Oxidative Hydrothermal Dissolution (OHD): An efficient, environmentally friendly process for the dissolution of coal and biomass in aqueous media, for the production of fuels and chemicals. Ken B. Anderson 1,2,, John C. Crelling 1,2 , William W. Huggett 2 , Derek Perry 1,2 , Tom Fullinghim 2 , Patrick McGill 2 , Paul Kaelin 2 , 1. Thermaquatica Inc. Carbondale, IL 62901, 2. Department of Geology, Southern Illinois University Carbondale, Carbondale, IL 62901 Abstract: Oxidative Hydrothermal Dissolution (OHD) is a novel coal conversion technology developed with support from the Illinois Clean Coal Institute. OHD works by reaction of coal and/or biomass with small amounts of oxygen in high temperature, high pressure, liquid water. This breaks up the coal’s structure, resulting in the generation of low molecular weight, water soluble products. Complete conversion of the coal is readily achievable with 70-90% recovery of the original carbon as water soluble products. Most silicate minerals present in the coal pass through the process essentially unaltered. Raw OHD product is an aqueous solution (not a colloid or suspension) consisting of a mixture of low-medium molecular weight aromatic and aliphatic acids and related derivatives that could potentially supplement or replace some petroleum–derived products as chemical feed stocks. Raw OHD product can be pumped and refined using conventional liquid processing technology. Since the process uses only water and oxygen, it is inherently environmentally friendly. No exotic solvents or expensive catalysts are required. It produces little CO 2 , and no NO x , SO x or other toxic emissions. Harmful elements like mercury, arsenic etc., are not released to the environment but either remain associated with their parent minerals or are retained in the product solution and can be processed and captured by conventional waste water treatment strategies. Author to whom correspondence should be directed at [email protected]
Transcript
Oxidative Hydrothermal Dissolution (OHD): An efficient,
environmentally friendly process for the dissolution of coal and
biomass in aqueous media, for the production of fuels and chemicals.
Ken B. Anderson1,2,, John C. Crelling1,2 , William W. Huggett2, Derek Perry1,2, Tom Fullinghim2, Patrick
McGill2, Paul Kaelin2,
1. Thermaquatica Inc. Carbondale, IL 62901,
2. Department of Geology, Southern Illinois University Carbondale, Carbondale, IL 62901
Abstract:
Oxidative Hydrothermal Dissolution (OHD) is a novel coal conversion technology developed
with support from the Illinois Clean Coal Institute. OHD works by reaction of coal and/or
biomass with small amounts of oxygen in high temperature, high pressure, liquid water. This
breaks up the coal’s structure, resulting in the generation of low molecular weight, water
soluble products. Complete conversion of the coal is readily achievable with 70-90% recovery of
the original carbon as water soluble products. Most silicate minerals present in the coal pass
through the process essentially unaltered. Raw OHD product is an aqueous solution (not a
colloid or suspension) consisting of a mixture of low-medium molecular weight aromatic and
aliphatic acids and related derivatives that could potentially supplement or replace some
petroleum–derived products as chemical feed stocks. Raw OHD product can be pumped and
refined using conventional liquid processing technology.
Since the process uses only water and oxygen, it is inherently environmentally friendly. No
exotic solvents or expensive catalysts are required. It produces little CO2, and no NOx, SOx or
other toxic emissions. Harmful elements like mercury, arsenic etc., are not released to the
environment but either remain associated with their parent minerals or are retained in the
product solution and can be processed and captured by conventional waste water treatment
strategies.
Author to whom correspondence should be directed at [email protected]
Illinois Coal
Introduction
Coal is an enormously abundant resource Coal is a macromolecular organic solid. Its structural
characteristics vary with rank and maceral composition, but it can be generally described as consisting of
aromatic clusters (consisting of variable numbers of aromatic rings) linked together with aliphatic and
ether bridges, within which is occluded variable amounts of low MW materials. In most cases coal also
includes variable amounts of inorganic materials present as either discrete mineral phases or as
exchanged cations. Because of its nature it cannot easily be refined and is primarily used as a solid fuel
for energy production. The value of coal as a resource could be considerably increased if methods to
disrupt its macromolecular structure could be developed.
Various strategies, including: pyrolysis, gasification and direct liquefaction, have been attempted with
the goal of breaking up the macromolecular structure of coal to produce low MW products that can be
refined into various types of higher value products, including liquid fuels and chemicals. Oxidative
Hydrothermal Dissolution (OHD) is a novel, and highly effective, approach to achieving this goal1. OHD
works by reaction of the coal, or other macromolecular organic solid, with small amounts of O2, in liquid
water at elevated temperatures and pressures. This results in oxidative cleavage of reactive structures
in the coal, producing a suite of low MW organic products that are soluble in water. Conversion is
readily taken to completion in reasonable reaction times with 70-90% recovery of the original carbon as
water soluble products that can be refined into a variety of useful low MW products.
Experimental
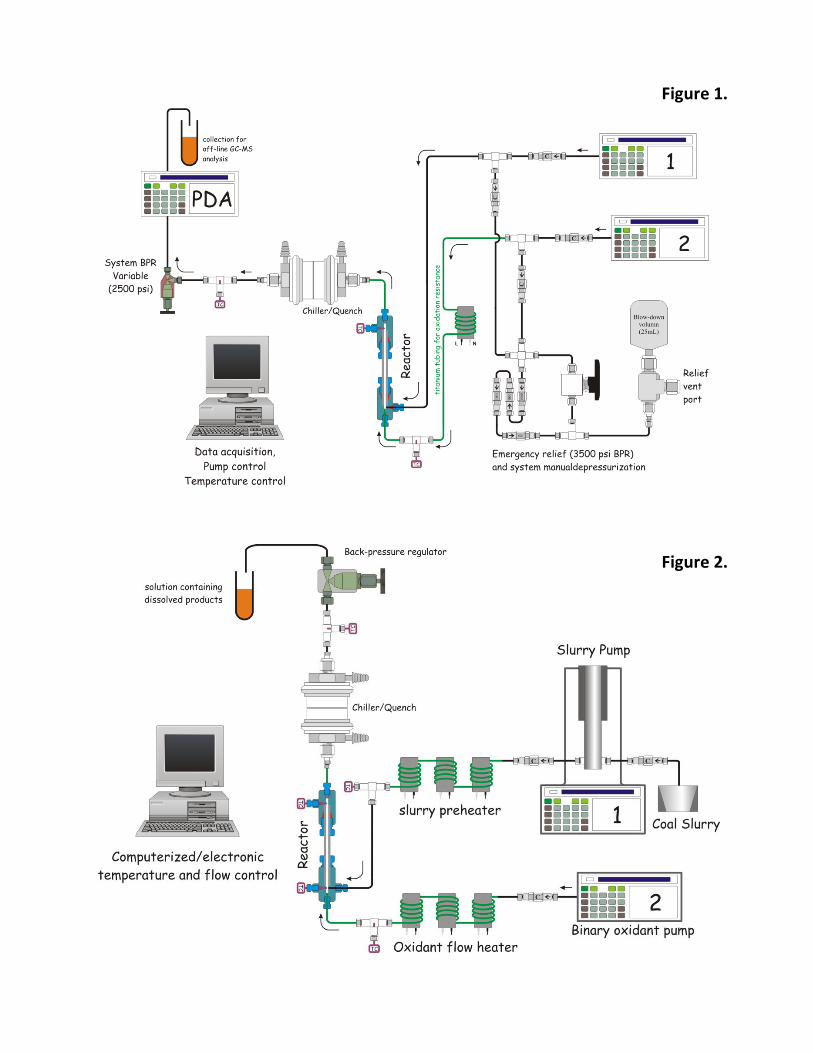
Figure 1 illustrates a schematic of the experimental system used for micro-scale testing of OHD. This
reactor system is a semi-continuous design in which a fixed charge of coal (typically 10-100mg, 20-60
mesh) can be subject to OHD under precisely controlled conditions. An additional fully continuous OHD
reactor, illustrated in Figure 2 has also been constructed and successfully demonstrated.
For reasons of experimental convenience, O2 in these reactions is typically produced in situ by thermal
decomposition of H2O2. Testing has also be done using dissolved O2 with identical results but at the
scale used for these experiments, reproducible generation of solutions of dissolved O2 is experimentally
cumbersome. The reaction is typically carried out at temperatures of 220-350oC with oxidant loading of
0.002 – 0.01 M O2. Flow rates are varied according to experimental requirements. Reaction products
can be monitored by photodiode array (PDA) detection and/or can be collected for off-line analysis by
GC-MS and other techniques.
Figure 1. (overleaf) Schematic of semi-continuous micro reactor system used for testing and evaluation
of OHD of coal and other organic solids.
Figure 2. (overleaf) Schematic of continuous OHD micro reactor system built and operated at SIU.
Figure 1.
Figure 2.
Results and Discussion
The raw product (liquor) derived from OHD of bituminous coal is a clear solution of dissolved organic
products. In most cases colloidal solids are absent, as illustrated in Figure 3, below which shows both
raw OHD liquor derived from dissolution of Illinois coal and a diluted product prepared by addition of
water to the same raw liquor. The diluted product is a clear solution and does not contain suspended
solids
Figure 3. Raw and diluted OHD product derived from Illinois coal
Formation of OHD product is not the result of simple hydrolysis. Figure 4 illustrates PDA response as a
function of time for an experiment in which oxidant is discontinuously delivered as six equal pulses of
oxidant to a fixed charge (~10 mg) of Illinois No. 6 coal. Detector response is ~0 prior to delivery of
oxidant indicating that simple hydrolysis of the coal is insignificant at these conditions over the period of
the experiment. Response increases rapidly at the beginning of each pulse and decreases rapidly when
oxidant is discontinued, indicating that production of dissolved product is directly related to the delivery
of O2 and that response to delivery of oxidant is rapid. No soluble or insoluble catalyst is used and no
co-solvent is present.
Application of this process to a wide range of coal, biomass, and similar macromolecular organic solids
(including various types of lignocellulosic biomass, lignite, bituminous coal, anthracite and wood
charcoal) has been evaluated. In all cases, complete conversion of organic materials to soluble products
is readily achieved, although rates of reaction vary considerably. Petrographic analyses demonstrate
that dissolution of coal proceeds by etching of particle surface, as illustrated in Figure 5, which illustrates
photomicrographs of Anthracite before and after being subject to OHD conditions (In this case
dissolution was stoped before being taken to completion)
Figure 4. PDA response for OHD of IL #6 coal, 6 pulses of oxidant delivered. Time range illustrated = 65
minutes. 10 min start delay for baseline followed by 6X 1 min oxidant pulse with 6 min between pulses.
Figure 5. Petrographic analysis comparing (A) raw Anthracite and (B) residue after partial dissolution by
OHD.
As expected,Reaction rate is dependent on particle size, reaction temperature, oxidant loading and flow
rate/contact time, as well as varying with initial substrate, but is typically of the order of minutes for
complete dissolution for -20 +60-mesh bituminous coal. In general, low rank materials react faster than
high rank materials, (presumably due to the more poly-condensed nature of the high rank materials),
and macerals react in order liptinite>vitrinite> inertinite.
These data suggest that the process works by oxidative cleavage of labile structures, resulting in
disruption of the overall macromolecular structure. As low MW products are produced they dissolve
into the reaction medium (water), which at hydrothermal conditions is an excellent solvent for most
organics, and are separated from residual solid, thereby exposing fresh surface for subsequent reaction
with additional oxidant. Rapid removal of the water and separation of the produced organic solute or
quenching prevents over-oxidation of the dissolved product.
For most raw solids, 70-90% of the initial carbon is recovered as solublized products at optimal reaction
conditions. Minor amounts of gaseous products (CO and CO2) are also generated, with CO typically
dominating. No gaseous N or S oxides are generated. Inorganic N and S are retained in the aqueous
phase as sulfate and nitrate respectively. Organic S is at least partially retained as soluble organo-sulfur
compounds in the product liquor.
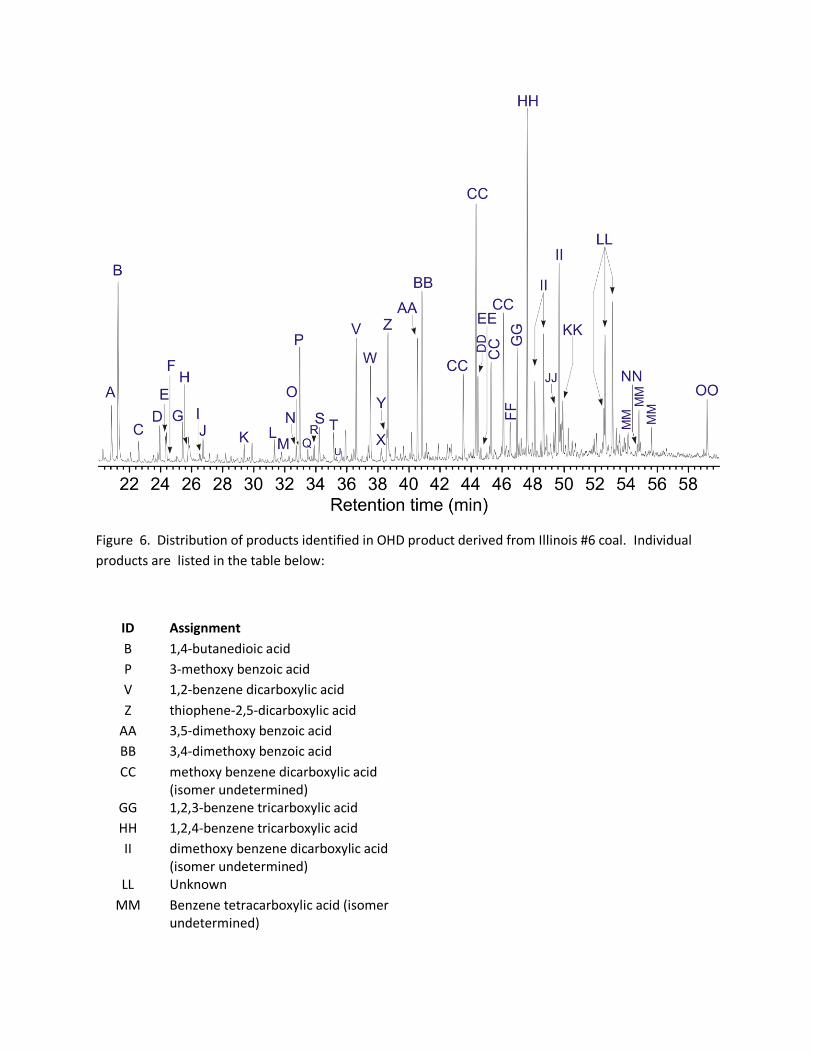
Characterization of the solublized products indicates that these consist of moderately complex mixtures
of low MW organics. For bituminous coal, these consist predominantly of:
(i) aliphatic carboxylic acids and diacids from C1 to ~ C20 (in many cases acetic acid is the single
most abundant product obtained and may account for up to 5~% of the raw product, depending
on the initial feedstock)
(ii) mono aromatic carboxylic acids, polyacids and phenols, including methoxylated analogues.
An example product distribution derived from Illinois coal is illustrated in Figure 6. The exact distribution
of products obtained is dependent on the nature of the starting material used. For humic coals, lignites
tend to give products dominated by simple aliphatic acids and diacids and monocarboxylic aromatic
acids/phenols whereas OHD products derived from higher rank coals are generally dominated by
aromatic products including di- and poly- carboxylic acids and related analogues.
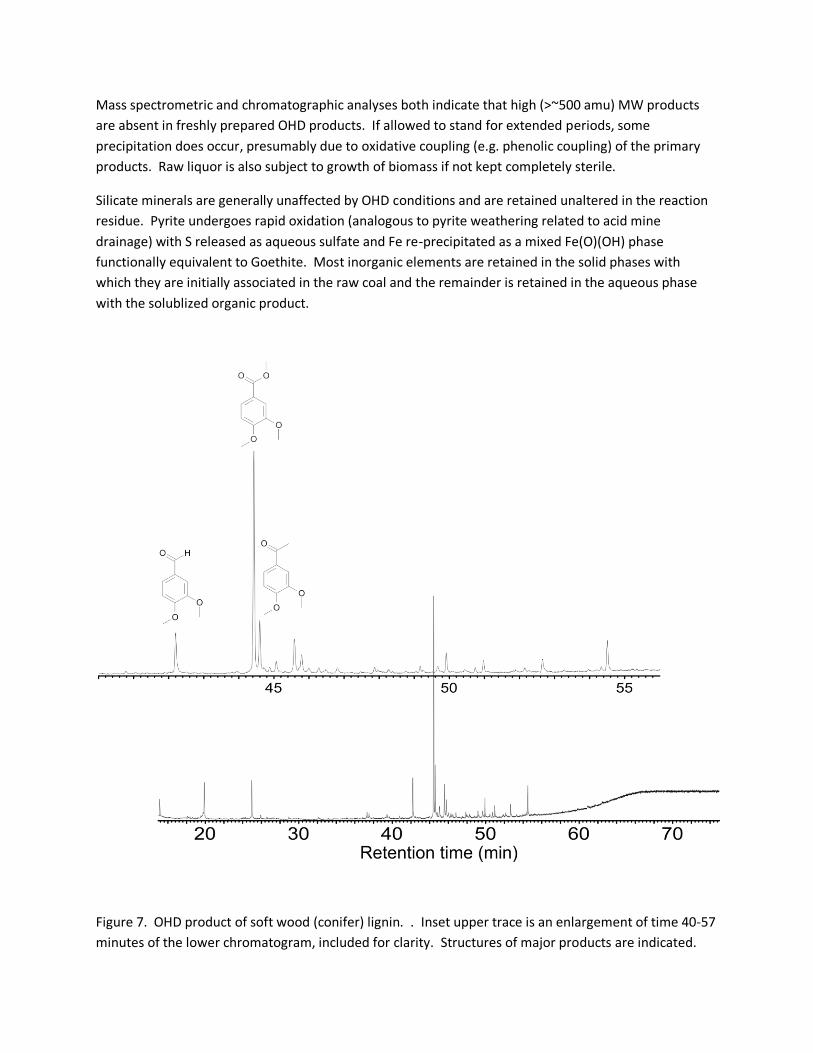
As expected, biomass derived OHD products tend to be simpler than those derived from coals. the
distribution of compounds observed in the OHD product derived from soft wood lignin is illustrated in
Figure 7. This product is dominated by three related compounds all derived from oxidative cleavage of
guaiacyl lignin. Two of these are partial oxidation products and the major product, m-methoxy, p-
hydroxy benzoic acid (observed in these analysis as its fully methylated analogue for analytical
convienience) reflect complete oxidation of the C3 side chain of the original lignin.
Figure 6. Distribution of products identified in OHD product derived from Illinois #6 coal. Individual
products are listed in the table below:
ID Assignment
B 1,4-butanedioic acid
P 3-methoxy benzoic acid
V 1,2-benzene dicarboxylic acid
Z thiophene-2,5-dicarboxylic acid
AA 3,5-dimethoxy benzoic acid
BB 3,4-dimethoxy benzoic acid
CC methoxy benzene dicarboxylic acid (isomer undetermined)
GG 1,2,3-benzene tricarboxylic acid
HH 1,2,4-benzene tricarboxylic acid
II dimethoxy benzene dicarboxylic acid (isomer undetermined)
LL Unknown
MM Benzene tetracarboxylic acid (isomer undetermined)
Mass spectrometric and chromatographic analyses both indicate that high (>~500 amu) MW products
are absent in freshly prepared OHD products. If allowed to stand for extended periods, some
precipitation does occur, presumably due to oxidative coupling (e.g. phenolic coupling) of the primary
products. Raw liquor is also subject to growth of biomass if not kept completely sterile.
Silicate minerals are generally unaffected by OHD conditions and are retained unaltered in the reaction
residue. Pyrite undergoes rapid oxidation (analogous to pyrite weathering related to acid mine
drainage) with S released as aqueous sulfate and Fe re-precipitated as a mixed Fe(O)(OH) phase
functionally equivalent to Goethite. Most inorganic elements are retained in the solid phases with
which they are initially associated in the raw coal and the remainder is retained in the aqueous phase
with the solublized organic product.
Figure 7. OHD product of soft wood (conifer) lignin. . Inset upper trace is an enlargement of time 40-57
minutes of the lower chromatogram, included for clarity. Structures of major products are indicated.
Conclusions
Oxidative Hydrothermal Dissolution is a novel conversion strategy for the efficient conversion of coal
and other macromolecular solid organic materials to low MW water soluble organic products by
reaction with small amounts of molecular oxygen in subcritical (liquid) water at temperatures of ~ 200-
370oC . The process is simple and does not require use of exotic catalysts or solvents other than water.
Complete dissolution of the initial coal or other macromolecular organic solid with recovery of 70-90%
of the initial carbon as dissolved products is readily achievable in most cases. The process is robust and
widely applicable to a broad range of substrates.
Acknowledgement. The author gratefully acknowledges the Illinois Clean Coal Institute (ICCI) for their
generous support of the work described herein.
1. Ken B. Anderson, J.C. Crelling and W.W. Huggett
PCT/US2010/023886 Process for the dissolution of coal, biomass and other organic solids in superheated