11
Pinola Kraft Soap Technology
PinolaKraft Soap Technology
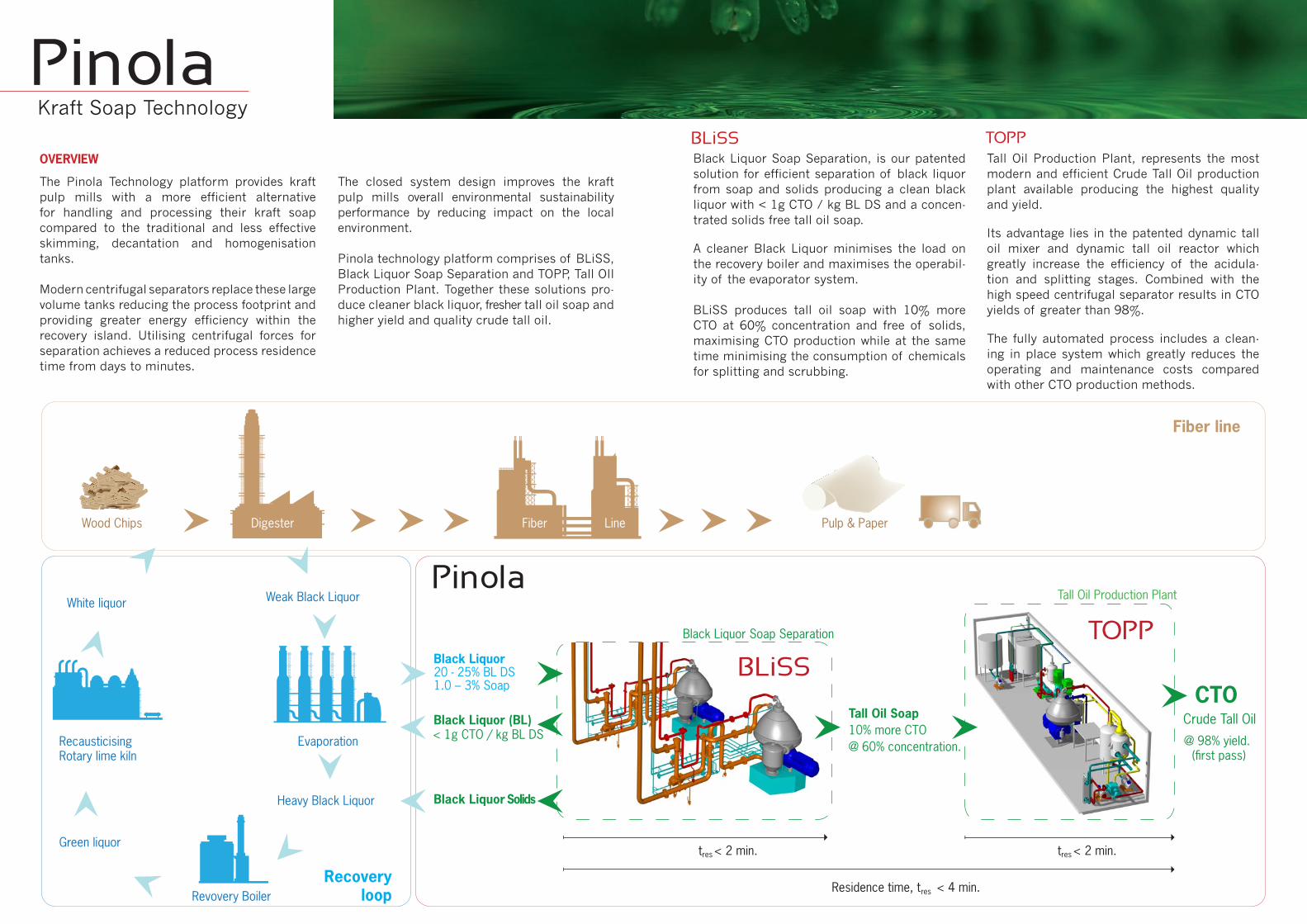
The Pinola Technology platform provides kraft pulp mills with a more efficient alternative for handling and processing their kraft soap compared to the traditional and less effective skimming, decantation and homogenisation tanks.
Modern centrifugal separators replace these large volume tanks reducing the process footprint and providing greater energy efficiency within the recovery island. Utilising centrifugal forces for separation achieves a reduced process residence time from days to minutes.
The closed system design improves the kraft pulp mills overall environmental sustainability performance by reducing impact on the local environment.
Pinola technology platform comprises of BLiSS, Black Liquor Soap Separation and TOPP, Tall OIl Production Plant. Together these solutions pro-duce cleaner black liquor, fresher tall oil soap and higher yield and quality crude tall oil.
PinolaKraft Soap Technology
Wood Chips Digester Fiber Line Pulp & Paper
Weak Black Liquor
Crude Tall Oil
CTO
Pinola
Heavy Black Liquor
RecausticisingRotary lime kiln
Green liquor
White liquor
Revovery Boiler
Evaporation
BLiSSTOPP
Black Liquor
Black Liquor Solids
20 - 25% BL DS1.0 – 3% Soap
Black Liquor (BL) < 1g CTO / kg BL DS
Tall Oil Soap10% more CTO@ 60% concentration. @ 98% yield.
(first pass)
Residence time, tres < 4 min.
Black Liquor Soap Separation
Tall Oil Production Plant
tres < 2 min. tres < 2 min.
Fiber line
Recoveryloop
Tall Oil Production Plant, represents the most modern and efficient Crude Tall Oil production plant available producing the highest quality and yield.
Its advantage lies in the patented dynamic tall oil mixer and dynamic tall oil reactor which greatly increase the efficiency of the acidula-tion and splitting stages. Combined with the high speed centrifugal separator results in CTO yields of greater than 98%.
The fully automated process includes a clean-ing in place system which greatly reduces the operating and maintenance costs compared with other CTO production methods.
Black Liquor Soap Separation, is our patented solution for efficient separation of black liquor from soap and solids producing a clean black liquor with < 1g CTO / kg BL DS and a concen-trated solids free tall oil soap.
A cleaner Black Liquor minimises the load on the recovery boiler and maximises the operabil-ity of the evaporator system. BLiSS produces tall oil soap with 10% more CTO at 60% concentration and free of solids, maximising CTO production while at the same time minimising the consumption of chemicals for splitting and scrubbing.
OVERVIEW
BLiSS TOPP
HEAD Engineering ABTyska Brinken 30SE-111 27 Stockholm Sweden
Ph: +46 8 5057 1100Fax +46 8 5057 [email protected]
Alfa Laval Tumba ABHans Stahles väg 7SE-147 80 TumbaSweden
Ph: +46 8 530 656 00Fax +46 8 530 656 [email protected] www.alfalaval.com
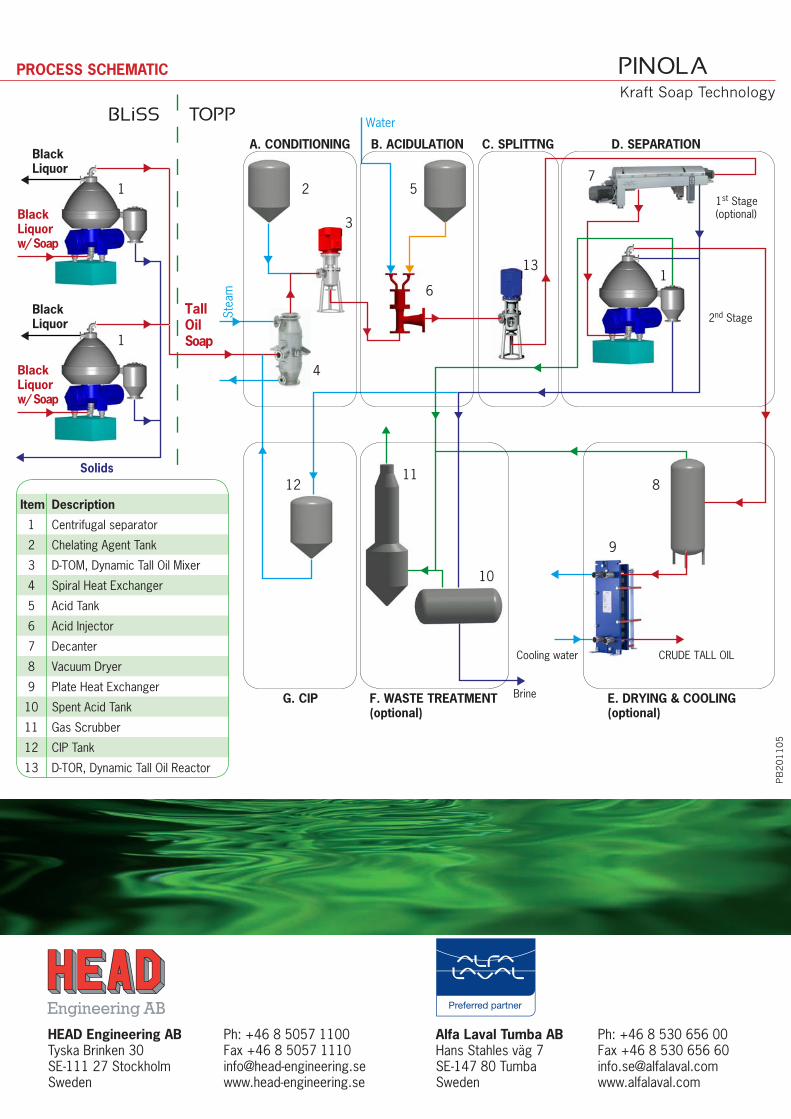
PINOLAPROCESS SCHEMATIC
Black Liquor
Black Liquor
Stea
m
WaterBLiSS TOPP
1st Stage(optional)
2nd Stage
CRUDE TALL OILCooling water
Brine
Solids
G. CIP F. WASTE TREATMENT(optional)
E. DRYING & COOLING(optional)
Black Liquorw/ Soap
Black Liquorw/ Soap
TallOilSoap
A. CONDITIONING B. ACIDULATION C. SPLITTNG D. SEPARATION
1 2 5
6
4
3
13
7
8
9
10
1112
1
1
PB
201105
Item Description
1 Centrifugal separator
2 Chelating Agent Tank
3 D-TOM, Dynamic Tall Oil Mixer
4 Spiral Heat Exchanger
5 Acid Tank
6 Acid Injector
7 Decanter
8 Vacuum Dryer
9 Plate Heat Exchanger
10 Spent Acid Tank
11 Gas Scrubber
12 CIP Tank
13 D-TOR, Dynamic Tall Oil Reactor
Kraft Soap Technology

Pinola
BLiSS REDUCE SOAP CONTENT IN BLACK LIQUOR TO < 1g CTO / kg BL DSBLiSSREDUCE SOAP CONTENT IN BLACK LIQUOR TO < 1g CTO / kg BL DS
Kraft Soap Technology
PinolaBLiSS* Black Liquor Soap Separation
The Pinola BLiSS technology replaces exist-ing homogenisation and soap skimming tanks with centrifugal separators, reducing the residence time and plant footprint drastically.
BLiSS reduces scaling problems in the evapo-ration plant and increases the recovery boiler capacity leading to increased chemical recovery.
HEAD Engineering ABTyska Brinken 30SE-111 27 Stockholm Sweden
Ph: +46 8 5057 1100Fax +46 8 5057 [email protected]
Alfa Laval Tumba ABHans Stahles väg 7SE-147 80 TumbaSweden
Ph: +46 8 530 656 00Fax +46 8 530 656 [email protected] www.alfalaval.com
QUALITY FEATURES BENEFITS
Cleaner Black Liquor: • Soap content in
BL < 1g CTO / kg BL DS.• Solids removed.
Cleaner Soap: • Increased CTO
concentration to 60%.• Reduced Ca, lignin & fibre.
Fresher Soap: • Reduced residence time
from weeks to minutes.
Improved separation efficiency:• Soap as CTO increased
by 10%.
Rosin acids: • Increased by up to 10%.
• Continuous process.
• Fully automated.
• Residence time < 2min.
• Small foot print. 3000m3 tank farm is reduced to 30m3.
• Increased recovery boiler capacity.
• Improves recovery boiler control.
• Reduced scaling in the evaporation plant.
• Reduces chemical usage in downstream CTO production.
• No solids build up in tanks.
* Patented
BS
201105

D-TOMDYNAMIC TALL OIL MIXERD-TOMDYNAMIC TALL OIL MIXER
PinolaThe Pinola dynamic tall oil mixer’s primary function is the conditioning and homogenisation of tall oil soap prior to acidulation. Its unique two chamber design with impellers ensures full flow contact eliminating short circuiting.
The Pinola D-TOM is one of the key compo-nents in the Pinola Tall Oil Production Plant, TOPP, process and can also be incorporated into existing batch or continuous crude tall oil plants.
Kraft Soap Technology

Pinola
HEAD Engineering ABTyska Brinken 30SE-111 27 Stockholm Sweden
Ph: +46 8 5057 1100Fax +46 8 5057 [email protected]
QUALITY FEATURES BENEFITS
• All wetted parts constructed of 304L stainless steel.
• Robust heavy duty design & construction.
• Design and construction to
• PED • ASME
• Small volume.
• Short hold up time.
• Reversible drive.
• One piece mixing head.
• Nominal capacity from 100tpd to 1000tpd
• Max operating temp. 150oC.
• Max opearting pressure 10 barg.
• Lower chelating agent requirement for the conditioning of tall oil soap.
• Homogensised tall oil soap Increases the downstream tall oil separation efficiency.
MS
201105
Technical specifications
D-TOM100 D-TOM200 D-TOM500 D-TOM700 D-TOM1000
Nominal capacity (tpd)* 100 200 500 700 1000
Feed viscosity range (cSt)
Max operating temp (oC)**
Max pressure (barg)
Material
Motor (kW) 4.0 5.5 7.5 11 15
Operating speed (rpm)- variable speed motor 50/60 Hz
1500 1500 1000 1000 1000
Motor protection class
Options
Net weight (kg) 120 170 225 285 340
Shipping volume (m3) 0.5 0.6 1.2 1.3 1.5
H (mm) 1300 1500 1700 1900 2100
D (mm) 400 400 500 600 700
10-100
150
10Product wetted parts in acid proof stainless steel
IP55Vibration monitor and frequency converter
** Higher temperature possible upon request* Actual capacities will vary depending on application
H
D
D-TOM Dynaminc Tall Oil Mixer

D-TOR DYNAMIC TALL OIL REACTORD-TORDYNAMIC TALL OIL REACTOR
PinolaThe Pinola tall oil dynamic reactor’s primary function is the reacting and splitting of tall oil soap with acid. Its unique two chamber design with impellers allows full flow contact eliminating short circuiting. This ensures the complete reaction of all jonic compounds at near stoichiometric balance.
The Pinola D-TOR is one of the key components in the Pinola Tall Oil Production Plant, TOPP, process and can also be incorpo-rated into existing batch or continuous crude tall oil plants.
Kraft Soap Technology

Pinola
HEAD Engineering ABTyska Brinken 30SE-111 27 Stockholm Sweden
Ph: +46 8 5057 1100Fax +46 8 5057 [email protected]
QUALITY FEATURES BENEFITS
• All wetted parts constructed of 316L stainless steel.
• Robust heavy duty design & construction.
• Design and construction to
• PED • ASME
• Small volume.
• Short hold up time.
• Reversible drive.
• One piece mixing head.
• Nominal capacity from 100tpd to 1000tpd
• Max operating temp. 150oC.
• Max opearting pressure 10 barg.
• Lower acid requirements for acidulation process.
• Increased tall oil quality as acid number.
• Complete reaction of jonic compounds.
RS
201105
Technical specifications
D-TOR100 D-TOR200 D-TOR500 D-TOR700 D-TOR1000
Nominal capacity (tpd)* 100 200 500 700 1000
Feed viscosity range (cSt)
Max operating temp (oC)**
Max pressure (barg)
Material
Motor (kW) 4.0 5.5 7.5 11 15
Operating speed (rpm)- variable speed motor 50/60 Hz 1500 1500 1000 1000 1000
Motor protection class
Options
Net weight (kg) 120 170 225 285 340
Shipping volume (m3) 0.5 0.6 1.2 1.3 1.5
H (mm) 1300 1500 1700 1900 2100
D (mm) 400 400 500 600 700
10-100
150
10Product wetted parts in acid proof stainless steel
IP55Vibration monitor and frequency converter
** Higher temperature possible upon request* Actual capacities will vary depending on application
H
D
D-TOR Dynamic Tall Oil Reactor

Pinola
TOPP INCREASE CRUDE TALL OIL YIELD TO > 98%TOPPINCREASE CRUDE TALL OIL YIELD TO > 98%
Kraft Soap Technology

PinolaTOPP Tall Oil Production Plant
The Pinola TOPP produces high quality crude tall oil at a yield of 98%, first pass. The plants main components, a dynamic mixer, dynamic reactor and a high speed centrifugal separa-tor offer a compact, low maintenance energy efficient solution.
The Pinola TOPP technology is supplied skid mounted, factory tested and CE marked. Site installation is reduced to connecting the Pinola TOPP interfaces for electrical, automation and piping with your existing plant configuration.
HEAD Engineering ABTyska Brinken 30SE-111 27 Stockholm Sweden
Ph: +46 8 5057 1100Fax +46 8 5057 [email protected]
Alfa Laval Tumba ABHans Stahles väg 7SE-147 80 TumbaSweden
Ph: +46 8 530 656 00Fax +46 8 530 656 [email protected] www.alfalaval.com
QUALITY FEATURES BENEFITS
• Yield: > 98% first pass.
• Ash content: < 0.2%
• Acid number: 5-10% increase.
• Fatty acids: 5-10% increase.
• Resin acids: 5-10% increase.
• Moisture: < 1.0%
• Continuous process.
• Fully automated.
• Residence time < 2 min.
• Dynamic mixing.
• Cleaning In Place (CIP)cycle < 10 min.
• In line process volume < 100 liters.
• Small foot print, ~30m2.
• Full H2S gas capture.
• Intergrates easily with existing mill SCADA/DCS.
• Reduced operational costs:• Labour • Chemicals• Energy• Water
• Short shut-down and start-up time.
• Faster pH control & adjustment.
• High availability.
• Safe operating environment.
TS
201105




![Liquor (Artisan Liquor) Amendment Bill 2020€¦ · (a) the total volume of craft beer that may be [s 10] Liquor (Artisan Liquor) Amendment Bill 2020 v21 Page 11 Authorised by the](https://static.documents.pub/doc/80x56/602eeddf375040488f6ed805/liquor-artisan-liquor-amendment-bill-2020-a-the-total-volume-of-craft-beer-that.jpg)












