Optimization in Product Family DesignOptimization in Product Family Design
• Optimization can be a helpful tool to support design decision-making
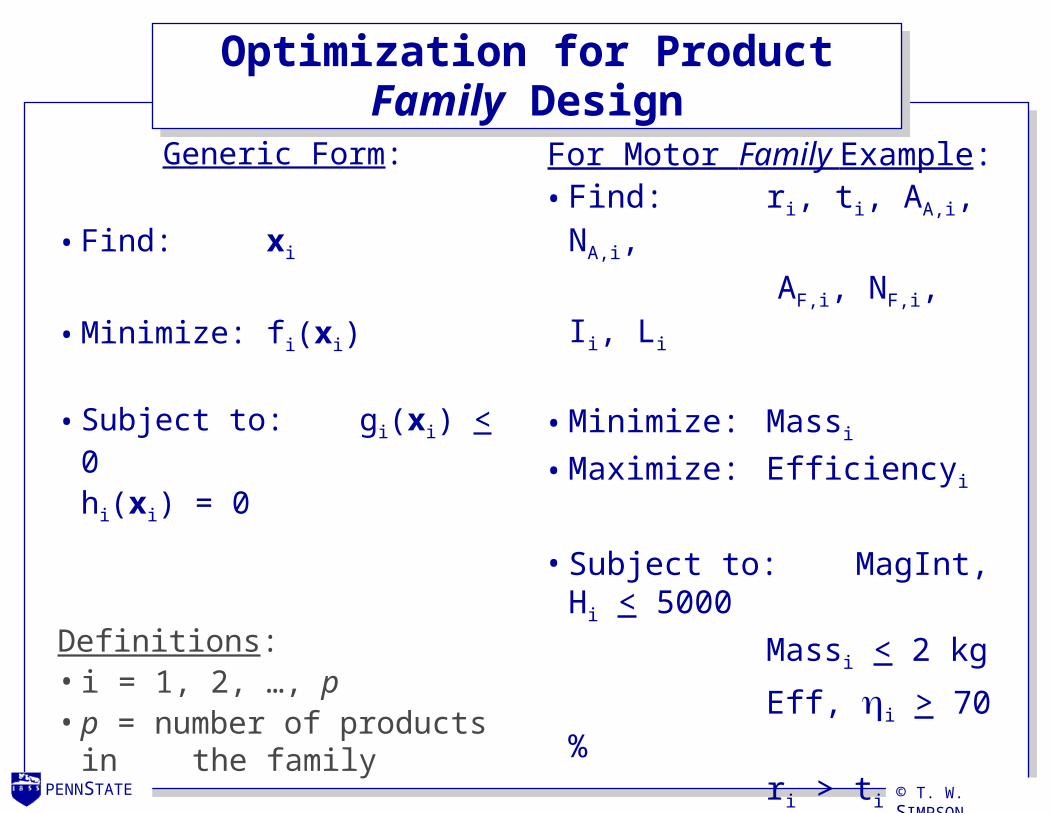
• Optimization is frequently used in product design to help determine values of design variables, x, that minimize (or maximize) one or more objectives, f(x), with satisfying a set of constraints, {g(x), h(x)}
• In product family design, optimization can be used to help balance the tradeoff between commonality and individual product performance in the family
• Let’s consider a motivating example to define key terms and introduce different optimization formulations
Challenges in Product Family OptimizationChallenges in Product Family Optimization
• The dimensionality and size of the optimization problem increases very quickly as the number of products in the family increases
• For motor example, p = 10: Number of design variables = 8 x p = 8 x 10 = 80 Number of objective functions = 2 x p = 2 x 10 = 20 Number of constraints = 6 x p = 6 x 10 = 60
• Using a product platform will reduce the dimensionality of the optimization problem but not the size (i.e., the number of objectives or constraints): Number of design variables = c + (n-c) x p
where: c = number of common (platform) variablesn = number of design variables for each of the p
Product Platform and Product Family Specifications
Overall Design Requirements
The PPCEM provides a Method that facilitates the synthesis and Exploration of a common Product Platform Concept that can be scaled into an appropriate family of products to satisfy a variety of market niches
• Robust design principles are used to minimize the sensitivity of a product platform (and resulting product family) to changes in one or more scale factors
Compromise Decision Support ProblemCompromise Decision Support Problem
A hybrid of Goal Programming and Math Programming used to determine the values of design variables that satisfy a set of constraints and achieve as closely as possible a set of conflicting goals
Given Assumptions to model domain of interestSimulation and analyses to relate X and Y
Find Xi i = 1, …, n di-, di
+ i = 1, …,
m
SatisfySystem constraints (linear, nonlinear)
gi(X) = 0 ; i = 1, .., p
gi(X) < 0 ; i = p+1, .., p+q
System goals (linear, nonlinear)Ai(X) + di
- + di+ = Gi ; i = 1, …, m
BoundsXj
min < Xj < Xjmin; j = 1, …, n
di-, di
+ < 0 ; di- • di
+ = 0 ; i = 1, …, m
MinimizeDeviation Function
Z = { f1(di-, di
+), ..., fk(dk-, dk
+) }
Given Assumptions to model domain of interestSimulation and analyses to relate X and Y
Electric Motor Family Design Problem IElectric Motor Family Design Problem I
• Platform parameters (common to all motors): radius of motor, r on armature:
– wire x-sectional area, AA
– number of wraps, NA
• Scaling variable (1/motor): i = 1, …, 10 stack length, Li
• Constraints (6/motor) and Objectives (2/motor):
thickness of motor, t on field:
– wire x-sectional area, AF
– number of wraps, NF
Name ConstraintMagnetizing Intensity, H Hi = 5000 Amp·turns/mFeasible geometry ro,i > tiPower, P Pi = 300 WTorque, T Ti = {0.05, 0.1, 0.125, 0.15, 0.2, 0.25, 0.3, 0.35, 0.4, 0.5} NmEfficiency,
i = 0.15 (Target = 70%)Mass, M Mi = 2.0 kg (Target = 0.5 kg)
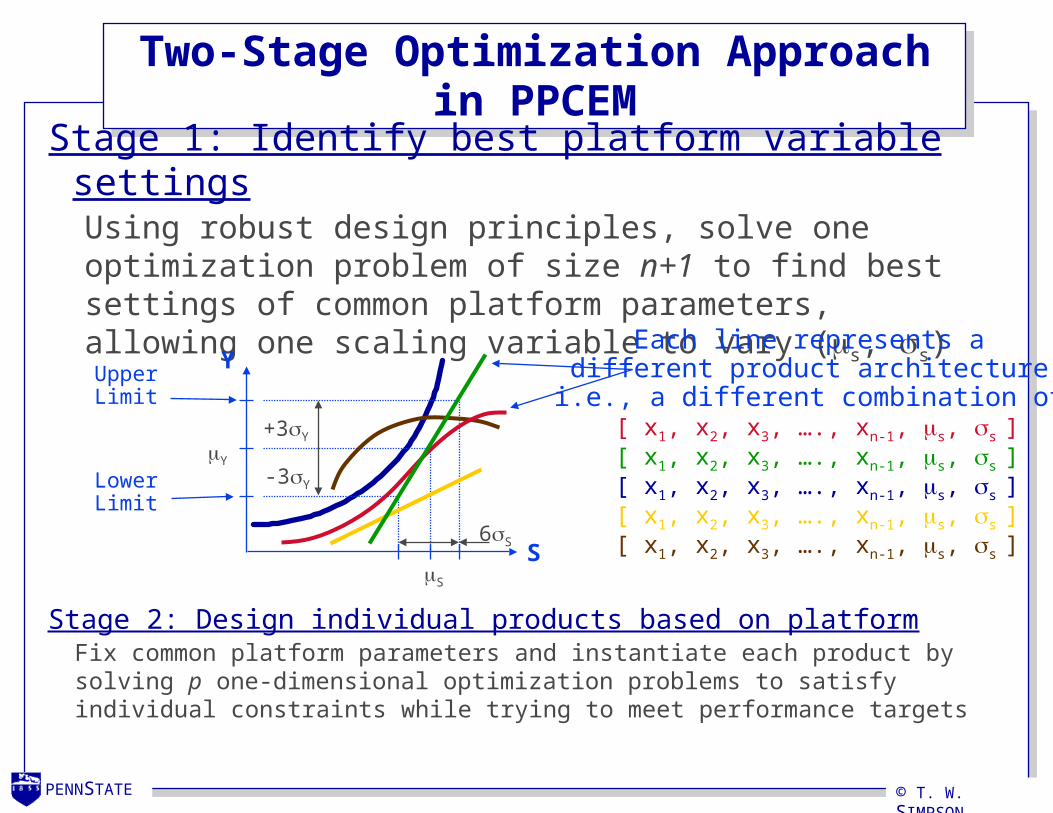
Stage 2: Design individual products based on platform Fix common platform parameters and instantiate each product by solving p one-dimensional optimization problems to satisfy individual constraints while trying to meet performance targets
Stage 1: Identify best platform variable settings Using robust design principles, solve one optimization problem of size n+1 to find best settings of common platform parameters, allowing one scaling variable to vary (s, s)
S
6S
Y
+3Y
-3Y
Y
S
LowerLimit
UpperLimit
Each line represents a different product architecture,i.e., a different combination of:
[ x1, x2, x3, …., xn-1, s, s ][ x1, x2, x3, …., xn-1, s, s ][ x1, x2, x3, …., xn-1, s, s ][ x1, x2, x3, …., xn-1, s, s ][ x1, x2, x3, …., xn-1, s, s ]
Stage 1 Using robust design principles, solve one optimization problem of size 8 to find best settings of common platform parameters, allowing one scaling variable to vary (stack_length, stack_length)
T
+3T
-3T
T
L
LowerTorqueLimit
UpperTorqueLimit
L
6L
Each line represents a different product architecture,i.e., a different combination of:
Optimization Problem for Motor FamilyOptimization Problem for Motor Family
Stage 2 Fix common platform parameters and instantiate each product by solving 10 one-dimensional optimization problems to satisfy individual constraints while trying to meet performance targets
Single-Stage Optimization ApproachOptimize product platform and product family members simultaneously by determine values of c common parameters for the product platform and s scaling variables for each product by solving one optimization problem of dimension (c + s*p)
where:
p = # products in the familyn = # design variables per product in the familys = # scaling variables per product in the familyc = # common platform variables (n = c + s)
Single-Stage Optimization Approach
Single-Stage Optimization Approach
• Use multiobjective optimization to formulate the product family optimization problem and resolve the tradeoff between commonality and individual performance
• Design variables (8/motor): i = 1, …, 10 stack length, Li
radius of motor, ri
on armature:– wire x-sectional area, AA,i
– number of wraps, NA,i
• Constraints (6/motor) and Objectives (2/motor):
current, Ii
thickness of motor, ti
on field:– wire x-sectional area, AF,i
– number of wraps, NF,i
Name ConstraintMagnetizing Intensity, H Hi = 5000 Amp·turns/mFeasible geometry ro,i > tiPower, P Pi = 300 WTorque, T Ti = {0.05, 0.1, 0.125, 0.15, 0.2, 0.25, 0.3, 0.35, 0.4, 0.5} NmEfficiency,
i = 0.15 (Target = 70%)Mass, M Mi = 2.0 kg (Target = 0.5 kg)
• Ideally, an optimization algorithm would search all possible product platform combinations:
where:
the number of possible combinations of making n design variables common to platform c at a time
the null platform, i.e., no commonality within the family
and provide the designer with information about the:1) design variables that should be made common2) the values that they should take3) the values the remaining unique variables should take
• Genetic algorithms (GAs) have shown great promise in many product design and optimization applications
• GAs are well suited for product family design due to the combinatorial nature of the problem, but the associated computational costs are high
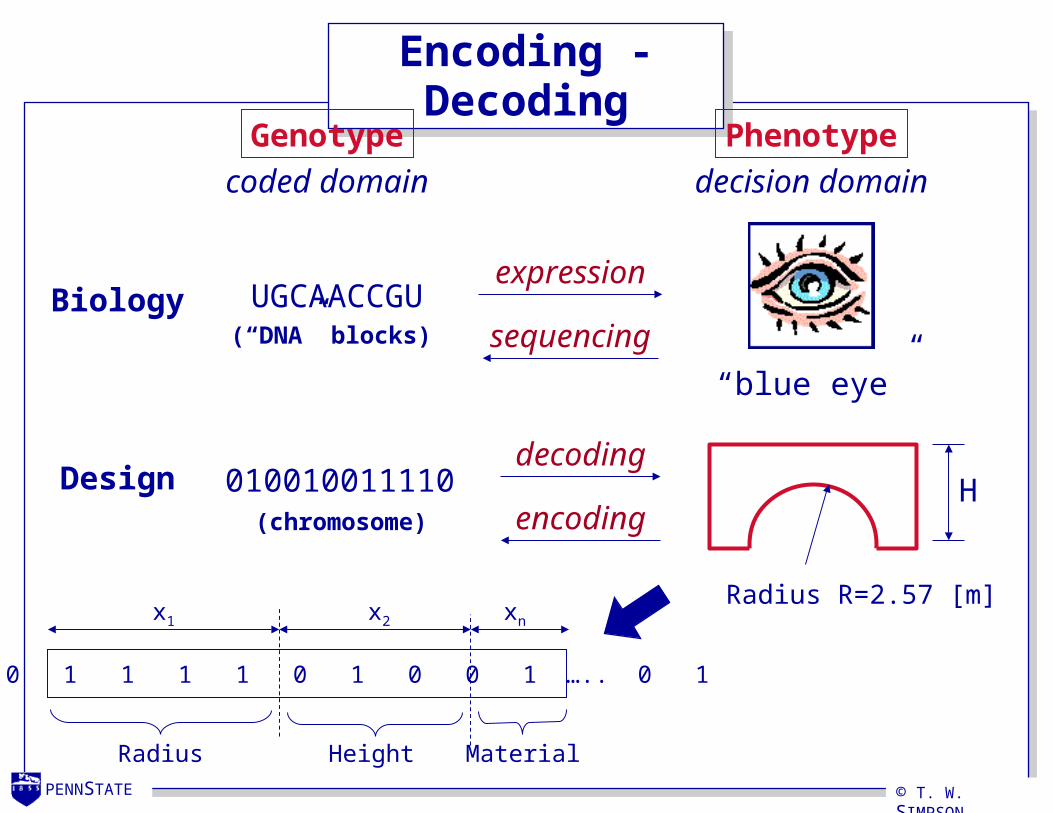
• What is a Genetic Algorithm? Optimization algorithm based on evolutionary principles
(survival of the fittest) that do not require gradient information Use strings of chromosomes to represent design variables Each chromosome is evaluated for its “fitness” where those
with higher fitness reproduce to form a new population New populations of chromosomes are generated using
Probabilistically select individuals based on some measure of their performance.
Sum Sum of individual’sselection probabilities
3rd individual in currentpopulation mapped to interval[0,Sum]
• Selection: generate random number in [0,Sum]• Repeat process until desired # of individuals areselected• Basically: stochastic sampling with replacement
• Replacement scheme specifies how individuals from the parent generation k are chosen to be replaced by children from next generation k+1: Can replace an entire population at a time (go from generation k to k+1
with no survivors)– select N/2 pairs of parents– create N children, replace all parents– polygamy is generally allowed
Can select two parents at a time– create one child– eliminate one member of population (usually the weakest)
“Elitist” strategy– small number of fittest individuals survive unchanged
“Hall-of-fame” strategy– remember best past individuals, but do not use them for progeny
• There are a variety of stopping criteria: A specific number of generations completed - typically O(100) Mean deviation in individual performance falls below a
threshold k< (i.e., genetic diversity has become small) Stagnation - no or marginal improvement from one generation
Using GAs in Product Family DesignUsing GAs in Product Family Design
• Chromosomes typically represent a single product:
• For product family design, one can use multiple chromosomes to represent the products in the family:
• This requires added overhead to: make sure all products exist in equal numbers cluster products into families within each population ensure that selection and cross-over operators are performed
Using GAs in Product Family Design (cont.)Using GAs in Product Family Design (cont.)
• Alternatively, you can extend a single chromosome to represent the entire product family:
• Adds overhead during the decoding process, but fitness function will be evaluated for the entire family genetic operators can be applied with little to no modification
• Challenge is to determine how to represent a platform within the family of products Specify common/unique variables a priori during initialization? Or let the GA vary the levels of commonality of the platform?
• Step 1: Identify design variables that could be made common to the platform There are 8 design variables that define each motor:
x = (r, t, Aa, Na, Af, Nf, I, L)
• Step 2: Perform DOE to check for possible reduction in number of design variables Typically used if design variables are > 8-10 Not needed for motor example
• Step 3: Identify reduced set of design variables Not necessary for this motor example
• Step 5: Use GA to generate a population of solutions Create product family alternatives (chromosomes) using
selection, cross-over, and mutation We use NSGA-II algorithm from: <http://www.iitk.ac.in/kangal/>
• Step 6: Run simulation and/or analysis for each product in the family using GA generated design variables Developed a set of analytical equations to evaluate performance
of each motor: mass, efficiency, power, torque, etc.
• Step 7: Check each chromosome for constraint violation and design feasibility Each motor is checked against the set of constraints to ensure
• Collaborating with Dr. Jeremy Michalek and Aida Khajavirad (CMU) to create an efficient and decomposable GA-based formulation that allows for partial commonality in a family
• Optimization can provide a useful decision support tool for product family and product platform design In motor example, the resulting family should be scaled around
radius, not stack length, to achieve specified performance
• So why did B&D choose stack length? Manufacturing considerations and production costs dictated
decision: it was more economical to scale the motor along its stack length and wrap more wire around it than scale it radially
• Lesson: optimization can be useful for product family planning and strategic decision making, provided the right aspects are modeled for the individual products as well as the product family as a whole
• Classification of product family optimization problems: Number of stages in optimization process Platform defined a priori or a posteriori Single or multiple objectives Type of optimization algorithm Number of products in the family and type of family Module and/or scale-based product family
( configuration and/or parametric variety)
• Create a product family optimization testbed (on web)
• Incorporate multiple disciplines (e.g., manufacturing, marketing) in product family optimization problems
• Approaches for designing multiple platforms in a family
• Extend to product portfolio assignment problems involving multiple families and multiple platforms