14
Prepared By: Paras Agarwal Summer Intern, DoMS IIT Madras Project Mentors: Mr. G Rajendran Mr. Rahul Yadav Titan Company Ltd. 1
| Date post: | 11-Apr-2017 |
| Category: |
Documents |
| Upload: | paras-agarwal |
| View: | 57 times |
| Download: | 0 times |

Prepared By: Paras Agarwal
Summer Intern,
DoMS IIT Madras
Project Mentors: Mr. G Rajendran
Mr. Rahul Yadav
Titan Company Ltd.
1

Incoming
Load
from
Factory
Metal
Setting S1
Mould
Setting S5
Hand
Work S4
Benchworking
Benchworking
Benchworking Prepolishing Stone Setting Final Polishing
Waxing
Bezel Channel Pave Pressure Prong
Quality Control Rhodium
Polishing
Soap
Cleaning
Steam
Cleaning
Gluing
Third
Party
Casting
Final Polishing
Prepolishing Stone Setting Final Polishing
Bangle
2
Shop floor workers
• Better Communication
• Standard Operating procedures
• Clarity about the color priority logic
Supervisor & KP owner
• Real time info about the process
• Easy Identification of source of problem
• Low dependency on physical availability of Supervisor
• Output should be maintained while following color priority
Titan Management
• Accurate info about the process
• High Quality output
• Color priority based output
• Skill level improvement of KP
Situational User • Quick understanding of the process
• Clear mapping to find a particular person/ workstation
3
al Mgmt : Customer Identification and Need Analysis
Production according to color (TOC)
priority
Process flow & WIP synchronized with
skill set of employees.
Increasing overall Output rate in terms of
(increased capacity, increased efficiency)
Faster Delivery (Reduction in Lead time)
Improved Quality (Reduction in Rework
and other redundant activities)
Better Communication mechanism at Shop
floor
Better visibility of process

AS-IS Process To-Be Process
* No Skill Capacity dedicated input * Low output * Low TOC dedicated output * High rework
* Skill Capacity dedicated input * High output * High TOC dedicated output * Less rework
4
LG shop floor
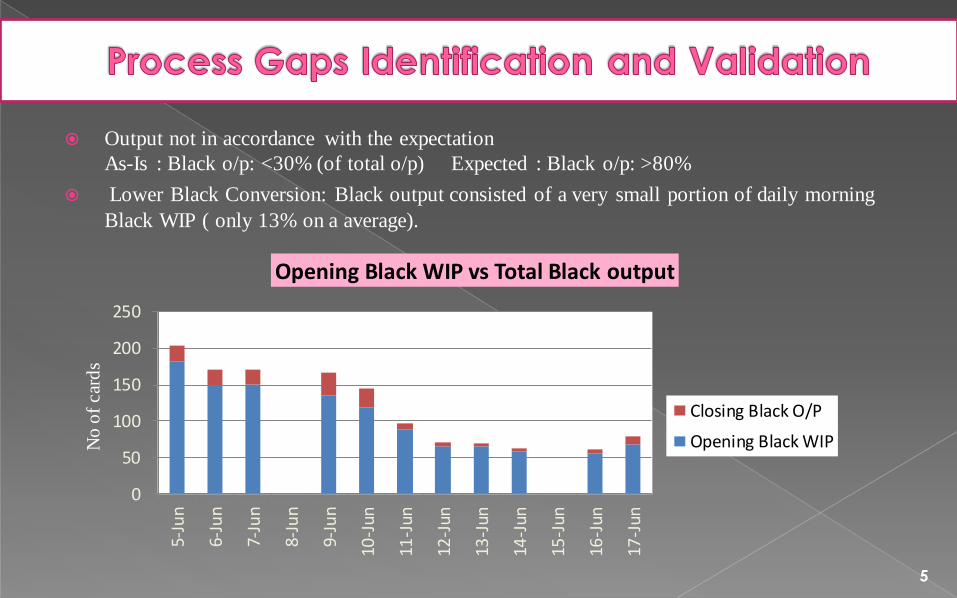
Output not in accordance with the expectation
As-Is : Black o/p: <30% (of total o/p) Expected : Black o/p: >80%
Lower Black Conversion: Black output consisted of a very small portion of daily morning
Black WIP ( only 13% on a average).
0
50
100
150
200
250
5-Ju
n
6-Ju
n
7-Ju
n
8-Ju
n
9-Ju
n
10-J
un
11-J
un
12-J
un
13-J
un
14-J
un
15-J
un
16-J
un
17-J
un
Opening Black WIP vs Total Black output
Closing Black O/P
Opening Black WIPNo
of
car
ds
5

Lead time of Black cards was observed higher than non Black cards for all
product routes.
6
The most consistent reason for these high lead times of Black
cards is due to time spent by them as Inactive cards.
But the point of concern is most of the causes for cards entering
into inactive zone are associated with Karigar park only.
Flag Cause
Input
Issues
Weight Mismatch,
Part Missing
Casting
Replace
ment
Melting of gold,
Over etching,
Prong broken, Bad
input casting
Stone
Replace
ment
Stone Breakage
Bath
Plating
with
Mask
Operation not
available
13% 4%
48%
30%
0% 4%
Different flags raised
for Inactive cards
InputIssues
LaserWelding
Casting
ReplacementStoneReplacement
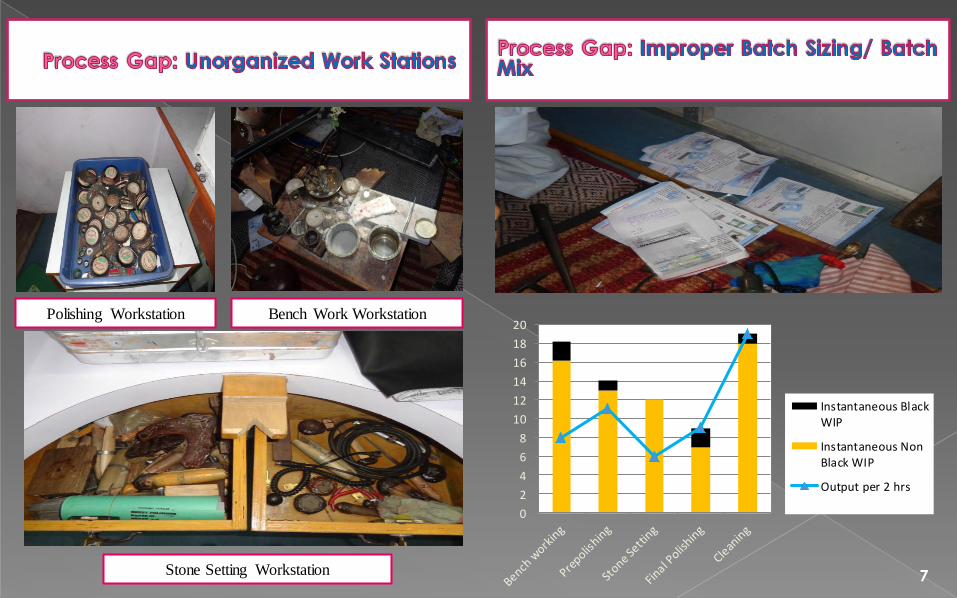
Polishing Workstation
Stone Setting Workstation
Bench Work Workstation
7
0
2
4
6
8
10
12
14
16
18
20
Instantaneous BlackWIP
Instantaneous NonBlack WIP
Output per 2 hrs
The solut ion part consists of two fold approach:
1) Increasing flow by working on identified and yet to emerge bott lenecks.
2) Implementing solut ions using the visual means to aid the increased flow.
8
Single Piece Flow (Critical)
Work allocated to Karigars according to the skill sets.
Karigar works on a single product at a time, and puts it
in a collection bin in front of him.
Time difference problem between jobs controlled by
having a buffer maintained before each job in the bins
of precedent jobs.
Transfer of some load from Time based batching bins
to Karigars of single piece flow in case of no inventory
in buffer bins.
Time Based Batching (Non Critical)
Work allocated to Karigars according to their skill and capacity for 1 hour.
For BW, PP, FP work allocated according to number of cards possible in 1 hour.
In SE, on the basis of number of stones, ideally around 20-24 stones of work.
TOC priority followed at the time of allocation.
Work gap between different jobs managed by deploying excess cards from precedent job to TOC rack and considering them again after 1 hour following TOC color priority.

Trial run of Hybrid Model of U-cell and Job bay implemented :
U-cell-> Non critical (Single flow)
Job bays-> Both critical & Non Critical (SF & Time based)
Ultimate target of converting all Bays into U-cell, with
1 Bay-> Critical (Single flow) and
2 Bays-> Non Critical (only Time Based Batching)
9
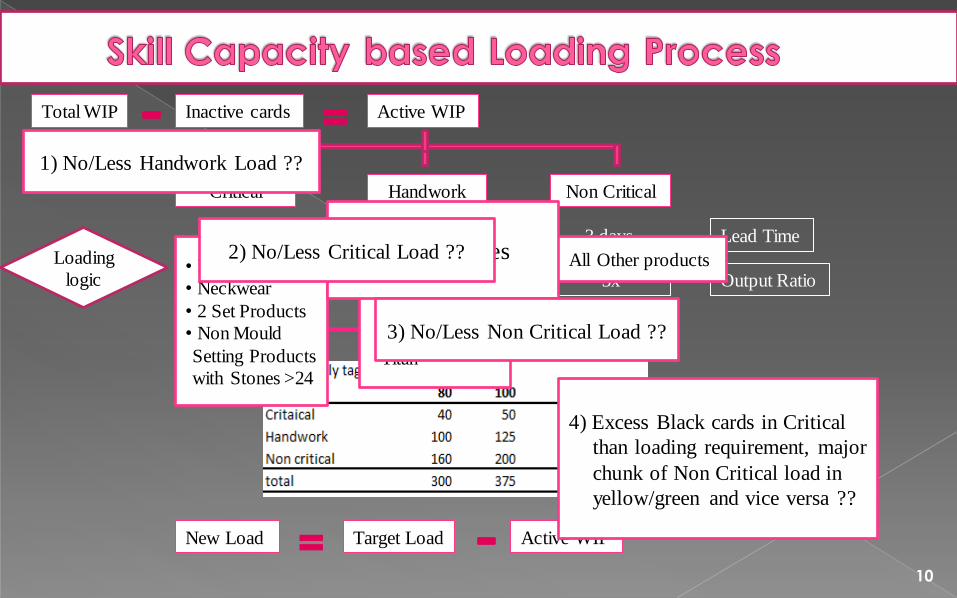
Active WIP Inactive cards Total WIP
Non Critical Handwork Critical
Loading
logic
Lead Time
Output Ratio
5 days 3 days
x
3 days
3x
New Load Target Load Active WIP
• Bangles
• Neckwear
• 2 Set Products
• Non Mould
Setting Products
with Stones >24
• Products for
which waxing
and casting
done outside
Titan
• All Other products Special Cases
1) No/Less Handwork Load ??
2) No/Less Critical Load ??
3) No/Less Non Critical Load ??
4) Excess Black cards in Critical
than loading requirement, major
chunk of Non Critical load in
yellow/green and vice versa ??
10

11
AS-IS Process To-Be Process
• Reading and analyzing the
color guide- tedious and
cumbersome for many Karigars
• Plugging in the current color
clip on the cards being issued
to the workstations
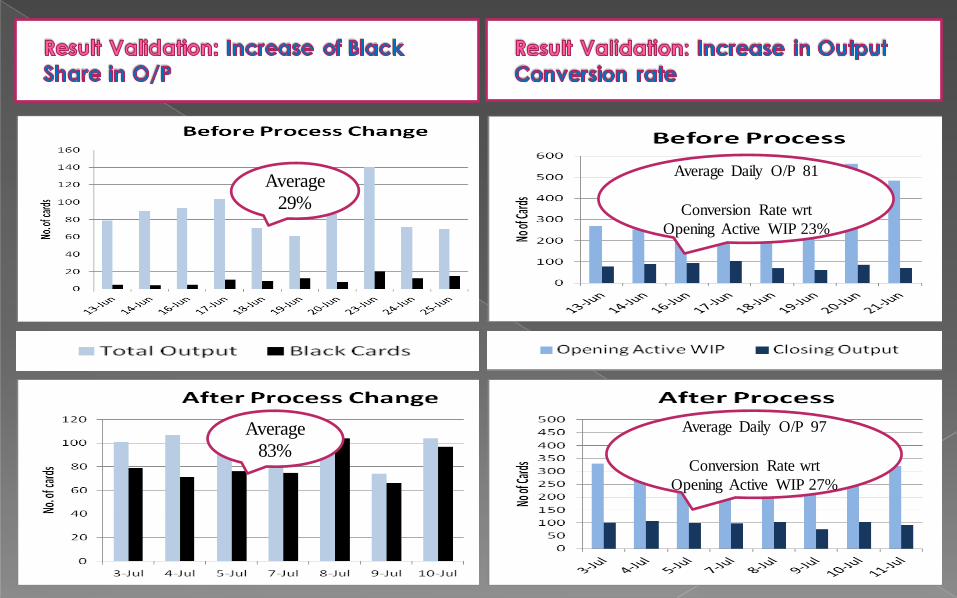
Average
29%
Average
83%
12
Average Daily O/P 97
Conversion Rate wrt
Opening Active WIP 27%
Average Daily O/P 81
Conversion Rate wrt
Opening Active WIP 23%
13
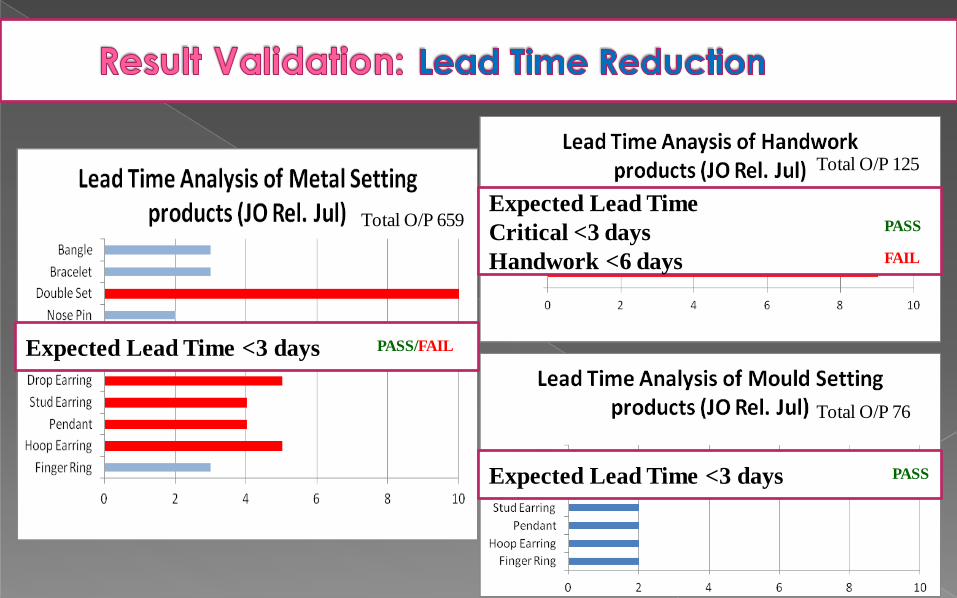
Expected Lead Time <3 days PASS/FAIL
Expected Lead Time <3 days PASS
Expected Lead Time
Critical <3 days
Handwork <6 days FAIL
PASS Total O/P 659
Total O/P 125
Total O/P 76

14
Burr Plate at Stone Setting WS Wheel Board at Polishing WS Load Tower at every WS

















