www.praxair.comCopyright © 2004, Praxair Technology, Inc. All rights reserved.
Oxygen-Enhanced Coal Based Reburning
2004 Conference on Reburning for NOx Control
Lawrence Bool IIIH. Sho Kobayashi
May 18, 2004
2
Discussion Points
Oxygen-enhanced reburning concept
“Thermal nozzle”
Small-scale burner tests
Large-scale burner tests
Economic considerations
3
Oxygen-Enhanced Reburning Concept
The hot oxygen burner (HOB) overcomes many issues with coal-based reburning
LOI is reducedstandard coal grind can be usedgood mixing possible with flue gas
A HOB is used to devolatilize the reburn coal before it is fed into the boiler
oxygen/high temps have been shown to significantly increase devolatilization rateprovides high momentum stream into boiler
4
Hot Oxygen Burner*
Fraction of O2 burned to heat O2 stream
Hot gas exits nozzle to form high velocity jet
Turbulent hot gas jet has high shear forces and entrainment rates
Mates with coal system and feeds into chamber or boiler
Fuel
Oxygen
Hot Gas
Nozzle
*“Thermal Nozzle Combustion Method” US Pat. 5,266,024
5
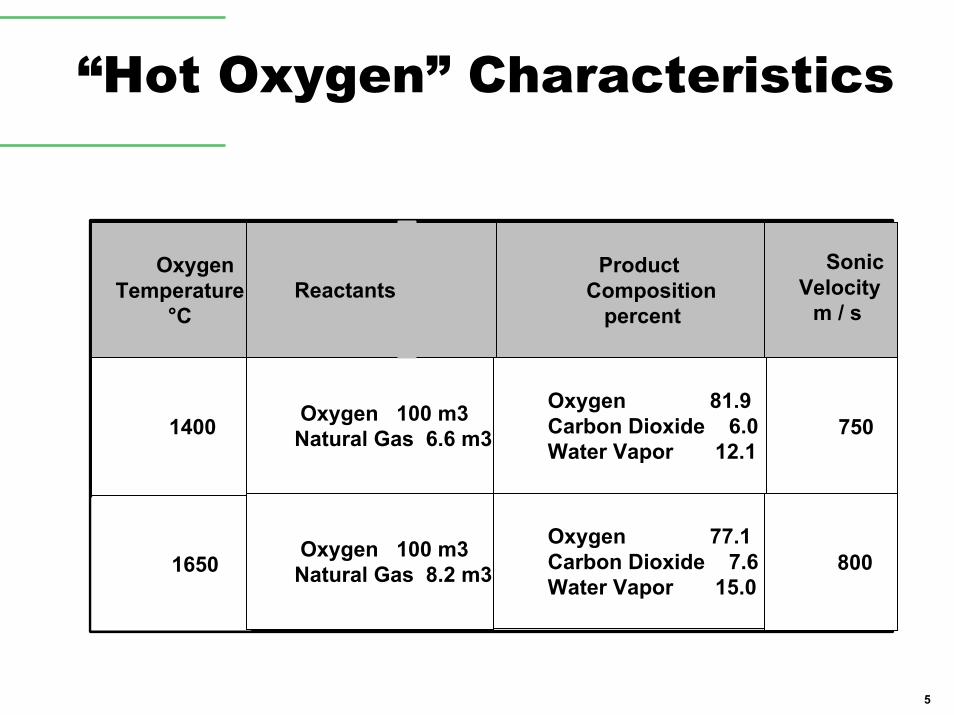
“Hot Oxygen” Characteristics
Oxygen Temperature
°CReactants
Product Composition
percent
Sonic Velocity
m / s
1400 Oxygen 100 m3 Natural Gas 6.6 m3
Oxygen 81.9Carbon Dioxide 6.0Water Vapor 12.1
750
1650 800Oxygen 100 m3 Natural Gas 8.2 m3
Oxygen 77.1Carbon Dioxide 7.6Water Vapor 15.0
6
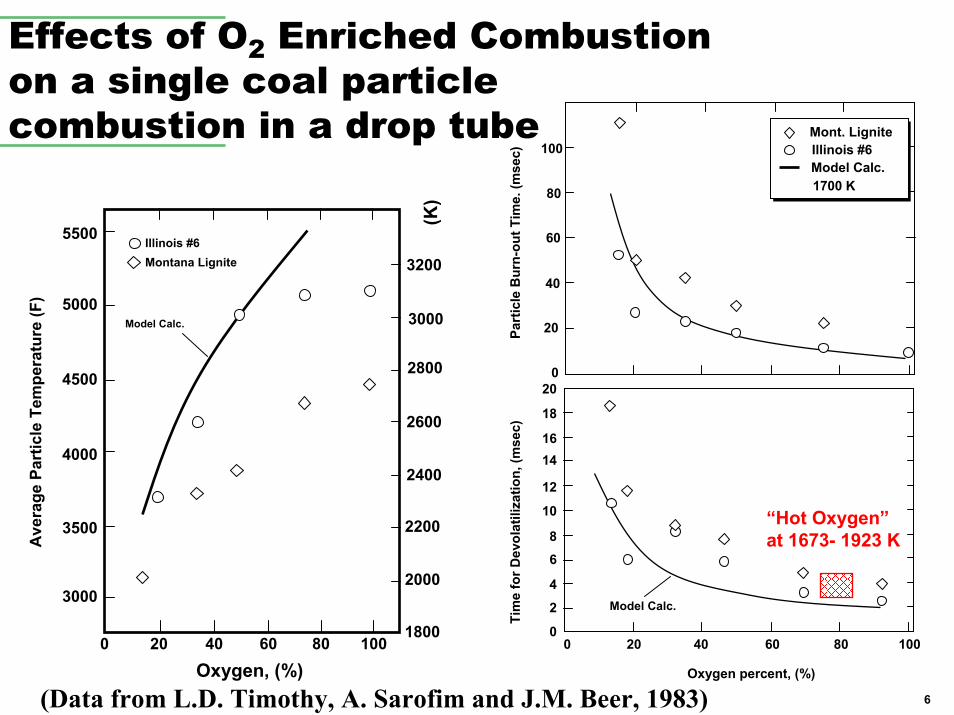
Effects of O2 Enriched Combustionon a single coal particle combustion in a drop tube
1800
2000
2200
2400
2600
2800
3000
3200
0 20Oxygen, (%)
40 60 80 100
Illinois #6Montana Lignite
5500
(K)
Ave
rage
Par
ticle
Tem
pera
ture
(F) 5000
4500
Model Calc.
4000
3500
3000
0
2
4
6
8
10
12
1416
18
20
Model Calc.
Mont. LigniteIllinois #6Model Calc.1700 K
0
0
20
20
40
60
80
100
Part
icle
Bur
n-ou
t Tim
e. (m
sec)
Tim
e fo
r Dev
olat
iliza
tion,
(mse
c)
Oxygen percent, (%)
“Hot Oxygen”at 1673- 1923 K
40 60 80 100
(Data from L.D. Timothy, A. Sarofim and J.M. Beer, 1983)
7
Hot Oxygen Burner
Refractory lined chamber
Coal
HotOxygenNozzle
Mixing Chamber
Coal entrained by hot oxygen
Coal is devolatilized
Mixture exits chamber into boiler/heater for reburning
High momentum stream enhances mixing
8
Small-scale Test Rig
Hot Oxygen NozzleDevolatilizationchamber
9
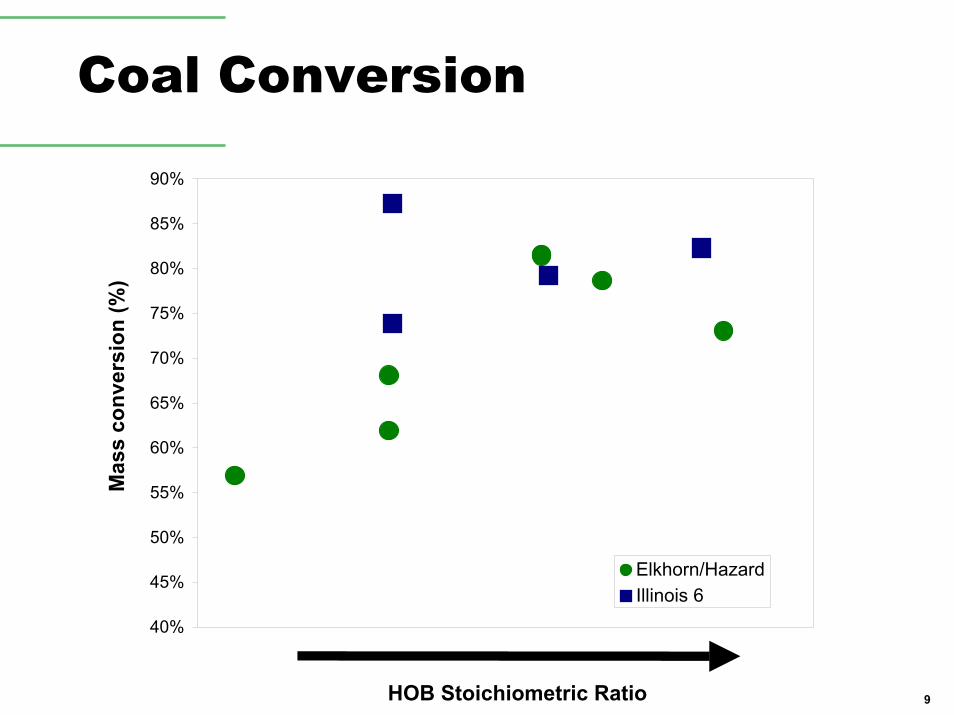
Coal Conversion
40%
45%
50%
55%
60%
65%
70%
75%
80%
85%
90%
HOB Stoichiometric Ratio
Mas
s co
nver
sion
(%)
Elkhorn/HazardIllinois 6
10
Gas Phase Carbon
30%
40%
50%
60%
70%
80%
90%
Overall Stoichiometric Ratio
Gas
pha
se c
arbo
n as
CO
and
CH
4
Elkhorn/HazardIllinois No. 6
11
Results from Small-scale Rig
Small-scale tests showed significant devolatilization possible with minimal oxygen use
results understate conversion as tars recondense during sampling are counted as ‘LOI’
Most gas products are combustiblesfraction as combustibles increases with decreasing SR
High momentum product stream possible
12
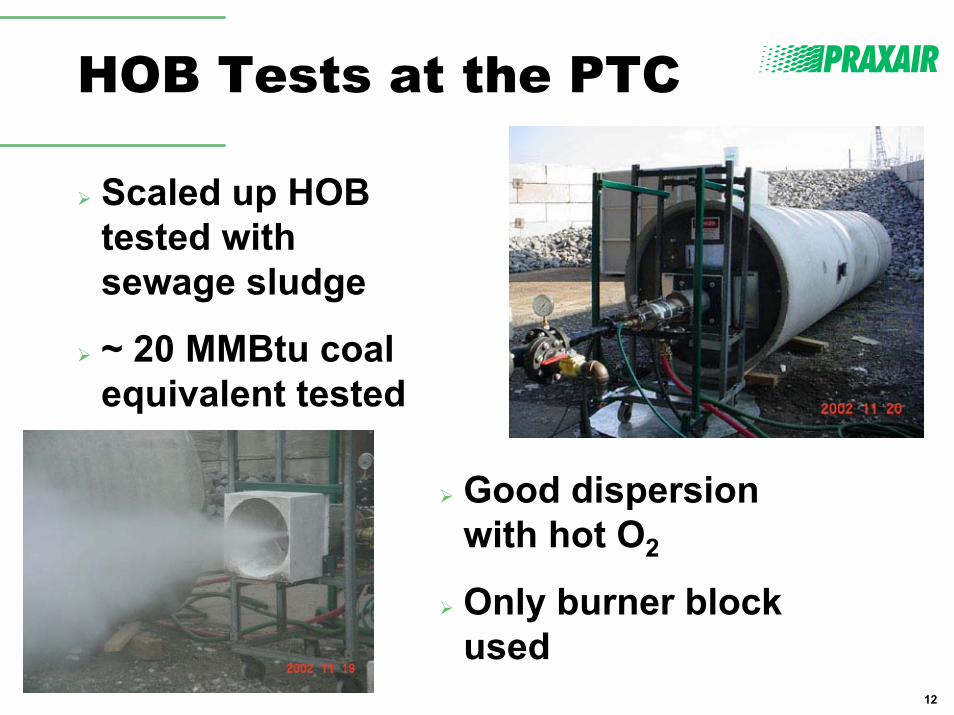
HOB Tests at the PTC
Scaled up HOB tested with sewage sludge
~ 20 MMBtu coal equivalent tested
Good dispersion with hot O2
Only burner block used
13
Results of Full-Scale HOB Tests
Digested sewage sludge cake (23% solids, HHV of dry sludge around 5,300 Btu/lb) was atomized and combusted completely.
Good stable operation with only burner block using material that is substantially more difficult to burn than coal
complexity of ‘chamber’ may not be required
14
Economic Considerations
HOB-enhanced reburning allows a cheaper fuel to substitute for a more expensive fuel
assumes no new pulverizers neededincludes capital in cost of oxygensome natural gas required to heat oxygen
Some natural gas (or similar) fuel needed to heat oxygen so there is some dependence on natural gas prices
how much of the reburn heat input is from natural gas compared with coal?
15
Heat Input from Natural Gas
0%
2%
4%
6%
8%
10%
12%
14%
16%
18%
20%
HOB SR
Hea
t inp
ut fr
om N
atur
al G
as
Best Operating
Range
16
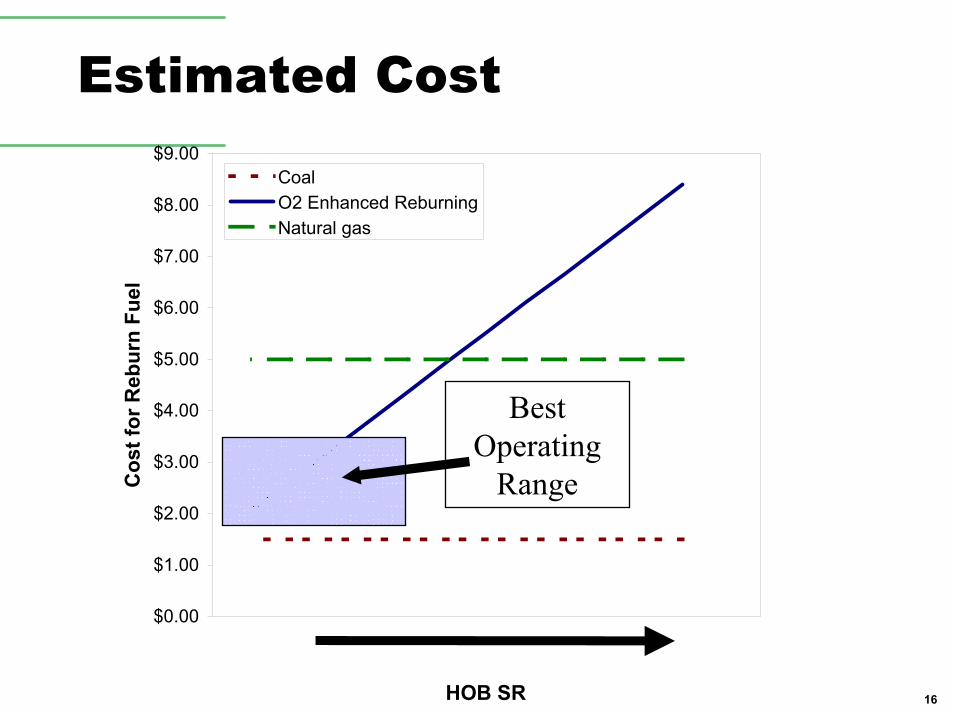
Estimated Cost
$0.00
$1.00
$2.00
$3.00
$4.00
$5.00
$6.00
$7.00
$8.00
$9.00
HOB SR
Cos
t for
Reb
urn
Fuel
CoalO2 Enhanced ReburningNatural gas
Best Operating
Range
17
Summary
Burner tests suggest HOB can promote coal-based reburning
can use standard grind pulverized coalminimizes residual char create high momentum gas product stream
Economics are attractive when natural gas prices are high and hot oxygen use is held to minimum required
Tests must be run to evaluate effectiveness of HOB products as reburn fuel (compared with natural gas)