Page 1
1
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 1/37
Part I OVERVIEW OF MANUFACTURING
Chapters:2. Manufacturing Operations3. Manufacturing Models and Metrics
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 2/37
Ch 2 Manufacturing Operations
Sections:1. Manufacturing Industries and Products2. Manufacturing Operations3. Production Facilities4. Product/Production Relationships5. Lean Production
Page 2
2
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 3/37
Manufacturing Defined -Technological Definition
““Application of physical and chemical processes to Application of physical and chemical processes to alter the geometry, properties, and/or appearance of alter the geometry, properties, and/or appearance of a given starting material to make parts or productsa given starting material to make parts or products””Manufacturing also includes the joining of multiple parts to make assembled productsAccomplished by a combination of machinery, tools, power, and manual labor.Almost always carried out as a sequence of operations
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 4/37
Manufacturing Defined -Technological Definition
Fig. 2.1.a
Page 3
3
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 5/37
Manufacturing Defined -Economic Definition
““Transformation of materials into items of greater value Transformation of materials into items of greater value by means of one or more processing and/or assembly by means of one or more processing and/or assembly operationsoperations””Manufacturing adds value to the materialExamples:
Converting iron ore to steel adds valueTransforming sand into glass adds valueRefining petroleum into plastic adds value
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 6/37
Manufacturing Defined -Economic Definition
Fig. 2.1.b
Page 4
4
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 7/37
Classification of Industries
1. Primary industries – cultivate and exploit natural resources
Examples: agriculture, mining2. Secondary industries – convert output of primary
industries into productsExamples: manufacturing, power generation, construction
3. Tertiary industries – service sectorExamples: banking, education, government, legal services, retail trade, transportation
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 8/37
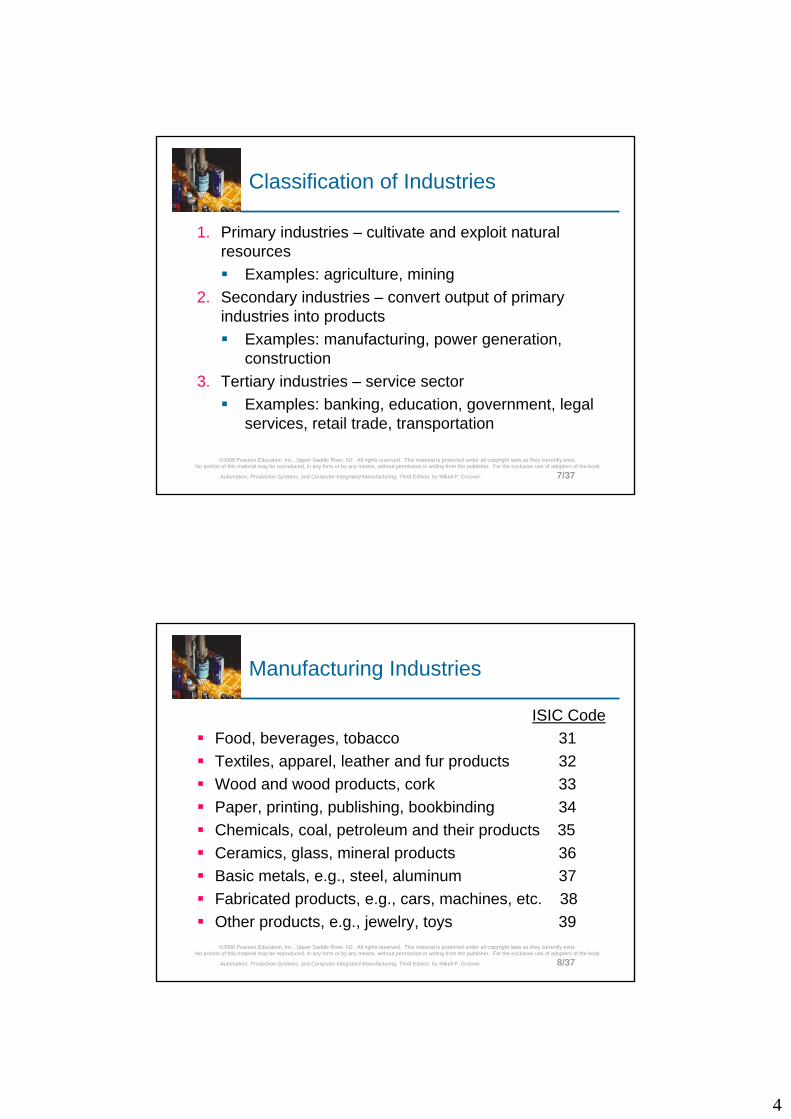
Manufacturing Industries
ISIC CodeFood, beverages, tobacco 31Textiles, apparel, leather and fur products 32Wood and wood products, cork 33Paper, printing, publishing, bookbinding 34Chemicals, coal, petroleum and their products 35Ceramics, glass, mineral products 36Basic metals, e.g., steel, aluminum 37Fabricated products, e.g., cars, machines, etc. 38Other products, e.g., jewelry, toys 39
Page 5
5
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 9/37
More Industry Classifications
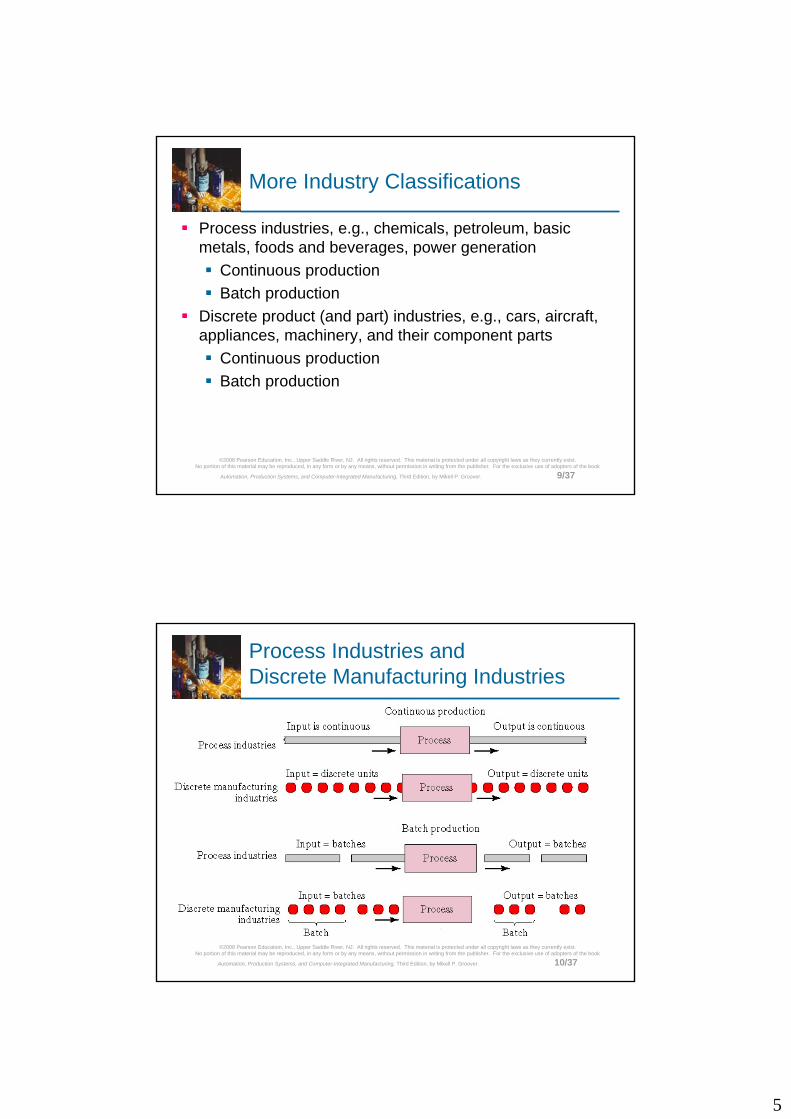
Process industries, e.g., chemicals, petroleum, basic metals, foods and beverages, power generation
Continuous productionBatch production
Discrete product (and part) industries, e.g., cars, aircraft, appliances, machinery, and their component parts
Continuous productionBatch production
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 10/37
Process Industries and Discrete Manufacturing Industries
Page 6
6
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 11/37
Manufacturing Operations
There are certain basic activities that must be carried out in a factory to convert raw materials into finished productsFor discrete products:1. Processing and assembly operations2. Material handling3. Inspection and testing4. Coordination and controlA processing operation transforms a work material from one state ofcompletion to a more advanced state using energy to alter its shape,properties or appearance to add value to the material.
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 12/37
Fig. 2.3
Classification of manufacturing processes
Page 7
7
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 13/37
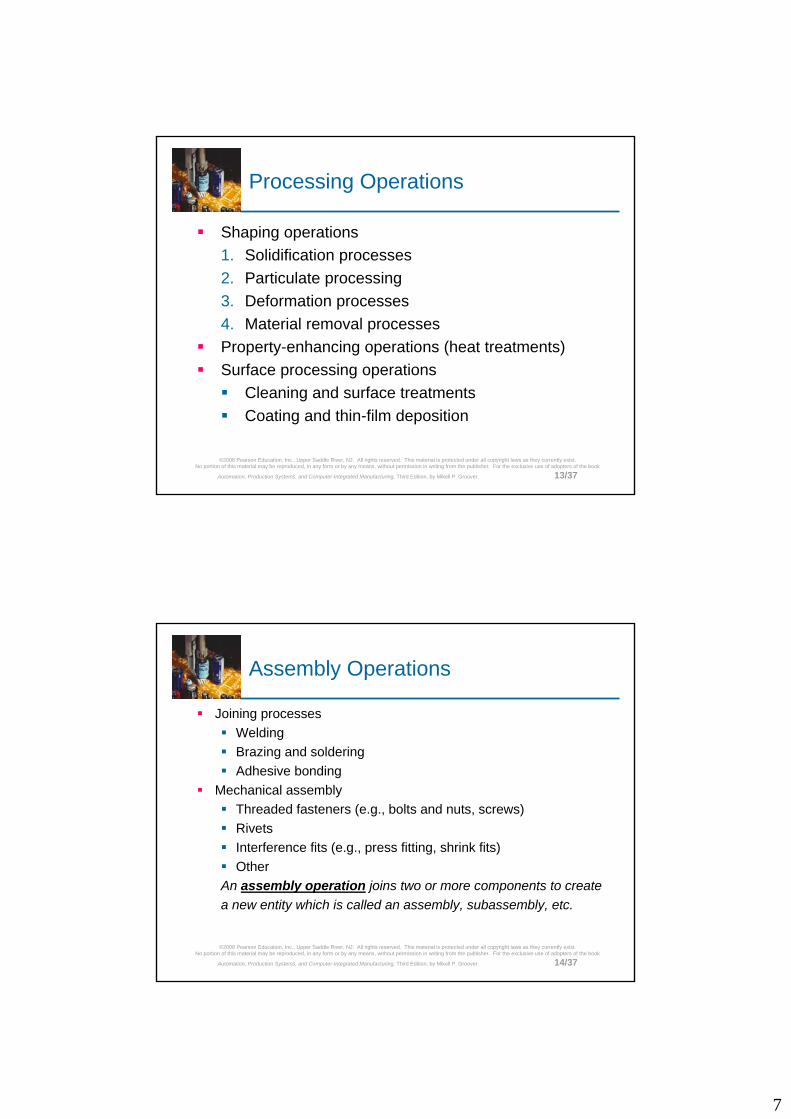
Processing Operations
Shaping operations1. Solidification processes2. Particulate processing3. Deformation processes4. Material removal processesProperty-enhancing operations (heat treatments)Surface processing operations
Cleaning and surface treatmentsCoating and thin-film deposition
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 14/37
Assembly Operations
Joining processesWeldingBrazing and solderingAdhesive bonding
Mechanical assemblyThreaded fasteners (e.g., bolts and nuts, screws)Rivets Interference fits (e.g., press fitting, shrink fits)Other
An assembly operation joins two or more components to createa new entity which is called an assembly, subassembly, etc.
Page 8
8
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 15/37
Other Factory Operations
Material handling and storageInspection and testingCoordination and control
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 16/37
Material Handling
“A “A meansmeans of of movingmoving andand storingstoring materialsmaterials betweenbetween processingprocessingandand//oror assemblyassembly operationsoperations””
Material transportVehicles, e.g., forklift trucks, AGVs, monorailsConveyorsHoists and cranes
Storage systemsUnitizing equipmentAutomatic identification and data capture (AIDC)
Bar codesRFIDOther AIDC equipment
Page 9
9
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 17/37
Time Spent in Material Handling
Fig. 2.4
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 18/37
Inspection and Testing
Inspection – examination of the product and its components to determine whether they conform to design specifications
Inspection for variables - measuringInspection of attributes – gaging
Testing – observing the product (or part, material, subassembly) during actual operation or under conditions that might occur during operation
Page 10
10
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 19/37
Coordination and Control
Regulation of the individual processing and assembly operations
Process controlQuality control
Management of plant level activitiesProduction planning and controlQuality control
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 20/37
Production Facilities
A manufacturing company attempts to organize its facilities in the most efficient way to serve the particular mission of the plantCertain types of plants are recognized as the most appropriate way to organize for a given type of manufacturingThe most appropriate type depends on:
Types of products madeProduction quantityProduct variety
Page 11
11
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 21/37
Production Quantity
Number of units of a given part or product produced annually by the plantThree quantity ranges:1. Low production – 1 to 100 units2. Medium production – 100 to 10,000 units3. High production – 10,000 to millions of units
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 22/37
Product Variety
““Refers to the number of different product or part Refers to the number of different product or part designs or types produced in the plantdesigns or types produced in the plant””Inverse relationship between production quantity and product variety in factory operationsProduct variety is more complicated than a number
Hard product variety – products differ greatlyFew common components in an assembly
Soft product variety – small differences between products
Many common components in an assembly
Page 12
12
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 23/37
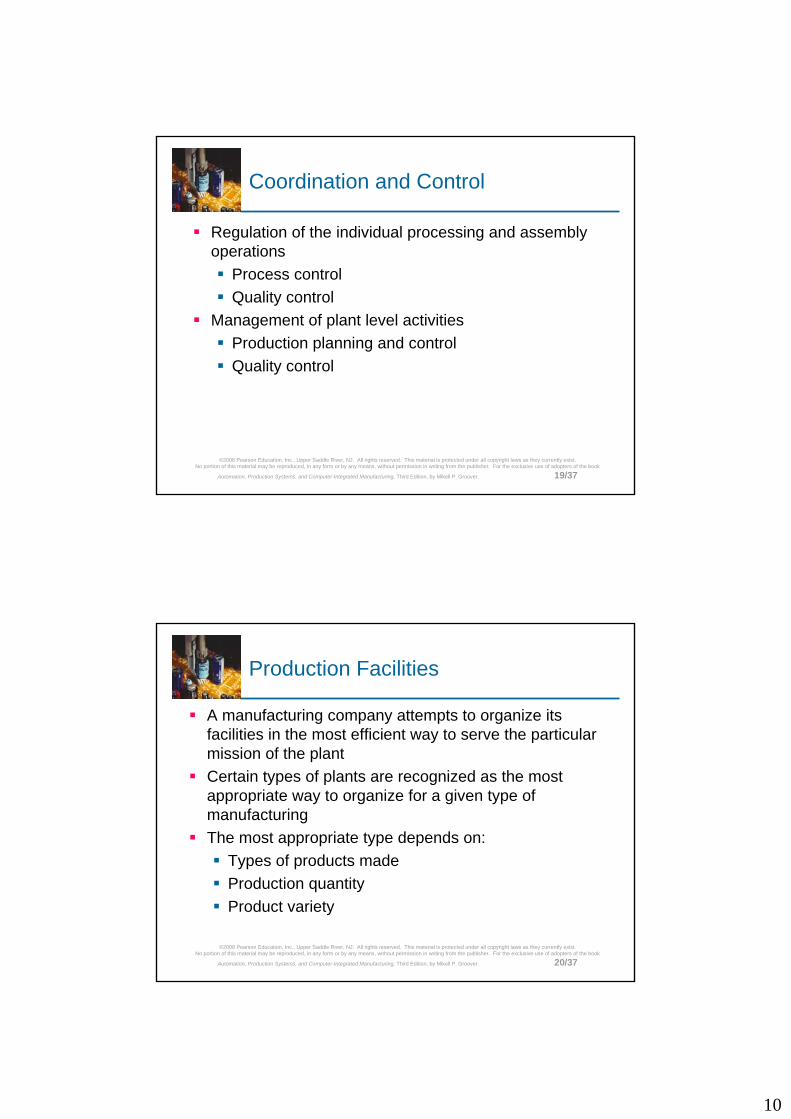
Product Variety vs. Production Quantity
Fig. 2.5
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 24/37
Low Production Quantity
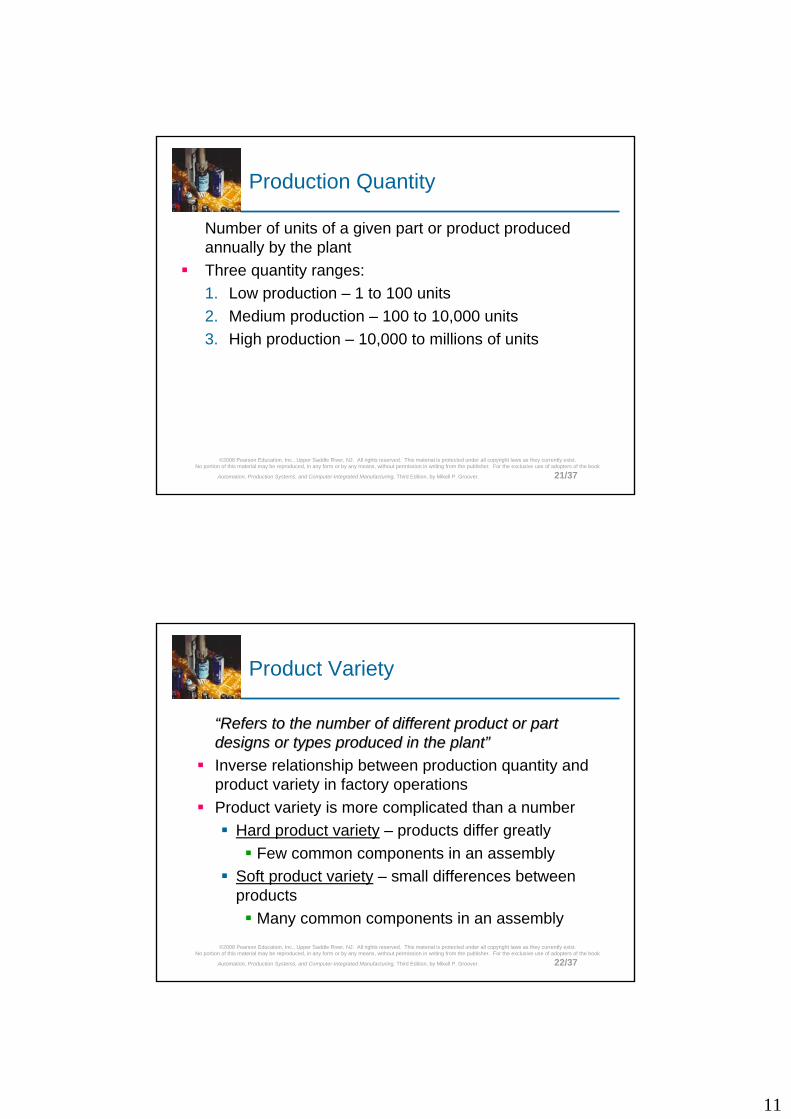
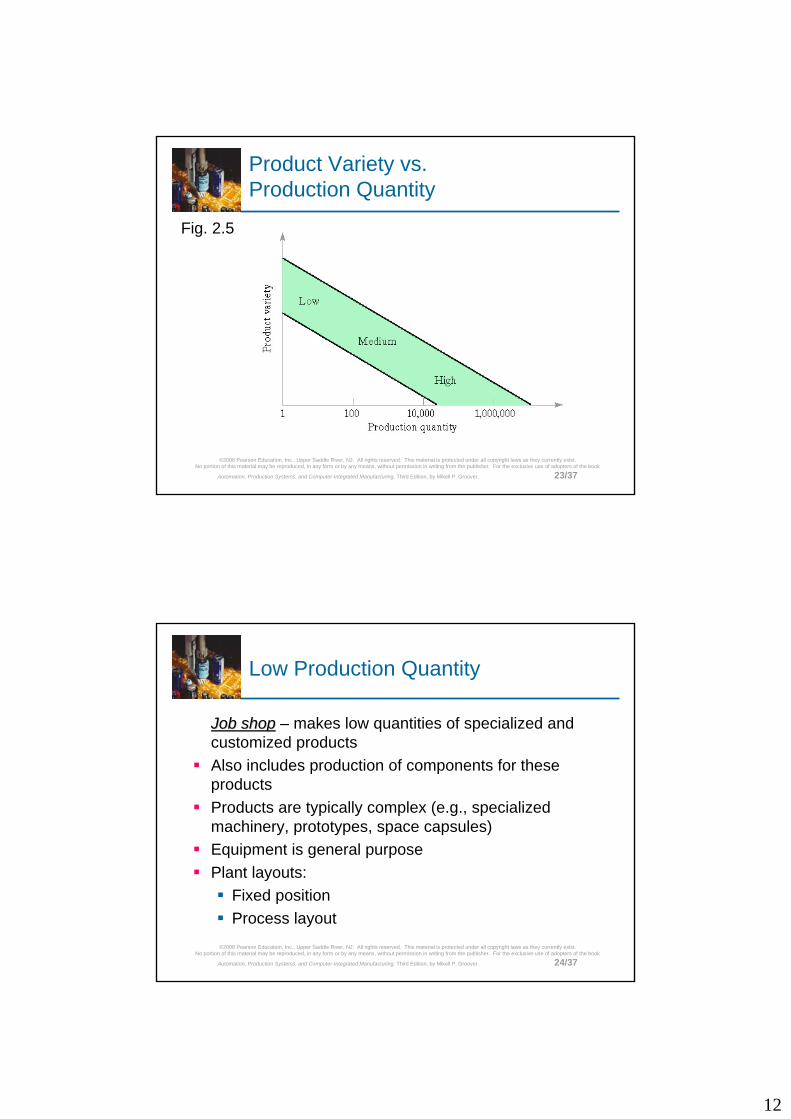
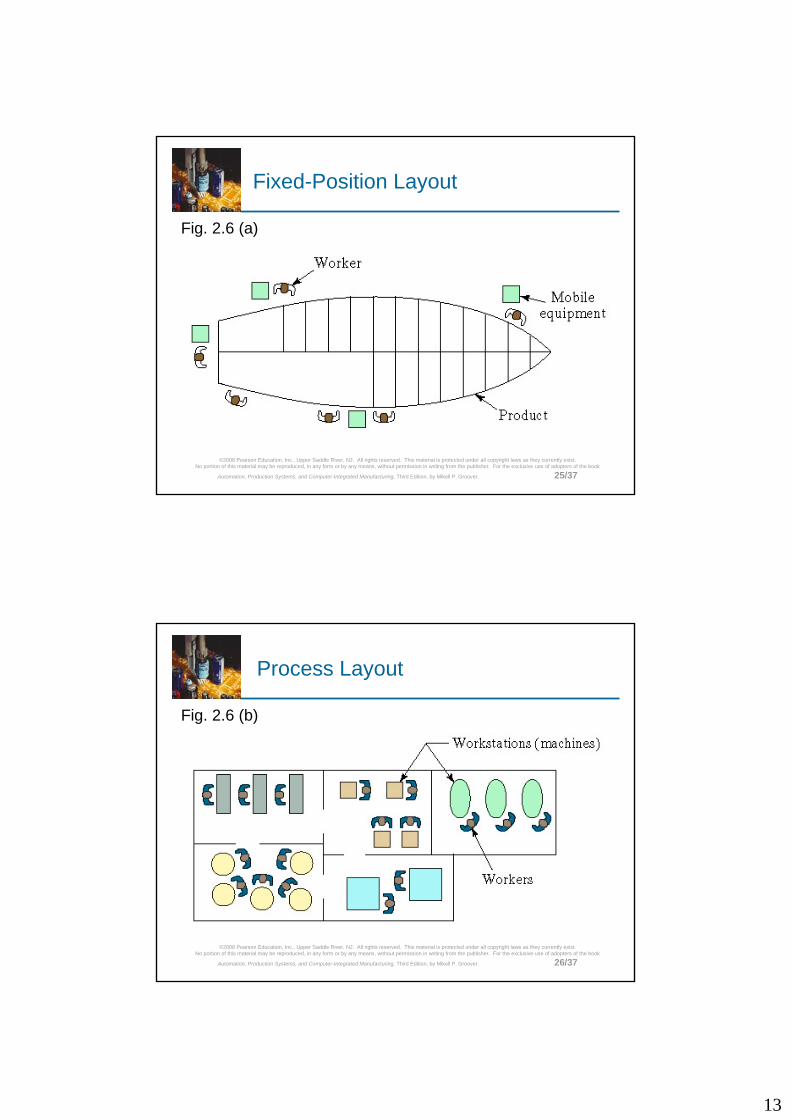
Job shopJob shop – makes low quantities of specialized and customized productsAlso includes production of components for these productsProducts are typically complex (e.g., specialized machinery, prototypes, space capsules)Equipment is general purposePlant layouts:
Fixed positionProcess layout
Page 13
13
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 25/37
Fixed-Position Layout
Fig. 2.6 (a)
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 26/37
Process Layout
Fig. 2.6 (b)
Page 14
14
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 27/37
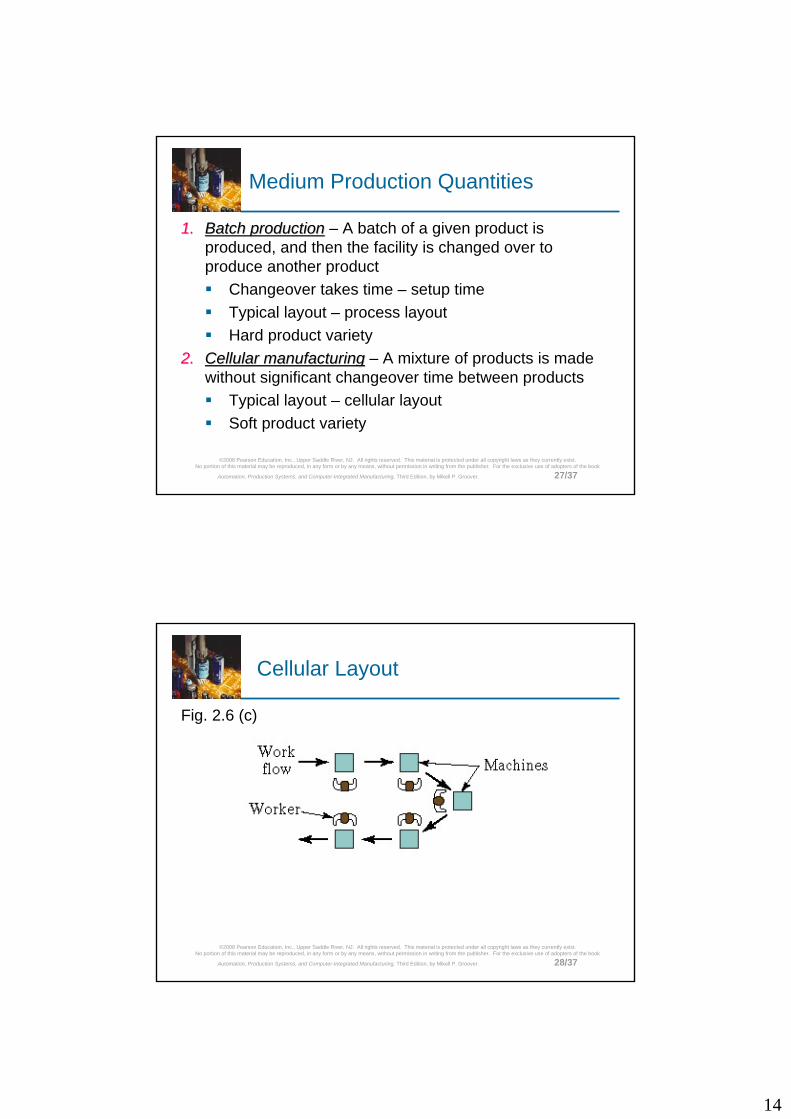
Medium Production Quantities
1.1. Batch productionBatch production – A batch of a given product is produced, and then the facility is changed over to produce another product
Changeover takes time – setup timeTypical layout – process layoutHard product variety
2.2. Cellular manufacturingCellular manufacturing – A mixture of products is made without significant changeover time between products
Typical layout – cellular layoutSoft product variety
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 28/37
Cellular Layout
Fig. 2.6 (c)
Page 15
15
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 29/37
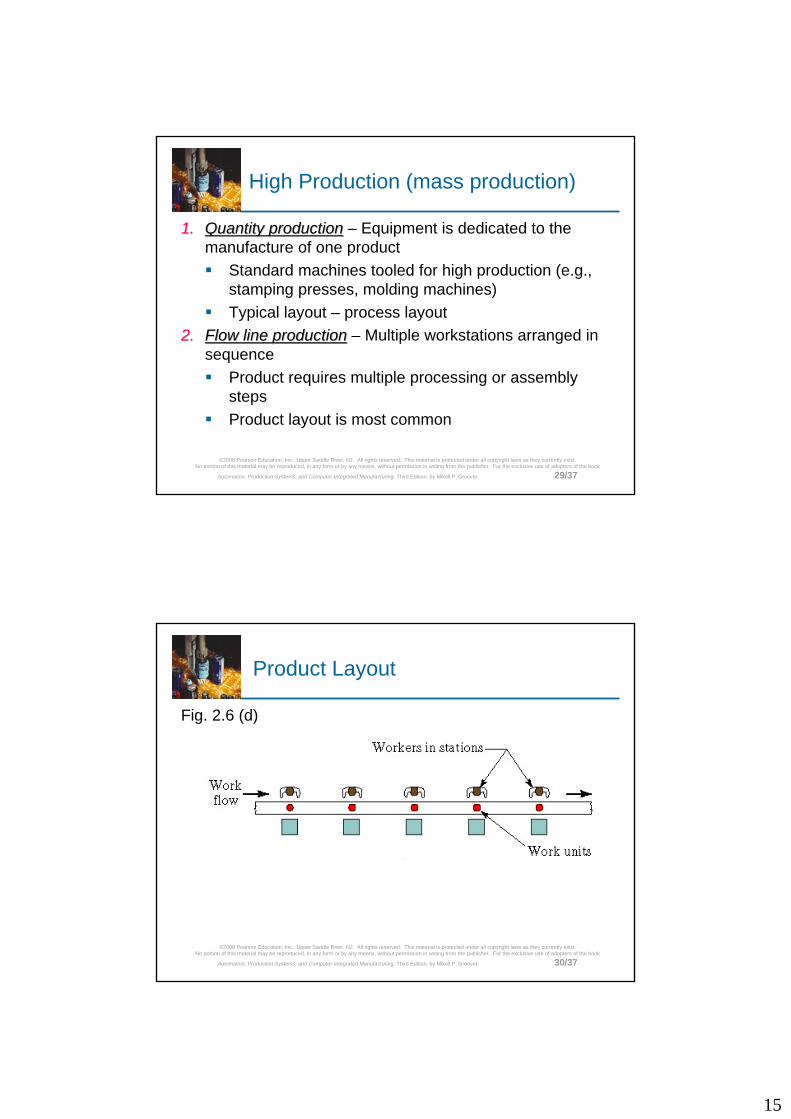
High Production (mass production)
1.1. Quantity productionQuantity production – Equipment is dedicated to the manufacture of one product
Standard machines tooled for high production (e.g., stamping presses, molding machines)Typical layout – process layout
2.2. Flow line productionFlow line production – Multiple workstations arranged in sequence
Product requires multiple processing or assembly stepsProduct layout is most common
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 30/37
Product Layout
Fig. 2.6 (d)
Page 16
16
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 31/37
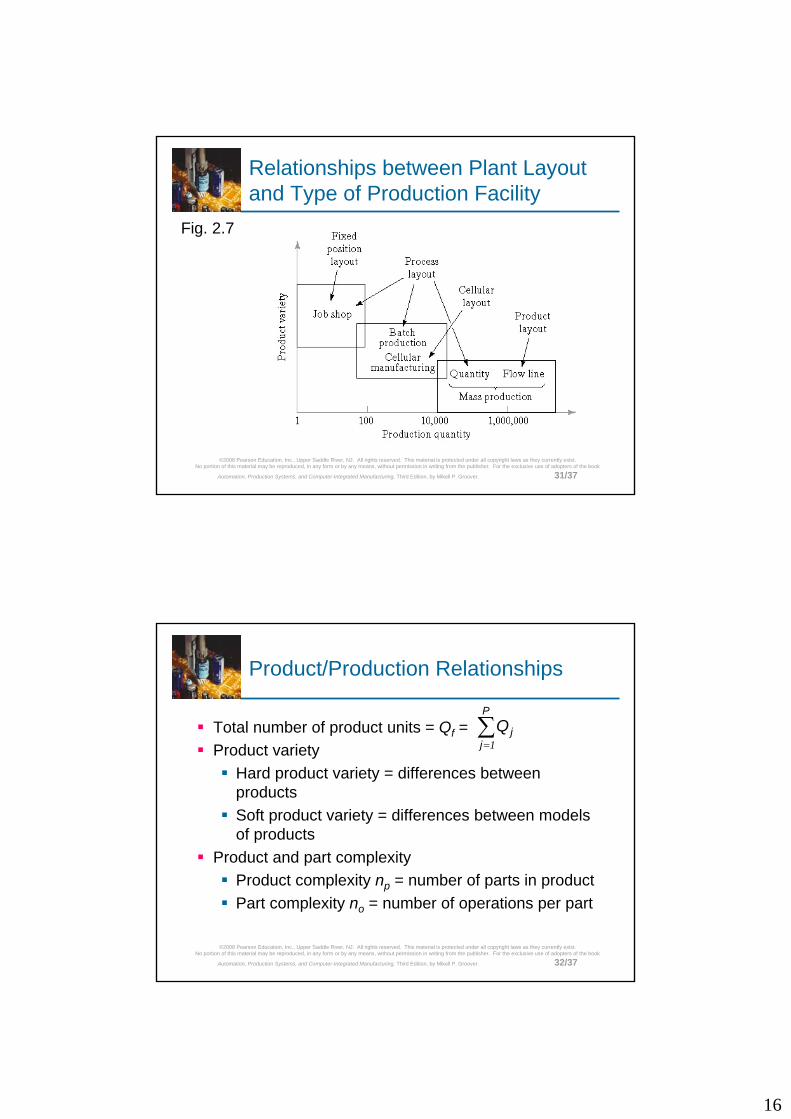
Relationships between Plant Layout and Type of Production Facility
Fig. 2.7
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 32/37
Product/Production Relationships
Total number of product units = Qf =Product variety
Hard product variety = differences between productsSoft product variety = differences between models of products
Product and part complexityProduct complexity np = number of parts in productPart complexity no = number of operations per part
∑=
P
jjQ
1
Page 17
17
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 33/37
Factory Operations Model
Simplified for purposes of conceptualization:Total number of product units Qf = PQTotal number of parts produced npf = PQnp
Total number of operations nof = PQnpno
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 34/37
Limitations and Capabilities of a Manufacturing Plant
Manufacturing capabilityManufacturing capability - the technical and physical limitations of a manufacturing firm and each of its plantsThree dimensions of manufacturing capability:1. Technological processing capability - the available set
of manufacturing processes2. Physical size and weight of product3. Production capacity (plant capacity) – max production
quantity that can be made in a given time underassumed operating conditions
Page 18
18
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 35/37
Lean Production
““Operating the factory with the minimum possible Operating the factory with the minimum possible resources and yet maximizing the amount of work resources and yet maximizing the amount of work accomplishedaccomplished””Resources include workers, equipment, time, space, materialsAlso implies completing products in the minimum possible time and achieving a very high quality level to completely satisfy the customerIn short, lean production means doing more with less, and doing it better
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 36/37
Lean Production and Manufacturing Activities
Manufacturing activities can be divided into three categories:1. Value-adding activities - contribute real value to the work
unit2. Auxiliary activities - support the value-adding activities but
do not contribute value to the product3. Wasteful activities - do not add value nor do they support
the value adding activitiesIf not performed, there would be no adverse effect on the product “ELIMINATE !”
Page 19
19
©2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. This material is protected under all copyright laws as they currently exist. No portion of this material may be reproduced, in any form or by any means, without permission in writing from the publisher. For the exclusive use of adopters of the book
Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. Groover. 37/37
Programs Associated with Lean Production
Just-in-time delivery of partsWorker involvementContinuous improvementReduced setup timesStop the process when something is wrongError preventionTotal productive maintenance