Page 1
PEMODELAN DAN PENGOPTIMUMAN PROSES BIODIESEL SELANJAR DAN
SESEKUMPUL MENGGUNAKAN MANGKIN HOMOGEN DAN HETEROGEN
NURUL FITRIAH BINTI NASIR
TESIS YANG DIKEMUKAKAN UNTUK MEMPEROLEH IJAZAH
DOKTOR FALSAFAH
FAKULTI KEJURUTERAAN DAN ALAM BINA
UNIVERSITI KEBANGSAAN MALAYSIA
BANGI
2015
Page 2
MODELING AND OPTIMIZATION OF CONTINUOUS AND BATCH
BIODIESEL PROCESSES USING HOMOGENEOUS
AND HETEROGENEOUS CATALYSTS
NURUL FITRIAH NASIR
THESIS SUBMITTED IN FULFILMENT OF THE DEGREE OF
DOCTOR OF PHILOSOPHY
FACULTY OF ENGINEERING AND BUILT ENVIRONMENT
UNIVERSITI KEBANGSAAN MALAYSIA
BANGI
2015
Page 3
iv
ABSTRAK
Biodiesel merupakan bahan api alternatif yang popular bagi menggantikan bahan api
fosil kerana ia bersifat semula jadi, boleh diperbaharui dan memberikan pelepasan
toksik yang rendah. Pengeluaran biodiesel melibatkan proses yang kompleks dan
memerlukan reka bentuk proses yang sistematik dan disertai dengan pengoptimuman
proses. Kejuruteraan sistem proses (PSE) adalah satu sistem yang sistematik untuk
reka bentuk dan menganalis proses yang kompleks menggunakan pelbagai peralatan
PSE seperti pembangunan proses model dan reka bentuk, simulasi, pengoptimuman
dan penggabungan sistem reaktor dan pemisahan. Tujuan utama kajian ini adalah
mengaplikasikan peralatan kejuruteraan sistem proses untuk proses penghasilan
biodiesel. Antara objektif kajian adalah membangunkan model-model matematik
untuk komponen loji biodiesel, membangunkan reka bentuk kes asas untuk loji
biodiesel, dan mengoptimumkan proses penghasilan biodiesel. Untuk tujuan ini,
empat kes kajian proses dibentuk iaitu penghasilan biodiesel secara selanjar
menggunakan mangkin homogen, penghasilan biodiesel secara sesekumpul
menggunakan mangkin homogen, penghasilan biodiesel secara selanjar menggunakan
mangkin heterogen, dan penghasilan biodiesel secara sesekumpul menggunakan
mangkin heterogen. Pembangunan model-model matematik dilakukan menggunakan
data kinetik sedia ada, manakala reka bentuk kes asas bagi proses penghasilan
biodiesel melibatkan pelbagai kaedah iaitu reka bentuk hirarki, heuristik, petua
mudah, teknologi jepitan dan kawasan boleh capai. Pengoptimuman proses
penghasilan biodiesel dilakukan dengan membangunkan astaka proses dan
mendapatkan penyelesaian menggunakan pengaturcaraan integer campuran tak linear.
Hasil kajian mendapati model-model matematik yang telah dibangunkan memberikan
penyelesaian bagi reaktor selanjar dan sesekumpul dan seterusnya dapat menerbitkan
ungkapan keterpilihan untuk biodiesel dan gliserol. Kajian terhadap keterpilihan
menunjukkan plot keterpilihan biodiesel terbaik diperolehi menggunakan mangkin
homogen. Melalui keputusan Aras-4 dalam reka bentuk hirarki, hasil reka bentuk kes
asas menunjukkan bahawa proses penghasilan biodiesel secara sesekumpul
menggunakan mangkin heterogen memberikan fungsi potensi ekonomi yang paling
positif (USD 16.2 juta) pada penukaran maksima. Keputusan proses pengoptimuman
dengan fungsi objektif meminimumkan kos pengeluaran tahunan menunjukkan
penghasilan biodiesel secara sesekumpul menggunakan mangkin heterogen
memberikan kos pengeluaran tahunan paling optima (USD 32.591 juta) dengan kitar
semula metanol dan USD 32.594 juta tanpa kitar semula metanol. Keputusan kajian
telah memberikan penyelesaian masalah pengaturcaraan integer campuran tak linear
yang merupakan penyelesaian setempat. Kesimpulannya, PSE adalah satu pendekatan
yang baik untuk mereka bentuk dan menganalis proses penghasilan biodiesel yang
kompleks. Melalui PSE juga, ia membantu mengurangkan modal dan kos pelaburan
dan boleh memberi manfaat kepada pembangunan yang mampan kerana penggunaan
kos sumber yang lebih rendah.
Page 4
v
MODELING AND OPTIMIZATION OF CONTINUOUS AND BATCH
BIODIESEL PROCESSES USING HOMOGENEOUS AND
HETEROGENEOUS CATALYSTS
ABSTRACT
Biodiesel is fast becoming a popular alternative to fossil fuels, as it is natural,
renewable and has low toxic emissions. Biodiesel production involves complex
processes which require systematic process design and optimization. Process System
Engineering (PSE) is a systematic approach to design and analyse
complex processes by using a variety of PSE tools such as process model
development and product design, simulation of biodiesel processes, optimization of
biodiesel synthesis, and integration of reactor and separation systems. The main aim
of the study is to apply the PSE tools for biodiesel synthesis. The objectives of the
study are to develop mathematical models for component of the plant, develop base
case design of the biodiesel plant and optimize the biodiesel synthesis process. For the
purpose of this, four process study cases were established; continuous biodiesel
process using homogeneous catalyst; batch biodiesel process using homogeneous
catalyst; continuous biodiesel process using heterogeneous catalyst; batch biodiesel
process using heterogeneous catalyst. The mathematical models are developed using
available reaction kinetics, while the base case design is developed using a variety of
approach such as the hierarchical design, heuristics, rules of thumb, pinch technology
and attainable region. The processes are optimized by developing the superstructure of
the process and solving the resulting mixed integer non-linear programming model.
From the mathematical models developed, a process model solution was found for
continuous and batch reactor leading to selectivity determination for biodiesel and
glycerol. An enhanced selectivity plot was obtained when using homogeneous
catalyst. Through Level-4 Decisions in the Hierarchical Approach, the result of base
case design indicated that a batch biodiesel process using heterogeneous catalyst has
given the most positive economic potential function (USD 16.2 million) at a
maximum conversion. The results of the optimization process with the objective
function of minimizing the annual production cost showed that a batch biodiesel
process using heterogeneous catalyst has provided the most optimum cost (USD
32.591 million) with recycled methanol and USD 32.594 million without recycled
methanol. Taken together, these results suggest that the process system engineering is
an excellent approach to systematically design and operate the complex biodiesel
production system. This helps to reduce capital and investment costs and may be
beneficial for sustainable development due to the lower consumption of resources.
Page 5
vi
KANDUNGAN
Halaman
PENGAKUAN ii
PENGHARGAAN iii
ABSTRAK iv
ABSTRACT v
KANDUNGAN vi
SENARAI JADUAL x
SENARAI RAJAH xii
SENARAI SINGKATAN xv
BAB I PENDAHULUAN
1.1 Pendahuluan 1
1.2 Permasalahan Kajian 2
1.3 Objektif Kajian 4
1.4 Skop Kajian 5
1.5 Garis Kasar Tesis 6
BAB II KAJIAN KEPUSTAKAAN
2.1 Pengenalan 9
2.2 Penghasilan Biodiesel 12
2.3 Pembangunan Model Pengeluaran Biodiesel 15
2.3.1 Model Proses dan Reka Bentuk Produk 15
2.3.2 Pemodelan Kinetik Tindak Balas 17
2.3.3 Reaktor-reaktor Biodiesel dan Sintesis Rangkaian Reaktor 18
2.4 Simulasi Proses 22
2.5 Pengoptimuman Proses 29
2.6 Penyepaduan Sistem Reaktor dan Pemisahan 33
2.7 Kesimpulan 33
BAB III METODOLOGI KAJIAN
3.1 Pengenalan 35
Page 6
vii
3.2 Kaedah Kajian 36
3.2.1 Ringkasan Metodologi Bab IV 37
3.2.2 Ringkasan Metodologi Bab V 37
3.2.3 Ringkasan Metodologi Bab VI 38
3.2.4 Ringkasan Metodologi Bab VII 39
BAB IV KETERPILIHAN METIL ESTER UNTUK TINDAK
BALAS TRANSESTERIFIKASI DENGAN MANGKIN
HOMOGEN DAN HETEROGEN UNTUK PENGHASILAN
BIODIESEL DI DALAM REAKTOR SESEKUMPUL DAN
REAKTOR TERADUK SELANJAR
4.1 Pengenalan 41
4.2 Metodologi Kajian 44
4.2.1 Keterpilihan E dan G di Reaktor Aliran Palam (RAP) 44
4.2.2 Keterpilihan E dan G Di Reaktor Tangki Teraduk Selanjar 49
(RTTS)
4.2.3 Penyelesaian bagi RAP dan RTTS 50
4.3 Keputusan dan Perbincangan 58
4.3.1 Perbandingan Keterpilihan bagi Kes 1 dan Kes 2 58
4.3.2 Kesan Suhu Terhadap Keterpilihan 61
4.3.3 Kesan Nisbah Molar Minyak kepada Metanol 65
Terhadap Keterpilihan
4.3.4 Kesan Kepekatan Mangkin Terhadap Keterpilihan 68
4.3.5 Perbandingan Keterpilihan Metil Ester yang 71
Diperbuat daripada Suapan yang Berlainan
4.3.6 Keterpilihan Metil Ester dengan Menggunakan 73
Mangkin Heterogen
4.4 Kesimpulan 73
BAB V REKA BENTUK DAN KOS KES ASAS LOJI BIODIESEL
REAKTOR
5.1 Pengenalan 75
5.2 Kajian Kes 76
5.3 Reka Bentuk Peralatan 84
5.2.1 Penukar Haba 84
5.2.2 Reaktor Sesekumpul 85
5.2.3 Reaktor Tangki Teraduk Selanjar 86
5.2.4 Menara Penyulingan Metanol dan Metil Ester 87
5.2.5 Tangki Pembasuhan 92
5.2.6 Drum Kilat 93
5.2.7 Tangki Pengenapan 94
Page 7
viii
5.4 Potensi Ekonomi Aras Pertama 95
5.5 Potensi Ekonomi Aras Kedua dan Ketiga 96
5.5.1 Struktur Input-output Aliran dan Reka Bentuk Reaktor 96
5.5.2 Penilaian Fungsi Ekonomi Aras Kedua 97
5.5.3 Penilaian Fungsi Ekonomi Aras Ketiga 98
5.6 Potensi Ekonomi Aras Keempat 99
5.7 Sintesis Rangkaian Reaktor dengan Kaedah Kawasan Boleh Capai 100
5.8 Penilaian Ekonomi 105
5.9 Keputusan dan Perbincangan 110
5.9.1 Reka Bentuk Berhirarki Kes A, Kes B, Kes C dan Kes D 110
5.9.2 Rangkaian Reaktor 121
5.9.3 Penilaian Ekonomi 124
5.10 Kesimpulan 129
BAB VI IMBANGAN JISIM, IMBANGAN HABA DAN
PENYEPADUAN TENAGA
6.1 Pengenalan 130
6.2 Imbangan Jisim Untuk Tindak Balas Transesterifikasi: 130
Pengiraan 1
6.2.1 Imbangan Jisim di Reaktor (R-101) 132
6.2.2 Imbangan Jisim di Menara Metanol (T-101) 133
6.2.3 Imbangan Jisim di Pembasuh (T-201) 133
6.2.4 Imbangan Jisim di Pengempar (C-101) 135
6.2.5 Imbangan Jisim di Menara Metil Ester (T-102) 135
6.3 Imbangan Jisim Untuk Tindak Balas Transesterifikasi: 136
Pengiraan 2
6.3.1 Imbangan Jisim di Reaktor Biodiesel (R-101) 136
6.3.2 Imbangan Jisim di Menara Metanol (T-101) Jika Tiada 139
Kitaran Semula Metanol
6.3.3 Imbangan Jisim dengan Kitaran Semula Metanol di 141
Menara Metanol (T-101)
6.3.4 Imbangan Jisim di Pembasuh (T-201) 143
6.3.5 Imbangan Jisim di Pengempar (C-101) 144
6.3.6 Imbangan Jisim di Menara Metil Ester (T-102) 145
6.4 Imbangan Haba 146
6.5 Penyepaduan Tenaga 147
6.6 Keputusan dan Perbincangan 149
6.6.1 Imbangan Bahan untuk Tindak Balas Transesterifikasi: 149
Pengiraan 1
6.6.2 Imbangan Bahan untuk Tindak Balas Transesterifikasi: 151
Page 8
ix
Pengiraan 2
6.6.3 Imbangan Haba 155
6.6.4 Penyepaduan Tenaga dan Rangkaian Penukar Haba 156
6.7 Kesimpulan 163
BAB VII PROSES PENGOPTIMUMAN
7.1 Pengenalan 164
7.2 Metodologi Kajian 166
7.2.1 Pernyataan Masalah 167
7.2.2 Pembangunan Astaka dan Pengoptimuman 167
7.2.3 Pemodelan Rumusan Matematik 172
7.3 Kajian Kes 179
7.4 Keputusan dan Perbincangan 181
7.4.1 Keputusan Hasil Proses Pengoptimuman bagi Senario 1 183
7.4.2 Keputusan Hasil Proses Pengoptimuman bagi Senario 2 187
7.5 Kesimpulan 194
BAB VIII KESIMPULAN DAN CADANGAN KAJIAN
8.1 Kesimpulan 196
8.2 Sumbangan Penemuan Kajian 199
8.3 Cadangan Kajian Lanjutan 199
RUJUKAN 200
LAMPIRAN
A Senarai Penerbitan 216
B Contoh Pengiraan 217
C Contoh Skrip Larian Untuk Penyelesaian Dengan Kaedah 219
Rungge-Kutta
D Laporan Analisis Jepitan Atas Talian 220
E Skrip Kod Matlab untuk Mendapatkan Penyelesaian Masalah 226
MINLP
F Hasil Larian Skrip Kod MATLAB 239
Page 9
x
SENARAI JADUAL
No. Jadual Halaman
2.1 Rumusan perbandingan penghasilan biodiesel menggunakan
beberapa jenis reaktor.
20
4.1 Set data pemalar kadar tindak balas transesterifikasi dalam
penghasilan biodiesel
47
4.2 Keterpilihan pada penukaran trigliserida 0.7 – 0.9 bagi dataset
(1-3) dan (6-7)
61
4.3 Tenaga Pengaktifan 62
5.1 Senarai peralatan bagi pengeluaran biodiesel dan peranannya 84
5.2 Masa mastautin bagi pemodelan Kes B dan Kes D 86
5.3 Jadual pemalar kadar tindak balas transesterifikasi 95
5.4 Data sifat termokimia 96
5.5 Destinasi hasil reaktor 97
5.6 Kos bahan mentah dan nilai produk 98
5.7 Kos pembelian peralatan berasaskan kos pada pertengahan
2004
106
5.8 Ringkasan anggaran kos modal tetap 109
5.9 Rumusan anggaran kos pengeluaran 110
5.10 Spesifikasi dan kos peralatan mengikut kes 114
5.11 Perbandingan kapasiti dan kos bagi beberapa kajian lepas
dengan kajian ini
118
5.12 Anggaran kos pembelian alat untuk loji biodiesel (Indeks kos
pada 2013=569.5)
124
5.13 Kos perkhidmatan utiliti 125
5.14 Anggaran bilangan pengendali per alat 125
5.15 Anggaran kos modal tetap, modal kerja dan kos pengeluaran
tahunan
126
6.1 Imbangan bagi setiap spesis 132
6.2 Imbangan bahan bagi reaktor untuk Pengiraan 1 149
6.3 Imbangan bahan di menara metanol untuk Pengiraan 1 150
6.4 Imbangan bahan di pembasuh untuk Pengiraan 1 150
6.5 Imbangan bahan di pengempar untuk Pengiraan 1 151
6.6 Imbangan bahan di menara metil ester untuk Pengiraan 1 151
Page 10
xi
6.7 Imbangan bahan di menara metil ester untuk Pengiraan 2 152
6.8 Imbangan bahan di pengempar untuk Pengiraan 2 152
6.9 Imbangan bahan di pembasuh untuk Pengiraan 2 153
6.10 Imbangan bahan di menara metanol untuk Pengiraan 2 153
6.11 Imbangan bahan bagi reaktor untuk Pengiraan 2 154
6.12 Aliran metanol bagi beberapa nilai pemulihan metanol di
menara metanol
155
6.13 Keputusan imbangan haba 155
6.14 Keputusan imbangan haba di sekitar penukar haba dan menara
penyulingan
156
6.16 Aliran panas dan sejuk di loji penghasilan biodiesel pada Kes A 157
6.16 Kedudukan aliran panas dan sejuk untuk Pengiraan 1 dan 2 160
6.17 Pertambahan bilangan penukar haba dengan kewujudan
lingkaran
161
7.1 Ringkasan model MINLP untuk Senario 1 dan keputusan larian
skrip di perisian MATLAB
184
7.2 Rumusan spesifikasi peralatan dan kos peralatan untuk Kes D
bagi Senario 1
186
7.3 Ringkasan model MINLP untuk Senario 2 dan keputusan larian
skrip di perisian MATLAB
187
7.4 Rumusan spesifikasi peralatan dan kos peralatan untuk Kes D
bagi Senario 2
190
Page 11
xii
SENARAI RAJAH
No. Rajah Halaman
1.1 Proses reka bentuk 2
1.2 Carta alir keseluruhan tesis 8
2.1 Pengeluaran dan penggunaan tenaga utama dunia pada
November 2010, setiap sumber.
9
2.2 Tenaga yang berkaitan dengan pengeluaran karbon dioksida AS
dari 1990 hingga 2035
10
2.3 Unjuran penggunaan tenaga dunia, 2003 hingga 2030. 11
2.4 Transesterifikasi trigliserida dengan alkohol 12
2.5 Rajah aliran reka bentuk loji biodiesel dengan transesterifikasi
minyak dara bermangkin alkali
25
2.6 Rajah aliran reka bentuk loji biodiesel dengan transesterifikasi
minyak biji sesawi bermangkin enzim
26
2.7 Rajah aliran rekabentuk loji supergenting alkohol 27
2.8 Inventori kitaran hidup biodiesel 32
3.1 Carta alir keseluruhan kajian 40
4.1 Plot keterpilihan bagi Kes 1 dan 2 pada suhu tindak balas 60
°C, nisbah molar 6:1, dan kepekatan mangkin 0.2 wt.%
60
4.2 Plot keterpilihan bagi Kes 1 dan 2 pada suhu tindak balas 70
°C, nisbah molar 6:1, dan kepekatan mangkin 0.2 wt.%
60
4.3 Keterpilihan metil ester pada beberapa suhu dan nisbah molar
dan kepekatan mangkin tetap untuk Kes 1
64
4.4 Keterpilihan metil ester pada beberapa suhu dan nisbah molar
dan kepekatan mangkin tetap untuk Kes 2
65
4.5 Keterpilihan metil ester pada beberapa nisbah molar, suhu tetap
65 °C dan kepekatan mangkin 1.5 wt.% tetap untuk Kes 1
66
4.6 Keterpilihan metil ester pada beberapa nisbah molar, suhu tetap
65 °C dan kepekatan mangkin 1.5 wt.% tetap untuk Kes 2
66
4.7 Plot-plot keterpilihan: (a) metil ester 1 (b) metil ester 2 (c) metil
ester 3 bagi dataset 4
67
4.8 Keterpilihan metil ester pada beberapa kepekatan mangkin,
suhu malar 30 °C, dan nisbah molar 9:1 untuk Kes 1
69
4.9 Keterpilihan metil ester pada beberapa kepekatan mangkin,
suhu malar 30 °C, dan nisbah molar 9:1 untuk Kes 2
69
Page 12
xiii
4.10 Plot-plot keterpilihan: (a) metil ester 1 (b) metil ester 2 (c) metil
ester 3 bagi dataset 6.
71
4.11 Plot keterpilihan metil ester daripada pelbagai stok suapan
untuk Kes 1 dan 2
71
5.1 Plot keuntungan bagi beberapa kapasiti loji 77
5.2 Rajah Aliran Proses untuk Kes A 80
5.3 Rajah Aliran Proses untuk Kes B 81
5.4 Rajah Aliran Proses untuk Kes C 82
5.5 Rajah Aliran Proses untuk Kes D 83
5.6 Korelasi Fair untuk halaju banjir
91
5.7 Reka bentuk rangkaian reaktor dengan kaedah kawasan boleh
capai menggunakan persamaan van de Vusse: (a)lengkung RAP
(garis padu), dengan pencampuran (garis titik); (b) lengkung
RTTS (garis putus-putus); (c) tambahan pintasan untuk RTTS
(garis titik); (d) tambahan RAP sesiri dengan RTTS (garis
putus-putus)
101
5.8 Kawasan boleh capai untuk tindak balas van de Vusse 103
5.9 Kos penukar haba tiub dan kelompang 106
5.10 Kos dulang menara 107
5.11 Kos reaktor. 108
5.12 Kos menara 108
5.13 Fungsi Potensi Ekonomi Aras 2 (Kes A dan C) 111
5.14 Fungsi Potensi Ekonomi Aras 3 (Kes A, Kes B, Kes C, dan Kes
D)
112
5.15 Fungsi Potensi Ekonomi Aras 4 (Kes A, Kes B, Kes C, dan Kes
D)
113
5.16 Fungsi Potensi Ekonomi Aras 2-4 untuk Kes A 115
5.17 Fungsi Potensi Ekonomi Aras 2-4 untuk Kes B 115
5.18 Fungsi Potensi Ekonomi Aras 2-4 untuk Kes C 116
5.19 Fungsi Potensi Ekonomi Aras 2-4 untuk Kes D 116
5.20 Profil asal RAP dengan lengkungan berbentuk cembung 121
5.21 Profil RAP dan RTTS dengan lengkungan berbentuk cembung 122
5.22 Kawasan boleh capai yang lengkap bagi penghasilan biodiesel 124
6.1 Gambar rajah aliran proses Kes A 131
6.2 Lengkung komposit raya untuk Pengiraan 1 158
Page 13
xiv
6.3 Kombinasi lengkung komposit panas dan sejuk untuk Pengiraan
1
158
6.4 Lengkung komposit raya untuk Pengiraan 2 158
6.5 Kombinasi lengkung komposit panas dan sejuk untuk Pengiraan
2
159
6.6 Rajah pemadanan aliran untuk Pengiraan 1 161
6.7 Rajah pemadanan aliran untuk Pengiraan 2 162
6.8 Rajah Aliran Proses bagi pengeluaran biodiesel dengan
penyepaduan tenaga
162
7.1 Laluan pemprosesan Kes A 168
7.2 Laluan pemprosesan Kes B 168
7.3 Laluan pemprosesan Kes C 169
7.4 Laluan pemprosesan Kes D 169
7.5 Astaka sistem penghasilan biodiesel 170
7.6 Carta alir proses pengotimuman 171
7.7 Langkah-langkah utama proses penghasilan biodiesel 180
7.8 Plot nilai fungsi Senario 1 185
7.9 Plot nilai pembolehubah Senario 1 185
7.10 Kos pengeluaran tahunan untuk Senario 1 186
7.11 Plot nilai fungsi Senario 2 188
7.12 Plot nilai pembolehubah Senario 2 189
7.13 Kos pengeluaran tahunan untuk Senario 2 190
7.14 Laluan optima pemprosesan biodiesel 192
Page 14
xv
SENARAI SINGKATAN
H2O Air
HCl Asid Hidroklorik
NaCl Sodium klorat
NaOH Sodium hidroksida
Ɛ keliangan
α faktor pemalar kadar tindak balas
ρ ketumpatan
f1 faktor pembinaan peralatan
f2 faktor pempaipan
f3 faktor instrumentasi
f4 faktor elektrik
f5 faktor bangunan, proses
f6 faktor utiliti
f7 faktor storan
f10 faktor reka bentuk dan kejuruteraan
f11 faktor yuran kontraktor
f12 faktor kos luar jangkaan
k+1 pemalar kadar tindak balas
CT kepekatan molar trigliserida
CD kepekatan molar digliserida
CM kepekatan molar monogliserida
CG kepekatan molar gliserol
CE1 kepekatan molar ester 1
CE2 kepekatan molar ester 2
CE3 kepekatan molar ester 3
CA, kepekatan molar alkohol
CE kepekatan molar alkohol metil ester
XT penukaran trigliserida
MR Nisbah molar
Mw Nisbah
Page 15
xvi
CT0 kepekatan molar awal untuk trigliserida initial
SE keterpilihan metil ester
SG keterpilihan gliserol
NT0 Amaun asal trigliserida pada t = 0
NT Jumlah trigliserida yang terdapat pada masa t.
Fi Kadar alir
xi Komposisi komponen
Cc Cas modal
Cf Kos pengeluaran tetap
Ci Insurans
Cl kos buruh pengendali
Clab Kos makmal
Cm Kos penyelenggaraan
Cmm Kos rawatan sisa buangan
Co Kos overhed loji
Cr Kos bahan mentah
CT Kos pelaburan
Cu Kos utiliti
Cv Kos pengeluaran berubah
Cx kos pembelian peralatan
ΔTmin perbezaan suhu minimum
wt. % peratus berat
A Metanol
C1 Tangki pembasuhan
C2 Tangki pengenapan
C3 Drum kilat
D Digliserida
E metil ester
E1 metil ester 1
E1 Pengempar
E2 metil ester 2
E3 metil ester 3
F1 Penapis mangkin
Page 16
xvii
fcc Kos modal tetap
FCP kadar alir muatan haba
G Gliserol
g pecutan graviti
H entalpi aliran
M Monogliserida
MINLP Pengaturcaraan Interger Campuran Tidak Linear
P tekanan
pce jumlah kos pembelian peralatan
PO minyak kelapa sawit
ppc Jumlah kos fizikal loji
PSE kejuruteraan sistem proses
Q haba yang dipindahkan merentasi sempadan sistem
R1 Reaktor untuk Kes A
R2 Reaktor untuk Kes B
R3 Reaktor untuk Kes C
R4 Reaktor untuk Kes D
RAP reaktor aliran palam
RO minyak sesawi
RTTS reaktor tangki teraduk selanjar
T trigliserida
T1 menara metanol
T2 menara metil ester
u halaju
U tenaga dalaman per unit jisim
V isipadu
W kerja per unit jisim
wc modal kerja
WSO sisa minyak bunga matahari
z tinggi
ΔH perubahan entalpi
υ isipadu per unit jisim
Page 17
xviii
D diameter
L panjang
PE kadar alir produk utama
FT kadar alir trigliserida
Page 18
BAB I
PENDAHULUAN
1.1 PENDAHULUAN
Proses reka bentuk merupakan satu proses yang berulang kerana ia melibatkan banyak
kemungkinan dan kekangan. Rajah 1.1 menunjukkan langkah-langkah utama yang
terlibat untuk proses reka bentuk. Berdasarkan rajah tersebut, pembentukan beberapa
reka bentuk munasabah bermula dengan penentuan reka bentuk dan seterusnya
pengumpulan data. Selepas langkah pembentukan reka bentuk munasabah dijalankan,
proses pengoptimuman dijalankan sebelum reka bentuk akhir dipastikan. Berdasarkan
rajah tersebut juga, proses pengoptimuman bergantung kepada reka bentuk yang telah
dijalankan. Disebabkan itu, semasa proses reka bentuk, para pereka perlu kerap
muncul dengan idea baru dan menilai penyelesaian reka bentuk tersebut seperti yang
ditunjukkan seperti pada Rajah 1.1. Menurut Sinnott (2005), dalam reka bentuk proses
kimia, tujuan atau objektif reka bentuk perlu diketahui dan sebelum memulakannya,
para pereka perlu mendapatkan penentuan reka bentuk dan kekangan-kekangan yang
ada. Kemudian, reka bentuk dijalankan dengan mengumpul semua maklumat dan
fakta. Proses ini juga mungkin mengambil masa. Pembentukan beberapa reka bentuk
yang munasabah boleh berpandukan pengalaman lepas. Kemudian, pemilihan
dijalankan dengan mengurangkan julat pilihan yang ada bagi menentukan reka bentuk
yang terbaik. Proses ini juga melibatkan pengoptimuman iaitu dengan mencari
penyelesaian yang terbaik, paling optima dan penyelesaian masalah. Pengoptimuman
melibatkan proses yang kompleks kerana mengandungi masalah pelbagai pemboleh
ubah dan mempunyai kekangan-kekangan yang harus dilepasi.
Page 19
2
Rajah 1.1 Proses reka bentuk
1.2 PERMASALAHAN KAJIAN
Kajian mengenai biodiesel telah dijalankan dengan meluas (Demirbas 2008).
Terdapat banyak kajian mengenai sintesis biodiesel secara ujikaji di makmal. Ia
bertujuan untuk mencari stok suapan atau mangkin baru bagi menghasilkan biodiesel
(Patil & Deng 2009; Lu et al. 2010; Cenciani et al. 2011; Al-Hamamre & Yamin
2014; Reddy et al. 2014; Takase et al. 2014; Xie & Zhao 2014; Betiku et al. 2015; El
Arroussi et al. 2015). Terdapat juga kajian mengenai pengoptimuman proses
penghasilan biodiesel. Ia dijalankan sebelum perlaksanaan ujikaji untuk mendapatkan
parameter yang optima dan mendapatkan kesan parameter tersebut terhadap biodiesel
yang dihasilkan. Parameter tersebut adalah seperti nisbah molar, masa tindak balas
dan jumlah mangkin yang digunakan (Freedman et al. 1984; Freedman et al. 1986;
Vicente et al. 1998; Chin et al. 2009; Myint & El-Halwagi 2009; Yee et al. 2011;
Rahimi et al. 2014). Kaedah yang dipakai semasa pengoptimuman proses untuk
pencarian parameter proses dalam penghasilan biodiesel adalah seperti kaedah
Taguchi (Antolín et al. 2002) dan kaedah respon permukaan (Pinzi et al. 2010; Yee et
al. 2011).
Page 20
3
Kajian kinetik untuk pengeluaran biodiesel juga telah dijalankan semasa ujikaji.
Ia menyediakan parameter yang digunakan untuk menganggar darjah tindak balas
pada masa dan keadaan tertentu. Bagaimana pun, ujikaji dan kajian kinetik dibuat
pada skala makmal dan hanya melibatkan reaktor sesekumpul. Data kinetik
diterbitkan daripada ujikaji, iaitu diperolehi pada suhu, kepekatan mangkin, nisbah
molar metanol kepada minyak dan kelajuan pencampuran bahan yang berbeza
(Darnoko & Cheryan 2000; Jain & Sharma 2010). Tidak ada kajian dibangunkan bagi
mengetahui jenis atau rangkaian reaktor yang sesuai untuk penghasilan biodiesel
secara selanjar mahupun sesekumpul pada skala loji. Pemilihan reaktor yang dibuat
pada kajian sebelum ini tidak mengambil kira keterpilihan metil ester dan gliserol.
Kajian kinetik yang telah dibuat hanya kajian biasa malahan tiada kajian yang
membangunkan data kinetik bagi mendapatkan keterpilihan metil ester dan gliserol.
Keterpilihan merupakan parameter yang bermakna untuk menggambarkan prestasi
sesebuah reaktor (Smith 2005). Bagi penghasilan biodiesel, keterpilihan adalah
penghasilan metil ester atau gliserol yang dibahagikan dengan jumlah bahan penghad
iaitu trigliserida yang ditukarkan. Pada skala loji, kajian keterpilihan metil ester dan
gliserol amat penting semasa memilih reaktor dan mengoptimumkan reka bentuk. Ia
membolehkan penetapan konfigurasi reaktor dilakukan menggunakan peralatan
kejuruteraan sistem proses (PSE) seperti kaedah kawasan boleh capai dan reka bentuk
loji. Terdapat banyak peralatan PSE di antaranya pemodelan, proses reka bentuk,
pengoptimuman dan penyepaduan. Dengan adanya kajian ini, masalah pemilihan dan
penetapan konfigurasi reaktor dapat diselesaikan dengan berkesan menggunakan tiga
elemen PSE iaitu pemodelan, reka bentuk dan sintesis rangkaian reaktor.
Kajian simulasi juga telah dibuat untuk menganggar parameter termodinamik
untuk proses penghasilan biodiesel (Chang & Liu 2010; Zong et al. 2010; Zong et al.
2010). Namun, parameter termodinamik yang diperolehi tidak digunakan bersama
keterpilihan produk biodiesel bagi menjalankan reka bentuk loji pada kajian sebelum
ini. Terdapat juga kajian yang menyepadukan pemodelan proses dan reka bentuk
peralatan (Chang & Liu 2010). Selain itu, kajian simulasi proses telah dilakukan bagi
menentukan pencirian proses dan pergantungan terhadap pemboleh ubah reka bentuk
dan operasi. Kajian simulasi proses penghasilan biodiesel juga telah dijalankan
(Zhang et al. 2003; West et al. 2008; Sotoft et al. 2010). Kajian sebelum ini
Page 21
4
melakukan reka bentuk dan simulasi untuk menaikkan skala loji secara terus sahaja
dengan menggunakan pengetahuan penyelidik. Kaedah yang mereka gunakan ini tidak
boleh dipakai untuk menaikkan skala kerana tidak ada pengoptimuman yang dibuat.
Pemilihan proses juga tidak dibuat di dalam kajian sebelum ini. Kaedah yang lebih
sistematik bagi mengetahui pencirian proses dan pergantungan terhadap pemboleh
ubah reka bentuk dan operasi adalah dengan menggunakan elemen PSE iaitu
pengoptimuman astaka proses. Ia menggunakan pendekatan masalah pengaturcaraan
integer campuran tidak linear (MINLP) (Floudas 1995). Dengan adanya kajian ini, ia
dapat menyelesaikan masalah pemilihan proses, rangkaian reaktor dan dapat
menjawab persoalan laluan pemprosesan yang paling optima dengan pendekatan
MINLP. Tambahan pula, kajian ini dapat menyelesaikan penyepaduan dua bahagian
utama dalam pengeluaran biodiesel iaitu reaktor dan pemisahan dengan pendekatan
yang sama. Kaedah perlaksanaan elemen-elemen PSE yang ditunjukkan dalam kajian
ini diyakini berpotensi untuk digunakan di dalam kajian-kajian lain.
1.3 OBJEKTIF KAJIAN
Kajian dilaksanakan berdasarkan objektif berikut:
1. Membangunkan model-model matematik bagi komponen utama loji iaitu
reaktor dan peralatan pemisahan bagi Kes A, B, C dan D menggunakan data
kinetik tindak balas dan termodinamik sedia ada.
2. Membangunkan reka bentuk kes asas bagi proses penghasilan biodiesel secara
selanjar dengan menggunakan mangkin homogen dan heterogen dengan kaedah
reka bentuk hirarki, heuristik dan petua mudah serta teknologi jepitan.
3. Melakukan pengoptimuman proses dengan kaedah astaka dan penyelesaian
menggunakan algoritma pengaturcaraan integer campuran tak linear.
4. Melakukan penyepaduan bahagian tindak balas dan bahagian pemisahan dengan
sintesis rangkaian-reaktor-pemisahan-kitar semula. Objektif ketiga dan keempat
adalah saling berkait rapat dan dijalankan serentak.
Page 22
5
1.4 SKOP KAJIAN
Skop kajian bagi objektif pertama ialah mengumpul maklumat penting seperti tindak
balas yang terlibat, sifat fizik dan kimia bahan-bahan dan data-data termokimia bahan-
bahan serta produk yang terlibat dalam proses penghasilan biodiesel. Tumpuan
pengumpulan data-data diberikan terhadap bahan mentah iaitu minyak, metanol,
pemangkin, asid dan hasil tindak balas transesterifikasi seperti metil ester, gliserol dan
garam. Data-data kinetik yang dikumpul adalah terhad kepada keadaan operasi yang
sama supaya perbandingan dapat dilakukan secara setara. Data kinetik bagi membuat
perbandingan kesan keadaan operasi dikumpulkan bagi tindak balas transesterifikasi
minyak pada suhu 50 °C hingga 70 °C, nisbah molar metanol kepada minyak 3:1 dan
9:1, dan kepekatan mangkin 0.5 wt% dan 1.5 wt%. Data kinetik bagi membuat
perbandingan penggunaan pelbagai jenis suapan minyak dikumpulkan bagi tindak
balas transesetrifikasi daripada minyak biji sesawi, minyak bunga matahari dan
minyak kelapa sawit pada keadaan operasi yang tetap iaitu pada suhu 60 °C, nisbah
molar metanol 6:1dan kepekatan mangkin 1.0 wt%.
Skop kajian bagi objektif kedua adalah membangunkan reka bentuk pintas bagi
unit-unit yang terdapat dalam sistem tindak balas dan sistem pemisahan biodiesel.
Reka bentuk setiap proses dijalankan berdasarkan Kes A, B, C dan D. Kes A ialah
proses penghasilan biodiesel secara selanjar dengan menggunakan mangkin homogen,
Kes B pula adalah proses penghasilan biodiesel secara sesekumpul menggunakan
mangkin homogen, Kes C adalah proses penghasilan biodiesel secara selanjar
menggunakan mangkin heterogen dan Kes D adalah proses penghasilan biodiesel
secara sesekumpul menggunakan mangkin heterogen. Kaedah yang digunapakai
dalam skop kajian objektif ini melibatkan reka bentuk hirarki, heuristik dan petua
mudah. Selain itu, imbangan jisim, imbangan haba dan penyepaduan haba juga
dijalankan untuk Kes A, B, C dan D. Analisis jepitan atas talian digunakan bagi
mendapatkan penyepaduan haba untuk Kes A, B, C, dan D. Skop kajian bagi objektif
kedua turut merangkumi sintesis rangkaian reaktor bagi penghasilan biodiesel
daripada minyak kelapa sawit dengan kaedah kawasan boleh capai. Selain itu, skop
kajian objektif kedua melibatkan penilaian ekonomi untuk Kes A, B, C, dan D. Akan
Page 23
6
tetapi, penilaian yang ditunjukkan terhad kepada Kes A sahaja. Bagi Kes B, C dan D,
penilaian ekonomi dijalankan secara serentak dengan skop kajian ketiga dan keempat.
Skop kajian bagi objektif ketiga adalah membangunkan formula matematik
berdasarkan astaka proses untuk tujuan pengoptimuman proses pengeluaran biodiesel.
Astaka proses dibina berdasarkan laluan pemprosesan biodiesel yang diberikan oleh
Kes A, B, C, dan D. Reka bentuk peralatan dan penilaian ekonomi seperti terdapat
dalam skop objektif kedua dijalankan dengan menggunakan MATLAB bagi Kes A,
B, C, dan D. Formula matematik yang dibangunkan akan diselesaikan dengan
algoritma pengaturcaraan integer campuran tak linear. Penyelesaian dicari dengan
menggunakan simulasi komputer MATLAB. Fungsi objektif yang ditetapkan adalah
meminimakan kos pengeluaran tahunan biodiesel.
Skop kajian bagi objektif ketiga dan objektif keempat adalah saling berhubung
kait. Skop bagi objektif keempat ialah menjalankan sintesis rangkaian reaktor-
pemisah-kitar semula yang turut menggabungkan kedua-dua sistem tindak balas dan
pemisahan bagi Kes A, B, C, dan D.
1.5 GARIS KASAR TESIS
Tesis ini merangkumi bab 1 hingga bab 8. Bab 1 adalah berkaitan tentang pengenalan
yang merangkumi latar belakang kajian dan objektif-objektif kajian. Bab 2 mengulas
sorotan kajian tentang kejuruteraan sistem proses dalam proses penghasilan biodiesel.
Ia termasuklah sorotan kajian mengenai model proses dan reka bentuk produk,
pemodelan kinetik tindak balas, simulasi proses dan pengoptimuman proses. Bab 3
menerangkan tentang kaedah keseluruhan kajian ini dijalankan. Bab 4 pula mengulas
tentang pembangunan model kinetik dalam pengeluaran biodiesel dan bagaimana
mendapatkan keterpilihan metil ester yang terbaik. Bab 5 pula menerangkan tentang
reka bentuk setiap unit yang terdapat dalam sistem penghasilan biodiesel serta
anggaran kos. Selain itu, terdapat juga sintesis rangkaian reaktor yang mengguna
pakai kaedah kawasan boleh capai. Bab 6 menerangkan tentang imbangan jisim,
imbangan haba dan penyepaduan tenaga yang dilakukan menggunakan kaedah jepitan.
Bab 7 pula menjelaskan proses pengoptimuman iaitu melibatkan pembangunan astaka
Page 24
7
proses dan penyepaduan sistem tindak balas dan pemisahan. Akhir sekali, bab 8
menyimpulkan secara am kesemua bab yang terdapat dalam tesis serta mengandungi
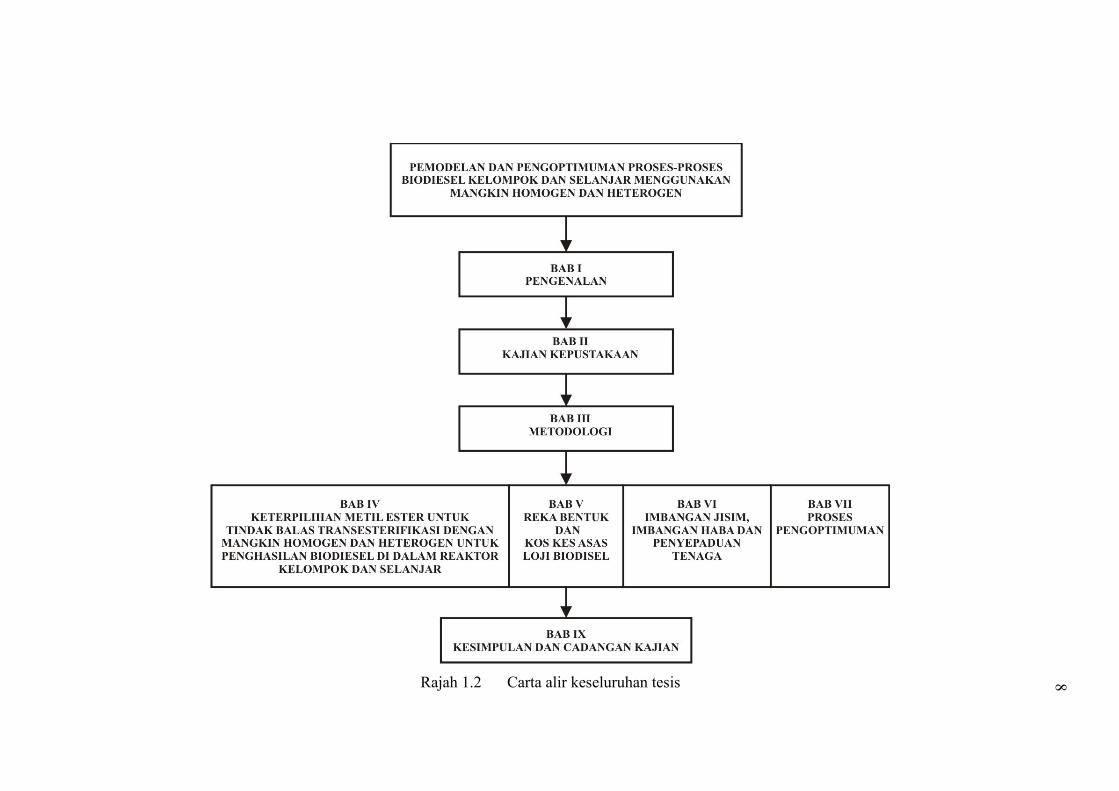
cadangan bagi kajian untuk masa hadapan. Rajah 1.2 menunjukkan carta carta alir
keseluruhan tesis.
Page 25
Rajah 1.2 Carta alir keseluruhan tesis 8
Page 26
BAB II
KAJIAN KEPUSTAKAAN
2.1 PENGENALAN
Bahan api fosil setakat ini masih kekal sebagai sumber tenaga utama dunia. Terkini,
pengeluaran bahan api fosil telah mencecah sehingga 79% jika dibandingkan dengan
sumber-sumber tenaga lain seperti yang tertera pada Rajah 2.1 (EIA 2011). Walaupun
begitu, permintaan terhadap bahan api fosil sebagai sumber tenaga utama adalah
melebihi pengeluarannya disebabkan peningkatan penggunaan bahan api tersebut
sebanyak 83 % pada November 2010.
Rajah 2.1 Pengeluaran dan penggunaan tenaga utama dunia pada November 2010,
setiap sumber
Sumber: EIA 2011
29.9 29.4
19.3 11.0 10.5
37.5
25.6 19.7
8.8 8.4
0
10
20
30
40
50
60
70
80
90
100
Gas asli Arang Minyak
mentah dan
cecair gas asli
kilang
Tenaga boleh
diperbaharui
Nuklear
Per
atu
s
Pengeluaran tenaga Penggunaan tenaga
Page 27
10
Penggunaan bahan api fosil boleh memberikan kesan-kesan yang buruk
terutamanya terhadap alam sekitar. Pembakaran bahan api fosil boleh meningkatkan
pembentukan karbon dioksida dan produk sampingannya di lapisan atmosfera, dan
secara signifikan menyebabkan penipisan lapisan ozon serta meningkatkan pemanasan
global. Perkara ini jelas menunjukkan bahawa pelepasan karbon dan produk
sampingannya berkadar langsung dengan penggunaan tenaga. Lapisan ozon yang
mudah terjejas akan menipis sejajar dengan pertumbuhan perindustrian yang pesat.
Seperti yang ditunjukkan dalam Rajah 2.2, penggunaan tenaga yang berkaitan dengan
pelepasan karbon dioksida akan bertambah secara beransur-ansur sehingga tahun
2035 (EIA 2011).
Rajah 2.2 Tenaga yang berkaitan dengan pengeluaran karbon dioksida AS dari
1990 hingga 2035
Sumber: EIA 2011
Penggunaan tenaga pastinya meningkat pada masa hadapan selari dengan
peningkatan populasi (Rajah 2.3) (EIA 2011). Oleh yang demikian, adalah perlu untuk
mencari tenaga alternatif yang lain bagi menggantikan kebergantungan terhadap
bahan api fosil dan tenaga yang boleh diperbaharui merupakan salah satu pilihan yang
baik. Angin, hidro, solar, biomas, bahan api bio, geoterma, dan tenaga lautan adalah di
Page 28
11
antara sumber-sumber tenaga yang boleh diperbaharui yang boleh membekalkan
tenaga untuk penjanaan tenaga elektrik dan sektor pengangkutan. Sumber-sumber
tenaga yang tulen ini merupakan alternatif dan pada masa yang sama boleh
menyelamatkan alam sekitar dan mengurangkan pergantungan terhadap bahan api
fosil.
Rajah 2.3 Unjuran penggunaan tenaga dunia, 2003 hingga 2030
Sumber: EIA 2011
Kejuruteraan sistem proses (PSE) telah lama diiktiraf sebagai satu kaedah yang
berpotensi untuk mereka bentuk dan mengoperasi loji proses kimia dengan cekap dan
mampan. Ia adalah proses yang menyeluruh, berulang-ulang dan memberikan
penyelesaian masalah (Press 2001). PSE memberikan penyelesaian kepada
444
538
594
647
702
761
0
100
200
300
400
500
600
700
800
2003 2010 2015 2020 2025 2030
Jou
le (
10
18)
Tahun
Page 29
12
kejuruteraan sistem yang kompleks dengan menggunakan peralatan dan teknik yang
berdaya maju untuk mengurus dengan lebih baik serta memahami tahap kerumitan
sistem tersebut. Kajian kepustakaan ini akan mengulas setiap aspek yang terdapat di
dalam kejuruteraan sistem seperti pembangunan model, reka bentuk, simulasi dan
pengoptimuman serta gabungan aspek-aspek ini yang boleh digunapakai bagi
menambah baik proses penghasilan biodiesel.
2.2 PENGHASILAN BIODIESEL
Biodiesel adalah bahan api bio yang biasa digunakan di Eropah dan antarabangsa
disebabkan sifat ketersediaan dan pembaharuannya. Biodiesel adalah bahan api diesel
yang diperolehi daripada sumber-sumber yang tulen dan boleh diperbaharui;
digunakan dalam enjin disel serta memenuhi spesifikasi ASTM D 6751. Ia dihasilkan
daripada minyak dan lemak, terdiri daripada metil atau etil ester. Beberapa kaedah
telah digunapakai untuk mengubah minyak dan lemak kepada biodiesel seperti
pirolisis, mikroemulsi dan transesterifikasi. Proses tindak balas transesterifikasi
minyak dan lemak adalah kaedah biasa yang digunakan untuk menghasilkan biodiesel.
Mangkin asid, alkali dan enzim selalunya digunakan sebagai mangkin untuk proses
tersebut. Proses tindak balas transesterifikasi adalah tindak balas berbalik, seperti
ditunjukkan pada Rajah 2.4. Amaun alkohol yang berlebihan dapat membantu
mempercepatkan penukaran gliserida.
Rajah 2.4 Transesterifikasi trigliserida dengan alkohol
Sumber: www.absoluteastronomy.com 2012
Page 30
13
Biodiesel boleh dihasilkan daripada pelbagai bahan mentah. Contoh bahan
mentah untuk menghasilkan biodiesel adalah seperti badam, andiroba
(Carapaguianensis), babassu (Orbignia sp.), barli, camelina (Camelina sativa),
kelapa, kopra, cumaru (Dipteryxodorata), Cynaracardunculus, minyak ikan, kacang
tanah, Jatropha curcas, karanja (Pongamiaglabra), laurel, Lesquerellafendleri,
Madhucaindica, microalgae (Chlorella vulgaris), oat, piqui (Caryocar sp.), benih
popi, beras, biji getah, bijan, sorghum, benih tembakau, dan gandum (Pinto et al.
2005). Antara pilihan popular minyak sayuran untuk biodiesel ialah minyak kacang
soya (Liang et al. 2009; Colombo et al. 2015; Du et al. 2015), sisa minyak masak
(Olutoye & Hameed 2011; Alhassan et al. 2015; Boz et al. 2015; Mahesh et al. 2015),
minyak biji sesawi (Kwiecien et al. 2009; Liang 2014; Mierczynski et al. 2014),
minyak sawit (Narvàez et al. 2007; Subramani & Muthukumar 2014), minyak bunga
matahari (Antolín et al. 2002; Reyero et al. 2015); dan kanola (Cheng et al. 2010;
Hong et al. 2014; Kwon et al. 2015), jagung (Rasimoglu & Temur 2014; Shuzhen et
al. 2014), zaitun (Sanchez & Vasudevan 2006; Knothe 2013) dan minyak biji rami
(Cazarolli et al. 2014; Shah et al. 2014).
Walaupun biodiesel boleh dihasilkan daripada pelbagai bahan mentah, proses-
proses pengeluarannya mungkin berbeza bergantung kepada sifat-sifat minyak.
Biodiesel yang dihasilkan daripada bahan mentah yang mengandungi asid lemak yang
tinggi biasanya memerlukan proses pra-rawatan yang dinamakan esterifikasi sebelum
proses transesterifikasi (Moghaddam et al. 2010). Oleh itu, ciri-ciri penting trigliserida
seperti nilai asid lemak, nilai saponifikasi dan kandungan air perlu dipertimbangkan
bagi menentukan kaedah yang sesuai bagi penyediaan biodiesel.
Selain daripada itu, jika minyak mentah digunakan sebagai bahan mentah
biodiesel, minyak tersebut perlu melalui proses penyahgaman asid, dan penapisan
alkali; diikuti oleh proses pengeringan sebelum melalui pengesteran dan tindak balas
transesterifikasi.
Secara konvensional, transesterifikasi trigliserida menggunakan mangkin alkali
homogen seperti natrium hidroksida, natrium metoksida, kalium hidroksida, natrium
amida, natrium hidrida, kalium anida dan kalium hidrida (Vicente et al. 2004; Rashid
Page 31
14
& Anwar 2008; Keera et al. 2011). Kadar tindak balas transesterifikasi dengan
mangkin asid homogen adalah lebih perlahan daripada pemangkinan alkali (Freedman
et al. 1984). Contoh asid homogen ialah asid sulfurik, asid fosforik, asid hidroklorik
atau asid sulfonik organik. Pemangkin jenis ini sesuai untuk pengeluaran biodiesel
apabila transesterifikasi dengan bahan mentah kos rendah seperti sisa minyak masak
atau minyak biji Zanthoxylumbungeanum (ZSO) digunakan (Canakci & Van Gerpen
1999; Jain & Sharma 2010). Bahan mentah kos rendah yang dimaksudkan adalah
minyak masak terpakai, lemak haiwan, stok sabun atau gris yang memiliki kandungan
asid lemak bebas, FFA yang tinggi iaitu di antara 10-25% (Canakci & Van Gerpen
2001; Canakci & Sanli 2008). Selain daripada mangkin homogen, penggunaan
mangkin heterogen bagi pengeluaran biodiesel juga telah dilaporkan baru-baru ini
(Semwal et al. 2011).
Kelebihan menggunakan mangkin asas heterogen adalah mangkin jenis ini
bersifat tidak menghakis dan mudah dipisahkan daripada produk cecair. Selain itu,
mangkin asid heterogen boleh digunakan dalam pengeluaran biodiesel bagi minyak
yang mengandungi jumlah yang tinggi asid lemak bebas. Walau bagaimanapun,
mangkin jenis ini adalah asid hidrofilik dan biasanya mempunyai kadar tindak balas
yang perlahan. Oleh itu, tindak balas memerlukan suhu dan tekanan yang lebih tinggi
dan masa yang lebih lama (Endalew et al. 2011). Selain itu juga, tindak balas
transesterifikasi boleh dimangkin oleh enzim yang sering menggalakkan tindak balas
seperti lipase. Mangkin-mangkin seperti Nozoym 435, Candida rugosa,
Rhizopusoryzae, Geotrichum sp. dan Penicilliuexpansum lipase adalah di antara
mangkin enzim yang biasanya digunakan untuk penghasilan biodiesel (Lee et al.
2011; Yan et al. 2011).
Terkini, penghasilan biodiesel dengan kaedah supergenting telah menarik minat
para penyelidik disebabkan kaedah terbaru ini didapati dapat mengurangkan masa
tindak balas daripada beberapa jam kepada beberapa minit dengan ketiadaan mangkin.
Penukaran minyak ke metil ester melalui kaedah ini telah terbukti dapat disiapkan
dalam masa tiga minit, dengan kadar tindak balas lebih pantas kira-kira dua darjah
magnitud (Deshpande et al. 2010). Penghasilan biodiesel dengan kaedah ini
memerlukan suhu tindak balas yang tinggi di antara 200-550 °C, tekanan tinggi dan
Page 32
15
nisbah molar metanol kepada minyak yang lebih tinggi. Bagi tindak balas
transesterifikasi bermangkin, kehadiran air perlu dielakkan tetapi untuk kaedah
supergenting, kehadiran air tidak menunjukkan kesan-kesan negatif kepada
pembentukan metil ester (Demirbas 2006).
2.3 PEMBANGUNAN MODEL PENGELUARAN BIODIESEL
2.3.1 Model Proses dan Reka Bentuk Produk
Terdapat dua pendekatan yang boleh digunakan untuk reka bentuk loji pemprosesan
biodiesel dan penyepaduan. Pendekatan reka bentuk yang pertama bermula dengan
keterpilihan sebuah reaktor dan seterusnya menambah sistem pemisahan dan kitaran
semula. Pada setiap peringkat, keputusan perlu dibuat berdasarkan maklumat yang
diperolehi daripada peringkat tersebut. Pendekatan ini adalah berdasarkan heuristik
atau peraturan ibu jari yang dibangunkan daripada pengalaman pereka bentuk. Satu
lagi pendekatan dalam mereka bentuk loji pemprossesan biodiesel adalah dengan
astaka proses. Ia dilakukan dengan menerapkan kesemua pilihan dan saling hubung
yang sesuai sebagai calon-calon untuk reka bentuk struktur yang optima. Ciri-ciri
tambahan disertakan dalam reka bentuk bagi memastikan semua ciri yang sewajarnya
termasuk dalam sebahagian daripada penyelesaian optima. Setelah itu, mana-mana ciri
yang didapati tidak sesuai disingkir daripada struktur yang telah dibina (Smith 2005).
Sebuah reka bentuk loji biodiesel daripada sisa minyak masak telah dijalankan
oleh Zhang et al. (2003). Prestasi loji tersebut telah dinilai dengan mangkin alkali dan
asid. Proses-proses yang terdapat di dalam penghasilan adalah esterifikasi,
transesterifikasi, pemulihan metanol, pembasuhan dan penulenan asid lemak metil
ester (FAME). Kajian yang sama dilakukan oleh Tapasvi et al. (2004), tetapi mereka
menggabungkan imbangan bahan dan haba di model proses. Model yang dibina boleh
digunakan untuk kajian ekonomi untuk pengeluaran biodiesel. Minyak kacang soya
dan kanola telah dibandingkan dari segi pengeluaran proses. Keputusan kajian mereka
menunjukkan bahawa kanola memberikan pengeluaran proses yang lebih tinggi
berbanding minyak kacang soya.
Page 33
16
Satu model proses bersepadu dan reka bentuk produk pembuatan biodiesel telah
dijalankan oleh Chang dan Liu (2010). Penyelidikan mereka tertumpu kepada
pencirian suapan minyak, anggaran ciri-ciri termo fizik, kinetik tindak balas,
keseimbangan fasa untuk pemisahan dan unit-unit penulenan, dan ramalan kualiti
bahan api biodiesel. Mereka menggunakan proses transesterifikasi bermangkinkan
alkali dan meramalkan prestasi reaktor dan pemisah, keadaan aliran dan kualiti produk
menggunakan pelbagai bahan mentah. Satu penyelidikan lanjut mengenai sistem
keseimbangan fasa untuk pengeluaran biodiesel telah dijalankan oleh Oliveira et al.
(2010) untuk menentukan keseimbangan campuran cecair-cecair multikomponen yang
mengandungi alkohol, gliserol, dan asid lemak ester dalam proses pengeluaran dan
penulenan. Mereka menggunakan persamaan keadaan kiub-tambah-gabungan untuk
menganggar parameter interaksi binari. Penyelidikan lain yang menggunakan
persamaan keadaan Peng-Robinson telah dijalankan oleh Tang et al. (2006) untuk
menentukan sistem-triolein binari metanol pada suhu dan tekanan yang pelbagai.
Berbeza dengan kajian sebelum ini, Zong et al. (2010) menekankan kekurangan
model dan bank data untuk menganggar sifat termo fizikal minyak sayuran dan
campuran. Oleh itu, Zong et al. (2010) telah menggunakan sifat komponen tulen
trigliserida untuk memodelkan proses pengeluaran biodiesel. Kaedah yang digunakan
ialah pendekatan pemodelan berasaskan pecahan unsur, mengenal pasti parameter
pecahan tertentu, hubung kait antara parameter dan menganggarkan kesan ikatan
ganda dua. Selepas itu, pendekatan yang sama telah digunakan untuk penganggaran
sifat termo fizik untuk mono dan digliserida (Zong et al. 2010). Hasilnya, set data
yang diperolehi berhasil untuk menyediakan sifat termo fizikal untuk pemodelan
proses dan reka bentuk, simulasi, dan pengoptimuman proses pengeluaran biodiesel.
Reka bentuk dan operasi loji kimia yang menggabungkan elemen kemampanan
kini diperlukan kerana ia menggalakkan penggunaan tenaga dan bahan buangan yang
minimum. Baru-baru ini, kajian menunjukkan bahawa penggabungan elemen-elemen
kemampanan ke dalam pendekatan PSE mampu meningkatkan keuntungan loji kimia.
Halim dan Srinivasan (2011) menggunakan kombinasi pendekatan PSE berbeza iaitu
simulasi dan pengoptimuman dalam pembangunan rangka kerja untuk menjana reka
bentuk yang mampan dan operasi alternatif. Inisiatif untuk loji proses kimia ini
Page 34
17
memberi tumpuan kepada pengurangan sisa dalam loji proses. Kaedah-kaedah yang
digunakan adalah simulasi pengoptimuman rangka kerja berasaskan pengetahuan, dan
integrasi heuristik berasaskan diagnosis sisa dengan simulasi proses dan
pengoptimuman matematik (Halim & Srinivasan 2011).
Myint dan El-Halwagi (2009) telah menjalankan analisis proses dan
pengoptimuman pengeluaran biodiesel daripada minyak kacang soya melalui aktiviti-
aktiviti saling berkait seperti proses reka bentuk dan simulasi. Mereka melakukan
kajian simulasi bagi beberapa senario konfigurasi pemisahan. Tujuannya adalah untuk
mendapatkan interaksi di antara bahan; kelakuan pemisahan dengan menggunakan
pelbagai jumlah agen-agen pemisahan. Bagi loji pengeluaran biodiesel yang mampan,
Myint dan El-Halwagi (2009) telah mengenalpasti beberapa peluang untuk integrasi
proses dan meminimumkan kos, dan melakukan simulasi dengan pelbagai proses
integrasi jisim. Mereka turut menjalankan anggaran kos modal, analisis keuntungan
dan analisis kepekaan. Begitu juga, Elms dan El-Halwagi (2010) juga menjalankan
reka bentuk dan pengoptimuman proses biodiesel dan menganggarkan kos modal dan
kos operasi. Mereka juga membuat anggaran pelepasan karbon dioksida semasa reka
bentuk proses biodiesel dengan mengambil kira kesan dasar emisi gas rumah hijau
(GHG). Ringkasnya, pendekatan yang sistematik dalam reka bentuk proses
pengeluaran biodiesel bagi setiap kesan dasar gas rumah hijau telah menyediakan satu
peralatan membuat keputusan yang terbaik bagi pembuat dasar dan pengeluar.
2.3.2 Pemodelan Kinetik Tindak Balas
Model proses memerlukan kinetik tindak balas kerana ianya menyediakan parameter
yang berguna iaitu tenaga pengaktifan dan pemalar kadar tindak balas untuk
menganggar tindak balas lanjutan pada sebarang masa di bawah keadaan tertentu.
Pelbagai kajian kinetik telah dijalankan untuk menggambarkan kinetik pengeluaran
biodiesel menggunakan pelbagai jenis mangkin dan keadaan proses (Noureddini &
Zhu 1997; Kusdiana & Saka 2001; Minami & Saka 2006; Narvàez et al. 2007;
Joelianingsih et al. 2008). Data kinetik yang diperolehi biasanya bergantung kepada
faktor yang telah ditentukan terlebih dulu seperti jenis reaktor yang digunakan, bahan
Page 35
18
mentah, jenis mangkin, dan keadaan tindak balas seperti suhu dan kepekatan mangkin.
Langkah - langkah tindak balas ditunjukkan pada persamaan pada Bab 4.
2.3.3 Reaktor-Reaktor Biodiesel dan Sintesis Rangkaian Reaktor
Pelbagai jenis reaktor biodiesel telah digunakan dalam loji pengeluaran biodiesel
samada dengan sistem selanjar atau sesekumpul. Pemprosesan biodiesel secara sistem
sesekumpul telah dilakukan oleh Sakai et al. (2009) menggunakan mangkin homogen
dan heterogen untuk pengeluaran biodiesel daripada minyak masak terpakai dengan
julat pengeluaran sebanyak 500 liter sehari hingga 50,000 liter sehari. Mereka telah
menggunakan KOH sebagai mangkin homogen dan CaO sebagai mangkin heterogen
dan kemudiannya menilai kos kedua-dua proses. Selain itu, reaktor sesekumpul juga
digunakan dalam pengeluaran biodiesel yang melibatkan proses supergenting alkohol
(Valle et al. 2010).
Selain daripada itu, reaktor selanjar turut digunakan dalam pengeluaran
biodiesel (He et al. 2007; Behzadi & Farid 2009). Avellaneda et al. (2010)
membandingkan tindak balas selanjar dengan sesekumpul untuk pengeluaran biodiesel
daripada minyak masak terpakai. Bagi pengeluaran selanjar, mereka menggunakan
reaktor jenis helikoidal yang dilengkapi dengan beberapa siri panjang lingkaran yang
disambungkan dengan lekapan empat keluaran. Lekapan tersebut membolehkan setiap
lingkaran bersambung dengan lekapan yang lain serta menghubungkan satu injap
untuk mengambil sampel cecair dalaman dan pengganding suhu untuk mengukur
suhu. Rajah 2.5 menunjukkan konfigurasi ringkas bagi reaktor helikoidal yang
ditenggelamkan di dalam rendaman air. Untuk perbandingan, biodiesel yang terhasil
menggunakan reaktor helikoidal mempunyai ciri yang sama dengan biodiesel yang
dihasilkan secara sesekumpul di bawah keadaan yang disarankan tetapi masa tindak
balas adalah jauh lebih perlahan apabila menggunakan reaktor helikoidal.
Page 36
19
Rajah 2.5 Kedudukan siri lingkaran yang terdapat ada reaktor helikoidal.
Sumber: Avellaneda et al. 2010
Selain daripada kajian tersebut, terdapat kajian yang menggunakan reaktor
membran (Dubé et al. 2007), reaktor turus gelembung (Joelianingsih et al. 2008),
reaktor saluran mikro zig-zag (Wen et al. 2009), reaktor aliran jet teraduk (Reyes et al.
2010) dan reaktor lapisan terpadat (Hama et al. 2007; Hsieh et al. 2010; Wang et al.
2011) untuk menghasilkan biodiesel. Jadual 2.1 menunjukkan perbandingan
penghasilan biodiesel menggunakan pelbagai jenis reaktor.
Page 37
20
Jadual 2.1 Rumusan perbandingan penghasilan biodiesel menggunakan beberapa
jenis reaktor
Rujukan Jenis
Reaktor
Ciri-ciri Keadaan Tindak
Balas
Kelebihan
Reaktor
Dubé et al.
2007
Reaktor
Membran
Isipadu: 300 mL
Dilengkapi dengan
membran karbon,
pam dan penukar
haba.
Saiz liang membran:
0.05 µm
Diameter dalaman
membran: 6 mm
Diameter luaran
membran: 8 mm
Panjang membran:
120 mm
Luas permukaan
membran: 0.022m2
Tekanan: 138 kPa
Suapan: Minyak
kanola
Suhu: 333-343 K
Masa tindak balas:
6 jam
Mangkin: 0.5-6 wt
% asid sulfurik
Memudahkan
proses penulenan
metil ester.
Menyediakan
halangan fasa
untuk had
kehadiran
trigliserida dan
lipid yang tidak
bertindakbalas
dalam produk
akhir.
Joelianingsih
et al. 2008
Reaktor
Turus
Gelembung
Isipadu: 500 mL
Dilengkapi dengan
ayak pemeluwap
molekul, pam, tab
timah dan turus
penghidratan
metanol.
Suapan: Minyak
sawit bertapis
Suhu: 523-563 K
Tekanan metanol
superpanas:
0.1Mpa
Suhu metanol
superpanas: 503-
533 K
Kadar alir suapan
metanol
superpanas: 4
g/min
Menampung
proses
metanolisis
superpanas.
Reyes et al.
2010
Reaktor
Aliran Jet
Teraduk
Isipadu: 9000 mL
Dilengkapi dengan
pam dan unit
pemanasan.
Suapan: Adunan
minyak biji soya
dan minyak bunga
matahari.
Suhu: 363 K
Masa tindak balas:
1 jam
Mangkin: 1 wt %
sodium hidroksida
Menawarkan
suntikan dua
aliran jet dan
mempunyai
peredaran aliran.
Hama et al.
2007
Reaktor
Lapisan
Terpadat
Isipadu: 196 mL
Dilengkapi dengan
pam peristalsis, turus
kaca tiub TYGON
yang dipenuhi
dengan zarah kuboid
poliuritana sokongan
biojisim yang
mengandungi sel
kering R. oryzae.
Suapan: Minyak
soya
Suhu: Bilik
Menjalankan
proses
ultrasonikasi
Menawarkan
metanolisis
sesekumpul
dengan
biomangkin
seluruh-sel.
Page 38
21
Hampir kesemua jenis reaktor yang dikaji mampu menghasilkan biodiesel yang
mempunyai ketulenan tinggi iaitu melebihi 90 % kandungan metil ester untuk keadaan
yang dinyatakan. Di antara reaktor tersebut, reaktor membran didapati memberikan
proses metanolisis yang tidak memerlukan proses hiliran. Bagaimanapun, reaktor
tersebut adalah pada skala makmal dan masih berada pada tahap kajian. Kajian
lanjutan yang lebih fokus pada analisis kinetik, analisis kos, dan kajian kawalan sistem
adalah disarankan bagi industri pengeluaran biodiesel.
Sintesis rangkaian reaktor dijalankan bagi mengetahui rangkaian reaktor yang
paling optima bagi proses penghasilan biodiesel. Kaedah kawasan boleh capai adalah
kaedah grafik yang digunakan bagi menentukan keseluruhan kawasan kepekatan yang
tersaur. Kawasan kepekatan dihasilkan daripada graf kepekatan produk melawan
reaktan yang diplot. Konfigurasi reaktor akan diketahui melalui kawasan yang
dibataskan oleh lengkungan-lengkungan yang dilukis. Kaedah ini telah diasaskan
oleh Horn (1964). Setelah itu, ia dibangunkan oleh Glasser dan Hildebrant (1997).
Fogler (1999) dan Biegler (1997) telah membincangkan kaedah tersebut, yang mana ia
lebih fokus kepada kaedah perlaksanaan sintesis rangkaian rektor. Lakshmanan dan
Biegler (1996) menyatakan terdapat dua strategi pengaturcaraan matematik yang
signifikan untuk sintesis rangkaian reaktor iaitu pengoptimuman astaka dan kaedah
mensasarkan. Menurut karya mereka, untuk strategi mensasarkan, satu percubaan
dilakukan untuk mendapatkan batasan yang boleh dicapai terhadap indeks prestasi
sistem tanpa mengira konfigurasi sebenar sesebuah reaktor. Satu fungsi umum
diwakilkan untuk membina model bagi keseluruhan keadaan tindak balas dan
pencampuran. Batasan kemudiannya diwujudkan berdasarkan had yang ditentukan
oleh kinetik tindak balas terhadap kawasan kepekatan yang terdapat pada keadaan
tindak balas dan pencampuran. Menurut mereka juga, kaedah kawasan boleh capai
adalah lengkungan kepekatan berbentuk cembung yang boleh dicapai bermula
daripada titik suapan bagi tindak balas dan pencampuran. Hildebrant dan Biegler
(1995) turut melaporkan kajian yang sama tetapi telah meneroka rangkaian reaktor
dengan menggabungkan tindak balas dengan proses-proses yang lain. Rooney et al.
(2000) telah mencadangkan satu algoritma bagi mendapatkan calon kawasan boleh
capai dengan melukiskan beberapa siri kawasan boleh capai dua dimensi pada
keadaan subruang. Kajian mereka menggunakan gabungan beberapa siri kawasan
Page 39
22
boleh capai dua dimensi untuk membina kawasan boleh capai yang mempunyai
dimensi yang lebih besar.
Burri et al. (2002) mencadangkan satu pendekatan alternatif bagi sintesis
rangkaian reaktor yang optima iaitu pendekatan keadaan ruang dimensi tak terhingga
(IDEAS) bagi menyelesaikan dimensi lebih tinggi tanpa perlu membina kawasan
boleh capai. Hasil kajian mereka memberikan penyelesaian global untuk rangkaian
reaktor yang dihasilkan. Selain itu, Davis et al. (2008) dalam kajian mereka telah
mengggunakan pendekatan IDEAS yang sama dengan Burri et al. (2002) bagi melukis
kawasan boleh capai untuk rangkaian reaktor sesekumpul pada keadaan tak mantap.
Terkini pula, Ming et al. (2013) membincangkan bagaimana memperoleh struktur
sesekumpul daripada kawasan boleh capai struktur selanjar. Kajian lepas oleh Bedenik
et al. (2007) telah menukarkan kawasan boleh capai kepada kawasan ekonomi dengan
menggabungkan kriteria pengoptimuman ekonomi serta menyelesaikan permasalahan
multi dimensi. Aplikasi kaedah kawasan boleh capai terhadap proses penghasilan
bioetanol telah dijalankan oleh Scott et al. (2013) yang menggunakan kaedah grafik
ini untuk mengoptimumkan masa mastautin rangkaian reaktor. Kajian mereka
merangkumi dua proses utama iaitu hidrolisi enzim dan fermentasi dan hasil kajian
mereka mendapati bahawa kaedah kawasan boleh capai mampu menguruskan
pelbagai spesis dan tindak balas.
2.4 SIMULASI PROSES
Kajian simulasi proses menyediakan kaedah yang mudah untuk menentukan pencirian
proses dan pergantungan terhadap pemboleh ubah reka bentuk dan operasi (Myint &
El-Halwagi 2009). Proses simulasi bermula dengan penentuan komponen kimia, dan
pemilihan model termodinamik yang sesuai. Setelah itu, unit operasi, keadaan suapan
dan kapasiti loji perlu ditetapkan. Kebanyakan data komponen boleh diperolehi di
dalam simpanan perisian. Namun, jika data komponen tertentu tiada dalam simpanan
perisian, pendaftaran komponen boleh dilakukan dengan memperkenalkan komponen
tersebut sebagai komponen kimia yang baru.
Page 40
23
García et al. (2010) menjalankan kajian simulasi bagi menganggar sifat
biodiesel ternormal menggunakan pelbagai bahan mentah dengan menggunakan
perisian Aspen HYSYS. Mereka membandingkan keputusan yang diperolehi dengan
ujikaji yang lepas dari segi pakej termodinamik yang digunakan. Pakej termodinamik
yang digunakan adalah seperti pakej dua cecair tidak rawak (NRTL), pakej Redlich-
Kwong-Soave, (SRK), pakej kimia separa universal (UNIQUAC), pakej pekali aktiviti
kumpulan fungsi UNIQUAC (UNIFAC) dan kombinasi pakej yang tersebut. Mereka
mendapati bahawa model ramalan hampir menyamai data eksperimen. Berbeza
dengan García et al. (2010), Zhang et al. (2003) melakukan simulasi loji biodiesel
daripada sisa minyak masak dengan menggunakan pelbagai jenis mangkin. Rajah 2.6
menunjukkan gambar rajah aliran proses simulasi pengeluaran bahan api biodiesel
yang dijalankan oleh Zhang et al. (2003) menggunakan perisian HYSYS.Plant
NetVers 2.1.3. Mereka menjalankan transesterifikasi bermangkin alkali dan asid.
Dalam kajian mereka, reka bentuk loji biodiesel dijalankan, dan kemudian
disimulasikan menggunakan model termodinamik sedia ada. Simulasi menunjukkan
bahawa untuk proses transesterifikasi bermangkinkan alkali menggunakan minyak
masak tulen untuk menghasilkan biodiesel, jumlah air yang betul boleh membawa
kepada pemisahan FAME dan fasa gliserol yang hampir lengkap. Tindak balas
transesterifikasi bermangkinkan asid yang dijalankan oleh Zhang et al. (2003)
menggunakan suhu tindak balas 80 °C, tekanan 400 kPa, nisbah molar metanol
kepada minyak 50:1 yang lebih tinggi daripada transesterifikasi bermangkinkan alkali.
Di samping itu, proses penyingkiran asid juga digunakan.
Sama seperti kajian simulasi yang dijalankan oleh Zhang et al. (2003), simulasi
proses juga telah dijalankan oleh Sotoft et al. (2010) untuk pengeluaran biodiesel
menggunakan enzim sebagai mangkin. Rajah 2.7 menunjukkan gambar rajah aliran
proses simulasi pengeluaran bahan api biodiesel yang dijalankan oleh Sotoft et al.
(2010). Perbandingan telah dibuat antara proses dengan kewujudan atau ketiadaan
bersama pelarut. Dalam kajian mereka, Sotoft et al. menggunakan 3 reaktor tangki
teraduk selanjar (RTTS) dengan sesiri dan simulasi dibuat menggunakan perisian
komputer Aspen Plus 2006.5 dan Aspen Icarus Process Evaluator 2006.5. Hasil kajian
menunjukkan pengeluaran biodiesel yang menggalakkan untuk operasi melibatkan
enzim bebas pelarut. Sebaliknya, Kaewcharoensombat et al. (2011) melakukan
Page 41
24
simulasi proses biodiesel daripada pelbagai bahan mentah. Mereka menggunakan sisa
minyak masak, minyak biji sesawi dan minyak Jatropha sebagai bahan mentah dalam
tindak balas transesterifikasi bermangkin alkali. Mereka memperoleh biodiesel
berketulenan tinggi iaitu 99.9% apabila proses ini disimulasi menggunakan
pensimulasi proses Aspen Plus.
Rajah 2.8 menunjukkan gambar rajah aliran proses simulasi pengeluaran bahan
api biodiesel yang dijalankan oleh West et al. (2008). Mereka melakukan simulasi
proses biodiesel menggunakan pelbagai jenis mangkin seperti sodium hidroksida, asid
sulfurik, dan timah (II) oksida (SnO) yang juga termasuk simulasi proses
supergenting. Mereka menggunakan perisian HYSYS Plant NetVer 3.2, dan
mendapati bahawa semua proses simulasi mampu mencapai gred biodiesel ASTM D
6751.
Page 42
200
RUJUKAN
AbsoluteAstronomy.com. 2012. Biodiesel production.
www.absoluteastronomy.com/topics/Biodiesel_production
Al-Hamamre, Z. & J. Yamin 2014. Parametric study of the alkali catalyzed
transesterification of waste frying oil for Biodiesel production. Energy
Conversion and Management 79: 246-254.
Alexandre, C. D. & C. S. Bildea. 2008. Chemical Process Design-Computer-Aided
Case Studies Ed. ke-1. Jerman: Wiley VCH.
Alhassan, F. H., U. Rashid & Y. H. Taufiq-Yap 2015. Synthesis of waste cooking oil-
based biodiesel via effectual recyclable bi-functional Fe2O3MnOSO4 2-/ZrO2
nanoparticle solid catalyst. Fuel 142: 38-45.
Antoine, C. 1888. Vapor Pressure: a new relationship between presure and
temperature. Comptes Rendus des Séances de l'Académie des Sciences 107:
681–684, 778–780, 836–837.
Antolín, G., F. V. Tinaut, Y. Briceño, V. Castaño, C. Pérez & A. I. Ramírez 2002.
Optimisation of biodiesel production by sunflower oil transesterification.
Bioresource Technology 83(2): 111-114.
Araujo, V. K. W. S., S. Hamacher & L. F. Scavarda 2010. Economic assessment of
biodiesel production from waste frying oils. Bioresource Technology 101(12):
4415-4422.
Avellaneda, F. & J. Salvadó 2010. Continuous transesterification of biodiesel in a
helicoidal reactor using recycled oil. Fuel Processing Technology 92(1): 83-
91.
Barnicki, S. D. & J. J. Siirola 2004. Process synthesis prospective. Computers &
Chemical Engineering 28(4): 441-446.
Bedenik, N. I., M. Ropotar & Z. Kravanja 2007. MINLP synthesis of reactor networks
in overall process schemes based on a concept of time-dependent economic
regions. Computers and Chemical Engineering 31(5-6): 657-676.
Bedenik, N. I., M. Ropotar & Z. Kravanja 2007. MINLP synthesis of reactor networks
in overall process schemes based on a concept of time-dependent economic
regions. Computers & Chemical Engineering 31(5-6): 657-676.
Behzadi, S. & M. M. Farid 2009. Production of biodiesel using a continuous gas-
liquid reactor. Bioresource Technology 100(2): 683-689.
Page 43
201
Bender, M. 1999. Economic feasibility review for community-scale farmer
cooperatives for biodiesel. Bioresource Technology 70(1): 81-87.
Betiku, E., S. S. Okunsolawo, S. O. Ajala & O. S. Odedele 2015. Performance
evaluation of artificial neural network coupled with generic algorithm and
response surface methodology in modeling and optimization of biodiesel
production process parameters from shea tree (Vitellaria paradoxa) nut butter.
Renewable Energy 76(0): 408-417.
Biegler, L. T., I. E. Grossmann & A. W. Westerberg. 1997. Systematic methods of
chemical process design Ed. ke-1. New Jersey: Prentice Hall PTR.
Birla, A., B. Singh, S. N. Upadhyay & Y. C. Sharma 2012. Kinetics studies of
synthesis of biodiesel from waste frying oil using a heterogeneous catalyst
derived from snail shell. Bioresource Technology 106(0): 95-100.
Boz, N., N. Degirmenbasi & D. M. Kalyon 2015. Esterification and transesterification
of waste cooking oil over Amberlyst 15 and modified Amberlyst 15 catalysts.
Applied Catalysis B: Environmental 165: 723-730.
Burri, J. F., S. D. Wilson & V. I. Manousiouthakis 2002. Infinite DimEnsionAl State-
space approach to reactor network synthesis: application to attainable region
construction. Computers & Chemical Engineering 26(6): 849-862.
Canakci, M. & H. Sanli 2008. Biodiesel production from various feedstocks and their
effects on the fuel properties. Journal of Industrial Microbiology &
Biotechnology 35(5): 431-441.
Canakci, M. & J. Van Gerpen 1999. Biodiesel production via acid catalysis.
Transactions of the American Society of Agricultural Engineers 42(5): 1203-
1210.
Canakci, M. & J. Van Gerpen 2001. Biodiesel production from oils and fats with high
free fatty acids. Transactions of the American Society of Agricultural
Engineers 44(6): 1429-1436.
Cazarolli, J. C., R. Guzatto, D. Samios, M. D. C. R. Peralba, E. H. D. S. Cavalcanti &
F. M. Bento 2014. Susceptibility of linseed, soybean, and olive biodiesel to
growth of the deteriogenic fungus Pseudallescheria boydii. International
Biodeterioration and Biodegradation 95(PB): 364-372.
Cenciani, K., M. C. Bittencourt-Oliveira, B. J. Feigl & C. C. Cerri 2011. Sustainable
production of biodiesel by microalgae and its application in agriculture.
African Journal of Microbiology Research 5(26): 4638-4645.
Page 44
202
Chang, A. F. & Y. A. Liu 2010. Integrated process modeling and product design of
biodiesel manufacturing. Industrial and Engineering Chemistry Research
49(3): 1197-1213.
Cheng, L.-H., S.-Y. Yen, L.-S. Su & J. Chen 2010. Study on membrane reactors for
biodiesel production by phase behaviors of canola oil methanolysis in batch
reactors. Bioresource Technology 101(17): 6663-6668.
Chin, L. H., B. H. Hameed & A. L. Ahmad 2009. Process Optimization for Biodiesel
Production from Waste Cooking Palm Oil (Elaeis guineensis) Using Response
Surface Methodology. Energy and Fuels 23(2): 1040-1044.
Choo, Y. M., H. Muhamad, Z. Hashim, V. Subramaniam, C. W. Puah & Y. Tan 2011.
Determination of GHG contributions by subsystems in the oil palm supply
chain using the LCA approach. International Journal of Life Cycle Assessment
16(7): 669-681.
Coker, A. K. 2001. Modeling of Chemical Kinetics and Reactor Design Ed. ke-1.
Houston, Texas: Gulf Publishing Company.
Colombo, T. S., M. A. Mazutti, M. Di Luccio, D. De Oliveira & J. V. Oliveira 2015.
Enzymatic synthesis of soybean biodiesel using supercritical carbon dioxide as
solvent in a continuous expanded-bed reactor. Journal of Supercritical Fluids
97: 16-21.
Crymble, S. D. 2010. Optimization and Reaction Kinetics of the Production of
Biodiesel from Castor Oil via Sodium Methoxide-Catalyzed
Methanolysis.Tesis Master of Science Mississippi State University,
Mississippi.
Dan Anderson, D. M., Bill McDonald and Larry Sullivan 2003. Industrial Biodiesel
Plant Design and Engineering: Practical Experience. Anjuran Putrajaya
Marriot Hotel, Putrajaya, MALAYSIA, 24-28 August 2003.
Darnoko, D. & M. Cheryan 2000. Continuous production of palm methyl esters.
Journal of the American Oil Chemists' Society 77(12): 1269-1272.
Darnoko, D. & M. Cheryan 2000. Kinetics of palm oil transesterification in a batch
reactor. JAOCS, Journal of the American Oil Chemists' Society 77(12): 1263-
1267.
Daud, W. R. W. 2002. Prinsip Reka Bentuk Proses Kimia Ed. ke-1. Bangi Malaysia:
UKM.
Page 45
203
Davis, B. J., L. A. Taylor & V. I. Manousiouthakis 2008. Identification of the
Attainable Region for Batch Reactor Networks. Industrial & Engineering
Chemistry Research 47(10): 3388-3400.
De Lima Da Silva, N., C. M. G. Santander, C. B. Batistella, R. M. Filho & M. R. W.
MacIel 2010. Biodiesel production from integration between reaction and
separation system: Reactive distillation process. Applied Biochemistry and
Biotechnology 161(1-8): 245-254.
Demirbas, A. 2006. Biodiesel production via non-catalytic SCF method and biodiesel
fuel characteristics. Energy Conversion and Management 47(15-16): 2271-
2282.
Demirbas, A. 2008. Biodiesel : a realistic fuel alternative for diesel engines Ed. ke-1.
Michigan: Springer
Demirbas, A. 2008. Biodiesel from Triglycerides via Transesterification. Dlm.
(pnyt.). Ed. Biodiesel hlm. 121-140. Springer London.
Deshpande, A., G. Anitescu, P. A. Rice & L. L. Tavlarides 2010. Supercritical
biodiesel production and power cogeneration: Technical and economic
feasibilities. Bioresource Technology 101(6): 1834-1843.
Di Nicola, G., M. Moglie, M. Pacetti & G. Santori 2010. Bioenergy II: Modeling and
multi-objective optimization of different biodiesel production processes.
International Journal of Chemical Reactor Engineering 8: 16.
Diasakou, M., A. Louloudi & N. Papayannakos 1998. Kinetics of the non-catalytic
transesterification of soybean oil. Fuel 77(12): 1297-1302.
Douglas, J. M. 1988. Conceptual Design of Chemical Processes Ed.: McGraw-Hill
Book Company.
Du, H., M. Fang, L. Song, Z. Tan, Y. He & X. Han 2015. Effect of different reaction
parameters on the synthesis of biodiesel from soybean oil using acid ionic
liquid as catalyst. Asian Journal of Chemistry 26(22): 7575-7580.
Dubé, M. A., A. Y. Tremblay & J. Liu 2007. Biodiesel production using a membrane
reactor. Bioresource Technology 98(3): 639-647.
Edgar, T. F., D. M. Himmelblau & L. S. Lasdon. 2001. Optimization of Chemical
Processes Ed. ke-2. Michigan: McGraw-Hill.
EIA. 2011. U.S Energy Information Administration. http://www.eia.gov [16 March
2011].
Page 46
204
EIA. 2011. U.S. Energy Information Administration. www.eia.gov/mer [March 16
2011].
El Arroussi, H., R. Benhima, I. Bennis, N. El Mernissi & I. Wahby 2015.
Improvement of the potential of Dunaliella tertiolecta as a source of biodiesel
by auxin treatment coupled to salt stress. Renewable Energy 77(0): 15-19.
Elms, R. D. & M. M. El-Halwagi 2010. The effect of greenhouse gas policy on the
design and scheduling of biodiesel plants with multiple feedstocks. Clean
Technologies and Environmental Policy 12(5): 547-560.
Endalew, A. K., Y. Kiros & R. Zanzi 2011. Heterogeneous catalysis for biodiesel
production from Jatropha curcas oil (JCO). Energy In Press, Corrected Proof.
Fair, J. R. 1961. How to predict sieve tray entrainment and flooding. Petro/Chemical
Engineering 33: 45.
Felizardo, P., J. MacHado, D. Vergueiro, M. J. N. Correia, J. P. Gomes & J. M.
Bordado 2011. Study on the glycerolysis reaction of high free fatty acid oils
for use as biodiesel feedstock. Fuel Processing Technology 92(6): 1225-1229.
Fenske, M. R. 1932. Fractionation of Straight-Run Pennsylvania Gasoline. Industrial
& Engineering Chemistry 24(5): 482-485.
Floudas, C. A. 1995. Nonlinear and Mixed-Integer Optimization Fundamentals and
Applications Ed. New York: Oxford Universiti Press.
Floudas, C. A., A. Aggarwal & A. R. Ciric 1989. Global optimum search for
nonconvex NLP and MINLP problems. Computers & Chemical Engineering
13(10): 1117-1132.
Fogler, H. S. 1999. Elemants of Chemical Reaction Engineering Ed. ke-3. Prentice
Hall International Inc.
Fore, S. R., W. Lazarus, P. Porter & N. Jordan 2011. Economics of small-scale on-
farm use of canola and soybean for biodiesel and straight vegetable oil
biofuels. Biomass and Bioenergy 35(1): 193-202.
Freedman, B., R. Butterfield & E. Pryde 1986. Transesterification kinetics of soybean
oil 1. Journal of the American Oil Chemists' Society 63(10): 1375-1380.
Freedman, B., R. O. Butterfield & E. H. Pryde 1986. Transesterification kinetics of
soybean oil 1. Journal of the American Oil Chemists' Society 63(10): 1375-
1380.
Page 47
205
Freedman, B., E. H. Pryde & T. L. Mounts 1984. Variables affecting the yields of
fatty esters from transesterified vegetable oils. Journal of the American Oil
Chemists Society 61(10): 1638-1643.
Friesenhagen, L. & H. Lepper 1986. Process for the production of fatty acid esters of
short-chain aliphatic alcohols from fats and/or oils containing free fatty acids.
US Patent.
Furuta, S., H. Matsuhashi & K. Arata 2006. Biodiesel fuel production with solid
amorphous-zirconia catalysis in fixed bed reactor. Biomass and Bioenergy
30(10): 870-873.
García, M., A. Gonzalo, J. L. Sánchez, J. Arauzo & J. A. Peña 2010. Prediction of
normalized biodiesel properties by simulation of multiple feedstock blends.
Bioresource Technology 101(12): 4431-4439.
Gilliland, E. R. 1940. Multicomponent Rectification Estimation of the Number of
Theoretical Plates as a Function of the Reflux Ratio. Industrial & Engineering
Chemistry 32(9): 1220-1223.
Glasser, D. & D. Hildebrandt 1997. Reactor and process synthesis. Computers and
Chemical Engineering 21(SUPPL.1): S775-S783.
Grossmann, I. E. & Z. Kravanja 1995. Mixed-integer nonlinear programming
techniques for process systems engineering. Computers & Chemical
Engineering 19, Supplement 1(0): 189-204.
Gumus, R. H., I. Wouton & H. Osaro 2013. Simulation Model for Biodiesel
Production using Plug Flow Reactor: Non Isothermal Operation. International
Journal of Engineering Research and Development 6(9): 59-66.
Haas, M. J., A. J. McAloon, W. C. Yee & T. A. Foglia 2006. A process model to
estimate biodiesel production costs. Bioresource Technology 97(4): 671-678.
Halim, I., A. Carvalho, R. Srinivasan, H. A. Matos & R. Gani 2011. A combined
heuristic and indicator-based methodology for design of sustainable chemical
process plants. Computers and Chemical Engineering 35(8): 1343–1358.
Halim, I. & R. Srinivasan 2011. A knowledge-based simulation-optimization
framework and system for sustainable process operations. Computers and
Chemical Engineering 35(1): 92-105.
Hama, S., H. Yamaji, T. Fukumizu, T. Numata, S. Tamalampudi, A. Kondo, H. Noda
& H. Fukuda 2007. Biodiesel-fuel production in a packed-bed reactor using
lipase-producing Rhizopus oryzae cells immobilized within biomass support
particles. Biochemical Engineering Journal 34(3): 273-278.
Page 48
206
Harvey, A. P., M. R. Mackley & T. Seliger 2003. Process intensification of biodiesel
production using a continuous oscillatory flow reactor. Journal of Chemical
Technology and Biotechnology 78(2-3): 338-341.
Haslenda, H. & M. Z. Jamaludin 2011. Industry to Industry By-products Exchange
Network towards zero waste in palm oil refining processes. Resources,
Conservation and Recycling 55(7): 713-718.
He, H., T. Wang & S. Zhu 2007. Continuous production of biodiesel fuel from
vegetable oil using supercritical methanol process. Fuel 86: 442–447.
Helwani, Z., M. R. Othman, N. Aziz, W. J. N. Fernando & J. Kim 2009. Technologies
for production of biodiesel focusing on green catalytic techniques: A review.
Fuel Processing Technology 90(12): 1502-1514.
Hildebrandt, D. & L. T. Biegler 1995. Synthesis of chemical reactor networks.
Anjuran American Institute of Chemical Engineers.
Holland, C. D. & R. G. Anthony. 1979. Fundamentals of chemical reaction
engineering Ed.: Prentice-Hall.
Hong, I. K., J. W. Park, H. Kim & S. B. Lee 2014. Alcoholysis of canola oil using a
short-chain (C1-C3) alcohols. Journal of Industrial and Engineering
Chemistry 20(5): 3689-3694.
Horn, F. J. M. 1964. Attainable and non-attainable regions in chemical reaction
technique Ed. London. U.K: Pergamon Press.
Horn, F. J. M. 1964. Attainable Regions in Chemical Reaction Technique. Third
European Symposium of Chemical Reaction Engineering.
Hsieh, L.-S., U. Kumar & J. C. S. Wu 2010. Continuous production of biodiesel in a
packed-bed reactor using shell-core structural Ca(C3H7O3)2/CaCO3 catalyst.
Chemical Engineering Journal 158(2): 250-256.
Ignacio, E. G. & G. Gonzalo 2010. Scope for the application of mathematical
programming techniques in the synthesis and planning of sustainable
processes. Computers and Chemical Engineering 34: 1365-1376.
Iršič Bedenik, N. & Z. Kravanja 2005. MINLP synthesis of reactor networks based on
a concept of time dependent economic regions. Computer Aided Chemical
Engineering 20: 943-948.
Jain, S. & M. P. Sharma 2010. Kinetics of acid base catalyzed transesterification of
Jatropha curcas oil. Bioresource Technology 101(20): 7701-7706.
Page 49
207
Jegannathan, K. R., C. Eng-Seng & P. Ravindra 2011. Economic assessment of
biodiesel production: Comparison of alkali and biocatalyst processes.
Renewable and Sustainable Energy Reviews 15(1): 745-751.
Joelianingsih, H. Maeda, S. Hagiwara, H. Nabetani, Y. Sagara, T. H. Soerawidjaya, A.
H. Tambunan & K. Abdullah 2008. Biodiesel fuels from palm oil via the non-
catalytic transesterification in a bubble column reactor at atmospheric pressure:
A kinetic study. Renewable Energy 33(7): 1629-1636.
Kaewcharoensombat, U., K. Prommetta & T. Srinophakun 2011. Life cycle
assessment of biodiesel production from jatropha. Journal of the Taiwan
Institute of Chemical Engineers 42: 454-462.
Keera, S. T., S. M. El Sabagh & A. R. Taman 2011. Transesterification of vegetable
oil to biodiesel fuel using alkaline catalyst. Fuel 90(1): 42-47.
Klofutar, B., J. Golob, B. Likozar, C. Klofutar, E. Zagar & I. Poljansek 2010. The
transesterification of rapeseed and waste sunflower oils: Mass-transfer and
kinetics in a laboratory batch reactor and in an industrial-scale
reactor/separator setup. Bioresource Technology 101(10): 3333-3344.
Knothe, G. 2013. Avocado and olive oil methyl esters. Biomass and Bioenergy 58(0):
143-148.
Kocis, G. R. & I. E. Grossmann 1988. Global optimization of nonconvex Mixed-
Integer Nonlinear Programming (MINLP) problems in process synthesis.
Industrial and Engineering Chemistry Research 27(8): 1407-1421.
Kokossis, A. C. & C. A. Floudas 1991. Synthesis of isothermal reactor—separator—
recycle systems. Chemical Engineering Science 46(5–6): 1361-1383.
Komers, K., F. Skopal & A. Čegan 2010. Continuous biodiesel production in a
cascade of flow ideally stirred reactors. Bioresource Technology 101(10):
3772-3775.
Komers, K., F. Skopal, R. Stloukal & J. Machek 2002. Kinetics and mechanism of the
KOH — catalyzed methanolysis of rapeseed oil for biodiesel production.
European Journal of Lipid Science and Technology 104(11): 728-737.
Kumar, D. & A. Ali 2012. Nanocrystalline K–CaO for the transesterification of a
variety of feedstocks: Structure, kinetics and catalytic properties. Biomass and
Bioenergy 46(0): 459-468.
Kusdiana, D. & S. Saka 2001. Kinetics of transesterification in rapeseed oil to
biodiesel fuel as treated in supercritical methanol. Fuel 80(5): 693-698.
Page 50
208
Kusdiana, D. & S. Saka 2004. Effects of water on biodiesel fuel production by
supercritical methanol treatment. Bioresource Technology 91(3): 289-295.
Kwiecien, J., M. Hájek & F. Skopal 2009. The effect of the acidity of rapeseed oil on
its transesterification. Bioresource Technology 100(23): 5555-5559.
Kwon, K., N. Vahdat & J. Mbah 2015. Fatty acid methyl ester biofuels produced from
canola oil with honeycomb monolithic catalysts. Fuel 145: 116-126.
Lakshmanan, A. & L. T. Biegler 1996. Synthesis of Optimal Chemical Reactor
Networks. Industrial & Engineering Chemistry Research 35(4): 1344-1353.
Leão, R. R. D. C. C., S. Hamacher & F. Oliveira 2011. Optimization of biodiesel
supply chains based on small farmers: A case study in Brazil. Bioresource
Technology 102(19): 8958-8963.
Leduc, S., K. Natarajan, E. Dotzauer, I. McCallum & M. Obersteiner 2009.
Optimizing biodiesel production in India. Applied Energy 86(SUPPL. 1):
S125-S131.
Lee, J. H., S. B. Kim, S. W. Kang, Y. S. Song, C. Park, S. O. Han & S. W. Kim 2011.
Biodiesel production by a mixture of Candida rugosa and Rhizopus oryzae
lipases using a supercritical carbon dioxide process. Bioresource Technology
102(2): 2105-2108.
Leevijit, T., C. Tongurai, G. Prateepchaikul & W. Wisutmethangoon 2008.
Performance test of a 6-stage continuous reactor for palm methyl ester
production. Bioresource Technology 99(1): 214-221.
Leevijit, T., W. Wisutmethangoon, G. Prateepehaikul, C. Tongurai & M. Allen 2004.
A second order kinetics of palm oil transesterification in a batch reactor. The
Joint International Conference on "Sustainable Energy and Environment
(SEE)" 3-025(O): 277-281.
Levenspiel, O. 1999. Chemical Reaction Engineering Ed. ke-3. USA: John Wiley &
Sons.
Liang, X. 2014. A novel solid acid with both sulfonic and carbonyl acid groups for
biodiesel synthesis. International Journal of Green Energy 11(9): 954-961.
Liang, X., S. Gao, H. Wu & J. Yang 2009. Highly efficient procedure for the synthesis
of biodiesel from soybean oil. Fuel Processing Technology 90(5): 701-704.
Lu, P., L. Li, W. Liu & Z. Yuan 2007. Biodiesel production from high acidified oil
through solid acid catalyst and plug flow reactor. ISES Solar World Congress
2007, ISES 2007, hlm. 2405-2408.
Page 51
209
Lu, P., Z. Yuan, L. Li, Z. Wang & W. Luo 2010. Biodiesel from different oil using
fixed-bed and plug-flow reactors. Renewable Energy 35(1): 283-287.
Mahesh, S. E., A. Ramanathan, K. M. M. S. Begum & A. Narayanan 2015. Biodiesel
production from waste cooking oil using KBr impregnated CaO as catalyst.
Energy Conversion and Management 91: 442-450.
Marchetti, J. M. & A. F. Errazu 2008. Technoeconomic study of supercritical
biodiesel production plant. Energy Conversion and Management 49(8): 2160-
2164.
Marchetti, J. M., V. U. Miguel & A. F. Errazu 2008. Techno-economic study of
different alternatives for biodiesel production. Fuel Processing Technology
89(8): 740-748.
MathWorks. 2014. MathWorks Documentation Center 2014a.
Mierczynski, P., K. A. Chalupka, W. Maniukiewicz, J. Kubicki, M. I. Szynkowska &
T. P. Maniecki 2014. SrAl2O4 spinel phase as active phase of
transesterification of rapeseed oil. Applied Catalysis B: Environmental 164:
176-183.
Minami, E. & S. Saka 2006. Kinetics of hydrolysis and methyl esterification for
biodiesel production in two-step supercritical methanol process. Fuel 85(17-
18): 2479-2483.
Ming, D., D. Glasser & D. Hildebrandt 2013. Application of attainable region theory
to batch reactors. Chemical Engineering Science 99: 203-214.
Moghaddam, N. A., K. Tahvildari & S. Taghvaie 2010. Trans-Esterification for
Production of Biodiesel from Waste Frying Oil (WFO). World Academy of
Science, Engineering and Technology 71: 615-619.
Myint, L. & M. El-Halwagi 2009. Process analysis and optimization of biodiesel
production from soybean oil. Clean Technologies and Environmental Policy
11(3): 263-276.
Narvàez, P. C., S. M. Rincόn & F. J. Sánchez 2007. Kinetics of palm oil
methanolysis. JAOCS, Journal of the American Oil Chemists' Society 84(10):
971-977.
Nelson, D. M., M. A. Vonderembse & S. S. Rao 2011. Life cycle evaluation strategies
of biodiesel fuel along the supply chain in public transport. International
Journal of Logistics Systems and Management 9(2): 186-203.
Page 52
210
Nelson, R. G., S. A. Howell & J. A. Weber 1994. Potential feedstock supply and costs
for biodiesel production. Sixth National Bioenergy Conference, hlm. 59-66.
Nocedal, J. & S. J. Wright. 2006. Numerical Optimization Ed. ke-2. Springer Verlag.
Noordam, M. & R. Whithers. 1996. Producing biodiesel from canola in the inland
northwest: an economic feasibility study. Idaho Agricultural Experiment
Station Bulletin No. 785. 12.
Noureddini, H. & D. Zhu 1997. Kinetics of transesterification of soybean oil. JAOCS,
Journal of the American Oil Chemists' Society 74(11): 1457-1463.
O’Connell, H. E. 1946. Plate efficiency of fractionating columns and absorbers.
Transactions of the American Institute of Chemical Engineers 42: 741.
Øien, M. 2012. Modelling of Biodiesel Production with SIMULINK: Conventional
Plug Flow Reactor Followed by Separation and Purification. Specialization
Project Report.Tesis Fakultet for naturvitenskap og teknologi, Institutt for
kjemisk prosessteknologi, Norges teknisk-naturvitenskapelige universitet
(NTNU)
Oliveira, M. B., A. J. Queimada & J. A. P. Coutinho 2010. Modeling of Biodiesel
Multicomponent Systems with the Cubic-Plus-Association (CPA) Equation of
State. Industrial and Engineering Chemistry Research 49: 1419-1427.
Olutoye, M. A. & B. H. Hameed 2011. Synthesis of fatty acid methyl ester from used
vegetable cooking oil by solid reusable Mg1-x Zn1+xO2 catalyst. Bioresource
Technology 102(4): 3819-3826.
Orifici, L. I., C. D. Bahl, A. Bandoni & A. M. Pagano 2013. Modeling and Simulation
of The Biodiesel Production in a Pilot Continuous Reactor. Mecánica
Computacional 32: 1451-1461.
Pahor, B., Z. Kravanja & N. Iršič Bedenik 2001. Synthesis of reactor networks in
overall process flowsheets within the multilevel MINLP approach. Computers
& Chemical Engineering 25(4–6): 765-774.
Patil, P. D. & S. Deng 2009. Optimization of biodiesel production from edible and
non-edible vegetable oils. Fuel 88(7): 1302-1306.
Pinto, A. C., L. L. N. Guarieiro, M. J. C. Rezende, N. M. Ribeiro, E. A. Torres, W. A.
Lopes, P. A. P. De Pereira & J. B. De Andrade 2005. Biodiesel: An overview.
Journal of the Brazilian Chemical Society 16(6 B): 1313-1330.
Page 53
211
Pinzi, S., F. J. Lopez-Gimenez, J. J. Ruiz & M. P. Dorado 2010. Response surface
modeling to predict biodiesel yield in a multi-feedstock biodiesel production
plant. Bioresource Technology 101(24): 9587-9593.
Press, D. A. U. 2001. Systems Engineering Fundamentals.
http://spacese.spacegrant.org/SEModules/Reference%20Docs/DAU_SE_Fund
amentals.pdf
Rahimi, M., B. Aghel, M. Alitabar, A. Sepahvand & H. R. Ghasempour 2014.
Optimization of biodiesel production from soybean oil in a microreactor.
Energy Conversion and Management 79: 599-605.
Rashid, U. & F. Anwar 2008. Production of biodiesel through optimized alkaline-
catalyzed transesterification of rapeseed oil. Fuel 87(3): 265-273.
Rasimoglu, N. & H. Temur 2014. Cold flow properties of biodiesel obtained from
corn oil. Energy 68: 57-60.
Reddy, H. K., T. Muppaneni, P. D. Patil, S. Ponnusamy, P. Cooke, T. Schaub & S.
Deng 2014. Direct conversion of wet algae to crude biodiesel under
supercritical ethanol conditions. Fuel 115(0): 720-726.
Reyero, I., G. Arzamendi, S. Zabala & L. M. Gandía 2015. Kinetics of the NaOH-
catalyzed transesterification of sunflower oil with ethanol to produce biodiesel.
Fuel Processing Technology 129: 147-155.
Reyes, J. F., P. E. Malverde, P. S. Melin & J. P. De Bruijn 2010. Biodiesel production
in a jet flow stirred reactor. Fuel 89(10): 3093-3098.
Richardson, J. F., J. H. Harker & J. R. Backhurst 2002. Coulson and Richardson's
Chemical Engineering Volume 2 - Particle Technology and Separation
Processes (5th Edition), Elsevier.
Rizwan, M., J. H. Lee & R. Gani 2013. Optimal processing pathway for the
production of biodiesel from microalgal biomass: A superstructure based
approach. Computers & Chemical Engineering 58(0): 305-314.
Rodríguez-Guerrero, J. K., M. F. Rubens & P. T. V. Rosa 2013. Production of
biodiesel from castor oil using sub and supercritical ethanol: Effect of sodium
hydroxide on the ethyl ester production. The Journal of Supercritical Fluids
83(0): 124-132.
Rooney, W. C., B. P. Hausberger, L. T. Biegler & D. Glasser 2000. Convex attainable
region projections for reactor network synthesis. Computers & Chemical
Engineering 24(2-7): 225-229.
Page 54
212
Sakai, T., A. Kawashima & T. Koshikawa 2009. Economic assessment of batch
biodiesel production processes using homogeneous and heterogeneous alkali
catalysts. Bioresource Technology 100(13): 3268-3276.
Salcedo, R. L. 1992. Solving nonconvex nonlinear programming and mixed-integer
nonlinear programming problems with adaptive random search. Industrial and
Engineering Chemistry Research 31(1): 262-273.
Sanchez, F. & P. T. Vasudevan 2006. Enzyme catalyzed production of biodiesel from
olive oil. Applied Biochemistry and Biotechnology 135(1): 1-14.
Sawangkeaw, R., K. Bunyakiat & S. Ngamprasertsith 2011. Continuous production of
biodiesel with supercritical methanol: Optimization of a scale-up plug flow
reactor by response surface methodology. Fuel Processing Technology 92(12):
2285-2292.
Schweiger, C. A. & C. A. Floudas 1999. Optimization Framework for the Synthesis of
Chemical Reactor Networks. Industrial & Engineering Chemistry Research
38(3): 744-766.
Scott, F., R. Conejeros & G. Aroca 2013. Attainable region analysis for continuous
production of second generation bioethanol. Biotechnology for Biofuels 2013
6: 171.
Seider, W. D., J. D. Seider & D. R. Lewin. 2003. Product and Process Design
Principles: Synthesis, Analysis and Design Ed. ke-2. John Wiley & Sons, Inc.
Semwal, S., A. K. Arora, R. P. Badoni & D. K. Tuli 2011. Biodiesel production using
heterogeneous catalysts. Bioresource Technology 102(3): 2151-2161.
Shah, M., M. Tariq, S. Ali, Q. X. Guo & Y. Fu 2014. Transesterification of jojoba oil,
sunflower oil, neem oil, rocket seed oil and linseed oil by tin catalysts.
Biomass and Bioenergy 70: 225-229.
Shen, Y. H., J. K. Cheng, J. D. Ward & C. C. Yu 2011. Design and control of
biodiesel production processes with phase split and recycle in the reactor
system. Journal of the Taiwan Institute of Chemical Engineers 42(5): 741-750.
Shuzhen, S., Z. Liping, M. Xin, M. Cong & X. Zhong 2014. Biodiesel Production by
Transesterification of Corn Oil with Dimethyl Carbonate Under
Heterogeneous Base Catalysis Conditions Using Potassium Hydroxide.
Chemistry and Technology of Fuels and Oils.
Silva, L. K. d., M. A. d. S. S. Ravagnani, G. P. Menoci & M. M. A. Samed 2008.
Reactor network synthesis for isothermal conditions. Acta Sci. Technol. 30(2):
199-207.
Page 55
213
Sinnott, R. K. 2005. Chemical Engineering Design Ed. ke-4. 6. Elsevier.
Sinnott, R. K. 2005. Coulson & Richardson’s Chemical Engineering Ed. 6. Elsevier
Butterworth-Heinemann.
Smith, J. M., H. C. V. Ness & M. M. Abbott. 2005. Introduction to Chemical
Engineering Thermodynamics Ed. ke-7. Michigan: McGraw Hill.
Smith, R. 2005. Chemical Process Design and Integration Ed. England: John Wiley
& Sons.
Sotoft, L. F., B.-G. Rong, K. V. Christensen & B. Norddahl 2010. Process simulation
and economical evaluation of enzymatic biodiesel production plant.
Bioresource Technology 101(14): 5266-5274.
Souders, M. & G. G. Brown 1934. Design of Fractionating Columns I. Entrainment
and Capacity. Industrial & Engineering Chemistry 26(1): 98-103.
Srinivasan, S. P. & P. Malliga 2010. A new approach of adaptive neuro Fuzzy
Inference System (ANFIS) modeling for yield prediction in the supply chain of
Jatropha, hlm. 1249-1253.
Srivastava, A. & R. Prasad 2000. Triglycerides-based diesel fuels. Renewable and
Sustainable Energy Reviews 4: 111-133.
Subramani, A. & K. Muthukumar 2014. Transesterification of Palm Oil with High
Free Fatty Acid Content using Sodium Hydride. Indian Chemical Engineer.
Tafesh, A. & S. Basheer 2013. Pretreatment Methods in Biodiesel Production
Processes. 115: 417-434.
Takase, M., M. Zhang, W. Feng, Y. Chen, T. Zhao, S. J. Cobbina, L. Yang & X. Wu
2014. Application of zirconia modified with KOH as heterogeneous solid base
catalyst to new non-edible oil for biodiesel. Energy Conversion and
Management 80: 117-125.
Talebian-Kiakalaieh, A., N. A. S. Amin, A. Zarei & I. Noshadi 2013.
Transesterification of waste cooking oil by heteropoly acid (HPA) catalyst:
Optimization and kinetic model. Applied Energy 102(0): 283-292.
Tang, Z., Z. Du, E. Min, L. Gao, T. Jiang & B. Han 2006. Phase equilibria of
methanol-triolein system at elevated temperature and pressure. Fluid Phase
Equilibria 239(1): 8-11.
Page 56
214
Tapasvi, D., D. Wiesenborn & Gustafton 2004. Process Modeling Approach for
Evaluating the Economic Feasibility of Biodiesel Production Anjuran
Winnipeg, Manitoba, Canada,
Umbach, J. S. 2010. Online Pinch Analysis Tool. http://www.uic-che.org/pinch/ [10
July 2014
Underwood, A. J. V. 1949. Fractional Distillation of Multicomponent Mixtures.
Industrial & Engineering Chemistry 41(12): 2844-2847.
Valle, P., A. Velez, P. Hegel, G. Mabe & E. A. Brignole 2010. Biodiesel production
using supercritical alcohols with a non-edible vegetable oil in a batch reactor.
The Journal of Supercritical Fluids 54(1): 61-70.
van de Vusse, J. G. 1964. Plug Flow vs. Tank Reactor. Chemical Engineering Science
19: 994.
Van Gerpen, J., B. Shanks, R. Pruszko, D. Clements & G. Knothe 2004. Biodiesel
Production Technology. Subcontractor Report, National Reanewable Energy
Laboratory NREL/SR-510-36244.
van Kasteren, J. M. N. & A. P. Nisworo 2007. A process model to estimate the cost of
industrial scale biodiesel production from waste cooking oil by supercritical
transesterification. Resources, Conservation and Recycling 50(4): 442-458.
Vicente, G., A. Coteron, M. Martinez & J. Aracil 1998. Application of the factorial
design of experiments and response surface methodology to optimize biodiesel
production. Industrial Crops and Products 8(1): 29-35.
Vicente, G., M. Martínez & J. Aracil 2004. Integrated biodiesel production: a
comparison of different homogeneous catalysts systems. Bioresource
Technology 92(3): 297-305.
Vicente, G., M. Martínez & J. Aracil 2007. Optimisation of integrated biodiesel
production. Part II: A study of the material balance. Bioresource Technology
98(9): 1754-1761.
Wang, X., X. Liu, C. Zhao, Y. Ding & P. Xu 2011. Biodiesel production in packed-
bed reactors using lipase-nanoparticle biocomposite. Bioresource Technology
102(10): 6352-6355.
Wen, Z., X. Yu, S.-T. Tu, J. Yan & E. Dahlquist 2009. Intensification of biodiesel
synthesis using zigzag micro-channel reactors. Bioresource Technology
100(12): 3054-3060.
Page 57
215
West, A. H., D. Posarac & N. Ellis 2008. Assessment of four biodiesel production
processes using HYSYS.Plant. Bioresource Technology 99(14): 6587-6601.
www.xe.com. 2015. Current and Historical Rate Tables.
http://www.xe.com/currencytables/?from=MYR&date=2002-01-01
www.xe.com/cuurencyconverter. 2014. XE Currency Converter Live Rate.
http://www.xe.com/currencyconverter/
Xie, W. & L. Zhao 2014. Heterogeneous CaO-MoO3-SBA-15 catalysts for biodiesel
production from soybean oil. Energy Conversion and Management 79: 34-42.
Yan, J., Y. Yan, S. Liu, J. Hu & G. Wang 2011. Preparation of cross-linked lipase-
coated micro-crystals for biodiesel production from waste cooking oil.
Bioresource Technology In Press, Corrected Proof.
Yee, K. F., K. T. Lee, R. Ceccato & A. Z. Abdullah 2011. Production of biodiesel
from Jatropha curcas L. oil catalyzed by SO4 2-
/ZrO2 catalyst: Effect of
interaction between process variables. Bioresource Technology 102(5): 4285-
4289.
You, Y.-D., J.-L. Shie, C.-Y. Chang, S.-H. Huang, C.-Y. Pai, Y.-H. Yu & C. H.
Chang 2007. Economic Cost Analysis of Biodiesel Production: Case in
Soybean Oil. Energy & Fuels 22(1): 182-189.
Zhang, Y., M. A. Dubé, D. D. McLean & M. Kates 2003. Biodiesel production from
waste cooking oil: 1. Process design and technological assessment.
Bioresource Technology 89(1): 1-16.
Zhang, Y., M. A. Dubé, D. D. McLean & M. Kates 2003. Biodiesel production from
waste cooking oil: 2. Economic assessment and sensitivity analysis.
Bioresource Technology 90(3): 229-240.
Zheng, M., R. L. Skelton & M. R. Mackley 2007. Biodiesel Reaction Screening Using
Oscillatory Flow Meso Reactors. Process Safety and Environmental Protection
85(5): 365-371.
Zong, L., S. Ramanathan & C. C. Chen 2010. Fragment-based approach for estimating
thermophysical properties of fats and vegetable oils for modeling biodiesel
production processes. Industrial and Engineering Chemistry Research 49(2):
876-886.
Zong, L., S. Ramanathan & C. C. Chen 2010. Predicting thermophysical properties of
mono- and diglycerides with the chemical constituent fragment approach.
Industrial and Engineering Chemistry Research 49(11): 5479-5484.