Revisión de la fundición La Oroya 18 de febrero de 2014 Preparado para: King & Spalding LLP en el Asunto de un arbitraje en virtud de las reglas de la Comisión de las Naciones Unidas sobre Derecho Mercantil Internacional [Firma] Dr. Eric Partelpoeg, Ph.D. Preparado por Eric Partelpoeg de EHP Consulting, Inc [email protected]+1(520) 615-4030 Tucson, Arizona 85718 EHP Consulting, Inc.
Transcript
Revisión de la fundición La Oroya
18 de febrero de 2014
Preparado para: King & Spalding LLP en el Asunto de un arbitraje en virtud de las reglas de la Comisión de las Naciones Unidas sobre Derecho Mercantil Internacional
[Firma] Dr. Eric Partelpoeg, Ph.D.
Preparado por Eric Partelpoeg de EHP Consulting, Inc
Revisión de la fundición La Oroya 18 de febrero de 2014
1 EHP
Consulting, Inc.
1.0 ANTECEDENTES .............................................................................................................................................. 2 2.0 RESUMEN DE LAS OPINIONES .................................................................................................................... 2 3.0 ORGANIZACIÓN DEL INFORME ................................................................................................................. 3 4.0 INTRODUCCIÓN A LA TECNOLOGÍA, LAS OPERACIONES Y LAS EMISIONES DE LA FUNDICIÓN ................................................................................................................................................................ 4
4.1 EMISIONES DE LA FUNDICIÓN .......................................................................................................................... 4
4.2 FUNDICIÓN DE COBRE ........................................................................................................................................ 5
4.3 TECNOLOGÍA DE FUNDICIÓN DE PLOMO ....................................................................................................... 9
4.4 TECNOLOGÍA DE EXTRACCIÓN DE ZINC ...................................................................................................... 11
5.0 OPERACIONES DEL CMLO BAJO EL CONTROL DE CENTROMIN ................................................. 13 5.1 CIRCUITO DE COBRE HASTA EL COBRE AMPOLLADO ............................................................................. 13
5.1.1 Preparación y manipulación de la alimentación ....................................................................... 14
5.1.2 Tecnología de la fundición ........................................................................................................ 14
5.1.3 Tecnología de conversión .......................................................................................................... 14
5.2 CIRCUITO DE PLOMO ......................................................................................................................................... 16
5.3 CIRCUITO DE ZINC ............................................................................................................................................. 16
5.4 OTROS PROCESOS DE CMLO ............................................................................................................................ 17
5.5 ESTADO DEL CONTROL DE CONTAMINACIÓN Y EQUIPO ........................................................................ 17
6.0 MEJORA DE CMLO DE DRP ........................................................................................................................ 17 6.1 CIRCUITO DE ZINC ............................................................................................................................................. 18
6.2 CIRCUITO DE PLOMO ......................................................................................................................................... 18
6.3 CIRCUITO DE COBRE ......................................................................................................................................... 19
7.0 NORMAS Y PRÁCTICAS DE DRP ............................................................................................................... 21 8.0 SOLICITUDES DE EXTENSIÓN DE DRP ................................................................................................... 22
8.1 ANÁLISIS GENERAL DEL PROGRAMA DE EJECUCIÓN DE PROYECTOS ................................................ 22
8.2 FACTORES QUE PUEDEN AFECTAR LOS CRONOGRAMAS DEL PROYECTO ......................................... 24
8.2.1 Elevación y ubicación ................................................................................................................ 25
8.2.2 Alcance y complejidad del proyecto .......................................................................................... 25
8.3 LA EXTENSIÓN DE 2006 ..................................................................................................................................... 27
8.4 2009 PEDIDO DE EXTENSIÓN............................................................................................................................ 29
8.4.1 Crisis económica mundial ......................................................................................................... 29
9.0 CONCLUSIONES ............................................................................................................................................ 30 10.0 REFERENCIAS ................................................................................................................................................33 APÉNDICE A: CURRÍCULUM VITAE DEL DR. ERIC PARTELPOEG APÉNDICE B: DATOS DE LA EMISIÓN DE MINEROS ACTIVOS APÉNDICE C: PARTE CORRESPONDIENTE AL DR. PARTELPOEG DEL PANEL 2006 DEL INFORME DE PERITOS
Revisión de la fundición La Oroya 18 de febrero de 2014
2 EHP
Consulting, Inc.
1.0 ANTECEDENTES
King & Spalding, LLP me ha contratado para evaluar los esfuerzos de Doe Run Peru (DRP) para mejorar y modernizar el Complejo metalúrgico La Oroya (el Complejo o CMLO, según su iniciales en español, “Complejo Metalúrgico La Oroya”); los marcos temporales para dichos mejoramientos impuestos por el gobierno del Perú; y las normas y prácticas relacionadas de DRP, que operó el CMLO entre 1997 y 2009, en comparación con la compañía de propiedad del estado, Empresa Minera del Centro del Perú (Centromin), que operó el establecimiento, desde 1974 a 1997. Mis opiniones se fundamentan en una revisión de documentos que describen el CMLO y el proceso emprendido por DRP para actualizar el establecimiento, así como mi inspección personal del CMLO en 2006, mientras actuaba en un panel de peritos reunido por el Ministerio de Energía y Minas del Perú (MEM) que debía evaluar el pedido de prórroga de DRP, para completar ciertas mejoras necesarias.
Mis opiniones también se fundamentan en mi educación y mi experiencia profesional, enfocada en el estudio e implementación de tecnologías de fundición y prácticas de la industria de la fundición. Actualmente soy el director de EHP Consulting, Inc. con sede en Tucson, Arizona. Tengo más de 30 años de experiencia de trabajo en industria pirometalúrgicas, lo cual incluye la fundición de cobre, la calcinación de zinc, la calcinación de molibdeno, los sistemas de escape de gases y las plantas de ácido. Durante mi carrera, he trabajado en fundiciones de Canadá y los Estados Unidos de América y también he visitado e inspeccionado fundiciones en Asia, África, Australia, Europa y América del Sur. Tengo una licenciatura y una maestría en ingeniería de la Universidad McGill y un doctorado en ingeniería metalúrgica de la Universidad de Arizona.
Soy el autor o coautor de varios documentos técnicos y de un libro relacionados con las tecnologías de fundición y las prácticas de la industria de fundición. Estas publicaciones figuran en mi currículum vitae, el cual se adjunta como Apéndice A.
2.0 RESUMEN DE LAS OPINIONES
1. En el momento en que Centromin transfirió CMLO a DRP, los equipos críticos instalados
en el establecimiento no eran adecuados para su uso en una fundición que debía reducir sus emisiones para cumplir con las normas actuales de límites de emisiones y calidad del aire. En particular, el circuito de cobre no cumplía con las normas y era obsoleto; este circuito no pudo actualizarse para cumplir con los requisitos de reducción de emisiones y requería de un reemplazo completo. Esto exigió que DRP llevara a cabo un proyecto complejo para diseñar y reemplazar el equipo del circuito de cobre, lo cual no se identificó en PAMA. Los circuitos de plomo y zinc requerían actualizaciones importantes y el diseño y la instalación de un equipo de control de emisiones nuevo.
2. DRP actuó razonable y adecuadamente en sus esfuerzos por actualizar y modernizar CMLO. Debido a la complejidad y la condición de CMLO, estoy de acuerdo con la opinión de Knight Piésold de 1996 de que se requerían más de 10 años para lograr los objetivos de PAMA.
3. Debido a su complejidad, el reemplazo del circuito de cobre era esencialmente un proyecto de varios años y no sorprende que se necesitara tiempo adicional para completar el proyecto. DRP solicitó una extensión del proyecto en 2006 y esto se otorgó. Visité CMLO en 2006 y en este tiempo opinaba (y sigo opinando lo mismo) que el alcance del
Revisión de la fundición La Oroya 18 de febrero de 2014
3 EHP
Consulting, Inc.
reemplazo del circuito de cobre era significativo y que incluso una fecha de finalización en 2009 era problemática.
4. La crisis económica mundial del período 2008-2009 impactó gravemente la industria minera y de los metales, y especialmente los proyectos de capital que estaban en curso o eran planificados por estas empresas. Este evento afectó claramente la capacidad de DRP para ejecutar el reemplazo del circuito de cobre y la construcción de la planta de ácido del circuito de cobre en el tiempo provisto.
5. La solicitud que realizó DRP en 2009 para obtener una extensión de tiempo para completar el reemplazo del circuito de cobre y la construcción de la planta de ácido del circuito de cobre fue razonable debido al PAMA paralelo y otros proyectos y actualizaciones que DRP estaba llevando a cabo, y las condiciones extraordinarias en las que estos proyectos se estaban realizando.
6. Las normas y prácticas de DRP protegieron mucho más el medio ambiente y la salud pública, que las que utilizó Centromin entre 1975 y 1997.
3.0 ORGANIZACIÓN DEL INFORME
El propósito de este informe es brindar mis opiniones sobre la situación del CMLO y sobre los planes y ejecución de los proyectos que DRP llevó a cabo para reducir las emisiones. A fin de establecer las bases para estas opiniones, el informe está organizado de la siguiente forma:
Sección 4: Esta sección del informe presenta las operaciones básicas de la fundición y sus emisiones. Proporciona una breve descripción general de las tecnologías del cobre, el plomo y el zinc.
Sección 5: Esta sección del informe describe las operaciones del CMLO, a partir de su adquisición por parte de DRP en 1997. Se describe el estado de las operaciones, particularmente lo relacionado con las fuentes de emisiones.
Sección 6: Esta sección del informe describe los proyectos de mejoramiento que emprendió DRP para modernizar las instalaciones, aumentar la eficiencia de los equipos de control de la contaminación y disminuir las emisiones de la fundición.
Sección 7: Esta sección del informe resume las normas y prácticas de las operaciones de DRP y las compara con las operaciones del CMLO, bajo el control de Centromin. Esta sección también incluirá las opiniones que me formé durante mi visita al sitio del CMLO, en 2006.
Sección 8: Esta sección repasa la razonabilidad de los pedidos de prórrogas para el proyecto PAMA solicitados por DRP. Mis opiniones sobre esta razonabilidad surgen de las revisiones y observaciones presentadas en las primeras secciones de este informe, así como en los problemas y desafíos específicos del proyecto.
Sección 9: Esta sección resume mis conclusiones y opiniones.
Revisión de la fundición La Oroya 18 de febrero de 2014
4 EHP
Consulting, Inc.
4.0 INTRODUCCIÓN A LA TECNOLOGÍA, LAS OPERACIONES Y LAS EMISIONES DE LA FUNDICIÓN
Esta sección del informe brinda una introducción general a la producción de cobre, plomo y zinc. Esta información de respaldo es importante para obtener una perspectiva de los niveles de esfuerzo relacionados que se requerían para que DRP actualizara las tecnologías de fundición del CMLO (para cobre, plomo y zinc), a fin de alcanzar los límites de emisiones que el PAMA tenía como meta.
Las fundiciones producen metales (por ej. cobre, zinc y plomo) a partir de minerales que contienen otros elementos. Uno de los elementos predominantes en estos minerales es el azufre; por ello, a los minerales procesados en las fundiciones se los llama minerales sulfúricos. Las fundiciones separan el azufre del mineral en forma de dióxido de azufre (SO2). Antes de las modificaciones del DRP analizadas en este informe, la mayor parte del SO2 en el CMLO se descargaba en la atmósfera. La otra impureza importante de los minerales es el hierro; este se separa del metal como escoria de óxido de hierro.
4.1 EMISIONES DE LA FUNDICIÓN
Las emisiones gaseosas pueden incluir componentes de gas, tales como el dióxido de azufre (SO2) y materiales particulados (tales como plomo, arsénico, silicio y otros contaminantes). Las emisiones de material particulado están asociadas por lo general, a las emisiones descontroladas de SO2 (aunque puede haber emisiones de material particulado que no estén asociadas a una fuente de SO2). Hay tres categorías de emisiones gaseosas de una fundición:
1. Categoría 1. Emisiones fugitivas descontroladas de bajo nivel, que no son capturadas
por el equipo del proceso de la fundición. Estas emisiones salen de la fundición y penetran en las áreas circundantes. Las emisiones fugitivas no capturadas constituyen los tipos más perjudiciales de emisiones, porque el equipo de control de contaminación no las trata y porque pueden resultar en altas concentraciones de contaminantes a nivel del suelo.
2. Categoría 2. Las emisiones de los conductos de salida (o chimeneas) se capturan en la fundición y por lo general, luego se las trata, para capturar algo o la mayor parte de los materiales particulados, antes de su descarga por el conducto de salida. Entre los equipos de tratamiento típicos para capturar materiales particulados se encuentran los Cottrells (precipitadores electrostáticos) y las cámaras de filtro de tela. Los gases (tales como el SO2) y la parte no capturada de las emisiones de material particulado se emiten desde el conducto de salida, donde se dispersan.
3. Categoría 3. Las emisiones que se capturan y se procesan eficientemente para remover todo el material particulado y más del 95% del SO2, por medio del procesamiento del flujo, a través de un sistema de control especialmente diseñado, tal como una planta de ácido sulfúrico.
La figura 4-1 muestra ejemplos de estas tres categorías de emisiones. En este ejemplo, la foto de arriba muestra las emisiones fugitivas no capturadas, que se descargan desde un convertidor de cobre (Categoría 1). El esquema de abajo muestra que los gases del proceso del convertidor de
Revisión de la fundición La Oroya 18 de febrero de 2014
5 EHP
Consulting, Inc.
cobre pueden capturarse y procesarse parcialmente solo por medio de la remoción de material particulado (Categoría 2), o pueden procesarse plenamente por medio de la remoción de material particulado, seguida de la captura de SO2 en una planta de ácido (Categoría 3).
Figura 4-1 Representación esquemática de los destinos de las emisiones
En la primera mitad del siglo XX, por lo general, se permitía que el SO2 producido en las fundiciones fuera a parar a la atmosfera, sin que se hiciera un esfuerzo concertado para recuperarlo. Sin embargo, a fines del siglo XX (desde los años setenta en adelante), se reconoció que había que reducir dichas emisiones. A fin de reducir las emisiones de SO2, las fundiciones modificaron sus procesos para incrementar la concentración de SO2, desde el 1 al 2% (que no podía recuperarse) hasta una corriente más concentrada de SO2 (del 6 al 25% de SO2), pasible de recuperarse y convertirse subsiguientemente en ácido sulfúrico.
Las siguientes secciones del informe analizan el procesamiento del cobre, el plomo y el zinc, poniendo el énfasis en el modo en que la tecnología del proceso afecta las emisiones de la fundición.
4.2 FUNDICIÓN DE COBRE
El proceso general de cobre se muestra en la figura 4-2; este diagrama de bloques también muestra la planta de acido sulfúrico que procesa el dióxido de azufre generado en las etapas de calcinación y conversión. La producción de ácido sulfúrico de una fundición de cobre requiere que el gas del proceso de fundición tenga una concentración de SO2 en el rango que va, por lo menos, entre el 6 y el 10% y un flujo de gas del proceso relativamente parejo.
Emisiones fugitivas, sin tratamiento ni captura
Planta de ácido para captura de
SO2
Remoción de material
particulado antes de la
planta de ácido
Remoción de material
particulado antes de la descarga
Campana colectora de gases en el proceso del horno convertidor
Horno convertidor del proceso de cobre
Gases procesados
Sistema de recolección de gas del proceso
Revisión de la fundición La Oroya 18 de febrero de 2014
6 EHP
Consulting, Inc.
La mata es el producto primario del horno de fundición de cobre; es una solución fundida de cobre, hierro y azufre, así como también contiene algunas impurezas (tales como plomo y zinc). La mata se categoriza por su contenido de cobre o su "grado". Un grado del 30% de mata de cobre se refiere a mata de cobre con solo 30% de cobre. Nótese que el proceso de fundición mostrado en la figura 4-2 indica que la mata de cobre se produce con un amplio rango de contenido de cobre (del 30 al 80% de cobre)1. El grado de la mata proveniente de un horno de fundición se determina, en gran parte, por el tipo de horno de fundición que se utiliza. La tabla 4-1 resume las características típicas de los diversos tipos de horno de fundición. Hay unas pocas y antiguas tecnologías de reverbero en funcionamiento, debido a su característica de requerir una gran entrada de combustible y debido a su generación de gas de escape de gran volumen y baja concentración de SO2, que no sirve para ser tratado en una planta de ácido sulfúrico. La mayoría de las fundiciones de cobre modernas emplean tanto tecnología de fundición flash como tecnología de fundición de lanza/baño (por ejemplo, la tecnología Isasmelt).
Figura 4-2 Diagrama de bloque del circuito general de cobre
1En tanto la figura 4-2 muestra el rango superior del grado de la mata al 80% de cobre, el grado típico máximo asociado con las tecnologías modernas de fundición de uso común es del 70% de cobre; de allí que el límite del grado de mata de la Tabla 4-1 sea 70% de cobre.
Concentrado
Aire/oxígeno Silicio
Aire/oxígeno
Reductor
Escoria
Polvo de la chimenea
Ácido sulfúrico
Escoria
Polvo de la chimenea
Mata de cobre (del 30 al 80% de Cu)
Gas de
Cobre ampollado (del 96 al 99% de Cu)
Calcinación/fundición
Conversión
Refino por fuego
Ánodos de cobre a refinería
Desulfuración (Planta de ácido
sulfúrico)
Revisión de la fundición La Oroya 18 de febrero de 2014
7 EHP
Consulting, Inc.
Tabla 4-1 Resumen de tecnologías de hornos de fundición
Tecnología del horno
de fundición
Requerimiento de
combustible
Entrada de oxígeno puro
Volumen del gas de escape
del horno
Grado típico de la mata
Contenido de SO2 del gas de
escape del horno
Gas de escape
tratable al ingresarlo a la planta de ácido
Horno de reverbero
Alto Cero a mediano
Alto del 30 al 40%
Bajo No
Horno eléctrico
Cero Cero Bajo del 30 al 40%
Bajo No
Horno flash Bajo a cero Mediano a alto Bajo del 58 al 70%
del 15 al 40%
Sí
Isasmelt (fundición de lanza/baño)
Bajo a cero Mediano a alto Bajo del 58 al 65%
del 15 al 40%
Sí
La mata se transfiere desde el horno de fundición a los convertidores que quitan el resto del hierro y el azufre, al soplar aire en la mata fundida. El proceso de conversión tiende a tener altos niveles de emisiones fugitivas (ver sección 5.1.3. y la figura 5-1 que aparece a continuación). Para minimizar la dependencia del circuito de cobre de los convertidores, las tecnologías modernas de fundición producen mata de mayor grado (por lo general el 60%) en comparación con el 30% de cobre asociado con antiguas tecnologías de fundición antigua, tales como los hornos de reverbero.
La figura 4-3 muestra flujos de bloque y emisiones cualitativas asociados a las fundiciones de cobre de hornos de reverbero, de tecnología antigua, y la figura 4-4 muestra los flujos y las emisiones asociados con las fundiciones de cobre modernas. Como lo indican las figuras, las fundiciones modernas de cobre tienen inherentemente niveles más bajos de emisiones fugitivas y producen un gas de escape de proceso que se puede tratar para recuperar el SO2 como ácido sulfúrico.
Revisión de la fundición La Oroya 18 de febrero de 2014
8 EHP
Consulting, Inc.
Figura 4-3 Flujos de bloque y emisiones cualitativas de fundiciones de cobre de tecnología antigua (Hornos de reverbero)
Recepción y preparación de alimentación de
concentrado de cobre
Hornos de calcinación de soleras múltiples
Horno de reverbero
Convertidores de cobre
Refinería de cobre
Cottrell o recolector de polvo de baja eficiencia;
SO2 a conducto de salida
Cottrell o recolector de polvo de baja eficiencia;
SO2 a conducto de salida
Cottrell o recolector de polvo de baja eficiencia;
SO2 a conducto de salida
Aire, combustible
Oxígeno,aire,
combustible
Aire
Emisiones fugitivas no capturadas
Gas de escape de proceso con SO2
Emisiones fugitivas no capturadas
Emisiones fugitivas no capturadas
Gas de escape de proceso con SO2
Gas de escape de proceso con SO2
Revisión de la fundición La Oroya 18 de febrero de 2014
9 EHP
Consulting, Inc.
Figura 4-4 Flujos de bloque y emisiones cualitativas de las fundiciones de cobre modernas
4.3 TECNOLOGÍA DE FUNDICIÓN DE PLOMO
La tecnología de fundición de plomo ha avanzado en menor grado que las tecnologías de fundición de cobre. Las dos etapas principales en la producción de plomo son:
1. Sinterización de concentrado de plomo. Esto incluye la alimentación de concentrado de plomo calentado en una cinta transportadora, metálica y perforada. A medida que la alimentación de plomo avanza por la cinta, se sopla aire a través de las perforaciones de la misma, para que reaccione con la mayor parte del azufre que hay en el concentrado y que genere SO2. El producto de la máquina de sinterización es un óxido sólido del tamaño de un guijarro, que avanza hacia el horno alto de plomo.
2. Fundición del producto de la máquina de sinterización. Se alimenta el horno alto con el producto de la sinterización, donde el óxido de plomo reacciona con el carbón para producir el metal de plomo. Las impurezas se eliminan como escoria.
La figura 4-5 muestra el diagrama de flujo de bloque de la tecnología de sinterización de plomo/horno alto, con equipo de control limitado de contaminación. En este caso, el aire inyectado en la máquina de sinterización sale de una toma central de gas de escape. El total del gas de escape de la máquina de sinterización está demasiado diluido en el SO2 como para permitir su conversión a ácido sulfúrico. Sin los cerramientos efectivos y equipo de control de contaminación, las emisiones fugitivas del área del horno alto pueden resultar en emisiones de bajo nivel de humos de plomo, que van hacia el área de la fundición, con poder para salir del establecimiento de la fundición.
Recepción y preparación de alimentación de
concentrado de cobre
Fundición flash o Isasmelt
Convertidores de cobre
Refinería de cobre
Oxígeno, aire,
combustible
Aire
Gases fugitivos
Gas de escape de proceso con SO2
Gases fugitivos
Gas de escape de proceso con SO2
Cámara de filtro de gases fugitivos
capturados
Cámara de filtros de gases fugitivos capturados o
gases fugitivos dirigidos a la planta de ácido
Planta de ácido
Revisión de la fundición La Oroya 18 de febrero de 2014
10 EHP
Consulting, Inc.
Figura 4-5 Tecnología de sinterización de plomo/horno alto, con control limitado de contaminación
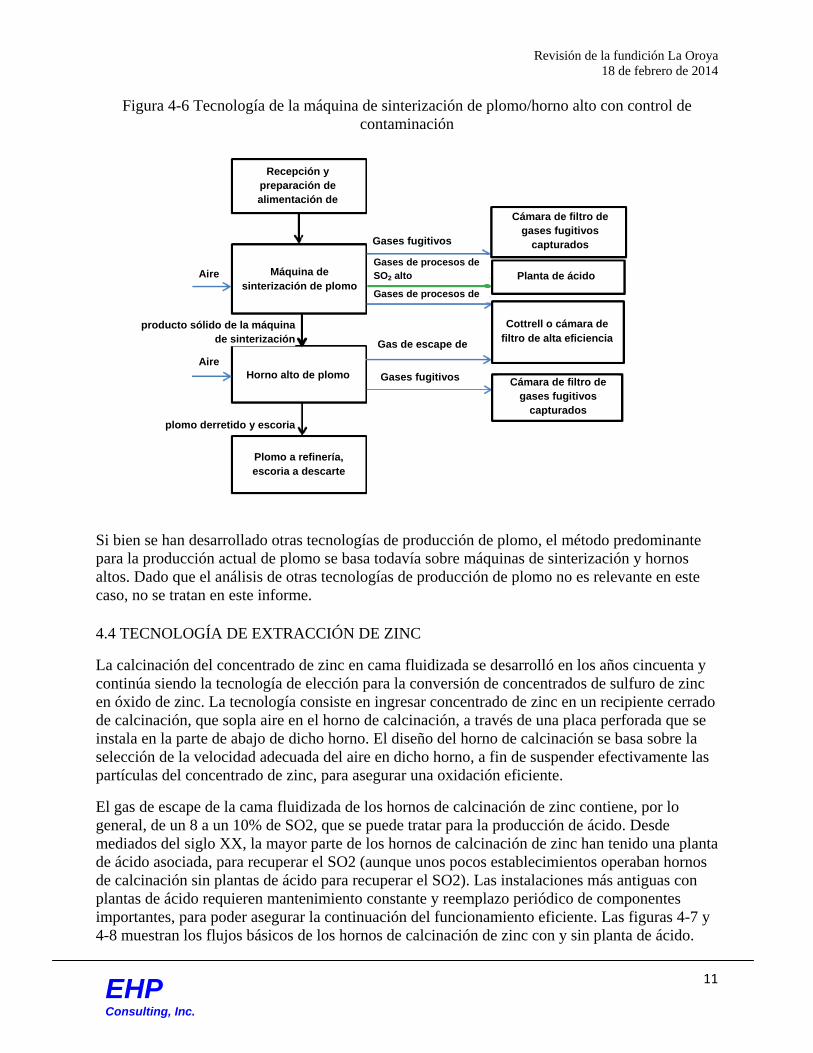
La figura 4-6 muestra el diagrama de flujo de bloque de máquina de sinterización de plomo/horno alto, que ha sido modificado para incluir equipos modernos de control de contaminación. En este caso la provisión de aire de la máquina de sinterización y la toma de aire se han modificado para crear dos procesos de corrientes de gas de escape. La mayor parte del SO2 se elimina a través de un flujo bajo de gas, con suficiente concentración de SO2, como para permitir su tratamiento en una planta de ácido. Una pequeña porción de SO2 permanece en una segunda corriente de gas de escape, que se enfría y se le retiran los materiales particulados (por medio, por ejemplo, de una cámara de filtro) antes de descargarla a un conducto de salida. La figura 4-6 muestra que las emisiones fugitivas de la máquina de sinterización y del horno alto son capturadas y procesadas a través de las cámaras de filtro, para eliminar materiales particulados y humos de plomo.
Recepción y preparación de alimentación de
concentrado de plomo
Máquina de sinterización de plomo
Horno alto de plomo
Plomo a refinería, escoria a descarte
Aire Emisiones fugitivas no capturadas
Gas de escape de proceso Cottrell o recolector de
polvo de baja eficiencia; SO2 a conducto de
salidaAire
producto sólido de lamáquina de sinterización
plomo derretido yescoria
Gas de escape de proceso
Emisiones fugitivas no capturadas
Revisión de la fundición La Oroya 18 de febrero de 2014
11 EHP
Consulting, Inc.
Figura 4-6 Tecnología de la máquina de sinterización de plomo/horno alto con control de contaminación
Si bien se han desarrollado otras tecnologías de producción de plomo, el método predominante para la producción actual de plomo se basa todavía sobre máquinas de sinterización y hornos altos. Dado que el análisis de otras tecnologías de producción de plomo no es relevante en este caso, no se tratan en este informe.
4.4 TECNOLOGÍA DE EXTRACCIÓN DE ZINC
La calcinación del concentrado de zinc en cama fluidizada se desarrolló en los años cincuenta y continúa siendo la tecnología de elección para la conversión de concentrados de sulfuro de zinc en óxido de zinc. La tecnología consiste en ingresar concentrado de zinc en un recipiente cerrado de calcinación, que sopla aire en el horno de calcinación, a través de una placa perforada que se instala en la parte de abajo de dicho horno. El diseño del horno de calcinación se basa sobre la selección de la velocidad adecuada del aire en dicho horno, a fin de suspender efectivamente las partículas del concentrado de zinc, para asegurar una oxidación eficiente.
El gas de escape de la cama fluidizada de los hornos de calcinación de zinc contiene, por lo general, de un 8 a un 10% de SO2, que se puede tratar para la producción de ácido. Desde mediados del siglo XX, la mayor parte de los hornos de calcinación de zinc han tenido una planta de ácido asociada, para recuperar el SO2 (aunque unos pocos establecimientos operaban hornos de calcinación sin plantas de ácido para recuperar el SO2). Las instalaciones más antiguas con plantas de ácido requieren mantenimiento constante y reemplazo periódico de componentes importantes, para poder asegurar la continuación del funcionamiento eficiente. Las figuras 4-7 y 4-8 muestran los flujos básicos de los hornos de calcinación de zinc con y sin planta de ácido.
Recepción y preparación de alimentación de
Máquina de sinterización de plomo
Horno alto de plomo
Plomo a refinería, escoria a descarte
Aire
Gases fugitivos
producto sólido de la máquinade sinterización
plomo derretido y escoria
Gas de escape de
Aire
Gases fugitivos
Gases de procesos de SO2 alto
Gases de procesos de
Cámara de filtro de gases fugitivos
capturados
Planta de ácido
Cottrell o cámara de filtro de alta eficiencia
Cámara de filtro de gases fugitivos
capturados
Revisión de la fundición La Oroya 18 de febrero de 2014
12 EHP
Consulting, Inc.
Los hornos de calcinación de capa turbulenta (Turbulent layer roaster, TLR) son un tipo especial de hornos de calcinación, de cama fluidizada. Estos tipos de hornos de calcinación se utilizan a menudo en el procesamiento del zinc.
Figura 4-7 Diagrama de bloque del típico horno de calcinación de zinc con cama fluidizada, sin recuperación de ácido
Sistema de recepción de concentrado de zinc y de alimentación del horno
de calcinación
Horno de calcinación de cama fluidizada
Enfriado y limpieza de gases
Calcina de zinc (ZnO) a planta de
lixiviación
Aire
SO2 a conducto de salida
Revisión de la fundición La Oroya 18 de febrero de 2014
13 EHP
Consulting, Inc.
Figura 4-8 Diagrama de bloque del típico horno de calcinación de zinc con cama fluidizada, con
recuperación de ácido
5.0 OPERACIONES DEL CMLO BAJO EL CONTROL DE CENTROMIN
El CMLO es un establecimiento pirometalúrgico y de refinación que procesa complejos concentrados minerales polimetálicos, producidos principalmente en minas ubicadas en la región central de los Andes, en el Perú. El CMLO está formado por dos componentes principales: un complejo pirometalúrgico ubicado a orillas del Río Mantaro y un complejo de refinación ubicado a unos 2 kilómetros de distancia, a orillas del Río Yauli.
El CMLO utiliza tres "circuitos" primarios, así como otros procesos, para fundir y refinar distintos concentrados minerales, a fin de producir cobre, plomo, zinc, y otros valiosos metales no ferrosos (es decir, metales distintos del hierro). Este informe enfoca principalmente las tecnologías utilizadas para extraer cobre, plomo, y zinc, que son los principales metales producidos en el Complejo. Otros circuitos tales como la plata y los circuitos de los metales preciosos resultan importantes para el CMLO, pero no se los trata aquí debido a su relativamente baja aportación a las emisiones (aunque DRP trató muchas de esas fuentes de emisiones también). Las siguientes secciones brindan un panorama de las tecnologías y las situaciones del establecimiento del CMLO, mientras estuvo bajo el control de Centromin.
5.1 CIRCUITO DE COBRE HASTA EL COBRE AMPOLLADO
Sistema de recepción de concentrado de zinc y de alimentación del horno de
calcinación
Horno de calcinación de cama fluidizada
Enfriado y limpieza de gases
Calcina de zinc (ZnO) a planta de
lixiviación
Aire
Planta de ácido para recuperar SO2 como
ácido sulfúrico
Revisión de la fundición La Oroya 18 de febrero de 2014
14 EHP
Consulting, Inc.
La era de Centromin fue esencialmente idéntica al circuito de cobre, sin el equipo de control de contaminación que se describe en la Sección 4.2 y se muestra en la figura 4-3. El equipo era antiguo y obsoleto. Las siguientes páginas proporcionan un breve panorama del sistema.
5.1.1 Preparación y manipulación de la alimentación
La preparación y la manipulación de la alimentación (los concentrados y otros materiales que se cargan en el proceso de fundición) tenían lugar en un espacio abierto dentro del establecimiento de la fundición. Los camiones entregaban la carga que transfería el concentrado de cobre proveniente de minas de la zona. No había sistemas para limpiar el chasis o las ruedas de dichos camiones, lo cual hacía que la contaminación del concentrado de cobre pasara desde el sistema de carga, a los caminos internos del complejo de fundición y a los caminos públicos que llevaban a la fundición.
5.1.2 Tecnología de la fundición
El establecimiento principal de fundición estaba formado por hornos de soleras múltiples, seguido de un horno de reverbero. Los hornos de soleras múltiples funcionaban con combustible; su propósito era secar el concentrado, oxidar parte del azufre que había en el concentrado y quitar el arsénico, en forma de trióxido de arsénico. El gas de escape de estos tipos de hornos de calcinación es alto en volumen y bajo en concentración de SO2, lo que hace que no sirva para la conversión en ácido sulfúrico.
El producto del horno de calcinación, o calcina, avanzaba hacia el horno de reverbero, donde se derretía la calcina. El horno se calentaba por medio de quemadores de combustible enriquecido con oxígeno. El horno de reverbero producía:
1. "Mata" derretida que contenía la mayor parte del cobre ingresado. El contenido de cobre de la mata era relativamente bajo (aproximadamente un 30% de cobre). El resto de la mata estaba constituido principalmente por hierro y azufre, junto con algunas impurezas. La mata derretida se transfería a los calderos y luego los puentes grúa la transferían a los convertidores de cobre.
2. La "escoria" derretida contenía hierro, óxido, silicio, algunas impurezas de la alimentación y casi nada de cobre. Se retiraba la escoria del horno, donde rápidamente se la enfriaba por medio de rociado de agua, lo que la convertía en pequeños gránulos. La escoria granulada se retiraba del área de fundición y se almacenaba en el sector de acopio.
3. Se utilizaba un gas de escape que contenía dióxido de azufre y productos de la combustión del sistema del quemador, para calentar el horno. El gas de escape también contenía material particulado y algunos de los elementos volátiles que entraban en el horno con el concentrado. Este gas de escape era alto en volumen y bajo en concentración de SO2 y no servía para que se lo continuara procesando en una planta de ácido sulfúrico.
5.1.3 Tecnología de conversión
La mata producida en el horno de reverbero se continuaba procesando en hornos de conversión (convertidores). Se soplaba aire en la mata derretida de cobre, hierro y azufre. Se agregaba fundente de silicio para que se combinara con el hierro a medida que el aire lo oxidaba. La mezcla de óxido de hierro y silicio se convertía en una escoria que se retiraba periódicamente del
Revisión de la fundición La Oroya 18 de febrero de 2014
15 EHP
Consulting, Inc.
convertidor. Los convertidores producían un cobre "ampollado" que contenía aproximadamente un 98% de puro cobre. El cobre se transfería a los calderos para continuar con el proceso.
La operación de un convertidor es un proceso por lotes; la figura 5-1 muestra los pasos principales:
1. La mata se transfiere desde el horno de reverbero por medio de calderos. Esta transferencia libera emisiones fugitivas.
2. Una vez que se ha agregado suficiente mata al convertidor, se sopla aire en el baño derretido y se gira el convertidor para dirigir los gases de escape hacia una cámara. Durante la era de Centromin, estos gases se trataban por medio de un antiguo Cottrell (un tipo de concentrador electrostático diseñado para quitar material particulado del gas) antes de descargarlo al conducto de salida.
3. Periódicamente, se retira la escoria producida en el convertidor, haciendo rotar el convertidor, a fin de que la escoria se vierta en un caldero. Durante esta operación, las emisiones fugitivas se liberan hacia la atmósfera.
Figura 5-1 Pasos del lote asociados con la conversión de mata
Debido al bajo grado de la mata (30% de cobre) producida por el horno de reverbero, el fundidor dependía de los convertidores para remover el grueso del hierro y el azufre y, concordantemente, se instalaron cinco convertidores en el CMLO. Las actividades del procesamiento, asociadas con la conversión eran la mayor fuente de emisiones fugitivas del circuito de cobre.
Para los años ochenta, la mayoría de las fundiciones en todo el mundo que utilizaban el equipo empleado en el CMLO habían cerrado o se habían actualizado con tecnología más moderna. En casi todos los casos, estas mejoras se produjeron en la década de 1970 o antes. El circuito de cobre instalado en el CMLO era totalmente inapropiado para una fundición que requiriera la captura de emisiones de dióxido de azufre.
La tabla 5-1 muestra la situación en 1995, de las fundiciones de América Latina, que quedaban retrasadas respecto de otras fundiciones del resto del mundo, al desfasarse en cuanto a la tecnología del horno de reverbero. La columna de la derecha muestra el porcentaje de ingreso de azufre que no se emitía como SO2. Esta tabla muestra que el CMLO estaba retrasado incluso
Emisiones fugitivas
Gases del
Emisiones fugitivas
Cobre o escoria
DesescoriadoSoplado Carga
Mata
Revisión de la fundición La Oroya 18 de febrero de 2014
16 EHP
Consulting, Inc.
respecto de otras fundiciones en América Latina, la mayoría de las cuales tenía en funcionamiento plantas de ácido para la recuperación de azufre. En verdad, incluso la cifra de captura del 22% para el CMLO es engañosa, dado que refleja el recupero de SO2 del CMLO, realmente asociado al circuito de zinc; prácticamente no se recuperaba SO2 del circuito de cobre del CMLO cuando DRP adquirió el complejo.
Tabla 5-1 Ácido subproducto de la fundición de cobre (División de Procesamiento y Extracción
[Extraction and Processing Division, EPD] de 1996; datos de 1995)
5.2 CIRCUITO DE PLOMO
El circuito de plomo de CMLO en Centromin se describe en detalle en el informe de Knight Piésold de 1996. Está basado en la tecnología estándar de la industria del plomo que incluye una máquina de toba acompañada por un alto horno de plomo (vea la Sección 4.3 de este informe para obtener la descripción general de esta tecnología). En el momento de la adquisición, el 100% del gas de escape de la máquina de sinterización se dirigió al precipitador electrostático Cottrell para eliminar las partículas del gas de escape antes de descargar los gases de la chimenea principal. La instalación de Cottrell tenía más de 60 años y su eficacia era menor a la de los sistemas modernos. No se realizaron controles para capturar el circuito de plomo SO2.
El circuito de plomo operado por Centromin era similar al sistema de control de baja contaminación de plomo que se analizó anteriormente y se muestra en la Figura 4-5.
5.3 CIRCUITO DE ZINC
El informe de Knight Piésold de 1996 describe en detalle el circuito de zinc. El circuito utilizó una tecnología de tostación razonablemente moderna que consistía en tres hornos de tostación con lecho fluidificado "Jersey" y un horno de tostación con lecho fluidificado "Lurgi" (también
Tabla 9: Ácido subproducto de la fundición de cobre - América Latina
Planta País Tipo de fundición
Producción de Cu
ampollado (`000t)
Coeficiente
ácido/cobre
Producción de ácido
(`000t)
Captura de % de
azufre Dias d’Avila Caletones Chagres Chuquicamata La Negra Las Ventanas Paipote Potrerillos Cananea La Caridad San Luis Potos Ilo La Oroya
Revisión de la fundición La Oroya 18 de febrero de 2014
17 EHP
Consulting, Inc.
llamado horno de tostación de capa turbulenta). El gas de escape de los hornos de tostación Jersey más pequeños se trató según Cottrell antes de enviarse a la chimenea principal; el gas de escape del horno de tostación Lurgi se enfrió, se limpió y luego se procesó a través de planta de ácido para recuperar el SO2 como ácido sulfúrico. Vea la Figura 4-7 y la Figura 4-8 para conocer los diagramas de flujo en bloque de los dos sistemas.
Es evidente que la planta de ácido del circuito de zinc de CMLO estaba en malas condiciones en el momento de la adquisición de DRP. Como se analizó en la Sección 6.1, esta planta necesitó, según DRP, una renovación importante para restaurar su capacidad y crear confiabilidad.
5.4 OTROS PROCESOS DE CMLO
Si bien el cobre, el plomo y el zinc fueron los principales flujos de productos en CMLO, hubo plantas auxiliares en CMLO que procesaron los flujos de reciclaje (por ejemplo, los ánodos de plomo de la refinería) o produjeron cantidades menores de otros productos (por ejemplo, trióxido de arsénico y cadmio). Muchas de estas plantas auxiliares tuvieron emisiones relacionadas con estos (lo cual fue abordado por DRP después de la adquisición).
5.5 ESTADO DEL CONTROL DE CONTAMINACIÓN Y EQUIPO
Aparte de la planta de ácido del circuito de zinc (que estaba deteriorado), Centromin confió principalmente en Cottrell central de la década de 1940 para recuperar las partículas de los gases de proceso antes de realizar la descarga a la chimenea principal. El diagrama 4.1.1 /1 de 1997 PAMA muestra los principales flujos de gas de CMLO. Durante la era de Centromin, hubo una gran cantidad de fuentes de emisión fugitivas. PAMA identificó 80 fuentes de emisiones fugitivas (Tabla 4.1.1/10 de PAMA). No obstante, PAMA no identificó los proyectos para abordar estas fuentes.
6.0 MEJORA DE CMLO DE DRP
Esta sección de informe revisa las mejoras de DRP en los establecimientos de CMLO. Estas mejoras se analizan (en la medida de lo posible) en orden cronológico en el que se llevaron a cabo las mejoras.
La orientación inicial de DRP para la modernización de CMLO se describió en PAMA. PAMA reconoció que el circuito de cobre debía modificarse para cumplir con los objetivos de reducción de emisiones de PAMA S02. La descripción de las modificaciones del proceso incluyó sistemas que, en mi opinión, no están probados en la industria del cobre. Por ejemplo, PAMA sugirió que el concentrado de cobre fuera procesado a través de un horno de tostación nuevo antes de la fundición en el horno reverberatorio y el procesamiento a través de un CMT (un horno que funciona de manera similar a los convertidores de cobre). Dicho esquema de procesos no era una tecnología probada utilizada en fundiciones de cobre modernos de baja emisión.
Además, PAMA sugirió que todos los gases del proceso de CMLO fueran tratados a través de dos plantas de ácido nuevas. Una procesaría los gases de escape del circuito de plomo y zinc, y la otra procesaría los gases de escape del circuito de cobre. Posteriormente, DRP estableció un contrato con la firma de ingeniería seleccionada (SNC) de PAMA para evaluar las opciones de
Revisión de la fundición La Oroya 18 de febrero de 2014
18 EHP
Consulting, Inc.
función. Una de las recomendaciones iniciales de SNC fue procesar todos los gases de CMLO a través de una sola planta de ácido nueva, en contraste con las dos plantas identificadas en PAMA.
De hecho, ni la opción de dos plantas de ácido ni la opción de una planta de ácido fueron apropiadas técnicamente para las operaciones de CMLO. Tampoco fue factible de simplemente modificar la tecnología de circuito de cobre existente. Finalmente, DRP desarrolló un importante plan de diseño que incluyó las siguientes características:
1. Una planta de ácido dedicada para cada circuito; 2. Un circuito de plomo modificado que está basado en la tecnología de alto
horno/sinterización estándar de la industria; 3. Un circuito de zinc con todos los gases de calcinación enviados a una planta de ácido
renovada y actualizada; 4. Un circuito de cobre nuevo que está basado en una tecnología comprobada de bajas
emisiones que redujo las actividades del convertidor. Debido a los proyectos de control de SO2 adecuadamente concebidos (en PAMA y más tarde por SNC) y el tiempo requerido para planificar, diseñar y construir adecuadamente instalaciones nuevas, la ejecución del proyecto de cobre hubiera requerido más tiempo que lo establecido originalmente en PAMA (vea las secciones 8.1 y 8.2 para conocer un análisis más detallado de los programas).
6.1 CIRCUITO DE ZINC
DRP cerró los tres hornos de tostación Jersey en diciembre de 2004. El horno de tostación con lecho fluidificado Lurgi (al cual también se hace referencia como "TLR" u horno de tostación de capa turbulenta) siguió funcionando, pero para garantizar la conversión de eficacia de SO2 de este horno de tostación, DRP actualizó el sistema de lavado de gas de la planta y partes de la planta de ácido. Esta inversión de $5,7 millones incluyó una nueva torre de enfriamiento, una nueva torre de secado y otras reparaciones fundamentales de la planta de ácido. Esto dio como resultado una planta de ácido con mayor capacidad para procesar los gases con menores emisiones.
6.2 CIRCUITO DE PLOMO
DRP modificó el sistema de escape de gas de la máquina de sinterización que derivó en un gas de escape con una concentración de SO2 adecuada para el procesamiento a través de la planta de ácido. Se diseñó y se instaló un sistema de lavado de gas para procesar este gas, la cual luego se dirigió a una nueva planta de ácido sulfúrico (Figura 6-1). La planta de ácido fue diseñada y abastecida por Fleck Chemical Industries (una firma canadiense que se especializa en plantas de ácido sulfúrico). La planta de ácido se diseñó con una capacidad anual de 115.000 toneladas métricas de ácido. El costo total de este proyecto fue de $49,6 millones de dólares.
Revisión de la fundición La Oroya 18 de febrero de 2014
19 EHP
Consulting, Inc.
Figura 6-1 Planta de ácido operativa del circuito de plomo
Además del procesamiento de este flujo de SO2, las iniciativas de DRP en el circuito de plomo incluyeron la implementación de varias mejoras en el sistema de gas de escape. Estos incluyeron proyectos como el cierre del área del horno del circuito de plomo y otros procesos del circuito, y la construcción de nuevos filtros de manga para eliminar las partículas y evitar su descarga en el medio ambiente. Consulte la sección 6.4 para obtener más detalles. Junto con estos proyectos ambientales, DRP también mejoró la eficiencia operativa del circuito de plomo. Por ejemplo, los sistemas de control de oxígeno-aire del alto horno de plomo se mejoraron para mejorar el control del proceso del sistema (consulte la Sección 6.2.2 del "Informe para nuestras comunidades" de 2001 de DRP). Según mi experiencia, las mejoras operativas y de los sistemas de control por lo general dan como resultado flujos más estables del gas de escape del proceso; esto deriva en sistemas de limpieza de gas de escape mejorados y más eficientes.
6.3 CIRCUITO DE COBRE
Si bien la orientación inicial de PAMA para las actualizaciones del circuito de cobre y las sugerencias iniciales posteriores de SNC (el asesor en tecnología elegido por PAMA) para DRP fallaron, DRP finalmente desarrolló un diseño de circuito de cobre adecuado que se muestra en la Figura 6-2. El diseño del circuito de cobre nuevo incluyó:
1. Un nuevo recipiente de fundición Isasmelt probado y de vanguardia. Este recipiente eliminaría completamente el sistema de fundición del horno reverberatorio y horno de tostación de alta emisión que DRP heredó de Centromin. Se ha comprobado que esta tecnología es un recipiente de fundición confiable que puede producir constantemente gases SO2 de alta concentración adecuados para la recuperación del ácido. Esta tecnología reduce el uso de combustible y requiere un espacio relativamente pequeño, lo que hace que su instalación dentro de la fundición existente sea factible. Cabe destacar que esta es la misma tecnología que implementó Southern Peru Copper como su fundición Ilo.
2. Convertidores de tamaño estándar para reemplazar los cinco convertidores de dimensiones mínimas que se encuentran en uso en CMLO. Con los convertidores nuevos, el nuevo circuito de cobre solo requeriría la operación de un convertidor (el otro sería
Revisión de la fundición La Oroya 18 de febrero de 2014
20 EHP
Consulting, Inc.
caliente y listo para operar y el tercero sería una unidad de reposo en frío). El diseño pudo reducir los requisitos del convertidor porque el recipiente Isasmelt produciría una mata de cobre del 60% que requería casi el 50% menos de conversión que la mata de cobre del 30% de la era de Centromin. Como se mencionó anteriormente (Figura 5-1), esto es importante porque las operaciones del convertidor son una fuente de emisiones fugitivas.
3. Una nueva planta de ácido que procesaría los gases del proceso del convertidor y del sistema Isasmelt.
Figure 6-2 Diseño del circuito de cobre de DRP
MANIPULACIÓN DE MATERIALES
LANZA
PLANTA DE ÁCIDO
REACTOR ISASMELT
HORNO DE SEDIMENTACIÓN
CADENA DE PIEZAS FUNDIDAS
REFINERÍA ELECTROLÍTICA
Aire Oxígeno Petróleo
Caldera
Gases y polvos
Precipitador electrostático
Polvos
Gases SO2
Escoria de convertidores
Alimentación
Mata y escoria
Gases
Escoria para depósito
Mata
Gases y polvos
Cobre ampolloso
Ánodos de cobre
Limo de cobre
Cátodos 99,97% Cu
PSC: Convertidores Peirce-Smith Uno en funcionamiento, otro en reposo
RF: Horno de retención
CPS (2)
RF RF
Revisión de la fundición La Oroya 18 de febrero de 2014
21 EHP
Consulting, Inc.
6.4 EMISIONES FUGITIVAS/PROYECTOS COMPLEMENTARIOS
Como se mencionó anteriormente, PAMA identificó una gran cantidad de fuentes de emisiones fugitivas, pero no incluyó proyectos específicos para controlas estas emisiones. DRP reconoció que el control de estas fuentes fue importante para reducir el nivel de emisiones y sus impactos ambientales y de salud pública. Algunos de los proyectos importantes implementados por DRP para reducir las emisiones fugitivas fueron:
Recintos de almácigos Pavimentación de áreas, estaciones de lavado de camiones y barredoras industriales Filtro de manga de alto horno de plomo Filtro de manga de áreas de zinc Filtros de manga para operaciones auxiliares (por ejemplo, residuos de ánodos, arsénico
y planta de escoria de plomo) Además de estos proyectos de reducción de emisiones fugitivas, DRP mejoró la eficacia del desempeño de Cottrell (precipitador electrostático de recolección de polvo) que procesaba los gases antes de su descarga a la chimenea principal. Esto se logró actualizando el sistema de control eléctrico de Cottrell y reduciendo el flujo de gases hacia la unidad (por ejemplo, enviando los gases a los otros dispositivos de control, por ejemplo, enviando los gases de la máquina de sinterización de plomo a la nueva planta de ácido del circuito de plomo).
7.0 NORMAS Y PRÁCTICAS DE DRP
Para desarrollar una opinión de las normas y prácticas de DRP al operar CMLO (y en comparación con las normas y prácticas de Centromin), he confiado en los documentos y las observaciones que incluyen los siguientes:
1. El documento de PAMA de 1997 que describe la condición de las operaciones de la era de Centromin
2. La evaluación ambiental de Knight Piésold de 1996 de CMLO 3. Los datos de emisiones presentados por Activos Mineros (que se adjuntan como
Apéndice B) y otros informes y documentos que resumen las emisiones de CMLO de 1997 a 2008.
4. Los proyectos de PAMA y los proyectos complementarios completados y planificados por DRP.
5. Mis observaciones de mi visita de 2006 a CMLO mientras participé en un Panel de expertos en nombre del Ministerio de Minas y Energía de Perú (MEM). Esta visita se documentó en mi informe para el MEM.
6. Los informes de supervisión de Osinergmin que documentaron el avance de DRP en la construcción de la nueva fundición de cobre.
Teniendo en cuenta la revisión cuidadosa de estos documentos, opino que:
1. DRP redujo significativamente las emisiones de la chimenea y los gases de escape de CMLO. Esto mejoró el ambiente del lugar de trabajo y redujo el impacto en las comunidades circundantes.
Revisión de la fundición La Oroya 18 de febrero de 2014
22 EHP
Consulting, Inc.
2. DRP mejoró significativamente el SO2 de la planta general y la captura de partículas mediante el cierre de los tres hornos de tostación Jersey, la renovación de la planta de ácido del circuito de zinc y la instalación de la planta de ácido del circuito de plomo. Estas renovaciones fueron constantes con estándares y normas internacionales relacionadas con las modernizaciones de los circuitos de plomo y zinc. El diseño del circuito de cobre fue adecuado y consistente con las normas mundiales para las instalaciones de fundiciones de cobre. La construcción de la nueva planta de ácido y el circuito de cobre avanzó lo más rápidamente posible bajo las circunstancias asociadas con la construcción dentro de una fundición en funcionamiento, y debido a las consideraciones especiales que se analizaron en la Sección 8.2.
3. DRP mejoró significativamente los programas de seguridad de CMLO y redujo las tasas de accidentes y lesiones para la era de Centromin.
En resumen, considerando especialmente que DRP tuvo que hacerse cargo de actualizaciones, modificaciones y reemplazos asociados con CMLO, sus normas y prácticas estuvieron o superaron los niveles previstos por cualquier operador de fundiciones bajo condiciones y limitaciones similares. Las normas y prácticas de DRP con respecto al impacto ambiental, la exposición de los empleados y los controles de emisiones superaron las normas y las prácticas evidentes durante la era de Centromin.
8.0 SOLICITUDES DE EXTENSIÓN DE DRP
PAMA diseñó un programa de 10 años para llevar a cabo una lista específica de mejoras en las funciones. Existen dos problemas relacionados con el PAMA que afectó la capacidad de DRP (o hubiera afectado la capacidad de cualquier otra empresa) para lograr las reducciones de emisiones previstas: (1) PAMA no abordó todos los problemas relacionados con la reducción de las emisiones del complejo (por ejemplo, el diseño de circuito de cobre sugerido falló y no incluyó los proyectos de emisiones fugitivas), y (2) el programa de PAMA de 10 años parece ser arbitrario y no está basado en el diseño de un programa o la evaluación realista del tiempo necesario para completar los proyectos identificados.
En 1996, Knight Piésold planteó inquietudes sobre el alcance del trabajo requerido en CMLO, y el período de 10 años para completar los proyectos de PAMA. Por ejemplo, Knight Piésold sugirió que el objetivo de recuperación de azufre del 75%-80% puede no ser posible “excepto que se realicen diversos cambios en el proceso o modificaciones importantes en gran parte de la fundición”. Knight Piésold continuó expresando que los cambios requeridos “pueden exceder el programa de implementación de 10 años que está considerando el Ministerio de Perú".
Además, Knight Piésold advirtió que el simple “logro de los límites de emisiones propuestos no puede garantizar el cumplimiento de todas las normas ambientales propuestas” (página 33). Esta advertencia es consistente con el plan de DRP para mejorar el CMLO, el cual incluyó muchos proyectos para reducir las emisiones de gases de escape en las áreas de la fundición que no fueron exigidos por PAMA, pero fueron realizados por DRP en paralelo con la ejecución de la lista de proyectos de PAMA.
8.1 ANÁLISIS GENERAL DEL PROGRAMA DE EJECUCIÓN DE PROYECTOS
Revisión de la fundición La Oroya 18 de febrero de 2014
23 EHP
Consulting, Inc.
Como se analizó anteriormente, históricamente las fundiciones no se diseñaron ni se operaron para controlar sus emisiones. Por consiguiente, muchas fundiciones que iniciaron operaciones a principios del siglo XX no eran controlados, lo que significa que no se emplearon tecnologías de control de la contaminación (a excepción de la captura rudimentaria de polvo para recuperar y reciclar algunos de los valores de metal valiosos de las partículas presentes en el gas de escape de las fundiciones). No obstante, a medida que se entendieron mejor los impactos ambientales y de salud pública que derivaron de sus emisiones, estas fundiciones más antiguas fueron forzadas a dejar de funcionar o modernizar sus instalaciones para limitar sus emisiones e impactos ambientales.
El proceso de actualizar y modernizar una fundición en funcionamiento para reducir las emisiones y los impactos ambientales es un esfuerzo complejo y que puede llevar mucho tiempo. En las fundiciones de todo el mundo, los proyectos exitosos de reducción de emisiones derivan de un ciclo de varios pasos de mejora continua que involucra a todas las partes interesadas. El Paso 1 en este ciclo del proceso es evaluar el impacto del establecimiento en las comunidades circundantes. El Paso 2 es usar los impactos identificados en el primer paso para desarrollar un plan para reducir los impactos ambientales. El Paso 3 es diseñar e implementar el plan para reducir los impactos ambientales. El Paso 4 es evaluar los resultados del plan que se ha implementado, para determinar si el plan ha sido exitoso para reducir los impactos a niveles aceptables o si los pasos adicionales se requieren para alcanzar los niveles de emisiones aceptables y los impactos ambientales (en cuyo caso el proceso comenzaría nuevamente en el Paso 1). Este proceso se representa a continuación en la Figura 8-1.
Figura 8-1 Ciclos de mejoras continuas de la fundición
Si bien el cronograma preciso para completar cada paso del proceso mencionado variará, lleva años desarrollar e implementar un plan de mejoras. Incluso cuando se hayan determinado los impactos ambientales y de salud (Paso 1), se requerirían más de cinco años para desarrollar e implementar un plan de mejoras (pasos 2 y 3). Un cronograma de ejemplo para este proceso tomado del informe de 2006 preparado por el panel de expertos y enviado al MEM se establece a continuación:
1. Desarrollar un plan de mejoras, que puede incluir los siguientes pasos:
1. Evaluar el impacto del establecimiento en la comunidad
2. Desarrollar un plan para mejorar el complejo metalúrgico
4. Evaluar los resultados
3. Implementar mejoras en el proceso y la comunidad
CICLO DE MEJORAS CONTINUAS
Revisión de la fundición La Oroya 18 de febrero de 2014
24 EHP
Consulting, Inc.
a. Averiguar los estudios de nivel para cuantificar los parámetros de operación de la fundición (1-2 años). Estos estudios determinarán los parámetros básicos de operación en la fundición y desarrollarán una "lista breve" de tecnologías aceptables para los cambios en el proceso.
b. Estudios de prefactibilidad y factibilidad (1 año). Estos estudios se requieren para obtener en más o menos el 15% de estimaciones de costos para garantizar la financiación y desarrollar los criterios de diseño esenciales para la ingeniería de detalle.
2. Implementación del proyecto
a. Ingeniería de detalle. Esta fase del proyecto (habitualmente un año) define claramente las condiciones de diseño del proceso. Durante esta fase del proyecto, se desarrollan todos los dibujos de ingeniería y se redactan las especificaciones del equipo para permitir la compra del equipo necesario.
b. Abastecimiento (compras). Esta fase del proyecto incluye: i. Emitir solicitudes de cotizaciones a los proveedores de equipos (gran parte de
esta iniciativa puede realizarse simultáneamente con la ingeniería de detalle). ii. Aguardar a que los proveedores respondan las solicitudes. Para los sistemas de
llave en mano complejos (por ejemplo, plantas de ácido sulfúrico), los proveedores necesitaron entre 2 y 3 meses para desarrollar ofertas competitivas.
iii. Análisis de ofertas (se requieren dos semanas para los sistemas complejos). iv. Negociaciones de contratos finales (a menudo se requiere un mes para aceptar
todos los términos y condiciones). v. Entrega del equipo (entre 1 año y 1 año y medio para los equipos complejos,
el extremo superior de este rango es adecuado para el uso durante los períodos de expansión económica, como 2005-2006, según la disponibilidad de los talleres de fabricación).
c. Construcción. Esta fase del proyecto puede requerir hasta 1 o 2 años e incluye: i. Trabajo en el sitio (civil y concreto)
ii. Acero estructural e instalación del equipo iii. Instalación de la tubería, instrumentación y alimentación eléctrica al equipo iv. Instalación de servicios de soporte para el proceso según se requiera (por
ejemplo, sistemas de enfriamiento de agua, aire presurizado) d. Puesta en servicio y puesta en marcha. Para las operaciones complejas, la puesta
en servicio y puesta en marcha del equipo requiere un período de varios meses.
8.2 FACTORES QUE PUEDEN AFECTAR LOS CRONOGRAMAS DEL PROYECTO
Si bien el tiempo total para completar todas las actividades que se muestran arriba se encuentra dentro del rango de cinco a siete años, las consideraciones especiales pueden afectar el tiempo requerido para completar el trabajo necesario. Por ejemplo, los proyectos acelerados pueden lograrse más rápidamente a medida que algunas (pero no todas) las actividades pueden ser continuas y simultáneas. Al mismo tiempo, las características específicas del establecimiento que incluyen actualizar, por ejemplo, su ubicación, capacidad, materiales de alimentación procesados y condición física, así como las condiciones en el mercado del metal más amplio, pueden
Revisión de la fundición La Oroya 18 de febrero de 2014
25 EHP
Consulting, Inc.
complicar el proceso de modernización e implicar que se requiere más tiempo. Los cronogramas de los proyectos siempre se ven afectados por los procesos reguladores y el tiempo para solicitar y recibir los permisos y aprobaciones necesarios. Por ejemplo, en 2012, trabajé en un proyecto de fundición de cobre donde se consideró que se necesitarían ocho años a partir del comienzo del estudio de prefactibilidad hasta que la nueva fundición estuviera en funcionamiento.
CMLO resalta muchas de las consideraciones especiales que pueden afectar el tiempo requerido para actualizar y modernizar una fundición anticuada. En conjunto, creo que estos problemas complicaron el diseño y la ejecución del proyecto y contribuyeron a un cronograma de ejecución del proyecto más prolongado.
8.2.1 Elevación y ubicación
CMLO se encuentra en una sección relativamente remota de los Andes a una altitud elevada (3.720 metros sobre el nivel del mar). Esto afecta el diseño y la ejecución del proyecto porque los sistemas diseñados para funcionar en elevaciones más bajas deben ser especialmente diseñados para funcionar a una elevación donde las presiones atmosféricas y las densidades del gas sean más bajas. (La presión atmosférica a 3.720 m es 0,63 de la presión atmosférica a nivel del mar). De la misma manera, las limitaciones del transporte pueden limitar la capacidad para mover equipos grandes en los Andes sobre carreteras serpenteantes de las montañas. Esto puede complicar un proyecto de modernización al obligar que el equipo se fabrique en el sitio, en lugar de que se envíe al sitio para la instalación.
8.2.2 Alcance y complejidad del proyecto
CMLO estaba muy malas condiciones, según las normas mundiales, cuando se adquirió en 1997. En la época de Centromin (mediados de la década de 1970 a mediados de la década de 1990), la mayoría de las fundiciones de cobre con tecnología antigua, como CMLO, planeaban interrumpir las operaciones o planificar y ejecutar activamente los proyectos de modernización para abordar los problemas de ahorro de energía y emisiones. No obstante, Centromin no comenzó este trabajo, en cambio, transfirió a DRP un establecimiento que no cumplía con las normas a fines de 1997. Como resultado, para modernizar CMLO se requirió mucho trabajo en prácticamente cada área operativa. Llevar a cabo un proyecto de modernización a esta escala y, a la vez, mantener las operaciones continuas necesarias para financiar el trabajo, puede prolongar los programas de diseño y construcción y requerir tiempo adicional para la finalización del trabajo.
La complejidad y el tiempo requerido para completar los proyectos de diseño e ingeniería también pueden verse afectados por la distribución de los elementos de impureza en los concentrados procesados en el establecimiento. Los elementos de impureza pueden incluir las impurezas valiosas, como plata y oro, así como las impurezas "problema" como el plomo, arsénico, cadmio y selenio. En todos los casos, es importante (pero a menudo difícil) saber cómo estos elementos se distribuyen dentro de la fundición.
Este problema se hace más grave en CMLO debido a la naturaleza polimetálica de los circuitos de producción de metal del establecimiento porque los elementos de impureza pueden ingresar en los procesos de producción a través de diversas fuentes (por ejemplo una parte del cobre que contiene el material de alimentación se obtiene del circuito de plomo, o que significa que algún nivel de plomo y otras impurezas ingresarán en el circuito de cobre después del procesamiento
Revisión de la fundición La Oroya 18 de febrero de 2014
26 EHP
Consulting, Inc.
en el circuito de plomo). Debido a que puede darse cuenta de todos estos flujos de impureza, los ingenieros de diseño que trabajan en un proyecto de modernización no deberían confiar en la distribución histórica de los elementos de impureza de otros establecimiento, sino que más bien deben diseñar el proyecto sobre la base de las características específicas de todo el material de alimentación procesado en CMLO. Esto complica el proceso de ingeniería y diseño y puede requerir tiempo adicional para la finalización.
Finalmente, en el caso de CMLO, PAMA brindó orientación sobre cómo debería desarrollarse el circuito de cobre. No obstante, se comprobó que esta orientación falló y DRP probablemente fue afectado en forma negativa por esta orientación temprana a medida que sus conceptos de diseño iniciales avanzaron en función de la orientación de PAMA incorrecta.
8.2.3 Condiciones económicas
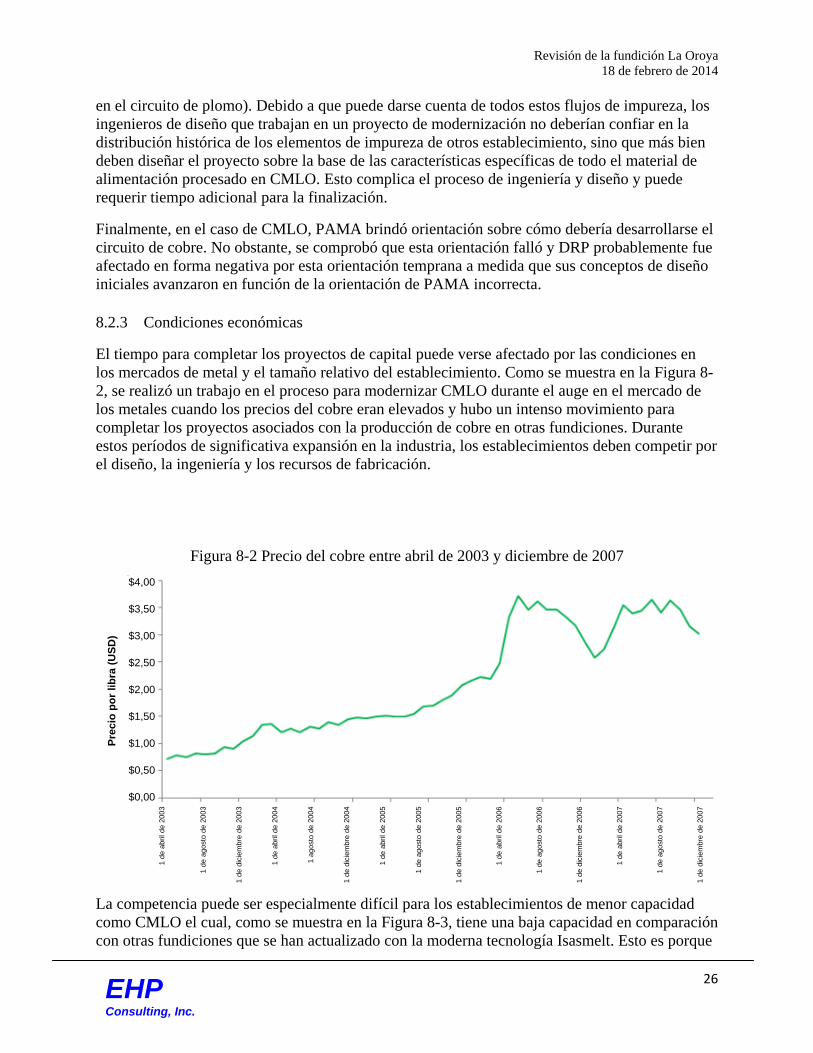
El tiempo para completar los proyectos de capital puede verse afectado por las condiciones en los mercados de metal y el tamaño relativo del establecimiento. Como se muestra en la Figura 8-2, se realizó un trabajo en el proceso para modernizar CMLO durante el auge en el mercado de los metales cuando los precios del cobre eran elevados y hubo un intenso movimiento para completar los proyectos asociados con la producción de cobre en otras fundiciones. Durante estos períodos de significativa expansión en la industria, los establecimientos deben competir por el diseño, la ingeniería y los recursos de fabricación.
Figura 8-2 Precio del cobre entre abril de 2003 y diciembre de 2007
La competencia puede ser especialmente difícil para los establecimientos de menor capacidad como CMLO el cual, como se muestra en la Figura 8-3, tiene una baja capacidad en comparación con otras fundiciones que se han actualizado con la moderna tecnología Isasmelt. Esto es porque
1 de
abr
il de
200
3
1 de
ago
sto
de 2
003
1 de
dic
iem
bre
de 2
003
1 de
abr
il de
200
4
1 ag
osto
de
2004
1 de
dic
iem
bre
de 2
004
1 de
abr
il de
200
5
1 de
ago
sto
de 2
005
1 de
dic
iem
bre
de 2
005
1 de
abr
il de
200
6
1 de
ago
sto
de 2
006
1 de
dic
iem
bre
de 2
006
1 de
abr
il de
200
7
1 de
ago
sto
de 2
007
1 de
dic
iem
bre
de 2
007
$4,00
$3,50
$3,00
$2,50
$2,00
$1,50
$1,00
$0,50
$0,00
Pre
cio
po
r lib
ra (
US
D)
Revisión de la fundición La Oroya 18 de febrero de 2014
27 EHP
Consulting, Inc.
los principales proveedores de servicios de fabricación, ingeniería y diseño tienden a enfocar sus recursos en proyectos más importantes con ganancias potenciales más significativas. Así, los establecimientos más pequeños pueden requerir tiempo adicional para completar el trabajo necesario.
Figura 8-3 Capacidad de la fundición Isasmelt, miles de toneladas por año de concentrado
8.3 LA EXTENSIÓN DE 2006
Como se analizó anteriormente, Knight Piésold advirtió en 1996 que 10 años serían insuficientes para completar las mejoras necesarias para CMLO. Se comprobó que esta inquietud era correcta, y DRP solicitó que el MEM otorgara una extensión de tiempo según PAMA, para completar las actualizaciones en el establecimiento. En 2006, participé en un panel de expertos internacionales al cual el MEM le solicitó evaluar las iniciativas de DRP para mejorar CMLO y su solicitud de extensión de tiempo. De esta manera, visité CMLO en abril de 2006, entrevisté al personal de DRP y revisé los documentos relacionados con las mejoras planificadas de DRP. El alcance de mi revisión de 2006 incluyó lo siguiente:
1. Una revisión de la tecnología utilizada en los circuitos de cobre, plomo y zinc, con especial atención en el impacto de la tecnología en las emisiones y el nivel de facilidad/dificultad relacionado con el control de estas emisiones.
2. Un análisis de los circuitos de producción pirometalúrgica de plomo y cobre para evaluar las medidas existentes y proponer medidas adicionales para la administración/eliminación de los flujos de recirculación (especialmente los polvos finos) en estos circuitos de producción.
FM
I
Mo
un
t Is
a
Ste
rlit
e
Yu
nn
an
Ste
rlit
e
Mu
fulir
a
So
uth
ern
Per
u…
Yu
nn
an
Yu
nn
an
Ste
rlit
e
Kaz
zin
c
FQ
ML
DR
P
1600140012001000
800600400200
0Cap
acid
ad d
e la
fu
nd
ició
n, 1
000
ton
elad
as p
or
año
de
con
cen
trad
o
Capacidad de la fundición de cobre Isasmelt http://www.isasmelt.com/EN/Installations/Pages/Installations.aspx
Revisión de la fundición La Oroya 18 de febrero de 2014
28 EHP
Consulting, Inc.
3. Un análisis de los circuitos de producción pirometalúrgica de cobre y plomo para evaluar las medidas existentes y proponer medidas adicionales para la reducción de emisiones fugitivas y emisiones de la chimenea en los circuitos de producción de cobre, plomo y zinc, que incluyen, entre otros aspectos, los siguientes: diseño y eficiencia de los filtros de manga, unidades de precipitadores electrostáticos y la recolección de gases acumulados en estos sistemas.
4. Una revisión de los planes de ejecución de DRP para reducir las emisiones fugitivas, incluida una revisión de los programas de ejecución de tareas e inversión.
5. Una revisión del proyecto de actualización pirometalúrgica de cobre con especial enfoque en la reducción del cronograma del proyecto y la ampliación de la eficiencia de recolección de SO2.
6. Una revisión de los procesos de producción de ácido sulfúrico de los circuitos de plomo y cobre.
7. Una evaluación del cronograma de proyectos para la implementación de la planta de ácido sulfúrico del circuito de plomo propuesto.
8. Una evaluación de la fecha límite de ejecución para cada una de las actividades propuestas para la modernización y la implementación de la planta de ácido sulfúrico del circuito de cobre, que incluye los cronogramas de inversión mensuales y de ejecución de tareas.
9. Un análisis de las reorganizaciones propuestas en el Programa de administración ambiental y el Programa de contingencia para la operación y el mantenimiento de los distintos sistemas y equipos que se implementarán.
10. Otras recomendaciones relevantes para el proyecto. Se adjunta una copia de mi informe de mayo de 2006 como Apéndice C. A continuación, se resumen las opiniones relevantes de mis informes de mayo de 2006.
Los proyectos de reducción de emisiones fugitivas de DRP requirieron un esfuerzo significativo y, en los casos necesarios, el control de las emisiones del establecimiento. Este programa fue adecuado y se planeó y ejecutó correctamente.
Con respecto al circuito de cobre, llegué a la conclusión de que los intentos de usar el horno reverberatorio existente no fueron consistentes con el objetivo de reducir significativamente las emisiones de la fundición. Además, el plan de PAMA para continuar el uso del horno reverberatorio no fue un enfoque viable para lograr los objetivos de reducción de emisiones de PAMA.
DRP identificó adecuadamente la tecnología Isasmelt como componente clave del nuevo circuito de cobre. Este horno reduciría la dependencia de los convertidores (al reducir el grado de mata del horno de tostación del 30% de cobre al 60% de cobre). Esto, a su vez, generaría menores emisiones fugitivas relacionadas con el convertidor. El recipiente de Isasmelt también produciría un SO2 altamente concentrado que, junto con los gases de escape del convertidor, produciría un gas de escape del circuito de cobre fundido que es ideal para la producción de ácido. La tecnología Isasmelt pudo incorporarse en el espacio de fundición existente y la tecnología también fue apropiada con respecto a su capacidad metalúrgica para procesar las impurezas en el concentrado de CMLO.
Revisión de la fundición La Oroya 18 de febrero de 2014
29 EHP
Consulting, Inc.
Me solicitaron que evalúe el cronograma para completar el reemplazo del circuito de cobre que finalizó en 2009. Expliqué que este cronograma era muy dinámico requeriría de un esfuerzo extraordinario para garantizar su finalización oportuna.
Continué destacando diversos desafíos asociados con la finalización a tiempo de estos proyectos y consideré que se corría un riesgo importante de retraso en el cronograma por lo cual se requería de tiempo adicional.
8.4 2009 PEDIDO DE EXTENSIÓN
Revisé los informes pertinentes de Osinergmin que resumían el avance de la construcción de la nueva fundición de cobre en 2008 (Osinergmin es una agencia gubernamental peruana a la cual se le pidió que controle e informe el progreso del proyecto de PAMA en CMLO). DRP avanzó en forma extraordinaria en 2008 con la ejecución de la construcción del circuito de cobre, pero aún se requerían esfuerzos importantes para completar el proyecto. Teniendo en cuenta que DRP adquirió un circuito de cobre que no cumplía en absoluto con los requisitos en 1997, y teniendo en cuenta los planes defectuosos en el estudio de prefactibilidad de SNC en 2004 y de PAMA, en mi opinión, el desempeño de DRP para avanzar con el circuito de cobre en la medida en que lo había hecho para mediados de 2008 fue impresionante.
El avance de la instalación del circuito de cobre continuó durante 2008. El informe de Osinergmin de noviembre (con fecha 4 de diciembre de 2008) indicó lo siguiente:
1. El proyecto general del circuito de cobre había avanzado hasta el 47% de su finalización. 2. Se había completado más del 50% de la planta de ácido del circuito de cobre. 3. El componente de infraestructura del proyecto del circuito de cobre estaba un 75%
completo. Esta parte del proyecto incluyó una subestación eléctrica y otra infraestructura eléctrica, una nueva planta de oxígeno, un sistema de tratamiento del agua, un sistema de enfriamiento del agua y un sistema de tubería de combustible.
Teniendo en cuenta la información provista por Osinergmin, los esfuerzos de DRP siguieron encaminándose hacia la posible finalización a fines de 2009, a menos que ocurriera un incidente importante de fuerza mayor de tipo 2. De hecho, ocurrió un incidente importante de fuerza mayor como se analiza a continuación.
8.4.1 Crisis económica mundial
En 2008, el precio del cobre y otros metales colapsó junto con la crisis económica mundial. Esto tuvo efectos de barrido en el sector minero y metalúrgico. La Figura 8-4 muestra que el precio del cobre disminuyó más del 50% desde mediados de 2008 hasta principios de 2009. Los precios del plomo y el zinc también disminuyeron más del 50% desde sus picos en 2008.
Simultáneamente con la disminución en los precios del metal, el sector financiero global tambaleaba con problemas propios; el financiamiento de los proyectos casi se paralizó. El financiamiento de los proyectos en la industria minera y de los metales se vio gravemente
Revisión de la fundición La Oroya 18 de febrero de 2014
30 EHP
Consulting, Inc.
afectado debido a la reducción en los precios del metal. Estos impactos se sintieron en toda la industria, incluso en las empresas mineras de mayor y menor envergadura.2
Figura 8-4 Efecto de la crisis económica mundial en el precio del cobre
8.4.2 Resumen
Según mi perspectiva del proyecto (y hasta el límite en que mi experiencia lo permita) los motivos explicados por DRP en su solicitud de extensión de PAMA fueron razonables. DRP debió ganarse la confianza de las agencias reguladoras correspondientes en función de los proyectos que se habían finalizado a fines de 2008. Con esta confianza y las condiciones financieras exclusivas de 2009, debió haberse otorgado una extensión de PAMA.
9.0 CONCLUSIONES
En resumen, mis principales opiniones y hallazgos relacionados con la ejecución de PAMA de DRP y la solicitud de extensión fueron los siguientes:
1. En el momento en que Centromin transfirió CMLO a DRP, los equipos críticos instalados en el establecimiento no eran adecuados para su uso en una fundición que debía reducir sus emisiones para cumplir con las normas actuales de límites de emisiones y calidad del aire. En particular, el circuito de cobre no cumplía con las normas y era obsoleto; este circuito no pudo actualizarse para cumplir con los requisitos de reducción de emisiones y
2 Si bien en 2008 Osinergmin y DRP seguían apuntando a la finalización a fines de 2009, según mi experiencia, la tasa de avance en las etapas finales de la construcción de fundiciones a menudo se reduce. En mi opinión, existía el riesgo de que aun si no surgían problemas de fuerza mayor, algunas de las tareas de construcción finales se finalizarían a principios de 2010.
1 d
e e
nero
de
20
08
1 d
e m
arz
o d
e 2
008
1 d
e m
ayo
de
20
08
1 d
e ju
lio d
e 2
00
8
1 d
e se
ptie
mb
re d
e 2
008
1 d
e n
ovi
em
bre
de
20
08
1 d
e e
nero
de
20
09
1 d
e m
arz
o d
e 2
009
1 d
e m
ayo
de
20
09
1 d
e ju
lio d
e 2
00
9
1 d
e se
ptie
mb
re d
e 2
009
$4,50
$4,00
$3,50
$3,00
$2,50
$2,00
$1,50
$1,00
$0,50
$0,00
Pre
cio
po
r lib
ra (
US
D)
Revisión de la fundición La Oroya 18 de febrero de 2014
31 EHP
Consulting, Inc.
requería de un reemplazo completo. Esto exigió que DRP llevara a cabo un proyecto complejo para diseñar y reemplazar el equipo del circuito de cobre, lo cual no se identificó en PAMA. Los circuitos de plomo y zinc requerían actualizaciones importantes y el diseño y la instalación de un equipo de control de emisiones nuevo.
2. DRP actuó razonable y adecuadamente en sus esfuerzos por actualizar y modernizar CMLO. Debido a la complejidad y la condición de CMLO, estoy de acuerdo con la opinión de Knight Piésold de 1996 de que se requerían más de 10 años para lograr los objetivos de PAMA.
3. Debido a su complejidad, el reemplazo del circuito de cobre era esencialmente un proyecto de varios años y no sorprende que se necesitara tiempo adicional para completar el proyecto. DRP solicitó una extensión del proyecto en 2006 y esto se otorgó. Visité CMLO en 2006 y en este tiempo opinaba (y sigo opinando lo mismo) que el alcance del reemplazo del circuito de cobre era significativo y que incluso una fecha de finalización en 2009 era problemática.
4. La crisis económica mundial del período 2008-2009 impactó gravemente la industria minera y de los metales, y especialmente los proyectos de capital que estaban en curso o eran planificados por estas empresas. Este evento afectó claramente la capacidad de DRP para ejecutar el reemplazo del circuito de cobre y la construcción de la planta de ácido del circuito de cobre en el tiempo provisto.
5. La solicitud que realizó DRP en 2009 para obtener una extensión de tiempo para completar el reemplazo del circuito de cobre y la construcción de la planta de ácido del circuito de cobre fue razonable debido al PAMA paralelo y otros proyectos y actualizaciones que DRP estaba llevando a cabo, y las condiciones extraordinarias en las que estos proyectos se estaban realizando.
6. Las normas y prácticas de DRP protegieron mucho más el medio ambiente y la salud pública, que las que utilizó Centromin entre 1975 y 1997.