Productivity and surface quality Increase of productivity (by factor of 10) Decrease of surface roughness Decrease in post-treatment(s) Quality control Reproducibility – process reliability In-process QC Automization Reduction of manual work Combination with other processes – production integration
11
Process in more detail
12
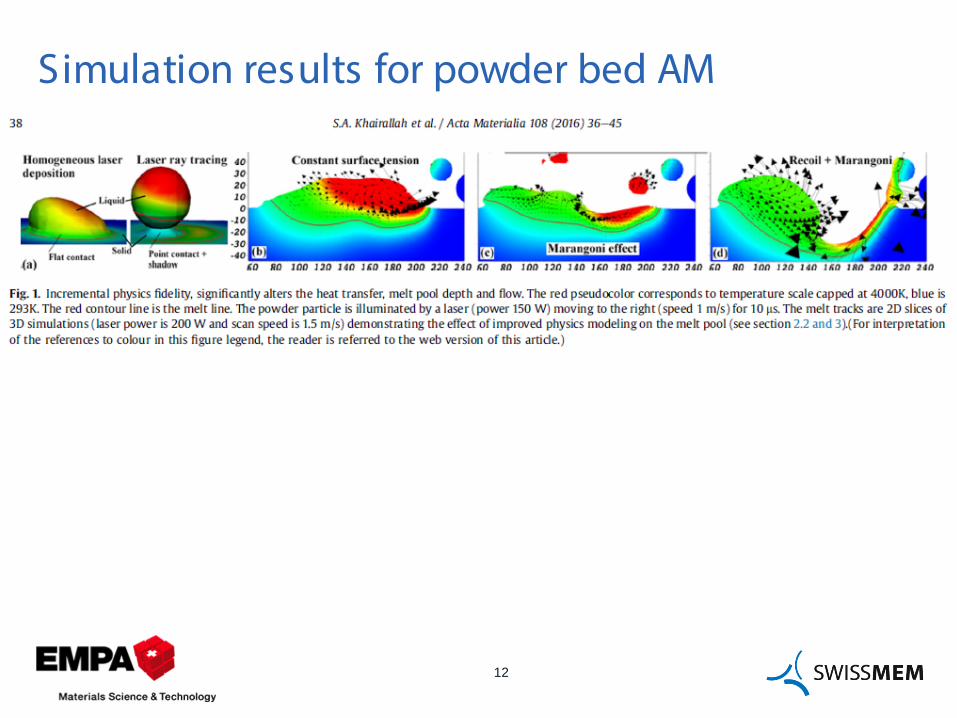
Simulation results for powder bed AM
13
Simulation results for powder bed AM
14
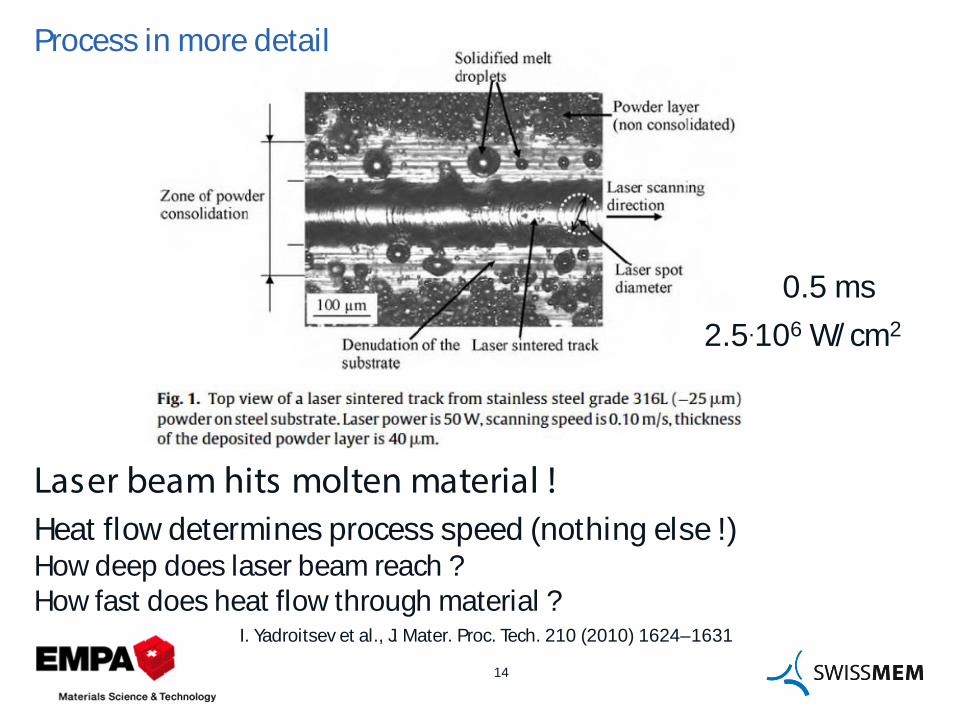
Laser beam hits molten material ! Heat flow determines process speed (nothing else !) How deep does laser beam reach ? How fast does heat flow through material ?
0.5 ms 2.5.106 W/ cm2
I. Yadroitsev et al., J. Mater. Proc. Tech. 210 (2010) 1624–1631
Process in more detail
15
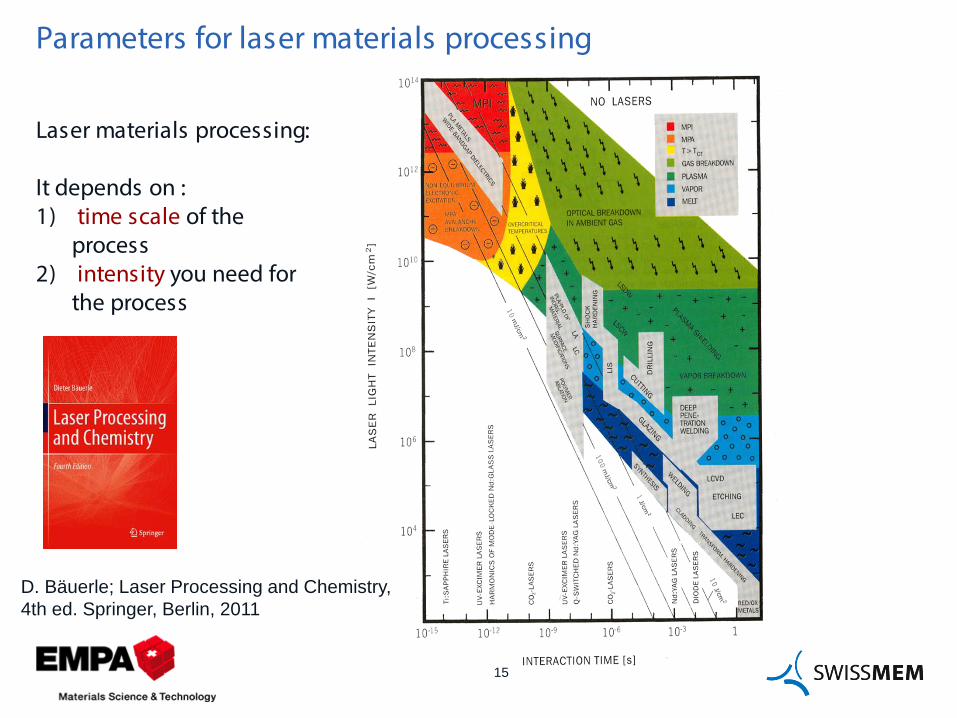
D. Bäuerle; Laser Processing and Chemistry, 4th ed. Springer, Berlin, 2011
Laser materials processing: It depends on : 1) time scale of the
process 2) intensity you need for
the process
Parameters for laser materials processing
16
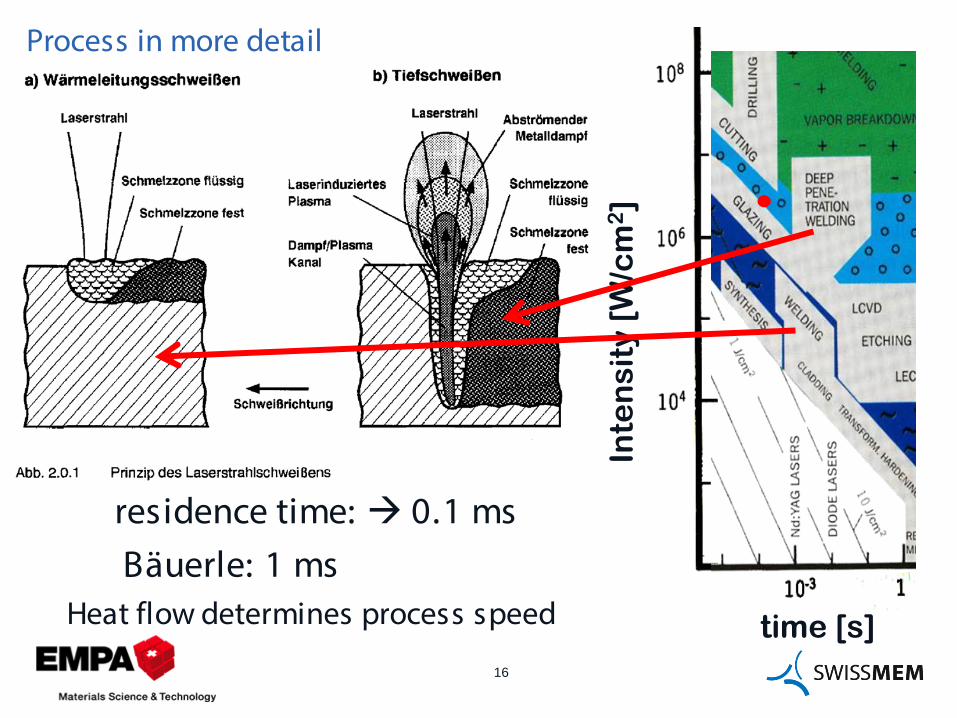
Process in more detail
Intensity needed at 200W with 100 µm beam Ø 2.5 106 W/cm2
Bäuerle: 104 – 105 W/cm2
Speed at 1 m/s with 100 µm beam Ø residence time: 0.1 ms Bäuerle: 1 ms
Heat flow determines process speed In
ten
sity
[W
/cm
2]
time [s]
17
Absorption threshold
Rapid dramatic increase of absorptivity with increasing intensity – fluctuations of thermal environment !
18
Diagram – speed – power – dwell time La
ser p
ower
[W]
Scan speed [m/s]
Ø = 200 µm
Ø = 100 µm
Ø = 50 µm
laser power afo beam speed keeping constant intensity (2.5.106W/cm2) and dwell time (0.1 ms)