooling andheating
• Precise temperature stability• High heating and cooling capacities• Interfaces for external control• Ease of operation• Wide temperature ranges
Specific applications of the DynaMaxtemperature control system include:
With over 75 years of experience in theindustry, Thermo Electron has a proven recordof success in the production of temperaturecontrol systems, including its HAAKE andNESLAB lines. The HAAKE DynaMax platformexpands on this expertise with the highestlevels of speed, performance, and adaptability.
Specifications obtained at sea level using nominal operating voltage, 25°C operating temperature, at 20°C ambient, using a fluid with a specific heat of 0.6. Other fluids, fluid temperatures, ambienttemperatures, altitudes or operating voltages will impact the system’s performance. Pump performanceresults were obtained with no restriction on the return to the system.
Dynamic Heat Load Suppression
Dynamic Heat Load Suppression (DHLS) - New DHLS technology features and cold storage tank and a patented mixing valve that will rapidly dissipate heat during exothermic reactions. In the event that your application limits are exceeded, the system rapidly injects fluid from the cold storage tank - bringingthe system back within your application limits, saving time and protecting your system from damage.
Thermo Electron reserves the right to change specifications without notice.
The series of Tim’s Top Tips has beenexpanded to now include three Tip’s on:
• How to measure thixotropy• How to measure yield stress• How to measure flow and viscosity curves
These tips are available as printed hard copiesfree on request.
These new Tips have a different theme - theyprovide details on how to measure each ofthe rheological parameters, the measurementtechniques and pitfalls of each technique, asummary plus a dictionary cover the workingdefinition for technical terms.
Yield Stress
Background and Discussion
Yield stress has an impact on the miningindustry in a variety of ways. In pumping andmixing at start-up, it must be overcome sothat the impellers can turn. In pipelinetransport yield stress influences the velocityprofile of the material, and under somecircumstances can cause the material to flowas a solid plug carried by a lubricating liquidlayer at the wall where shear stresses arehigh. The yield stress of a material dictateswhether or not a solid fraction will settle tothe bottom of a tank, pipe or other container,and also whether gaseous materials can risethrough it. Disposal of mining waste is animportant issue and the yield stress influencesthe slope of beaches in disposal areas, theability of high solids pastes to be compressedand to flow after disposal and so on.
Thixotropy
Background and Discussion
Thixotropy is a relative measurement, as suchdepends on the experimental conditions andtechnique used to measure it. There areseveral such techniques, the simplest beingmodified flow curves, or constant shear rateor shear stress measurements. A morecomplicated, but perhaps more intuitivelyunderstood method is the shear and recoverymethod.
In order to attain repeatability the mostappropriate technique should be selected andthe sample handling and experimentalprocedures defined fully. These should beunchanged for all tests, so that thixotropy fordifferent materials can be properly compared.
Thixotropy is a relative measure of the extentand speed of recovery of the internal structureof a material during and after shear. It isuseful because it allows an estimate of theeffects of agitation, pumping etc forprolonged periods, and also the effects ofceasing the agitation etc (i.e. how quickly thestructure will rebuild, and how difficult it willbe to restart the process as a result).
Flow and Viscosity Curves
Background and Discussion
A flow curve is used to define theinterdependency of the shear rate and shearstress for a material. To generate a flowcurve either a range of shear rates or of shearstresses can be imposed on the material, andthe other of the pair – the response of thematerial – is measured. A viscosity curveshows the viscosity of a material at eachshear rate from the flow curve. Flow andviscosity curves can be presented either onlogarithmic or linear axes. They describe theflow behaviours at a variety of shear rates, sothat pump, pipe, impeller, etc sizing can becorrectly achieved. They are also importantbecause they define the type of flowbehaviour one can expect from a material –Newtonian, pseudoplastic (shear thinning),dilatant (shear thickening) etc.
Instrument and Equipment Maintenance
Calibration & Service Contracts Available
Annual calibration and service contracts areavailable for all products currently sold byRheology Solutions Pty Ltd.
For details on the service and calibrationcapabilities we can provide you, pleasecontact us and provide details of theinstrument: brand, model and serial number.Send an email [email protected] withdetailed product information plus your fullcontact details. We will get back to you withan overview of our recommendations anddetails of the services available.
New Program
Customer Service & Support Program
Additionally, as part of our ongoingcommitment to our customers and to improvethe level of service and support we offer weare working on developing a customer serviceand satisfaction system that will allow us tocontinue to improve our service and supportlevels. If you are interested in providingcomments or would like to discuss any areaof service or support with us, please do so.We look forward to your input and feedback.
For all customer support and servicecomments email:[email protected]
Product News &Industry Applications
Product Focus • HAAKE MARS – Modular Advanced Rheometer System ..................................47 •• HAAKE Phoenix II – Circulating Baths for External Temperature Control ..........48 •• Rheology Solutions On Show...On-Line Viscometer Demo
At FoodPro & Ausplas ....................................................................................49 • •• New Agency – Building and construction materials testing systems
from Schleibinger ............................................................................................50 •• Rheology Solutions On Show...Rheology Solutions Highlighting Five
New Products to the Australian Polymer Industry at Ausplas 2005 ..................51 •• HAAKE PolyLab OS Torque Rheometer
– Open System for Material Testing & Processing..............................................53• Temperature Control Application – Fogging Testing Equipment ........................57 •• New Product – NEW Extra Long (XL) Series Twin Screw Compounders
– PRISM Eurolab ..............................................................................................57 •• New Product – Micro Injection Moulding Machine – HAAKE MiniJet ................58 •• Optical Control Systems - Pellet Analyser PA66 ................................................59 •• Optical Control Systems - Wide Web Inspection System ..................................61 • • •• HAAKE PolyLab Blown Film Die ......................................................................74 •
Product Reviews • HAAKE Rotational Viscometer for Mineral Slurries HAAKE VT550 Viscometer
– the Industry Choice for Mineral Slurries & Suspensions ................................50 •• HAAKE Temperature Control ............................................................................60 •• Optical Scanning ............................................................................................63 •• Shimadzu Universal Uniaxial Tensile Testing Range ..........................................64 •• Sample Testing Unit..........................................................................................65 •• Powder Testing System ....................................................................................65 •• QC Rheometer ................................................................................................65 •• Ultra Low Refrigerated Bath Circulators ..........................................................75 •
Product News • Product News – New Twin-Screw Compounder ................................................70 •• Product Accessories – Sensor Systems for HAAKE Mars ....................................71 •• Product Accessories – Sensor Systems for HAAKE Viscotester VT550 ................72 •• Product News – Film Surface Analyser ..............................................................73 •• Product Accessories – Extrusion Equipment – HAAKE POSTEXtrusion
Equipment for the HAAKE PolyLab System ......................................................74 •• Product Applications – Temperature Control for Viscometers and Rheometers ..75 •
Industry Applications • New Product Application – Micro Rheology Compounder for Pharmaceuticals
in Printing and Coating Applications ................................................................56 •• The HAAKE CaBER 1 ........................................................................................56 •• Product Review for Polymer Industries – Production and Quality Control ..........66 •• Product Review for Temperature Control – Production and Quality Control ......67 •• Industry Application – Concrete & Building Industry..........................................69 •
HAAKE MARS – ModularAdvanced Rheometer SystemInaugural AustralianDisplay at theAustralian KoreanRheology Conference– July 2005The modular R&D controlled stress rheometerplatform features a design that enables thesystem to adapt quickly and flexibly to therequirements of different applications andtests. The HAAKE MARS offers:• Interchangeable temperature control units
- Liquid temperature controlled cylinder system (-40ºC* to +200ºC)
- Liquid temperature controlled cone & plate system (-80ºC* to + 350ºC)
- Electrically heated cylinder system (30ºC to +300ºC **)
- Electrically heated cone & plate system (-80ºC* to +500ºC)
- Peltier controlled cone & plate system (-60ºC* to +185ºC)
- Closed temperature chamber (-150ºC to +600ºC)
* depending on the temperature control unit used** using suitable measuring geometries• Integrated web server for remote
monitoring• CR, CS, CD mode in rotation and CS and
CD in oscillation• Axial force measurement during rotation
and during axial movement in tensionand compression
Temperature control units ensure reliableoperation at temperatures from -150°C to600°C. Special measurement equipment canbe integrated including:• pressure cells up to 400 bar• UV cell for measuring UV-hardened
materials• an optical module for the synchronous
analysis of rheological properties and themicroscopic structure of a sample
A spectrum of applications can be coveredfrom an extensive range of measurementgeometries: coaxial cylinders, plates andcones, as well as disposable and customisedversions.
Specifications Max Min
Angular resolution (μrad) 0.012
Rotational speed CR-mode (min-1) 1500* 0.001
Rotational speed CS-mode (min-1) 1500 1 x 10-7
Torque (Nm) 0.2 5 x 10-8
Torque resolution (Nm) <1 x 10-9
Frequency (Hz) 100 1 x 10-5
Multiwave frequency range (Hz) 20 0.01
Normal force (N) ±50 0.01
Normal force resolutions 0.001
* Optional high shear (4000min-1)
The HAAKE MARS features:
• Hybrid temperature control combining thebenefits of convection and radiation forhigh heating and cooling rates
• Clamshell design for easy access andgood thermal stability in the chamber
• Modularity offers medium temperature (-70ºC to +600ºC) and low temperature (-150ºC to +600ºC) configurations
• Oven option with nitrogen cooling• Easy updates and upgrades• Hoses under vacuum for low temperature
option (-150ºC)• Two oven observation windows
1st timeshown inAustralia
Visit us atStand No.1
HAAKE MARS Modular Controlled Stress R&D Rheometer with ‘oven’ module.
HAAKE Phoenix II – Circulating Bathsfor external temperature controlThe HAAKE Phoenix II systems are designedfor external temperature control andmanufactured for applications that do notallow direct product contact. Used incombination with a Pt sensor, the circulatorsensure high temperature accuracy of 0.01ºCfor external applications within a temperaturerange of -90ºC to +280ºC.
• cooling capacities up to 5,000 watts• heating capacities up to 6,000 watts• Real Temperature Adjustment (RTA)
assures the temperature on the display isthe temperature you measure
Industry – Applications
• General – the Phoenix II are used tomaintain temperature of sample duringviscosity measurements
• Chemical Industry – Reactioncalorimetry benefits from the fast reactionof the Phoenix 11 to temperature changesin the reaction vessel and improves thesafety and performance of the process.
• Petrochemicals – The Phoenix II issuitable to use for “Cloud Point”determination according to DIN, ASTM &ISO to the “Freezing Point” determinationof aviation fuels.
• Biopharma Industry – Strict control ofthe fermentor temperature is essential toachieve the highest yield. Mammalian cellculturing over days is risky without highprecision temperature control. Harvestingvia molecular filtration using tap water toprevent the denaturation of enzymes iscostly and controlled. Precise processcontrol is required in all these examplesand achieved with the Phoenix IIcirculators.
• Pharmaceutical Industry – HAAKEheating and refrigerated circulating bathsprovide precise external temperaturecontrol for jacketed reactors ranging insize from 500 ml to 50 litres. Thesecirculators can handle exothermic swings
process – the multiple language screen
provides total accessibility to all staff.
HAAKE Phoenix Highlights
• Large monitor with plain text display and
Fault Identification System (FIS)
• FuzzyStar control with neural adaptation
• Powerful pressure and suction pump
• Display resolution of 0.01°C
• Up to 10 ramp programs
• 4 savable fixed temperatures
• Real Temperature Adjustment (RTA)
• External Temperature Control (ETC)
• 3-point calibration function
HAAKE Phoenix Circulator Screen
in temperature as well as provide fast andcontrolled ramp times.
• Food & Beverage – The refractive indexof a sugar solution changes withtemperature while its solid contentremains the same, so temperature is oneof the single most important factorsinfluencing accurate refractometerreadings and is one of the largest sourcesof error in measurement. Precisetemperature control is therefore of utmostimportance for obtaining an accuraterefraction index measurement
• Cosmetics – Filling systems for lipstick oreyeliners benefit from the fasttemperature reaction from the Phoenix IIcirculator units. They can be operated inthe laboratory as well as in the filling
Marimex On-Line Torsional Viscometer.The in-line viscometer measures viscosity of aliquid continually and precisely in-line.
During FoodPro and Ausplas, RheologySolutions will run a live demonstration of theMarimex ViscoScope. The demonstration willprovide a read out of viscosity andtemperature on the digital display.
The system data can be fed to the PLC withinthe production process and by monitoringviscosity and temperature in-line, any out ofspecification product is identified and theprocess can then be adjusted accordingly.
This system can be used within pumping,mixing and storage stages for raw materialsand finished products to consistently measureand report on viscosity and temperaturechanges.
The Marimex Industries ViscoScope Systemsmeasure the dynamic viscosity of liquidscontinually and precisely in-line. TheViscoScope system consists of a rugged sensorand associated electronics, which has beendesigned for process environments. The sensorhas high resistance against foreign influencesand can be applied in many industriesincluding chemical, petrochemical,pharmaceutical and food industries.
Dependent on the application requirementsone or two Pt100 temperature measurementdevices will be used within the sensor. The firstPt100 is built into the sensor probe itself andmeasures the process temperature at the samelocation, at which the viscosity is beingmeasured. A second Pt100 is used in highertemperature applications to measure the coiltemperature. Besides internal monitoring andanalysis of the health of the sensor, the second
Pt100 can be used for temperature control ofthe coils, providing consistent performance ofthe sensor at changing high processtemperatures.
The systems are factory calibrated with NISTtraceable, shear independent calibration oils.Customer calibration is not required. Start-upof the system is accomplished in a few simplesteps, including an automatic zero procedure,which can be initiated from the front panel, aPocket PC or remotely. Maintenance freeoperation of the ViscoScope system provideslow cost of ownership. The sensors areapproved for hazardous areas.
Building and construction materialstesting systems from SchleibingerRheology Solutions Pty Ltd is pleased toannounce the exclusive Australian distributionof the Schleibinger Gerate GmbH range ofconstruction materials testing systems.
The Schleibinger range further extends therange of products and services tailoredspecifically to the materials characterisation of construction and building materials.The Schleibinger product range now availablein Australia includes:
• Viskomat NT: A rotational viscometer fortesting the workability and rheologicalbehaviour of cement paste and mortar.
• Concrete Tester - BT2: A compactviscometer for testing the workability offresh self compacting and high-performance concrete.
• CDFCIF -Freeze/Thaw-Tester: A systemfor testing the freeze/thaw resistance ofconcrete.
• Shrinkage Cone: A laser based systemfor non-contact measurement of the earlyshrinkage of pastes (up to several weeks),mortar and concrete.
• Shrinkage/Expansion Units: Formeasuring the long-term shrinkage and expansion of mortar and concrete.
• Thin-Layer Shrinkage LaserMeasurement System: For measuringthe shrinkage of thin layers.
The Viskomat NT is a versatile rotationalviscometer for determining the workability offine-grained building materials such ascement paste, mortar, fine concrete, plasteretc. with a maximum particle size of 2 mm.Information available includes:
• flow curves and rheological parameters• temperature dependent workability
properties• stiffening behaviour as a function of time
and stirring speed• effects of concrete admixtures and mineral
blending agents on workability
The viskomat NT is a true speed controlledviscometer driven by a high precision synchronmotor.
Each rotation is resolved within 200.000steps. It allows ramping from 0.001 rpm to200 rpm in both directions to record flowcurves and yield points. The torque up to±250 Nmm is measured by a specialtransducer.
Viskomat NT Rotational Rheometer
Product Review - HAAKE Rotational Viscometer for Mineral Slurries
HAAKE VT550 Viscometer - the industry choice for mineral slurries & suspensions
The HAAKE Viscotester model VT550viscometer is suitable for viscositymeasurements of particular suspensions usingstandard sensors to provide relative orabsolute results which are highly reproducible.The HAAKE VT550 viscometer:
• Provides the data to allow accuratecalculations for pumping slurries andsuspensions
• Can be operated manually by the key pador PC controlled
• Measures yield points using ControlledDeformation (CD) mode
• Measures inhomogeneous materials withparticles in mm size
• Records flow curves automatically tomonitor the flow behaviour of a liquid orpaste
• Has interchangeable rotors to extend themeasuring range and application
• Can be upgraded to a coaxial- or coneand plate viscometer
The HAAKE VT550 viscometer is supplied as apackage to meet the requirements of viscositymeasurements of construction materials. It isan industry standard for high quality viscositymeasurements. It is the most sturdy andprofessional instrument and offers a widerange of sensors to suit numerousapplications.
The HAAKE VT550 provides results onviscosity and yield point which allows you to:• Correctly size pumps• Minimise wear in pipes & fittings• Identify start-up energy requirements for
pumping• Predict the longevity of hydraulic transport
equipment• Design better disposal systems HAAKE VT550 with vane rotor
Rheology Solutions Highlighting FiveNew Products To The AustralianPolymer Industry At Ausplas 2005 September provides Rheology Solutions with aunique opportunity to show five new productsto the plastics and rubber industry for the firsttime in Australia at Ausplas. These productsare optical scanning equipment, on-lineviscometer, micro-injection moulding machine,on-line rheometer and a modular R&Drheometer.
Rheology Solutions specialises in materialcharacterisation solutions and is pleased tobring this large number of new products andsystems to the Polymer Industry. The RheologySolutions stand will have operationalequipment to demonstrate the many featuresand functions of the instruments.
The equipment that will be displayed duringAusplas are:
• Wide Web Inspection System – FSP600from Optical Control Systems
• Pellet Scanning System (with colourcamera) – PS-25C from Optical ControlSystems
• On-Line (squeeze flow) Rheometer –HAAKE Piezo Axial Vibrator (PAV)Rheometer from Thermo Electron
• Modular R&D Controlled Stress Rheometer– HAAKE MARS from Thermo Electron
• Micro Twin Screw Compounder – HAAKEMiniLab from Thermo Electron Corporation
• Micro Injection Moulding Machine –HAAKE MiniJet from Thermo ElectronCorporation
• Universal Tensile Tester – AGS-J fromShimadzu
In addition to the staff from RheologySolutions, Mr Fatah Najaf, Sales & MarketingDirector of Optical Control Systems (OCS) willattend Ausplas and be available fordiscussions with customers. OCS is a worldleader in the supply of customised andcomplete solutions in the fields of digitalimage processing, optical measurement andautomation. Both the Wide Web InspectionSystem and the Pellet Scanning System from OCS will be operational during Ausplas.
the inspection accuracy (resolution) so thatcomplete inspection of the entire web width isensured.
In addition to the mere recognition andclassification of defects, the system can alsobe used for analysis, recording, archiving anddocumentation purposes.
Every defect detected is transferred with thedefect image to the measurement protocoltogether with its feature vector (position, size,shape ...). The system can be modified exactlyto suit the respective requirements using thecomprehensive software packages.
Fields of application for the FSP600 wide webinspection system include: Films (transparent,translucent, opaque...), Sheets, Coated webmaterial, Industrial textiles, Paper and Nonwoven materials.
OCS FSP600 Wide Web Inspection System - Screen Shot of Defects
The OCS Wide Web Inspection Systemwill be shown for the first time in Australia onthe Rheology Solutions stand. This system is amodular inspection system, which facilitatesautomatic inspection of fast running, broadplastic sheeting, and sheeting in glass andwood, paper, metal and other materials. A100% scan is continuously made on thesurfaces, and defects (such as gelling, fish-eyes, burns, black spots, holes, scratches andfolds) are located and simultaneouslyrecorded.
FSP600 is a modular surface inspectionsystem for use in production. The productionquality of the material to be inspected isassessed optoelectronically. The measurementdata are stored in an inspection report so thatlater analysis is possible at any time.The modular concept permits the use ofseveral cameras working in parallel so thatoptimum adaptation can be achieved forevery problem.
A system is dimensioned as a function of theproduction speed, the inspection width and
The OCS Pellet Scanning System (withcolour camera) will be demonstrated andavailable to run customer samples during theexhibition. This system was developed for thequalitative and quantitative assessment ofgranules. The pellet scanner is suitable forboth laboratory and on-line inspections. Thepellets can be submitted as samples or theycan be withdrawn from the production line bycreating a bypass. The pellet scanner detectscontamination and foreign particles (based ona different colour) from the pureuncontaminated material. Colour classes canbe defined with the ‘teaching’ tool.
OCS Pellet Scanning System – PS-25C withcolour camera
For the first time in Australia, the HAAKEMiniJet - Micro Injection MouldingMachine from Thermo Electron Corporationwill be shown. The MiniJet is a piston injectionmoulding machine and provides efficientsample preparation for testing mechanical andmeasuring rheological properties.
HAAKE MiniJet – Micro InjectionMoulding Machine
HAAKE PAV Squeeze Flow Rheometer providescontinuous information on viscoelastic properties
When used in conjunction with the HAAKEMiniLab micro compounder, the HAAKEMiniJet is an ideal tool for compounding andsample preparation. Featuring a unique slitbackflow channel, the HAAKE MiniLabprocesses small quantities of material andperforms viscosity measurements. Specimenscan then be created and utilised formechanical and rheological evaluation.
The HAAKE Piezo Axial Vibrator (PAV)Rheometer is an on-line squeeze flowrheometer and will be shown for the first timein Australia at Ausplas. The system canoperate up to 200ºC for polymer melts eitherin the extruder (pressure port) or in the die.The rheometer provides continuousinformation on the viscoelastic properties ofthe liquid so that the necessary action can betaken to keep the product within specification.
The HAAKE MARS Modular R&DControlled Stress Rheometer (see productfocus on page 6) and the HAAKE MiniLab– micro twin-screw compounder from ThermoElectron Corporation will also be on display.
The MiniLab is a micro compounder withconical twin-screws, which offer a short andvery defined dwell time. The unit is scaleddown to micro-size and is perfect for materialscience and development.
The MiniLab enables compounding andrheological measurement with a microamount of material - about 6g. The microcompounder features: viscosity measurement,automatic bypass operation for
circulation/extrusion, inert gas flush of thefeeding area, pneumatic feeding, digital andgraphical data display, and manual orcomputer control.
The Shimadzu AGS-J – table-topuniversal tensile tester will be availablefor demonstration during the exhibition.Tensile or compressive strength is a keymechanical property within the polymerindustry.
The Autograph AGS-J is a column extensiontype universal tester, which offers highprecision and high reliability in materialtesting. All operations of the unit are madeusing the operation panel with a digital LEDdisplay showing the actual force or stress andeither elongation or strain.
A large variety of convenient functions forhigh productivity of tests are provided and thesystem conforms to CE requirements.
The HAAKE PolyLab OS is a modular torquerheometer platform for process engineeringapplications. The “OS” stands for thefundamental platform concept – that of OpenSystem, allowing a number of standardisedsensors and systems to be connected to it foroptical, viscosity, and spectroscopymeasurements.
The HAAKE PolyLab OS is designed toconduct mechanical characterisation of fluidsor solids through deformation, shear or stressat defined environmental conditions.
Application areas include:• Polymers – Processing related data
such as melt characteristics, the effects ofadditives, temperature and shear stabilityas well as dynamic viscosity during shearare of great importance to thedevelopment of innovative polymers.Process simulation in the form ofcompounding and extrusion of rods,profiles or films combined withrheological or visual measurements,assists in optimising proceduralparameters to create samples for testing.These samples can also be used toconduct checks on incoming and outgoinggoods for viscosity, dispersion orplastifying characteristics.
• Rubber – The impact of carbon black onthe cross-linking characteristics of arubber compound and the dispersion,vulcanisation and flow properties ofrubber are key to product quality in therubber industry. Optimising the endproduct mixing times is important toensure efficient use of production plants,and also to successfully launchcompetitive products into the market.
• Ceramics – Rheological measurementdata relating to dispersability, ability towithstand injection moulding and flowcharacteristics of ceramic injectionmoulding compounds and pastes providethe ceramics industry with information tooptimise products.
• Other application and industry areasinclude Food and Pharmaceutical.
The HAAKE PolyLab OS can be used toperform kneader measurements and extruderexperiments on polymers, ceramic mixtures,rubber samples, pharmaceuticals or foods.After filling the mixer or extruder and startingthe series of tests, the operator can leave theequipment and perform other tasks. The statusof a test can be called up using a webbrowser or organiser regardless of location.The whole sequence of experiments is definedand executed step-by-step in a softwareprocedure. Errors, alarms or messagesrequiring the attention of the operator aredisplayed on all monitors.
New PTW16 XL Parallel TwinScrew Extruder• Horizontally split, with a lift off top for
easy cleaning, removal of screws andvisualisation of the melting process
• The segmented top barrel is built with 4Dmodules for easy reconfiguration by theoperator
• Barrel segments are available for cooling,feeding solids, or liquids and venting
• Offer maximum flexibility for feed ports,length and screw design
Product Focus
HAAKE PolyLab OS Torque Rheometer - Open System for material testing & processing
Left: HAAKE PolyLab OS Control Right: HAAKE PolyLab OS Extruder
PTW16 XL 25 + 15D extendableParallel Twin Screw Extruder• Flexible length – not all applications
require a long extruder as shear sensitivematerial can degrade and 25D is longenough for basic applications
• Extension is easy to attach and can beadded in less than 15 minutes
• PolySoft software will recognise theextension unit when it is connected
Physical Test Methods
Extensional ViscosityUsing patented die geometry with an extruderor melt pump allows for quantification of theshear viscosity and extensional viscosity andcorrelates well with die swell.
Mw, MWDBased on the rheological spectra (G’G”=f(ω))and with a model theory calculation of theaverage Molecular Weight Mw and theMolecular Weight Distribution MWD can bedetermined online and direct in the melt.
• Docking station- New mechanical mechanism to lock
the docked systems in place; easy to use and safe
- Only one central socket/connector to eliminate cables and wires
- Rigid and stable chassis on rollers to travel to different locations in a pilot plant
• CAN Open Bus- Intelligent CAN bus integrates all
peripherals with self-identification andtransfer of characteristic data like calibration data table
- Adaptation of all standard CAN open components (thermocouple, pressure sensor, additional sensors) without software modification
- Integration of downstream equipment with standardised interface
• Connectivity- Simple plug & play computer
connection with USB or TCP/IP (option)
- Remote controller (cable based) to operate the drive manually
- Remote diagnosis and status info withWeb browser or PDA
Rotors• Roller Blades for the testing of viscous
properties, cross linking reaction and theshear/thermal stress of thermoplastics andthermosets
• Cam Blades to test thermoplasts andelastomers in the medium shearing range
• Banbury Blades to test natural andsynthetic rubber as well as rubbercompounds
• Sigma Blades for the low shear range totest the adsorption behaviour of powdersand flours
G’G”=f(ω)The mechanical spectra are measured with anaxial oscillating rheometer in the polymermelt. The sensor is mounted in a pressure portand uses the measurement principle ofoscillating squeeze flow.
ColourMeasuring colour directly in the melt andcontrolling it without running samples in thelaboratory is possible using a fibre opticalprobe in the melt which is connected to aUV/VIS spectrophotometer. Software allowscorrelation with the laboratory colour data.
• PolyLab OS System- Modular system for mixer, single
screw extruder or twin screw extruder to be connected (one at a time) to a single drive unit via central coupling
- Open System to connect and integratedifferent components
- RheoDrive new drive concept with intelligent 2-4-16 kW motors
~ very smooth and silent running (RD2 is a synchronous motor) drive system specifically selected for improved mixer test results
Technical Data
PC connection USB Interface
Power connection 2 sockets for feeder power supply
Operation Manual control unit
Measuring sensor Connection viaconnection central docking station
Control and PolySoft supplied with evaluation software the system
Measuring sensors Wide variety of single-screw, twin-screw and mixer sensors can be connected
Test monitoring Using PC or PDA
Internal Using CAN Open Bus – communication all connected sensors
and ancillary units are automatically recognised
SPECIAL OFFERTorque rheometer replacement offer for HAAKE Rheocord models expires on 31 August, 2005. If you have a
HAAKE EC Floor model, HAAKE EU5Bench top model, HAAKE System 40 model, HAAKE RC90/RC9000
model, Plasticorder, Plastograph orPlastmill contact us to discuss replacing
your old torque rheometer. Plan toreplace your system and capitalise on
the value added offer available.PAV SqueezeFlow Rheometer
Micro Rheology Compounder for Pharmaceuticals – HAAKE Pharma MiniLab
The HAAKE MiniLab micro rheologycompounder has been modified to meet therequirements of pharmaceuticalmanufacturing and is suitable for proof ofconcept studies and creating specimens fordrug delivery systems.
The HAAKE MiniLab enables compoundingand rheological measurement with a microamount of material (approx: 5 g) such aspharmaceutical polymers, active ingredients,filling material etc. This is of interest in early research and development for the evaluationof new formulations for instance during newpolymer development, testing of expensiveingredients and material studies.
The system is based on a conical co- orcounter-rotating twin-screw compounder.Manual control is executed using a separatecontrol and monitoring panel which featureseasy handling using a menu.
HAAKE Pharma MiniLab
Advantages• Substantial cost saving for proof of
concept studies as small quantities ofingredients (5g) are compounded
• Understanding of material characteristicsby documenting structural changes usingintegrated viscosity measurement
• Flexible process conditions for differentmaterials by:- Using conical or co-rotating screws- Automatic bypass operation for
recirculation- Force feeder especially for continuous
feeding
Features• No painted parts• All sheet metal is made of stainless steel
1.4301 (304)• Air supply connectors made of stainless
steel
Barrel• Stainless steel No. 1.4112 (440 B) –
passivated• Hardened to 55 Rockwell C• Roughness of wetted surface to 0.4μm
Stainless Steel Barrel
Control Panel• Data log includes time and date plus
- Temperature- Pressure- Screw speed
• Real time clock can only be adjusted inthe maintenance mode
Control Panel
SoftwareThe HAAKE Pharma MiniLab works as astandalone unit with a data dump and doesnot allow the software control of theinstrument. The data dump contains thefollowing information:• General data
- Date, equipment type, serial number• Process data
- Temperature lower barrel, temperatureupper barrel, torque, screw speed,pressure
Speed range 10 – 360 rpm ±0.5% of of screws max speed without
material
Heating zones 2 integrated heating zones
Heating capacity Each zone 400 W / 2 heating cartridges each zone
Maximum temp. 250ºC
Temp. control Control temperature over time stable ±2ºC in the range of 50º to 250ºC stabilised after 30 minutes – for increasing temperatures,static conditions
Temp. resolution ±1ºC
Temp. accuracy ±2ºC
Cooling zones Cooling of the upper and lower barrel with compressedair – 2 x cooling zones
Cooling medium Filtered and oil-free compressed air
Max. pressure 6 bar (87 psi)for air cooling
Mains supply 115/230 V switchable
Current 2 x 10 A (for 115V) / consumption 2 x 6.3 A (for 230V)
Eliminate Misting & Spatter in Printing & Coating Applications
Printing speed is often limited by theformation of small droplets, so called‘misting’. The release of the ink follows an elongational pattern.
The HAAKE CaBER extensional rheometer candetect materials that are more likely to mist orspatter.
Application Example:Offset Printing
Offset inks which performed well could not bedifferentiated by rotation or oscillationmeasurements from samples showing mistingduring the printing process. The break-uptimes showed a significant difference – theshorter times lead to less misting.
The HAAKECaBER 1 Suitable for examining:Adhesives - measurement of tackiness -solvent loss or gain, Associating polymers,Biomaterials, Surfactants, Consumer goods -filling of bottles - Time to breakup - solventloss - processability, Food products -stringiness/strand formation - time to breakup- relaxation of doughs - elastic instabilities,Industrial resins - relaxation time spectrum -constitutive modelling - spinnability
Also the extensional viscosities of the two inks were significantly different with the better inkhaving the lower extensional viscosity.
Testing the extensional properties before product application will identify products that are more likely to mist and spatter and allow you to adjust the formula and eliminate the problem.This would improve your process and product performance and provide a new QA/QC procedural step prior to application.
Free Testing Offer - contact Rheology Solutions to arrange to have two product samples tested for extensional differences.
Fogging Testing EquipmentFogging – the evaporation of volatilecomponents of soft PVC, textiles or leathermaterials used for interior fitting andtrimmings of motor vehicles. Hightemperatures in cars cause the volatiles toevaporate and condense on the windshieldand create a fog.
The HAAKE Fogging Test Equipment meetsall test standards and norms• ISO 6452/2000• DIN 75201
NEW Extra Long (XL) Series Twin Screw Compounders – PRISM Eurolab
Thermo Electron Corporation has introduced anew version of its successful PRISM EurolabXL 16 mm twin-screw extruder. To give theprocessor even greater flexibility, it is nowpossible to purchase the standard 25:1 L/Dcompounder, and, at a later date, to convertto a 40:1 version by simple addition of a bolt-on 15:1 L/D barrel extension. The longerbarrel allows multistage compounding ofnano-composites or reactive compoundingwhere long residence times are required.
With a horizontally split design the extrudercan be easily opened by lifting off the top halfof the barrel for thorough cleaning, screwconfiguration changes or dead-stop meltstudies. The upper barrel is assembled from4:1 L/D segments, which can be easily
rearranged to change the position of feedingor venting ports.
The PRISM Eurolab XL is controlled through anew colour touch screen, with enhancedgraphics and an advanced PLC with “plugand play” facility recognising when additionalancillary equipment (or the barrel extension)is connected. The controls allow storage of aprocess configuration and set points to giverepeatable operating conditions. Dataacquisition is standard for an on-screen trenddisplay, or connection to a PC for full datalogging and analysis.
PRISM ancillaries include change-bowl pre-mixers, strand and face-cut pelletisers,conveyors, cast sheet and blown film lines. PRISM EuroLab 16mm XL
The HAAKE MiniJet injection mouldingmachine produces small test specimens liketensile bar, impact bars and disks from aslittle as 5g of material, whether in powder,pellet or melt form.
The HAAKE MiniJet uses a piston instead of ascrew to feed the material into the mouldkeeping barrel volume low. Highly viscousmaterials can be processed on account of theinjection pressure of up to 1,200 bar.
The HAAKE MiniJet can be used incombination with the HAAKE MiniLab microrheology compounder, or as a stand alonemachine.
- Injection pressure & duration- Post pressure & duration
• All parameters can be stored including10 recipes
Features• Units – bar, psi – ºC, F, K• No pressing lever necessary due to
vertical design• Easy filling of pellet samples• Same injection pressure with 40% less
feeding pressure• Temperature Maximum: 400ºC (container)• Temperature Maximum: 250ºC (mould)
Processing parameters such as barrel andmould temperature, injection pressure andtime, and post pressure can be monitored andcontrolled with the MiniJet microprocessorbased control system.
Tensile testing specimens and tablets as moulded in the HAAKE MiniJet
MouldsSpecific moulds depending on yourapplication requirements are available such as:• Standard moulds include 20 mm, 25 mm,
and 35 mm disks• Tensile testing specimen, ASTM D-638
type V and ISO 527-2-5A tensile bars, andDMA bars.
• Customised moulds, eg: for tablets forbioavailability studies
The HAAKE MiniJet ready for samples Removing mould reservoir
The reservoir can be connected with The reservoir can be direct filled withthe HAAKE MiniLab to fill in the melt pellets into the reservoir chamber
Interfaces Ethernet 10/100 M Base-T, digital and analogue I/O, USB,MODBUS, PROFIBUS,RS232 BDE, SAP interface or SQL
Remote Control Extender max 100 mService Remote Control
Software Operating systemsWindows XP
Connection values Power230 V AC (50 Hz) / 115V AC (60 Hz)
Temperature 10° – 40°C
The product quality in the plastic processingindustry demands that the raw material itselfconforms to the necessary requirements withregard to purity, colour and property of thepellets. It is a red light for the raw materialproducer if the pellets have coloured or blackinclusions that are generated in thesynthesising and / or pelletising section. It isjust as critical if polymer dust and fines occurin the process that indicate non-optimaltransport conditions in the area ofloading/unloading trucks and bagging.However, if the fines were shown to havebeen created in the synthesising area, it wouldbe the responsibility of the downstreamcyclone classifying to create "fines"-freepellets before delivery.
Undesired loose impurities on the pellets arecarried in, for example, through contaminatedconveying air (filter) or in an unclean silovehicle, and therefore manufacturer,transporters and end processor will beaffected. In this case it is essential to haveaccurate testing documentation available inorder to monitor and eliminate the cause ofthe defects. Moreover, additional costs infurther processing can be prevented.
The constantly increasing production speeds inprocessing demands that the pellet qualitycomplies with technical developments.Continuity with regard to a defined pellet sizedistribution is required, because at high loadsthe feed behaviour in the processing machinescan react sensitively to even minorfluctuations of a more or less widedistribution. In this context, the pellet shape(e.g. lense/cylinder/dice/sphere) is equallyimportant.
Additional interference occurs in processingpellet mixtures if it has to be guaranteed thatthe composition remains stable in theprocessing (no segregation). The same appliesto master batches or the subsequentmetering of additives.
The PELLET ANALYSER PA66 system from OCScomplies with the precondition through the
Pellet Analyser PA66
combination of the highly sensitive Pellet Shape Size Distribution (PSSD), Pellet Scanner (PS25C) and real colour measurement CM2(option).
Impurities are measured in the PS25Cinspection system with the help of a 3-CCD-chip colour camera according to colours, sizesand shapes. High-performance evaluationsoftware processes the raw data intoextremely variable visual graphics and tables,and also into representations of the defects(mosaic display).
As a modular inspection system the PSSDsystem counts and measures the size andshape of pellets. The pellet size and shape canbe determined in 10 different classes. ThePSSD system also detects twins, triples, spikesand dog-bones as well as pellets with finesand tails. The system can indicate dust andtails proportion. By counting all measuredpellets the pellet weight (pellets/g) can bedetermined, in combination with a weighingdevice.
The colour measurement CM2 (option)
determines the colours of the pellets on-linewith a spectrometer and presents the data invarious standards (e.g. L a b value).With a suitable layout the system can beoperated both off-line and on-line. The timehistory for each production batch isdocumented and filed through the automaticstorage of all measured data.
Scope of Application:• opaque pellets• coloured pellets• non transparent pellets• transparent pellets
The HAAKE C/DC circulators are inexpensiveunits with a high power capacity. Thesecirculators are small, slim-line units which canbe used for a wide range of standardapplications. A powerful pump and a heatingcapacity of up to 2000 watts enable the safetemperature control of applications up to200ºC. Digital displays with user-presettemperatures are available for simpleoperation.
There are five different models:
• HAAKE C10: Analogy unit up to 100ºC,1.5 kW heating capacity
• HAAKE DC10: Inexpensive digital unit upto 100ºC, 2 kW heating capacity
• HAAKE DC30: Digital unit with RS232Cup to 200ºC, 2 kW heating capacity
• HAAKE DL30: Same as DC30, howeverwith 200 mm immersion depth
• HAAKE DC50: Same as DC30, however
with connection for Pt100 sensor andexternal control
Product Features:
• Powerful pumps with TurbulenceReduction System (TRS)
• Simple operation due to separate displaypanels for menu selection andtemperature (except for C10)
• Microprocessor with PID control (exceptC10)
• Resolution of the digital display for theset and actual temperature optionally 0.1or 0.01ºC
• Real Temperature Adjustment (RTA)• Saving of 3-user defined fixed
temperatures with their respective RTAvalues
• The reason for a unit fault is shown onthe display via the Fault IdentificationSystem (FIS)
• RS232C interface (except for C10, DC10),optional RS485 interface with the DC50
• External Temperature Control (ETC) forexternal systems (DC50 only)
• Connection for an external Pt100 sensor(for DC50 only)
The HAAKE C/DC immersion circulators areused for the temperature control of baths upto 50 litres. They can be attached to bathwalls with a thickness of up to 25mm using abracket clamp. A pivotal nozzle ensures evenmisting and a good temperature distributionwithin the entire bath. The minimum depth ofthe bath must be 150 or 500 mm. The TRSfeature can be used to avoid turbulence in theopen bath.
An extensive range of circulators, cryostatsand coolers are available to meet mostheating or cooling applications.
Optical Control Systems - Wide Web Inspection System
The Wide Web Inspection Systems FSP600from Optical Control System (OCS) is designedto inspect 100% of the surface on a film line.The systems can be used for transparent andopaque film and are tailored to theproduction requirements for film width andline speed.
The web inspection system FSP 600 detects,documents and protocols optical defects ontransparent and opaque/coloured film usingtransmission and reflection lightingtechnology.
The lighting technology is a special lightingunit with a focussing lens. This lamp uses highfrequency standard fluorescence tubes, sothat service and maintenance costs are verylow. The maintenance can be carried outeasily by the customer.
The defects are classified according tocustomised defect classes like gels, blackspecs, fisheyes, holes, contaminations orflies/insects. The images of these defects arestored for further analysis.
The high end system uses Fuzzy algorithmsand is able to distinguish e.g. between a flyand a gel. The easy Teach-In classificationenables the operator to select and name thedefect classes by evaluating the defect
images. Then a classifier automaticallydetermines the parameters for these defectclasses.
Furthermore, the operator has the possibilityto evaluate the defect image with a 3-DAnalyser. The Filmtest Evaluation Software enables the customer to re-analyse the defectinformation according to other specifications.
The sophisticated software enables theoperator to analyse the roll quality and to print quality protocols of the rolls. It ispossible to report the defects to various customised lanes in the machine direction.
The system warns the operator with an alarm
lamp if critical defects or an amount of criticaldefects per m2, 10 m2 or 100 m2 occur.
The system has input interfaces e.g. for rollchanges, web breaks etc. All this information
will be stored and reported in the quality protocols and on the graphical user interface.
Features:
• Automatic Defect Marker - alarmsignals for the marking of defects in therunning production line are individuallyconfigurable
The Wide Web Inspection System FSP 600
• Modular Architecture - easy expansion,easy customisation and adaptation
Many industries require the highest standardsfor their packaging materials, both in terms ofthe raw materials from which they aremanufactured and the quality of the finalproduct.
One of the major problems with raw materialsfor packaging systems manufactured frompolymer melts is presence of impurities in thefeedstock to extruders, resulting in imperfector discoloured films. If these imperfections arenot detected, then the final product will sufferin terms of its optical and perceived quality.Pellet and powder scanning systems allowimpurities in the feedstock to be detected byusing a closed circuit camera and associatedcomputer software. The software can betrained to monitor and count user designateddefects, allowing the operator or manager toassess the risks to production of continueduse of the feed.
Following is an overview on two productsfrom Optical Control Systems portfolio forpellet evaluation.
PSSD - Pellet Shape and SizeDistribution System
ApplicationThe measuring system PSSD - Pellet Shapeand Size Distribution System - inspects thesize and shape distribution of granules orpellets. The system works at high speed whichcontributes to expediting productionprocesses and improving quality control. At alarge measurement range and highthroughput, up to 50 kg/h depending on thesize of the pellets, a high repeatability isguaranteed, independent of the shape of thepellet.
ComponentsThe system consists of a housing containing ahigh-speed line sensor, a lighting source andthe transport mechanism. The line sensor isconnected to a high-performance image-processing computer, which is integrated intoa 19''-4HE housing.
Mode of OperationIt is possible to test transparent and non-
transparent granules. To gain a betteroverview, the pellets are classified in up to 10definable class sizes of 100μm and above. Theresolution is 100μm. The line sensor and thelighting source are installed opposite oneanother. The pellets move from a funnel overa vibrating conveyor to a ramp betweensensor and lighting source. From there, theyfall into a container in one layer and arerecorded continuously by the sensor.
Features During the measurement, the recordedimages and the measurement data can beobserved on a monitor. The results can berepresented in coloured graphs or tabularform and after each completed measurementa test certificate can be printed out. Forfurther evaluation, it is possible to generateplots of time behaviour and histograms. It isalso possible to define alarm limits. Whenthese are exceeded, a floating contact isswitched (optional). The existing processinterface can optionally be configuredaccording to customer requirements. Thesystem offers the possibility to make manyindividual adjustments which ensures anexact adaptation to special requirements.These can be stored on hard disc. Thus, anunlimited number of adjustments for manydifferent kinds of material can be defined andstored so that changing from one mode ofexamination to another is considerably easy.
Software The software is completely menu-driven andmeets SAA-standard. Operating the system isthus very user-friendly and easy to learn. Allmeasuring data and results are stored onhard disc together with time and date whichfacilitates later evaluation (SPC).
Pellet-Scan-System PS-25C(Colour Camera)
ApplicationThe Pellet-Scan-System PS-25C (colourcamera) was developed for the qualitativeand quantitative assessment of granules.Within large scale polymer production, thehigh quality of the material is not just aquestion of 'invisible' characteristics. Even theouter appearance of the granules is of greatimportance. Regular granule shape and colourconstancy greatly contribute to thesafeguarding of quality during furtherprocessing. Aside from the aesthetic aspect,colour deviations can be an indication ofhidden material defects. Recognising qualityat the right time means a large contributionto competitiveness.
The PS-25C is applicable for laboratorypurposes as well as on-line inspection. Thepellets can be submitted as samples or theycan be withdrawn from the production line bycreating a bypass. Using a bypass systemgives the user the advantage of directinspection of the material during theproduction process. This allows a fastresponse to follow up on the source of anydefects. The contaminated particles can alsobe extracted directly after the measurement(optional).
Components The unit consists of a 3-CCD-Chip colourcamera, lighting, an image processor, aconveying device and a hopper. Equipped witha fully automatic self-cleaning mechanismwhich cleans the pellet feeder and the opticalchamber at various adjustable intervals.
Mode of Operation To find and eliminate the cause of certaindefects, it is essential to have the mostprecise information at hand, throughobtaining exact and continuous details aboutthe colour, size, frequency, etc. of certaindefects.
The PS-25C is capable of inspectingtransparent and opaque granules. The imagesare taken with a 3-CCD-Chip colour cameraand are processed and evaluated by theimage-processor using specially designedsoftware.
The EZ Test Texture Analyser -suitable for raw materialsthrough to packaging materials
In recent years, the application of numericvalues to the sense of touch for materials andproducts has become very important. Inparticular, in the food industry, variousevaluations are made for product qualityassurance and the development of newproducts from raw materials through to theproduct packaging materials.The EZ Test texture analyser has two types
of software (Rheometer Software andTrapezium 2) and a wide selection of jigsopen up a variety of applications such asproduct packaging and numerically expressingfood product texture characteristics likematicabilty, smoothness, and palatability.The EZ Test measures such properties as:* Hardness & Crispiness * Elasticity * Staleness * Crustiness * Strength*Brittleness.
Maximum test forces: 5N, 10N, 20N, 50N,500N (choose the load cell to suit your testneeds)
Features This software offers a multitude of adjustmentoptions, enabling the user to configure thesystem exactly according to individualmeasurements.
For the detection of contamination and foreignparticles which show a different colour topure, uncontaminated material, colour classescan be defined with the "teaching" tool.Furthermore, it is possible to define alarmlimits. If these are exceeded, a floating contactis activated.
The inspection can be observed on a monitorand visible defects marked and indexed.Images of special importance can be storedand the results represented by a variety ofgraphics and tables. A colour printerdocuments the results. The data, softwareadjustments, the time and duration of theinspection can be easily accessed. Thisfacilitates later evaluation or long-termevaluation.
The system can be integrated into any internaldata processing by means of an existingsoftware interface, e.g. via Ethernet. The OCS PS-25C System
Autograph AGS-J-Table Top TypeUniversal Tester - suitable forlow strength, brittle materialsthrough to strong polymers andend products
The Autographs AGS-J is a column extensiontype universal tester, which offers highprecision and high reliability in materialtesting. All operations of the unit are madeusing the operation panel with a digital LEDdisplay showing the actual force or stress andeither elongation or strain.
A large variety of convenient functions forhigh productivity of tests are provided and thesystem conforms to CE requirements. Force-
displacement curves can be recorded on anyuser-selected scale and a variety of jigs areavailable including: * Spring-characteristicevaluation jig * 45º peel test jig for printed-circuit boards * Cycle bending test jig * Bending test jig. Various applied testattachments are available to further extendthe performance of the AGS-J. These includeattachments for: * Studies of physicalproperties including strength * Tests indesired environments * Displacementmeasurement * Automating tests. The systemoperates using Windows and has acomprehensive dedicated software packagefor every application.
Maximum test forces: 20N, 50N, 100N, 500N,1kN, 10kN
The Powder Testing System (PT 2C) fromOptical Control Systems with colour cameracounts and classifies contamination. Colourclasses can be defined with the "teaching"tool to detect discolorations and foreignbodies which are different in colour to thebulk material, like PVC, PP, PE etc.The system is capable of detectingcontamination and discoloured powderparticles (pink, yellow, brown, black etc.).These inhomogenities are sorted into differentclass sizes which are completely userdefinable. Furthermore, it is possible to definealarm limits. If these are exceeded, a floating
contact is activated. The software offers amultitude of configuration possibilities,enabling the user to adapt the system exactlyaccording to individual requirements.The PT2C is applicable for laboratory purposesas well as on-line inspection. The powder canbe submitted as a sample or it can bewithdrawn from the production line bycreating a bypass. Using a bypass systemgives the user the advantage of directinspection of the material during theproduction process. This allows quickerreaction to any defects.
The PT2C from OCS is perfect for online andlaboratory applications for all free flowingpowders across, food, pharmaceutical andpolymer industries
The HAAKE RheoStress 1 with the TC1 hightemperature unit is a dedicated rotationalrheometer designed for measuring theviscoelastic properties of polymer melts. Withits sturdy polymer-concrete casing it isperfectly suited for everyday use in a pilotplant and or QC environment. The HAAKERheoStress 1 is capable of performing allstandard rotational and oscillatory rheologicaltests in Controlled Stress (CS), Controlled Rate(CR) and Controlled Deformation (CD) mode.
The HAAKE RheoStress 1 rheometersupplements the existing HAAKE rheometer
line with a modular laboratory rheometer thathas the features of a research instrument.These features include viscosity measurementsat defined shear rate or shear stress,determination of the yield point withcontrolled stress, creep and recovery tests forstability measurements and dynamicmeasurements (oscillation) for thedetermination of elasticity.
HAAKE RheoStress 1 Rheometer – easy to use and adaptable for different rheologicalapplications
The Sample Testing Unit ST-4 from OpticalControl Systems (OCS) was designed for theprecise inspection of surfaces with a smallarea. The ST-4 unit can examine materialssuch as:
The system detects impurities, holes, scratchesand other surface irregularities. It is suitable
for R&D, technical centres and customersupport.
The ST-4 is a small, compact unit consisting ofa special high-speed digital line sensor andtwo lighting units, one located in theprotective aluminium housing and one justabove. The line sensor is connected to a high-performance image-processing computer,which is integrated in a 19” -4HE housing.
The ST-4 offers:• Improved quality – elimination of non-
standard product• Labour savings
The ST-4 Sample Tester from OCS is perfectfor laboratory applications.
Production and Quality ControlProduction runs 24 hours a day and ismeasured by high output and low waste.Testing machines are required to check theoutput of the production machines in order toget a constant quality. If something runs outof specifications due to a machine failure, thetests should quickly indicate a change inquality and ideally suggest a counter measureto eliminate the problem. The MVR (MeltVolume Rate) is an accepted value toguarantee the quality of the polymerproduction.
Production can also be understood as themanufacture of small quantities of specialpolymer compositions which are expensive,difficult to handle or needed in kilos only. Thisis required for pharmaceutical applications, forpolymers with special material properties andfor special applications.
• PRISM Compounders
PRISM 24 and 36 mm twin screw extrudersoffer flexible compounding configurations forsmall batches (5 to 200 kg/hr) for either pilotscale production or low volumemanufacturing. The co-rotating twin screwextruders feature a modular barrelconstruction from 25:1 to 40:1 L/D in 4Dsegments with side feeding, liquid injectionand venting ports and can be tailored toindividual requirements. The full- lengthopening barrel allows easy access to thescrews for easy reconfiguration and cleaning.A touch screen operator interface with datalogging options and recipe storageguarantees repeatable results. Feeding andHAAKE POSTEXtrusion systems are controlledvia the extruder.
PRISM 24 HC TSE with open barrel – batchextrusion to get small quantities of the newpolymer
• HAAKE MeltFlow HT Indexer
The HAKE MeltFow HT Indexer is an easy tooperate instrument with automated weight liftsystem for MVR and MFR measurements.From the simultaneous MVR and MFRmeasurements the melt density is calculated.Integrated adjustable weight carries allowmeasurements with different loads. With theoptionally available automatic weightmagazine up to three loads per test can beapplied. The results can be used for a flowcurve or automatic calculation of the meltrate ration (MRR). The MeltFlow softwareprovides full instrument control and dataevaluation capabilities.
HAAKE MeltFlow HT Indexer - MVR is thefingerprint of your polymer
• HAAKE PolyDrive Mixer
The HAAKE PolyDrive mixer station is an easy-to use stand-alone unit for Quality Controlapplications such as routine testing, materialcertification and monitoring productionquality. The HAAKE PolyDrive mixer covers awide range of applications such as fusionbehaviour and the stability of PVC, effects ofadditives and curing behaviour. For recyclinggranulate, the mixer is used to determine meltbehaviour as a measure for extrudability andto homogenise the product for further QCtesting eg: MFR/MVR tests.
• HAAKE ProFlow On-Line Melt Rheometer
The HAAKE ProFlow Rheometer offerscontinuous MFR (Melt Flow Rate), MVR andviscosity supervision. The versatility of theHAAKE ProFlow design permits simpleinstallation on the whole range of extrudersfrom lab scale to production. The rheometercombines short reaction times with easy setup for production process needs. Theintegrated, automatically controlled bypasskeeps flow rate and extrusion pressureconstant. Data acquisition software isavailable to document the process. Flexiblethreshold and alarm setting guarantee safeoperation.
HAAKE ProFlow On-Line Melt Rheometer –prove your continuous product quality
HAAKE PolyDrive Mixer a stand alone unit for monitoring production quality
The NESLAB HX series of process chillers arecompact and perfect for cooling processapplications or analytical instrumentation. Ifyour heat load is below 10,000 watts, thesechillers can provide an excellent solution.
The NESLAB HX series of process chillersprovide you with years of reliable cooling onyour critical process. Flexible configurations,tight stability, and air or water cooled unitsare available to meet your needs.
NESLAB HX 150 Process Chiller – the NESLABchillers offer long-term reliability and flexibleconfigurations tailored to your application
NESLAB HX 750 for your critical processapplications
Water Recirculators
The HAAKE TC-Line of water recirculators isavailable as basic versions in three sizes with 5capacity classes between 900 and 4900 watts.
Each basic TC water recirculator version can beordered in combination with a security andcommunication package as an advancedversion. Advanced means:
• Alarm for low level and low flow• RS232C-interface• 24V connector for external start/stop• read-out alarm status
HAAKE offer a complete range of heatingand refrigerated temperature controlproducts for laboratory applications. Acomplete catalogue is available on request.
Product Review for Temperature Control
Production and Quality Control
HAAKE TC100 Water Recirculator
Specifications
TC100 TC200 TC300 TC400 TC500
Temperature range * °C 5...35 5...35 5...35 5...35 5...35
Temperature accuracy ±K 0.1 0.1 0.15 0.15 0.15
Cooling capacity at 20°C kW 0.9 1.3 2.45 3.7 4.9
Pump capacity
Pump DP1: Pressure max. bar 4,0 4,0 4,0 – –
Flow max. l/min 5,3 5,3 5,3 – –
Pump DP2: Pressure max bar – 4,0 4,0 4,0 4,0
Flow max l/min – 12,5 12,5 12,5 12,5
Pump connections R 1/2“ R 1/2“ R 1/2“ R 1/2“ R 1/2“
High and low temperature variable variable variable variable variable protection
Dimensions:width x depth mm 310x493 310x493 398x573 521x701 521x701
height mm 585 585 652 741 741
Standard version 50 Hz: 230 V 230 V 230 V 400 V/ 3P 400 V/ 3P
Type with Pump DP1 TC101 TC201 TC301 – –
Order number 392-1011 392-2011 392-3011 – –
Type with Pump DP2 – TC202 TC302 TC402 TC502
Order number – 392-2021 392-3021 392-4023 392-5023
Advanced version 50 Hz: 230 V 230 V 230 V 400 V/ 3P 400 V/ 3P
Type with Pump DP1 TC111 TC211 TC311 – –
Order number 392-1111 392-2111 392-3111 – –
Type with Pump DP2 – TC212 TC312 TC412 TC512
Order number – 392-2121 392-3121 392-4123 392-5123
* Note: Each of the above listed TC versions (except models type TC301 and TC311) can be supplied withextended temperature range (-15 to +35 °C). The type name is given an extra”L“and the order number392- is sub-stituted by 393-.
auto refill 3/8" OD SS barb 3/8" OD SS barb 3/8” OD SS barb 3/8" OD SS barb 3/8" OD SS barb
Refrigerant
50 Hz R134A R134A R134A R134A R404A
Compliance
50 Hz units CE CE CE CE CE
Unit weight
kg 118.4 145.2 216 338.4 440.4
Specification listed for standard units circulating water at 20°C fluid temperature and 20°C ambient. Other fluids, fluid temperatures, or ambient temperatures will affect performance. HX 75, HX 150 & HX 300 Cooling capacity and amperage ratings based on units with PD 2 pumps. HX 500 & HX 750Cooling capacity and amperage based on units with CP 75 pumps. Other pumps will affect performance. Specifications are subject to change.
The Schleibinger BT2 is a compact rheometerfor fresh concrete. In contrast to the spreadtable the concrete is tested at various loads.Therefore you can determine a relative yieldstress and a relative viscosity. The constructionavoids structural breakdown and segregationduring measuring. The BT2 is small, powerindependent and easy to use.
A sample of test material is placed in thesample container. The BT2 is fixed into themiddle of the sample container and turnedone revolution by hand. The internal softwaremeasures the data by monitoring themomentum on the three probes and theangular velocity. On completion of the
measurement the readings can be wirelesslytransferred and displayed on an externalPalmtop.
As with most rheometers the shear stress ismeasured at various speeds when a probe isrotating in the container. With the BT2 you willget three speeds at the same time. So onerevolution is enough. You will never measurein the same place twice.
The system is driven by hand, and all theelectronics are power independent. The idealinstrument specially designed for the buildingsite.
SpecificationsContainer diameter 50 cm
Height of the shaft 130 mm
Specimen volume 19.6 Litre
Length measurement arm, 43 cm
Length probes 90 mm
Measurement range torque 0-3 Nm
Measurement range speed 0-4 m/s
Resolution angle 1000 / 2 pi
Display in the Graphical display external device Palmtop 160x160
The versatile PRISM TSE 24 MC compounderprovides small-scale continuous processing forresearch, development and productionapplications in the polymer industry.Installation of this floor-mounted unit issimple and fast.
The proven “clam-shell” design of the 24 mmopening barrel gives immediate access to thescrews for easy cleaning and quickconfiguration changes. New, replaceablebarrel liners can be manufactured from specialmaterials to handle aggressive applications.High free-volume geometry improves feedingof low-density ingredients.
The new PRISM compounder features PLCcontrol with wireless data logging and recipestorage to ensure reliable and repeatableresults. Products can be related back toprocessing conditions. A rugged touch screenwith microprocessor control enables bothsimple operation and full data acquisition. Theextruder’s “Plug and Play” feature allowsquick connections for feeders, vacuumsystems and PRISM downstream equipment.
Sensor Systems for HAAKE MarsSensor systems are available for cone/plateand plate/plate from 20 mm to 60 mmdiameter, with cone angle from 0.5 to 4ºas standard.
Special sensors include:
• serrated sensors to reduce slippage• mirrored sensors for simultaneous optical
and rheological measurement, and• ceramic shaft sensors for high
temperature applications
Following are typical sensor systems for theHAAKE viscometer and rheometer range.
Measuring Geometries
Disposable coaxial cylinders, plate/plate andcone/plate measuring geometries, custom-tailored dimensions, and a variety of differentmaterials are all part of the product portfolio.Standard titanium measuring geometries havea low mass and therefore a low inertia. Formeasurements at higher temperatures,geometries with a ceramic shaft are available.The geometries are characterised by a reducedheat transfer to the measuring head and alimited temperature gradient within thesample. To avoid sedimentation or slippage,measuring geometries with serrated or sand-blasted surfaces are available.
* Cones with angles of 0.5° and 2.0° areavailable as well.
** Theoretical minimum viscosity value atlowest torque and highest shear rate.Theoretical maximum viscosity value athighest torque and lowest shear rate.
High-temperature geometries with ceramic shaft atdifferent diameters
Coaxial cylinders according to DIN 53019 indifferent sizes
Double-cone geometries for measurementson low viscosity samples
Selection of special measuring geometries withserrated surfaces to prevent slippage, with helicalgroovings to prevent sedimentation, vane rotorsand rotors with glass covers
Titanium geometries with measuring plate coverwith same diameter for optimised gap filling;sample cover with integrated solvent trap
Description Type Shear rate Shear rate Recommended(s-1) standard (s-1) high viscosity rangeoption shear (mPas)**
Double gap cylinder system DG41 0.007 - 11 415 34 245 0.5 - 10 000Cylinder Ø 40 mm ISO 3219 Z40 DIN 0.001 - 1 931 5 793 5 - 100 000Cylinder Ø 20 mm ISO 3219 Z20 DIN 0.001 - 1 931 5 793 50 - 1 000 000Cylinder Ø 10 mm ISO 3219 Z10 DIN 0.001 - 1 931 5 793 500 - 10 000 000Cylinder Ø 41 mm DIN 53018 Z41 0.002 - 3 500 10 500 10 - 100 000Cylinder Ø 38 mm DIN 53018 Z38 0.001 - 1 400 4 200 30 - 500 000Cylinder Ø 31 mm DIN 53018 Z31 0.0005 - 660 1 980 50 - 1 000 000Profiled cylinder Ø 38 mm DIN 53018 Z38/S 0.001 - 1 500 4500 50 - 100 000Disposable cylinder Ø 41 mm ISO 3219 Z41DIN/E 0.001 - 1 931 5793 10 - 100 000Disposable cylinder Ø 25 mm ISO 3219 Z25DIN/E 0.001 - 1 931 5793 50 - 1 000 000High shear cylinder 25 μm gap HS25 0.1 - 69 200 207 600 5 - 100High shear cylinder 100 μm gap HS100 0.1 - 15 000 45 000 5 - 100Double cone Ø 60 mm, 1° angle DC60/1 0.006 - 9 000 27 000 1 - 50 000Cone Ø 60 mm, 1° angle* C60/1 0.006 - 9 000 27 000 2 - 100 000Cone Ø 35 mm, 1° angle* C35/1 0.006 - 9 000 27 000 100 - 1 000 000Cone Ø 20 mm, 1° angle* C20/1 0.006 - 9 000 27 000 1 000 - 1.0 E+08Plate Ø 60 mm PP60 0.003 - 4 700 14 100 2 - 100 000Plate Ø 35 mm PP35 0.002 - 2 700 8 100 100 - 1 000 000Plate Ø 20 mm PP20 0.001 - 1 570 4 710 1 000 - 1.0 E+08Plate Ø 35 mm serratetd PP35/S 0.002 - 2 700 8 100 100 - 1 000 000Plate Ø 20 mm serratetd PP20/S 0.001 - 1 570 4 710 1 000 - 1.0 E+08
The FSA100 from Optical Control Systems is amodular surface inspection system for use inlaboratories and production. The film quality isassessed optoelectronically through the use ofhigh resolution line cameras and theappropriate illumination technology. Themeasurement data are stored in an inspectionreport so that later analysis is possible at anytime.
The modular concept permits the use ofdifferent camera and illuminationconstellations and can therefore be optimallyused for transparent, dyed andnontransparent plastic films. Optimumadaptation in laboratory work and inencapsulated measuring stations is a majorcontribution towards quality control. Inaddition to the mere recognition andclassification of defects, the system can alsobe used for analysis, recording, archiving anddocumentation purposes. Every defectdetected is transferred with the defect imageto the measurement protocol together with itsfeature vector (position, size, shape...). Thesystem can be modified exactly to suit theapplication requirements.
Performance features
• Modular architectureSimple possibility of adaptation
• OperationMenu-guided Windows desktop withindividual window representation
• Optimum lighting technologyUse of special lighting techniques (filters,diffusers) depending on the material to beinspected
• Real-time defect analysisRapid evaluation and representation ofthe measurement results in various ways.Table with size classes, time history,mosaic view, grades graphics....
• Table viewTabular display (absolute, per m, totaldefect area etc. and trend display) as afunction of defect size and type
• Mosaic viewContinuous display of the defectsdetected as real images (display of defectsections)
• Time historyGraphic representation of the defectclasses detected as a function of time,length or parcels
• Easy teach-in classificationDefects are automatically classified by
their features thanks to the use ofintelligent fuzzy technology
• 3D defect analysisHigh-performance software tool forimproved image analysis
• Transparency measurementFor transmittance measurements, on-linedetermination of the absolute and relativetransparency values
• Process synchronisationLinking of the inspection system toexternal equipment, e.g. link to industrialdata acquisition system or SAP
Extrusion Equipment – HAAKE POSTEXtrusion equipment for the HAAKE PolyLab System
Specific downstream equipment and dies complete the HAAKE PolyLab System.A variety of POSTEXtrusion equipment is available for a wide range of applications.• Blown-film and chill roll take-off systems
for films and sheets, including camerasystems are offered for on-line qualitytesting.
• Water baths and pelletisers are availablefor strand dies and conveyor belts allow
pipe extrusion.• Wire coating dies and take-off systems
are available as well as a melt pump withcatheter die for high precision productslike medial tubes and catheters.
Product Focus
HAAKE PolyLab Blown Film DieFilm production simulation for polymerdevelopment, materials evaluation andparameter monitoring requires highly adaptivesmall scale systems with complete processfunctionality. The PolyLab System andRheoMex extrusion line, in conjunction with ablown film die and take-off tower system,provide a means of accurate thin filmproduction for total process evaluation withless than 1 kg of material.
Application
The blown film die creates a thin-walled tubewhich is inflated using compressed air to forma thin circular film. The blown film take-off isa mobile unit which then transports this filmaway from the blown film die, cools it underdefined conditions and finally coils it. Thefilms produced during this process can beused for:• simulating the production process• testing for gel particles• testing the pigment distribution• testing the transparency• testing the colour distribution• testing the homogeneity• testing for contamination and occlusions• testing die mechanical properties of the
polymer
Blown film die
The blown film die is used in conjunction witha laboratory extruder. The molten polymer isformed into a thin-walled tube by beingforced through a ring gap located at the endof the die. The inside of the extruded tube isinflated by air pressure.
Blown film take-off
The blown film take-off transports theextruded film in an upward direction. Thecollapsing guide, made from round woodenbars, forms the film bubble to a flat, double
layered film which is in turn fed to the pressrollers. This process leads to a pressure build-up within the film bubble and thus to theinflation of the film.
Above: HAAKE blown film take-off system
Product Review
Ultra Low RefrigeratedBath Circulators
The NESLAB ULT Series of refrigerated bathre-circulators are self-contained, compact,cooling units designed for circulating toexternal closed loop applications. Theyprovide temperature stability for calibrationapplications and for instrument cooling.
Typical laboratory applications for the ULTSeries at temperatures from -90ºC to +10ºC• heat exchangers• cloud point/pour point• calibration• cell freezing• viscosity studies• kinetic cooling• cooling GC ovens• petroleum studies
Designed to achieve low temperature stabilityfor consistent results. With each ULT unitcomes many standard features (circulatingpump, force/suction pump, heater, digitaltemperature controller, cascade refrigerationsystem, automatic load reset, digital display,SS bath) and a full range of options andaccessories is available to meet your specificapplication requirement
The NESLAB ULT Series Bath Circulators aredesigned to achieve low temperatures andmaintain excellent temperature stability forconsistent results
Overall dimensions: WxLxH cm 19.5x36x57 19.5x36x57
Net weight kg 22.7 22.7
Total wattage 230V / 115V VA 1800/1300 2300/1500
Order-No. for 230V / 50Hz 425-1641 426-1641
Product Applications
Temperature Controlfor Viscometers and Rheometers
Controlling the temperature of a samplewhilst testing viscosity and other rheologicalproperties is a key requirement to ensure thatresults are reproducible and accurate for thetest being conducted. Often, samples aretested at similar temperatures to that of theprocess or production stages, and it is criticalto ensure that the sample whilst under test isheld at a consistent and accuratetemperature.
There are a number of temperature controlproducts available from HAAKE to meet theneeds of specific temperatures for individualproduct testing.
Following is the HAAKE temperature controlproduct that is commonly used in conjunctionwith the HAAKE range of viscometers andrheometers.
Refrigerated Circulator
HAAKE DC10-K10
The powerful refrigerated circulators in theHAAKE DC class are available either in space
saving vertical versions or an ergonomic flatversion.
The K10 does not require more space than asheet of A4 paper on the bench.
The units also feature efficient heat removaleven at high temperatures and enable thetemperature controlling of external closedliquid circuits at temperatures well below 0ºC.Unit selection with the DC class rangedepends mainly on the required coolingcapacity and the desired temperature range.
NOTE: If outside of Australia, this request will be forwarded to our overseas partner for their action.
I am interested in the following from the Biennial RheoTalk Issue 2005-2006:
Application Notes & Laboratory ReportsTemperature Control Units for Fogging – Application note: 623-1073 Flexibility in Polymer Research – HA-029 Helpful Data for Tests with Extruder Sensors – LR04 The Influence of Two Different Types of Carbon Black on the Examining the Fusion and Degradation Behaviour of PVC Dry Blends – LR17 Flow Behaviour of a SAN Masterbatch – LR-05Testing the Flow Behaviour of Two Batches of a Ceramic Injection Conductivity Measurement for Rubber Compound Qualification – LR-46Moulding Compound – LR-21 Use of Bench-Top Twin Screw Extruders for Development of Powder Degradation tests – a new test procedure to examine polymers Coatings – LR-50and antioxidants – LR-52 Residence Time Measurements in Bench Top Twin Screw Extruders – LR-55Ceramics - Compounding of Feed Stock with PTW16XL and Sample Production Big Brother for Films – Surface Inspection – OCS-001with HAAKE MiniJet -– LR56 The Embedded Solution as a Symbiosis of Intelligent Hardware and SoftwareFilm Inspection – A Question of Location – OCS-003 – Film Inspection – OCS-002Measuring Coatings – PPCJ-4500 Use of Bench Top Twin Screw Extruders for Polyolefin’s Compounding – Optical Scanning Solutions for Quality Control in the Polymer Industry – Rheo023 RISM-003Rheology for the Rubber and Elastomer Industries – Rheo024 Application of Liquid and Solid Rheological Technologies to the Textural Thermo Electron Circulators for use with ABBE Refractometers – TC05-01e Characterisation of Semi-Solid Food – Rheo049Controlling Enzyme Reaction Temperature with Circulator Bath – TC05-02e Cryopreservation of Mammalian Oocytes and Embryos – TC05-03eContribution to the Assessment of Some Rheological Properties Measuring the Effects of Gels Upon Mouth-Feel – V-51of Wheat Gluten – V-16 Characterisation of Pressure Sensitive Adhesives (PSA- Systems) – V-153Prediction of Flow Behaviour in Adhesive and Sealant Applications Using Characterisation of Ceramics Using Rheology – V-164Different Rheological Measuring Techniques – V-161 Strategic Highway Research Program (SHRP) and the Measurement of Influence of thickeners on the application method of automotive coatings Bitumen – V-190and paper coatings – rheological investigation – V-206 Correlation of misting during printing with extensional rheological Optimising and forecasting the filling behaviour of coatings – V-211 investigations on offset printing inks – V-208Rheology of Pharmaceutical Suspensions – V-216 Measurements on Selected (Semi) - Solids in a Wide Temperature Range The Influence of Alkali Sulphates on the Fluidity of Cement Pastes Using New Solid Clamps – V-220Containing Superplasticizer Study of Starch Gelatinisation in a Flow Field Using Simultaneous Rheology for Cosmetics and Pharmaceutical Manufacture – PowerPoint Presentation Rheometric Data Collection and Microscopic ObservationOther (please specific application): ..................................................................................................................................................................................................
Applications LaboratoryContract Testing (please specify) ................................................................................ Instrument EvaluationFree Testing Using the CaBER Extensional Rheometer Other (please specify) ...................................................................................
Application Information Kits & GuidesTechnical Literature List (please select) Mineral Slurries Polymer Industries Food Industries Surface Coatings
Technical Literature List (please specify industry) ....................................................................................Tim’s Top Tips for Mineral Industries… NEW (please select) Thixotropy Yield Stress Flow & Viscosity Curves
Tim’s Top Tips for Surface Coatings (please select) Shelf Life Flow and Leveling Misting Mixing and Blending
Tim’s Top Tips for Polymer Industries (please select) Compounding Shark Skin Processability Die Swell
Tim’s Top Tips for Food Industries (please select) Mouthfeel Shelf Life Processability Cohesiveness
Rheology Solutions Information KitsRheology Solutions for Mineral Slurries Information Kit Rheology Solutions for Polymer Industries Information KitRheology Solutions for Food Industries Information Kit Rheology Solutions for Surface Coatings Information KitRheology Solutions for Pharmaceutical, Cosmetics & Allied Industries Rheology Solutions for Chemical & General ManufacturingRheology Solutions for Construction & BuildingOther (please specify) Solutions for ...........................................................................................................................................................................................................
ProductsNESLAB Merlin Series of Recirculating Chillers NESLAB RTE Series of Bath CirculatorsNESLAB CC Series of Immersion Coolers NESLAB EX Series of Bath CirculatorsNESLAB HX Series of Process Chillers NESLAB ULT Series of Ultra Low Refrigerated Bath CirculatorsTemperature Control Range from NESLAB (please specify temperature range, application) .......................................................................................................
Shimadzu Autograph AGS-J Table Top Type Universal Tester Shimadzu EZ Test Texture AnalyserMarimex ViscoScope On-Line Viscometer
Optical Control Systems FSP600 Wide Web Inspection System Optical Control Systems PT-2C Powder Testing System Optical Control Systems PS-25C Pellet Scan System (Colour Camera) Optical Control Systems PSSD Pellet Shape and Size Distribution SystemOptical Control Systems ST4 Sample Testing Unit Optical Control Systems PA 66 Pellet AnalyserOptical Control Systems FSA100 Film Surface AnalyserSchleibinger Building and Construction Materials Testing Systems Schleibinger Viscomat NT Rotational ViscometerSchleibinger Shrinkage/Expansion Unit Schleibinger BT2 Compact Rheometer
PRISM TSE 36 Powder Coating Twin-Screw Extruder PRISM TSE 16 Powder Coating Twin-Screw ExtruderPRISM TSE 24 HC Twin-Screw Compounder PRISM 35mm Twin-Screw ExtruderPRISM TSE 24 MC New Twin-Screw Compounder PRISM EuroLab 16 mm Twin Screw ExtruderPRISM PHARMALAB Pilot Scale Modular Twin Screw Extruder PRISM EuroLab XL Series Twin Screw Compounder
HAAKE Viscotester 01 plus - Rotational Viscometer Quote HAAKE ViscoTester 550 - Controlled Rate ViscometerHAAKE Viscotester 6 plus - Rotational Viscometer Quote Sensor System for HAAKE Viscotester VT550HAAKE RotoVisco 1 - Controlled Rate Viscometer HAAKE MiniJet Micro Injection Moulding MachineHAAKE Piezo Axial Vibrator (PAV) Rheometer - Squeeze Flow Rheometer HAAKE MARS Modular R&D Controlled Stress RheometerHAAKE Pharma MiniLab Micro Rheology Compounder HAAKE CaBER 1 Extensional RheometerHAAKE Phoenix - Heating Circulator HAAKE Phoenix - Refrigerated BathHAAKE C/DC Range of Circulators HAAKE TC-Line Water RecirculatorsHAAKE PolyLab OS Pilot Scale Torque Rheometer HAAKE RheoStress RS600 Controlled Stress Rheometer
with instrumented mixer HAAKE Fogging Test Equipmentwith instrumented extruder/compounder – single screw HAAKE Process Control Rheometer (PCR)with instrumented extruder/compounder – twin screwv HAAKE Temperature Control Catalogue
HAAKE RheoStress 1 Controlled Stress Rheometer HAAKE Proflow On-Line Melt RheometerHAAKE MeltFlow HT Indexer HAAKE PolyDrive MixerRheometer Range for R&D from HAAKE HAAKE PolyLab OS with RheoMix Pilot Scale Torque Rheometer with Instrumented MixerNew Temperature Control Platform - HAAKE DynaMax Viscometer Range from HAAKEPolymer Processing Instruments from HAAKE Sensor Systems for HAAKE MARSExtrusion Equipment - HAAKE POSTEXtrusion Pilot Scale Torque Rheometer with Extruder - HAAKE PolyLab & RheoMexSensor System for Viscometer/Rheometer (please specify model) .................. Temperature Control for Viscometers & Rheometers – HAAKE DC10-K10 Refrigerated CirculatorTorque Rheometer & Blown Film Die - HAAKE PolyLab Blown Film Die Other (please specify) ..............................................................................
ServicesCalibration & Service Contracts. Please provide details on model of viscometer and serial number ........................................................................................................
Workshops for Industry Applications - I am interesetd in details on future workshops on:Optical Scanning for: Compounding & Extrusion for: (please specify industry) ................................
Powders Pellet Film Other ............................................... Rheology for: (please specify industry) ...........................................................