38
_<;MI.H:i:MfTTgl "Holderbank" Cement Seminar 2000 Materials Technology 111 - Optimised Cement Design Chapter 4 Optimised Cement Design © Holderbank Management & Consulting. 2000 Page 1 01
| Date post: | 23-Apr-2017 |
| Category: |
Documents |
| Upload: | mkpashapasha |
| View: | 239 times |
| Download: | 4 times |

_<;MI.H:i:MfTTgl"Holderbank" Cement Seminar 2000
Materials Technology 111 - Optimised Cement Design
Chapter 4
Optimised Cement Design
© Holderbank Management & Consulting. 2000 Page 1 01

"Holderbank" Cement Seminar 2000
Materials Technology III - Optimised Cement Design
Page 102 © Holderbank Management & Consulting, 2000

"Holderbank" Cement Seminar 2000
Materials Technology III - Optimised Cement Design
OPTIMISED CEMENT DESIGN
1 . INTRODUCTION 1 05
2. BASIC CONSIDERATIONS for cement design 105
2.1 Product requirements 105
2.2 Available cement components 106
2.3 Production facilities 107
2.4 Economy 107
3. Influence OF CEMENT COMPONENTS on CEMENT PROPERTIES 107
3.1 General 107
3.2 Clinker 108
3.2.1 Water requirement of standard paste and consistency of concrete 109
1 .1 .2 Rate of stiffening and setting time of standard paste and slump loss of concrete 1 1
1.1.3 Heat of hydration 110
1.1.4 Strength of mortar and concrete 110
1.1.5 Sulphate resistance 115
1.1.6 Other properties 116
1.2 Mineral components 116
1.3 Gypsum 117
1.4 Chemical admixtures 118
2. OPtimum PROPORTIONING of the cement components 118
2.1 General 118
2.2 Clinker and mineral components 118
2.3 Gypsum 119
2.4 Chemical admixtures 120
3. Cement grinding 120
3.1 General 120
3.2 Description of fineness 120
3.2.1 Specific surface area 120
3.2.2 Particle size distribution 121
3.3 Particle size distribution in the different grinding systems 123
3.4 Grinding of Portland cements 123
3.4.1 Influence of Blaine fineness 123
3.4.2 Influence of particle size distribution 127
© Holderbank Management & Consulting, 2000 Page 103

I
'M . ] d I • rV I 'EM'Holderbank" Cement Seminar 2000 — i-^^gmMaterials Technology III - Optimised Cement Design
3.5 Grinding of blended cements 129
3.5.1 General 129
3.5.2 Compound grinding 130
3.5.3 Separate grinding 130
3.6 Temperature and moisture conditions 134
4. LITERATURE 138
Page 1 04 © Holderbank Management & Consulting, 2000

'Holderbank" Cement Seminar 2000—i:i-3vn;j:f:iy^
Materials Technology III - Optimised Cement Design
1. INTRODUCTION
The process of cement design consists of the following interrelated steps:
1
)
selection of the most convenient set of components
2) determination of the relative proportions of the components
3) definition of the fineness and grain size distribution of cement (compound grinding) or
the cement components (separate grinding)
The objective of the cement design is to achieve the specified or desired performance of the
cement at the minimum possible cost.
The procedures applied in practice for cement design are usually based on analytical tools
(models to predict cement performance), experiments (trials on laboratory and industrial
scale) and on experience. The better the knowledge of the relationships between cementcomponents, proportioning and processing and the cement properties, the easier it is to
arrive at the optimum solution.
The optimisation of the cement design requires nowadays more attention than in earlier
times. The main reasons for this development are:
increase in number of cement components (use of mineral components and chemical
admixtures in the cement)
use of new grinding technologies (roller press, vertical mill, Horomill) having an effect onthe resulting grain size distribution and grinding temperature
extension of product and application range
The object of the present paper is to describe the basic considerations influencing the
cement design and to give an overview on the influence of the cement components, their
proportioning and cement grinding on the properties of cement.
2. BASIC CONSIDERATIONS FOR CEMENT DESIGN
2.1 Product requirements
The cement design will strongly depend on the performance requirements to be fulfilled bythe cement. These requirements, which are determined by the respective standards and bythe market, may comprise specifications on.
proportioning of cement components and chemical composition
workability (water demand, setting), volume stability and strength
special properties:
• heat of hydration
• sulphate resistance
• alkali-aggregate reactivity
• shrinkage, etc.
Besides the above specifications, there may be further requirements with regard to the
handling of the cement (i.e. temperature, flowability and storage stability).
In the future, also certain requirements with respect to energy consumption and emissions
(in particular C02) during the cement production may be imposed.
© Holderbank Management & Consulting, 2000 Page 1 05

"Holderbank" Cement Seminar 2000Materials Technology III - Optimised Cement Design
!MJ.»:J:MJIT
2.2 Available cement components
The flexibility in cement design will be obviously controlled to a large extent by the available
cement components. The most important aspects of the cement components (clinker,
mineral components and gypsum) in this respect are:
available quantities
quality / uniformity and
costs
The cement plants usually count with one "normal" type of clinker, whose characteristics are
pre-determined by the raw material situation and by the burning and cooling conditions in
the kiln. Occasionally, also special clinkers are produced for certain cement types, but with
the increased use of mineral components in the cement, which allow to obtain special
properties with "normal" clinker, less and less of such clinkers will be applied in the future.
The availability of the mineral components varies from country to country. The mainindustrial by-products used for cement production - blast furnace slag and fly ashes - are
principally available world-wide in great quantities (see Table 1); however, only part of it
complies with the necessary quality requirements for an application in the cement. Amongthe natural mineral components, limestone of suitable quality should be available at all
cement plants, whereas the natural pozzolans are less wide-spread.
Table 1 : Estimated production of fly ashes and blast furnace slags (Mio t/a)
Blast furnace slag (1994) Fly ash (1992)
Western Europe 36 61
Eastern Europe (+ former
USSR)28 95
North America 20 51
Latin America 11 3
Africa 3 24
Asia 78 125
Australia 3 7
World 178 366
Natural gypsum deposits are scarce in some countries. In such cases, alternative materials
like natural anhydrite and limestone or by-product gypsum from other industries have to beconsidered.
The different type of chemical admixtures, which can be added at the cement grinding
stage, can in principle be purchased anywhere in the world.
Page 106 © Holderbank Management & Consulting, 2000

"Holderbank" Cement Seminar 2000—i:LMi-]=M=f:i^f
Materials Technology III - Optimised Cement Design
2.3 Production facilities
The available production facilities (in particular the cement grinding installations) put certain
constraints on the cement design. Such constraints may lead to limitations with respect to:
clinker factor
fineness range of cements
feasible number of products
type of cement grinding (compound or separate)
Moreover, the cement design will be influenced decisively by the type of cement mill used
for grinding. For instance, with the new grinding technologies, adjustments have to be madeto account for the differences in grain size distribution and grinding temperature comparedto the traditional systems.
2.4 Economy
The production costs of cement basically consist of the costs of the materials entering the
cement mill and the grinding costs. From the two factors, the material costs generate by far
the greatest part of the production costs.
The most expensive material in the cement is usually the clinker. The minimisation of the
clinker content in the cement is therefore the single most important factor in reducing the
production cost, provided that mineral components of suitable quality are available at
convenient prices.
The principal ways to reduce the clinker factor in the cement are:
adjustment of the fineness and grain size distribution of the cement and its components
use of high quality clinker
use of chemical admixtures already in the cement
The possible clinker reduction is of course limited by the factors discussed in the previous
chapters.
3. INFLUENCE OF CEMENT COMPONENTS ON CEMENT PROPERTIES
3.1 General
Due to the great variety of factors involved, it is difficult to describe precisely the relationship
between the cement components and the cement properties. The available models for the
prediction of cement performance usually only reflect the general trends.
The effects on the cement properties are best understood for the clinker and gypsum. Least
knowledge is available in case of the mineral components and the chemical admixtures, so
that virtually the only way to assess their influence is to carry out performance tests.
© Holderbank Management & Consulting, 2000 Page 1 07

"Holderbank" Cement Seminar 2000Materials Technology III - Optimised Cement Design
!M|.»:i:M?ra
3.2 Clinker
The composition of clinker gives some indications on the properties of cement to be
expected, as it influences the rate of hydration reaction and thus the setting and hardening
rate of cement The composition of clinkers control the quantity and rate of heat evolved
during hydration and the resistance of cement to sulphate attack; therefore, limiting values
are specified.
In this section, the influence of composition of clinker on the following properties of cement
shall be discussed:
water requirement of standard paste and consistency of concrete
stiffening rate and setting time of standard paste and slump loss of concrete
heat of hydration
strength of mortar and concrete
sulphate resistance
other properties of concrete
A summary on the relationship between clinker composition and the principal cementproperties workability (water demand, setting) and strength is given in Table 2.
Table 2: Effect of clinker composition on water requirement and setting time of
standard paste and compressive strength of ISO mortar (general trends)
Clinker Water req. Setting time Strength
early final
C3S ~ ~ 71 71
C2S — — N 71
C3A 71 ^ 71 NJ
C4AF — — NJ 71
K20 71 — 71 bJ
Na20 71 — 71 iJ
S03 — 71 71 id
P205 — 71 id —
7\ increasing
ii decreasing
- no effect
Page 108 > Holderbank Management & Consulting, 2000

"Holderbank" Cement Seminar 2000
Materials Technology III - Optimised Cement Design
iw.u-.MMnzm
3.2.1 Water requirement of standard paste and consistency of concrete
The water requirement of the standard paste of normal consistency depends primarily on
the aluminate and alkali content of clinker and on the fineness of cement. From a multiple
regression analysis carried out at HMC on 48 different ordinary Portland cements, the
following relation between the water requirement and cement composition was derived:
W.r. % = 17.4 + 0.15 a + 0.26 b + 0.12 c
a = particle size fraction 1 to 30 141 in wt %b
c
C3A content in wt % (Bogue's formula)
total alkali content in wt %The relation between the water requirement of standard paste and the composition of
cement cannot be applied to concrete, as there is a rather weak relationship between the
water requirement of paste and water/cement ratio of concrete (see Figure 1
)
Figure 1 : Water requirement of cement and w/c-ratio of concrete
Concrete consistency
7.5 cm slump Qm DuHoi
Ho 2
© Holderbank Management & Consulting, 2000 Page 109

'Holderbank" Cement Seminar 2000'
Materials Technology III - Optimised Cement Design
Po - Water reducing admixture (Pozzolith)
Me - Superplasticizer (Melment)
Lu 2 ... Ho 2 - various OPCGm, Du, etc. - various Group plants
The effect of cement on the consistency or water requirement of concrete is rather small
compared to other factors, such as sand, admixtures and temperature. An exception is
concrete with a very short mixing time, where cement with false set may seriously impair the
consistency of concrete.
3.2.2 Rate of stiffening and setting time of standard paste and slump loss of concrete
The stiffening rate or the „Vicat" setting time of the standard paste is significantly influenced
by the composition of clinker. The sulphates and phosphates of clinker usually delay,
whereas aluminate shorten the setting time of cement.
The relation between the stiffening rate or setting time of standard paste and the stiffening
rate - expressed as slump loss - of concrete is, just as for the water requirement, rather
poor. Therefore, it is difficult to estimate the stiffening rate of concrete on the basis of
composition or fineness of cement.
3.2.3 Heat of hydration
The effect of the clinker composition on heat of hydration has already been discussed in
detail in the paper on cement hydration. The principal way to control the heat evolution of
the clinker is the adjustment of the C3S and C3A content.
3.2.4 Strength of mortar and concrete
The rate of strength development of mortar or concrete depends on the type (or
composition) of cement. The general tendency of cements with a slow rate of hardening is
to have a slightly higher ultimate strength.
The ASTM type IV cement, with low content of C3S, has the lowest early strength, but
develops the highest ultimate strength (see Figure 2). This agrees with the influence of
individual clinker components on the rate of strength development measured on pure clinker
minerals (see Figure 3).
Page 110 © Holderbank Management & Consulting, 2000

"Holderbank" Cement Seminar 2000Materials Technology III - Optimised Cement Design
!MI.»:J:M.«rCT
Figure 2: Strength development of concrete made with different cement types
CM
EE
0)
^>a)
%maEoa
60-
0)
20
—
Type JlL^^x^
/ \/ /
II 1 I1
I
V.3 7 28 90
v ^days
i 5
yearsFigure 3: Compressive strength of cement compounds
360 days
© Holderbank Management & Consulting, 2000 Page 1 1
1

•'Holderbank" Cement Seminar 2000
Materials Technology III - Optimised Cement Design
The two calcium silicates develop the highest strength, but at different rates. The aluminate
develops little strength, despite a high rate of hydration.
The rate of strength development of mortar or concrete depends on the clinker composition
as follows:
a) Calcium silicates. The different rates of hydration of C3S and C2S affect the rate of
hardening in a significant manner. A convenient rough rule assumes that C3Scontributes the most to the strength development during the first four weeks and C2Safterwards. In general, somewhat higher ultimate strengths are reached by cements with
lower calcium content, i.e. rich in C2S. This observation corresponds with the
assumption that the strength of cement depends on the specific surface of its hydration
products. C2S produces more colloidal CSH gel and less of the crystalline Ca(OH) 2 than
the C3S.
b) Aluminates and ferrites. The influence of the other two major components on the
strength development is still controversial. Presumably, the C3A contributes to the
strength of the cement paste during a period of one to three days, in general, both
aluminate and ferrite contribute to the strength of cement to a minor extent, but
significantly influence the hydration process of the silicates and thus have an indirect
effect on the rate of hardening.
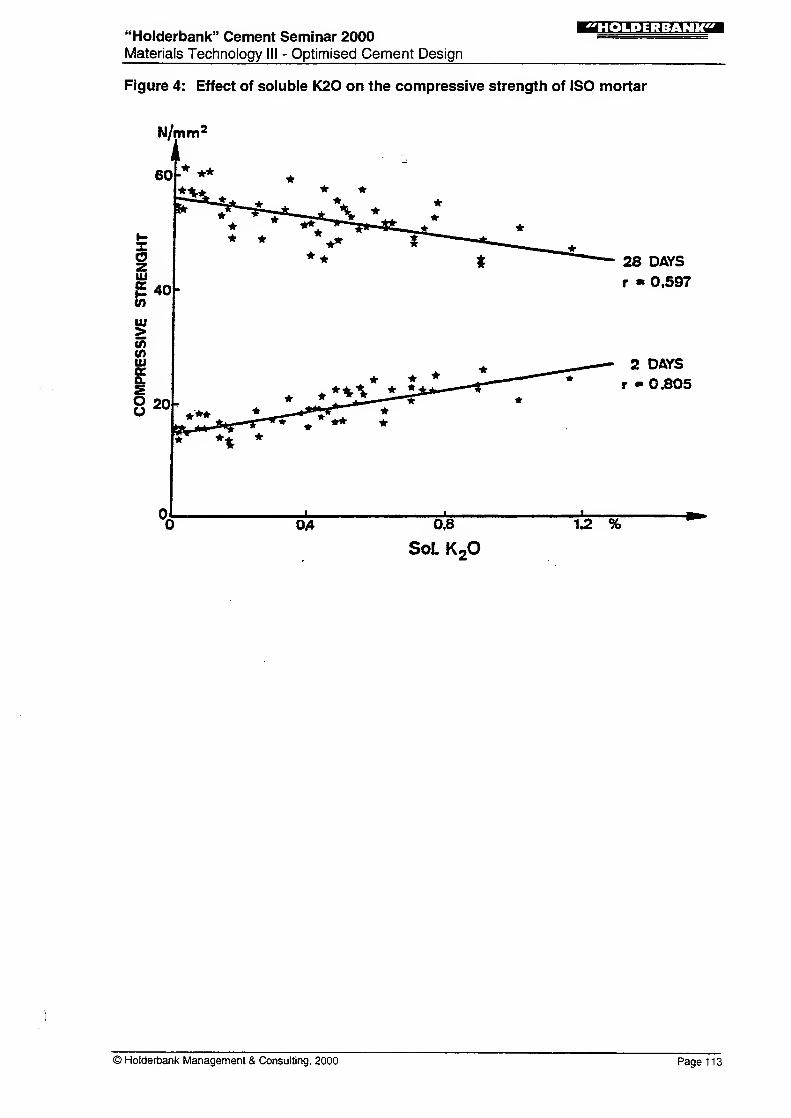
c) Of the minor components, the alkali sulphates exert the greatest influence on the rate
of hardening. The alkali sulphate - mostly present as easily soluble potassium sulphate
or calcium-potassium sulphate with a molar ratio of 2:1 to 1:2 - accelerates the rate of
hardening, improving the early strength and decreasing the 28 day and ultimate strength
(see Figure 4). Of the other minor components, fluorine accelerates, whereas the
phosphorous compound delays the rate of hardening.
d) Clinker characteristics other than chemical composition. Particularly the burning
and cooling conditions influence the rate of hardening of a particular clinker composition.
Frequently, clinkers of the same chemical composition have different strengths and
clinkers of different chemical composition have the same strength. A simple experiment
proves that the very same clinker composition may have rates of hardening which vary
considerably. Rebuming of a clinker in a laboratory furnace changes the rate of
hardening, but does not affect the chemical composition of clinker (see Figure 5).
Page 112 © Holderbank Management & Consulting, 2000
"Holderbank" Cement Seminar 2000Materials Technology III - Optimised Cement Design
;r.n.»;M:i?pga
Figure 4: Effect of soluble K20 on the compressive strength of ISO mortar
28 DAYS
r « 0,597
2 DAYS
r - 0.805
© Holderbank Management & Consulting, 2000 Page 113

"Holderbank" Cement Seminar 2000Materials Technology III - Optimised Cement Design
'HOLDERBANK'
Figure 5: Model of strength development of mortar and concrete made with twoclinkers of same chemical composition and different activity
L.
2 days;
K
28 daysi
MATURITY+
MORTAR
CONCRETE
®A
B
Maturity =
Clinker of high activity
Clinker of low activity
Degree of hydration
®A general guide on the necessary amount of the main clinker phases to achieve optimumstrength development is given in Table 3. The most essential point is to have a high C3Scontent (in the order of 60%) and to adjust the C3A content.
Page 1 14 © Holderbank Management & Consulting, 2000

"Holderbank" Cement Seminar 2000Materials Technology III - Optimised Cement Design

"Holderbank" Cement Seminar 2000—i.i n m.i-t.\.i,<w
Materials Technology III - Optimised Cement Design
E28 after 28 days of regular curing = 1 00%
E1 80 after 28 days of regular curing and 1 80 days of
exposure to 10% sodium sulphate solution
The rate of sulphate corrosion depends - apart from the C3A content of clinker - on factors
other than cement:
composition of concrete, particularly the water/cement ratio
age of concrete at the time of the first exposure to sulphates
type and concentration of sulphate solution
duration and mode of sulphate exposure
3.2.6 Other properties
The other properties of concrete, such as
freeze - thaw - resistance
permeability
cracking
shrinkage and creep
are only slightly influenced by the composition of clinker and quality of cement. Otherinfluencing factors, such as air content, w/c-ratio, curing conditions, are decisive.
The cement exerts only an indirect influence on these properties by its effect on the waterrequirement and rate of hardening.
3.3 Mineral components
(see also paper on blended cements)
The effect of the mineral components on cement performance can be related mainly to their
activity. The three main classes of materials in this respect are latent hydraulic (e.g. blast
furnace slag), pozzolanic (e.g. fly ash and natural pozzolans) and inert (e.g. limestone).
In case of the active mineral components (latent hydraulic and pozzolanic), the generaleffects with respect to cement properties are as follows:
lower water requirement (except for natural pozzolans)
delay in setting times
lower heat of hydration
lower early strength
higher long term strength
lower permeability
improved resistance to sulphate and other chemical attacks
lower sensitivity for alkali-aggregate reaction
Page 116 © Holderbank Management & Consulting, 2000

"Holderbank" Cement Seminar 2000Materials Technology III - Optimised Cement Design
!Mi.»:i;?.-i*r?aa
The actual influence on the cement properties will of course still depend on the individualnature of each material. A more detailed comparison on the effects of the main activemineral components blast furnace slag, fly ash and natural pozzolan (at same dosage) is
made in Table 4.
Table 4: Effect of main active mineral components on cement properties (generaltrends)
Blast furnace slag Fly ash (class F) Natural pozzolan
Water requirement ij 71
Setting time 71 7171 7171
Heat of hydration ^1 ilSJ ^1^1
Early strength ^ ^iJ ^JNJ
Final strength 71 71 71
Sulphate resistance 71 7171 7171
Permeability (chloride) ^J M^J iJiJ
Alkali-aggregate iJ ^NJ iJil
reactivity
Shrinkage 71
7i increase
iJ decreaseO neutral effect
The inert mineral components like limestone do exert similar influences as the activematerials in terms of water requirement, setting and heat of hydration, but they will notimprove the final strength and durability characteristics of the cement.
Other cement properties than the above mentioned are generally not affected to a greatextent by the addition of mineral components.
3.4 Gypsum
(see also paper on cement hydration)
The main function of the gypsum in cement is to regulate the cement setting, but thegypsum also influences other cement properties such as grindability, flowability and storagestability, volume stability and strength.
The use of anhydrite instead of gypsum helps to reduce the risk of false setting and toimprove the storage stability and flowability of the cement at high grinding temperature (seealso chapter 5.6). In case of highly reactive clinkers, proper set retardation may, however,be a problem and blends with gypsum have to be used.
The substitution of natural gypsum by by-product gypsum may sometimes cause problemswith setting and strength development due to potential presence of impurities in such type ofmaterials.
© Holderbank Management & Consulting, 2000 Page 117
Holderbank Cement Seminar 2000Materials Technology 111 - Optimised Cement Design
3.5 Chemical admixtures
The chemical admixtures, which can be added at the cement mill, are divided into the two
following main groups:
grinding aids having mainly a positive effect on the grinding energy
performance modifiers influencing significantly the cement quality, in particular water
requirement and strength development
The first group of admixtures (typically organic compounds based on alcohol and amines)
do as mentioned not really change the engineering properties of cement. The action of the
grinding aids is based on the reduction of the adhesive forces between the cement particles.
They may, however, facilitate the handling of the cement due to the resulting improvementin flowability.
The performance modifiers are of similar nature as the products used in the concrete mix.
Such admixtures are generally based on accelerators and water reducers and thus improve
the workability and strength development of the cement.
Needless to say that the use of chemical admixtures is only worthwile if there is a real
benefit with regard to the economy or performance of the cement to be produced.
4. OPTIMUM PROPORTIONING OF THE CEMENT COMPONENTS
4.1 General
The proportioning will be discussed here mainly from the point of view of cementperformance. The economic aspects, which are of course of primary importance for the
proportioning (see chapter 2.5), will not be dealt with, as they greatly depend on the specific
circumstances.
For a given cement performance, the proportioning is basically controlled by the quality of
the available cement components and the selected fineness of the cement and its
components. Further limitations are set by the standards, which specify the permitted
contents for the different cement components.
4.2 Clinker and mineral components
Portland cements
In case of the Portland cements, the flexibility in proportioning of clinker and mineral
components is obviously limited. According to the European Norm, up to 5% of mineral
component can be added to the cement, whereas ASTM does virtually not allow the addition
of mineral components besides clinker and gypsum. The focus in the optimisation of the
cement properties lies therefore in the determination of the proper gypsum dosage (see
chapter 4.3).
Blended cements
The most critical point of the blended cements in terms of cement performance is the
decrease in early strength. The dosage of mineral components in general purpose
applications, where a similar strength development as for the Portland cement has to beachieved, is therefore limited.
Page 118 © Holderbank Management & Consulting, 2000

"Holderbank" Cement Seminar 2000Materials Technology 111 - Optimised Cement Design
!M1.»:1:MJPM
The possible dosages in such applications are the highest for the latent hydraulic mineral
components and go gradually down for the pozzolanic and inert materials. Typical
proportioning limits for the main mineral components in the cement are:
blast furnace slag: 30 - 40%
fly ash (class F): 15-30%
natural pozzolan: 1 5 - 30%
limestone. 10-20%
For blended cements used in special applications related to low heat evolution anddurability, the early strength development is not of primary importance and the dosages of
the mineral components can be higher. Some guide values on the proportioning in these
applications are given in Table 5. It has, however, to be mentioned that always specific tests
should be carried to verify the compliance with the application requirements.
Table 5: Guide values for proportioning of mineral components in cements for
special applications
Blast furnace Fly ash Natural pozzolan
slag (class F)
Low heat of hydration > 50% > 30% > 30%
Suphate resistance > 70% >30% > 30%Low chloride permeability* > 60% > 40% > 40%Avoidance alkali-aggregate > 40% > 25% >15%reaction
*provided the w/c-ration in concrete is sufficiently low
The actual proportioning of the mineral components in all applications will obviously also
depend on the selected cement fineness and on the permitted contents specified in the
respective standards.
4.3 Gypsum
(see also paper on cement hydration)
Portland cements
In Portland cements, the gypsum dosage has to be adjusted to the reactivity of the clinker
(i.e. C3A and alkali content) and the cement fineness to ensure proper set retardation.
Further adjustments may be necessary depending on the obtained grain size distribution
and the grinding temperature in the cement mill.
It is usually assumed that the gypsum dosage for proper set retardation is more or less
equivalent to the one required for best strength development and volume stability of the
cement. A practical method to find the optimum gypsum content is described in the ASTMstandard C 563 ("Standard test method for optimum S03 in Portland cement"). It is well
possible that the S03 content at the optimum gypsum content would even be above the
maximum value given by the standards.
In case that the Portland cement shows false setting tendency and problems with flowability
and storage stability, the gypsum content should be lowered or part of the gypsum should
be replaced by natural anhydrite. Replacement levels of up to 60% are possible for all type
of clinkers without having any problems with set retardation.
© Holderbank Management & Consulting, 2000 Page 119

'Holderbank" Cement Seminar 2000—WW 1 ™;'*)^*
Materials Technology III - Optimised Cement Design
Blended cements
In case of blended cements, the situation gets much more complex and there exists no clear
procedure on how to adjust the gypsum dosage. Studies at HMC have indeed shown that
the optimum gypsum content has to be evaluated for each individual cement type.
Nevertheless, the findings indicated that the optimisation of the gypsum content in blended
cement can be a very effective means for the improvement of the cement quality.
Special attention in the determination of the optimum gypsum content has to be given to
cements, which contain limestone filler. In such cements, it may be possible to reduce the
gypsum content, since limestone acts also as a set retarder.
4.4 Chemical admixtures
Grinding aids are added at the cement mill at dosages, which are generally below 500 g/t.
The determination of the optimum dosage for a specific grinding aid depends mainly on the
cement fineness and the characteristics of the cement mill.
The dosage of the performance modifiers will essentially be determined by the objective for
their use. The main purpose of such admixtures is generally to achieve a desired cementperformance or to maintain the cement quality at a lower clinker content.
5. CEMENT GRINDING
5.1 General
The cement components have to be ground to fine particles, in order to attain the required
cementitious properties. The fineness after grinding is usually characterised by the specific
surface area or by the particle size distribution (PSD). The type of cement mill used canhave a considerable effect on the PSD.
During the grinding process with the traditional systems (ball mills), only a small portion of
the introduced energy is consumed for the comminution of the cement particles. A large
quantity of heat is set free and the temperature of ground cement increases appreciably. In
the modern grinding systems, less heat is produced, resulting in lower cement temperatureduring grinding.
Both, the fineness and the temperature of grinding are principal factors in determining the
cement properties.
5.2 Description of fineness
5.2.1 Specific surface area
The specific surface area of cement is usually determined by the Blaine method. The Blaine
value is calculated from the air permeability of a cement sample compacted under defined
conditions. The resistance to air flow of a bed of compacted cement depends on its specific
surface. The Blaine specific surface is not identical with the true specific surface of the
cement, but it gives a relative value which suffices for practical purposes.
Page 1 20 © Holderbank Management & Consulting, 2000

"Holderbank" Cement Seminar 2000'
Materials Technology III - Optimised Cement Design
An absolute measurement of the specific surface can be obtained by the nitrogen (or water
vapour) absorption method - BET. In this method, the "internal" area is also accessible to
the nitrogen molecules and the measured value of the specific surface is therefore
considerably higher than that determined by the air permeability method:
Method Blaine Nitrogen Absorption (BET)
Cement A 2'600 cm2/g 7'900 cm2/g
Cement B 4'150cm2/g 10'000cm2/g
The Blaine value can sometimes be misleading, especially in the case of outdoor stored
clinker, blended cements - consisting of a more easily grindable component - and clinkers
containing underburnt material which is easier to grind. The properties of such cements can
often be poorer compared to other ground to the same specific surface.
5.2.2 Particle size distribution
Cements of the same specific surface may have different PSD and different properties.
Thus, the specific surface is not the only fineness criterion determining the properties of a
particular cement composition.
The determination of the PSD can be carried out by the following methods:
mechanical sieving (residues on sieves of a definite size (e.g. 32, 45 and 60 p.(i))
laser and sedigraph (residues over the whole range of particles sizes)
The mechanical sieving is usually applied in the cement plants. Due to the limitations in
sieve sizes, this method does not allow to measure the whole range of particle sizes.
The overall particle size distribution of cement is commonly analysed by means of the
theoretical distribution according to Rosin-Rammler-Sperling (RRS), which is described bethe following formula:
ln[ln(100/Rd)] = n[ln(d)-ln(d')]
being:
Rd = % of particles with diameter greater than d (residue)
d = particle size in urn
d' = characteristic diameter in urn (36.8% of the particles greater than d')
n = slope of RRS straight line
The data obtained in the particle size analysis is accordingly plotted in a so-called RRS-diagram (see Figure 7), having a double logarithmic ordinate (y-axis) and a logarithmic
abscissa (x-axis). After linear regression of the particle size distribution, the slope n of the
straight line and the characteristic diameter d' (at 36.8% residue) can be calculated.
The slope n and diameter d' are the significant values for the particle size distribution. Thefirst characterises the degree of distribution (wide-narrow), whereas the second one states
its location and is an indicator for the overall fineness. High n values results from a narrow
PSD and low d' values from a high overall fineness.
Differences in the PSD of cement can also be seen in the relation between the traditionally
measured Blaine values and sieve residues. At same sieve residue, the Blaine tends to be
lower with higher n values (see also Figure 8).
© Holderbank Management & Consulting, 2000 Page 121

"Holderbank" Cement Seminar 2000Materials Technology III - Optimised Cement Design
; r.n .1:1 :.]=?,vTraa
Figure 7: Particle size distribution of cement in RRS-diagram
IntlnflOO/R))4
Figure 8: Correlation between Blaine and residue 32 um for different n values
(data FLS)
100
E
CMP3
-q
10
: : —
:
:
j j
__,, t i i
^—-^T^ L
^£^1^^—1—^HZZ^—
"
^j^^^^rh^n^! "^ • "*•"»«.. • "^-^^ ' ~*^**^
: \ : —-h^ ~^^~ I~"^*^-—
i ^< "**>>. ^~^ *"—i > \ ""^-^
: ~~"—~-
! ! \ ~*S T--^; j \\ ! ~"*\J ^~*~
^\i r^^\
j j,
l^\Jl.31 _^
2000 2500 3000 3500 4000 4500
Fineness [cm2/g] Blaine
RRSB
n=H
0.8
0.9
1.0
1.1
1.2
5000
Page 122 © Holderbank Management & Consulting, 2000

'Holderbank" Cement Seminar 2000'
Materials Technology III - Optimised Cement Design
5.3 Particle size distribution in the different grinding systems
The grinding in the modern cement mills goes together with a narrower PSD of the
produced cements. Due to the more efficient grinding process, less under- and over-size
particles are produced, which obviously leads to a shorter particle range and to higher
steepness of the PSD.
The steepness n as expressed by the RRS-distribution ranges from 0.8 for an open circuit
ball mill up to 1.2 for the newest grinding systems like vertical mill. Typical n values of
cements ground in various industrial mill systems are indicated in Table 6.
The characteristic diameter d' of commercial cements produced in the different grinding
systems varies typically between 10 and 30 urn. For identical specific surface, the d' values
are lower in the systems which give a narrower PSD, that means that the overall fineness of
the cement at same Blaine will be higher. At same d', the Blaine will be lower when the PSDgets narrower.
Table 6: Typical n values for PSD of cements ground in various industrial mill
systems
Mill type Steepness n of RRS-distribution
Ball mill (open circuit)
Ball mill (closed circuit)
Ball mill (high efficiency separator)
Vertical mill, roller press, Horomill
0.8 - 0.9
0.9-1.0
1.0-1.1
1.1-1.2
As mentioned before, the different PSD of the various grinding systems are also reflected in
the relationship between Blaine and sieve residues (e.g. on 45 urn), which are the usual
fineness measures applied in practice. The corresponding trends observed in the moderngrinding systems compared to the traditional ball mills are as follows:
lower Blaine at same sieve residue or
lower sieve residue at same Blaine
It is important to mention that, in view of certain quality problems experienced with a too
narrow PSD, the actual tendency for the new grinding systems is to adjust the PSD to asomewhat wider distribution.
5.4 Grinding of Portland cements
5.4.1 Influence of Blaine fineness
Since the hydration starts on the surface of the cement particles, it is the specific surface
area of Portland cement that largely determines the rate of hydration and thus the setting
and hardening rate. To achieve a faster hydration and strength development, rapid-
hardening cements are ground finer than ordinary Portland cement. It is common practice to
produce cement of various strength classes from one clinker by altering the fineness to
which it is ground. The Blaine value of cement varies between 2'500 cm2/g for ordinary
Portland cement (type I, ASTM) and 5'000 cm2/g for high early strength cement (type III,
ASTM).
© Holderbank Management & Consulting, 2000 Page 123

'Holderbank" Cement Seminar 2000Materials Technology 111 - Optimised Cement Design
The rate of hydration is slowed down by the presence of cement gel and if a large quantity
of gel is formed rapidly, because of a large cement surface, the inhibiting action of the gel
soon takes place. For this reason, extra fine grinding is efficient only for the early strength
up to 7 days. Moreover, the rate at which the strength of concrete increases is substantially
lower than that of mortar (see Figure 9).
Considering the energy consumption for grinding, the fine grinding is often not economically
feasible. In those cases, where high early strength is not required, fine grinding is of little
value (see Figure 10). A large number of concrete applications are unable to exploit the
effects of fine grinding.
The relations between the Blaine fineness of cement and concrete properties can besummarised as follows:
1) Increasing the fineness of cement, reduces the amount of bleeding in concrete (see
Figure 11).
2) Increasing the fineness of cement above 3000, increases somewhat the water
requirement of concrete. Compared to the influences other than cement on the water
requirement of concrete, the influence of cement fineness is considerably smaller.
3) The strength of concrete is influenced by the fineness of cement. The early compressivestrength increases with an increase in cement fineness. The difference in compressivestrength due to the difference in fineness of cement, is considerably smaller at 28 daysand at later age (see Figure 9).
4) The fineness of cement influences the drying shrinkage of concrete. When the watercontent is increased because of fineness, the drying shrinkage is increased.
Page 1 24 © Holderbank Management & Consulting, 2000

"Holderbank" Cement Seminar 2000Materials Technology III - Optimised Cement Design
i!Mi.»:i:Mrraai
Figure 9: Effect of cement fineness on strength of mortar and concrete
CN
EE
05c«
CO
«]>en(A
aEoo
60
40 -
20
60
40
20
0Li
ISO- MORTAR
± ±3000 4000
CONCRETE
365 D90 D28 D
7D
2D
5000
900•-28D
1D
350 kg cement/m 3
Slump 5-7cm
_L J- ± ± 13000 4000 5000
Blaine, cm2/ g
© Holderbank Management & Consulting, 2000 Page 125

"Holderbank" Cement Seminar 2000Materials Technology HI - Optimised Cement Design
!MMJ:i:M?IT
Figure 10: Relative specific energy consumption and compressive strength
development
SPECIFIC ENERGY'FOR GRINDING
MORTAR/strength
100h<
3000
CH
4000
USA
CONCRETESTRENGTH
MORTAR^STRENGTH
CONCRETESTRENGTH
AFTER1 DfflT
AFTER28 DAYS
5000 Blaine (cjn2/gr)
Page 126 © Holderbank Management & Consulting, 2000

"Holderbank" Cement Seminar 2000Materials Technology III - Optimised Cement Design
:t.».1=MtM?P
Figure 11: Effect of cement fineness on bleeding of concrete (non air-entrained
concrete, w/c-ratio = 0.57)
Fineness (Blaine)
5.4.2 Influence of particle size distribution
The influence of the fineness on the cement properties can be described more precisely,
when taking into account the PSD of the Portland cement. The PSD is of particular
importance with respect to workability and strength development.
The workability of Portland cement and concrete may impair when the PSD becomesnarrower (at constant specific surface). On one hand, the water requirement for a certain
consistency tends to increase and, on the other hand, the faster conversion of aluminate at
narrow PSD may lead to early stiffening problems.
The mentioned stiffening problems may especially occur if clinkers of high reactivity (high
C3A and alkali content) are ground together with the gypsum at low temperatures (little
formation of easily soluble sulphates), as it is the case in the modern grinding systems. With
such clinkers, the proper adjustment of the wideness of the PSD and/or of the calcium
sulphate carrier is therefore important.
The effect of the PSD of Portland cement on strength development is not always clear. Thegeneral trends can be summarised in the following way:
The most valuable particles for early strength are the ones between - 8 urn. The Blaine
value is thus a good indicator in this respect, as it is proportional to the portion in this
fraction.
© Holderbank Management & Consulting, 2000 Page 127

"Holderbank" Cement Seminar 2000Materials Technology III - Optimised Cement Design
iMt.u-A-.hvnaa
The 28 day strength is mainly controlled by the amount of particles in the range between2 - 24 urn, which is proportional to steepness n of the PSD.
The increase in the steepness n at a given Blaine is accordingly an effective means in
improving the strength potential at 28 days as illustrated in Figure 12. The positive effects of
higher n values are, however, less pronounced on concrete.
Figure 12: 2 day and 28 day compressive strength of Portland cement, as afunction of the specific surface area and the slope of the RRS-distribution of the cement
70
60
50
40
a.
Slope n:
it^<!** y!/^^^T^'
^TZ55 „
/XL/' ^Slp^7/\.\ y=Z
L
b«?^tN>C 1
PZ 45
/"w -^—f ^PZ 35
/,* i
''o.sf^
^0.8
28 days
1
1000 2000 3000 4000
Specific surface of cement (cm2/ g)
6000
Page 128 © Holderbank Management & Consulting, 2000

"Holderbank" Cement Seminar 2000
Materials Technology III - Optimised Cement Design
:r.».»:l:MJTT
5.5 Grinding of blended cements
5.5.1 General
The properties of blended cements are decisively influenced by the fineness of the cement
and its components respectively. Blended cements must generally be ground to a higher
overall fineness than Portland cements to maintain a similar strength development.
The grinding behaviour of the different components in blended cements may vary quite
significantly as illustrated in Figure 13. At constant fineness, the softer materials like
limestone and natural pozzolan yield a wider PSD than the clinker and blast furnace slag.
Despite its worse grindability, the grain size distribution of blast furnace slag does, however,
not differ too much from the one of clinker. The mentioned differences in grindability are of
great significance in the grinding of blended cements.
Figure 13: Steepness of the RRS-distribution of ground blast furnace slag, clinker,
pozzolan and limestone at same characteristic diameter d' in function of
the grindability index
3.O
n 0.8o
EECO
Of
Lco
O(E
oCO(0CDca.a>a
0.6 -
0.4
0.220 40 60 80
Grindability index in cm2/(g-s)
100 120
Blast furnace slag Clinker Pozzolan Limestone
• o *
The question to which fineness the components of blended cements shall be ground to
obtain optimum cement properties is often debated. The general concept of HMC is that the
hydraulic potential of the clinker should be used as much as possible by grinding it to a
sufficiently high fineness. The mineral components may be ground coarser, but latent
hydraulic and pozzolanic materials must still have a sufficient fineness to be suitably
activated to provide good final strength.
© Holderbank Management & Consulting, 2000 Page 129

"Holderbank" Cement Seminar 2000
Materials Technology III - Optimised Cement Design
5.5.2 Compound grinding
The compound grinding of clinker, gypsum and mineral component(s) is still the most
common practice for the production of blended cements. The combined grinding with
mineral components softer than the clinker like limestone will widen the grain size
distribution of the resulting blended cement, whereas the mixture of clinker with a harder
material like blast furnace slag will give a somewhat steeper PSD than the ground clinker
alone. The different PSD can be explained by the fact that for compound grinding, the
harder material is enriched in the coarser fraction and the softer material in the finer
fractions of the cement.
In compound grinding, the different cement components can accordingly not be ground
individually or independently from each other. For a given grinding system, the fineness of
the components is pre-determined by their respective grindabilities; it is thus not possible to
adjust freely their fineness. The inevitable enrichments of certain components in the fine or
coarse fraction of the blended cement are, however, reduced with the modern grinding
technologies.
This lack of flexibility in compound grinding may limit the optimisation of the properties of
blended cements. With soft mineral components, the clinker will always remain rather
coarse, in particular at higher replacement levels, so that its hydraulic potential can not be
fully exploited. On the other hand, there might be an overgrinding of the mineral componentlike in the case of the natural pozzolans leading to an increase in water demand.
In case of slag cement, the clinker will get indeed finer and contribute as desired to the
strength development. The slag may, however, not be adequately refined and activated.
5.5.3 Separate grinding
Separate grinding of blended cements gives more flexibility in the design and optimisation of
the cement quality than compound grinding, since it permits free choice of the fineness of
the cement components. Nevertheless, the opinions on the real benefits of separate
grinding are still controversial.
In the following, the experience with separate grinding for the most relevant blended
cements containing blast furnace slag, fly ash, natural pozzolan and limestone is discussed.
5.5.3. 1 Slag cements
The studies on separate grinding of slag cement revealed that the fineness of the clinker
and slag influence the cement quality in the following way:
the clinker fineness is mainly related to early strength. In cements with low slag content
(<30%), the clinker fineness will also have an impact on final strength
the slag fineness determines mainly the final strength (at very high fineness, also
significant contribution to early strength possible). For good workability of the cements,
the PSD of the slag should not be too narrow.
In separate grinding, it is thus in principle possible to fine tune the strength curve according
to the above relationships. When the grinding energy is kept constant, the observed
improvements compared to intergrinding do, however, not seem to be too significant.
An interesting advantage for separate grinding may be in some cases the activation of the
slags through very fine grinding. Recent studies have shown that at Blaine finesses higher
than 4000, there is a considerable potential to improve the strength development at all ages(see also Figure 14).
Page 130 © Holderbank Management & Consulting, 2000

"Holderbank" Cement Seminar 2000
Materials Technology III - Optimised Cement Design
'HOLDERBANK'
Figure 14: Influence of Blaine fineness of slag on compressive strength of ASTMmortar for cement with 40% slag
3500 4000 4500 5000
Blaine slag [cm2/g]
5500 6000
3 days 7 days 28 days
© Holderbank Management & Consulting, 2000 Page 131

"Holderbank" Cement Seminar 2000Materials Technology III - Optimised Cement Design
:Mi.»:ii?.-i?rCT
5.5.3.2 Fly ash cements
The separate grinding of fly ash cement as such has hardly been investigated. It appears
that at constant grinding energy separate grinding gives certain possibilities to fine tune the
final strength development of the fly ash cement.
Presently the most appropriate solution to produce fly ash cements is to add the fly ash to
the separator of the grinding system. The example in Figure 15 of a cement containing 16%fly ash demonstrates that in terms of quality and consumption of grinding energy, this seemsto be the best solution, also compared to intergrinding.
Figure 15: Influence of treatment undergone by the fly ash on the strength of
cement with 16% fly ash
60
50OPC30
40
£a
SE.30(0Q.
20
10
OPC40
28 d
addition to separator
intergrinding
mixingOPC40
,.r—"^" OPC 30
10 20 30
kWh/t cem40 50
5.5.3.3 Pozzolanic cements
Separate grinding of cements with natural pozzolan gives a somewhat higher early strength
and lower final strength than intergrinding at constant energy input. This relationship seemsquite logical as in intergrinding the clinker responsible for the early strength remains rather
coarse and the pozzolan contributing to the final strength is refined.
The studies on separate grinding of pozzolanic cements carried out at "Holderbank" showeda certain potential to increase the clinker factor at same cement quality, though at the
expense of a higher grinding energy. A typical increase might be in the order of 5% as it is
illustrated by the comparison of intergrinding and separate grinding for a pozzolanic cementfrom Mexico in Table 7.
Page 132 © Holderbank Management & Consulting, 2000

"Holderbank" Cement Seminar 2000
Materials Technology 111 - Optimised Cement Design
!M|.H:i=M?ra
Table 7: Comparison of intergrinding and separate grinding for pozzoianic
cement from Mexico
Physical and mechanical properties Compound grinding (ball mill) Separate grinding
(ball mill and vertical mill)
Cement
Pozzoian (%)
Blaine (cm2/g)
n(-)
R 45 pm (%)
20
4170
1.0
3.3
25
4120
x)
7.5
Paste ASTM28.3
160
225
27.0
145
175
Water demand (%)
Setting time (min.)
- initial
- final
Mortar ASTM0.52
11.0
20.9
27.8
35.0
0.53
11.6
20.7
26.0
34.8
w/c-ratio
Compressive strength (MPa)
- at 1 day
- at 3 days
- at 7 days
- at 28 days
R 45 Mm = 20.9%R 45 Mm = 3.1%
Blaine = 2170 cm2/gBlaine = 4300 cm2/g
x) Pozzoian: n = 0.95
Clinker/gypsum: n = 0.95
5.5.3.4 Limestone cements
Studies on separately ground limestone showed that the limestone fineness as such has
virtually no influence on the strength development. The PSD of the limestone powder can,
however, play a role with regard to the workability characteristics of the limestone cement: a
wide distribution is in this respect more favourable than a narrow one.
In combined grinding with clinker, the limestone is automatically ground to the favourable
wide PSD. This quite advantageous behaviour in intergrinding, at least at lower limestone
dosages (up to 20%) may also explain the fact that separate grinding of limestone cement to
improve cement quality has usually not been applied in practice.
© Holderbank Management & Consulting, 2000 Page 133

"Holderbank" Cement Seminar 2000Materials Technology III - Optimised Cement Design
mu:i-'m.M:i:?M\!UM
5.6 Temperature and moisture conditions
The grinding of cement influences the properties of cement not only through an increase in
fineness, but also through the reactions taking place in the cement mill. Depending on the
temperature and moisture conditions prevailing in the mill, dehydration and hydration occur
which influence the grinding process, flowability, lump formation in silos, setting andhardening of cement.
Due to the heat liberated during the grinding process, the temperature in the traditional ball
mills rises to temperatures above 100°C. in the modern grinding systems, the grinding
temperatures are significantly lower (down to 50 - 60°C). In a particular mill, the exit
temperature of cement can vary in a wide range, in function of the inlet temperature of
clinker, cooling conditions and fineness of grinding.
The effect of the grinding temperature on the cement properties is mainly related to the
dehydration of gypsum. With increasing temperature, gypsum (CaS04 2H20) gets unstable
and transforms to hemihydrate and anyhdrite III under the release of water. The dehydration
of the gypsum will not only depend on the temperature, but also on the time the gypsum is
exposed to this temperature (see Figure 16). Another factor of less importance for gypsumdehydration is the humidity in the mill atmosphere (see Figure 17).
Figure 16: Influence of temperature on the dehydration of gypsum
150°C ^-140°C ^130°C
120°C
TIO°C
10 20 30Time of exposure(minutes)
Page 134 © Holderbank Management & Consulting, 2000

"Holderbank" Cement Seminar 2000
Materials Technology III - Optimised Cement Design
:MM=N=MJrcM
Figure 17: influence of humidity on the gypsum dehydration.
Dry air
Dew point 20° CDew point 40° CDew point 70° CDew point 100
c
20 40Time of exposure (minutes)
60
According to the degree of dehydration, the gypsum will exert a different influence on the
cement properties (see also paper on cement hydration). If great part of the gypsum is
converted to the more easily soluble hemihydrate and anhydrite III, there may be some
© Holderbank Management & Consulting, 2000 Page 135
"Holderbank" Cement Seminar 2000Materials Technology III - Optimised Cement Design
!MI.H:l:MJITgB
problems with false setting in case a clinker of low reactivity is used. On the other hand, atoo low degree of dehydration may lead to flash setting tendency with reactive clinkers.
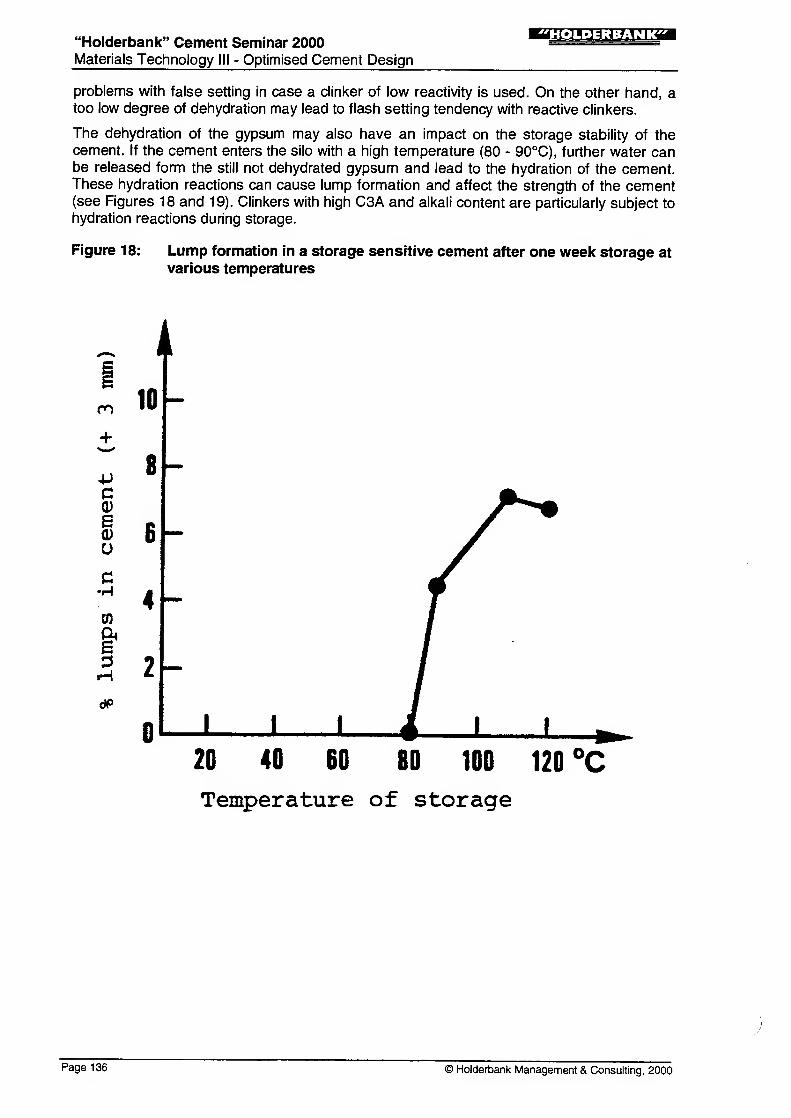
The dehydration of the gypsum may also have an impact on the storage stability of the
cement. If the cement enters the silo with a high temperature (80 - 90°C), further water canbe released form the still not dehydrated gypsum and lead to the hydration of the cement.These hydration reactions can cause lump formation and affect the strength of the cement(see Figures 18 and 19). Clinkers with high C3A and alkali content are particularly subject to
hydration reactions during storage.
Figure 18: Lump formation in a storage sensitive cement after one week storage at
various temperatures
+
4->
c
e
o
c•H
CO
A
10
8
6
2
J L 120 40 60 80 100 120 °CTemperature of storage
Page 136 © Holderbank Management & Consulting, 2000

"Holderbank" Cement Seminar 2000Materials Technology III - Optimised Cement Design

rTT5».»:l:M?ir'Holderbank" Cement Seminar 2000
Materials Technology III - Optimised Cement Design
6. LITERATURE
Cement components and cement properties
Gebauer, J., Kristmann, M., The influence of the composition of industrial clinker on cement
and concrete properties, World Cement Technology, March 1979, pp. 46 - 51
Wolter, H., Production, properties and applications of Portland slag cements and blast
furnace cements, Concrete Workshop, Queensland Cement Ltd., 1994
Malhotra, V.M., Ramezanianpour, A.A., Fly ash in concrete, Second edition.CANMET,
Ontario, 1994,307 pp.
Massazza, F., Pozzolana and pozzolanic cements, in: Lea's Chemistry of Cement and
Concrete, Fourth Edition, Arnold, 1998, pp. 471 - 631
Cochet, G, Sorrentino, F., Limestone filled cements: properties and uses, in: Progress in
Cement and Concrete, Volume 4, Mineral admixtures in cement and concrete, ABI, NewDelhi, 1993, pp. 266-295
Grinding and cement properties
Bapat, J.D., Higher qualities from modern finish grinding processes, International CementReview, January 1 998, pp. 54 - 56
Montani, S., Influence of grinding on the properties of blended cements, 34th Technical
Meeting, Davos, 1996, PT 96/14'096/E
Albeck, J., Kirchner, G., Influence of process technology on the production of market-
orientated cements, Cement-Lime-Gypsum, No. 10, 1993, pp. 615 - 626
Gebauer, J:, Cement grinding and quality problems, 32nd Technical Meeting, Montreux,
1992, VA92/5972/E
Schiller, B., Ellerbrock, H.-G., The grinding and the properties of cements with several main
constituents, Cement-Lime-Gypsum, No. 7, 1992, pp. 325 - 334
Ellerbrock, H.-G., Deckers, R., Mill temperature and cement properties, dto., No. 1, 1988,
pp. 1 - 12
Sprung, S., Kuhlmann, K., Ellerbrock, H.-G., Particle size distribution and properties of
cement, dto., Part I: No. 4, 1985, pp. 169 - 178, Part II: No. 9, 1985, pp. 528 - 534
Sprung, S., Influence of process technology on cement properties, dto., No. 10, 1985, pp.
577 - 585
Page 138 © Holderbank Management & Consulting, 2000

















