15
NON-CONVENTIONAL MACHINING PROCESS By MOHD JALEEL UDDIN Roll.No:160411736105 MECHANICAL-B
| Date post: | 18-Aug-2015 |
| Category: |
Documents |
| Upload: | mohd-jaleel-uddin |
| View: | 65 times |
| Download: | 0 times |

NON-CONVENTIONAL MACHINING PROCESS
ByMOHD JALEEL UDDIN
Roll.No:160411736105MECHANICAL-B
CONTENTS
•INTRODUCTION AND IMPORTANCE•DEVELOPMENT•APPLICATION•CLASSIFICATION OF NCM•ABRASIVE JET MACHINING•ULTRASONIC MACHINING•REFERENCES

INTRODUCTION AND IMPORTANCE
•Hard and brittle materials like tungsten carbide, high speed steels are machined with the help of conventional machining processes, either the tool undergoes extreme wear (while machining hard work piece) or the work piece material is damaged (while machining brittle work piece).
•To overcome all these drawbacks, we use unconventional machining processes to machine hard and brittle materials. We also use unconventional machining processes to machine soft materials, in order to get better dimensional accuracy.

DEVELOPEMENT
Development of harder and difficult to machine materials such as hastalloy, nitra alloy and many other HSTR alloys.
Used in aerospace industry, nuclear engineering and other industries owing to their high strength to weight ratio, hardness and heat resisting quality.

COMPONENTS MADE BY NCM

The broad classification is given as follows:
Thus classification of NCM processes is carried out depending on the nature of energy used for material removal.
Mechanical Processes ◦ ⎯ Abrasive Jet Machining (AJM) ◦ ⎯ Ultrasonic Machining (USM)
Electrochemical Processes ◦ ⎯ Electrochemical Machining (ECM) ◦ ⎯ Electro Chemical Grinding (ECG) ◦ ⎯ Electro Jet Drilling (EJD)

Electro-Thermal Processes ◦ ⎯ Electro-discharge machining (EDM) ◦ ⎯ Laser Beam Machining (LBM) ◦ ⎯ Electron Beam Machining (EBM)
Chemical Processes ◦ ⎯ Chemical Milling (CHM) ◦ ⎯ Photochemical Milling (PCM) etc.
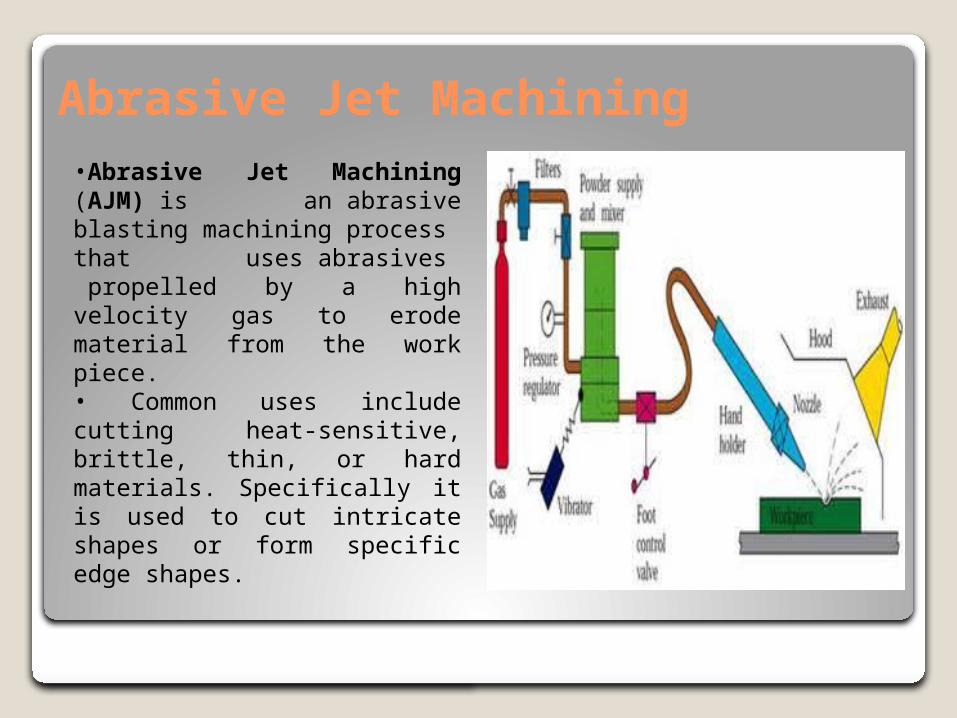
Abrasive Jet Machining•Abrasive Jet Machining (AJM) is an abrasive blasting machining process that uses abrasives propelled by a high velocity gas to erode material from the work piece.• Common uses include cutting heat-sensitive, brittle, thin, or hard materials. Specifically it is used to cut intricate shapes or form specific edge shapes.

PROCESS
Material is removed by fine abrasive particles, usually about 0.001 in (0.025 mm) in diameter, driven by a high velocity fluid stream; common gases are air or inert gases. Pressures for the gas range from 25 to 130 psig (170–900 kPa) and speeds can be as high as 300 m/s.
AJM machines are usually self-contained bench-top units. First it compresses the gas and then mixes it with the abrasive in a mixing chamber. The gas passes through a convergent-divergent nozzle before entering the mixing chamber, and then exits through a convergent nozzle.

MERITS AND DEMERITSMERITS :The main advantages are its flexibility, low heat production, and ability to machine hard and brittle materials. Its flexibility owes from its ability to use hoses to transport the gas and abrasive to any part of the work piece.
DEMERITS :One of the main disadvantages is its slow material removal rate for this reason it is usually used as finishing process. Another disadvantage is that the process produces a tapered cut.

Ultrasonic Machining (USM)Ultrasonic machining, also known as ultrasonic impact grinding, is a machining operation in which a vibrating tool oscillates at ultrasonic frequencies is used to remove material from the work piece, aided by an abrasive slurry that flows freely between the work piece and the tool.The tool never contacts the work piece and as a result the grinding pressure is rarely more than 2 pounds.

PROCESS
The tool that does the cutting is made of a softer material than the work piece. As the tool vibrates, it pushes down on the abrasive slurry, a liquid containing abrasive grains, until the grains impact the work piece. Under the impact of the abrasive particles its surface abrades, while the softer tool material simply deforms slightly.
Machine time depends upon the frequency at which the tool is vibrating, the grain size and hardness and the viscosity of the slurry fluid. The less viscous the slurry fluid, the faster it can carry away used abrasive.

MERITS AND DEMERITSMERITS :•Virtually any hard material can be machined•Little heat is produced• The holes cut are not just circular shapes but can be any shape•Good surface finish and higher structural integrity is obtained
DEMERITS :•It has low material removal rate (3-15mm^3/min).•Tool wear rate is fast.•Machining area and depth are restraint.

REFERENCES
•Metal cutting and machine tool by B.L Juneja and Sekhon.
•Metal cutting by PN Rao.
•http://en.wikipedia.org/wiki/Abrasive_jet_machining
•http://en.wikipedia.org/wiki/Ultrasonic_machining

THANK YOU

















