PILOT PLANT SCALE UP TECHNIQUES Prof. Dr. Basavaraj K. Nanjwade M. Pharm., Ph. D Department of Pharmaceutics KLE University College of Pharmacy BELGAUM-590010, Karnataka, India Cell No: 00919742431000 E-mail : [email protected]23 August 2012 1 KLE College of Pharmacy, Nipani.
Transcript
PILOT PLANT SCALE UP TECHNIQUES
Prof. Dr. Basavaraj K. Nanjwade M. Pharm., Ph. D
Department of PharmaceuticsKLE University College of Pharmacy
Introduction What is Pilot plant : “Defined as a part of the pharmaceutical industry where a lab scale formula is transformed into a viable product by the development of liable practical procedure for manufacture.”
R & D Production
Pilot Plant
Scale-up : “The art of designing of prototype using the data obtained from the pilot plant model.”
23 August 2012 3KLE College of Pharmacy, Nipani.
Objectives of Pilot Plant
“Find mistakes on small scale and make profit on large scale.”To produce physically and chemically stable therapeutic dosage forms.Review of the processing equipment.Guidelines for productions and process control.Evaluation and validation.To identify the critical features of the process.To provide master manufacturing formula.
23 August 2012 4KLE College of Pharmacy, Nipani.
Importance of Pilot Plant
Examination of formulae.
Review of range of relevant processing equipments.
The specification of the raw materials.
Production rates.
The physical space required.
Appropriate records and reports to support GMP.
23 August 2012 5KLE College of Pharmacy, Nipani.
Pilot Plant design for TabletsThe primary responsibility of the pilot plant staff is to ensure that the newly formulated tablets developed by product development personnel will prove to be efficiently, economically, and consistently reproducible on a production scale.The design and construction of the pharmaceutical pilot plant for tablet development should incorporate features necessary to facilitate maintenance and cleanliness.If possible, it should be located on the ground floor to expedite the delivery and shipment of supplies.
23 August 2012 6KLE College of Pharmacy, Nipani.
Extraneous and microbiological contamination must be guarded against by incorporating the following features in the pilot plant design:
1. Fluorescent lighting fixtures should be the ceiling flush type.2. The various operating areas should have floor drains to simplify
cleaning.3. The area should be air-conditioned and humidity controlled.4. High -density concrete floors should be installed.5. The walls in the processing and packaging areas should be
enamel cement finish on concrete.6. Equipment in the pharmaceutical pilot plant should be similar to
that used by production division- manufacture of tablets.23 August 2012 7KLE College of Pharmacy, Nipani.
Pilot Plant design for Tablets
23 August 2012 8KLE College of Pharmacy, Nipani.
Pilot Plant design for Tablets
23 August 2012 9KLE College of Pharmacy, Nipani.
Pilot Plant design for Tablets
Material handling systemIn the laboratory, materials are simply scooped or poured by hand, but in intermediate- or large-scale operations, handling of this materials often become necessary.If a system is used to transfer materials for more than one product steps must be taken to prevent cross contamination.Any material handling system must deliver the accurate amount of the ingredient to the destination.The type of system selected also depends on the characteristics of the materials.More sophisticated methods of handling materials such as vacuum loading systems, metering pumps, screw feed system.
23 August 2012 10KLE College of Pharmacy, Nipani.
23 August 2012
Vacuum loading machine11KLE College of Pharmacy, Nipani.
Material handling system
Dry BlendingPowders to be used for encapsulation or to be granulated must be well blended to ensure good drug distribution.Inadequate blending at this stage could result in discrete portion of the batch being either high or low in potency.Steps should also be taken to ensure that all the ingredients are free of lumps and agglomerates.For these reasons, screening and/or milling of the ingredients usually makes the process more reliable and reproducible.
23 August 2012 12KLE College of Pharmacy, Nipani.
23 August 2012
The equipment used for blending are: V- blender Double cone blender Ribbon blender Slant cone blender Bin blender Orbiting screw blenders vertical and horizontal high intensity
mixers.SCALE UP CONSIDERATIONS
Time of blending . Blender loading. Size of blender.
13KLE College of Pharmacy, Nipani.
Dry Blending
23 August 2012
V – cone blender Double cone blender14KLE College of Pharmacy, Nipani.
Dry Blending
23 August 2012
Ribbon blender15KLE College of Pharmacy, Nipani.
Dry Blending
GranulationThe most common reasons given to justify granulating are:
1. To impart good flow properties to the material,2. To increase the apparent density of the powders,3. To change the particle size distribution,4. Uniform dispersion of active ingredient.
Traditionally, wet granulation has been carried out using,
Sigma blade mixer,Heavy-duty planetary mixer.23 August 2012 16KLE College of Pharmacy, Nipani.
23 August 2012
Sigma blade mixer Planetary mixer17KLE College of Pharmacy, Nipani.
Granulation
Wet granulation can also be prepared using tumble blenders equipped with high-speed chopper blades.
23 August 2012 18KLE College of Pharmacy, Nipani.
Granulation
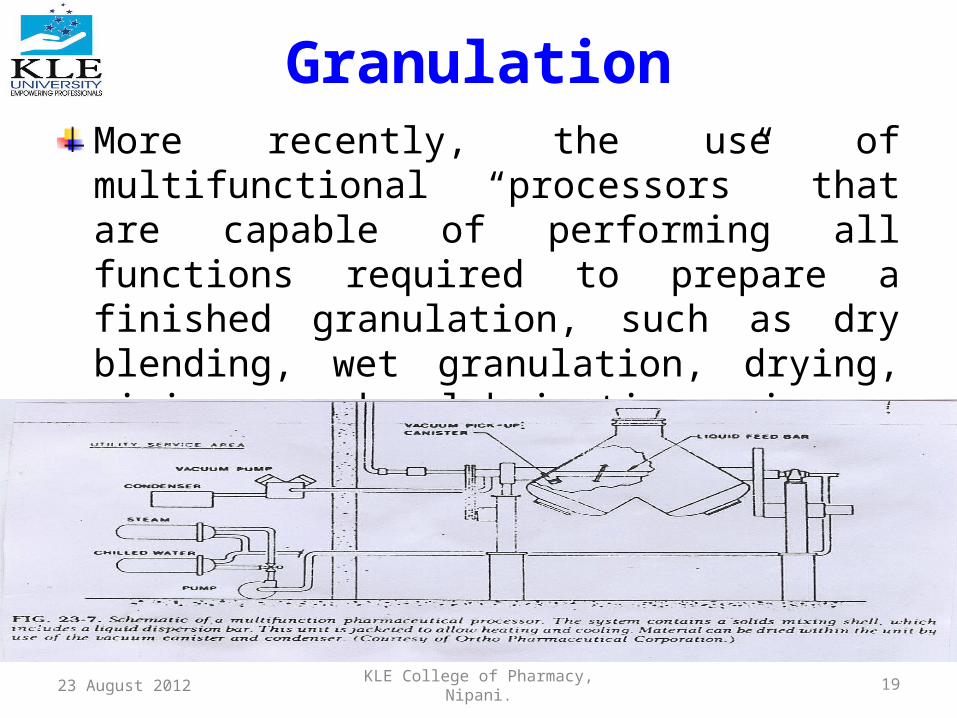
More recently, the use of multifunctional “processors” that are capable of performing all functions required to prepare a finished granulation, such as dry blending, wet granulation, drying, sizing and lubrication in a continuous process in a single equipment.
23 August 2012 19KLE College of Pharmacy, Nipani.
Granulation
Binders:Used in tablet formulations to make powders more
compressible and to produce tablets that are more resistant to
breakage during handling.
In some instances the binding agent imparts viscosity to the
granulating solution so that transfer of fluid becomes difficult.
This problem can be overcome by adding some or all binding
agents in the dry powder prior to granulation.
23 August 2012 20KLE College of Pharmacy, Nipani.
Granulation
Some granulation, when prepared in production sized equipment, take on a dough-like consistency and may have to be subdivided to a more granular and porous mass to facilitate drying.
This can be accomplished by passing the wet mass through an oscillating type granulator with a suitably large screen or a hammer mill with either a suitably large screen or no screen at all.
23 August 2012 21KLE College of Pharmacy, Nipani.
Granulation
Drying The most common conventional method of drying a granulation continues to be the circulating hot air oven, which is heated by either steam or electricity.The important factor to consider as part of scale-up of an oven drying operation are airflow, air temperature, and the depth of the granulation on the trays.If the granulation bed is too deep or too dense, the drying process will be inefficient, and if soluble dyes are involved, migration of the dye to the surface of the granules.Drying times at specified temperatures and airflow rates must be established for each product, and for each particular oven load.
23 August 2012 22KLE College of Pharmacy, Nipani.
Fluidized bed dryers are an attractive alternative to the circulating hot air ovens.The important factor considered as part of scale up fluidized bed dryer are optimum loads, rate of airflow, inlet air temperature and humidity.
23 August 2012 23KLE College of Pharmacy, Nipani.
Drying
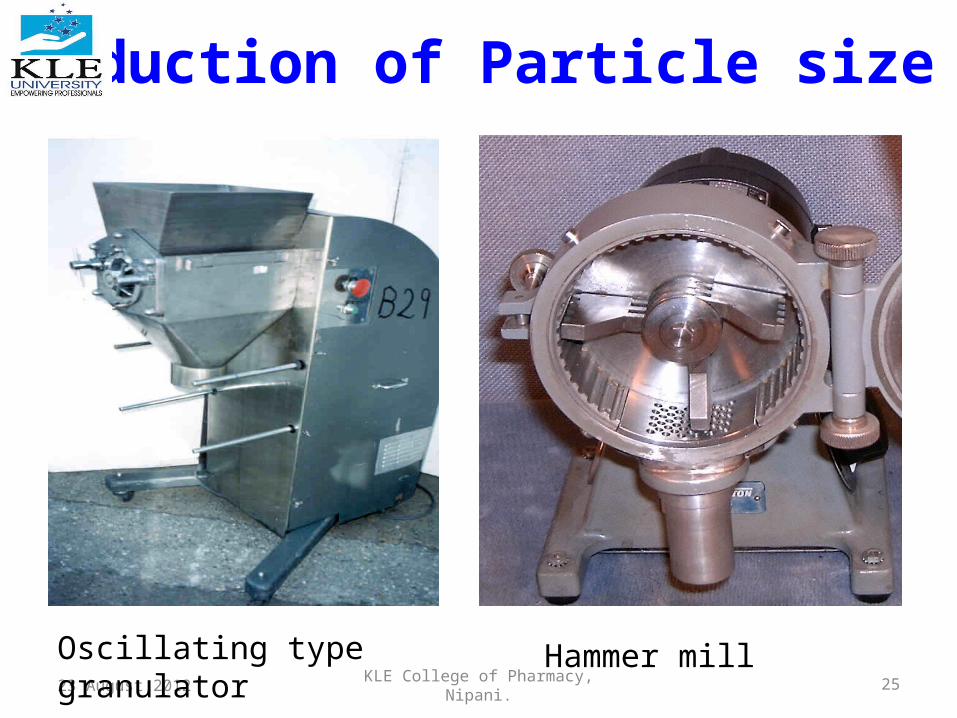
Reduction of Particle sizeCompression factors that may be affected by the particle size distribution are flowability, compressibility, uniformity of tablet weight, content uniformity, tablet hardness, and tablet color uniformity.First step in this process is to determine the particle size distribution of granulation using a series of “stacked” sieves of decreasing mesh openings.Particle size reduction of the dried granulation of production size batches can be carried out by passing all the material through an oscillating granulator, a hammer mill, a mechanical sieving device, or in some cases, a screening device.
23 August 2012 24KLE College of Pharmacy, Nipani.
23 August 2012
Oscillating type granulator Hammer mill25KLE College of Pharmacy, Nipani.
Reduction of Particle size
As part of the scale-up of a milling or sieving operation,
the lubricants and glidants, which in the laboratory are
usually added directly to the final blend, are usually
added to the dried granulation during the sizing
operation.
This is done because some of these additives, especially
magnesium stearate, tend to agglomerate when added in
large quantities to the granulation in a blender.
23 August 2012 26KLE College of Pharmacy, Nipani.
Reduction of Particle size
BlendingType of blending equipment often differs from that using in laboratory.In any blending operation, both segregation and mixing occur simultaneously are a function of particle size, shape, hardness, and density, and of the dynamics of the mixing action.Particle abrasion is more likely to occur when high-shear mixers with spiral screws or blades are used.When a low dose active ingredient is to be blended it may be sandwiched between two portions of directly compressible excipients to avoid loss to the surface of the blender.
23 August 2012 27KLE College of Pharmacy, Nipani.
Equipments used for mixing
Sigma blade mixer.
Planetary mixer.
Twin shell blender.
High shear mixer
23 August 2012 28KLE College of Pharmacy, Nipani.
Reduction of Particle size
Slugging (Dry Granulation)
23 August 2012
A dry powder blend that cannot be directly compressed because of poor flow or compression properties.This is done on a tablet press designed for slugging, which operates at pressures of about 15 tons, compared with a normal tablet press, which operates at pressure of 4 tons or less.Slugs range in diameter from 1 inch, for the more easily slugged material, to ¾ inch in diameter for materials that are more difficult to compress and require more pressure per unit area to yield satisfactory compacts.If an excessive amount of fine powder is generated during the milling operation the material must be screened & fines recycled through the slugging operation.
29KLE College of Pharmacy, Nipani.
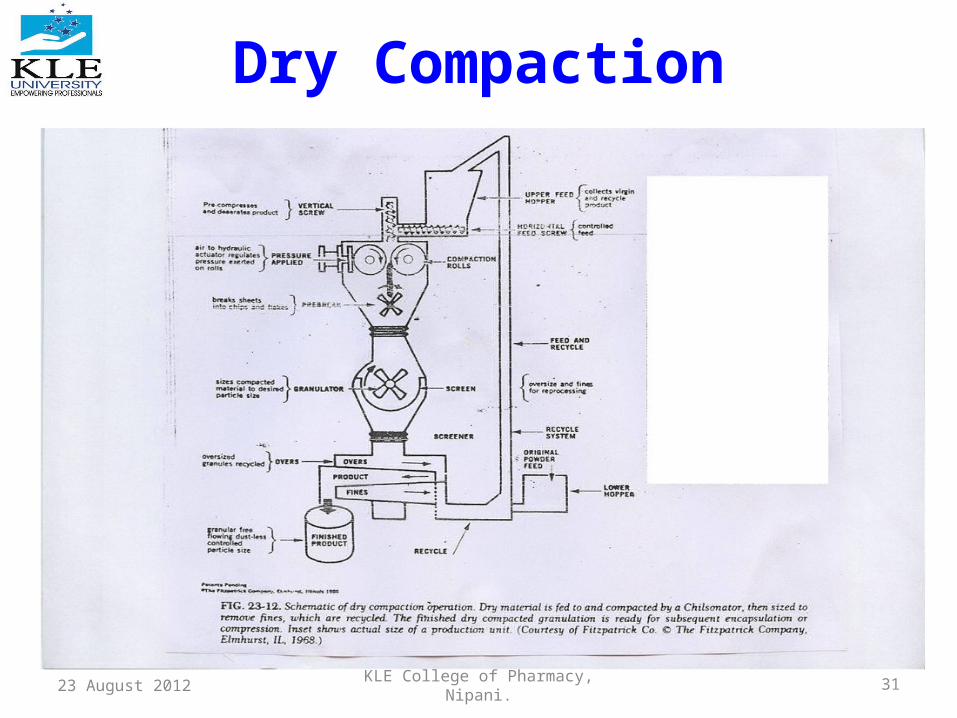
Dry CompactionGranulation by dry compaction can also be achieved by passing powders between two rollers that compact the material at pressure of up to 10 tons per linear inch.Materials of very low density require roller compaction to achieve a bulk density sufficient to allow encapsulation or compression.One of the best examples of this process is the densification of aluminum hydroxide.Pilot plant personnel should determine whether the final drug blend or the active ingredient could be more efficiently processed in this manner than by conventional processing in order to produce a granulation with the required tabletting or encapsulation properties.
23 August 2012 30KLE College of Pharmacy, Nipani.
23 August 2012 31KLE College of Pharmacy, Nipani.
Dry Compaction
Compression The ultimate test of a tablet formulation and granulation process is whether the granulation can be compressed on a high-speed tablet press.
During compression, the tablet press performs the following functions:
1. Filling of empty die cavity with granulation.2. Precompression of granulation (optional).3. Compression of granules.4. Ejection of the tablet from the die cavity and take-off of
compressed tablet.23 August 2012 32KLE College of Pharmacy, Nipani.
When evaluating the compression characteristics of a particular formulation, prolonged trial runs at press speeds equal to that to be used in normal production should be tried.Only then are potential problems such as sticking to the punch surface, tablet hardness, capping, and weight variation detected.High-speed tablet compression depends on the ability of the press to interact with granulation.Following are the parameters to be considered while choosing speed of press.
1. Granulation feed rate.2. Delivery system should not change the particle size
distribution.3. System should not cause segregation of coarse and fine
particles, nor it should induce static charges.23 August 2012 33KLE College of Pharmacy, Nipani.
Compression
The die feed system must be able to fill the die cavities adequately in the short period of time that the die is passing under the feed frame. The smaller the tablet , the more difficult it is to get a uniform fill a high press speeds.For high-speed machines, induced die feed systems is necessary.These are available with a variety of feed paddles and with variable speed capabilities. So that optimum feed for every granulation can be obtained.
23 August 2012 34KLE College of Pharmacy, Nipani.
Compression
23 August 2012
After the die cavities are filled ,the excess is removed by the feed frame to the center of the die table.Compression of the granulation usually occurs as a single event as the heads of the punches pass over the lower and under the upper pressure rollers.This cause the punches to the penetrate the die to a preset depth, compacting the granulation to the thickness of the gap set between the punches.The rapidity and die wall time in between this press event occurs is determined by the speed at which the press is rotating and by the size of compression rollers.Larger the compressions roller, the more gradually compression force is applied and released.Slowing down the press speed or using larger compression rollers can often reduce capping in a formulation.
35KLE College of Pharmacy, Nipani.
Compression
The final event is ejection of compressed tablets from die cavity.During compression, the granulation is compacted to form tablet, bonds within compressible material must be formed which results in sticking.High level of lubricant or over blending can result in a soft tablet, decrease in wettability of the powder and an extension of the dissolution time.Binding to die walls can also be overcome by designing the die to be 0.001 to 0.005 inch wider at the upper portion than at the center in order to relieve pressure during ejection.
23 August 2012 36KLE College of Pharmacy, Nipani.
Compression
23 August 2012
DIFFERENT PUNCHES &DIES
37KLE College of Pharmacy, Nipani.
Compression
23 August 2012
HIGH SPEED ROTARY MACHINE MULTI ROTARY MACHINE
38KLE College of Pharmacy, Nipani.
Compression
23 August 2012
DOUBLE ROTARYMACHINE
UPPER PUNCH AND LOWER PUNCH
39KLE College of Pharmacy, Nipani.
Compression
23 August 2012
SINGLE ROTARY MACHINE
40KLE College of Pharmacy, Nipani.
Compression
Tablet CoatingSugar coating is carried out in conventional coating pans, has undergone many changes because of new developments in coating technology and changes in safety and environmental regulations.The conventional sugar coating pan has given way to perforated pans or fluidized-bed coating columns.The development of new polymeric materials has resulted in a change from aqueous sugar coating and more recently, to aqueous film coating.The tablets must be sufficiently hard to withstand the tumbling to which they are subjected in either the coating pan or the coating column.
23 August 2012 41KLE College of Pharmacy, Nipani.
Some tablet core materials are naturally hydrophobic, and in these cases, film coating with an aqueous system may require special formulation of the tablet core and/or the coating solution.A film coating solution may have been found to work well with a particular tablet in small lab coating pan but may be totally unacceptable on a production scale.This is because of increased pressure & abrasion to which tablets are subjected when batch size is large & different in temperature and humidity to which tablets are exposed while coating and drying process.
23 August 2012 42KLE College of Pharmacy, Nipani.
Compression
23 August 2012 43KLE College of Pharmacy, Nipani.
Pilot Plant scale-up techniques for Capsule
Capsules are solid dosage forms in which the drug substance is enclosed in either a hard or soft soluble container or shell of a suitable form of gelatin.Steps in capsule production
1. Mixing of ingredient2. Granulation and lubrication3. Making of capsules4. Filling of capsules5. Uniformity testing6. Packing and labeling23 August 2012 44KLE College of Pharmacy, Nipani.
The manufacturing process for capsulated products often same to that tablets.Both tablets & capsules are produced from ingredients that may be either dry blended or wet granulated to produce a dry powder or granule mix with uniformly dispersed active ingredients.To produce capsules on high speed equipment ,the powder blend must have the uniform particle size distribution, bulk density & compressibility required to promote good flow properties & result in the formation of compact of the right size and sufficient cohesiveness to be filled in to capsule shells.
23 August 2012 45KLE College of Pharmacy, Nipani.
Pilot Plant scale-up techniques for Capsule
Manufacture of Hard Gelatin Capsules
1. Shell composition :Gelatin :
Prepared by the hydrolysis of collagen. Gelatin in its chemical and physical properties,
depending upon the source of the collagen and extraction.
There are two basic types of gelatin: Type – A and Type – B. The two types can be differentiated by their isoelectric
points (7.0 – 9.0 for type A and 4.8 – 5.0 for type B) and by their viscosity and film forming characteristics.
23 August 2012 46KLE College of Pharmacy, Nipani.
Combination of pork skin and bone gelatin are often used to optimize shell characteristics.
The physicochemical properties of gelatin of most interest to shell manufactures are the bloom strength and viscosity.
Colorants : Various soluble synthetic dyes (“coal tar dyes”) and insoluble
pigments are used. Not only play a role in identifying the product, but also may play
a role in improving patient compliance.
E.g., white, analgesia; lavender, hallucinogenic effects; orange or yellow, stimulants and antidepressants.
23 August 2012 47KLE College of Pharmacy, Nipani.
Manufacture of Hard Gelatin Capsules
Opaquing agents : Titanium dioxide may be included to render the shell
opaque. Opaque capsules may be employed to provide
protection against light or to conceal the contents.
Preservatives : When preservatives are employed, parabens are often
selected.
23 August 2012 48KLE College of Pharmacy, Nipani.
Manufacture of Hard Gelatin Capsules
2) Shell manufacture :
23 August 2012 49KLE College of Pharmacy, Nipani.
Manufacture of Hard Gelatin Capsules
I. Dipping : Pairs of the stainless steel pins are dipped into the dipping
solution to simultaneously form the caps and bodies. The pins are at ambient temperature; whereas the dipping
solution is maintained at a temperature of about 500C in a heated, jacketed dipping pan.
The length of time to cast the film has been reported to be about 12 sec.
II. Rotation : After dipping, pins are elevated and rotated 2-1/2 times until
they are facing upward. This rotation helps to distribute the gelatin over the pins
uniformly and to avoid the formation of a bead at the capsule ends.
23 August 2012 50KLE College of Pharmacy, Nipani.
Manufacture of Hard Gelatin Capsules
III.Drying : The racks of gelatin coated pins then pass into a
series of four drying oven. Drying is mainly done by dehumidification. A temperature elevation of only a less degrees is
permissible to prevent film melting. Under drying will leave the films too sticky for
subsequent operation.IV. Stripping : A series of bronze jaws strip the cap and body
portions of the capsules from the pins.23 August 2012 51KLE College of Pharmacy, Nipani.
Manufacture of Hard Gelatin Capsules
V. Trimming : The stripped cap and body portions are delivered to
collects in which they are firmly held. As the collects rotate, knives are brought against the
shells to trim them to the required length.VI. Joining : The cap and body portions are aligned
concentrically in channels and the two portions are slowly pushed together.
23 August 2012 52KLE College of Pharmacy, Nipani.
Manufacture of Hard Gelatin Capsules
3) Sorting : The moisture content of the capsules as they are from the
machine will be in the range of 15 – 18% w/w. During sorting, the capsules passing on a lighted moving
conveyor are examined visually by inspectors. Defects are generally classified according to their nature and
potential to cause problems in use.4) Printing : In general, capsules are printed before filling. Generally, printing is done on offset rotary presses having
throughput capabilities as high as three-quarter million capsules per hour.
23 August 2012 53KLE College of Pharmacy, Nipani.
Manufacture of Hard Gelatin Capsules
23 August 2012
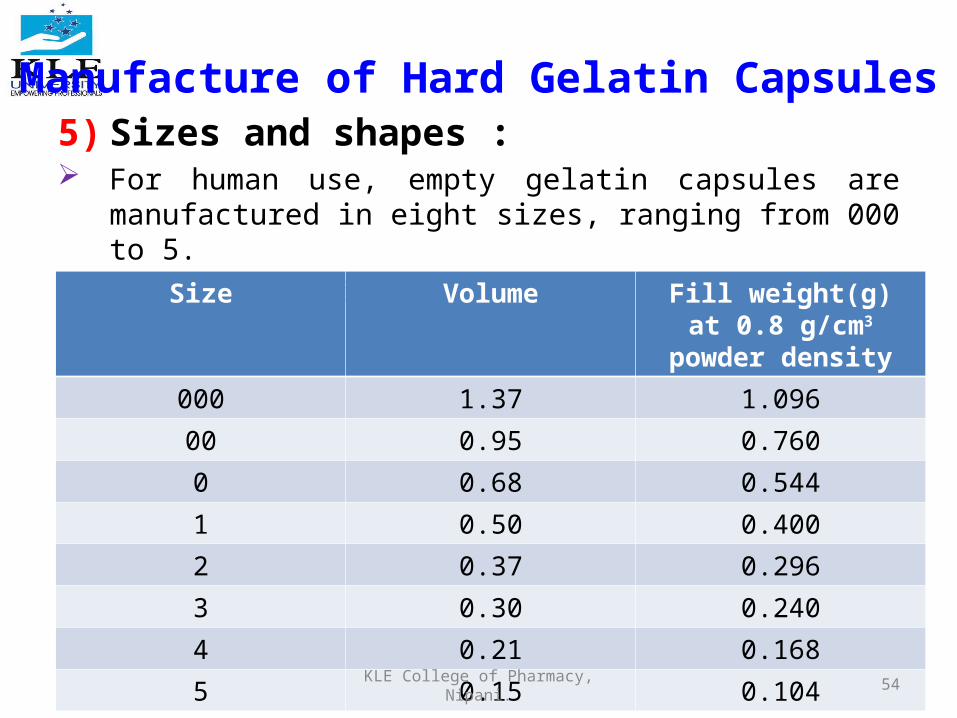
5) Sizes and shapes : For human use, empty gelatin capsules are manufactured in eight
sizes, ranging from 000 to 5. Capsule capacities in table:
Size Volume Fill weight(g) at 0.8 g/cm3 powder density
The largest size normally acceptable to patient is a No: 0. Three larger size are available for veterinary use: 10, 11, and
12 having capacities of about 30, 15, and 7.5 g, respectively. The standard shape of capsules is traditional, symmetrical
bullet shape. Some manufactures have employed distinctive shapes.
e.g. Lilly’s pulvule tapers to a bluntly pointed end. Smith Kline Beacham’s spansule capsules taper at
both the cap and body ends.
23 August 2012 55KLE College of Pharmacy, Nipani.
Manufacture of Hard Gelatin Capsules
6) Sealing : Capsules are sealed and somewhat reshaped in the
Etaseal process. This thermal welding process forms an indented ring
around the waist of the capsule where the cap overlaps the body.
7) Storage : Finished capsules normally contain an equilibrium
moisture content of 13-16%. To maintain a relative humidity of 40-60% when
handling and storing capsules.23 August 2012 56KLE College of Pharmacy, Nipani.
Manufacture of Hard Gelatin Capsules
Filling of hard gelatin capsules
23 August 2012
Equipment used in capsule filling operations involves one often of two types of filling systems.Zanasi or Martelli encapsulator:
Forms slugs in a dosatar which is a hollow tube with a plunger to eject capsule plug.Hofliger-Karg machine:
Formation of compacts in a die plate using tamping pins to form a compact.
57KLE College of Pharmacy, Nipani.
23 August 2012
HOFLIGER KARG AUTOMATICCAPSULE FILLING MACHINE
ZANASI AUTOMATICCAPSULE FILLING MACHINE
58KLE College of Pharmacy, Nipani.
In this both system, the scale-up process involve bulk density, powder flow, compressibility, and lubricant distribution.
Overly lubricated granules are responsible for delaying capsule disintegration and dissolution.
23 August 2012 59KLE College of Pharmacy, Nipani.
Filling of hard gelatin capsules
23 August 2012
OSAKA MODEL R-180 SEMI AUTOMATIC CAPSULE FILLING MACHINE
60KLE College of Pharmacy, Nipani.
Manufacture of Soft Gelatin Capsules
I. Composition of the shell: Similar to hard gelatin shells, the basic component
of soft gelatin shell is gelatin; however, the shell has been plasticized.
The ratio of dry plasticizer to dry gelatin determines the “hardness” of the shell and can vary from 0.3-1.0 for very hard shell to 1.0-1.8 for very soft shell.
Up to 5% sugar may be included to give a “chewable” quality to the shell.
The residual shell moisture content of finished capsules will be in the range of 6-10%.
23 August 2012 61KLE College of Pharmacy, Nipani.
II. Formulation : Formulation for soft gelatin capsules involves
liquid, rather than powder technology. Materials are generally formulated to produce the
smallest possible capsule consistent with maximum stability, therapeutic effectiveness and manufacture efficiency.
The liquids are limited to those that do not have an adverse effect on gelatin walls.
The pH of the liquid can be between 2.5 and 7.5. Emulsion can not be filled because water will be
released that will affect the shell.23 August 2012 62KLE College of Pharmacy, Nipani.
Manufacture of Soft Gelatin Capsules
The types of vehicles used in soft gelatin capsules fall in to two main groups:1. Water immiscible, volatile or more likely more volatile
liquids such as vegetable oils, mineral oils, medium-chain triglycerides and acetylated glycerides.
2. Water miscible, nonvolatile liquids such as low molecular weight PEG have come in to use more recently because of their ability to mix with water readily and accelerate dissolution of dissolved or suspended drugs.
All liquids used for filling must flow by gravity at a temperature of 350c or less.
The sealing temperature of gelatin films is 37-400C.
23 August 2012 63KLE College of Pharmacy, Nipani.
Manufacture of Soft Gelatin Capsules
III.Manufacture process :A. Plate process :
The process involved • Placing the upper half of a plasticized gelatin sheet
over a die plate containing numerous die pockets,• Application of vacuum to draw the sheet in to the die
pockets, • Filling the pockets with liquor or paste,• Folding the lower half of gelatin sheet back over the
filled pockets, and• Inserting the “ sandwich” under a die press where the
capsules are formed and cut out.23 August 2012 64KLE College of Pharmacy, Nipani.
Manufacture of Soft Gelatin Capsules
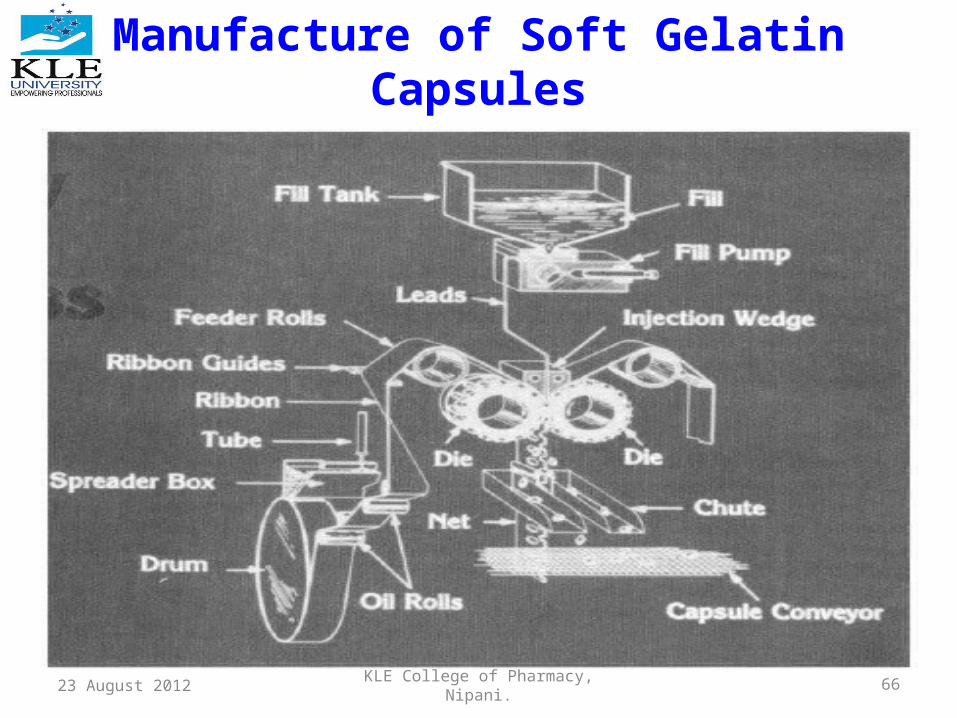
B. Rotary die press: In this process, the die cavities are machined in to
the outer surface of the two rollers. The die pockets on the left hand roller form the left
side of the capsule and the die pockets on the right hand roller form the right side of the capsule.
Two plasticized gelatin ribbons are continuously and simultaneously fed with the liquid or paste fill between the rollers of the rotary die mechanism.
As the die rolls rotate, the convergence of the matching die pockets seals and cuts out the filled capsules.
23 August 2012 65KLE College of Pharmacy, Nipani.
Manufacture of Soft Gelatin Capsules
23 August 2012 66KLE College of Pharmacy, Nipani.
Manufacture of Soft Gelatin Capsules
C. Accogel process: In general, this is another rotary process involving
• A measuring roll,• A die roll, and• A sealing roll.
As the measuring roll and die rolls rotate, the measured doses are transferred to the gelatin-linked pockets of the die roll.
The continued rotation of the filled die converges with the rotating sealing roll where a second gelatin sheet is applied to form the other half of the capsule.
Pressure developed between the die roll and sealing roll seals and cuts out the capsules.
23 August 2012 67KLE College of Pharmacy, Nipani.
Manufacture of Soft Gelatin Capsules
4. Bubble method: The Globex Mark II capsulator produces truly
seamless, one-piece soft gelatin capsules by a “bubble method”.
23 August 2012 68KLE College of Pharmacy, Nipani.
Manufacture of Soft Gelatin Capsules
A concentric tube dispenser simultaneously discharges the molten gelatin from the outer annulus and the liquid content from the tube.
By means of a pulsating pump mechanism, the liquids are discharged from the concentric tube orifice into a chilled-oil column as droplets that consists of a liquid medicament core within a molten gelatin envelop.
The droplets assume a spherical shape under surface tension forces and the gelatin congeals on cooling.
The finished capsules must be degreased and dried.23 August 2012 69KLE College of Pharmacy, Nipani.
Manufacture of Soft Gelatin Capsules
Important reason: the standard for liquid filled capsules was inability to prevent leakage from hard gelatin capsules.
As banding and of self-locking hard gelatin capsules, together with the development of high-resting state viscosity fills, has now made liquid/semisolid-filled hard gelatin capsules.
As with soft gelatin capsules, any materials filled into hard capsules must not dissolve, alter or otherwise adversely affect the integrity of the shell.
Generally, the fill material must be pumpable.
23 August 2012 70KLE College of Pharmacy, Nipani.
Soft/Liquid-filled hard gelatin capsules
Three formulation strategies based on having a high resting
viscosity after filling have been described.
1. Thixotropic formulations,
2. Thermal-setting formulations,
3. Mixed thermal-Thixotropic systems.
The more lipophilic contents, the slower the release rate.
Thus, by selecting excipients with varying HLB balance,
varying release rate may be achieved.
23 August 2012 71KLE College of Pharmacy, Nipani.
Soft/Liquid-filled hard gelatin capsules
23 August 2012
CAPSULE POLISHING MACHINE
AUTO MATIC CAPSULE ARRANGEMNT
72KLE College of Pharmacy, Nipani.
Scale-up for Parenterals
23 August 2012 73KLE College of Pharmacy, Nipani.
Injectables • The majority of the parenteral solutions are solutions
requiring a variety of tankage, piping and ancillary euipment for liquid mixing, filteration, transfer and related activities.
• The majority of the equipments are composed of 300 series austenitic stainless steel, with tantalum or glass lined vessels employed for preparation of formulations sensitive to iron and other metal ions.
• The vessels can be equipped with external jackets for heating and/or cooling and various types of agitators, depending upon the mixing requirements of the individual formulation.
23 August 2012 74KLE College of Pharmacy, Nipani.
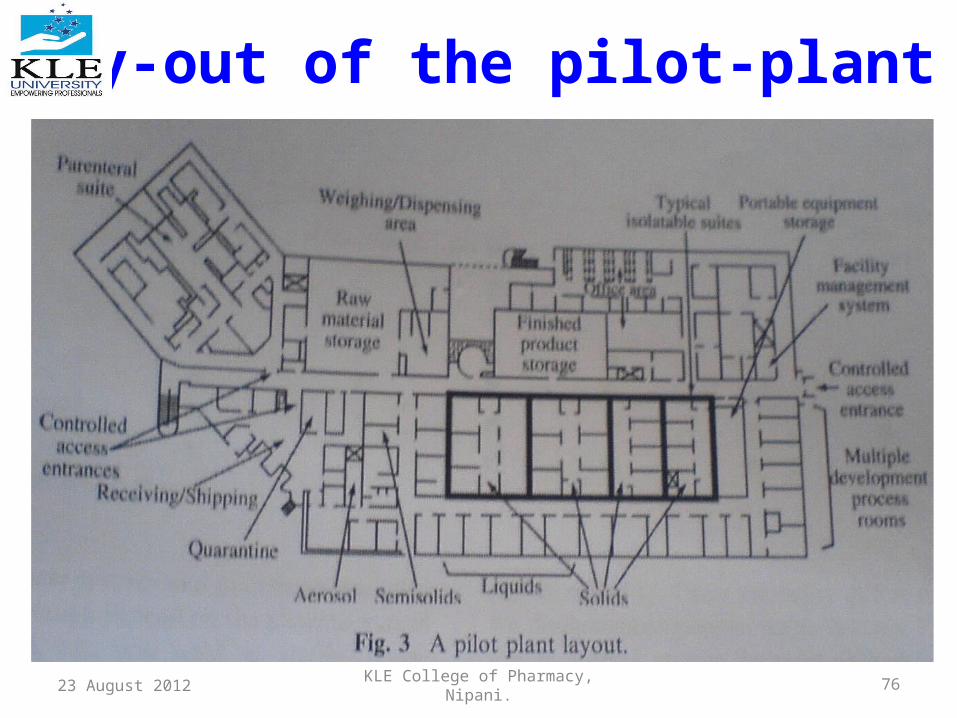
Working area of a parenteral pilot plant• Incoming goods are stored in special areas for Quarantine,
Released and Rejected status. • A cold room is available for storage of temperature-sensitive
products. Entrance into the warehouse and production areas is restricted to authorized personnel.
• Sampling and weighing of the raw material is performed in a dedicated sampling area and a central weighing suite, respectively.
• The route for final products is separated from the incoming goods; storage of final products is done in designated areas in the warehouse while they are awaiting shipment.
• Several clothing and cleaning procedures in the controlled transport zone and production area ensure full quality compliance.
• In addition, a technical area is located in between the production zone and the area for formulation development.
• Here, the water for injection equipment is located, as well as the technical installation of the lyophilizer.
23 August 2012 75KLE College of Pharmacy, Nipani.
Lay-out of the pilot-plant
23 August 2012 76KLE College of Pharmacy, Nipani.
Facility Design To provide the control of microbial, pyrogen and particles
controls over the production environment are essential.
Warehousing: All samples should be aseptically taken, which mandates
unidirectional airflow and full operator gowning.
These measures reduce the potential for contamination ingress into materials that are yet to receive any processing at any site.
23 August 2012 77KLE College of Pharmacy, Nipani.
Preparation Area: The materials utilized for the production of the sterile
products move toward the preparation area through a series of progressively cleaner environments.
23 August 2012 78KLE College of Pharmacy, Nipani.
Facility Design
The preparation areas are supplied with HEPA filters. There should be more than 20 air changes per hour
The preparation place is Class 100 area.
23 August 2012 79KLE College of Pharmacy, Nipani.
Transfer of materials are carried out in air-locks to avoid cross contamination
First the materials are passed through class 100,000 i.e. grade D environment for presterilization.
Preparation Area
Production area
23 August 2012 80KLE College of Pharmacy, Nipani.
Compounding area: The manufacture of parenterals is carried out in class
10,000 (Grade C) controlled environments in which class 100 unidirectional flow hoods are utilized to provide greater environmental control during material addition.
These areas are designed to minimize the microbial, pyrogen, and particulate contamination to the formulation prior to sterilization.
23 August 2012 81KLE College of Pharmacy, Nipani.
Production area
Aseptic filling rooms: The filling of the formulations is performed in an Class 100
environment.• Capping and Crimp sealing areas: The air supply in the capping line should be of Class 100• Corridors: They serve to interconnect the various rooms. Fill rooms, air locks
and gowning rooms are assessed from the corridor.• Aseptic storage rooms.• Air-locks and pass-throughs: Air locks serve as a transition points between one environment and
another. They are fitted with the UltraViolet lights, spray systems, or other
devices that may be effectively utilized for decontamination of materials.
23 August 2012 82KLE College of Pharmacy, Nipani.
Production area
Formulation aspects Solvent: The most widely used solvent used for parenteral
production is water for injection.
WFI is prepared by by distillation or reverse osmosis. Sterile water for injection is used as a vehicle for reconstitution of sterile solid products before administration and is terminally sterilized by autoclaving .
Solubilizers: They are used to enhance and maintain the aqueous
solubility of poorly water-soluble drugs.
23 August 2012 83KLE College of Pharmacy, Nipani.
Solubilizing agents used in sterile products include:
lecithin.3. Complexing agents: cyclodextrins etc They act by reducing the dielectric constant properties
of the solvent system, thereby reducing the electrical, conductance capabilities of the solvent and thus increase the solubility.
Antimicrobial preservative agents:
23 August 2012 84KLE College of Pharmacy, Nipani.
Formulation aspects
Buffers: They are used to maintain the pH level of a solution in
the range that provides either maximum stability of the drug against hydrolytic degradation or maximum or optimal solubility of the drug in solution.
Antioxidants: Antioxidants function by reacting prefentially with
molecular oxygen and minimizing or terminating the free the free radical auto-oxidation reaction. Examples phenol (0.065-0.5%), m-cresol (0.16-0.3%) etc.
23 August 2012 85KLE College of Pharmacy, Nipani.
Formulation aspects
Instrumentation
• Mixer
• Homogenizer • Filteration assembly
• Filling machinery
23 August 2012 86KLE College of Pharmacy, Nipani.
Mixer/Homogenizer
23 August 2012 87KLE College of Pharmacy, Nipani.
Filtration assembly
23 August 2012 88KLE College of Pharmacy, Nipani.
Bottling/Filling machinery
23 August 2012 89KLE College of Pharmacy, Nipani.
Sterilization and Depyrogenation
• Steam sterilization• Dry-heat sterilization and depyrogenation• Gas and vapour sterilization• Radiation sterilization• Sterilization by filteration
23 August 2012 90KLE College of Pharmacy, Nipani.
Aseptic processing control and evaluation
• In-process Testing:• End-product Testing:• Process simulations:
Quality Assurance• Particulate matter• Pyrogen test• Stability test
23 August 2012 91KLE College of Pharmacy, Nipani.
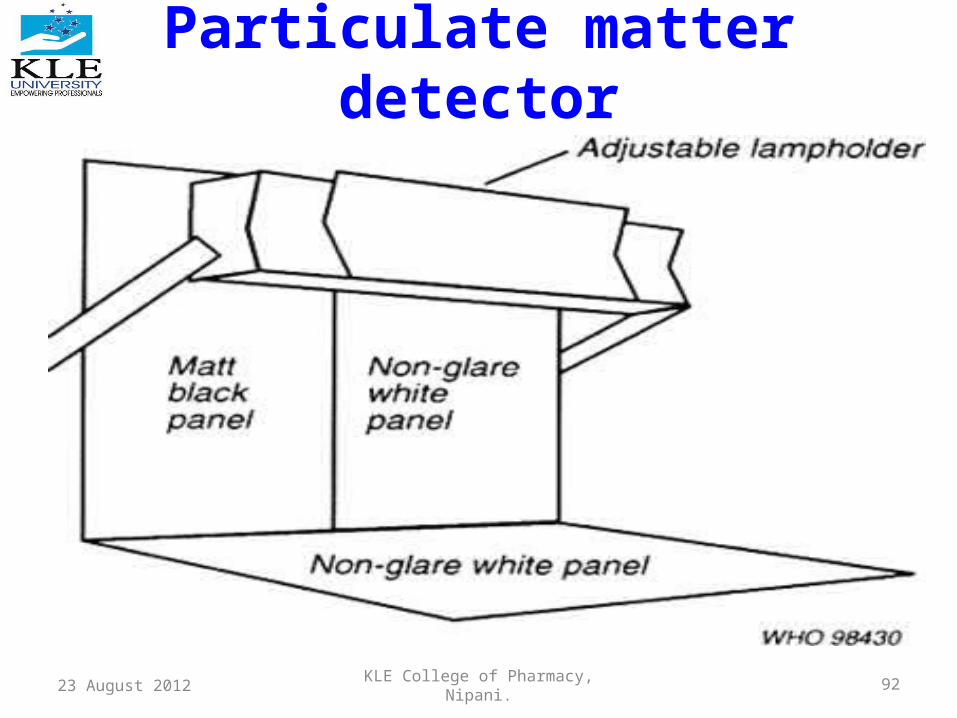
Particulate matter detector
23 August 2012 92KLE College of Pharmacy, Nipani.
Liquid orals• The physical form of a drug product that is pourable
displays Newtonian or pseudoplastic flow behaviour and conforms to it’s container at room temperature.
• Liquid dosage forms may be dispersed systems or solutions.
• In dispersed systems there are two or more phases, where one phase is distributed in another.
• A solution refers two or more substances mixed homogeneously.
23 August 2012 93KLE College of Pharmacy, Nipani.
Steps of liquid manufacturing process
• Planning of material requirements:
• Liquid preparation:
• Filling and Packing:
• Quality assurance:
23 August 2012 94KLE College of Pharmacy, Nipani.
Critical aspects of liquid manufacturing
Physical Plant:• Heating, ventilation and air controlling system: The effect of long processing times at suboptimal
temperatures should be considered in terms of consequences on the physical or chemical stability of ingredients as well as product.
23 August 2012 95KLE College of Pharmacy, Nipani.
Formulation aspects of oral liquids
• Suspensions:
Purpose Agent Facilitating the connection between API and vehicle
-wetting agentsSalt formation ingredients
Protecting the API - Buffering-systems, polymers, antioxidants
Maintaining the suspension appearance
Colorings, suspending agent, flocculating agent.
Masking the unpleasant taste/smell
Sweeteners, flavorings
23 August 2012 96KLE College of Pharmacy, Nipani.
• Emulsions:
Purpose Agent
Particle Size Solid particles, Droplet particles
Protecting the API Buffering-systems, antioxidants, polymers
Maintaining the appearance Colorings, Emulsifying agents, Penetration enhancers, gelling agents
Taste/smell masking Sweetners, flavorings
23 August 2012 97KLE College of Pharmacy, Nipani.
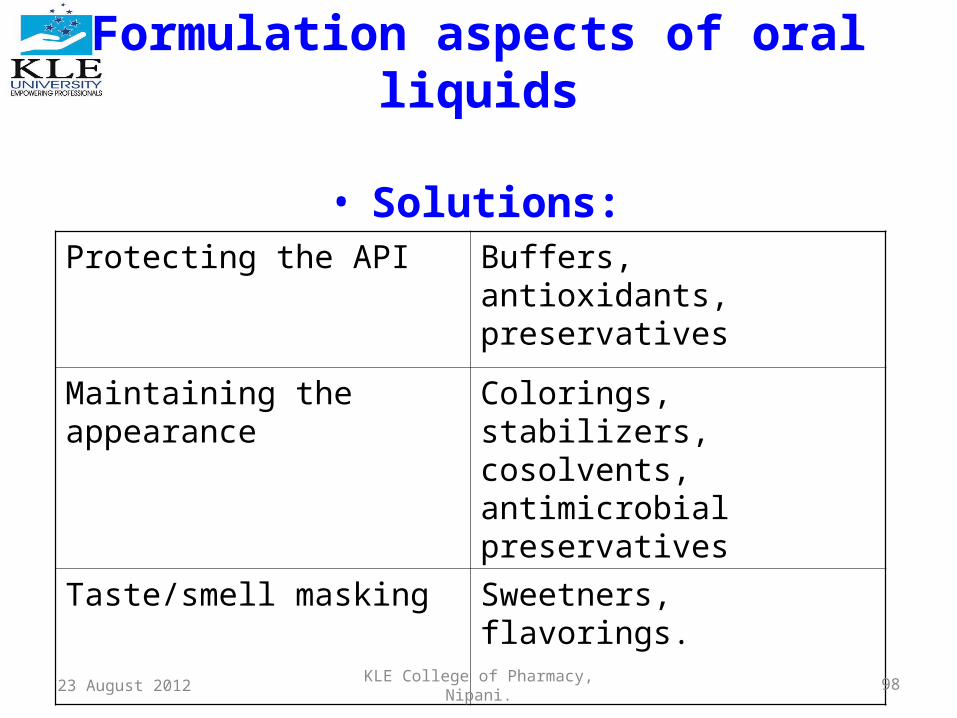
Formulation aspects of oral liquids
• Solutions:Protecting the API Buffers, antioxidants,
preservatives
Maintaining the appearance Colorings, stabilizers, cosolvents, antimicrobial preservatives
Taste/smell masking Sweetners, flavorings.
23 August 2012 98KLE College of Pharmacy, Nipani.
Formulation aspects of oral liquids
Layout of the pilot plant
23 August 2012 99KLE College of Pharmacy, Nipani.
Equipments
• Mixer
• Homogenizer
• Filteration assembly
• Bottling assembly
23 August 2012 100KLE College of Pharmacy, Nipani.
Filtration assembly
23 August 2012 101KLE College of Pharmacy, Nipani.
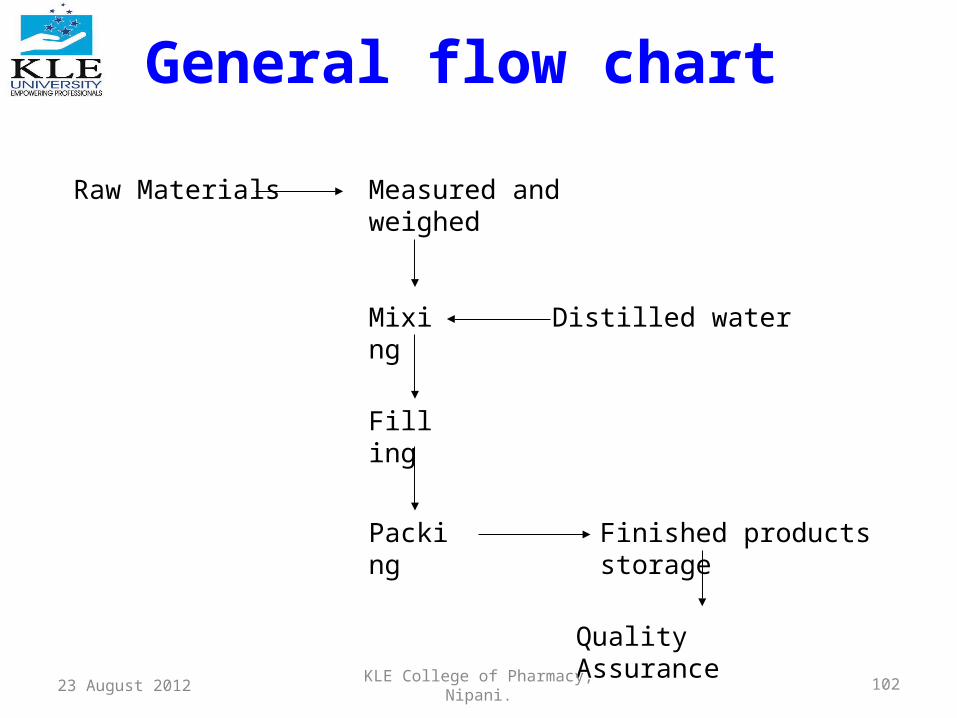
General flow chart
Raw Materials Measured and weighed
Mixing
Filling
Packing
Distilled water
Finished products storage
Quality Assurance
23 August 2012 102KLE College of Pharmacy, Nipani.
Quality assurance
• Dissolution of drugs in solution• Potency of drugs in suspension• Temperature uniformity in emulsions• Microbiological control• Product uniformity• Final volume• Stability
23 August 2012 103KLE College of Pharmacy, Nipani.
References
• Lachman L. The Theory and practice of industrial pharmacy. 3rd Edition. Varghese publication house.
• www.google.com
23 August 2012 104KLE College of Pharmacy, Nipani.
Thank You
23 August 2012 105KLE College of Pharmacy, Nipani.