32
Utilities - Continual Improvement PE Welding • Electro Fusion • Pressure Testing Steve Gordon

Utilities - Continual Improvement
PE Welding
• Electro Fusion
• Pressure Testing
Steve Gordon

PE Jointing Fusion Welding

Electrofusion Welding of PE
Ideally, this System Should perform like this:

Service Failures of Electrofusion Joints
And not this:
Electrofusion Fitting Failures
• Majority of problems seen are:
• Unsatisfactory training• Poor welding practices: Clamping (Misalignment),
Scraping, Moisture and Contamination• Poor or unsuitable equipment• Excessive pipe ovality

Training perception of trench welding?

Reality
…. in Summer

Understanding Electro Fusion Welding Principles
• Prepare
• Align
• Cook
• Cool

Why do we scrape pe pipes?
Pigmentation
UV Stabiliser Packages
Oxidisation 1,2,3

SCRAPING
What type is suitable?

PREFERRED METHOD
Mechanical scrapers provide a uniformed removal of between 0.2 to 0.4mm during pipe end preparation

Hand Scraping
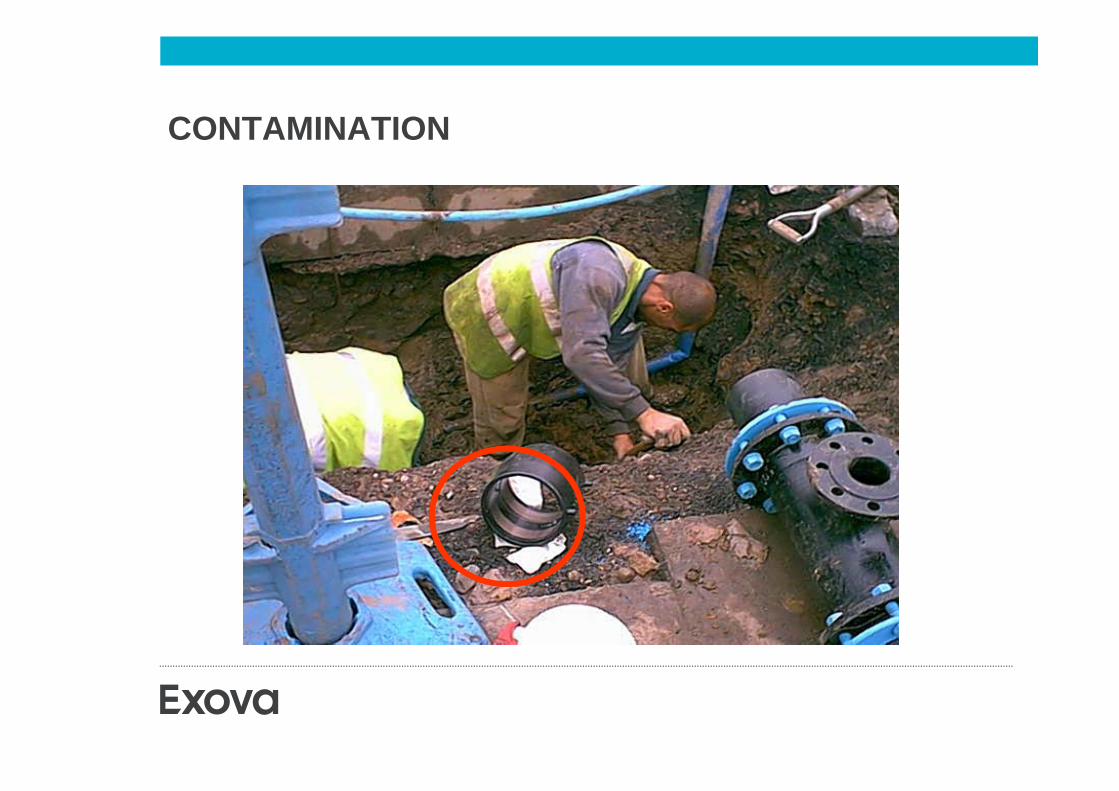
CONTAMINATION

CONTAMINATION
When contamination is present on the pipe or coupler, fusion becomes increasing more difficult to achieve!
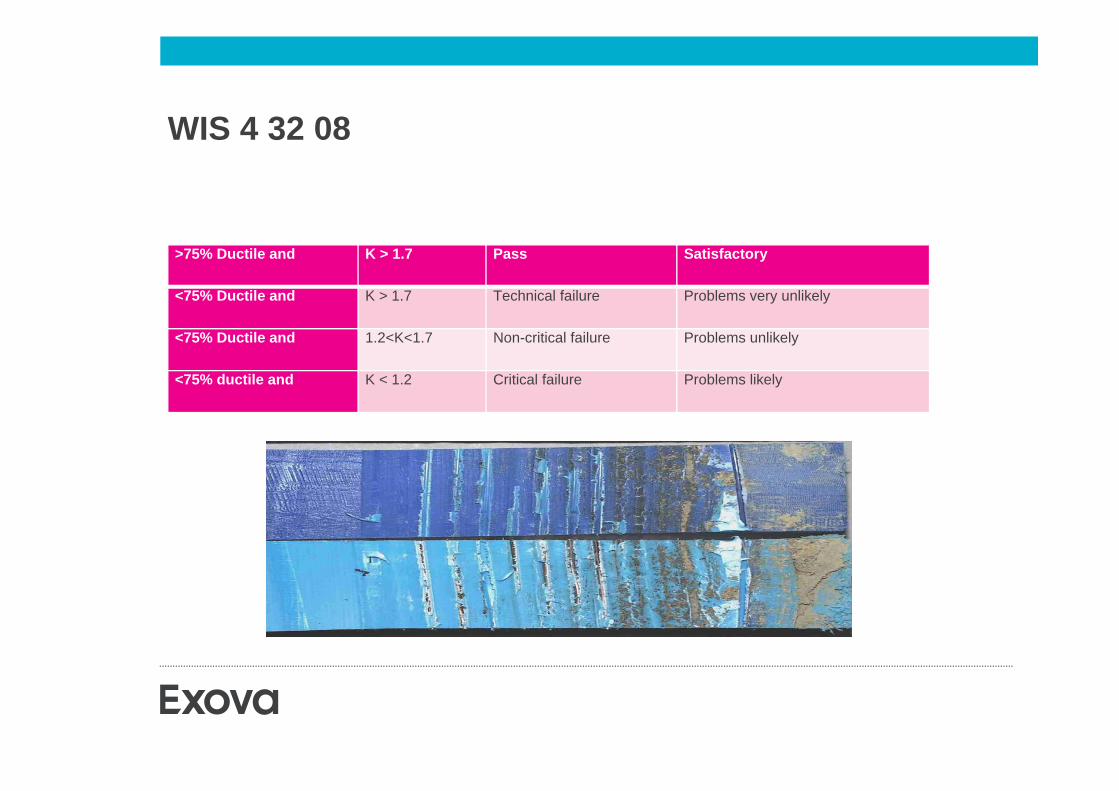
WIS 4 32 08
>75% Ductile and K > 1.7 Pass Satisfactory
<75% Ductile and K > 1.7 Technical failure Problems very unlikely
<75% Ductile and 1.2<K<1.7 Non-critical failure Problems unlikely
<75% ductile and K < 1.2 Critical failure Problems likely

CONTAMINATION
The use of protective shelters prevents additional contamination entering the
jointing area!

ALIGNMENT - OVALITY
Suitable alignment clamps can assist with re-rounding of
pipe
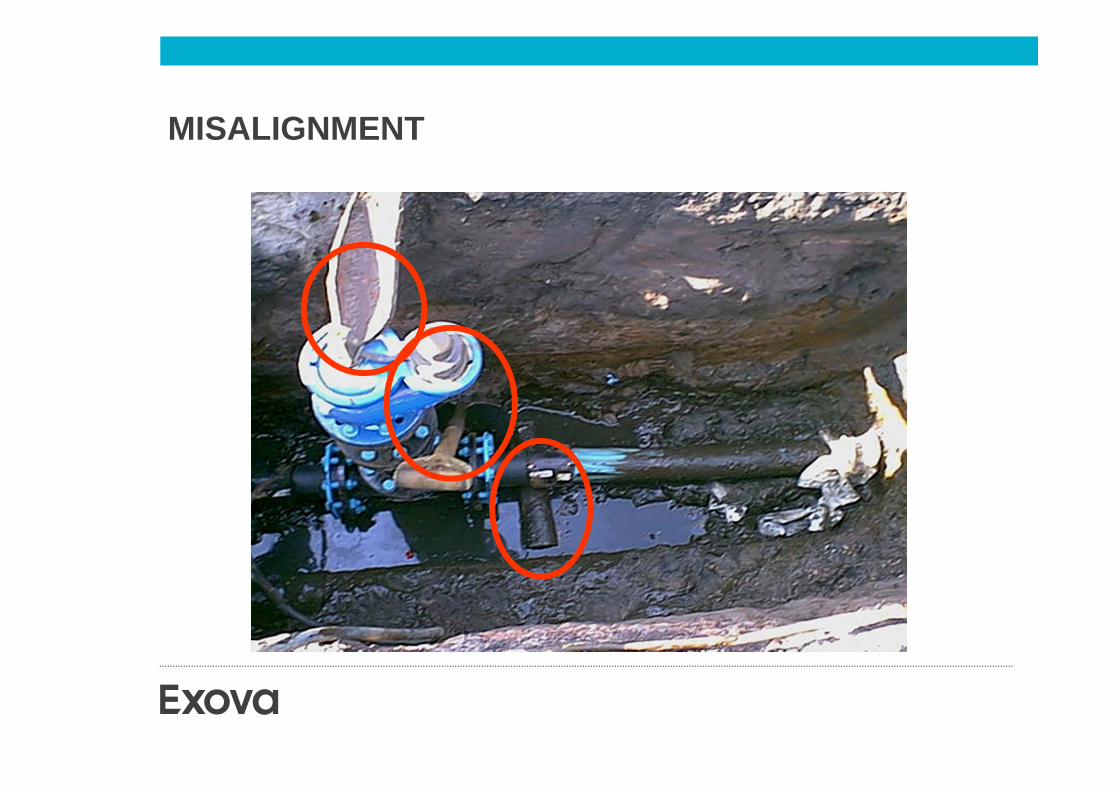
MISALIGNMENT

MISALIGNMENT
5
Pipe misaligned into EF fitting
During fusion heat & pressure create movement of wires

MISALIGNMENT
6,7,8

Clamping/ Misalignment• Misalignment• Wire movement• Overheating
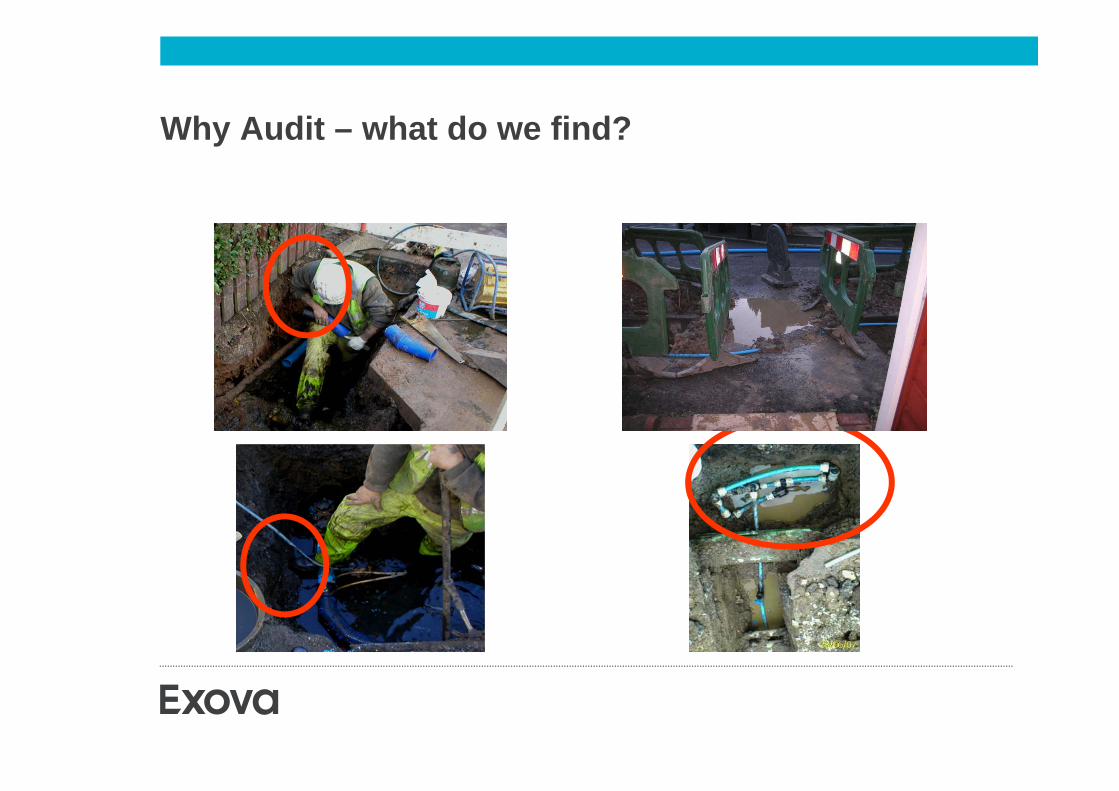
Why Audit – what do we find?

Improving Site Quality
• Site PE Audits, Testing and coaching• Giving clients and partners an understanding of the quality being installed. • Highlights any potential failures

ENERGY GRAPH: DUCTILE JOINT
Elongation (mm)
Forc
e (N
)
16,17,18,19

ENERGY GRAPH: BRITTLE JOINT
Elongation (mm)
Forc
e (N
)
20,21,22

Lab UKAS Schedule –Failure Investigation
Pressure Testing

Type 2 Test Analysis
n< 0.04
0.04 < n < 0.050.05 < n < 0.080.08 < n < 0.10
n > 0.10
AssessmentAir Indicated
Pass Compacted GroundPass Intermediate Ground
Pass Exposed PipeLeakage Indicated
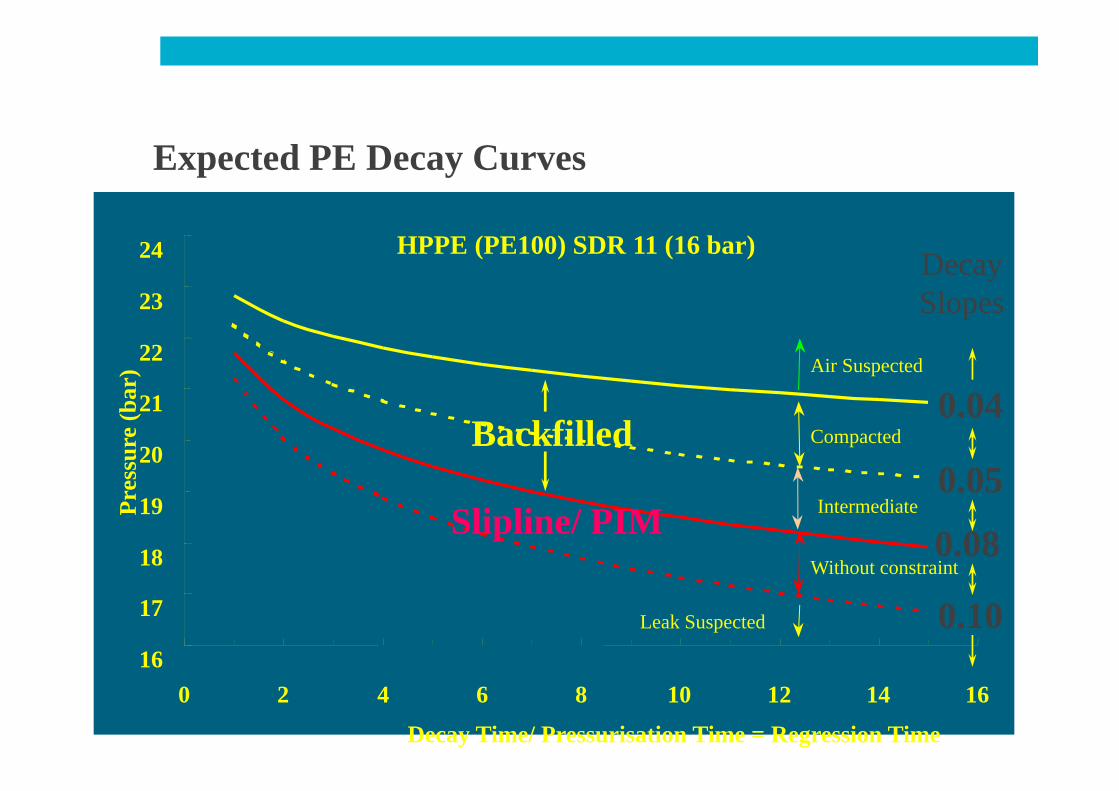
Expected PE Decay Curves
Decay Time/ Pressurisation Time = Regression Time
HPPE (PE100) SDR 11 (16 bar)
16
17
18
19
20
21
22
23
24
0 2 4 6 8 10 12 14 16
Pres
sure
(bar
)
Leak Suspected
Air Suspected
Compacted
Intermediate
Without constraint
0.04
0.05
0.08
0.10
Slipline/ PIM
Backfilled
DecaySlopes

Type 2 Test: Analysis
0
5
10
15
20
0 20 40 60 80 100 120 140 160Elapsed Test Time (min)
Pres
sure
(bar
)
RampTime
1 x 8 x 20 x
n1 n2

Pressure Test Equipment: Loggers
GPS Data Log Technology (ANT Hire)•No more down time for operator as test is remotely accessed•Remote dialling access allows instant results for critical tests •Validation of test data and location is confirmed•Individual web access (paper-less trail) Professional analysis at lower costs (Exova)
Pressure Test

Thank you
Questions?

















